Marzo 2013
ING.PATRICIA SEGURA CASTILLO
CONTROL ESTADISTICO DE PROCESOS
HERNÁNDEZ BADILLO ALDO
TSU.EN QUIMICA INDUSTRIAL QI.5”A”
PRACTICA: ENCOGIMIENTO E INDICE DE REFRACCIÓN.
UNIVERSIDAD TECNOLÓGICA DE ALTAMIRA INTRODUCCIÓN
Los gráficos de control
- S son graficas de las desviaciones estándares de cada
subgrupo en series ordenadas por tiempo y se construyen de forma similar a los
gráficos
-R; solamente que ahora calcularemos la media de la muestra y la
desviación estándar de la muestra.
Generalmente es preferible trabajar con los gráficos de control
gráficos
- S, que con los
-R. Fundamentalmente por las mejores propiedades estadísticas de la
desviación estándar en comparación a las del rango; utilice para comparar la
variabilidad que ocurre dentro de cada subgrupo de datos en el tiempo.
Vamos a enunciar algunos resultados estadísticos que emplearemos en las
ecuaciones de los gráficos de control:
; sin embargo,
Tenemos que:
. De lo anterior, tenemos que:
También tenemos que:
Si tenemos el tamaño de cada subgrupo es de n. La desviación estándar de cada
muestra se calcula de la forma usual:
De la misma forma, si se tienen m subgrupos, la forma de
calcular
:
Fórmula para los gráficos de control S :
Donde hicimos:
Luego, las fórmulas definitivas para el gráfico de control S, nos quedan como:
La mejora de la calidad es uno de los 8 principios de la gestión de la calidad. La
norma UNE-EN-ISO 9000:2005 dice que “la mejora continua del desempeño
global de la organización debería ser un objetivo permanente de ésta”.
El objetivo de la mejora continua de la calidad debería ser incrementar la
capacidad de la organización para satisfacer a sus clientes y aumentar dicha
satisfacción a través de la mejora de su desempeño. Las acciones generales que
son necesarias para llevar a cabo la mejora continua son:
•
El análisis y la evaluación de la situación existente para identificar áreas de
mejora
•
El establecimiento de objetivos para la mejora
•
La búsqueda de soluciones para alcanzar esos objetivos
•
La selección de soluciones
•
La implantación de las acciones decididas
•
El análisis de los resultados de las acciones implantadas para determinar si
se han conseguido los objetivos
Dada la dificultad de la mejora continua, el ámbito de la calidad ha desarrollado
una batería de herramientas de mejora para facilitar la labor de los equipos de
mejora.
Lo
puedes
encontrar
también
como:
Mejora
continua.
La mejora continua tiene indudables ventajas para la empresa, aplicando la mejora
continua se logra ser más productivos y competitivos en el mercado puesto que:
•
Se consigue una mayor capacidad de adaptación a las necesidades del
cliente y de cumplimiento de las mismas
•
Se reducen los errores, los desperdicios y los costes aumentando la
eficiencia
•
Se previenen errores y fallos en todas las áreas de la organización
mejorando los productos y servicios entregados al cliente y reduciendo así las
quejas y reclamaciones
Una estrategia de la mejora continua de la calidad es el ciclo propuesto por
Deming también conocido como circulo PDCA, con cuatro pasos, basada en
un concepto ideado por Walter A. Shewhart. También se denomina espiral
de mejora continua. Es muy utilizado por los Sistemas de Gestión de Calidad
(SGC).
Las siglas PDCA son el acrónimo de Plan, Do, Check, Act (Planificar, Hacer,
Verificar, Actuar).
Los resultados de la implementación de este ciclo permiten a las empresas una
mejora integral de la competitividad, de los productos y servicios, mejorando
continuamente la calidad, reduciendo los costes, optimizando la productividad,
reduciendo los precios, incrementando la participación del mercado y aumentando
la rentabilidad de la empresa u organización.
Establecer los objetivos y procesos necesarios para obtener el resultado
esperado. Al basar las acciones en el resultado esperado, la exactitud y
cumplimiento de las especificaciones a lograr se convierten también en un
elemento a mejorar. Cuando sea posible conviene realizar pruebas a pequeña
escala para probar los resultados.
Identificar proceso que se quiere mejorar.
Recopilar datos para profundizar en el conocimiento del proceso.
Detallar las especificaciones de los resultados esperados
Definir los procesos necesarios para conseguir estos objetivos,
verificando las especificaciones
DO (Hacer)
1.
2.
3.
4.
Implementar los nuevos procesos, llevar a cabo el plan. Recolectar datos para
utilizar en las siguientes etapas. teniendo el plan bien definido, hay que poner una
fecha a la cual se va a desarrollar lo planeado.
CHECK (Verificar)
Pasado un periodo de tiempo previsto de antemano, volver a
recopilar datos de control y analizarlos, comparándolos con los objetivos
y especificaciones iniciales, para evaluar si se ha producido la mejora
•
Monitorear la Implementación y evaluar el plan de ejecución
documentando las conclusiones.
ACT (Actuar)
•
En base a las conclusiones del paso anterior elegir una opción:
Documentar el ciclo.
•
Si se han detectado errores parciales en el paso anterior, realizar un
nuevo ciclo PDCA con nuevas mejoras.
•
Si no se han detectado errores relevantes, aplicar a gran escala las
modificaciones de los procesos
•
Si se han detectado errores
modificaciones de los procesos
•
insalvables,
abandonar
las
• Ofrecer una Retro-alimentación y/o mejora en la Planificación.
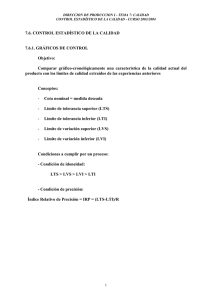
PLANTAMIENTO DEL PROBLEMA:
Reducir el porcentaje de encogimientos de las partes fabricadas en el proceso de
modelo por inyección.
