CAPITULO I I MARCO TEORICO CONCEPTUAL
Anuncio

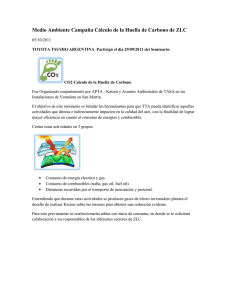
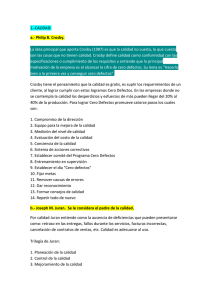
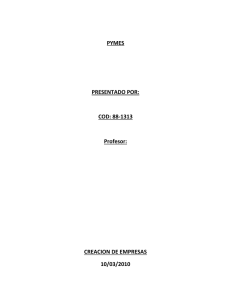
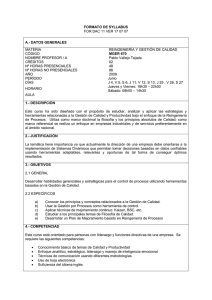
CAPITULO I I MARCO TEORICO CONCEPTUAL 19 CAPITULO II MARCO TEORICO CONCEPTUAL A. CONTROL DE CALIDAD Para definir control de Calidad es importante examinar el significado de éstas palabras individualmente. Calidad significa; limite al cual un producto cumple las expectativas del cliente. Control significa; la dirección de algo para asegurar los resultados deseados. Control de Calidad desde el punto de vista industrial, es un sistema de verificación y mantenimiento del nivel deseado de Calidad de un producto o proceso por medio de la planeación, el uso adecuado del equipo, inspección continua y acción correctiva donde se requiera. C.C. es únicamente el conjunto de técnicas y actividades de carácter operativo utilizadas para satisfacer los requisitos relativos a la calidad. Por ejemplo técnicas de inspección y medición, aseguramiento de la medición, control estadístico de proceso, gráficos de control, estudios de capacidad de proceso, aceptación por muestreo, ensayos de durabilidad, mantenimiento correctivo, etc. Basándose en los principios de Estadística; Control de Calidad es una herramienta moderna para la toma de decisión, la cual es utilizada por gerentes para asegurar el nivel de Aceptación de Calidad del producto fabricado. El objetivo del departamento de Calidad no es eliminar todas las variables que afectan la Calidad, sino saber controlar estas variables de una forma económica para la fabricación del producto. El plan principal de Control de Calidad, es proporcionar controles en todo el ciclo de la fabricación de un producto y a la vez identificar los diferentes puntos de inspección y prueba en el proceso de una línea de producción. El plan de muestreo y pruebas que son desarrollados dentro de una línea de producción, deberá mostrar los puntos específicos donde deben realizarse operaciones de Control de Calidad y los diferentes criterios a evaluar del producto que se está fabricando. El almacenamiento de información y procedimientos para 20 la elaboración de reportes deberán ser desarrollados, para así mantener un buen control dentro de la organización. La siguiente es una lista de todos los aspectos de Calidad que deben ser considerados en el ciclo de la fabricación de un producto. Control en Proceso Inspección y rendimiento Reporte de datos y análisis Control de Clientes Entrenamiento Evaluación del producto Control de material defectuoso Archivo de rendimiento Auditorias Acción Correctiva En la rama de Control de Calidad, se encuentra el Control Estadístico de la Calidad, el cual comenzó en 1926 con Shewart, éstas técnicas nacen con el propósito de ser utilizadas por los servicios militares que querían mejorar sus técnicas contra el enemigo. Las primeras tablas para muestreo fueron creadas 1942, auque en 1940 la Asociación Americana de Estándares (ASA) bajo la solicitud del departamento de la fuerza Armada, ya había iniciado un proyecto acerca de Control Estadístico de Calidad. El control Estadístico, utiliza los principios científicos de la probabilidad y se basa en la estadística para la toma de decisión de aceptación de un producto Después de bastantes modificaciones sobre las técnicas del Control Estadístico, el ASA (American Standars Association) aprobó las AMERICAN STANDARS Z1.1 (1958) y Z1.2 (1958) Las tablas de muestreo fueron publicadas por H.I Dodge y H.G Roming en 1944. En 1950 se crearon las Military Standars, MIL –STD –1051 (Utilizando un procedimiento de muestreo y las tablas para inspección.) 1 Tablas MIL-STD 105-D Anexo 5 21 1957 fueron creadas las Military Standard for Acceptance Sampling by variables MIL- STD-414. 1946 nace la organización, American Society for Quality control, Esta sociedad es la que actualmente se encarga de desarrollar más las técnicas acerca de Control de Calidad, promocionarlas y hacer sus respectivas publicaciones e investigaciones. Es importante realizar controles a la materia prima, para estar seguros que la prenda de vestir va a cumplir con todos los requerimientos. El control Estadístico de Calidad consiste en proporcionar diferentes métodos para la evaluación de la calidad del producto confeccionado desde la recepción de las materias primas hasta el final de producción, es decir, se elaboran planes de muestreo y cartas de control para asegurar la conformidad del producto con las especificaciones. El Control Estadístico permite verificar un gran numero de características de un producto y evaluar la calidad de un lote, estudiando un numero restringido de unidades denominado muestra. La fabricación de un producto, puede concebirse por una o varias características y el control de calidad asume en este caso la verificación del funcionamiento de los detectores de unidades defectuosas. Las principales ventajas de este modelo es la prevención, gracias al control de entrada de materiales y al nivel de aceptación de calidad. El Control estadístico de calidad son técnicas y actividades de carácter operativo utilizadas para satisfacer los requisitos relativos a calidad. Una de las principales funciones del control estadístico es el Control de Aceptación para el muestreo, el cual puede ser definido por el cliente o por el fabricante. El objetivo del Nivel de Aceptación es asegurar que el producto final cumpla con las especificaciones de calidad requeridas. Entre los diferente tipos de muestreo se tiene: Inspección 100% Certificación Muestreo de Aceptación También es importante definir el nivel de Aceptación de Calidad (AQL), el cual es el porcentaje máximo defectuoso que puede ser considerado en un muestreo realizado en proceso. 22 MODELO DE PREVENCIÓN Y SOLUCION DE PROBLEMAS Dentro del Control de Calidad, tan importante como descubrir los defectos es realizar la acción correctiva que permita corregir las deficiencias que sean descubiertas, y evitar que estos se conviertan en verdaderos problemas que pongan en peligro toda la producción, por lo que debe seguirse un procedimiento adecuado en el que se pueda identificar todos los factores que intervienen en el resultado que se esta obteniendo. La mayoría de los problemas pueden clasificarse como sigue: 1. Problemas relacionados con capacidades o actitudes de los trabajadores Error puro. No seguir el procedimiento operativo. Formación no adecuada. Compromiso insuficiente con la calidad. 2. Problemas relacionados con el sistema de aseguramiento de la calidad del área de trabajo No están bien definidas las características de calidad. Estándares operativos incompletos. Puntos a controlar no claros. Gráficos de control de procesos incompletos. 