- Ninguna Categoria
desarrollo de almidones pregelatinizados funcionalizados y
Anuncio
UNIVERSIDAD SIMÓN BOLÍVAR Coordinación de Química DESARROLLO DE ALMIDONES PREGELATINIZADOS FUNCIONALIZADOS Y EVALUACIÓN DE LAS PROPIEDADES REOLÓGICAS PARA SU APLICACIÓN EN LA INDUSTRIA PETROLERA. Por: Sebastián Carlos Mollega Mainsard Realizado con la Asesoría de: Prof. Alejandro Müller PROYECTO DE GRADO Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Licenciado en Química. Sartenejas, Septiembre de 2007. UNIVERSIDAD SIMÓN BOLÍVAR Coordinación de Licenciatura en Química Desarrollo de almidones pregelatinizados funcionarizados y evaluación de las propiedades reológicas para su aplicación en la industria petrolera. PROYECTO DE GRADO presentado por Sebastián Carlos Mollega Mainsard REALIZADO CON LA ASESORÍA DE: Prof. José Luis Feijoo y Prof. Alejandro Müller. RESUMEN En el presente trabajo fue llevada a cabo la modificación química del almidón mediante una reacción de carboximetilación utilizando hidróxido de sodio como agente activante y ácido monocloroacético como agente modificante. Como material de partida fue utilizado el almidón de yuca nativo y pregelatinizado, obtenido este último mediante tratamiento térmico del almidón nativo en medio acuoso. Agua y alcohol isopropílico fueron los solventes utilizados para llevar a cabo la funcionalización. El CMA fue caracterizado mediante FTIR observando la aparición de nuevas bandas asociadas al grupo carbonilo (en forma de carboxilato) en longitudes de onda de 1600cm-1, 1410cm-1 y 1320 cm-1. La determinación del grado se sustitución fue realizada mediante retrotilulación de los grupos ácidos del CMA. En medio acuoso fue llevada a cabo la optimización de las condiciones de reacción de manera sistemática considerando cinco variables de reacción: tiempo de activación, temperatura de activación, tiempo de reacción, porcentaje de almidón en agua y relación molar entre reactivos (Hidróxido de sodio: ácido monocloroacétco: Unidad anhidroglucosa); encontrándose que las condiciones más favorables en las que se lograron obtener productos con mejores propiedades reológicas fueron: tiempo de activación de 2 horas, temperatura de reacción de 50ºC, tiempo de reacción de 3 horas, concentración de almidón en agua del 5% y relación entre reactivos de 2:1:1. Los resultados obtenidos mostraron al alcohol isopropílico como el solvente en el cual se lograron obtener los productos con mayores grados de sustitución aunque con las menores propiedades reológicas. El agua por su parte resultó ser el solvente en el cual se lograron obtener los productos con menores grados de sustitución aunque con las mejores propiedades reológicas. El mayor grado de sustitución alcanzado en alcohol isopropílico fue de 0,659 mientras que en medio acuoso fue de 0,147. En cuanto al tipo de almidón utilizado, se observó que bajo las mismas condiciones de reacción en medio alcohólico, se obtienen productos con mayores grados de sustitución al utilizar el almidón pregelatinizado frente al nativo. PALABRAS CLAVES: carboximetil almidón, pregelatinización, reología por corte simple, propiedades reologicas. Sartenejas, Septiembre 2007 DEDICATORIA “Pedimos valor… y Dios nos dio obstáculos para superar” A Dios por permitirme cada día ver un nuevo amanecer. A mis padres en especial les dedico este libro, no tengo palabras para agradecer su apoyo y consejos en todo momento a lo largo de esta difícil travesía. Yvette y Carlos…Gracias. A mi hermanita, Isabel gracias por todo…sin palabras. A mis padres, a mi hermana y a mí. AGRADECIMIENTOS A la universidad Simón Bolívar, por brindarme la oportunidad de alcanzar mí meta. A Mis padres y hermana por el apoyo incondicional en los momentos difíciles a lo largo de toda la carrera. Gracias a Jacky Vergara, me ayudaste mucho a terminar esta tesis, gracias por tu apoyo en innumerables oportunidades. A Manuel Fermín, alias Bolita, por ayudarme en la caracterización de los productos. A Raúl Flores por mostrarme el inicio del camino a la meta final. A todos los investigadores y tesistas que realizaron trabajos previos. A mis amigos, por su apoyo y amistad. A los profesores que me brindaron sus conocimientos y apoyo para el logro de esta meta profesional. A Dios, la Virgen María, Jesús, el ángel de la guarda y El SECRETO por haberme dado las fuerzas necesarias, la constancia, la sabiduría, la perseverancia para seguir y no desvanecer en el intento. Por que de alguna u otra forma me dieron aliento para seguir. Simplemente Gracias a todos lo que hicieron esto posible y en especial gracias a mí por perseverar y alcanzar mí meta… ÍNDICE GENERAL Pág. Resumen i Dedicatoria ii Agradecimientos iii Índice General iv Índice de Espectros vii Índice de Tablas y Figuras ix Lista de Símbolos y Abreviaturas xii Capítulo 1. Introducción 1 Capítulo 2. Objetivos 6 2.1. Objetivo General 6 2.2. Objetivos Específicos 6 Capítulo 3. Fundamentos Teóricos 7 3.1. Generalidades sobre almidones 7 3.1.1. Composición del almidón. 7 3.1.1.1. Amilosa 7 3.1.1.2. Amilopéctina. 8 3.1.1.3. Menores constituyentes del gránulo de almidón 10 3.1.2. Estructura del gránulo de almidón. 3.2 Modificación del almidón 10 11 3.2.1. Modificación física de almidones. Gelatinización 12 3.2.2. Modificación química de almidones. Reacción de Carboximetilación. 13 3.3. Uso del CMA en fluidos de perforación. 17 3.4 Generalidades sobre fluidos de perforación. 18 3.5. Reología 21 Capítulo 4. Sección Experimental 27 4.1. Materiales utilizados 27 4.2. Especificaciones de los equipos utilizados 28 4.3. Caracterización de los almidones nativos utilizados como material de 28 partida 4.3.1. Espectroscopía Infraroja 28 con Transformada de Fourier 29 (FTIR) 4.3.2. Espectroscopía UV-Visible 29 4.4. Gelatinización del almidón de yuca nativo en medio acuoso. 30 4.5. Esquema general de reacciones llevadas a cabo. 31 4.6. Funcionalización y optimización de las condiciones de 33 carboximetilación del almidón en media acuoso. 4.6.1. Optimización de las variable: tiempo y temperatura de 35 activación 4.6.2. Optimización de la variable: tiempo de reacción 36 4.6.3. Optimización de la variable: almidón/solvente (% p/v). 37 4.6.4. Optimización de la variable: reacción molar entre reactivos. 38 4.7. Funcionalización de los almidones utilizando la metodología de 40 carboximetilación por pasos sucesivos 4.7.1 Carboximetilación por pasos sucesivos en medio acuoso. 40 4.7.2. Carboximetilación por pasos sucesivos en medio 41 sucesivos en medio 42 medio 43 alcohólico. 4.7.2.1 Carboximetilación por pasos alcohólico mediante la metodología de Flores [8]. 4.7.2.2 Carboximetilación por pasos sucesivos en alcoholico mediante la metodología de Jie y colaboradores [3]. 4.8 Caracterización del carboximetil almidón obtenido 44 4.8.1. Espectroscopía Infraroja con Transformada de Fourier (FTIR) 44 4.9. Determinación del Grado de Sustitución obtenido del CMA obtenido 45 por titulación de los grupos ácidos. 4.10. Evaluación de las propiedades reológicas por corte simple. Capítulo 5. Resultados y discusión 5.1. Caracterización de los almidones nativos utilizados como material material de partida ( 5.1.1. Espectroscopia Infrarroja con Transformada de Fourier (F (FTIR). 5.1.2 Espectroscopia UV/Visible 5.2. Funcionalización y optimización de las condiciones de 46 50 50 50 51 52 d carboximetilación del almidón en medio acuoso. 5.2.1. Optimización de las variables: tiempo y temperatura de a a 54 activación. 5.2.4. 5.2.2. Optimización de la variable: tiempo de reacción. 60 5.2.3. Optimización de la variable: Almidón/H2O (%p/v). 62 5.2.4 Optimización de la variable: relación molar de reactivos 68 (NaOH: AMCA :UAG). 5.3. Funcionalización de los almidones utilizando la metodología de de 73 de carboximetilación por pasos sucesivos. 5.3.1. Carboximetilación por pasos sucesivos en medio acuoso 5.3.2. Carboximetilación por pasos sucesivos en medio a 73 a 78 alcohólico. 5.3.2.1. Carboximetilación por pasos sucesivos en m e medio alcohólico mediante la metodología de F l Flores [8]. 5.3.2.2. Carboximetilación por pasos sucesivos en medio medio alcohólico mediante la metodología de Jie y c ol ab colaboradores [3] 78 81 Capítulo 6. Conclusiones y Recomendaciones 89 Capítulo 7. Referencias Bibliográficas 91 Apéndice A. Espectros de FTIR 94 Apéndice B. Curvas reológicas 98 Apéndice C. Cálculo de GS 103 ÍNDICE DE ESPECTROS Pág. Figura 44. Espectro FTIR en KBr para almidón de yuca nativo Figura 45. Espectro FTIR en KBr para almidón de yuca gelatinizado. Figura 46. Espectro FTIR en KBr para Carboximetil almidón de CP-PGT-2-F. Figura 47. Espectro FTIR en KBr para Carboximetil almidón de CP-PGT-2-J. Figura 48. Espectro FTIR en KBr para Carboximetil almidón de CP-NT-2-J. 95 95 96 96 97 ÍNDICE DE TABLAS Y FIGURAS Índice de tablas Pág. Tabla 1. Variables y nomenclatura utilizada para la optimización del tiempo y temperatura de activación en medio acuoso. Tabla 2. Experimentos 35 36 Tabla 3. Cantidad de reactivos utilizada en la optimización del tiempo y temperatura de activación en medio acuoso 36 Tabla 4. Variables y nomenclatura utilizada para la optimización del tiempo y temperatura de activación en medio acuoso. 37 Tabla 5. Cantidad de reactivos utilizada en la optimización del tiempo y temperatura de activación en medio acuoso 37 Tabla 6. Variables y nomenclatura utilizada para la optimización de la relación almidón/solvente (% p/v) en medio acuoso. 38 Tabla 7. Cantidad de reactivos utilizada en la optimización del % almidón/solvente en el medio de reacción del almidón de yuca nativo en medio acuoso 38 Tabla 8. Variables y nomenclatura utilizada para la optimización de la relación almidón/solvente (% p/v) en medio acuoso. 39 Tabla 9. Cantidad de reactivos utilizada en la optimización de la relación entre reactivos en medio acuosa. 39 Tabla 10. Cantidad de reactivos utilizada en la carboximetilación del almidón de yuca nativo por pasos sucesivos en medio acuoso utilizando las condiciones óptimas de reacción. Tabla 11. 41 Cantidad de reactivos utilizada en la carboximetilación por pasos sucesivos en medio alcohólico utilizando la metodología de Flores. 42 Tabla 12. 44 Cantidad de reactivos utilizada en la carboximetilación por pasos sucesivos en medio alcohólico utilizando la metodología de Jie. Tabla 13. Productos y concentraciones usadas en el estudio reológico Tabla 14. Asignación de bandas a los almidones de partida. Tabla 15. Porcentaje de amilosa del almidón de yuca nativo. Tabla 16. Asignación de las bandas a los almidones modificados. 48 50 52 53 Tabla 17. Valores de grado de sustitución obtenidos en la optimización de las variables tiempo y temperatura de activación. 54 Tabla 18. Valores de grado de sustitución obtenidos en la optimización de la variable tiempo de reacción. 60 Tabla 19. Valores de grado de sustitución obtenidos en la optimización de la variable Almidón/H2O (%p/v) 65 Tabla 20. Valores de grado de sustitución obtenidos en la optimización de la variable Relación molar entre reactivos. 69 Tabla 21. Valores de grado de sustitución de las reacciones por pasos sucesivos en medio acuoso. 73 Tabla 22. Valores de grado de sustitución obtenidos en la reacción por pasos sucesivos en medio alcohólico mediante la metodología de flores. 78 Tabla 23. Valores de grado de sustitución obtenidos en la reacción por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradosres. 81 Índice de Figuras Pág. Figura 1.Unidad monomérica del almidón. 2 Figura 2. Segmento lineal de la cadena de amilosa. 8 Figura 3. Segmento lineal de la cadena de amilopectina. 9 Figura 4. Modelo de la estructura de amilopectina en los gránulos de almidón. 10 Figura 5. Representación esquemática de la estructura granular del almidón: (a) un gránulos con capas amorfas y cristalinas, (b) vista expandida de la capa semicristalina de un anillo creciente, (c) estructura de la amilopectina dentro de la 11 capa semicristalina. Figura 6. Diagrama idealizado de expansión y gelatinización del gránulo de almidón en presencia de agua. Figura 7. Reacción de carboximetilación para un polisacárido. Figura 8. Solubilidad del polímero. Figura 9. Componentes de una línea de perforación. Figura 10. Comportamiento pseudoplástico típico. 13 15 18 19 25 Figura 11. Esquema de almidones y solventes utilizados en la funcionalización del almidón de yuca mediante carboximetilación. 33 Figura 12. Esquema del diseño sistemático de las variables de reacción utilizadas para la optimización de las condiciones de reacción en medio acuoso. 34 Figura 13. Espectro de FTIR del almidón de yuca nativo (espectro 1 apéndice). 51 Figura 14. Espectro de FTIR de los productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuoso. 56 Figura 15. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso. 57 Figura 16. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso.(T=25ºC, 3% p/p, 0,1 M NaCl) 58 Figura 17. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso.(T=25ºC, 3% p/p, 0,1 M NaCl) 59 Figura 18. Espectro de FTIR de los productos obtenidos en la optimización de la variable tiempo de reacción. 61 Figura 19. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variables tiempo de reacción. 62 Figura 20. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la variable tiempo de reacción en medio acuoso. (T=25ºC, 3% p/p, 0,1 M NaCl) 63 Figura 21. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de la variable tiempo de reacción. (T=25ºC, 3% p/p, 0,1 M NaCl) 64 Figura 22. Espectro de FTIR de los productos obtenidos en la optimización de la variable Almidón/H2O (%p/v). 65 Figura 23. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuoso 66 Figura 24. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la variable relación Almidón/H2O (%p/v) (T=25ºC, 3% p/p, 0,1 M NaCl). Figura 25. Comparación de viscosidades a bajas tasas de corte para los productos 67 68 obtenidos en la optimización de la relación almidón/H2O. (T=25ºC, 3% p/p, 0,1 M NaCl). Figura 26. Espectro de FTIR de los productos obtenidos en la optimización de la variable relación molar entre reactivos. 70 Figura 27. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variable relación molar entre reactivos. 70 Figura 28. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la relación molar entre reactivos (T=25ºC, 3% p/p, 0,1 M NaCl). 71 Figura 29. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de la variable relación molar entre reactivos. (T=25ºC, 3% p/p, 0,1 M NaCl) 72 Figura 30. Espectro de FTIR de los productos obtenidos en la reacción por pasos sucesivos en medio acuoso. 74 Figura 31. Espectro de FTIR desconvolucionado de los productos obtenidos en la reacción por pasos sucesivos en medio acuoso. 75 Figura 32. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la reacción por pasos sucesivos en medio acuoso.(T=25ºC, 3% p/p, 0,1 M NaCl) 75 Figura 33. Comparación de viscosidades a bajas tasas de corte para CP-NT-1-H2O sometido a tratamiento térmico. (T=25ºC, 3% p/p, 0,1 M NaCl). 76 Figura 34. Comparación de viscosidades a bajas tasas de corte. Producto mas sustituido en medio acuoso CP-NT-1-H2O vs los almidones de partida. (T=25ºC, 3% p/p, 0,1 M NaCl) 77 Figura 35. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medio alcohólico mediante la metodología de Flores. 79 Figura 36. Viscosidad vs tasa de corte de los productos obtenidos en medio alcohólico por pasos sucesivos mediante la metodología de Flores. (T=25ºC, 3% p/p, 0,1 M NaCl) 80 Figura 37. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores utilizando almidón pregelatinizado. 82 Figura 38. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores utilizando almidón nativo. 83 Figura 39. Viscosidad vs tasa de corte de los productos obtenidos en reacción por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradores [3].(T=25ºC, 3% p/p, 0,1 M NaCl) 84 Figura 40. Viscosidad vs tasa de corte de los productos obtenidos en reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores. (T=25ºC, 3% p/p, 0,1 M NaCl) 85 Figura 41. Grado de sustitución vs Pasos de Modificación para los productos de las reacciones por pasos múltiples 86 Figura 42. Comparación de las viscosidades a bajas tasas de corte para los CMA obtenidos a través de reacciones multipasos. (T=25ºC, 3% p/p, 0,1 M NaCl) 87 Figura 43. Variación de la viscosidad en función de la concentración para los productos del tercer paso de reacción por la metodología de pasos múltiples 88 Figura 49. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-3-J (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl). 99 Figura 50. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-3-H2O (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl). 99 Figura 51. Viscosidad vs tasa de corte del carboximetil almidón CP-PGT-3-J (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl). 100 Figura 52. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-F (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl). 100 Figura 53. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-J, paso 1, 2 y 3 (T=25ºC, 2% p/p, 0,1 M NaCl). 101 Figura 54. Viscosidad vs tasa de corte del carboximetil almidón CP-PGT-J, paso 1, 2 y 3 (T=25ºC, 2% p/p, 0,1 M NaCl). 101 Figura 55. Escala de turbidez. 102 LISTA DE SÍMBOLOS Y ABREVIATURAS °C: grado centígrado. η: viscosidad de corte. γ: velocidad de corte. τ: esfuerzo de corte. AIP: Alcohol Isopropílico. AMCA: Ácido Monocloroacético. CMA: carboximetil almidón. FTIR: Espectroscopía de Infrarrojo con Transformada de Fourier. g: gramo. GS: grado de sustitución. h: hora. HPLC: Cromatografía Líquida de Alta Resolución. 1H-RMN: Resonancia Magnética Nuclear de Protones. ml: mililitro. min: minuto. mmol: milimol. mol: mol. T: temperatura. t: tiempo. PM: peso molecular. Tc : temperatura de cristalización. Rg: radio de giro. CM: carboximetil. G: módulo de corte. σ : fuerza de corte superficial Capítulo 1 INTRODUCCIÓN La yuca (Manihot esculenta Crantz) representa un tubérculo de gran importancia en los trópicos y más de medio billón de la población del mundo depende de ella [1]. América latina produce un aproximado del 21 % de la producción anual de yuca [2]. Por lo tanto hay un gran interés por proveer más información acerca del comportamiento de este almidón y comparar sus propiedades con las de otros almidones (papa, maíz, arroz). El área de plantación y productividad de la yuca es abundante en todas partes del mundo siendo los organismos de almacenamiento subterráneo ricos en almidón [3]. Los defectos del almidón nativo como la falta de la propiedad de libre fluencia, la insolubilidad en agua fría, la viscosidad incontrolada luego de su cocción, la sensibilidad de los almidones cocidos al cisallamiento y su bajo pH, limitan sus usos posteriores, por ejemplo en la industria textil, papelera y farmacéutica [3]. Aunque la modificación química de los mismos puede superar estas desventajas. El carboximetil almidón (CMA, como es usualmente llamado) resulta un almidón modificado de gran importancia con propiedades únicas debido a la presencia del grupo funcional cargado negativamente (CH2COO-). La introducción de los grupos carboximetil interrumpe la estructura ordenada del almidón nativo e interviene con la reasociación del almidón gelatinizado. Esta modificación proporciona almidones con menores temperaturas de gelatinización, de mayor solubilidad y mayor estabilidad de almacenamiento. Dependiendo del grado de sustitución (GS), pueden producirse almidones solubles en agua [4]. En los almidones eterificados (como el CMA) parte de los grupos hidrófilos son sustituidos por grupos funcionales éter [5]. El grado de modificación química puede ser expresado como el grado de sustitución (GS), por ejemplo el número promedio de sustituyentes por unidad de anhidro glucosa (UAG), ver figura 1. Estos productos han sido conocido por mucho tiempo habiendo sido sintetizados por primera vez en 1924 mediante la reacción del almidón en solución alcalina (40 % de NaOH acuoso) con monocloroacetato de sodio [6]. Aunque no fue sino hasta 1942 que la primera patente fue publicada [7]. Figura 1.Unidad monomérica del almidón. La estimación del GS ha sido realizada bajo varios métodos a lo largo de los años, pudiendo mencionarse entre los clásicos la titulación de los grupos carboxilos con ácido perclórico, titulación con floculación directa o precipitación del polímero con sales de cobre y titulación por retroceso del exceso de iones cobre. En los últimos años se han utilizado nuevas técnicas que además de medir el grado de la modificación intentan estudiar el patrón de la misma, como pueden ser la cromatografía líquida de alta resolución (HPLC por sus siglas en inglés) o la Resonancia Magnética Nuclear de protones (1H-RMN), las cuales requieren la ruptura de las cadenas poliméricas antes de ser aplicadas [8]. Las propiedades del CMA se encuentran principalmente determinadas por el grado de sustitución (GS) [9]. Los factores que influyen en el GS del CMA han resultado de interés por lo que han sido ampliamente investigados. El origen del almidón y los parámetros de reacción, incluyendo concentración de reactivos, temperatura de reacción, tiempo de reacción, tipo de solvente orgánico, y contenido de agua en el medio de reacción, han sido reportados como los factores determinantes en el GS del CMA [10, 11, 12]. Por tal motivo estudios reportados en la literatura en base a estos parámetros han sido llevados a cabo con la finalidad de optimizar las condiciones de reacción para incrementar el rendimiento, GS y la eficiencia de la reacción [6]. La carboximetilación del almidón puede ser llevada a cabo utilizando agua como medio de reacción; pero este procedimiento se ve limitado por la obtención de CMA con bajos grados de sustitución (GS), menores a 0.07 [13]. A mayores GS, el producto comienza a gelatinizar volviéndose pegajoso lo cual causa aglomeración. Otro método consiste en un procedimiento de solventes en el cual la carboximetilación del almidón es llevada a cabo en un líquido orgánico. Las ventajas de este procedimiento son que CMA con GS realmente altos pueden ser sintetizados y productos colaterales y reactivos remanente pueden ser eliminados mediante lavados fácilmente [10]. En la literatura varios líquidos orgánicos han sido usados. Schrodt [14] probó el alcohol metílico en la carboximetilación del almidón de papa. El alcohol etílico fue usado por Sloan y colaboradores [15] para almidones con alto contenido de amilosa . Mofti y colaboradores [16] también usaron alcohol etílico pero no especificaron el tipo de almidón usado. La acetona fue usada por Čeh [17] para la modificación del almidón de maíz. El efecto del contenido de agua en el medio de reacción orgánico fue estudiado por Bhattacharyya y colaboradores [11], Jingwu y colaboradores [18], Khalil y colaboradores [19] y Suzuk y colaboradores [20]. Otros autores como Hebeish y colaboradores [21], estudiaron el efecto de la concentración de reactivos en un medio de reacción acuoso. Tijsen y colaboradores obtuvieron un grado de sustitución de 2.2 por una triple reacción consecutiva del almidón con monocloroacetato de sodio [10]. El mismo grupo de investigadores describió un proceso ininterrumpido en el que fueron usados dos reactores continuos en serie para producir CMA con grado de sustitución mayores a 1.5 [22]. Heinze y colaboradores describieron la carboximetilación del almidón bajo condiciones homogéneas utilizando DMSO como solvente. Ellos obtuvieron productos altamente sustituidos con GS por encima de 1.68 [9]. Debido a un paso de precipitación adicional esta reacción no resulta económicamente viable. Qui y colaboradores [23] han reportado la síntesis del carboximetil almidón de yuca usando ácido monocloroacético y etanol determinado algunas propiedades de sus producto como la temperatura de gelatinización y la claridad. La gelatinización es el término usado para describir eventos moleculares asociados con el calentamiento de almidón en agua, el cual cambia de una forma semicristalina (la cual no es digerible), a una forma eventualmente amorfa (digerible) [13]. Durante los últimos cincuenta años, el almidón ha sido usado como materia prima para el desarrollo de aditivos poliméricos en el campo de la industria petrolera. Hoy en día numerosos derivados modificados han sido preparados y estudiados para aplicaciones en esta área estando algunos disponibles comercialmente. La estructura y reactividad única del almidón abre la posibilidad para la síntesis de varios derivados basados en esta biomacromolécula, los almidones modificados resultantes han sido usados principalmente como agente de control filtrado, un importante aditivo en lodos de perforación. En años recientes, el desarrollo y síntesis de nuevos tipos de derivados de almidones incluyendo catiónicos y copolímeros entrecruzados anfotéricos se ha vuelto un área activa de búsqueda. Esto es debido en parte a su aplicación como supresores de hidratación de arcilla y aditivos multifuncionales en fluidos de perforación. Existen muchos estudios basados en la preparación y propiedades de almidones eterificados en el campo petrolero, en particular en la preparación de derivados altamente sustituidos [5]. Aunque existe un gran vacío en lo referente a estudios reológicos que relacionen la estructura y modificación de los CMA con los comportamientos que puedan presentar sus soluciones al ser sometidas a procesos de corte [24]. Recientemente en el laboratorio de polímeros de la Universidad Simón Bolívar (Venezuela), fue llevado a cabo un estudio sobre el desarrollo de almidones funcionalizados (maíz, yuca y maizina) mediante carboximetilación por pasos sucesivos para su aplicación en la formulación de lodos de perforación base agua. Los resultados reflejaron que aquellos productos sintetizados en agua a partir de almidón de yuca, presentaron las mejores propiedades reológicas que aquellos obtenidos en medio alcohólico. De acuerdo a estos resultados, Flores [8] sostiene que la preservación de la estructura granular en medio alcohólico juega un papel fundamental en las propiedades reológicas del CMA en solución. Por tal motivo como una de la pautas de este proyecto se decide llevar a cabo la carboximetilación por pasos sucesivos en medio alcohólico utilizando un almidón de yuca que presente una estructura granular destruida (pregelatinizado) con la finalidad de alcanzar altos grados de sustitución junto con propiedades reológicas comparables a los obtenidos en medio acuoso. Al mismo tiempo, serán estudiadas las condiciones óptimas de reacción que permitan obtener productos sintetizados en agua con grados de sustitución mayores a los reportados en la literatura. Todos los productos serán sometidos a su caracterización y evaluación de las propiedades reológicas en corte simple, base principal para estudiar la utilización de estos productos como posibles sustitutos de otros utilizados actualmente en formulaciones de lodos de perforación. La visión general de la tesis es la siguiente: en el Capítulo 2 se presentan el objetivo general y los objetivos específicos del trabajo. El Capítulo 3 presenta los Fundamentos Teóricos necesarios para comprender el alcance del estudio propuesto. Este capítulo revisa lo referente al almidón nativo, componentes, propiedades; así mismo contiene lo relativo a la reacción de carboximetilación de almidones, a la reología y a los lodos de perforación. El Capítulo 4 describe la metodología experimental usada para lograr los objetivos planteados: optimización de las condiciones de reacción en medio acuoso, las variables y niveles, los distintos métodos de modificación, caracterización, determinación del grado de sustitución de los CMA y caracterización reológica de los mismos. El Capítulo 5 presenta los resultados obtenidos acompañados de su análisis y el Capítulo 6 las conclusiones y recomendaciones. En el Capítulo 7 se presentan las referencias bibliográficas consultadas y en los anexos se encuentran los espectros de FTIR de los productos sintetizados, fotografías de los viales evaluados mediante reología, así como también una explicación más detallada de las fórmulas utilizadas en este trabajo. Capítulo 2 OBJETIVOS 2.1. Objetivo General Obtención de carboximetil almidón preferiblemente con valores de GS >1 y evaluación de sus propiedades reológicas. 2.2. Objetivos Específicos • Caracterizar los almidones nativos utilizados como material de partida. • Optimizar las condiciones de reacción en medió acuoso • Funcionalizar los almidones utilizando la metodología de carboximetilación en pasos sucesivos. • Caracterizar el carboximetil almidón (CMA) obtenido, a través de FTIR. • Determinar el Grado de Sustitución (GS) del CMA obtenido por titulación de los grupos ácidos. • Evaluación de las propiedades reológicas de los CMA por corte simple. 