GRAFI CO X­S DE PORCI ENTO DE ENCOGI MI ENTO
Media de la muestra
1
5.2
1
1
1
1
1 1
1
1
1 1
1
1
1
1
1 1
1
1
1
LCS= 5.0590
_
_
X= 4.9028
5.0
4.8
LCI = 4.7466
4.6
1
1
4.4
3/ 1 8 am
5/ 1 12 am
6/ 1 4 pm
8/ 1 8 am
10/ 1 12 am
11/ 1 4 pm
Fe cha
13/ 1 8 am
15/ 1 12 am
1
16/ 1 4 pm
1
1
1
1
1
1
1
18/ 1 8 am
Desv.Est. de la muestra
1
0.3
LCS= 0.2749
0.2
_
S= 0.1601
0.1
LCI = 0.0454
3/ 1 8 am
5/ 1 12 am
6/ 1 4 pm
8/ 1 8 am
10/ 1 12 am
11/ 1 4 pm
Fe cha
13/ 1 8 am
15/ 1 12 am
16/ 1 4 pm
18/ 1 8 am
Media de la muestra
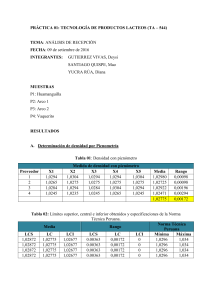
GRAFI CO X­S DE PORCI ENTO DE ENCOGI MI ENTO
Reducir Temperatura
Modificación de herramienta de moldeo
5.25
5.00
4.75
_
_
LCS= 4.590
X= 4.497
LCI = 4.405
4.50
1
3/
Desv.Est. de la muestra
Referencia
5.50
m
a
8
1 5/
a
12
m
4
1 6/
p
m
8
1 8/
m
a
10
1
/1
am
2 p
4
m
8
/1
13
a
m
15
Fe cha
Referencia
0.4
/1
11
2 1
/1
am
/1
16
m
p
4
Reducir Temperatura
a
8
/1
18
m
Modificación de herramienta de moldeo
0.3
0.2
LCS= 0.1629
_
S= 0.0949
0.1
LCI = 0.0269
0.0
1
3/
8
m
a
1
1 5/
a
2 m
6/
4
1 p
m
8
1 8/
m
a
1
/1
10
am
2 /
11
1 p
4 m
/
13
8
1 a
m
Fe cha
2 1
/1
5
1
am
/1
16
m
p
4
/
18
1 a
8 m
OBSERVACIONES Y/O CONCLUSIONES
En el primer cálculo las gráficas x-s se encontraban con puntos fuera de los límites
de control , cuando recalculamos los límites de control nos dimos cuenta que hubo
una mejora en el proceso y se redujo el número de encogimientos .y por lo tanto
el proceso está bajo control estadístico.
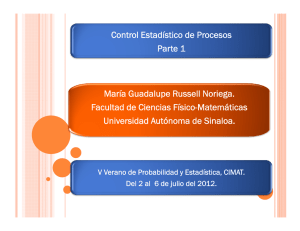
PLANTEAMIENTO DEL PROBLEMA:
Disminuir el índice de refracción en los cables de fibra óptica para conexiones de
internet.
Gr afico X­S par a índice de r efr acción
Media de la muestra
98
Material de rev estimiento original
Material de rev estimiento nuev o
1
96
LCS= 95.156
_
_
X= 94.111
94
1
01/2 6 am
02/2 6 am
03/2 6 am
04/2 6 am
Material de rev estimiento original
Desv.Est. de la muestra
1
1
05/2 6 am 06/2 6 am
Fe cha / hor a
LCI = 93.067
1
07/2 6 am
08/2 6 am
09/2 6 am
Material de rev estimiento nuev o
2.0
LCS= 1.941
1.5
_
S= 1.179
1.0
0.5
LCI = 0.417
01/2 6 am
•
02/2 6 am
03/2 6 am
04/2 6 am
05/2 6 am 06/2 6 am
Fe cha / hor a
07/2 6 am
08/2 6 am
09/2 6 am
¿Debería utilizar una gráfica S o una R para mostrar la variabilidad del
proceso?
Una gráfica s ya que detecta cambios en la variabilidad del proceso en el tiempo y
así darnos cuenta si el proceso está en control estadístico.
•
¿Necesita volver a calcular los límites de control?
Si debido a que si no se vuelven a calcular los límites de control, no se podría
interpretar los resultados.
OBSERVACIONES Y CONCUSIONES
Observamos que el proceso tiene variaciones por lo cual no se encuentra en
control estadístico.
CONCLUSIONES
Podemos concluir que el grafico de control x-s, se utiliza para comparar la
variabilidad que ocurre dentro de cada subgrupo de datos en el tiempo, sí la
variabilidad dentro de los subgrupos no es estable, los limites de control utilizados
en la gráfica x pueden no ser significativos, ya que estos límites de control se
basan en la variación dentro de subgrupos.
Esta grafica detecta cambios de variabilidad del proceso en el tiempo tal y como
se observó el los problemas anteriores.
GRAFI CA I M­R DE AI RE EN BOTELLAS
Va lor indiv idua l
1
LCS= 0.6233
0.6
0.4
2
_
X= 0.422
2
2
6
6
LCI = 0.2207
0.2
1
5
9
13
17
21
25
Bot e lla
29
33
37
41
45
1
1 1
LCS= 0.2473
Ra ngo móv il
0.24
0.18
0.12
__
MR= 0.0757
0.06
0.00
LCI = 0
1
5
9
13
17
21
25
Bot e lla
29
33
37
41
45
 0
0