3. Problemas en la cultura del área de trabajo Nunca se profundiza en los problemas. Descontento 4. Problemas originados en otros departamentos Errores de diseño. Errores en la determinación de las especificaciones del cliente. 23 Los puntos esenciales del modelo de prevención de errores en la calidad se presentan en los siguientes pasos: 1. Identificar las fuentes de los errores en la calidad revisando los procesos, la captura de datos, las causas y los efectos de problemas potenciales. 2. Analizar los errores en la calidad para determinar los factores que causan el error. Después de una cuidadosa revisión y análisis de datos, de métodos, de procedimientos y de operaciones, se deben identificar los tipos y localización de errores, el personal responsable, las herramientas, las máquinas o los materiales. 3. Pensar en soluciones alternativas y remedios para la corrección de los errores. El razonamiento, el conocimiento y la experiencia deben ser utilizados para seleccionar el remedio correcto para la corrección de error en la calidad. 4. Ejecutar el remedio para la corrección del error en la calidad y observar los resultados. La visualización y estudio de los datos proporciona un mecanismo de realimentación para saber si los errores han sido o no corregidos y si se ha conseguido una mejora como resultado de remedio aplicado. El estudio de los datos puede proporcionar áreas adicionales para la mejora. 5. Centrarse en mejorar continuamente por medio de caminos sistemáticos y organizados para realizar el trabajo. Alentar, a nivel individual y colectivo, un buen ambiente en el trabajo. 24 Fig. 1. Modelo de Corrección de Errores en la Calidad. Según el curso de Calidad en la Empresa2 Son muchos y variados los errores a los que se ha de hacer frente en un empresa, no solamente los relacionados directamente con la calidad de productos o servicios, sino otros muchos que frecuentemente pasan desapercibidos. La siguiente figura muestra que los errores visibles son: rechazos de materiales, repetición de trabajos y garantías. Mientras que la lista de errores ocultos son mucho mas amplios. 2 http://www.femz.es/cursos/Calidad/default.htm. El prisma/Ingenieria Industrial 25 Fig. 2. Errores visibles y ocultos o sumergidos. Los cinco enfoques comunes para la prevención de errores en la calidad son: 1. Prevención de errores en la calidad por medio de la preparación y la enseñanza. Este método está dirigido a corregir las malas actitudes que conducen a error. A nivel individual las actitudes que conducen a error son identificadas y resueltas. La necesidad de tener calidad como principio de producción es imprescindible. Los empleados deben ser alentados a identificar áreas de problemas que afectan su actitud hacia el trabajo y la calidad y a darse cuenta que un mal trabajo implica una pérdida de clientes. La preparación juega un papel vital en las nuevas técnicas que previenen los tipos de errores que ocurren en el trabajo. La estrategia es contratar a la persona adecuada con la correcta actitud y proporcionarle la preparación adecuada para realizar el trabajo bien la primera vez. 2. Prevención de errores en la calidad por medio del control del proceso. La caracterización y control de los procesos de producción y de servicios proporciona los medios para prevenir y eliminar los defectos. Esta forma de trabajo se centra en entender las fuentes y normas de varianza, las características 26 de ejecución del trabajo del personal, de las herramientas, de las máquinas, de los materiales, de los métodos y de los procesos. Se recomienda que los parámetros clave del proceso se identifiquen con las fuentes potenciales de error y con los métodos de corrección de error. Normalmente se requieren buenos mecanismos y técnicas de medición para mejorar las acciones correctivas. 3. Prevención de errores en la calidad por medio de incentivos y reconocimiento. Los incentivos y el reconocimiento se ofrecen para descubrir y eliminar errores e inconsistencias en la producción, así como para mejorar el control del proceso, la innovación en la calidad y la productividad. Estos incentivos y reconocimientos se dan tanto a nivel individual como colectivo. EL CICLO DEMMING El ciclo del control de Shewart, difundido ampliamente por el Dr. Edward W. Demming, conocido también como ciclo del control PHVA, planear, hacer, verificar y actuar. Fig. 3 Ciclo Demming 27 Más que una herramienta útil en el proceso de análisis y solución de problemas, se concibe como una forma de pensamiento o filosofía que impregna la organización. El ciclo inicia con una definición del "estado del arte" de una organización o proceso, para identificar luego las desviaciones o problemas, con respecto a un valor objetivo. Son los problemas, u oportunidades de mejoramiento, los que se constituyen en el detonador de cambio, para dar inicio a un proceso de planificación de la mejora, la selección de las alternativas más viables, la implementación de la mejor alternativa y el proceso de evaluación y toma de decisiones que tiene que ver con lo implementado para, así, adoptarlos como nuevo estándar e iniciar de nuevo el ciclo de mejoramiento CICLO P. H. V. A PARA EL CONTROL DE PROCESOS O RUTA DE LA CALIDAD El ciclo P. H. V. A (planee, haga, verifique, actúe), mas bien que considerarlo como una serie de actividades para el mejoramiento, se trata de un enfoque integral para gestionar procesos, constituyéndose en una herramienta útil para asegurar la calidad de las empresas, en la medida en que incorpora elementos de la gestión del talento humano, el manejo eficiente de la información y las comunicaciones como instrumentos adecuados para la toma de decisiones, el despliegue de la función de calidad, etc. Este ciclo se ha extendido a todas las fases de la administración y se ha relacionado con las cuatro funciones básicas a saber : Diseño / Planificar : El diseño del producto / servicio, corresponde a la fase administrativa de la planificación. Producción / Hacer : Consiste en hacer-trabajar el producto / servicio que se ha diseñado. Ventas / Verificar : Las cifras de ventas son un índice de la satisfacción del cliente. 