- Ninguna Categoria
Single Screw Extrusion Modeling with Slip Effects
Anuncio
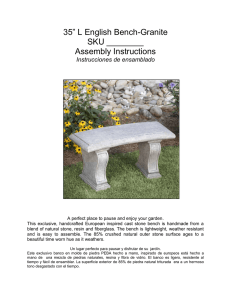
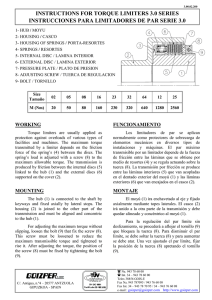
REGULAR CONTRIBUTED ARTICLES A. Lewandowski, K. Wilczyński* Faculty of Production Engineering, Polymer Processing Department, Warsaw University of Technology, Warsaw, Poland Global Modeling of Single Screw Extrusion with Slip Effects An extensive study is presented on the polymer melt flow with slip effects in a single screw extrusion process. Fully three-dimensional non-Newtonian FEM computations are performed to design the screw pumping characteristics and the die characteristics which may be implemented into the composite model of the process. ANSYS Polyflow software is applied to model the melt flow in the extruder. An analysis is performed for the flow of polymers with slip effects both in the screw (on the screw and barrel surfaces) and in the die. Screw pumping characteristics and die characteristics are calculated and modeled for various power law indices, and various slipping parameters. The effect of slipping on extruder operation is discussed. 1 Introduction One of the fundamental assumptions of fluid mechanics is the non-slip condition which implies that at the fluid-solid interface the fluid velocity is equal to the solid surface velocity. This assumption is broadly accepted in modeling of polymer extrusion (Tadmor and Klein, 1970; 2006; White, 2003; Rauwendaal, 2013) although its validity is not always obvious. It is generally assumed that flowing materials in the screw extruders and dies adhere to the wall, and several models of extrusion have been developed using this approach (Agur and Vlachopoulos, 1982; Vincelette et al., 1999; Potente et al., 1993; Wilczyński, 1999). Recently, an extensive review on modeling of the single screw extrusion has been presented by Ilinca and Hetu (2010) as well as by Altinkaynak et al. (2011), and for co-rotating twin screw extrusion by Malik et al. (2014). A review on global modeling of screw processing has been presented by Teixeira et al. (2012) and Wilczyński et al. (2012). There are several materials like filled polymers (e. g. wood plastics composites), elastomers, pure polymers like poly(vinyl chloride) (PVC) and high-density polyethylene (HDPE), polymer suspensions, as well as ceramic materials and foodstuffs like meat and dough which display wall slippage under certain * Mail address: Krzysztof Wilczyński, Warsaw University of Technology, Faculty of Production Engineering, Polymer Processing Department, 02-524 Warsaw, Narbutta 85, Poland E-mail: [email protected] Intern. Polymer Processing XXXIV (2019) 1 conditions. Therefore, a lot of research on the description of wall-slippage has been done. The phenomenon of wall slippage was studied for the first time by Mooney (1931). A number of different approaches to explain this phenomenon have been later presented in the literature. It is generally accepted that, for highly entangled linear polymers, wall slippage can occur above a certain wall shear stress. The basic mechanisms for the development of a slippery behavior have been described by Georgiou (2003), Dimakopoulos and Tsamopoulos (2006), and Tsouka et al. (2014). These are the wettability of the solid substrate to the fluid (e. g. solid-liquid surface tension), local migration phenomena even in melts, and the presence of a lubricant. A number of papers have been published to answer the question how best to consider wall slippage when designing extruder machines. However, it was not possible to satisfactorily predict the process behavior of wall-slipping materials. An extensive review on this subject has been presented by Potente et al. (2009a). Worth and Parnaby (1977) presented a theoretical analysis of the effects of wall slip on the throughput rate and power consumption for a one-dimensional isothermal Newtonian case, and suggested that the power consumption of the extruder is reduced as a result of wall slip. Meijer and Verbraak (1988) performed two-dimensional Newtonian isothermal studies of single screw extrusion with slip boundary conditions, and showed the possible influence of slip on the velocity profiles and pumping characteristics of the extruder. Thus it has become clear