50 Capítulo 3 FUNDAMENTOS TEÓRICOS 3.1. Generalidades sobre almidones. 3.1.1. Composición del almidón A simple vista el almidón parece ser un material en polvo y de color blanco siendo comercialmente extraído en forma pura a partir de una gran variedad de fuentes. Maíz es la fuente predominante, pero el trigo, arroz, papa, yuca representan una contribución importante [25]. A través de los años han sido desarrollados instrumentos y métodos que permiten una mejor comprensión de la estructura básica del almidón y los cambios que se llevan a cabo en presencia de agua, calor u otros ingredientes de alimentos [26]. Aunque los mayores componentes de todos los tipos de almidón son los polímeros amilosa y la amilopectina, existe una gran diversidad en la estructura, propiedades y característica funcionales de los gránulos de almidón nativo a causa de las diferencias estructurales entre estos dos polímeros [26]. La proporción de estos dos componentes varía con el tipo y origen botánico del almidón, encontrándose los valores de amilosa entre 15 y 30%. Almidones sin amilosa o con poca cantidad de esta pueden producirse de variedades nativas o por modificación genética. Almidones sin amilopectina no han sido reportados, pero si con bajas cantidades de esta. [27] Amilosa La amilosa es considerada esencialmente un polímero lineal compuesto enteramente por enlaces glucosídicos α-(1-4) de unidades D- glucopiranosa. Sin embargo, existen evidencias, que sugieren que algunas ramificaciones están presentes en el polímero [28]. Un modelo simplificado de la estructura de la amilosa se presenta en la figura 2. Aunque típicamente ilustrada como una cadena recta por simplicidad, la amilosa se encuentra en forma de hélice. El interior de la hélice contiene átomos de hidrógeno y es por lo tanto hidrofóbico, 51 permitiendo a la amilosa formar complejos con ácidos grasos libres, componentes de ácidos grasos de glicéridos, algunos alcoholes lineales y yodo [29] . Otro atributo bien conocido de la amilosa es su habilidad de formar geles luego de que los gránulos de almidón son cocidos, por ejemplo, gelatinizados y gomosos. Esta propiedad es evidente en el comportamiento de ciertos almidones que contienen amilosa. Almidón de maíz, trigo, arroz, y particularmente almidones con alto contenido de amilosa. La formación de geles es el resultado principal de la reasociación (retrogradación) de los polímeros solubilizados del almidón luego de la cocción y puede ocurrir de forma completa y rápida con el polímero lineal de amilosa. El acomplejamiento de la amilosa puede desplazar las temperaturas de gelatinización del almidón, alterar las características de los geles en cuanto a su textura y viscosidad, y limitar la retrogradación. [26]. Figura 2. Segmento lineal de la cadena de amilosa [25]. Amilopectina La literatura propone muchos modelos para la configuración helicoidal, cadenas ramificadas, patrones de cluster y dimensiones moleculares de la amilopectina. La evolución del modelo para la amilopectina ha progresado con el incremento y la sofisticación de las técnicas bioquímicas [26]. La amilopectina, la molécula predominante en la mayoría de los almidones normales, es un polímero ramificado de mayor tamaño que la amilosa. Está compuesta por segmentos de glucosa unidos por enlaces α -(1-4) conectados por puntos de ramificación α -(1-6) (figura 3). 52 Ha sido estimado que entre un 4-6 % de los enlaces dentro de moléculas de amilopectina son enlaces α -(1-6). Esto parece ser un porcentaje pequeño, pero resulta en más de 20.000 ramificaciones en una molécula promedio, aunque las ramificaciones en si mismas no son extensas. Estudios sugieren una distribución de tamaños bimodal de las cadenas de polímero, llamadas cadenas cortas y largas [30, 31]. Las cadenas cortas poseen en promedio un grado de polimerización (GP) cercano a 15, mientras que para las cadenas largas resulta cercano a 45. Esta configuración única contribuye a la naturaleza cristalina de la amilopectina y al arreglo ordenado de las moléculas dentro del gránulo de almidón. El comportamiento de las cadenas ramificadas de amilopectina es similar al de las cadenas de amilosa en que la cadena completa o, más comúnmente, porciones de la cadena pueden ser helicoidales [26]. Debido a la naturaleza altamente ramificada de la amilopéctina, sus propiedades difieren de las de amilosa. Por ejemplo, dan el tamaño a la molécula, disminuyen la retrogradación y retrasan la formación de geles o incluso la previenen. El contenido de amilosa y amilopéctina así como la estructura afectan la arquitectura del gránulo de almidón, gelatinización y propiedades de los geles así como su textura [26]. Figura 3. Segmento lineal de la cadena de amilopéctina [25]. Las amilosas de varios orígenes botánicos poseen un grado de polimerización de entre 1.500 – 6.000. La molécula más larga de amilopectina posee un grado de polimerización de entre 300.000- 3.000.000 [32]. En base a estos números y un peso molecular (PM) para la anhidroglucosa de 162, el peso molecular para la amilosa puede encontrarse en un rango de entre 243.000 a 972.000 g/mol. Aunque para la amilosa del almidón de papa se ha reportado 53 tener un PM un poco mayor a 1x106 g/mol, el PM de amilosa es típicamente menor de 500.000 g/mol. El peso molecular para la amilopectina puede encontrarse en un rango de entre 107- 5x108 g/mol. Las diferencias entre los PM de fracciones de amilosa y amilopectina están directamente relacionadas con el origen botánico, el método de polimerización y el método de determinación del GS [26]. Menores constituyentes del gránulo de almidón Proteínas, lípidos, humedad y cenizas (minerales, y sales) se encuentran presentes también en los gránulos de almidón en cantidades muy pequeñas. La humedad típicamente equilibrada en 12 % para el almidón en polvo. El contenido de cenizas, aunque variable, se encuentra típicamente menor al 0.5% [26]. 3.1.2. Estructura del gránulo de almidón. Como se discutió previamente, la amilopectina es una gran molécula compuesta por dos cadenas de diferentes longitudes. Se piensa que las cadenas pequeñas se encuentran en una cercanía tal que interaccionan fuertemente, resultando en las regiones cristalinas que son extensas y arregladas regularmente unas respecto a otras por todo el gránulo. Los modelos en la figura 4 describen el arreglo de la molécula de amilopectina dentro de los anillos crecientes del gránulo de almidón [33]. Figura 4. Modelo de la estructura de amilopectina en los gránulos de almidón [34]. 54 Para estos “clusters” de amilopectina radialmente orientados se cree que mediante un empaquetamiento organizado también se encuentran asociadas las cadenas de amilosa, las cuales se entretejen a través de las áreas cristalinas y amorfas. La ubicación de la amilosa dentro del gránulo permanece como unos de los hechos desconocidos requeridos para completar la figura de la estructura interna del gránulo de almidón. [26]. La estructura del gránulo de almidón, con sus áreas cristalinas (cristales, micelas) y no cristalinas (amorfas, fase gel), arregladas en capas concéntricas se presenta en la figura 5. Los puntos de ramificación están en las zonas amorfas entre dos capas cristalinas de amilopectina. El almidón presenta un grado de cristalinidad entre 20-40 %. La difracción con rayos X ha revelado tres tipos de cristalinidad, tipo A, común en almidones de cereales; tipo B de tubérculos y tipo C de ciertas raíces y semillas [32]. Figura 5. Representación esquemática de la estructura granular del almidón: (a) un gránulos con capas amorfas y cristalinas, (b) vista expandida de la capa semicristalina de un anillo creciente, (c) estructura de la amilopectina dentro de la capa semicristalina [34]. 3.2 Modificación del almidón La modificación de almidones es una herramienta utilizada para mejorar sus propiedades en aplicaciones específicas. Entre las modificaciones desarrolladas se pueden mencionar las físicas, enzimáticas y químicas; entre las últimas se encuentran las oxidaciones, bencilaciones, etoxilaciones y carboximetilaciones [8]. 55 3.2.1. Modificación física de almidones. Gelatinización En investigaciones previas se pueden distinguir varias fases en el rompimiento de la estructura granular del almidón. En la primera fase, la cual ocurre antes del inicio de la gelatinización, el agua es lenta y reversiblemente tomada. En esta etapa la movilidad del agua decrece a medida que la temperatura se incrementa de 20 a 60 ºC y es a través de esto que el agua comienza a acomplejarse de manera reversible con las moléculas de almidón en el gránulo. En esta etapa la estructura granular todavía se mantiene en un estado estable. Las moléculas constituyentes existen en forma de esferulitas manteniéndose juntas mediante fuerzas de van der Waals` o enlaces de hidrógeno. En esta etapa los gránulos exhiben una birrefringencia típica bajo luz polarizada. Cuando la suspensión acuosa de los gránulos de almidón es calentada gradualmente, se alcanza una temperatura en la cual la fuerza de los enlaces de hidrógeno se debilita hasta el punto en el que el agua puede ser absorbida por el gránulo. Esta temperatura es usualmente llamada “temperatura inicial de gelatinización”. A esta temperatura los gránulos se expanden irreversiblemente y algunos gránulos comienzan a perder su birrefringencia. La transición involucra la disociación de las dobles hélices (la mayoría encontrándose en las zonas cristalinas) y expansión de los gránulos como hidratación del polímero e intersticios. Este fenómeno se inicia en el centro del gránulo y se extiende rápidamente hacia las periferias del mismo. La gelatinización comienza en las áreas intracelulares donde los enlaces de hidrógeno son más débiles y ocurre en diferentes rangos de temperaturas para diferentes tipos de almidón [36]. Un calentamiento sucesivo de la suspensión acuosa por encima de la temperatura de gelatinización continúa el rompimiento de los enlaces de hidrógeno y las moléculas de agua comienzan a atarse a los grupos hidroxilos, resultando en una mayor expansión de los gránulos y fusión de los cristales. Como resultado directo de la expansión de los gránulos, existe un incremento en la solubilidad del almidón, consistencia del gel y claridad del mismo. En una alta concentración del gel de almidón, los gránulos individuales gelatinizan y expanden libremente hasta que toda el agua disponible ha sido absorbida. A medida que ellos se expanden, los gránulos de almidón expandidos se vuelven progresivamente susceptibles a la desintegración por esfuerzo de corte. Cuando la temperatura se encuentra por encima de la Tc, 56 todas las dobles hélices de amilopectina se han disociado, aunque la estructura de los gránulos expandidos será mantenida hasta temperaturas más intensivas y el corte haya sido aplicado. Después de la fusión de los cristales, el gránulo se hidrata y expande irreversiblemente, colapsando o rompiéndose, perdiendo de esta forma su integridad. La salida de los componentes solubles fuera del gránulo de almidón (principalmente la amilosa), durante el proceso, forman una solución. Por lo tanto los geles de almidón caliente pueden ser vistos como una mezcla de gránulos de almidón expandidos y fragmentos de gránulos, junto con colloides de moléculas de almidón dispersadas [36]. En la figura 6 se presenta un esquema de los cambios en el almidón durante el calentamiento en exceso de agua. Figura 6. Diagrama idealizado de expansión y gelatinización del gránulo de almidón en presencia de agua [25]. 3.2.2. Modificación química de almidones. Reacción de carboximetilación. La modificación química de polisacáridos es la vía más importante de alterar las propiedades químicas de biopolímeros naturales usándose de esta forma un recurso renovable en el contexto de desarrollo sostenible. En general, todas las reacciones químicas conocidas para la química de bajo peso molecular pueden ser llevadas a cabo para el almidón cambiando la funcionalidad del mismo [25]. La química envuelta en la modificación de almidones involucra principalmente reacciones asociadas con los grupos hidroxilo del polímero. Derivaciones vía éter o formación de éter, oxidación del grupo hidroxilo a carbonilo o grupo carboxílico, e hidrólisis de los enlaces glucosídicos son unos de los mejores mecanismos de la modificación química [26]. 57 La carboximetilación de los polisacáridos ha sido una conversión ampliamente estudiada debido a su simplicidad y obtención de productos con propiedades prometedoras. Generalmente el polisacárido es activado con una solución alcalina de hidróxido, usualmente hidróxido de sodio, y convertido con ácido monocloroacético o su sal de sodio obteniéndose el derivado carboximetil (CM) polisacárido. No solo el almidón y celulosa sino varios polisacáridos de diferentes fuentes son utilizados como materiales de partida [10]. El carboximetil almidón (CMA, como es usualmente llamado) ha sido conocido por mucho tiempo. Fue sintetizado por primera vez en 1924 mediante la reacción del almidón en solución alcalina (40 % de NaOH acuoso) con monocloroacetato de sodio. Productos con altos grados de sustitución (GS) por encima de 1.0 han sido obtenidos esencialmente en medios no acuosos debido a que el almidón mantiene su estructura granular, facilitando los procesos de separación, secado y manejo, aunque la modificación sea mayoritariamente superficial [8]. Varios estudios sobre la carboximetilación del almidón han sido llevados a cabo con la finalidad de optimizar las condiciones de reacción, esto es, para incrementar el rendimiento y la eficiencia de la reacción [10]. La manufactura del carboximetil almidón en base a la síntesis de Williamson para éteres ha sido conocida por décadas. Bajo condiciones básicas, los tres grupos hidroxilo de las unidades de anhidro glucosa de almidón reaccionan con el agente eterificante en una sustitución nucleofilica para dar el producto deseado (figura 7). Dependiendo de la cantidad de ácido monocloroacético y el resultado de la reacción, el grado de sustitución puede variar entre 0 y 3 [7]. 