28 Investigación / Actuar : En el caso en que se presenten problemas o quejas de los clientes, tiene que incorporarse la fase de planificación para la siguiente ronda de esfuerzos. El ciclo comienza con un estudio de la situación actual, durante el cual se reúnen los datos que van a usarse en la formulación del plan para el mejoramiento. Una vez concluido el plan, es ejecutado y revisado para ver si los mejoramientos se han logrado, si el experimento ha tenido éxito se emprende una acción final, tal como la estandarización metodológica y la prevención de la recurrencia de problemas, para asegurar que la introducción de los nuevos métodos será aplicada para el mejoramiento sostenido. Figura 04. Esquema del ciclo P.H.V.A para la solución de problemas o ruta de la calidad para el mejoramiento de procesos. Una práctica común en las empresas, ha sido identificar problemas en la etapa de prestación o producción del servicio, como era de esperarse, los problemas tenían que ver más con los procesos de los diferentes productos y la política de calidad se limitaba al control. Actualmente, el despliegue de la función calidad, permite volver la mirada a los clientes, incorporando la función de previsión o planificación. Esto se inicia con la 29 obtención de información del mercado y la identificación de las necesidades del cliente. Lo anterior implica que se desplieguen estos descubrimientos para los requisitos y especificaciones del diseño, los preparativos para su producción y la planeación de compras de insumos. En esta etapa se deben identificar las entradas del proceso, el resultado final, los clientes, los proveedores y con cuales otros procesos se interactúa. Tanto entradas como salidas se deben revisar periódicamente para evitar inconsistencias u omisiones. La periodicidad de la revisión es un criterio que debe establecer el equipo de trabajo. Las salidas o resultados pueden ser parciales (En el proceso o criterio P) o definitivas, (resultado final o criterio R) para identificar los clientes, se debe preguntar "¿quién recibe el resultado final o definitivo?" Para identificar las expectativas de los clientes se utilizan algunos métodos como el grupo de enfoque, cuestionarios, encuestas, entrevistas y tormenta de ideas. Este ultimo, útil para detectar expectativas de clientes internos. Los 14 Puntos de Gerencia de Demming A continuación se hace mención de los 14 puntos propuestos por Demming, los cuales pueden ayudar a la empresa a mejorar la productividad como también la calidad de los productos. En su libro "Fuera de la Crisis", enuncia estos catorce puntos de mejoramiento gerencial. No resulta fácil lograr estos cambios, especialmente en las culturas occidentales. Posiblemente esto está impidiendo el logro de impresionantes éxitos como los que se dieron en Japón. 1. Crear un hábito de constancia en la mejoría de productos y servicios, teniendo como objetivo en volverse más competitivos y permanecer en el mercado para continuar dando trabajo a la gente. 30 2. Adoptar la nueva filosofía. Estamos en una nueva era económica, los gerentes occidentales deben despertar al reto, deben aprender sus responsabilidades y tomar el liderazgo hacia el cambio. 3. Dejen de depender en la inspección para alcanzar la calidad. Eliminen la necesidad de inspeccionar a gran escala mediante integrar la calidad dentro del producto desde un principio. 4. Terminen con la práctica de otorgar compras en base al precio. En su lugar, minimicen el costo total. Concéntrense en un solo proveedor para cada materia prima y generen una relación de larga duración basada en confianza y fidelidad. 5. Mejoren constantemente y para siempre los procesos de planeación, producción y servicio. Mejoren calidad y productividad y aún así, reduzcan constantemente sus costos. 6. Instituyan el entrenamiento en el trabajo. Esto debe ser una parte del trabajo diario de todos los obreros, empleados y gerentes. 7. Adopten e instituyan liderazgo. El objetivo de la supervisión debe ser el de ayudar a la gente, las máquinas y los dispositivos a hacer un trabajo mejor. La supervisión de niveles gerenciales y la de los trabajadores de producción necesita una renovación total. 8. Eliminen el miedo de tal forma que la gente haga su mejor esfuerzo de trabajar con efectividad porque ellos quieren que la empresa tenga éxito. 9. Rompan las barreras entre gente de los diversos departamentos o categorías. La gente de investigación, administración, diseño, ventas y producción deben trabajar como un equipo, y deben todos anticiparse a posibles problemas de producción o de uso de los productos o servicios. 10. Eliminen "slogans" o frases hechas, exhortos y metas para los trabajadores pidiéndoles cero defectos y nuevos niveles de productividad. Esos exhortos solo crean relaciones adversas, ya que la mayoría de las causas de baja calidad y 31 productividad corresponden al sistema y por tanto están fuera del control de los trabajadores. 11. Eliminen cuotas numéricas para los trabajadores o metas numéricas para la gerencia: a. Eliminen standards de volumen de trabajo (cuotas) en el piso de manufactura. Substitúyanlas con liderazgo. b. Eliminen el concepto obsoleto de "gerencia por objetivos". Eliminen la gerencia por números o metas contables. Substitúyanlas con liderazgo 12. Retiren las barreras que le roban a la gente el orgullo de su mano de obra y sus logros personales-- eliminen los sistemas anuales de comparación o de "méritos". a. Retiren barreras que le quitan al trabajador el derecho de enorgullecerse de lo que hace. La responsabilidad de los supervisores debe cambiar de los meros números a la calidad como concepto. b. Retiren barreras que le roban a la gente en la gerencia o ingeniería el orgullo por sus logros personales. Esto significa la eliminación de sistemas de rangos por mérito o de gerencia por objetivos. 13. Instituyan un programa vigoroso de educación y de automejoramiento para cada quien. Permítanles participar en la elección de las áreas de desarrollo. 14. Pongan a cada quien en la empresa a trabajar en el logro de la transformación. La transformación es el trabajo de todos. REQUERIMIENTOS DE CALIDAD DE ESTADOS UNIDOS La ASQ (Asociación Americana de Calidad) tiene sus propios estándares, los cuales son aplicables para todos los países de América y para todo sector industrial, comercial o de servicios; para el sector de la confección, los clientes Norteamericanos se basan en los estándares establecidos por la ASQ; entre los cuales se pueden mencionar los siguientes. 