that slip boundary conditions can change the extrusion behavior significantly. Lawal and Kalyon (1993; 1994) developed an analytical model that described single screw extrusion of viscoplastic fluids subjected to different slip coefficients at screw and barrel surfaces, and later Kalyon et al. (1999) and Malik et al. (2014) studied numerically co-rotating twin screw extrusion subjected to wall slip at barrel and screw surfaces. Potente and his co-workers (2002a; b; 2003; 2005; 2006) performed very extensive studies on modeling of single screw extrusion which were based on the works of Hatzikiriakos and Dealy (1992), Hatzikiriakos et al. (1993) and Hatzikiriakos (1994). This approach enables a description of the wall-slipping velocities with an aid of a mathematical model based on an energy balance. First, Potente et al. (2002a; b) developed an analytical model for the flow of wall-slipping polymers which described the one-dimensional isothermal Newtonian case, and this mod- Ó Carl Hanser Verlag, Munich 81 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects eling was extended to the two-dimensional flows using numerical methods. Later, Potente et al. (2009a; b) presented an analytical model to calculate the pressure/throughput and drive power behavior of wall-slipping polymers in the melting section of a single screw extruder, and they also developed a model (Potente, 2009c) for describing the melt temperature development in a single screw channel for wall-slipping polymers. Recently, several studies have been performed on modeling of flow of wall-slipping polymers in the dies, e. g. by Hatzikiriakos and Mitsoulis (2009), Gupta (2011) and Ferras et al. (2007). An effect of viscoelasticity which is critical for a slippery behavior was the subject of studies performed by Dimakopoulos and Tsamopoulos (2009) and Pettas et al. (2015). An effect of surface properties on the polymer melt slip and extrusion defects was discussed by Kissi et al. (1994). The relation between slip and extrusion instabilities were comprehensively studied by Denn (2001). Now, it is well established that extrusion of wall-slipping polymers results in reduction of pressure which is necessary to push the polymer through the die. The screw characteristics also change for wall-slipping polymers. This consequently affects the operating point of the extruder, and a comprehensive description of extrusion process of wall-slipping polymers requires developing models both for the screw (plasticating unit) and for the extrusion die. In this paper, we have used ANSYS Polyflow CFD software (Ansys, Inc., Canonsburg, Pensylvania, USA, 2017) for modeling the polymer melt flow with slip effects in a single screw extruder to develop screw pumping characteristics which may be implemented into the composite (global) model of the process. According to our knowledge, it is the first fully three-dimensional non-newtonian modeling for screw pumping characteristics with slip effects both in the screw (on the screw and the barrel surfaces) and in the die. This allows global studying of an operation (operating point) of an extrusion of wall-slipping polymers. Modeling has been performed in the true 3D geometry of the screw and the die, and the effect of slipping parameters on the extrusion performance has been studied. For vwall = 0 and eslip = 1 we have fs ¼ Fslip vs ; ð3Þ and vs ¼ ð1=Fslip Þfs : ð4Þ For generalized Newtonian flow, eslip = 1 preserves the linear character of the flow problem. When eslip < 1, the law becomes nonlinear and requires an iterative solution technique. It is important to note that using these equations we have wall slip from the very beginning, so there is no critical shear stress up to which we have no slip. The constitutive equation of power-law fluids has been used for flow modeling. This may be expressed as s ¼ mc_ n ; ð5Þ where s is the shear stress, c_ is the shear rate, m is the consistency coefficient and n is the power-law exponent. A Newtonian fluid is obtained by m = l (Newtonian viscosity) and n = 1. 