58 Figura 7. Reacción de carboximetilación para un polisacárido [37]. La síntesis puede llevarse a cabo tanto con ácido monocloroacético como con su correspondiente sal monocloroacetato de sodio, pero en el caso del ácido se necesita una cantidad adicional de base debido al la formación de agua producto de la reacción de neutralización (Ecuación 1). El agua es un factor crucial para reacciones en medio alcohólico. Se requiere cierta cantidad de agua para hinchar los gránulos de almidón y por tanto hacerlos accesibles para el reactivo. Sin embargo, en presencia de agua y base la hidrólisis del ácido monocloroacético se lleva a cabo como una reacción secundaria, formando el glicolato de sodio (Ecuación 2) [7]. Cl-CH2-COOH + NaOH Cl-CH2-COONa + NaOH H2O Cl-CH2-COONa + H2O (Ec. 1) HO-CH2-COONa + NaCl (Ec. 2) La carboximetilación del almidón puede ser llevada a cabo utilizando agua como medio de reacción; pero este procedimiento se ve limitado por la obtención de CMA con bajos 59 grados de sustitución (GS), menores a 0.07 [13]. A mayores GS, el producto comienza a gelatinizar volviéndose pegajoso lo cual causa aglomeración. El grado de sustitución total (GS), que es el número promedio de grupos funcionales introducidos en el polímero, determina principalmente las propiedades de los derivados de polisacáridos incluyendo productos carboximetilados. Además, el patrón de funcionalización puede también influir en las propiedades. En conjunto, la determinación exacta del GS y el patrón de funcionalización es un prerrequisito para la optimización de las condiciones de reacción. Recientemente, la carboximetilación del almidón mediante multi-pasos fue investigada. Las muestras de almidón con diferentes porcentajes de amilosa, pera (90%), papa (28%) y maíz waxy (1%) fueron convertidos 10 veces bajo condiciones similares. La reacción fue llevada a cabo en una mezcla de metanol/agua debido a que el metanol es usualmente utilizado como medio de reacción en la síntesis comercial [19]. Una de las metas más importantes de la carboximetilación del almidón consiste en la obtención de derivados solubles en agua, los cuales son aplicados en varios campos con la finalidad de controlar el comportamiento de los sistemas acuosos y sus preparaciones. Se comportan como electrolitos típicos [10]. Las propiedades macroscópicas de las soluciones poliméricas están determinadas por los parámetros microscópicos (moleculares). Por ejemplo, la viscosidad de las soluciones de CMA se encuentran influenciadas por la masa molar del polímero, su grado de ramificación y su radio de giro, Rg, así como su flexibilidad. Las propiedades de espesamiento de las soluciones están relacionadas con la rigidez de la cadena polimérica la cual puede ser caracterizada por su longitud. Las soluciones de CMA son no-Newtonianas, por ejemplo, la viscosidad de sus soluciones puede ser Newtonianas a bajas tasas de corte pero decrecerán a una taza de corte crítica [10]. Los CMA altamente sustituidos pueden ser usados como adhesivos, agentes de suspensión, coloides protectores en el sector de construcción de materiales y en alimentos, en 60 la industria farmacéutica y cosmética. Alternativamente estos productos pueden resultar de interés para la industria del detergente por su capacidad de acomplejar metales alcalino-terreos [7]. 3.3. Uso del CMA en fluidos de perforación. Los polímeros se han utilizado en fluidos de perforación desde los años 30 del siglo pasado cuando el almidón de maíz se introdujo como aditivo para controlar la pérdida de fluidez [8]. Recientemente, se ha observado un especial interés en la aplicación del almidón en campos no convencionales como la industria petrolera, en la cual se aprovechan especialmente sus propiedades pseudoplásticas, viscosificantes y de control de filtrado. Es debido a esto, que éste se ha convertido en uno de los aditivos de los lodos de perforación más estudiados y analizados en la actualidad, ya que además, a diferencia de otros aditivos, los almidones son ampliamente producidos a nivel mundial y poseen un costo relativamente menor a aquéllos que son obtenidos a través de complejas síntesis químicas (5). El CMA es comúnmente utilizado en fluidos de perforación. Para esto el polímero natural original no iónico (almidón), debe ser convertido a polielectrolito, de forma de hacerlo solubles y formar parte de los fluidos de perforación en base agua. Un polielectrolito es un polímero que se puede disolver en agua, formando poli iones y contraiones. Un poli ión tiene cargas repetidas a lo largo de la cadena del polímero, siendo la mayoría de los utilizados en fluidos de carga negativa. La efectividad del polielectrolito dependerá del número de sitios disponibles o grado de sustitución, otros factores se mencionan y comentan a continuación [38]: Concentración de sitios ionizables. Con el incremento de sitios ionizables, el polímero tiende a extenderse y desenredarse. Esto se debe a la repulsión entre cargas mutuas que tienden a desenredar y estrechar el polímero en una configuración que otorga la máxima distancia entre carga iguales. La apertura del polímero expone el máximo número de sitios ionizables, permitiéndole de esta forma atarse a las partículas de arcilla del lodo, viscosificando de esta forma la fase del fluido. 61 Concentración del polímero. En concentraciones diluidas, el polímero es hidratado en una delgada envoltura de agua. Con la repulsión electrostática entre estas envolturas se obtienen grandes superficies cuando el polímero esta extendido, contribuyendo esta gran área a los efectos viscosificantes del polímero. pH del fluido. El pH básico tiende a ionizar los grupos carboxilo distintivos de muchos polímeros aniónicos como el carboximetil almidón (figura 8), permitiendo de esta forma una mayor hidratación y crecimiento de la envoltura de agua que rodea al polímero. Este incremento de tamaño se refleja en una mayor viscosidad. La solubilidad óptima del grupo carboxílico se encuentra en un pH entre 8,5 y 9,5. Figura 8. Solubilidad del polímero (38). Salinidad del lodo. Las sales por efecto de competencia limitan la cantidad de agua disponible en la que el polímero puede hidratarse y extenderse, disminuyendo la viscosidad. Este efecto se presenta de manera más acentuada para iones divalentes como el calcio y magnesio los cuales se hidratan en mayor medida. 3.4 Generalidades sobre fluidos de perforación [38, 41]. Los fluidos de perforación son clasificados tradicionalmente según la naturaleza de la fase continua: agua, aceite (hidrocarburos líquidos), productos sintéticos, o aire/gas. Durante las múltiples etapas de una operación de perforación, los fluidos tienen influencia directa sobre el costo, la seguridad, el ecosistema, el éxito eventual de la explotación del yacimiento y el desarrollo completo del pozo [39]. En la figura 9 se muestran los componentes de una línea de perforación. 62 Figura 9. Componentes de una línea de perforación [8]. Independientemente del tipo de sistema fluido, la localización a perforar, o el diseño del pozo, todos los fluidos de perforación deben cumplir varias funciones importantes. Entre ellas se cuentan las siguientes [38, 40]: 1. Lubricación y enfriamiento de la mecha de taladro y la sarta. Por medio de la circulación del lodo se puede remover el calor generado, además, en cierta medida el lodo actúa como lubricante y esta característica puede ser incrementada con 63 gasoil o productos químicos elaborados para funciones de lubricación. Brocas, motores y componentes fallan más rápidamente si no existen efectos de enfriamiento y lubricación de parte del fluido. 2. Suspensión, transporte y acarreo de los ripios de perforación. En este punto también juegan un papel importante otros factores como la velocidad anular; sin embargo, al aumentar la capacidad de suspensión del lodo se contribuye a lograr este propósito. Los lodos de perforación deben suspender los cortes, los materiales pesados y los aditivos bajo un amplio rango de condiciones. Cortes que sedimenten durante las condiciones estáticas pueden causar taponamiento de tuberías o pérdidas en la circulación. 3. Sellado en formaciones permeables, con la finalidad de prevenir la pérdida de fluido. Aquí el revoque es de vital importancia en virtud de que ayuda a minimizar los problemas de derrumbe del hoyo e igualmente ofrece protección para no dañara ninguna formación productiva durante la perforación. El revoque debe de tener un mínimo de permeabilidad con la finalidad de restringir el volumen de líquido filtrado y la profundidad de la zona “invadida”. En esta zona, la comunicación entre el yacimiento y la pared del hueco ha 4. Estabilización y mantenimiento de los balances depresión de la formación. La composición química y las propiedades del lodo deben combinarse para proveer una perforación estable. Con la finalidad de lograr este objetivo se requiere agregar al lodo material de alta gravedad específica, tales como: barita, hematita, entre otros agentes densificantes. 5. Transmitir la información geológica importante a la superficie. Esto permite evaluar la capacidad productiva de crudo en las formaciones atravesadas. Adquirir información para realizar una evaluación de la formación es esencial para el proceso de perforación, Si el fluido posee un pobre transporte de sólidos, es difícil determinar lo antes mencionado con los cortes generados. 64 6. Controlar la corrosión. Los gases disueltos como el oxígeno, dióxido de carbono y sulfuro de hidrógeno pueden causar serios problemas en este sentido, tanto en la superficie del pozo como en el fondo del mismo. Los fluidos utilizados deben mantener la corrosión en niveles aceptables. 7. Transmitir potencia hidráulica a la barrena. En este sentido, las propiedades reológicas tales como la viscosidad aparente y el punto cedente ejercen influencia considerable sobre la potencia hidráulica aplicada, y por tanto, deben mantenerse en valores adecuados. 8. Facilitar la cementación y terminación del pozo. Los fluidos de perforación pueden producir unas paredes de pozo por la cual la coraza, que se coloca al inicio del mismo, debe poder salir y cementarse efectivamente, además de no impedir las operaciones de terminación del pozo. 3.5. Reología Pocos estudios reológicos han sido llevados a cabo sobre el CMA en solución, aunque recientemente Flores [8] en 2006 llevó a cabo la caracterización de estos productos a partir de almidón de yuca, encontrando que aquellos productos sintetizados en agua con estructura granular colapsada poseían una viscosidad mayor en comparación a aquellos sintetizados en alcohol isopropílico con estructura granular intacta, llegando a la conclusión de que la estructura de estos polímeros e interacción de cadenas poliméricas distendidas por efecto de la gelatinización del almidón en agua juegan un papel importante en su comportamiento reológico. 3.5.1 Definiciones básicas [38,41, 43]. La reología es la ciencia que estudia la relación entre la deformación de los materiales y las tensiones que provoca dicha deformación. Las propiedades reológicas están relacionadas con los conceptos intuitivos de “firmeza”, “consistencia” o “fluencia” que es necesario 65 establecer sobre bases objetivas e invariables. Los aspectos cuantitativos de la reología de polímeros van a depender en particular de la estructura química de los segmentos que componen las cadenas y de la forma que tengan esas cadenas (lineales, ramificadas). Comportamiento reológico de los polímeros Las propiedades reológicas de los polímeros están originadas en su condición de estar constituidos por macromoléculas largas y flexibles de alto peso molecular. Las teorías moleculares que se han desarrollado para moldear las propiedades reológicas están basadas en tres conceptos fundamentales: 1. Las macromoléculas tienen estructuras asimilables a largas cadenas flexibles que adoptan en el espacio la forma de arrollamiento al azar cuando están en un estado libre de tensiones. 2. Los arrollamientos son viscoelásticos. Cambian su conformación al ser sometidos a tensiones deformantes. Cuando las tenciones dejan de tener efecto, las moléculas tienden a recuperar su conformación original. Esta recuperación es retardada por efectos de fricción molecular. 3. La densidad de arrollamiento individuales en el espacio que ocupan es mucho menor que la densidad del polímero. Esto quiere decir que las moléculas están profusamente interpenetradas por otras moléculas vecinas. En consecuencia, el movimiento de cada molécula es fuertemente influenciado por la presencia de las moléculas vecina. La determinación correcta de las propiedades reológicas o materiales en un fluido, permiten identificar el tipo de deformación que sufrirá el mismo al ser sometido a una tensión. Esta definición resalta dos conceptos fundamentales, los de deformación y tensión. Tensiones Existen dos tipos de tensiones: Normales y de Corte o Cizalla. Las tensiones normales actúan en dirección perpendicular a las fronteras de un elemento material y pueden clasificarse 66 a su vez como Tensiones de Tracción o de Compresión. Las tensiones de corte o cizalla actúan en dirección tangencial a las fronteras del elemento material. A continuación se presentan algunos tipos de comportamiento reológico. Comportamiento elástico El material deformado bajo tensión retorna a su forma original cuando se libera la tensión. El tipo más simple de comportamiento elástico es aquel en el que la tensión requerida para producir una deformación es proporcional a la deformación. Esta relación es conocida como la ley de Hooke. Una forma de describir este comportamiento elástico en corte o cizalla viene dado por: σ = G.γ (Ec. 3) G se define como el módulo de corte o cizalla y σ como la Fuerza de corte superficial de aplicación. Comportamiento viscoso simple (Newtoniano). La viscosidad es una propiedad de un material fluido que evalúa su resistencia a ser deformado en forma continua. En contraste con el comportamiento elástico, donde existe una relación entre tensión y deformación, en el comportamiento viscoso existe una relación entre la tensión aplicada a un elemento material y su velocidad de deformación. Para Corte Simple el comportamiento viscoso describe una relación lineal entre tensión de corte y velocidad de deformación. (Ec. 4) Donde: η es la viscosidad Para un fluido Newtoniano la viscosidad es una constante material. Esto significa que es independiente de la velocidad de deformación del fluido. Los líquidos homogéneos de bajo peso molecular se comportan como Newtonianos. 