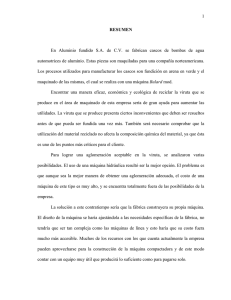
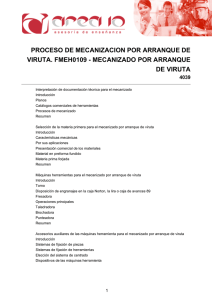
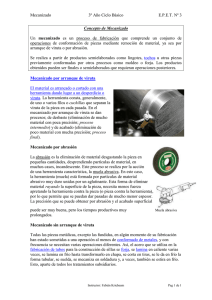
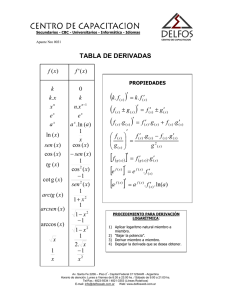
FUNDAMENTOS DEL MECANIZADO MECÁNICA DEL CORTE Objetivos Conocer los principios básicos de la formación de la viruta y su influencia en las fuerzas de corte y el desgaste de la herramienta Introducir el mecanizado de alta velocidad MECÁNICA DEL CORTE Corte ortogonal vs corte oblicuo. Mecánica de formación de viruta Tipos de viruta. Cinemática y Dinámica del corte ortogonal. Balance energético en el mecanizado. Desgaste de herramienta. Refrigeración y lubricación. Mecanizado de alta velocidad (MAV o HSM). Mecánica del corte Corte ortogonal vs Corte oblicuo Corte ortogonal El filo de la herramienta (OF) es perpendicular a velocidad de corte (v). Corte oblicuo El filo de la herramienta (OF) y la velocidad de corte (v) no forman un ángulo recto, sino l0 (inclinación del filo) y/o X 90 (posición). Mecánica de formación de viruta en corte ortogonal Modelos de formación de la viruta Z MODELO DE PIJSPANEN Plano de cizallamiento X=90º; l=0º Mat. Pieza maleable Hta rígida Régimen estacionario Flujo continuo de viruta Y Mecánica de formación de viruta en corte ortogonal Parámetros geométricos Ángulo de cizallamiento, Formado por el plano de cizallamiento con la superficie a mecanizar. Depende de: material de pieza y conds de corte. Formación de viruta: proceso de deformación plástica. Disminuye la longitud y aumenta el espesor de la viruta. Causas para una mayor deformación: • menor , y • menor (mayor s). Z Y Mecánica de formación de viruta en corte ortogonal Parámetros geométricos Factor de recalcado, ( c) es la relación entre la long de viruta formada y la del mat. equivalente (o espesor no deformado y espesor de viruta tras el corte): (entre 0.2 y 1) lv h OA.sen e deformación 1 lm e OA. cos( ) Relación entre factor de recalcado y ángulo de cizallamiento: (entre 10 y 60º) . cos tg 1 .sen Factores influyentes: • tenacidad pieza • calidad de hrrta • • Efectos de ( e): • velocidad salida de viruta. • Pc y Tª. Mecánica de formación de viruta en corte ortogonal Parámetros geométricos Deformación, s 2 2 . cos 1 lim cot tg( ) x 0 x .sen cos sen . cos( ) Para un dado, la deformación es mínima si: 4 2 =1 e=h La relación de estos parámetros es: • Para un , si ( e) deformación (). • Para un (e=cte), si deformación (). Mecánica de formación de viruta en corte ortogonal Longitud de contacto de la viruta Cuando dejen de actuar sobre la viruta esfuerzos de compresión normales a la cara de desprendimiento no habrá contacto con la herramienta. Longitud de contacto de la viruta con la herramienta: sen l OB BC h. e1 tg ( ) sen . cos( ) 4 Mecánica del corte Viruta en el Corte Oblicuo La viruta no fluye sobre la cara de desprendimiento de la hrrta en dirección perpendicular al filo forma un ángulo con la normal. Aplicando principios de tª de plasticidad: l Se puede aplicar fórmulas de corte ortogonal, teniendo en cuenta que: • e sen e sen 2l sen . cos 2 l Corte ortogonal y oblicuo Sección de la viruta S p.a b.h p b.sen a h sen Corte ortogonal y oblicuo Sección de la viruta mat. no arrancado necesidad de filo secundario Espesor de viruta equivalente: he = área sección viruta / long filo cortante p . a = l . he Mecánica del corte Tipos de Viruta Totalmente discontinua: Mats. frágiles (no soportan tensión de cizallamiento) Mats. dúctiles (vc, avance); No metálicos. Superf. de contacto muy reducida. bajo o negativo ( ); mec. en seco; rigidez máquina Parcialmente segmentada: Compuesta de elementos parcialmente unidos y ligados entre sí. Si rigidez no adecuada, como Fc varía continuamente, aparecen vibraciones calidad superficial y precisión dimensional Continua: Mats. tenaces y dúctiles (vc, a). grandes ( ). Mecánica del corte Tipos de Viruta Ondulada: Existencia de vibraciones. Continua con filo de aportación (recrecido): Se forman capas de viruta debido al rozamiento en la superf de contacto viruta-herramienta, y