3 Flow Simulation The ANSYS Polyflow v.17.0 CFD program has been used for the simulations. The geometrical model of the screw flow has been built using tetrahedral elements for the moving part (screw) and hexahedral elements for the flowing material. The geometrical model of the die flow has been built using tetrahedral elements for the flowing material in the first section of the die, and hexahedral elements in the second and third sections. The meshing procedures have been described in Wilczyński and Lewandowski (2014a). The computation model has been discretized using 420 441 elements with 498 771 nodes for the screw (7 441 tetrahedral elements and 413 000 hexahedral elements), and 117 027 elements with 41 984 nodes for the die (108 678 tetrahedral elements and 8 349 hexahedral elements). The powerlaw model defined by Eq. 5 has been used for modeling. The parameters of the model were as follows: the consistency coefficient m = 30111 Pa sn and the flow index n = 0.24. 2 Slip Analysis For the slip analysis, a nonlinear slip velocity law is usually assumed that approximates the actual slip behavior of several fluids, including molten polymers and polymer solutions (Hatzikiriakos and Mitsoulis, 2009). This may be written as us ¼ bsbw ; ð1Þ where us is the slip velocity, b is the slip coefficient, b is the slip-law exponent, and sw is the wall shear stress. The Generalized Navier’s law (ANSYS Polyflow, 2017) is given by fs ¼ Fslip ðvwall vs Þjvs vwall jeslip 1 ; ð2Þ where fs is the shear stress, vs is the tangential velocity of the fluid, vwall is the tangential velocity of the wall (it is assumed to be zero by default), Fslip and eslip are the model parameters. The full slip is obtained for Fslip = 0. The law is linear when eslip = 1, and corresponds to a power law when 0 < eslip < 1. 82 Fig. 1. Boundary conditions for the die flow Intern. Polymer Processing XXXIV (2019) 1 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects The scheme of modeling is shown in Figs. 1 and 7. The following flow boundary conditions define the process for the die flow (Fig. 1) and the screw flow (Fig. 7): BS1 – Inflow (Qin) = (Q0), the flow rate Q0 is imposed at the inlet of the domain, BS2 – Vanishing normal forces and tangential velocities are imposed (fn & vs) = (0, 0), BS3 – Slip condition, i. e. vanishing normal velocity is imposed, while the tangential force is a function of (vs – vwall), i. e. fs = f (vs – vwall), (vn & fs) = (0, f (vs – vwall) & vwall = 0), BS4 – Slip condition, i. e. vanishing normal velocity is imposed, while the tangential force is a function of (vs – vwall), i. e. fs = f (vs – vwall), (vn & fs) = (0, f (vs – vwall) & vwall = (Cartesian velocities vx & vy & vz = N)). Boundary conditions BS1 and BS2 imply that the pressure may develop along the screw and the die. Since the pressure at the end of the modeled element is unknown for the screw (for the die it is equal to zero), the pressure gradient may be computed in this case, only. The possible meaningless negative pressures which may be observed when modeling an extrusion process have been recently discussed by Goger et al. (2014), and Wilczyński and Lewandowski (2014a). The simulations have been performed using HP/Supermicro Hydra computer (Sci. Linux 6.0 operation system) of x 86 architecture, equipped with eight 2.8 GHz processors, and 12 288 to 40 960 MB of Random–acces memory (RAM). Simulations were time consuming, and took 8 to 20 h for the screw and 1 to 6 h for the die (for non-Newtonian case). The simulations have been performed at the Centre for the Computational Science (Interdisciplinary Centre for Mathematical Modeling, ICM) at the University of Warsaw, Poland, and were supported by PL-Grid Infrastructure. A) B) Fig. 2. Effect of the Fslip parameter on the velocity profile and pressure profile (Fslip = 0 – full slip) for eslip = 1 (linear law): A) pressure profile, B) velocity profile 4 Die Flow In this section the effect of wall slippage on the polymer melt flow in the extrusion die is presented. We have simulated the flow through the rod cylindrical die. This is a typical 3-sectional die of 45/5 mms in diameter, and 180/30/60 mms in length. The geometry of the flow and the boundary conditions are depicted in Fig. 1. The effect of the Fslip parameter on the velocity profile and pressure profile (Fslip = 0 – full slip) for eslip = 1 (linear law) is depicted in Figs. 2 and 3, and the effect of the Fslip parameter on the die characteristics