32 NORMAS ISO3 La Organización Internacional para Normalización (ISO) esta constituida por cuerpos miembros en mas de 90 países. El cuerpo miembro en Estados Unidos es la American Standars Institute (ANSI). Dentro de las normas ISO hay diferentes tipos de estándares para diferentes clases de industrias, estas son: ISO9000: Los que aplican a sistemas de manejo de la calidad e incluyendo un modelo para los requerimientos de aseguramiento de la calidad ISO9001: Los requerimientos de ISO9001 están enfocados primordialmente a lograr la satisfacción del cliente, por medio de prevenir la no-conformidad en todas las etapas desde diseño hasta servicio. ISO14000: Los que aplican a sistemas de manejo ambientales, estos estándares no aplican a productos sino, a sistemas de administración. QS9000: Requerimientos desarrollados por las tres grandes compañías fabricantes de autos basados en los estándares ISO9000 TL9000: Son estándares que definen los requerimientos de sistemas de calidad para telecomunicaciones. Las actuales normas UNE-EN ISO 9001:1994, UNE-EN ISO 9002:1994 y UNEEN ISO 9003:1994 se han integrado en una única norma UNE-EN ISO 9001:2000. Las normas UNE-EN ISO 9001:2000 y UNE-EN ISO 9004:2000 se han desarrollado como un "par coherente" de normas. Mientras la norma UNE-EN ISO 9001:2000 se orienta más claramente a los requisitos del sistema de gestión de la calidad de una organización para demostrar su capacidad para satisfacer las necesidades de los clientes, la norma UNE-EN ISO 9004:2000 va más lejos, proporcionando recomendaciones para mejorar el desempeño de organizaciones. La norma ISO 9001 será utilizada para la certificación de Sistemas de Gestión de la Calidad y también podrá ser la base de acuerdos 3 http://www.aenor.es/frpriso9.htm http://www.isocenter.com/9000/WHATIS.html las 33 contractuales. La adaptación de los requisitos de la norma ISO 9001 estará permitida para omitir requisitos que no apliquen a una organización. La adaptación podría ser realizada por aquellas organizaciones que en la actualidad buscarían la certificación según las normas ISO 9002 ó ISO 9003. La norma ISO 9004 será la norma guía del Sistema de Gestión de la Calidad. Esta norma está diseñada para ir más allá de los requisitos de la gestión de la calidad hacia una aproximación holística a la gestión de la calidad en busca de la excelencia organizativa y de los beneficios de las partes interesadas. Esta norma queda por tanto como una norma de recomendaciones, no utilizable en el marco contractual. Sin embargo, el texto de esta norma también podrá servir de base para la auto evaluación. La revisión de las normas ISO 9001 y 9004 se ha basado en 8 principios de gestión de la calidad (*) definidos por el Comité Técnico, que reflejan las mejores prácticas de gestión y han sido preparadas como directrices para los expertos internacionales en calidad que están participando en la preparación de las nuevas normas. Estos ocho principios son: • Organización enfocada al cliente • Liderazgo • Participación del personal • Enfoque a proceso • Enfoque del sistema hacia la gestión • Mejora continua • Enfoque objetivo hacia la toma de decisiones • Relación mutuamente beneficiosa con el suministrador (Nota (*) principio de gestión de la calidad: Un principio de gestión de la calidad es una pauta o convicción amplia y fundamental para guiar y dirigir una organización, encaminada a la mejora continua de las prestaciones por medio de centrarse en el cliente, a la vez que identifica las necesidades de todas las partes interesadas). 34 AQL Es el nivel de calidad aceptable, se refiere al porcentaje defectuoso que puede ser considerado en un muestreo realizado en proceso. GRAFICOS DE CONTROL El objeto de un grafico es comprender rápidamente una situación determinada y adoptar las medidas apropiadas para corregir defectos en el proceso, así como también verificar las tendencias y buscar soluciones a los problemas que puedan aparecer. B. MEJORA CONTINUA EL KAIZEN se trata de una forma de entender los hechos de la vida cotidiana, el entorno y todas las cosas con las que uno se relaciona, como siempre mejorables sin importar cuanto. KAI = cambio ZEN = para mejorar La importancia que este concepto proveniente de Japón, está adquiriendo en los países industrializados y en desarrollo, así como el mundo de habla inglesa, ha hecho que ya aparezca en el “New Shorter Oxford English Dictionary“ como una palabra de uso común, con el significado de “Practicas para la mejora continua, Incremento de la eficiencia personal, filosofía de negocios”. En nuestro entorno y en la práctica, se explica el KAIZEN como una estrategia de Mejora Continua conformada por una serie de conceptos, sistemas y herramientas sencillos que orientados al cliente, se aplican en un entorno físico, donde se ha creado intencionadamente una microcultura específica y que, con un apoyo de la dirección y la supervisión, focaliza la calidad y la productividad con el objetivo de incrementar la rentabilidad de la empresa o la institución, por medio de 35 la introducción de muchos pequeños cambios de respuesta rápida, cuyo punto de partida en la mayor parte de los casos es el uso del sentido común. La experiencia en la aplicación y en los resultados que pueden conseguirse en la práctica del KAIZEN y para mejor y más fácil comprensión, para las aplicaciones en el mundo latino, se ha añadido a este concepto las letras MCP que quieren decir, Mejora de la Calidad y la Productividad, dado que para progresar es necesario incrementar al mismo tiempo los rendimientos de estos dos elementos básicos de progreso, y por otro lado, para desmitificar y demostrar que se pueden hacer las cosas con mucha más calidad y mucha más eficiencia al mismo tiempo. Todavía, y no por fortuna, hay mucha gente que piensa que para hacer las cosas con calidad hay que hacerlas más despacio, una postura que debe ser desmitificada, pues si así fuera, los productos que todos los días adquirimos y que cada vez son mejores debieran ser más caros y sin embargo, son más económicos. La explicación sencilla de este fenómeno es que las empresas mejoran la calidad y la productividad en mucho y al mismo tiempo y cada día en menos tiempo. KAIZEN = Más Calidad + Más Productividad + Más Rapidez = Más Rentabilidad KAIZEN es también aprender conjunta y continuamente y al mismo tiempo transferencia de conceptos y habilidades. Un consultor especialista en KAIZEN es un enseñador y demostrador de cómo hacer mejor las cosas y aprovechar mejor los recursos, incluso en temas tan elementales como no ensuciar, que por fácil que parezca no lo es, de lo contrario las calles, las empresas y los puestos de trabajo estarían limpios y ordenados, este es uno de los primeros graves problemas que deben resolverse en el país. Con la aplicación del KAIZEN se implementan cambios que mejoran la calidad y la productividad en 20, 30, 40, o 100 % y más. Y es muy importante explicar que estos incrementos que parecen increíbles, se pueden conseguir sólo con optimizar los medios y recursos de producción, técnicos, humanos y económicos que ya se tiene. Este es el gran beneficio del KAIZEN, y por eso la gran rentabilidad de su aplicación, “no requiere de grandes inversiones, sino de grandes cambios conceptuales y de la utilización del sentido común, pero sobre todo, de la práctica y la disciplina en el manejo de las cosas”. 