Injection des
MP-TP
Conception des moules à
Injection axiale
2006/2007
Moules d’injection des MP-TP
Rappel du principe
L’injection consiste à introduire rapidement ( 1s) et sous pression
(40 à 100 MaP) la matière thermoplastique à l’état pâteux (maxi 300°)
dans l’empreinte d’un moule métallique.
2006/2007
Moules d’injection des MP-TP
L’injection un travail d’équipe
La qualité d’un objet injecté dépend de trois critères :
1.
La conception des formes de la pièce
2.
La conception et la qualité de réalisation du moule
3.
Les conditions et les paramètres de moulage.
2006/2007
Moules d’injection des MP-TP
Rappel des règles de conception
Dépouille
Dépouille
Prototype
fraisage CN
Adaptation
au procédé
de
fabrication
Dépouille
Toile constante
2006/2007
Moules d’injection des MP-TP
Alimentation axiale
Utilisé dans le cas de pièces nécessitant une déformation minimale de la section. L’utilisation d’un
seuil d’injection perpendiculaire au plan de joint (moule à 3 plateaux, canaux chauds) permet un
remplissage homogène en limitant le parcours de la matière.
2006/2007
Moules d’injection des MP-TP
Moules utilisés
Dans le cas d’une injection axiale, nous pouvons utiliser 2 types de moule :
1.
Les moules 3 plaques ;
2.
Les moules à canaux chauds.
2006/2007
Moules d’injection des MP-TP
Moules 3 plaques (structure)
En fin d’injection, les pièces et la carotte sont liées et forme une contre dépouille. Il est donc
indispensable de pouvoir extraire le tout d’où la création d’un deuxième plan de joint
parallèle au premier pour l’extraction de la carotte.
Plaque
supplémentaire
Avant de pouvoir évacuer la carotte
et les pièces, celle-ci doivent être
séparées.
La presse génère un seul mouvement
(ouverture/fermeture) et les pièces
doivent être maintenues lors du
dégrappage.
2006/2007
Plan de
joint
« pièce »
Colonnes
plus longues
Moules d’injection des MP-TP
Plan de
joint
« carotte
»
Moules 3 plaques (cinématique)
2006/2007
Moules d’injection des MP-TP
Moules 3 plaques
2006/2007
er
(1
Moules d’injection des MP-TP
temps)
Moules 3 plaques
2006/2007
ème
(2
Moules d’injection des MP-TP
temps)
Moules 3 plaques
2006/2007
ème
(3
Moules d’injection des MP-TP
temps)
Retard à l’ouverture (1)
2006/2007
Moules d’injection des MP-TP
Retard à l’ouverture (2)
2006/2007
Moules d’injection des MP-TP
Retard à l’ouverture (3)
2006/2007
Moules d’injection des MP-TP
Seuil d’alimentation (Pin-point)
Pour permettre la séparation de la carotte et des pièces, le seuil d’injection doit satisfaire aux
critères classiques et notamment la section la plus faible se positionne où la séparation est désirée.
La trace sur la pièce peut nuire à
la fonctionnalité
2006/2007
La trace sur la pièce ne nuit pas
à la fonctionnalité
Moules d’injection des MP-TP
Application
1.
2.
2006/2007
Créer les cinématiques « ouverture/fermeture » du moule ;
Créer la grappe injectée issue du moule.
Moules d’injection des MP-TP
Moules à canaux chauds (principe)
Isolant
Matière à l’état pâteux
2006/2007
Moules d’injection des MP-TP
Pourquoi ce type de moule ?
Les canaux chauds sont très utilisés par l'industrie plastique. De plus en plus d'entreprises les adoptent pour diverses
applications de l'injection. Les systèmes à canaux chauds présentent de grands avantages pour les transformateurs,
en termes de qualité du produit fini, de rendement de production et d'économie de prix de revient global ...
Cycle est plus rapide du fait du raccourcissement
de la phase de refroidissement (-30 à -40%).
Pièces plus régulières, avec
moins de tensions résiduelles.
Il n'y a plus de perte de matière due à
la grappe d'injection (carottes).
Cycle est plus rapide du fait du raccourcissement
de la phase de refroidissement (-30 à -40%).
Il n'est plus nécessaire de décarotter les pièces donc
de rebroyer et de recycler les carottes.
Le temps de cycle est légèrement réduit, il y a moins de
matière à injecter, les courses sont diminuées.
2006/2007
Moules d’injection des MP-TP
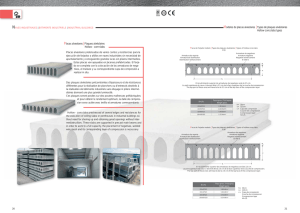
Moule à canaux chauds (structure)
6 - Tubulure
2 - Plaque de
fixation supérieure
1 - Bague de centrage
5 – Buse
d’alimentation
13 – Colonne
de guidage
3 - Plaque
d’alimentation
4 – Plaque porte empreinte
supérieure
14 – Vis de fixation
11 - Buse à
obturateur
12 - Buse
Pièce moulée
2006/2007
10 - Commande
de l’obturateur
7/8/9 – Entretoises
Moules d’injection des MP-TP
Buse
2006/2007
Moules d’injection des MP-TP
Buse à obturateur
A - Tubulure d’alimentation ;
B - Elément de distribution avec
canal profilé et guide intégré de
l’obturateur ;
C - Buse d’injection ;
D - Commande de l’obturateur.
2006/2007
Moules d’injection des MP-TP
Injection séquentielle
L’injection séquentielle apporte deux principaux avantages : diminuer le nombre de lignes de soudure et baisser les
forces de fermeture nécessaire. Utilisée pour la réalisation de grandes pièces principalement dans l’automobile.
2006/2007
Moules d’injection des MP-TP
 0
0