is shown in Fig. 4. It is clearly seen that the velocity profile drastically changes and pressure substantially drops when slipping increases (Figs. 2 and 3). It results from the die characteristics that the same flow rate requires lower die pressure (Fig. 4). The effect of the eslip parameter on the velocity profile and pressure profile for Fslip = 0,002 (eslip = 1 – linear law, 0 < eslip < 1 – nonlinear power law) is depicted in Fig. 5, and the effect of the eslip parameter on the die characteristics is shown in Fig. 6. Here (Fig. 5) it is seen that pressure substantially increases when nonlinearity increases (slipping decreases), and the same flow rate requires higher die pressure (Fig. 6). This means that nonlinearity decreases slip effects. Intern. Polymer Processing XXXIV (2019) 1 5 Screw Flow In this section the effect of wall slippage on the polymer melt flow in the extruder screw is presented. We have simulated the flow through the conventional screw element with 3 mms in channel depth, and 180 mms in lenght (4 turns). The geometry of the flow and the boundary conditions are depicted in Fig. 7. The flow in the screw channel was simulated at different slip conditions, with slip at the screw surface, slip at the barrel surface and slip at the screw and barrel surfaces. The results of the simulations are presented in Fig. 8. The velocity profile in the screw channel changes drastically when slipping at the walls is allowed. Velocity at the barrel surface increases while at the screw surface decreases. The effect of the Fslip parameter on the velocity profile and pressure profile (Fslip = 0 – full slip) for eslip = 1 (linear law) is depicted in Figs. 9 to 11. It is clearly seen that the velocity profile drastically changes when Fslip changes. When Fslip decreases (higher slip), the velocity at the barrel surface increases, and at the screw surface decreases (Fig. 9). 83 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects A) B) C) Fig. 4. Effect of the Fslip parameter on the die characteristics (Fslip = 0 – full slip) for eslip = 1 (linear law) 84 Fig. 3. Effect of the Fslip parameter on the velocity profile and pressure profile (eslip = 1, linear law): A) no slip, B) Fslip = 0,002, C) (Fslip = 0 – full slip) The effect of the Fslip parameter on the pressure profile is clearly shown in Fig. 10. The simulations were performed at different inflow conditions (BS1). First, the outflow condition has been applied which means drag flow only, without pressure generation (pressure flow). Then the pressure and drag flow were allowed (Q = 0,001 kg/s), and finally the pressure flow balanced the drag flow which means that the flow in the screw channel has been throttled (Q = 0). The pressure gradient was positive, which means that the pressure flow decreased the drag flow. However, for full slip condition (Fslip = 0) the pressure gradient changed sign and became negative. When Fslip decreased (higher slip), the pressure gradient in the screw channel also decreased. The effect of slip conditions (no slip, Fslip = 0,005, Fslip = 0 – full slip) on the velocity profile and pressure profile are also illustrated in Fig. 11. The effect of the Fslip parameter on the screw characteristics is shown in Fig. 12. The drag flow decreases when Fslip decreases (higher slip), and at the same flow rate the pressure gradient decreases. Intern. Polymer Processing XXXIV (2019) 1 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects A) A) B) B) Fig. 5. Effect of the eslip parameter on the velocity profile and pressure profile for Fslip = 0,002 (eslip = 1 – linear law, 0 < eslip < 1 – nonlinear power law): a) pressure profile, b) velocity profile Fig. 7. Boundary conditions for the screw flow Fig. 6. Effect of the eslip parameter on the die characteristics for Fslip = 0,002 (eslip = 1 – linear law, 0 < eslip < 1 – nonlinear power law) Fig. 8. Velocity profile without slip and with slip: at the screw, at the barrel, and at the screw/barrel Intern. Polymer Processing XXXIV (2019) 1 85 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects Screw pumping characteristics at different slip conditions (with slip and without slip) are shown in Fig. 13 for Newtonian and non-Newtonian cases. Decreasing the power-law exponent increases the non-Newtonian flow behavior, reduces the screw pumping capacity in the positive pressure gradient range, and increases in the negative pressure gradient range. It is also seen that slipping decreases pressure gradient both when positive or negative. An effect of the Fslip parameter on the pumping characteristics is depicted in Fig. 14. When Fslip decreases (higher slip), the pressure gradient in the screw channel also decreases. 