se quedan adheridas a hrrta. Filo aportado crece hasta que rompe bruscamente. Consecuencias: acabado superf. y vida hrta. Mecánica del corte Cinemática del corte ortogonal v, veloc. de corte: relativa entre hrrta y pieza, debida al mov. de corte. vs, veloc. de deslizamiento de la viruta respecto pieza. vc, veloc. de deslizamiento de la viruta respecto hrrta. Velocidad de deformación muy elevada: = vs/y = 102 106 s-1 (ensayos de fluencia 10-2; choque 102) ? Usar características comunes de materiales ensayos propios (y cte separación de planos de deslizamiento 0.0180.18 mm) vs v v c cos sen cos( ) h sen .v v e cos( ) cos vs v cos( ) vc v la max velocidad a la que puede fluir la viruta sobre la sup desprendimiento de hrrta es v (velocidad de corte). Dinámica del corte Análisis de las fuerzas de corte ortogonal En corte ortogonal, la fuerza total F está contenida en el plano normal al filo de la herramienta. F se descompone según 3 sist. de fuerzas (círculo de Merchant): Dirección del mov pral de corte y avance: Ft (Fc) y Fn (Fa). Ft Fc F cos( ) ó Fa/Fc = tg(-) Fn Fa Fsen( ) Plano de cizalladura y normal: Fs y Fsn Fs F cos( ) Fsn Fsen( ) Superf. de hrrta y normal: F y Fn F Fsen Fn F cos siendo coef. fricción roz tg F Fn Dinámica del corte Tensiones en el corte ortogonal Tensiones actuantes en el plano de cizallamiento: Tensión dinámica de cizallamiento: s Fs F sen cos( ) As A As Fs F cos( ) 1 sen . cos( ) cos( ) Ft Fc A s sen . cos( ) sen ( ) Fn Fa A s sen . cos( ) F A s Tensión normal al plano de cizallamiento: Fsn F s sen .sen ( ) As A A sen Dinámica del corte Modelos de mecanizado en corte ortogonal , , no se pueden relacionar geométricamente, pero sí con teorías de plasticidad y consideraciones energéticas Modelos de mecanizado. - Conclusiones: Relaciones lineales. Para un determinado, y As (As = A / sin ) Como resist. media de mat. en zona cizallado es cte, si As Fc Para un determinado, Fc Dinámica del corte Corte oblicuo F F F F 2 a 2 p 2 c P Fc .v Fa .va Fp .v p Fc .v Fa Fc Fp Fc 5 3 Dinámica del corte Presión específica de corte, ps Estudio del arranque de viruta y cálculo de fuerzas de corte y potencia presión de corte, ps o ks. F ps k s c A Fuerza de corte Sección de viruta Cuando A = 1 mm2, se tiene la presión específica de corte, kso. Potencia específica de corte, Psp: potencia necesaria para arrancar un volumen unitario de material en la unidad de tiempo. P Fc .vc Q A.vc Fc .vc Fc Psp A.vc A Vol de material arrancado en 1 min Dinámica del corte Presión específica de corte, ks Factores de los que depende ks: Características del material a mecanizar: dureza pz ks Mat. y geometría de hrrta: HTA/PZA ks ks kr, X ks En fresado: ps = ps TABLA . k 1º ks 1% Dinámica del corte Presión específica de corte, ks Sección y espesor de viruta. h, A ks Velocidad de corte. V ks Dinámica del corte Presión específica de corte, ks Lubricación y refrigeración: modifican rozamiento pieza-hrrta. Desgaste de la herramienta: modifica la hrrta ks. Cálculo de ks: ps k s Fc F c A hm .bm Fc k b h y x so m m y 1 z 1 x k so ks hm(1 x ) k s .hm z kso y z dependen del mat de pieza y mat. y geometría de hrrta. En catálogos de fresado: ps hm, = ps TABLA . k . khm Dinámica del corte Presión específica de corte, ks Mecánica del corte Fuentes de calor en el mecanizado Energía absorbida en el proceso de corte se utiliza en: Deformación elástica: se devuelve sin producir calor. Deformación plástica: no se devuelve (romper enlaces atómicos con desprendimiento de calor). Pérdidas por rozamiento. P = Ps + Pr + Parr = Fc.vc Arrollamiento viruta Def. plástica Rozamiento Cizallamiento Rozamiento Def. plástica y rozamiento Mecánica del corte Temperatura en el corte La energía disipada se convierte en calor incremento de Tª en zona de corte. Las mayores Tªs se alcanzan con: mat pieza muy duro, alta vc y ap. Si el mat pieza tiene alto calor específico y conductividad térmica, la Tª no es tan alta. vc vc Mecánica del corte Filo recrecido Debido a la existencia de rozamiento entre