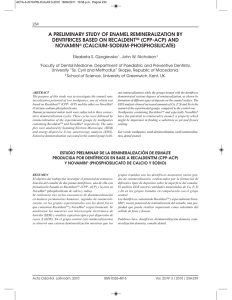
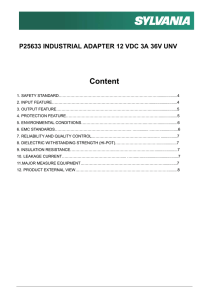
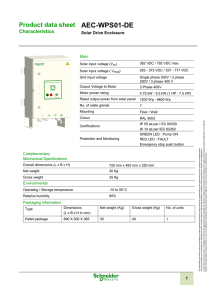
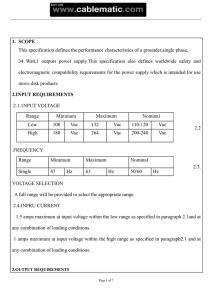
Enamel Rating: Reference Guide This reference guide is a collection of useful information relating to the widely used enamel rating test. The test itself is quite simple, but why it works and how to get the best from the test is not necessarily well known. What is enamel rating? Enamel rating is a test that checks the integrity of internal coatings applied to metal packaging. The test is carried out using an electronic gauge plus a device that holds the product and connects it to the gauge. If the internal coating of a can or end has not been adequately applied, some areas of the metal substrate will be exposed to the contents of the can, which may result in metal corrosion and contamination of the contents, depending on the product to be contained. Enamel rating is also sometimes referred to as a ‘metal exposure test’, ‘mA test’, or ‘porosity test’. How it works Cans are tested by filling them with a conductive electrolyte—typically salty water. Ends are tested with apparatus that dips the product side of the end in the electrolyte. A test probe is immersed in the electrolyte and the metal substrate is connected via exterior contacts. These are normally sharpened to cut through external lacquers and decoration. The electrolyte naturally conforms to the inner surface of the can or end, potentially creating an electrical circuit when a voltage (6.3VDC) is applied to the test probe for 4 seconds. Electricity can flow through electrolyte because negatively charged salt ions migrate towards the positive electrode (the contacts attached to the metal substrate) creating a current flow. However, internal coatings are generally non-conductive, so a circuit is only completed if there is any exposed metal on the can or end. If current does pass, this indicates that there are weaknesses in the coating. The enamel rater gauge measures any current flowing. The current flow, which is measured in Milliamps, is roughly proportional to the degree of weakness/porosity of the coating. Version 1.0 © Copyright Sencon 2019 Enamel Rating: Reference Guide Setting up a can stand Adjust the height of the can stand head for the correct fill level. Lower the head Set for fill level Tighten the head bolt A commonly used fill level is 3mm from the top of the can. This is a compromise between testing all coated areas and avoiding the risk of high readings from electrolyte bridging to the can’s exposed cut edge. Note the small air gap left between the head and the can flange which helps to prevent bridging. Sencon can stands accept all common diameters and heights of food and beverage can. A specialised ‘SuperStand’ is available for testing unusually tall, wide or low-profile products and even crown seals. Testing the system before measuring This demonstrates the electrical circuit between the test probe and gauge is complete and the gauge is reading correctly. Put the gauge into FREE RUN mode (constant reading) • • • Press 0 (START) then 5 (FREE RUN) Press the test button on the can stand 6.3mA should be displayed. This confirms that the gauge and canstand are working properly. Version 1.0 © Copyright Sencon 2019 Enamel Rating: Reference Guide Using ‘reverse polarity’ to locate faults If a can or end fails an enamel rating test, it would be useful to know where the damage is on the coating surface. Some can makers use a chemical such as copper sulphate solution, which is poured into the can and left for a while. A chemical reaction then produces a coloured mark at the point of damage. However, this is slow, messy and potentially toxic. A simpler, faster, and safer technique for rapidly locating a coating fault is to reverse the electrical polarity of the circuit, which creates a stream of bubbles originating at the point of weakness. The bubbles are formed because passing electrical current through electrolyte causes electrolysis, which splits water (H2O) into a small amount of oxygen at the positive terminal (anode) and double that amount of hydrogen at the negative terminal (cathode). During normal testing voltage is applied with a negative charge on the probe and positive charge on the can substrate. If there is any current flow, bubbles of Hydrogen gas form on the surface of the probe. But if the voltage is reversed (swapping the anode and cathode), the can substrate becomes the cathode and more bubbles will form at any point where the coating is damaged and current is passing through. This visible stream of bubbles makes a quick and easy way to locate coatings fault(s). Reversing the polarity produces a stream of bubbles at the damage site Version 1.0 © Copyright Sencon 2019 Enamel Rating: Reference Guide Failsafe testing Perfect coating coverage would completely isolate metal packaging from the can contents. This would give zero current flow when tested with an enamel rater. Unfortunately, a zero-current reading, or at least very low value, may also be due to a fault with the gauge, the can stand, probe connection or the interconnecting