7 Global Modeling Fig. 9. Effect of the Fslip parameter on the velocity profile in the screw channel with slip at the screw/barrel (Fslip = 0 – full slip) for eslip = 1 (linear law) 6 Screw Pumping Characteristics Screw pumping characteristics are represented in terms of the dimensionless flow rate and dimensionless pressure gradient Q ¼ fðDpÞ; ð6Þ where Q* is the dimensionless flow rate, and Dp* is the dimensionless pressure gradient. These characteristics were developed for non-Newtonian and non-isothermal flows in various screw configurations of different types, single screw extrusion, twin screw extrusion, both co-rotating and counter-rotating, e. g. by White and Potente (2003) and Syrjälä (2009). Screw pumping characteristics may be applied for global modeling of polymer extrusion which in addition to the melt flow includes solid conveying and melting of the polymer. It is time consuming and requires hundreds of iterations to find the final solution. The pumping characteristics obtained by advanced simulations may be expressed by some regression models and implemented into the global model of the process refining simulations in a reasonable time. This approach has been recently applied for starve fed and flood fed single screw extrusion with conventional screws (Wilczyński et al. 2014b, 2018), and with mixing screws (Wilczyński et al., 2015; 2017) as well as for counter-rotating twin screw extrusion (Lewandowski et al., 2014). For single screw extrusion with conventional screws the screw pumping characteristics are defined as Q ¼ Dp ¼ 2Q ; WHpDNcosu Hnþ1 sin ’ Dpc ; 6mðpDNcos’Þn Lf ð7Þ ð8Þ where Q is the flow rate, W is the screw channel width, H is the screw channel depth, D is the screw diameter, N is the screw speed, u is the angle of the screw flight, Dpc is the pressure change, Lf is the screw length of the pressure change, m is the consistency coefficient and n is the power-law exponent. 86 Extrusion is a continuous process of pushing of the polymer through a forming die, and can be considered as a series connection of the extruder and the die. Since the die exerts a resistance to flow, a pressure is required to push the polymer through the die. It is important to note that the die pressure is caused by the die, and not by the extruder. The extruder simply generates pressure to push the polymer through the die. An extrusion process can be described by the extruder operating charcteristics which are determined by the screw characteristics (Fig. 12) and the die characteristics (Figs. 4 and 6). Actual extrusion operating conditions are defined by the extruder operating point that results from the intersection of the screw characteristics with the die characteristics. This point determines the flow rate (throughput) and the extrusion pressure. Several examples of extruder operating characteristics are presented in Fig. 15. Figure 15 shows the effect of the slip conditions determined by Fslip on the extruder operating point. The starting point (1) has been obtained for slip at the screw (Fslip = 0,01) and no slip at the die. When slip at the die is allowed (Fslip = 0,002), the operating point moves to the higher flow rate and lower pressure, i. e. to point (2). When slip at the screw increases (Fslip = 0,003) and no slip condition at the die is considered, the operating point moves to point (3), i. e. to lower flow rate and lower pressure to compare with the starting point (1). When slip conditions are allowed at the screw (Fslip = 0,003) and at the die (Fslip = 0,002), the operating point transfers to point (4). It means that the flow rate is almost the same as at the starting point (1) but pressure decreases. Higher slip at the screw (Fslip = 0,001) with no slip at the die results in operating point (5), i. e. in lower flow rate and pressure. When slip is allowed at the die, the operating point moves to point (6). It can be concluded that slip at the screw and at the die have an important impact on the location of the extruder operating point, that is on the flow rate and extrusion pressure. When slip at the screw increases, the flow rate and pressure decrease, when slip at the die increases, the flow rate increases and the pressure decreases. 