36 En cuanto, por ejemplo, se ha incrementado la calidad de trabajo, la productividad y la eficiencia, en entidades estatales en las que antes del inicio del programa KAIZEN, cuando un usuario solicitaba un documento se le decía “vuelva a la tarde o mañana porque tenemos que buscarlo en nuestros archivos” y actualmente, después de sólo dos meses, se trabaja ya con el estándar que prescribe que “cualquier documento de los últimos cinco años debe ser encontrado en menos de cinco minutos”. Observando los incrementos de productividad conseguidos y lo que hay en el trasfondo del cambio implementado en términos económicos y de servicio: En vez de dos viajes, uno, en vez de muchas horas de espera, ninguna, en vez de mucho trabajo en la búsqueda de documentos, se encuentran rápidamente, quien necesita un documento lo tiene enseguida y enseguida puede decidir, solo con esta aplicación de KAIZEN, se están ahorrando una inmensidad de tiempos de espera y consecuentemente el dinero que representan. En la aplicación del KAIZEN se habla siempre de cambios en la dirección del progreso y de la superación en términos de calidad y productividad, tanto de la eficiencia de los procesos como de las personas, es decir la gente aprende a ser mucho más eficiente en el desarrollo de su trabajo y lo más importante sin trabajar y cansarse más, sino mediante la mejor utilización de sus esfuerzos. El KAIZEN como otros planteamientos tiene una base estratégica de implementación que parte de los siguientes elementos. Los conceptos básicos Que definen la forma de pensar, es decir como las personas se orientan en el desarrollo de su trabajo. Los sistemas de trabajo Es decir un conjunto de formas de trabajar ya comprobados a nivel mundial, que le sirven a la empresa para que las personas ejecuten su trabajo siguiendo unas pautas predeterminadas 37 Las Herramientas Son instrumentos de reconocida efectividad para resolver los problemas que normalmente se presentan en una empresa o institución, debido a la combinación de variables conocidas y desconocidas que afectan a la calidad y a la productividad o al desempeño de las personas. Como es muy difícil y requiere esfuerzos de muy largo plazo cambiar la cultura de toda una nación, en la aplicación del KAIZEN en una empresa o institución, se determina primero un entorno físico, para luego definir cuales son las conductas elementales que se requiere de todas las personas que se desempeñan en su interior. Tan importante como lo anterior es la forma de priorizar las decisiones cuando se afronta un problema o una situación de insatisfacción que se resume en la siguiente actitud y acción en la práctica: Primero la calidad, segundo los costos y tercero el tiempo de entrega. Al ver esta forma de priorizar la acción en la solución de problemas, quizás algunos piensen que este planteamiento está en contra de otros, o de lo que han aprendido durante sus estudios en relación con la priorización en la decisión, dónde lo que se anteponen son los costos. Y la verdad es que no es así, lo que sucede y la práctica lo demuestra es que al priorizar sólo por los costos, cabe el riesgo de tomar decisiones de reducción de costos que deterioren la calidad y al priorizar las entregas puede ser también, que por entregar a tiempo se desatienda la calidad y se entreguen productos a los clientes precisamente con problemas de calidad, que naturalmente no querrán y devolverán o nos pedirán un buen descuento, que hasta puede ser mayor que las utilidades del mismo pedido. Por esta razón es que en el KAIZEN priorizamos siempre la calidad, porque en la práctica, y el KAIZEN es práctico, hacer las cosas con la calidad acordada es lo más económico para todos. Empresas, clientes y trabajadores. El enemigo numero uno del KAIZEN es el “Desperdicio”, que en el léxico del KAIZEN se llama MUDA, un concepto japonés que se refiere a todo lo que se hace, que no agrega valor y si costos, que hay que cobrarle a alguien y que no 38 beneficia ni al producto, ni al cliente, ni a los trabajadores, ni a la sociedad, ni al país. MUDA = DESPERDICIO Ejemplos de MUDA son los siguientes: Pérdidas de materias primas, pérdidas de tiempo, de utilización de las maquinas, de moral de trabajo, defectos, retrasos, pérdidas de energía y cualquier otra cosa que sea necesario mejorar y que expresado en términos de recursos siempre cuesta dinero. Aunque en la aplicación del KAIZEN no siempre se buscan ahorros en dinero, sino mejoras que como consecuencia incrementen la rentabilidad de los procesos y que muchas veces sería bien difícil calcular en dinero sus efectos, pero que son cambios positivos para la globalidad de los procesos. El más elemental de los sistemas de trabajo del KAIZEN para eliminar el desperdicio es el que sirve para el mantenimiento del orden y la limpieza de las “5S” que sirve además, para la generación de nuevos hábitos y conseguir que el lugar de trabajo se encuentre siempre limpio y ordenado, pues esta es la forma más rentable y segura de en el mínimo tiempo posible disponer de los recursos que uno requiere para trabajar con calidad y productividad. Solo con la implementación de este sistema que no requiere nada de inversión, mejorarán su productividad y mejor utilización del tiempo en la cantidad de tiempo que utilizan para buscar las cosas que necesitan y tienen que buscar porque no saben donde se encuentran. Aplicado en una empresa son cientos o miles de horas las que se utilizan al año buscando, materiales, informes, herramientas, etc. 39 GEMBA Y LAS 5 S Todas las técnicas japonesas para la mejora de la producción tienen como punto de partida una cultura y forma de pensar común que se pueden resumir en dos puntos, el GEMBA y las 5S. El GEMBA GEMBA significa lugar donde se añade valor al producto, donde se genera la solución de los problemas, y por tanto, donde continuamente surgen mejoras. En otras palabras, GEMBA significa que en una empresa encargada de implantar el KAIZEN, los encargados de solucionar los problemas y de realizar las modificaciones son los propios trabajadores, puesto que ellos son los que mejor conocen la problemática de su puesto de trabajo. Esto supone dar mayor participación y responsabilidad al trabajador, que es responsable de su puesto de trabajo, pero no sólo en cumplir con su cometido y hacer bien su trabajo sino también en pensar e introducir todas las mejoras que se le ocurran. LAS 5S Normalmente al recordar cualquier fábrica (taller), la imagen que viene a la mente es la de un lugar, con manchas de grasa y virutas por el suelo, piezas amontonadas en cajas de embalaje, herramientas sin un lugar especifico donde ser guardadas, monos de trabajo y trapos sucios, etc. El primer punto a tratar al implantar KAIZEN debe ser organizar y limpiar el entorno de trabajo. De esta manera se consigue que los empleados se sientan más a gusto, y así produzcan más y con mayor calidad. METODOLOGÍA 40 La metodología que se utiliza es la denominada las 5S: SEIRI = DISTINGUIR ENTRE LO UTIL Y LO INUTIL Para hacerlo es necesario saber qué es útil y qué es inútil. Quien no sabe distinguir entre estas dos situaciones difícilmente domina su puesto de trabajo. SEITON = QUITAR