PREGUNTAS TIPO EXAMEN PROPUESTAS POR EL EQUIPO
A continuación se listarán una serie de preguntas y respuestas que servirán para
retroalimentar los conceptos tratados en el desarrollo del tema y que eventualmente pueden
servir para la aplicación de un examen para la materia
1. Mencione seis causas que ud considere que son asignables cuando se encuentra un
proceso fuera de control estadístico
R:
a) Materia prima fuera de especificaciones establecidas en la entrada del proceso
b) Máquinas y Herramientas presentando fallas y limitaciones propias del final de su vida útil
c) Los procedimientos de operación no son suficientemente claros y el personal realiza las
actividades según su propia interpretación
d) El personal que está ejecutando las actividades no cumple con la competencia definida
para el cargo que ejerce
e) Durante las tardes la temperatura del ambiente hace que los equipos indicadores de
temperatura den mediciones erróneas y como consecuencia hay mayor rechazo por parte
del inspector de calidad
f) Equipos de medición calibrados fuera del rango de utilización
2. ¿Con menor variabilidad hay menor necesidad de inspección?
R: En el extremo, “sino hay variabilidad”, la inspección de sólo una unidad del lote puede
contar la historia completa de la producción
3. ¿Las graficas de control permiten determinar las cusas especiales de variabilidad de un
proceso?
R: No, las gráficas de control permiten detectar causas asignables, para la determinación de las
mismas se deben utilizar las técnicas estadísticas aplicadas a los sistemas de gestión de la
calidad que permiten hacer análisis de causa raíz
4. Un proceso de fabricación de una pieza de un motor en la que se conoce que la media
del proceso es µ= 50 mm y la desviación estándar es σ=0,1 mm. Se requiere realizar un
muestreo de 5 piezas cada hora. Determine los límites de control
R:
LC=
LSC=
LSC= µ+3 σ/√n
=50,134
LIC=
LIC= µ-3 σ/√n
=49,866
Así los límites de control quedarían
5. Se controla un proceso de fabricación de partes de componentes para misiles, con
resistencia a la tensión (lbf/plg2), como característica de comportamiento. Elabore el
Gráfico X-R si se toman 25 muestras de tamaño 5 cada hora. Los datos obtenidos son los
de la siguiente tabla:
De la tabla se tienen los
y los
Para el gráfico R se tiene:
=10,72 Límite central
LIC=
D3 LSC=
LIC= 10,72(0)= 0
D4
LSC=10,72(2,115)=22,6728
Para el Gráfico
Línea Central = 1507,328
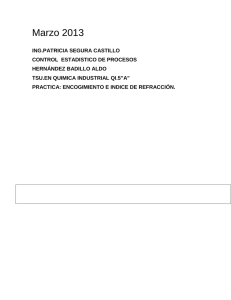
Nota: Gráficos de control hechos con MINITAB Xbar/R Chart
6. De las gráficas del Ejercicio 5 sométala a las 8 pruebas para determinar si el proceso se
encuentra en control estadístico según lo descrito en el Gráfico
R:
Prueba 1: tres datos están fuera de los límites de control (entre las muestras 0-5, 5-10 y
15-20)
Prueba 2: hay menos de nueve puntos en una fila en un lado de la gráfica
Prueba 3: hay al menos 6 puntos creciendo entre las muestra 10-20
Prueba 4: no hay 14 puntos subiendo y bajando alternadamente
Prueba 5: 3 de 3 puntos están cercanos al límite de control entre las muestras 10-15
Prueba 6: 4 puntos están en la zona intermedia entre el límite central y el inferior para las
muestra 0-10
Prueba 7: no hay oscilaciones consecutivas sostenidas en el gráfico
Prueba 8: no se encuentran 8 puntos en la misma fila para muestras consecutivas
Por lo observado en la aplicación de las 8 pruebas a la gráfica
proceso esta fuera de control estadístico
se determina que el
7. ¿El hecho que un proceso este dentro de los límites de control estadístico indica que el
producto está conforme con las especificaciones?
R: Se debe tener en cuenta que para el cálculo de los limites de control se tienen en cuenta
datos de variabilidad del proceso y en principio estos no tienen que ver con las
especificaciones del producto, en todo caso es recomendable establecer una gráfica de precontrol con las especificaciones y luego establecer los límites de control para empezar a
disminuir la variabilidad que es el objetivo final de los gráficos de control
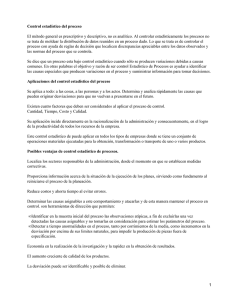
8. Se pide determinar el tipo de gráfica y los limites de control para los imanes de relés
eléctricos, los cuales se cada una de 19 semanas consecutivas, se regristró el número de
imanes fabricados y las unidades que salieron defectuosas las cuales fueron 14.091 y
1.030 respectivamente.
R: por el tipo de variable se tiene que debe ser una gráfica de control por atributos y
específicamente la gráfica p pues por el comportamiento de los imanes, estos tienen como
resultado pasa o no pasa.
Así se procede a calcular los límites de control para un gráfico p
Teniendo que la línea central está dada por
_
k
p = Σ pˆi/k= 1030/14.091=0,073
i =1
n=14.091/19= 741,6
LC=p±3σp
LCS=p+√((p(1-p)/n)
LCI=p-√((p(1-p)/n)
LCS= 0,102 LCI=0,044
Esto quiere decir que si el número de defectos por semana tiene una proporción que se
encuentre entre 4,4% y 10, 2 % el proceso estará bajo control y no se han detectado
causas asignables
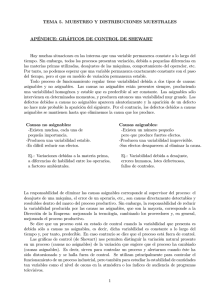
9. En el proceso de ingreso de pacientes a un hospital se encontraron errores en registro
de la información de fichas para historias médicas, para la cual se registran 78 campos ,
los formularios presentan en oportunidades errores que traen como consecuencias
retrasos en el proceso administrativo. Para hacer el control estadístico se revisó una
muestra de 10 formularios por semana durante 25 semanas, en los que se encontraron
368 errores. Defina el tipo de gráfico de control que utilizará y calcule los límites d
control para el proceso.
R:
__
Se tienen C= 368/25=14,72
Así los límites de control son
_
_
LC= C±3√(c) LCS= 14,72+3√14,72
LCI=14,72-3√14,72
LCI=3,21
LCS=26,64
Quiere decir que para que el proceso este en control estadístico los valores deben estar
oscilando alrededor de 14,72 errores por cada 10 formatos con límites entre 3 y 27 errores.
10. Si los datos de una gráfica de control siempre indica que los puntos se encuentran
dentro de los limites de control, y ud se cerciora que los mismo están bien calculados y
que no se está cometiendo ningún error en la inspección, medición y ensayo, quiere
decir que no tomaría ninguna acción en el ciclo de mejora continua PVHA.
R: El ciclo PVHA consiste en Planear-Hacer-Verificar-Actuar, donde la fase de actuar consiste
en tomar acciones correctivas, acciones preventivas y acciones de mejora.
El que uno o más puntos se salgan de los límites de control, indican que hay causas asignables
por lo que se deben tomar acciones correctivas para eliminar la causa raíz del problema y
prevenir que vuelva a ocurrir la no conformidad (ISO 9001).
Si los puntos siempre se encuentran dentro de los límites de control, quiere decir que no
existen causas asignables, sin embargo hay comportamientos de la gráfica como tendencia,
sesgo, fluctuaciones, puntos recurrentes en una zona A, B o C de las gráficas que permite
detectar que hay una no conformidad potencial, por lo cual se pueden definir acciones
preventivas para suprimir la causa de la potencial no conformidad.
Finalmente si no se tiene ningún comportamiento de la gráfica de los ya mencionados (entre
otros) sino que se tiene un comportamiento normal de la misma, aun se cuenta con el
elemento de la variabilidad, que según las metodologías especializadas como 6σ indican que
se aceptaría máximo una proporción de 0,00034% de unidades defectuosas en un proceso
bajo control. Se manera que el potencial de mejora que tienen los procesos con los datos
analizados es muy amplio y para lograr esto deben conocerse y aplicarse adecuadamente las
técnica estadísticas y hacerlo bajo la metodología propuesta.
 0
0