8 Conclusions An extensive study was performed on the polymer melt flow with slip effects in a single screw extrusion process. The analysis was carried out for the flow with slip effects both in the screw (on the screw and barrel surfaces) and in the die, and Intern. Polymer Processing XXXIV (2019) 1 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects Fig. 10. Effect of the Fslip parameter on the pressure profile in the screw with slip at the screw/barrel at different flow rates (Fslip = 0 – full slip) for eslip = 1 (linear law) Intern. Polymer Processing XXXIV (2019) 1 87 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects A) B) C) Fig. 12. Effect of the Fslip parameter on the screw characteristics 88 Fig. 11. Effect of the Fslip parameter on the velocity profile and pressure profile (eslip = 1, linear law): A) no slip, B) Fslip = 0,005, C) Fslip = 0 – full slip the effect of slipping on the extruder operation is discussed. It has been concluded that slip at the screw and at the die have a substantial effect on the extruder operating point, i. e. on the flow rate (extrusion throuput) and extrusion pressure. When slip at the screw increases, the flow rate and pressure decrease, when slip at the die increases, the flow rate increases and the pressure decreases. An effect of slip parameters (Fslip and eslip) on the extrusion has also been studied. It results from simulations that slipping reduces the screw pumping capacity in the positive pressure gradient range, and increases in the negative pressure gradient range. It was concluded that slip effects should be taken into account when global modeling the extrusion proces, especially for materials like filled polymers (e. g. wood plastics composites), elastomers, polymers like poly(vinyl chloride) (PVC) and high-density polyethylene (HDPE), polymer suspensions, as well as ceramic materials and foodstuffs like meat and dough which exibit wall slip effects under certain conditions. This conclusion is valid not only for the polymer melt flow but also for melting of the polymer. Slipping may change the Intern. Polymer Processing XXXIV (2019) 1 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects A) Fig. 15. The effect of the slip conditions (Fslip parameter) on the extruder operating point classical Tadmor melting mechanism which is observed, e. g. for poly(vinyl chloride) (PVC). FEM modeling of melting using CFD software will allow to study this problem. References B) Fig. 13. Screw pumping characteristics: A) without slip, B) with slip (Fslip = 0,01, eslip = 1) Fig. 14. Effect of the Fslip parameter on the screw pumping characteristics (Fslip = 0 – full slip) for eslip = 1 (linear law) – Newtonian flow Intern. Polymer Processing XXXIV (2019) 1 Agur, E. E., Vlachopoulos, J., \Numerical Simulation of a Single Screw Plasticating Extruder", Polym. Eng. Sci., 22, 1084 – 1094 (1982), DOI:10.1002/pen.760221706 Altinkaynak, A., Gupta, M., Spalding, M. A. and Crabtree, S. L., \Melting in a Single Screw Extruder: Experiments and 3D Finite Element Simulations", Int. Polym. Proc., 26, 182 – 196 (2011), DOI:10.3139/217.2419 ANSYS Polyflow v.17, www.ANSYS.com (2017) Dimakopoulos, Y., Tsamopoulos, J., \Gas-Assisted Injection Molding with Fluids Partially Occupying Straight or Complex Tubes", Polym. Eng. Sci., 46, 47 – 68 (2006), DOI:10.1002/pen.20437 Dimakopoulos, Y., Tsamopoulos, J., \On the Transient Coating of a Straight Tube with a Viscoelastic Material", J. Non-Newtonian Fluid Mech., 159, 95 – 114 (2009)., DOI:10.1016/j.jnnfm.2009.02.001 Denn, M. M., \Extrusion Instabilities and Wall Slip," Ann. Rev. Fluid. Mech., 33, 265 – 287 (2001), DOI:10.1146/annurev.fluid.33.1.265 Ferras, L. L., Nobrega, J. M., Pinho, F. T. and Carneiro, O. S., \Profile Extrusion Die Design: The Effect of Wall Slip", Meeting of the Polymer Processing Society, PPS-23, Salvador (2007) Georgiou, G., \The Time-Dependent, Compressible Poiseuille and Extrudate-Swell Flows of a Carreau Fluid with Slip at the Wall", J. Non-Newtonian Fluid Mech., 109, 93 – 114 (2003), DOI:10.1016/S0377-0257(02)00164-7 Gupta, M. \Effect of Wall Slip on the Flow in a Flat Die for Sheet Extrusion", ANTEC 1191 – 1196 (2011) Goger, A., Vlachopoulos, J. and Thompson, M. R., \Negative Pressures in Modeling Rotating Polymer Processing Machinery Are Meaningless but they Are Telling Something", Int. Polym. Proc., 29, 295 – 297 (2014), DOI:10.3139/217.2706 Hatzikiriakos, S. G., Dealy J. M., \Wall Slip of Molten High Density Polyethylenes. II. Capillary Rheometer Studies", J. Rheol., 36, 703 – 741 (1992), DOI:10.1122/1.550313 Hatzikiriakos, S. G., Stewart, C. W. and Dealy, J. M., \Effects of Interfacial Conditions on Wall Slip and Sharkskin Melt Fracture of HDPE", Int. Polym. Proc., 8, 36 – 43 (1993), DOI:10.3139/217.930036 Hatzikiriakos, S. G., \The Onset of Wall Slip and Sharkskin Melt Fracture in Capillary Flow", Polym. Eng. Sci., 34, 1441 – 1449 (1994), DOI:10.1002/pen.760341902 Hatzikiriakos, S. G., Mitsoulis, E., \Slip Effects in Tapered Dies", Polym. Eng. Sci., 49, 1960 – 1969 (2009), DOI:10.1002/pen.21430 89 A. Lewandowski et al.: Global Modeling of Single Screw Extrusion with Slip Effects Ilinca, F., Hetu, J. F., \Three-Dimensional Finite Element Solution of the Flow in Single and Twin-Screw Extruders", Int. Polym. Proc., 25, 275 – 286 (2010), DOI:10.3139/217.2351 Kalyon, D., Lawal, A., Yazici, R., Yaras, P. and Railkar, S., \Mathematical Modeling and Experimental Studies of Twin-Screw Extrusion of Filled Polymers", Polym. Eng. Sci., 39, 1139 – 1151 (1999), DOI:10.1002/pen.11501 Kissi, N. E., Léger, L., Piau, J.-M. and Mezghani, A., \Effect of Surface Properties on Polymer Melt Slip and Extrusion Defects", J. Non-Newtonian Fluid Mech., 52, 249 – 261 (1994), DOI:10.1016/0377-0257(94)80054-5 Kurte-Jardin, M., Potente, H., Sigge, K. and Bornemann, M., \Modeling the Temperature Development of Wall-slipping Polymers in Single-Screw Channels". Int. Polym. Proc., 24, 106 – 113 (2009c), DOI:10.3139/217.2125 Lawal, A., Kalyon, D. and Yilmazer, U., \Extrusion and Lubrication Flows of Viscoplastics Fluids with Wall Slip", Chem. Eng. Comm., 122, 127 – 150 (1993), DOI:10.1080/00986449308936153 Lawal, A., Kalyon, D., \Single Screw Extrusion of Viscoplastic Fluids Subject to Different Slip Coefficients at Screw and Barrel Surfaces", Polym. Eng. Sci., 34, 1471 – 1479 (1994), DOI:10.1002/pen.760341906 Lewandowski, A., Wilczyński, K. J., Nastaj, A. and Wilczyński, K., \A Composite Model for an Intermeshing Counter-Rotating TwinScrew Extruder and Its Experimental Verification", Polym. Eng. Sci., 55, 2838 – 2848 (2015). DOI 10.1002/pen.24175, DOI:10.1002/pen.24175 Malik, M., Kalyon, D. M. and Golba Jr., J. C., \Simulation of Co-Rotating Twin Screw Extrusion Process Subject to Pressure-Dependent Wall Slip at Barrel and Screw Surfaces: 3D FEM Analysis for Combinations of Forward- and Reverse-Conveying Screw Elements", Int. Polym. Proc., 29, 51 – 62 (2014), DOI:10.3139/217.2802 Meijer, H. E. H., Verbraak, C. P. J. M., \Modeling of Extrusion with Slip Boundary Conditions", Polym. Eng. Sci., 28, 758 – 771 (1988), DOI:10.1002/pen.760281108 Mooney, M., \Explicit Formulas for Slip and Fluidity", J. Rheol., 2, 210 – 222 (1931), DOI:10.1122/1.2116364 Pettas, D., Karapetsas, G., Dimakopoulos, Y. and Tsamopoulos, J., \On the Origin of Extrusion Instabilities: Linear Stability Analysis of the Viscoelastic Die Swell", J. Non-Newtonian Fluid Mech., 224, 61 – 77 (2015), DOI:10.1016/j.jnnfm.2015.07.011 Potente, H., Hanhart, W. and Schoppner, V., \Potential Applications for Computer-Aided Extruder Design", Int. Polym. Proc., 8, 335 – 344 (1993), DOI:10.3139/217.930335 Potente, H., Ridder, H., \Pressure/Throughput Behavior of a SingleScrew Plasticising Unit in Consideration of Wall Slippage", Int. Polym. Proc., 17, 102 – 107 (2002a), DOI:10.3139/217.890232 Potente, H., Ridder, H. and Cunha, R.V., \Global Concept for Describing and Investigation of Wall Slip Effects in the Extrusion Process", Macromol. Mater. Eng., 287, 836 – 842 (2002b), DOI:10.1002/mame.200290013 Potente, H., Kurte, M. and Ridder, H., \Influence of Non-Newtonian Behaviour