cable. This means that basic enamel rater systems do not fail in a safe manner. This could give false confidence in apparently good results. So it is very important that a gauging system reduces the risk of incorrect readings and prevents measurements being taken if there are problems with the circuit. Sencon enamel raters have a number of these built-in failsafe checks: • • • Contact check —To make sure there is a true connection to the can/end, two points of contact must be made to the metal via the can stand contacts. Any loss of contact prevents the test from running as the gauge checks to ensure contact is maintained throughout the test. Level check —The electrolyte must reach the level probe before the test will run. This prevents under-filled cans from being tested, otherwise any coating above the fill height level would not be tested. Voltage compensation — Sencon gauges continually check the voltage at the probe. If this is incorrect, the voltage sent from the gauge is automatically adjusted to compensate for the error. Electrolyte recommendation Sencon recommends 1% sodium chloride solution. This is made by dissolving 1 gram of salt in 1 litre of de-ionised water. This is easy to obtain or to make locally. It is clean, safe to use, offers good conductivity, and produces reliable results. Interestingly, sea water has three and a half times more sodium chloride in solution than canmaking electrolyte. There have been a number of variations to the electrolyte formula developed by specific canmakers. Always refer to your company’s standard operating procedure regarding electrolyte usage. Overcoming surface tension with added surfactant 1% sodium chloride solution has a similar surface tension to fresh water. The surface tension may bridge over tiny areas of damaged coating (voids) creating air pockets. Since air is non-conductive, this will block current flow and prevent the enamel rater test from identifying these faults. To overcome this, some can makers specify a trace amount of surfactant in the electrolyte mix. This lowers the surface tension allowing the electrolyte to penetrate very small defects. This will have the effect of increasing the average Milliamp values. Sencon does not offer any advice on the formulation of these complex electrolytes. Version 1.0 © Copyright Sencon 2019 Enamel Rating: Reference Guide Adapters for ends and other products Dedicated adapters are available for testing the integrity of coatings on ends. An end adapter consists of an electrolyte container equipped with test probes and contacts which are connected to the enamel rater gauge. An end is placed, product side down, in a precisely sized recess in the lid of the container. The body contacts are engaged which cut through any external lacquer to touch the metal substrate. A vacuum is used to keep the end in place against a rubber seal that prevents electrolyte from leaking. Then the container is inverted to bring electrolyte into contact with the coated surface of the end. A voltage is applied to the test probe and a porosity reading is obtained by the gauge. End adaptor Sencon end adapters use a single electrolyte container with a range of interchangeable lids, each one accepts an end of different shape or size. Special top plates also allow cut samples from coated sheets to be tested. A multi-end enamel rater is used to test multiple ends in a single pass. MEER Multi End Enamel Rater Sencon’s Superstand can be adjusted to accommodate a wide range of products including bottle cans, aerosols, shallow fish cans and crown seals. Out of interest: why 6.3 volts and a 4 second delay? Superstand 6.3 Volts —The Enamel rating test has been around for a very long time. The earliest gauges used thermionic valves, which were precursors to transistors. The gauge designers needed a safe, low voltage for the test probe and thermionic valves (commonly called ‘tubes’ in the U.S.A.) needed 6.3 volts to power the heating element which is integral to their functioning and is what makes them glow. Although valves are no longer used, 6.3 volts remained the accepted value since changing it would change the amount of current recorded (Ohms law states that Current flow = Voltage divided by Resistance: I=V / R). This would therefore shift the enamel rater values that everyone in the industry has become used to. 4 Second Time Delay—The ‘industry standard’ enamel rater in the 1970s had a thermionic triode valve and an un-stabilised power supply. This meant that the test voltage varied with current draw, so you had to adjust the test voltage to 6.3v on an analogue meter each time you measured a can. The triode circuit was a four second timer that operated a relay. After four seconds the meter would switch from displaying voltage to current, so you had four seconds to adjust the voltage before you saw the reading. The four second time has remained as a best practice ever since. Research has also shown that the amount of current flow through coating voids varies before settling. Some organisations have suggested other time periods, but four seconds remains the most common value. Version 1.0 © Copyright Sencon 2019