LO INUTIL Y ORDENAR LO UTIL Se trata de dejar solamente a la disposición, lo que utilizamos para el desempeño de nuestro trabajo y debe estar ordenado y siempre en su lugar. SEISO = MANTENER CONTINUAMENTE EL ORDEN Y LA LIMPIEZA Se trata del establecimiento de rutinas de supervisión que vigilan que cada cosa este siempre en el lugar específico determinado para ella y que las conductas que mantienen el orden y la limpieza se institucionalicen. SEIKETSU = CUIDAR EL ASEO PERSONAL Y LA SALUD Mediante la práctica de este concepto se toman toda clase de prevenciones para mantener la salud por medio del aseo y la higiene de cada uno de las personas que trabajan en un entorno y por lo tanto se elimina las posibilidades de contaminación. SHITSUKE = GENERAR AUTODISCIPLINA en este caso lo que se pretende es que con el ejercicio y la demostración continua de la bondad del sistema, se generen hábitos nuevos y conductas que mantienen y hacen que el sistema de orden y limpieza progrese. CONDICIONES Las condiciones que deben darse para que las 5 eses tengan éxito son las siguientes: • Implicación de todos • Información sobre las 5 eses a todos • Responsabilidad de dirección • Perseverancia en su aplicación 41 Este que parece un sistema alejado de la calidad y la productividad de los productos y servicios, es el primero que hay que implementar para conceptualizar y entender lo sencillo de las aplicaciones de KAIZEN en la vida real. Al llegar Japón una de las cosas que sorprenden inmediatamente es el orden y la limpieza en todos los lugares, tanto en los públicos como los privados, pero sobre todo en las empresas y no es por casualidad que esta así, sino por la aplicación de este sistema tan elemental por todos los japoneses. Este sistema es aplicable en cualquier lugar, es bueno porque en su trasfondo aplica el sentido común que nosotros tenemos y que nadie nos prohíbe aplicar. Si queremos que El Salvador y Centro América sean una región de vanguardia en un futuro a corto plazo, una buena acción sería empezar con la aplicación de estos sistemas tan sencillos e incluirlos en los programas de estudio del nivel secundario y universitarios para que conociéndolos sean aplicados a las empresas, los gobiernos y la sociedad ya que se necesitan de buenos ingenieros que aporten soluciones prácticas, económicas, sencillas y rentables que se pueden encontrar en el estudio y la práctica de los conceptos básicos y la aplicación del sentido común que propone el KAIZEN. Las 10 reglas básicas para aplicar KAIZEN son las que se nombran a continuación: 1. Descartar las ideas fijas convencionales de la producción. 2. Pensar cómo hacerlo y no por qué no se puede hacer. 3. No poner excusas. Empezar cuestionando las prácticas actuales. 4. No buscar la perfección; ¡hacerlo!, incluso si sólo se alcanza el 50% de lo esperado. 5. Corregir los errores de inmediato. 6. No invertir en KAIZEN. 7. Hacer frente a las dificultades, así se demuestra la sabiduría de cada uno. 8. Preguntarse 5 veces, o las que sean necesarias, ¿por qué?, y buscar las raíces de las causas. 9. Buscar el conocimiento de 10 personas más que la sabiduría de una sola. 10. Comprender que las ideas KAIZEN son infinitas. 42 Implantación Tomar como punto de partida la satisfacción total del cliente, entendiendo como cliente no sólo el destinatario final del producto sino también el trabajador que se encuentra en el siguiente puesto en la cadena productiva. Asegurarnos que todo el mundo en la empresa está involucrado, desde la alta dirección hasta trabajadores. LA FILOSOFÍA JUST IN TIME (JIT) Ó JUSTO A TIEMPO La metodología Just in Time (JIT) o Justo a Tiempo es una filosofía industrial que puede resumirse en: Fabricar los productos estrictamente necesarios, en el momento preciso y en las cantidades debidas. Todas las mejoras que incluye el sistema JAT se pueden englobar en la Teoría de los 5 ceros: Cero tiempo al mercado Esto implica que los productos terminados que salen de la línea de producción, no deben almacenarse, por lo contrario deben cargarse directamente al transporte que los llevara al cliente. Cero defectos en los productos Se debe buscar la reducción de todos los factores que causan defectos en los productos, por medio de la correcta aplicación de los controles de calidad y apropiadas acciones correctivas que garanticen que los problemas encontrados no se repitan. Cero pérdidas de tiempo 43 Los materiales y piezas que forman el producto terminado deben tener un flujo continuo, evitando que se acumulen y pasen largos periodos de tiempo en espera de la siguiente operación. Cero papel de trabajo Debe reducirse al mínimo el papeleo que se genera por el proceso de producción, este factor es causante de mayores retrasos. Cero stock Esto se refiere no solo a producto terminado, sino también a materia prima, esto puede lograrse reduciendo el numero de proveedores, construyendo una relación fuerte basada en confianza y lealtad, y no únicamente en precio. El despilfarro El despilfarro o muda es: "todo lo que no sea la cantidad mínima de equipo, materiales, piezas, espacio y tiempo de trabajador, que resulten absolutamente esenciales para añadir valor al producto". Los 7 tipos de despilfarros más importantes son: 1. Por sobreproducción: Es uno de los peores porque conlleva un incremento de productos terminados. Las consecuencias son: consumo de más materias primas, pago de salarios por trabajos innecesarios, creación de stocks. 2. Por tiempos muertos o de espera: Fácilmente identificables. Lo que hay que hacer, es no ocultarlos, para que puedan tomarse las medidas de corrección necesarias. 3. Por transportes : Son muy comunes. Hay que mejorar el orden y la organización del lugar de trabajo, el diseño de los flujos de materiales, la coordinación de procesos y los métodos de transporte. 4. Por procesos inadecuados: Los aparatos no están correctamente mantenidos o preparados. Las consecuencias pueden ser muy graves, 44 fabricando incluso productos defectuosos. Para conseguir eliminarlo se añadirán o modificarán determinados aparatos para facilitar el funcionamiento de una máquina. 