on the Processing Characteristics of Wall-slipping Materials", Int. Polym. Proc., 18, 115 – 121 (2003), DOI:10.3139/217.1730 Potente, H., Kurte–Jardin, M., Klus, S. and Timmermann, K., \Two Dimensional Description of Pressure-Throughput Behaviour of Newtonian Materials Considering Wall Slippage Effects", Int. Polym. Proc., 20, 312 – 321 (2005), DOI:10.3139/217.1893 Potente, H., Timmermann, H. and Kurte-Jardin, M., \Description of the Pressure/Throughput Behavior of a Single-screw Plasticating Unit in Consideration of Wall Slippage Effects for Non-Newtonian Material and 1-D Flow", Int. Polym. Proc., 21, 272 – 282 (2006), DOI:10.3139/217.0096 Potente, H., Bornemann, M. and Kurte-Jardin, M., \Analytical Model for the Throughput and Drive Power Calculation in the Melting Section of Single Screw Plasticizing Units Considering Wall-Slippage", Int. Polym. Proc., 24, 23 – 30 (2009a), DOI:10.3139/217.2163 Potente, H., Bornemann, M. and Kurte-Jardin, M., \Analytical Model for the Throughput and Drive Power Calculation in the Melting 90 Section of Single Screw Plasticizing Units Considering Wall-Slippage", Int. Polym. Proc., 24, 31 – 40 (2009b), DOI:10.3139/217.2164 Rauwendaal, C.: Polymer Extrusion, Hanser, Munich (2013), PMid:24329652 Syrjälä, S., \Chapter 11 Continuous Equipment Simulation – Single Screw", in Mixing and Compounding, Manas-Zloczower, I. (Ed.), Hanser, Munich (2009) Tadmor, Z., Klein, I.: Engineering Principles of Plasticating Extrusion, Van Nostrand Reinhold, New York (1970) Tadmor, Z., Gogos, C.: Principles of Polymer Processing, Wiley & Sons, New York (2006) Teixeira, C., Gaspar-Cunha, A. and Covas, J. A., \Flow and Heat Transfer along the Length of a Co-rotating Twin Screw Extruder", Polym. Plast. Technol. Eng., 51, 1567 – 1577 (2012), DOI:10.1080/03602559.2012.716477 Tsouka, S., Dimakopoulos, Y., Mavrantzas, V. and Tsamopoulos, J., \Stress-Gradient Induced Migration of Polymers in Corrugated Channels", J. Rheol., 58, 911 – 947 (2014), DOI:10.1122/1.4880245 Vincelette, A. R., Guerrero, C. S., Carreau, P. J. and Lafleur, P. G., \A Model for Single-screw Plasticating Extruders", Int. Polym. Proc., 4, 232 – 241 (1989), DOI:10.3139/217.890232 White, J. L., Potente, H.: Screw Extrusion, Hanser, Munich (2003) Wilczyński, K., \Single Screw Extrusion Model for Plasticating Extruders", Polym.Plast. Technol. Eng., 38, 581 – 608 (1999), DOI:10.1080/03602559909351602 Wilczyński, K., Nastaj, A., Lewandowski, A. and Wilczyński, K.J., \Multipurpose Computer Model for Screw Processing of Plastics", Polym. Plast. Technol. Eng., 51, 626 – 633 (2012), DOI:10.1080/03602559.2012.659313 Wilczyński, K., Lewandowski, A., \Study on the Polymer Melt Flow in a Closely Intermeshing Counter-Rotating Twin Screw Extruder", Int. Polym. Proc., 29, 649 – 659 (2014a), DOI:10.3139/217.2962 Wilczyński, K. J., Nastaj, A., Lewandowski, A. and Wilczyński, K., \A Composite Model for Starve Fed Single Screw Extrusion of Thermoplastics", Polym. Eng. Sci., 53, 2362 – 2374 (2014b), DOI:10.1002/pen.23797 Wilczyński, K. J., Lewandowski, A., Nastaj, A. and Wilczyński, K., \Modeling for Starve Fed/Flood Fed Mixing Single Screw Extruders", Int. Polym. Proc., 31, 82 – 91 (2016), DOI:10.3139/217.3154 Wilczyński, K. J., Lewandowski, A., Nastaj, A. and Wilczyński, K., \A Global Model for Starve-Fed Nonconventional Single-Screw Extrusion of Thermoplastics", Adv. Polym. Technol., 36, 23 – 35 (2017), DOI:10.1002/adv.21570 Wilczyński, K. J., Nastaj, A. and Wilczyński, K., \A Computer Model for Starve-Fed Single-Screw Extrusion of Polymer Blends", Adv. Polym. Technol., 37, 2142 – 2151 (2018), DOI:10.1002/adv.21873 Worth, R. A., Parnaby J., \Wall Slip and its Implications in the Design of Single Screw Melt-Fed Extruders", Polym. Eng. Sci., 17, 257 – 265 (1977), DOI:10.1002/pen.760170409 Acknowledgements The authors would like to acknowledge support from National Science Center, Poland (DEC-2015/19/B/ST8/00948). Date received: January 12, 2018 Date accepted: April 08, 2018 Bibliography DOI 10.3139/217.3653 Intern. Polymer Processing XXXIV (2019) 1; page 81 – 90 ª Carl Hanser Verlag GmbH & Co. KG ISSN 0930-777X Intern. Polymer Processing XXXIV (2019) 1
 0
0
Anuncio
Documentos relacionados

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados