En el Principio 1 identificamos los peligros potenciales a través de los diferentes pasos del proceso. Un ejercicio que
puede ayudar a esto, especialmente en las áreas de recibo y almacén es usar una plantilla como la siguiente para cada
uno de los factores de riesgo (biológicos, químicos – incluyendo alérgenos, y físicos).
Aparte de eso, debemos tomar cada paso del diagrama de flujo e identificar los posibles peligros que puedan ocurrir y
que pongan en riesgo la inocuidad del producto. Es un buen ejercicio identificar la posible causa del peligro ya que de
esa forma podemos establecer controles (es decir, acciones para controlar/reducir/minimizar/eliminar).
Una vez identificamos los peligros, analizamos el nivel de riesgo de cada peligro en cada paso. Para esto usamos la
matriz de riesgo o el árbol de decisión. Cualquiera es bueno. Adopte uno y sea consistente.
Una vez identificados los niveles de Severidad y Probabilidad (ver arriba), podemos determinar la trascendencia del
peligro. Como regla general, una trascendencia menor o igual a 10 corresponde a un PCC.
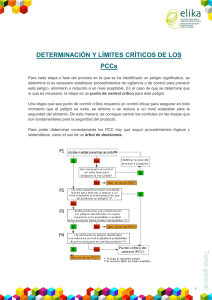
Otra forma de determinar si es un PC o un PCC es usando el árbol de decisión que se presenta a continuación.
Proceed to Q3
Proceed to Q4
Proceed to Q6
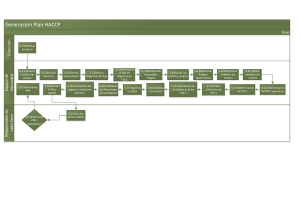
Este árbol, o una versión similar, se puede representar de la siguiente forma.
NOTA: Se dice que todo plan debe tener, al menos, un PCC pero no más de tres a cinco. Si no consigue ninguno, repase
sus respuestas o escoja algún PC para elevarlo a PCC. Si tiene demasiados PCC, establezca medidas de control
adicionales en algunos PC de menor riesgo para enfocarse en los verdaderos PCC. Cada PCC conlleva mucho trabajo y
compromiso. Es imperativo enfocarse en los pocos vitales.
Determinados los PCC, procedemos a establecer los límites críticos. Estos son los valores fuera de los cuales estamos en
condición de alto riesgo (o que el peligro está presente). Según ven en l atabla, el establecer el límite crítico no puede
ser de forma arbitraria. Este rango de valores debe estar fundamentado en literatura o estudios realizados (en o fuera
de la planta).
Sabiendo los límites críticos, ahora debemos establecer la forma y manera en que vamos a velar por tales límites. En el
Principio 4 especificamos todos los detalles relacionados al monitoreo de las variables importantes del PCC.
Con todos los cuidados, es aún posible que hayan situaciones en los que los límites críticos no se cumplen. Esto se
conocen como desviaciones. Cada desviación es una oportunidad para que el producto sea no-conforme con las
especificaciones. En esos momentos, es necesario que tomemos medidas o acciones para corregir la situación. Puesto
que esos eventos pueden ocurrir en cualquier momento, es necesario tener unas guías básicas para actuar
correctamente en el momento de la desviación.
Establecer medidas correctivas no es trivial y va a requerir actualización frecuente a medida que surjan las situaciones.
No obstante, cada evento que ocurre no va a generar un cambio al plan de manera inmediata. Hay que entender bien
las raíces causa para poder establecer medidas correctivas apropiadas y definir claramente su aplicabilidad.
Finalmente, el plan hay que verificarlo frecuentemente. La verificación es una forma de cotejar que el plan sigue activo
y funcional. El principio 6 pretende asegurar que se incluya en el plan el modo y manera en que se va a realizar ese
cotejo frecuente del Plan.
Registros fieles y completos son imperativos. 21CFR 1 establece los requisitos de retención de registros. Al generar los
mismos, no olvide las buenas prácticas de documentación.
 0
0