5. Por stocks: El exceso de stocks, además de producir el incremento del costo de un producto, demanda personal adicional para manipulación y control de stocks, un mayor pago de más intereses al banco, más espacio en almacén, etc... Es el derroche más dañino, pues disimula los problemas y causas de los otros despilfarros, impidiendo que se detecten y por consiguiente que se eliminen 6. Por movimientos improductivos: Mover no equivale a trabajar, puesto que no necesariamente añadimos valor al producto. Como ejemplos sirvan los siguientes: buscar herramientas; recoger o colocar las piezas o herramientas donde se guardan cuando el lugar de trabajo está muy alejado; caminar para ir de una a otra máquina, sobre todo cuando éstas están muy alejadas entre si, etc.., 7. Por productos defectuosos: Tiene lugar cuando en un determinado puesto de trabajo, se producen defectos que encarecen el producto por pérdida de tiempo de los operarios siguientes, ajuste de los programas de producción para acomodarse a estos cambios, etc. La situación es mucho peor cuando el producto defectuoso llega al mercado. Para eliminarlo se ha de crear sistemas que descubran dichos defectos. . C. CLASIFICACION DE LAS PRENDAS DE VESTIR Las prendas de vestir dentro del sector de la confección se clasifican de la siguiente forma: Clasificación de prendas de vestir por el tipo de tejido de la tela o Tejido de punto(knit) o Tejido plano no de punto (Woven) Tejido de Punto es un tejido circular que va tricotado en base a gazadas llamadas “LOOPS”, y estira en cualquier dirección. 45 Tejido Plano no de Punto, para este tejido, los hilos van entrelazados en un ángulo de 90 grados, llamado urdimbre a lo largo y trama a lo ancho. Este tejido solo estira en diagonal. Clasificación de prendas de vestir por el tipo de construcción de la tela o Algodón o Sintética o Artificial En la nomenclatura la expresión “FIBRAS SINTETICAS O ARTIFICIALES” se refiere a las fibras discontinuas y a los filamentos de polímeros orgánicos obtenidos industrialmente Fibras Sintéticas, son aquellas obtenidas por polimerización de monómeros orgánicos, tales como poliamidas, poliéster, poliuretanos o derivados polivinílicos. Fibras Artificiales, son las que se obtienen por transformación química de polímeros orgánicos naturales (por ejemplo: celulosa, caseína, proteína o algas), tales como reyón, acetato de celulosa, cupra o alginado. Clasificación de prenda de vestir por Usuario o Bebes o Niños o Niñas o Mujeres o Hombres El termino “prendas para Bebes”, se refiere a los artículos para niños de corta edad, de estatura no superior a 86 centímetros; comprende también los pañales. Todas las prendas de vestir que por delante se cierren de izquierda a derecha, se consideraran como prendas para hombres o niños, y las que por delante se cierren de derecha a izquierda, se consideraran como prendas para mujeres o niñas. Estas disposiciones no se aplicaran cuando el corte de la prenda manifiestamente indique que ha sido diseñada para uno u otro de ambos sexos. 46 Clasificación de prendas de vestir por categoría Una categoría Textil es un código numérico, utilizado por la aduana de los Estados Unidos, con el objeto de identificar el contenido o la combinación de la fibra textil; este fue aplicable a hilados, tejidos y prendas de vestir D. DEFINICION DE TERMINOS Aseguramiento de la calidad (AC) Es el conjunto de acciones planificadas y sistemáticas que son necesarias para proporcionar la confianza adecuada al cliente de que un producto o servicio satisfará los requisitos dados sobre la calidad. El AC implica: - Diseño de producto de forma que satisfaga las exigencias del cliente. - Incrementar el control en la fase de producción con documentación y procedimientos para asegurar que en cada una de las etapas de fabricación se ha operado correctamente. - Controlar la calidad del proceso además de la calidad del producto. Se utilizan los controles estadísticos. - Introducir el concepto de prevenir. Con el AC los defectos se detectan rápidamente, al principio, donde se generan y donde es más fácil y más barato eliminarlos. Se puede por tanto decir que el AC se resume con el siguiente principio: La calidad se fabrica, no se controla. Control de calidad total (CCT) Del AC se evoluciona en los años 80 hacia el CCT. El CCT consiste en el desarrollo, diseño, producción, comercialización y prestación del servicio de productos y servicios con una eficacia del coste y una utilidad óptimas y que los clientes comprarán con satisfacción. 47 El CCT supone: - Que todas las funciones de la empresa están implicadas en la obtención de la calidad de los productos y servicios. La calidad se obtiene no sólo por el control de la fase de producción, sino que intervienen todos los departamentos de la empresa. - Que todos los empleados son agentes directos en la obtención de la calidad sin importar el nivel jerárquico (alta dirección, directores de fábrica, de departamento, de sección, supervisores, encargados y obreros). Cada uno debe concebir sus defectos de forma que se puedan medir. Es decir: La calidad es cosa de todos. - Que debe incluirse en la política de la calidad todas las necesidades del cliente (externo). Extensión al seno de toda la empresa de la relación cliente (interno) proveedor, con la ausencia total de defectos. - Que cada función está implicada durante todo el ciclo de duración del producto: desde la fase de estudio de mercado hasta el servicio post-venta pasando por el diseño de producto, diseño de procesos, fabricación, compras, distribución y ventas. - Que se crean sistemas que faciliten la cooperación / comunicación entre departamentos: Círculos de calidad, Grupos de resolución de problemas y se preparan y ponen en práctica fielmente las normas internas. - Que cada función se organiza para mejorar continuamente la calidad. Esto sólo puede alcanzarse por medio del uso masivo de diversas técnicas como los métodos estadísticos y técnicos, las normas y reglamentos, los métodos computarizados, el control automático, el control de instalaciones, el control de los sistemas de medida, la investigación operativa y la investigación de mercado. De esta manera, los métodos modernos de AC, actualmente llamados CCT (o en inglés TQC: Total Quality Control), se han desarrollado durante las últimas siete décadas. En el pasado, el CC hacía hincapié en la identificación y control de defectos a través de la inspección. La corriente actual es prevenir los defectos 48 más que la inspección de productos y la detección de errores. La filosofía es "elaborar productos con calidad en la fuente de producción y servicio". NORMALIZACION Y CERTIFICACION Desde 1993 existe un Mercado Único, sin fronteras interiores. Se trata de la libre circulación, en todos esos países, de personas, mercancías, servicios y capitales. Es evidentemente, un mercado abierto, en que la calidad prima sobre cualquier otro factor. Normalización La normalización es la actividad que aporta soluciones para aplicaciones repetitivas que se desarrollan fundamentalmente en el ámbito de la ciencia, la tecnología y la economía, con el fin de conseguir una ordenación óptima en un determinado contexto. Definiendo la normalización de forma menos técnica podemos decir que es "la actividad que más ayuda a obtener una mayor calidad de vida". La Normalización puede tener como fin la creación de especificaciones técnicas desarrolladas por la propia industria, normas nacionales que constituyen el cuerpo normativo de un país o incluso las especificaciones técnicas desarrolladas por la propia Administración. Las finalidades generales de la normalización pueden resumirse en: Simplificación: Por medio de la normalización se intenta controlar, unificar y simplificar productos y procesos. Comunicación: Las normas que se definen deben tener en cuenta los intereses de todas las partes involucradas en la producción y consumo de un bien o servicio, para ello es necesario el intercambio de ideas y la participación activa de todas ellas. Economía en la producción: A través de la racionalización y optimización de los procesos productivos se pretende compatibilizar los aspectos técnicos de las normas y consecución de ventajas económicas para el producto y el consumidor. 49 Seguridad, salud, y protección de la vida: Casi todas las normas que afectan a la seguridad, a la salud y a la protección del medio ambiente adquieren carácter de obligatorias en la legislación de muchos países. Protección de los intereses de los consumidores: En la medida en que los consumidores tomen conciencia de que un bien normalizado guarda relación con su calidad se cumplirá este objetivo. Eliminación de barreras comerciales: La existencia, conocimiento y aplicación de normas facilita el comercio en tanto en cuanto los productos se ajusten a normas nacionales o internacionales de aceptación general. Certificación La certificación es la actividad que consiste en atestiguar que un producto o servicio se ajustan a determinadas normas, con la expedición de un acta o una marca de conformidad, en la que se da fe documental del cumplimiento de todos los requisitos exigidos en dichas normas. Las razones principales por las que las empresas deciden certificarse son: Por exigencia de sus clientes Como herramientas de competitividad Para obligarse a tener un sistema de Calidad Los organismos habilitados para certificar el cumplimiento de una norma (en particular las ISO 9000), son los organismos de certificación. El sistema de certificación debe ser objetivo, fiable, aceptado por todas las partes interesadas, eficaz, operativo y estar administrado en una manera imparcial y honesto. HERRAMIENTAS DE CONTROL DE CALIDAD: Son las herramientas utilizadas para la aplicación del control de calidad y las constituyen las hojas de verificación, los histogramas, diagramas y gráficos. LOTE IDENTIFICABLE: La gerencia determinara el lote de producción que se debe auditar. El lote a auditar se convierte en “Lote Identificable”. Un lote identificable debe cumplir dos condiciones: 50 - El lote debe estar compuesto de los mismos artículos. - Se debe saber específicamente de que artículos consiste el lote de forma que puedan ser localizados después de haber hecho la auditoria por muestreo. Si la auditoria por muestreo pasa, el lote identificable puede ser aceptado para embarque. Si la auditoria por muestreo falla, se le debe aplicar una acción correctiva al lote identificable completo. TAMAÑO DE LOTE: El tamaño del lote es el total de unidades (no docenas) del lote identificable. NIVEL ACEPTABLE DE CALIDAD. El nivel aceptable de calidad ( ACEPTABLE QUALITY LEVEL (AQL)) es el porcentaje máximo de unidades defectuosas que se han establecido para el producto que se esta inspeccionando. SELECCIÓN DE LA MUESTA El primer paso de la auditoria final es determinar el numero de unidades de la muestra que debe inspeccionar y seleccionar la muestra. Las prendas de la muestra deben ser seleccionadas de una forma representativa del lote identificable. Se debe saber que prendas componen el lote identificable pues si la muestra contiene mas unidades defectuosas de las aceptables, el lote completo debe ser inspeccionado. GRAFICOS DE CONTROL DE CALIDAD Histogramas: Son gráficos de barras verticales en los que se despliega información numérica acerca de la distribución de frecuencias de datos continuos; ilustran variación en los procesos. Son un tipo de grafica que permiten distinguir el patrón de distribución de las variaciones, ésta información le permite a la persona que va a resolver el problema contar con una estructura de referencia. Las categorías del histograma se organizan en orden numérico. Si la mayoría de barras en el grafico 51 están en el centro del grafico, significa que hay una variación muy pequeña del proceso. Diagramas de Paretto Es un diagrama de barras verticales que ayuda a identificar los problemas en la calidad y la satisfacción de los clientes por la frecuencia de la ocurrencia. Con el diagrama de Paretto se puede ver claramente como algunos errores aparentemente insignificantes pueden causar problemas importantes. Estos diagramas son útiles para obtener la colaboración de los involucrados porque un simple vistazo permite percibir en que consiste el problema principal, las dos o tres barras mas altas son las que corresponden a la mayor cantidad de problemas. Diagramas de Causa y Efecto El objetivo de este diagrama es identificar la posible causa del problema. Este diagrama cuenta con una línea horizontal primaria, cuyo extremo derecho termina en un cuadro en el que se anota el efecto o síntoma del problema. Las categorías principales de las posibles causas aparecen como ramificaciones en líneas diagonales inclinadas hacia la izquierda, tanto por encima como por debajo de la línea horizontal, las ramificaciones más comunes son: factor humano, método de trabajo, materiales, y las maquinas. Gráficos de Control: Estos gráficos cuentan con líneas paralelas que indican los limites aceptables de variación de un proceso, y se grafican los datos obtenidos de la medición de un proceso, dependiendo de su posición respecto a las líneas de limite se determina si el punto en el grafico es normal o anormal, y así efectuar los cambios necesarios en el proceso del que se han tomado los datos para corregir el error. Un sistema de calidad viene definido internacionalmente en la norma ISO 8402 como "la estructura organizativa, las responsabilidades, los procedimientos, los procesos y los recursos necesarios para desarrollar la gestión de calidad". 52 A continuación se presentan unas definiciones importantes propuestas por las normas: Política de calidad: Directrices y objetivos generales de una empresa relativos a la calidad, expresados formalmente por la dirección general. Gestión de la calidad: Aspecto de la función general de la gestión que determina y aplica la política de calidad. Dirección de calidad: Todas las actividades de la función de dirección global que determinan la política de calidad, los objetivos y responsabilidades y su ejecución por medio de la planificación, control, seguridad y mejora de la calidad dentro del sistema de calidad. Control de calidad: Las técnicas y actividades de operación que se usan para cumplir los requisitos de calidad.