viruta y hrrta alcanzar límite de cizalladura en el interior de viruta antes que deslice sobre hrrta zona de cizalladura secundaria. Variación de geometría de viruta y conds de corte, ya que hay un añadido al filo cortante y un aumento de e (provoca Fc). Filo adherido es inestable desgaste de la cara de desprendimiento y perjudica el acabado. Menor incidencia de filo recrecido si vc, ya que al Tª, el mat se ablanda e inhibe su formación. Mecánica del corte Desgaste de la herramienta Tipos de desgaste En el corte, la hrrta está sometida a: grandes tensiones mecánicas, alta Tª y efectos corrosivos del refrigerante desgaste progresivo o fallo prematuro. Fallo prematuro provocado por: deformación plástica del filo, fatiga y rotura frágil (tensiones y baja tenacidad). Desgaste progresivo no puede ser evitado, pero sí controlado. Mecanismos de desgaste progresivo Desgaste de la Herramienta Tipos de desgaste Desgaste de la Herramienta Remedios al desgaste Mecánica del corte Refrigerantes/Lubricantes Tipos Aceites de corte: minerales + aditivos; vegetales (capa lubricante); mixtos. Fluidos base agua: emulsiones (aceite mineral + agua (directas (90%) / indirectas) + emulsionante = taladrina); soluciones (sintéticas y semisintéticas). Funciones Refrigeración (enfriar eficazmente hrrta): viscosidad, capacidad de mojar bien el mat (contacto), calor específico y conductividad térmica. Lubricación: facilita flujo viruta y . Prevenir filo recrecido Proteger de corrosión Lubricar M-H Evacuar viruta Mecánica del corte Refrigerantes/Lubricantes Selección Tipo y mat de hrrta: acero al C (emulsiones), HSS (sg pieza), metal duro (emulsiones o en seco) Mat de pieza: aleac. no férreas ligeras y pesadas (en seco o aceites); aleac. Ni ( emulsiones); fundición (en seco); aceros (aceites) Conds. de mecanizado: cond extremas y delicadas ( aceites); cond ligeras (emulsiones) Tipo de mecanizado: rectificado (emulsiones); taladrado (aceites puros de baja viscosidad) Reciclaje y mantenimiento Forma de aplicación Fluido: riego a 10225 l/min. Localización próxima a la zona de corte. Neblina: para acceder a zonas difíciles y mejorar visibilidad pieza. En rectificado, a 1080 psi de presión, con emulsiones. Alta presión: 800 5000 psi. Actúa como rompevirutas. Mayor evacuación de calor en procesos de elevada velocidad y potencia de corte. Mecánica del corte Mecanizado Alta Velocidad (MAV o HSM) Definición: optimización del mecanizado con las limitaciones existentes pieza/material/máquina-herramienta. Puede suponer mecanizar a velocidades de corte entre 5 y 10 veces superiores a las que se utilizan de manera convencional “para cada material”. (no implica necesariamente rpm) Causas de su aparición: desarrollo de mat de hrrta, desarrollo de M-H (componentes y sistemas de control) y conocimientos del mecanismo de formación de viruta y desgaste de hrrta. optimización y proceso diferenciado. Mecánica del corte Mecanizado Alta Velocidad (MAV o HSM) HSM como proceso diferenciado: Fenómenos físicos asociados al corte: mats responden a la hipótesis de Salomon Fenómenos difusión asociados al desgaste de hrrta: capas de recubrimiento contra el desgaste por difusión. Mecánica del corte Mecanizado Alta Velocidad (MAV o HSM) Efectos del incremento de vc: Mat. dúctil: zona de deformación primaria tiende al plano de cizallamiento, de forma que deformación Fc entre viruta y hrrta Desaparece filo recrecido calidad superficial Casi la totalidad del calor se evacua por la viruta Frecuencia de excitación dinámica alejada de frecuencia crítica de M-H. Consecuencias: Mayores gastos de inversión (25 veces): formación, infraestructuras, herramientas, controles, CAD/CAM; cambio de mentalidad y distribución del tiempo. Mayores beneficios: calidad superficial, tp mecanizado (30% en fresado), operaciones acabado (pulido), dinero en consumo de htas y seguridad. Mecánica del corte Mecanizado Alta Velocidad (MAV o HSM) Campos de aplicación (Solución no general) Mecanizado Alta Velocidad (MAV o HSM) Análisis DAFO