67 Comportamiento Viscoso Complejo (No-Newtonianos). Muchos fluidos como por ejemplo las suspensiones, emulsiones y polímeros no presentan comportamiento Newtoniano. En estos casos la relación entre tensión y velocidad de deformación no es lineal y no puede ser descripta por medio de una sola constante (Viscosidad Newtoniana). La viscosidad es ahora una función de la velocidad de deformación. (Ec. 5) Para tomar en cuenta esta variación, diversos modelos empíricos han sido desarrollados, a continuación se presenta uno de ellos: Modelo de ley de la Potencia Establece una relación de tipo potencial entre la viscosidad del material y la tasa de deformación. La relación constitutiva es: η = K.γ n-1 (Ec. 6) Donde K es el índice de consistencia del fluido y n, el índice de flujo de la ley de la potencia. De acuerdo al valor que asuma el parámetro n, el fluido se puede comportar como newtoniano si n=1, dilatante si n>1 y pseudoplástico si n<1. En un fluido dilatante, la viscosidad aumenta con la tasa de deformación, teniéndose como ejemplos a soluciones acuosas de azúcar, harina de maíz y muchos polvos a elevadas concentraciones. Por su parte, en un pseudoplástico, el comportamiento es totalmente opuesto, observándose una pérdida en la viscosidad conforme aumenta la tasa de deformación; entre los fluidos que exhiben este comportamiento se tiene la mayor parte los fluidos nonewtonianos, incluidos los almidones a emplear en el presente proyecto. Otro tipo de fluido no newtoniano es el plástico de Bingham que presenta un flujo pseudoplástico combinado con un valor de fluencia. 68 En la figura 10 se presenta a través de una curva de viscosidad vs. Tasa de corte el comportamiento no newtoniano pseudoplástico típico de sistemas coloidales como los formados por CMA. Figura 10. Comportamiento pseudoplástico típico [8]. En este tipo de comportamientos pueden apreciarse tres regiones [8]: 1. Región I: plateau pseudo newtoniano a bajas tasas de corte en la que la viscosidad es constante (η0). 2. Región II: rango intermedio de velocidades de corte en la cual log(η) decrece linealmente con log| γ|. 3. Región III: plateau pseudo newtoniano a altas tasas de corte, en la que la viscosidad es constante (ηoo). 69 Capítulo 4 SECCIÓN EXPERIMENTAL En este capítulo se describen los procedimientos y variables de reacción utilizadas en la carboximetilación del almidón de yuca con la finalidad de alcanzar un GS > 1 y evaluación reológica de los productos obtenidos. En primer lugar se describen los materiales, equipos y reactivos a utilizar para alcanzar dicho objetivo. Luego se presenta la metodología empleada para caracterizar el almidón de yuca utilizado como material de partida. Seguidamente se establece un esquema y metodología detallada en la cual se presentan cinco variables y condiciones de reacción usadas en la optimización de la modificación química del almidón de yuca en medio acuoso. Y finalmente se presentan tres procedimientos distintos de funcionalización del almidón de yuca por pasos sucesivos, uno en medio acuoso (establecido a partir de la optimización) y dos en medio alcohólico. En este trabajo se utilizaron dos tipos de almidones con características físicas y morfológicas distintas, aunque ambos procedentes a partir del mismo almidón de yuca con 20% de amilosa. El primero de ellos denominado almidón nativo conserva su estructura granular y cristalina intacta, mientras que el segundo denominado almidón pregelatinizado, es obtenido a partir del primero en el laboratorio mediante tratamiento térmico. 4.1. Materiales utilizados Solventes. • Agua destilada. • Alcohol isopropílico (C3H8O), 98%; Productos Disquifar, C.A. • Dimetilsulfóxido (C2H6S), 98%; Aldrich. Reactivos. • Almidón de yuca con 20 % de amilosa (donado por PDVSA Gas; El Trigre Edo Bolívar Venezuela). 70 • Ácido monocloroacético (ClCH2COOH), 98%; Clariant. • Hidróxido de Sodio (NaOH), 98%; Eka Kemi. • Ácido acético (CH3COOH), 99,8%; Riedel-de Haën. • Ácido clorhídrico (HCl), 37%; EM. • Urea, 99,5%; Riedel-de Haën. • Ioduro de potasio(KI), 99,5%; Merck. • Yodob(I2), 99,8%, Químicas RB, c.a. 4.2. Especificaciones de los equipos utilizados. Espectrofotómetro UV Jenway 6405 UV/Vis, Laboratorio de química analítica UCV. Espectrofotómetro FTIR Nicolet Magna 550 FT-IR, Grupo de Polímeros USB. Reómetro de deformación Reómetro ARES (902-30004) de Rheometrics Scientific, controlada Laboratorio de Operaciones Unitarias USB. Molino eléctrico Retsch ZM 200, Grupo de polímeros USB. Liofilizador Freezone 2.5. Labconco, Laboratorio de química de alimentos USB. Balanza analítica Ohaus Adventurer (± 0,01 g), Grupo de Polímeros USB Mettler Toledo AB104 (± 0,0001 g), Grupo de Polímeros USB. 4.3. Caracterización de los almidones nativos utilizados como material de partida. El almidón de yuca nativo en su forma cristalina y granular fue caracterizado mediante dos vías: espectroscopia infrarroja con Transformada de Fourier (FTIR) y espectrofotometría UV-Visible. 4.3.1. Espectroscopía Infrarroja con Transformada de Fourier (FTIR). Los espectros infrarrojo se realizaron mezclando homogéneamente las muestras en polvo fino con bromuro de potasio (KBr) seco para IR, en una relación de muestra a KBr aproximada de 1:50. Luego era transferida a un molde y llevada a una presión de 10.000 Pa en una prensa hidráulica por 1 minuto, obteniéndose pastillas de aproximadamente 1 cm de 71 diámetro. Los espectros fueron llevados a cabo entre 400 y 4000 cm-1, recolectando 64 barridos con una resolución de 4cm-1, utilizando un espectrofotómetro Nicolet Magna 550 FTIR. Los espectros fueron analizados utilizando un software OMNIC Utility Software versión 3.0. 4.3.2. Espectroscopía UV-Visible. Los métodos espectrofotométricos han sido usados ampliamente para la determinación del contenido de amilosa de los almidones debido al intenso color azul que desarrollan los complejos formados entre las moléculas de amilosa del almidón y las especies de yoduro (I-5) [44]. Los complejos de ioduro de almidón consisten en un arreglo lineal de los átomos de yodo dentro de la cavidad helicoidal de las moléculas de amilosa [45]. Para determinar la relación amilosa/amilopectina en cada uno de los almidones se siguió el procedimiento presentado por Ruales colaboradores [46] y Flores[8]. Este estudio se hizo por triplicado para el almidón de yuca nativo. MATERIALES - Solución Urea-DMSO: mezcle 9 volúmenes de DMSO con 1 volumen de urea 6M. - Solución I2/KI: 2mg I2 y 20mg KI/ml - Tubos de vidrio de 20ml de capacidad. - Agitadores magnéticos. - Espectrofotómetro UV-Visible - Centrífuga. - Baño termostático - Plancha de calentamiento con agitación magnética. - Estufa. - Balones aforados de 50ml. 72 PROCEDIMIENTO 1. Pesar entre 70-80mg de almidón en tubos de 20ml de capacidad. 2. Colocar un agitador magnético en cada tubo. 3. Añadir 10ml de la solución de urea-DMSO. 4. Colocar la suspensión en una plancha de calentamiento con agitación hasta que la Solución esté homogénea. 5. Transferir los tubos a una estufa a 100°C por 1 hora. 6. Sacar los tubos de la estufa y dejarlos enfriar al ambiente. 7. Tomar 0,5ml de la solución anterior, transferirla a un tubo de 10ml de capacidad y Tomar el peso de la solución. 8. Adicionar 5ml de etanol 99,5% (v/v) para remover los lípidos. 9. Centrifugar por 30 min. 10. Descartar el sobrenadante. 11. Adicionar 1ml de la solución urea-DMSO. Una solución clara se obtendrá en los Próximos 10 segundos. 12. Colocar los tubos en una estufa a 100°C entre 15 y 30 minutos. 13. Transferir el contenido a balones de 50ml. 14. Adicionar agua (aproximadamente 25ml) 15. Añadir 1ml de la solución de I2/KI. 16. Aforar con agua destilada, mezclar la solución y esperar 15 minutos. 17. Leer la absorbancia a 635nm. 18. Calcular el valor azul y el contenido de amilosa total (Ver cálculos) CÁLCULOS Valor azul = Absorbancia.100 2 x g solución x mg solución (Ec. 7) Porcentaje total de amilosa = 28,414 x Valor azul 73 4.4. Gelatinización del almidón de yuca nativo en medio acuoso. El almidón granular es esencialmente insolubles en agua fría. Una combinación de calor y agua, sin embargo, causa un cambio único e irreversible, siendo los más dramáticos: 1) Interrupción de las zonas cristalinas, como evidencia por la pérdida de birrefringencia; 2) incremento en el tamaño del gránulo. A medida que el calentamiento continúa, y los cambios se producen, más y más gránulos se expanden, incrementándose la viscosidad del medio en el que el almidón esta siendo calentado [26]. Por tal motivo durante el proceso de gelatinización resulta necesario mantener agitación mecánica constante. Durante todo el procedimiento se mantuvo la suspensión de almidón y posterior gel en agitación mecánica constante a 500 rpm. MATERIALES 1. Agua destilada 2. Vaso de precipitado de 500 ml. 3. Plancha de calentamiento. 4. Motor mecánico con adaptación para varilla de agitación. 5. Baño termostático. 6. Bandeja de alumínio de 20x20 cm. 7. Termómetro. PROCEDIMIENTO 1. Prepara una suspensión de almidón en agua al 10 % a 25 ºC. 2. Agitar la suspensión a 500 rpm. 3. Calentar la suspensión en un baño de silicona hasta 85 ºC manteniendo dicha temperatura durante 1 hora. Se observará un espesamiento de la suspensión y cambio de tonalidad de blanco a traslúcido. 4. Detener agitación y calentamiento. 5. Dejar enfriar el gel a temperatura ambiente. 6. Transferir el gel a una bandeja de aluminio de 20x20 cm. 7. Colocar el gel en un congelador durante un día hasta que congele completamente. 74 8. Colocar el gel congelado dentro del liofilizador y dejar durante dos días para extraer completamente el agua. Se obtendrá una “torta” frágil y de color blanco. 9. Moler la torta obtenida en un molino eléctrico para obtener un almidón finamente dividido. 4.5. Esquema general de reacciones llevadas a cabo. En medio acuoso, estudios precedentes llevados a cabo en la carbóximetilación del almidón de yuca reflejan productos con mejores propiedades reológicas respecto a aquellos obtenidos en alcohol isopropílico [8], aunque con menores y bajos grados de sustitución (0.033), en concordancia con muchos autores quienes sostienen que debido a la expansión de los gránulos de almidón usualmente es difícil preparar almidones eterificados altamente sustituidos en suspensiones acuosas logrando GS menores 0,07 [13], otros afirman que menores a 0,25 [47]. Estos resultados han llevado a abandonar el medio acuoso como medio de reacción, presentándose un gran vacío respecto a condiciones óptimas que permitan obtener CMA con mayores GS. Por tal motivo se busca de manera sistemática optimizar las condiciones de reacción en medio acuoso con la finalidad de obtener productos con GS más elevados sin detrimento de sus propiedades reológicas. Aunque tanto el almidón nativo como pregelatinizado presentan una estructura granular destruida en reacciones llevadas a cabo en medio acuoso, el nativo no ha sido sometido a un previo tratamiento térmico que pudiese sensibilizar dicho material de partida para subsiguientes tratamientos químicos induciendo de esta forma degradación en los productos [48], por tal motivo se escoge este almidón nativo para optimizar las condiciones de reacción en medio acuoso. Muchos autores han estudiado y optimizado las condiciones de reacción en medio alcohólico con la finalidad de obtener GS realmente altos (2,2) preservándose la forma granular del almidón [7,10,11]. Sin embargo Flores [8] sostiene que la preservación de la estructura granular de los productos obtenidos en este medio se refleja en una pobre propiedad reológica de los mismos. Por tal motivo de decide llevar a cabo la funcionalización en medio alcohólico a partir de un almidón que presente una estructura granular destruida (almidón pregelatinizado) para de esta forma intentar alcanzar CMA con propiedades reológicas comparables a los obtenidos en medio acuoso pero a su vez con altos GS. 75 De manera general se resumen en la figura 11 los dos tipos de almidones de yuca empleados en el proyecto así como los dos tipos de solvente en los que fue llevada a cabo la funcionalización. ALMIDÓN DE YUCA Nativo Medio Acuoso Pregelatinizado Medio Alcohólico Medio Alcohólico Optimización de condiciones de reacción Figura 11. Esquema de almidones y solventes utilizados en la funcionalización del almidón de yuca mediante carboximetilación. 76 4.6. Funcionalización y optimización de las condiciones de carboximetilación del almidón en media acuoso. Todas las variable que se espera afecten el proceso de modificación química son investigadas de manera sistemática. Las cinco variables de reacción seleccionadas son: tiempo de activación, temperatura de activación, tiempo de reacción, relación almidón/solvente (% p/v) y relación molar entre reactivos (NaOH : AMCA : UAG). Estas variables fueron consideradas para la optimización de las condiciones de reacción en medio acuoso, cambiando una variable y manteniendo las demás constantes. En la figura 12 se presentan los niveles estudiados para cada variable. Figura 12. Esquema del diseño sistemático de las variables de reacción utilizadas para la optimización de las condiciones de reacción en medio acuoso. 77 Para llevar a cabo la optimización de las condiciones de reacción de acuerdo al esquema de la figura 12 se parte de un procedimiento en el cual se varía el nivel de una variable seleccionada manteniendo el nivel de las demás variables constante. Conforme se vaya determinando el nivel óptimo asociado a cada variable, este se escoge y mantiene para estudiar y determinar el valor óptimo de la variable siguiente. Las variable fueron estudiadas en forma descendente a como se presenta en la figura 12 partiendo con el tiempo y temperatura de activación y finalizando con la relación molar de reactivos. El tiempo y temperatura de activación fueron variables estudiadas en conjunto en un total de 4 experimentos por lo que aparecen marcadas con el mismo color en la figura 12. Una vez determinado los niveles óptimos de cada variable estos se mantienen para estudiar la carboximetilación por pasos sucesivos en medio acuoso como se muestra en el esquema. 4.6.1. Optimización de las variables: tiempo y temperatura de activación. En la Tabla 1 se presentan las variables y los niveles utilizados. A cada nivel se le ha dado una letra mayúscula, la cual servirá para identificar los productos obtenidos en cada experimento. Entre paréntesis se coloca la forma en que se conocerán los niveles en la nomenclatura de los productos. Tabla 1. Variables y nomenclatura utilizada para la optimización del tiempo y temperatura de activación en medio acuoso. Variables Niveles Tiempo de activación (t) 120 min (120m) 240 min (240m) Temperatura de activación (T) 50 ºC (T1) 70 ºC (T2) Con esta nomenclatura, se construyó la tabla de los 4 experimentos respectivos presentados en la Tabla 2. 78 Tabla 2. Experimentos Producto t T 120m-T1 120 min 50 ºC 240m-T1 240 min 50 ºC 120m-T2 120 min 70 ºC 240m-T2 240 min 70 ºC En la Tabla 3 se presentan las cantidades de reactivos utilizados para los 4 experimentos realizados. Tabla 3. Cantidad de reactivos utilizada en la optimización del tiempo y temperatura de activación en medio acuoso Masa de Moles Masa de Moles Masa de Moles NaOH de AMCA de UAG de (±0,01 g) NaOH (± 0,01 g) AMCA (± 0,01 g) UAG 120m-T1 3,00 0,0750 3,50 0,0370 5,98 0,0369 240m-T1 2,93 0,0733 3,52 0,0373 6,00 0,0370 120m-T2 2,96 0,0740 3,51 0,0371 6,00 0,0370 240m-T2 2,94 0,0735 3,49 0,0369 5,99 0,0370 Producto 4.6.2. Optimización de la variable: tiempo de reacción. En la Tabla 4 se presenta la variable y los niveles utilizados. A cada nivel se le ha dado una letra mayúscula, la cual servirá para identificar los productos obtenidos en cada experimento. Entre paréntesis se coloca la forma en que se conocerán los niveles en la nomenclatura de los productos. 79 Tabla 4. Variables y nomenclatura utilizada para la optimización del tiempo de reacción en medio acuoso. Variable Tiempo de reacción (t) Niveles 60 min 180 min 300 min 480 min (60 m-Rxn) (180 m-Rxn) (300 m-Rxn) (480 m-Rxn) Estos experimentos fueron realizados tomando alícuotas de 45ml a partir de una reacción madre de 180 ml. En la Tabla 5 se presentan las cantidades de reactivos utilizados para preparar dicha reacción madre. Tabla 5. Cantidad de reactivos utilizada en la optimización del tiempo de reacción en medio acuoso. Producto Masa de Moles Masa de Moles Masa de Moles NaOH de AMCA de UAG de (±0,01 g) NaOH (± 0,01 g) AMCA (± 0,01 g) UAG 4,45 0,1112 5,243 0,0555 9,00 0,0556 60m-Rxn 180m-Rxn 300m-Rxn 480m-Rxn 4.6.3. Optimización de la variable: almidón/solvente (% p/v). En la Tabla 6 se presentan las variables y los niveles utilizados. A cada nivel se le ha dado una letra mayúscula, la cual servirá para identificar los productos obtenidos en cada experimento. Entre paréntesis se coloca la forma en que se conocerán los niveles en la nomenclatura de los productos. 80 Tabla 6. Variables y nomenclatura utilizada para la optimización de la relación almidón/solvente (% p/v) en medio acuoso. Variable Niveles Almidón/solvente (% p/v) 5% 10 % 20 % (5-Alm/H2O) (10-Alm/H2O) (20-Alm/H2O) En la Tabla 7 se presentan las cantidades de reactivos utilizados para los 3 experimentos realizados. Tabla 7. Cantidad de reactivos utilizada en la optimización del % almidón/solvente en el medio de reacción del almidón de yuca nativo en medio acuoso Masa de Moles Masa de Moles de Masa de Moles de NaOH de AMCA AMCA UAG UAG (±0,01 g) NaOH (± 0,01 g) 5–Alm/H2O 3,00 0,0750 3,50 0,0370 5,98 0,0369 10–Alm/H2O 2,96 0,0742 3,50 0,0370 6,00 0,0370 20–Alm/H2O 2,96 0,0742 3,50 0,0370 6,00 0,0370 Producto (± 0,01 g) 4.6.4. Optimización de la variable: relación molar entre reactivos. En la Tabla 8 se presentan las variables y los niveles utilizados. A cada nivel se le ha dado una letra mayúscula, la cual servirá para identificar los productos obtenidos en cada experimento. Entre paréntesis se coloca la forma en que se conocerán los niveles en la nomenclatura de los productos. 81 Tabla 8. Variables y nomenclatura utilizada para la optimización de la relación almidón/solvente (% p/v) en medio acuoso. Variable Niveles Relación molar entre reactivos 2 : 1 :1 2:3:1 3:3:1 (NaOH : AMCA: AUG) (R1) (R1) (R3) En la Tabla 9 se presentan las cantidades de reactivos utilizados para los 3 experimentos realizados. Tabla 9. Cantidad de reactivos utilizada en la optimización de la relación entre reactivos en medio acuosa. Masa de Moles Masa de Moles Masa de Moles NaOH de AMCA de UAG de (±0,01 g) NaOH (± 0,01 g) AMCA (± 0,01 g) UAG R1 3,00 0,0750 3,50 0,0370 5,98 0,0369 R2 2,94 0,0735 10,70 0,1110 6,00 0,0370 R3 4,42 0,1105 10,52 0,1114 6,00 0,0370 Producto A continuación se presenta el procedimiento utilizado en la determinación de las condiciones óptimas de reacción para cada variable. Aunque este procedimiento se presenta de forma general, los niveles de las variables que en el se reflejan son variados conforme se vaya avanzando el estudio sistemático. En un balón de tres bocas adaptado con agitación mecánica a través de un tapón mono horadado y reflujo se prepara a 25 ºC una suspensión de almidón en agua al 5 % (nivel de la variable: % almidón/Solvente) manteniendo una agitación constante de 250 rpm. El activante (NaOH) y modificante (AMCA) son adicionados frente al almidón en una relación 2:1:1 (nivel de la variable: relación molar de reactivos). Una vez adicionado el activante (en pellets) 82 la suspensión es llevada a 50ºC (nivel de la variable: temperatura de reacción) y se mantiene allí durante 120 min (nivel de la variable: tiempo de activación). Finalizado el tiempo de activación, se adiciona el agente modificante en forma de escamas. Al cabo de 60 minutos (nivel de la variable: tiempo de reacción) se detiene la reacción y se procede a la purificación y secado del producto. PRECIPITACIÓN, PURIFICACIÓN Y SECADO 1. Trasvasar a un vaso de precipitado el gel obtenido y dejar enfriar a temperatura ambiente. 2. Neutralizar con HCl o NaOH diluidos. 3. Precipita el CMA utilizando acetona en una relación 50:50 frente al solvente. 4. Separar mediante una varilla de vidrio la goma obtenida. 5. Colocar el CMA en un vaso de precipitado con agua, un volumen igual al utilizado en la reacción. 6. Disolver mediante agitación magnética el 25 ºC. 7. Repetir los pasos 2-4. 8. Colocar el producto sobre un vidrio de reloj y llevar al horno de vacío durante 4 horas a 50 ºC. 9. Triturar con mortero el producto seco. 10. Pulverizar el producto en un molino eléctrico a 8000 rpm. 4.7. Funcionalización de los almidones utilizando la metodología de carboximetilación por pasos sucesivos. A continuación se presentan tres procedimientos distintos de funcionalización del almidón de yuca por pasos sucesivos, uno en medio acuoso (establecido a partir de la optimización) y dos en medio alcohólico. Para estos experimentos se utilizaron los dos tipos de almidones de yuca: nativo y pregelatinizado. 83 4.7.1. Carboximetilación por pasos sucesivos en medio acuoso. Con las mejores condiciones de reacción encontradas en la optimización, se realizó una carboximetilación por pasos sucesivos (3 pasos), utilizando el almidón nativo. Se utilizó el procedimiento descrito en la sección anterior para cada uno de los 3 pasos de reacción. Una muestra control también fue preparada mediante el tratamiento del almidón bajo las mismas condiciones óptimas de reacción que para la preparación del CMA pero sin la adición de AMCA. La nomenclatura para esta parte será, por ejemplo, para el producto de la tercera carboximetilación por Pasos Sucesivos (CP) del almidón nativo (NT), CP-NT-3-H2O. La muestra control será designada como Control. En la Tabla 10 se presentan las cantidades de los reactivos utilizados para los 4 experimentos realizados. Tabla 10. Cantidad de reactivos utilizada en la carboximetilación del almidón de yuca nativo por pasos sucesivos en medio acuoso utilizando las condiciones óptimas de reacción. Masa de Moles Masa de Moles Masa de Moles NaOH de AMCA de UAG de (±0,01 g) NaOH (± 0,01 g) AMCA (± 0,01 g) UAG CP-NT-1-H2O 4,44 0,1110 5,28 0,0559 8,99 0,0555 CP-NT-2-H2O 2,97 0,0743 3,50 0,0370 0,0370 0,0370 CP-NT-3-H2O 1,07 0,0268 1,29 0,0137 2,21 0,01364 Control 4,46 0,1115 - - 9,01 0,0556 Producto 4.7.2. Carboximetilación por pasos sucesivos en medio alcohólico. La carboximetilación del almidón en medios alcohólicos ha sido ampliamente estudiada por muchos autores, debido a los altos GS obtenidos así como la facilidad para lavar y purificar los productos[6,7,8,11,12]. 84 Flores [8] en 2006, bajo un procedimiento de funcionalización por multipasos en alcohol isopropílico, reporta almidones nativos de yuca carboximetilados con bajas propiedades reológicas aunque con GS >0,5 en el tercer paso de reacción (el mayor alcanzado por Flores), planteando la utilización de almidones de estructura cristalina destruida (pregelatinizados) con la finalidad de incrementar las propiedades reológicas de los productos. Por tal motivo se decide funcionalizar el almidón de yuca pregelatinizado bajo el procedimiento reportado por Flores. Yao Jie y colaboladores [3] en 2004, utilizando un sistema de solventes orgánicos realizan un estudio sistemático sobre seis factores que afectan el proceso de carboximetilación del almidón de yuca, las condiciones óptimas encontradas por este grupo de investigadores para alcanzar GS cercanos a 1,4 en un solo paso de reacción fueron: % (p/v) de almidón/solvente entre 4-8%, temperatura de reacción de 55ºC, tiempo de reacción de 5 horas, una relación molar de 2,5:2,5:1 entre reactivos (NaOH;AMCA;UAG), alcohol isopropílico como medio de reacción y un 10 % de agua en el medio de reacción . Por tal motivo bajo este procedimiento se decide llevar a cabo la funcionalización tanto del almidón de yuca nativo como pregelatinizado de manera de alcanzar GS >1 en al menos tres pasos de reacción. Carboximetilación por pasos sucesivos en medio alcohólico mediante la metodología de Flores [8]. Este procedimiento fue llevado a cabo utilizando almidón de yuca nativo. La nomenclatura de estos productos es la siguiente: el producto obtenido, por ejemplo, del segundo paso de la carboximetilación por pasos sucesivos (CP) del almidón nativo (NT), CPNT-2-F. En un balón de tres bocas adaptado con agitación mecánica a través de un tapón mono horadado y reflujo se añadieron 4,44 g (110,0 mmol) de hidróxido de sodio (NaOH) en 50 ml de alcohol isopropílico (AIP) en agitación, llevando la temperatura a 80 °C para facilitar su disolución. Una vez conseguido esto, se añadieron 8,98 g (55,4 mmol) de almidón de yuca pregelatinizado junto con 100 ml de AIP, sin dejar de agitar por 30 min (paso de activación).Transcurrido este tiempo se añadieron 5,22 g (55,2 mmol) de ácido 85 monocloroacético (AMCA) disueltos en 20 ml de AIP, dejando transcurrir el tiempo de reacción. Finalizado este, se neutralizó con ácido acético y se filtró al vacío, lavando tres veces con AIP. Se secó en estufa de vacío por 4 horas a 40°C. En la Tabla 11 se presentan las cantidades de los reactivos utilizados para los 3 experimentos realizados. Tabla 11. Cantidad de reactivos utilizada en la carboximetilación por pasos sucesivos en medio alcohólico utilizando la metodología de Flores [8]. Producto Masa de Moles de Masa de Moles de Masa de Moles de NaOH NaOH AMCA AMCA UAG UAG (±0,01 g) (± 0,01 g) (± 0,01 g) CP-PGT-1-F 4,44 0,1110 5,22 0,0552 8,98 0,0554 CP-PGT-2-F 2,97 0,0743 3,50 0,0370 5,99 0,0369 CP-PGT-3-F 1,51 0,0376 1,74 0,0184 2,99 0,0185 Carboximetilación por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradores [3]. Este procedimiento fue llevado a cabo utilizando almidón de yuca nativo y pregelatinizado. La nomenclatura de estos productos es la siguiente: el producto obtenido, por ejemplo, del tercer paso de la carboximetilación por pasos sucesivos (CP) del almidón nativo (NT), CP-NT-3-J, para el almidón pregelatinizado (PGT) sería CP-PGT-3-J. En un balón de tres bocas adaptado con agitación mecánica a través de un tapón mono horadado y reflujo se prepara a 25 ºC una suspensión de almidón en alcohol isopropílico al 6 % manteniendo agitación constante a 250 rpm. El activante (NaOH) y modificante (AMCA) son adicionados frente al almidón en una relación 2,5:2,5:1 (NaOH:AMCA:UAG ). Una vez adicionado el activante (en pellets) la suspensión es llevada rápidamente a 55ºC. A los 15 minutos de adicionado el activante, tomando en cuenta el tiempo en llegar a la temperatura de reacción, se adiciona el agente modificante en forma de escamas. Al cabo de 5 horas se detiene la reacción y se procede a la purificación y secado del producto. 86 PURIFICACIÓN Y SECADO. 1. Filtrar el producto. 2. Suspender el CMA en metanol. 3. Neutralizar con HCl o NaOH. 4. Filtrar nuevamente. 5. Lavar el filtrado con metanol al 80 % hasta prueba negativa de cloruros. 6. Llevar el producto al horno de vacío y secar a 40ºC durante 4 horas. . En la Tabla 12 se presentan las cantidades de los reactivos utilizados para los 6 experimentos realizados Tabla 12. Cantidad de reactivos utilizada en la carboximetilación por pasos sucesivos en medio alcohólico utilizando la metodología de Jie [3]. 4.8. Producto Masa de Moles Masa de Moles de Masa de Moles de NaOH de AMCA AMCA UAG UAG (±0,01 g) NaOH (± 0,01 g) (± 0,01 g) CP-PGT-1-J 5,56 0,1390 13,13 0,1390 8,99 0,0555 CP-PGT-2-J 3,71 0,0928 8,74 0,0925 6,00 0,0370 CP-PGT-3-J 2,48 0,0620 5,82 0,0616 3,99 0,0246 CP-NT-1-J 5,64 0,1410 13,07 0,1383 8,99 0,0555 CP-NT-2-J 3,70 0,0925 8,12 0,0859 6,02 0,0372 CP-NT-3-J 2,45 0,0613 5,83 0,0617 4,01 0,0248 Caracterización del carboximetil almidón obtenido Los almidones modificados fueron caracterizados utilizando Espectroscopia Infrarroja con Transformada de Fourier. 4.8.1. Espectroscopía Infrarroja con Transformada de Fourier (FTIR) Los espectros infrarrojo se realizaron mezclando homogéneamente las muestras en polvo fino con bromuro de potasio (KBr) seco para IR, en una relación de muestra a KBr 87 aproximada de 1:50. Luego era transferida a un molde y llevada a una presión de 10.000 Pa en una prensa hidráulica por 1 minuto, obteniéndose pastillas de aproximadamente 1 cm de diámetro. Los espectros fueron llevados a cabo entre 400 y 4000 cm-1, recolectando 64 barridos con una resolución de 4cm-1, utilizando un espectrofotómetro Nicolet Magna 550 FTIR. Los espectros fueron analizados utilizando un software OMNIC Utility Software versión 3.0. 4.9. Determinación del Grado de Sustitución del CMA obtenido, por titulación de los grupos ácidos. Este método fue aplicado por primera vez en 1947 para determinación del GS de la carboximetil celulosa [49]. Más tarde fue utilizado para la determinación del GS del carboximetil almidón. Se basa en cuantificar los grupos carbonilos presentes en la muestra por una valoración en condiciones alcalinas, una vez que el almidón modificado ha sido sometido a un tratamiento ácido. Este método ha sido recomendado como un procedimiento estandar debido a su gran precisión [50]. MATERIALES Y EQUIPO - Erlenmeyer de 250 ml. - Agitador magnético. - Balanza analítica. - Bureta de 50 ml. - Vial de 20 ml. - Balón de 100 ml. - Fenolftaleína. - Hidróxido de sodio 0,2 M. -Acetona. - Metanol al 80%. - Solución estandar de ácido clorhídrico 0,05 M. -Ácido clorhídrico 6 M. -Nitrato de plata 88 MÉTODO Todos los grupos carboximetil adicionados a las unidades monoméricas del almidón deben ser convertidos previamente a su forma ácida. El procedimiento se muestra a continuación. 1. Dispersar el CMA un vial con acetona, mantener agitación magnética. 2. Convertir a la forma ácida agregando una solución de HCl 6 M (30 ml de HCl 6M/10 g de muestra). 3. Agitar durante 30 min. 4. Filtrar. 5. Lavar el precipitado con una solución metanol-Agua (80% en masa de metanol) hasta prueba negativa de cloruros 6. Dispersar el filtrado en acetona. 7 Filtrar y secar al vacío a 50ºC. Luego que la muestra ha sido convertida a su forma ácida se procede a determinar el GS mediante retrotitulación. El procedimiento se muestra a continuación. 1. Pesar 0,5 g de muestra (precisamente pesado ± 0,1g). 2. Disolver la muestra en 20 ml de NaOH 0,2 M. 3. Agregar 50 ml de agua destilada. 4. Transferir la solución a un balón de 100 ml. 5. Transferir una alícuota de 25 ml a un elenmeyer. 6. Titular el exceso de NaOH con una solución estandar de HCl 0,05 M. La titulación fue repetida tres veces y el valor promedio del volumen de HCl fue utilizadospara los cálculos. Un blanco también fue titulado. El GS fue calculado utilizando la siguiente ecuación: CÁLCULOS GS = nCH 2 COOH ⋅ 162 (Ec. 8) mCMA − 58 ⋅ nCH 2 COOH 89 Siendo nCH2COOH los moles de grupos carboximetil unidos al almidón y mCMA la masa (en gramos) de la muestra de CMA. Ver apéndice para cálculos. 4.10. Evaluación de las propiedades reológicas por corte simple. Los almidones nativos son insolubles en agua fría, por lo que se hizo necesario utilizar la metodología propuesta por Ortega-Ojeda [27] para obtener soluciones sin restos de gránulos. El procedimiento antes mencionado se expone a continuación. 1. Preparar las soluciones en viales cerrados. 2. Calentar en un baño de aceite a 140°C por 40 minutos. 3. Transcurrido este tiempo, pasar las soluciones por un baño de agua a 60°C por 10 segundos. 4. Dejar enfriar las soluciones a temperatura ambiente. El procedimiento explicado anteriormente fue aplicado para todos los productos sintetizados en alcohol isopropílico debido a la baja solubilidad de los mismos, esta característica de los productos puede observarse de forma cualitativa en las fotos de algunos viales reflejadas en el apéndice ,mostrándose una mayor turbidez en todos los casos en los que el CMA fue obtenido en medio alcohólico. Los productos sintetizados en medio acuoso presentan una marcada diferencia en cuanto a su solubilidad respecto a los sintetizados en medio orgánico (ver fotos en apéndice A). Sin embargo con la finalidad de poder comparar los CMA sintetizados en agua con los obtenidos en alcohol isopropílico sin asociar las posibles diferencias de los resultados a un tratamiento térmico distinto, algunos productos sintetizados en medio acuoso fueron preparados bajo el mismo procedimiento que los obtenidos en medio alcohólico. Esto fue para los productos obtenidos de la optimización de las condiciones de reacción en medio acuoso. Los CMA sintetizados en agua y bajos una metodología por pasos sucesivos no fueron sometidos a tratamientos térmicos. Los análisis reométricos se realizaron en un reómetro ARES (902-30004), de Rheometrics Scientific, de control de velocidad de deformación rotacional. La geometría 90 utilizada fue la de dobles cilindros concéntricos (doble Couette) con un controlador de -1 temperatura a 25,00 ± 0,05 °C, en un rango de 0,1 a 1000 cm . Todas las soluciones a analizar fueron preparadas bajo una concentración de NaCl de 0,1 M. Además de estudiar el efecto que la modificación ejerce en la viscosidad de los CMA también se estudió el efecto de la concentración sobre la misma propiedad. Las muestras seleccionadas y sus concentraciones se presentan en la Tabla 13. Tabla 13. Productos y concentraciones usadas en el estudio reológico Productos Concentraciones (% p/p) Almidón Nativo - - 3 Almidón Pregelatinizado - - 3 120-T1-N - - 3 120-T1-B - - 3 240-T1-N - - 3 240-T1-B - - 3 120-T2-N - - 3 120-T2-B - - 3 240-T2-N - - 3 240-T2-B - - 3 60m-Rxn - - 3 180m-Rxn - - 3 300m-Rxn - - 3 480m-Rxn - - 3 5-Alm/H2O - - 3 10-Alm/H2O - - 3 20-Alm/H2O - - 3 R1 - - 3 R2 - - 3 R3 - - 3 91 CP-NT-1-H2O - 2 3 CP-NT-2-H2O - 2 3 CP-NT-3-H2O 1 2 3 Control - - 3 CP-NT-1-J - 2 3 CP-NT-2-J - 2 3 CP-NT-3-J 1 2 3 CP-PGT-1-J - 2 3 CP-PGT-2-J - 2 3 Continuación tabla 13. CP-PGT-3-J 1 2 3 CP-PGT-1-F - 2 3 CP-PGT-2-F - 2 3 CP-PGT-3-F 1 2 3 92 Capítulo 5 RESULTADOS Y DISCUSIÓN En el presente capítulo son presentados los resultados espectroscópicos, reológicos y GS de cada CMA sintetizado. Primero son evaluadas las características espectroscópicas asociadas a los almidones de partida (Nativo y gelatinizado), siguiendo con un estudios de los productos obtenidos en medio acuoso tanto en la optimización de las condiciones de reacción como en las reacciones por pasos sucesivos, para finalmente concluir con los CMA sintetizados en medio alcohólico bajo el procedimiento de pasos sucesivos. 5.1. Caracterización de los almidones nativos utilizados como material de partida. 5.1.1. Espectroscopia Infrarroja con Transformada de Fourier (FTIR). En la tabla 14 se reflejan las señales de mayor importancia asociadas a los productos de partida. El espectro asociado a cada producto es presentado en el apéndice A (Espectros 1 y 2) Tabla 14. Asignación de bandas a los almidones de partida Número de onda (cm-1) Almidón Almidón nativo Pregelatinizado 764 764 860 856 930 930 1018 1022 1079 1080 1157 1157 1242 1238 1342 1342 1419 1419 1647 1647 2931 2931 3383 3383 Asignación Estiramiento de C-C Deformación C-H y CH2 Vibración del enlace glucosídico α-1,4 (C-O-C) Estiramiento C-O en el anillo de anhidroglucosa Estiramiento C-O en el anillo de anhidroglucosa Estiramiento de C-O y C-C Deformación de la cadena lateral CH2OH Bending de C-O-H, torsión de CH2 Bending de CH2 Agua absorbida Deformación de CH2 Estiramiento OH 93 Las regiones de mayor de relevancia espectroscópica a consideran en el estudio de los productos de partida así como los sintetizados en este proyecto se reflejan en la figura 13 (espectro del almidón de yuca nativo). Dichas regiones se encuentran en los siguientes rangos de longitud de onda: longitudes de onda inferiores a 800 cm-1 (región I), entre 800-1500 cm-1, denominada zona de huella dactilar (región II), entre 2800-3000 cm-1 es la región asociada al estiramiento C-H (región III), la región entre 3000 y 3600 cm-1 (región IV) asociada a los grupos hidroxilos de la unidad repetitiva del almidón y finalmente la región V entre 15002000 cm-1 en la cual absorben los grupos carbonilos enlazados al CMA así como también el agua absorbida. 1.8 1.6 1.4 Absorbancia III IV II V I 1.2 1.0 0.8 0.6 0.4 0.2 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 13. Espectro de FTIR del almidón de yuca nativo (espectro 1 apéndice). 5.1.2 Espectroscopia UV/Visible Para muchos investigadores el contenido de amilosa ha resultado ser de gran importancia al momento de considerar alterar la estructura química del almidón. Encontrándose que para dos almidones con contenido de amilosa diferente, se obtienen mayores grados de sustitución porcentaje de cristalinidad [9]. en aquellos con mayor contenido de amilosa y menor 94 Este polímero a pesar de presentar algunos puntos de ramificación esporádicos, es considerado comúnmente como un biopolímero de cadena lineal [26]. Esta linealidad es la que precisamente juega un papel importante en la funcionalización del almidón ya que es la estructura de más fácil acceso por parte de los agentes modificantes. Por lo tanto aquel almidón con mayor contenido de amilosa será más susceptible a ser modificado facilitando de esta forma la obtención de productos con grados de sustitución mayores. La determinación del contenido de amilosa se fundamenta en la afinidad de este biopolímero por el yodo formando un complejo que absorbe en la región del UV/Visible y que permite determinar cuantitativamente el contenido de amilosa. Los resultados del contenido de amilosa para el almidón de yuca utilizado en este estudio se presentan en la tabla 15 y fueron calculados utilizando la ecuación 7. Tabla 15. Porcentaje de amilosa del almidón de yuca nativo. Masa de Masa de almidón almidón (± 1mg) (± 0.0001mg) 73,2 0,5741 0,584 0,6948 19,74 78,1 0,5564 0,619 0,7122 20,24 76,2 0,5448 0,447 0,5384 15,30 Absorbancia Valor azul % de amilosa Promedio 18 ± 2 ó 3% Este contenido de amilosa se encuentra dentro del rango reportado por Jane y colaboradores [51]. 5.2. Funcionalización y optimización de las condiciones de carboximetilación del almidón en medio acuoso. Cada producto obtenido en esta parte fue caracterizado mediante tres vías diferentes. Primero se presenta una tabla con los valores de GS alcanzados en cada variable y nivel de reacción. Luego se presenta el espectro FTIR asociado a cada producto, enfocando especial interés en la zona entre 1560-1800 cm-1 asociada a los grupos carboximetil enlazados a la 95 unidad de anhidroglucosa del almidón producto de la modificación, y finalmente se presenta el estudio reológico de los CMA en agua como solvente. Muchos estudios reportados en la literatura llevan a cabo la optimización de las condiciones de reacción tomando el GS como variable de respuesta ya que permite estudiar la extensión, eficiencia y rendimiento de la funcionalización [6, 7, 11, 49]. Sin embargo la viscosidad de las soluciones de CMA en agua fue el parámetro principal tomado en consideración para cada producto sintetizado en este proyecto, independientemente del GS alcanzado. Estudios precedentes llevados a cabo en alcohol isopropílico han demostrado que los productos con mayores GS no necesariamente presentan las mejores propiedades reológicas [8,49], presumiblemente a una modificación solo superficial que arroja altos GS en la superficie del gránulos pero presentando una mayoría de las unidades repetitivas no modificadas en el interior del mismo que tienden a disminuir las propiedades reológicas del producto final. Con la finalidad de incorporar el CMA en fluidos de perforación base agua resulta de importancia relevante considerar aquellos productos que muestren una afinidad por el solvente acuoso. A continuación se presenta en la tabla 16 las principales bandas asociadas al espectro FTIR del CMA. Los espectros asociados a cada producto serán presentando conforme se vaya estudiando cada variable y nivel en la optimización de las condiciones de reacción, así como su GS y propiedades reológicas. Los CMA presentan de manera general las bandas reflejadas en la tabla 16 con pequeñas variaciones y desplazamientos en la longitud de onda dependiendo de las condiciones de reacción utilizadas. 96 Tabla 16. Asignación de las bandas a los almidones modificados. Número de onda (cm-1) Asignación 764 Estiramiento C-C 857 Deformación C-H y CH2 928 Vibración del enlace glucosídico α-1,4 (C-O-C) 1023 Estiramiento C-O en el anillo anhidro glucosa 1083 Estiramiento C-O en el anillo de anhidroglucosa 1155 Estiramiento de C-O y C-C 1320 Estiramiento del dímero 1410 Bending C-O fuera del plano y estiramiento simétrico y antisimétrico de C-O 1600 Estiremiento COO- del ácido de la funcionalización 1720 Estiramiento C=O del ácido carboxílico 1730-1745 2930 3700-3000 Estiramiento C=O de éster asociado al producto secundario. Deformación del CH2 Estiramiento OH La caracterización mediante FTIR de cada uno los productos sintetizados en el presente proyecto vendrá acompañada su respectivo almidón de partida, con la finalidad de comparar y corroborar el éxito de la modificación química. 5.2.1. Optimización de las variables: tiempo y temperatura de activación. En la tabla 17 se presentan los valores de GS asociados al tiempo y temperatura de activación estudiados. Es importante resaltar que dentro los parámetros fijos estuvo: el tiempo de reacción igual a 3 horas, relación entre reactivos igual a 2:1:1 (NaOH: AMCA: UAG), concentración al 5% almidón/agua (%p/v). 97 Tabla 17. Valores de grado de sustitución obtenidos en la optimización de las variables tiempo y temperatura de activación. 120m-T1 Grado de sustitución (titulación por duplicado) 0,074 - 0,068 240m-T1 0,108 - 0,110 0,109 120m-T2 0,085 - 0,075 0,081 240m-T2 0,145 - 0,149 0,147 Producto Promedio 0,071 De acuerdo a los resultados presentados en la tabla 17 podemos concluir de manera general que: - Se produce un aumento en el GS al incrementarse el tiempo de activación. Esta tendencia se presenta para ambos tiempos de activación, y parece lógico si se considera que al someter el almidón a un tratamiento alcalino más prolongado existirá en solución una mayor concentración de grupos alcóxidos (R-O-) capaces de atacar al AMCA en mayor medida al momento de ser adicionado en el medio de reacción, dando de esta forma GS más elevado. - Se produce un aumento en el GS al incrementarse la temperatura de activación. Parece lógico si se piensa en que una mayor temperatura disminuiría la energía de activación asociada a la desprotonación de los grupos hidroxilo y ataque nucleofílico de segundo orden no concertado del grupo carboxilato hacia el AMCA (ver página 15 capítulo 3), dando así un mayor grado de funcionalización. Es importante mencionar que esta diferencia en temperaturas se mantiene durante toda la reacción. Estudios llevados a cabo en la optimización de las condiciones de reacción han reflejado un incremento en el grado de sustitución conforme aumenta la temperatura de reacción [7, 9, 12]. Resulta difícil establecer una comparación precisa ya que cada autor presenta condiciones, solventes y tipos de almidón distintos a los investigados en el presente proyecto. Sin embargo en la literatura consultada parece existir una tendencia en el incremento del GS conforme aumenta la temperatura de reacción [11, 4]. Para esta parte el mayor GS alcanzado de 0,147 aunque mucho mayor a estudios precedentes llevados a cabo en este mismo solvente [8], representa un bajo GS. Se encuentra 98 todavía alejado del máximo valor teórico (GS=1) de acuerdo a la relación molar empleada 2:1:1 (NaOH:AMCA:AUG), en la que teóricamente, por unidad de anhidroglucosa deberían activarse dos grupos hidróxilo y modificarse solo uno . Este bajo grado de sustitución alcanzado en medio acuoso como solvente puede atribuirse a tres factores en base a la literatura consultada: - Altas viscosidades del medio de reacción. Sistemas de reacción completamente acuosos y alcalinos (fase de activación) tienden a gelatinizar el almidón, incluso a temperatura ambiente, dificultándose la agitación del medio debido a las altas viscosidades alcanzadas. Hofreiter y colaboradores [13] sostiene que este proceso de modificación física al que esta sujeto el almidón se encuentra directamente relacionado con los bajos GS alcanzados. - Neutralización entre el activante y agente modificante. Al utilizar un agente modificante con características ácidas como las que presenta el AMCA, parte del activante (base) es consumido mediante una reacción de neutralización entre ambos reactivos (Ec. 1). Esto disminuye la extensión de la activación sobre las unidades monoméricas del polímero. Incluso si se considera un tiempo de activación elevado en el que una gran extensión de grupos hidróxilo se encuentre activada, puede llevarse a cabo el bloqueo de esas posiciones activas por parte de los protones ácidos del agente modificante. Algunos autores sugieren establecer los cálculos necesarios para tomar en cuenta este factor de neutralización y de esta manera agregar el exceso de base necesario [7]. Al utilizar la sal del ácido este problema no se presenta y el ataque de los grupos alcóxido (R-O-) hacia el agente modificante se lleva a cabo de manera directa. - Formación de un producto secundario entre el agente modificante y activante. De la misma forma como el grupo alcóxido (R-O-) del almidón activado ataca al agente modificante para dar el CMA, la base remanente en el medio de reacción puede también puede atacar en la posición del carbono alfa del AMCA induciendo la salida del cloro para formar glicolato de sodio (véase Ec. 2). Esta reacción se ve favorecida en medio acuoso [7]. La extensión de la modificación se verá reducida a medida que la cantidad de agente modificante y activante se vea disminuida en el medio de reacción dando como resultado menores grados de sustitución. 51 A continuación en la figura 14 se presentan los espectros FTIR asociados a los cuatro productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuoso, así como también el almidón de partida. Absorbancia 1.5 1611 1.0 0.5 1645 (a) 120m-T1 (b) 240m-T2 (c) 120m-T1 (d) 240m-T2 (e) Almidón nativo e d b 0.0 4000 c a 3500 3000 2500 2000 1500 1000 -1 Número de onda (cm ) Figura 14. Espectro de FTIR de los productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuos La aparición de una nueva señal para los cuatro productos en comparación al almidón nativo de partida da indicios de un cambio en la composición química del almidón. La longitud de onda de 1611cm-1 asociada a grupos carbonilo refleja que la reacción de carboximetilación resultó exitosa para el almidón. Aunque la forma ancha y la aparición de un pequeño hombro en la parte superior de cada pico hace pensar que posiblemente más de una señal asociada a especies diferentes está presente en el CMA. Con la finalidad de clarificar lo expuesto anteriormente, en la figura 15 se presentan los espectros desconvolucionados de los productos. Así como también le desconvolución asociada al almidón nativo. 52 1755 1656 1704 1595 1604 e Absorbancia d c b (a) Almidón nativo (b) 120m-T1 (c) 240m-T1 (d) 120m-T2 (e) 240m-T2 1644 a 1750 1700 1650 1600 Número de onda (cm-1) Figura 15. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso. La señal que se mantiene tanto en el almidón de partida como en los productos esta asociada al agua absorbida. Pero la aparición de tres señales adicionales luego de la modificación hace evidente una variación en la composición química del almidón. Estos picos corresponden a: - 1595 cm-1: vibración del grupo carbonilo en forma de carboxilato (R-CH2-COO-). - 1656 cm-1: agua absorbida. - 1704 cm-1: vibración del grupo carbonilo en su forma ácida (R-CH2-COOH). - 1755 cm-1: vibración del grupo carbonilo del producto secundario (HO-CH2-COONa). Señales adicionales en 1410 y 1320 cm-1 aunque no se diferencian con tanta claridad debido al solapamiento de igual forma son atribuibles al estiramiento de grupo carbonilo en forma de carboxilato. La longitud de onda asociada al grupo carbonilo también fue estudiada por Xiadong y colaboradores [52] trabajando en la carboximetilación de maíz, reportando bandas en 1605, 1424 y 1322 cm-1 asociadas a la modificación. Fang y colaboradores [53] atribuyen las señales entre 1739-1746 cm-1 al producto secundario denominado glicolato. En cuanto a la forma en la que se presenta el grupo carbonilo en el CMA, resulta interesante notar que aun neutralizando el producto una vez finalizada la reacción en la parte experimental (con HCl diluido), de igual forma el grupo carbonilo sin protonar 53 (carboxilato) se encuentra presente en el producto final. Este es un resultado reportado por muchos autores los cuales someten a sus productos a un tratamiento ácido de neutralización en el paso final de síntesis y de igual forma reportan el grupo carboxilato al final del tratamiento [7,12, 49]. Aunque en la literatura no profundizan sobre este tratamiento en el paso final de reacción, el procedimiento a seguir para convertir todos los grupos carboxilato a su forma ácida consiste en someter el CMA a un tratamiento ácido más intenso con HCl 6 M obteniéndose productos degradados. Este es un procedimiento previo a seguir en la determinación del GS mediante retrotitulación [49]. En el presente proyecto, se piensa que las altas viscosidades del medio de reacción alcanzado por efecto de la gelatinización del almidón dificultan el acceso del ácido hacia los puntos activos (alcóxido) del almidón por lo tanto durante la etapa de neutralización muchos grupos aún quedan sin protonar. No se decide dejar el sistema con HCl durante un tiempo mayor para evitar extender cualquier efecto negativo como degradación que pudiese presentar el CMA debido al tratamiento con ácido (aún estando diluido) durante un tiempo prolongado). Luego del estudio químico evaluado en la modificación, a continuación en la figura 16 se presentan las propiedades reológicas para los cuatro productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuoso sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA. Al mismo tiempo se muestran las fotografías de los viales sometidos a estudio sobre un fondo cuadriculado y con un índice en la parte superior izquierda asociado a una escala de turbidez cualitativa entre un rango de 0-5 (presentado en el apéndice A), siendo 0 una solución completamente transparente y 5 la de mayor turbidez. η (Pa.s) 0.1 0.01 120m-T1 (GS=0,071) 240m-T1 (GS=0,109) 120m-T2 (GS=0,081) 240m-T2 (GS=0,147) Agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 16. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso. (T=25ºC, 3% p/p, 0,1 M NaCl) 54 Con la finalidad de poder asociar las diferencias reológicas de cada producto solo en función del GS, desde un principio se busca apantallar y bloquear todos los sitios cargados negativamente dentro del CMA (tanto grupos hidroxilos como carboximetil) que puedan influenciar y desviar en diferente medida la respuesta reológica de los productos en solución. Para ello todos los estudios son realizados bajo una concentración salina de NaCl igual a 0,1 M, con la finalidad de apantallar a través de los iones sodio las cargas del CMA presentes en solución. Bajo el procedimiento expuesto anteriormente en teoría las propiedades reológicas de los productos deberían ser menores en comparación a cuando no se utiliza NaCl ya que el efecto de apantallamiento disminuye la repulsión entre cargas mutuas que tienden a desenredar y estrechar el polímero en una configuración que otorga la máxima distancia entre carga iguales, al mismo tiempo que disminuye la cantidad de agua disponible en la que el polímero puede hidratarse y extenderse [38]. Todas las curvas de viscosidad vs tasa de corte presenta un comportamiento pseudoplástico, debido presumiblemente al desenredo intermolecular entre cadenas del CMA por efecto de cizalla al que es sometido el material en el estudio reológico. No pueden hacerse precisiones sobre la forma de las curvas debido a la heterogeneidad de las muestras (soluciones coloidales), de hecho las muestras presentan cierta heterogeneidad como se observa en la escala de turbidez. Las mejores propiedades reológicas son presentadas por el producto sometido a un menor tiempo y temperatura de activación, mientras que las menores propiedades se asocian al producto sometido aun mayor tiempo y temperatura de activación. Puede pensarse que las condiciones más intensas de reacción tienden a degradar el producto durante el proceso de síntesis. De hecho algunos autores sugieren que para relaciones molares entre activante y almidón mayores a 1,2 y una temperatura de 58ºC comienzan a obtenerse productos degradados [12], en este proyecto fueron usadas condiciones de reacción aun más severas en el tratamiento alcalino utilizando una relación molar 2:1 entre el NaOH y el almidón. En otros casos las condiciones alcalinas combinadas con altas temperaturas también tienden a degradar el producto. 55 En una gráfica de viscosidad a bajas tasas de corte (figura 17) mostrada a continuación se observa como a su vez el producto más sustituido es el que presenta las propiedades reológicas más pobres y el menos sustituido las mejores. 0.30 0.25 GS=0,071 η (Pa.s) 0.20 0.15 GS=0,109 0.10 GS=0,081 GS=0,147 0.05 0.00 50 120 minutos 240 minutos 70 Temperatura (ºC) Figura 17. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de las variables tiempo y temperatura de activación en medio acuoso. (T=25ºC, 3% p/p, 0,1 M NaCl) Esto es contrario a lo que se esperaba de acuerdo a los resultados reportados por Flores [8] quien trabajando a una temperatura de 70ºC obtiene un incremento de la viscosidad conforme aumenta el GS en una reacción de pasos múltiples siendo el GS igual a 0,021 en el primer paso a y 0,033 en el segundo. Desde el punto de vista teórico al haber una mayor concentración de grupos carbonilo en la muestra (mayor GS) las cadenas poliméricas deberían extenderse en mayor medida por efecto de repulsión (aunque esta repulsión se vea disminuida por el efecto de apantallamiento como se explicó anteriormente por efecto del NaCl), al mismo tiempo que interactúan con el solvente por solvatación, existiendo de esta forma un mayor roce por efecto de cizallamiento y una propiedad reológica mayor [38]. En vista a los resultados obtenidos en el presente proyecto se mantiene la suposición de que condiciones más severas que faciliten la obtención de CMA con mayores GS va en detrimento de las propiedades reológicas del producto por efecto de degradación. Stojanovic y colaboradores [12] trabajando con almidones nativos de procedencia no especificada por ellos también atribuyen la disminución en las propiedades reológicas de sus productos por efecto de degradación de los mismos al trabajar a temperaturas superiores a 58 ºC y tiempos de reacción de 100 min. 56 La temperatura de 50ºC junto con un tiempo de activación de 120 min son considerados de acuerdo a los resultados reológicos (independientemente del GS alcanzado) como los niveles óptimos a mantener fijos en el análisis de la siguiente variable en la optimización de las condiciones de reacción. 5.2.2. Optimización de la variable: tiempo de reacción. En la tabla 18 se presentan los valores de GS asociados a los tiempos de reacción estudiados. Es importante resaltar que dentro de los parámetros fijos estuvo: el tiempo de activación igual a 2 horas (120min), Temperatura de activación y reacción igual a 50ºC, relación molar entre reactivos igual a 2:1:1 y concentración al 5% almidón/agua (%p/v). Tabla 18. Valores de grado de sustitución obtenidos en la optimización de la variable tiempo de reacción. 60m-Rxn Grado de sustitución (titulación por duplicado) 0,059 - 0,051 180m-Rxn 0,074 - 0,068 0,071 300m-Rxn 0,090 - 0,081 0,086 480m-Rxn 0,093 - 0,089 0,091 Producto Promedio 0,055 De acuerdo a los resultados presentados en la tabla 18 podemos concluir de manera general que: - Se produce un aumento en el GS al incrementar el tiempo de reacción. Este efecto no se presenta de manera tan pronunciada al compararlo con la variable anterior. Sin embargo el aumento en el GS conforme se extiende el tiempo de reacción ha sido un resultado reportados por muchos investigadores para diferentes solventes y tipos de almidón incluyendo yuca [11,22]. Este efecto parece lógico si se considera que a tiempos de reacción más prolongados el almidón se expone durante un mayor período a los reactivos, resultando en un producto con mayor grado de funcionalización. También resulta interesante observar que el incremento en el GS se hace cada vez menos pronunciado a medida que avanza el tiempo de reacción, este comportamiento de igual forma se presenta en la literatura consultada pudiendo deberse este hecho a la presencia cada vez menor de reactivos en el medio de reacción por lo que un tiempo de reacción mayor no se verá 57 reflejado en un incremento en el grado de sustitución, Stojanovic y colaboradores[12] lo consideran como un equilibrio en la fase de activación del almidón . A continuación en la figura 18 se presentan los espectros FTIR asociados a los cuatro productos obtenidos en la optimización de la variable tiempo de reacción. 1.5 Absorbancia 1.2 1604 0.9 1646 0.6 e 0.3 c (a) 60m-Rxn (b) 180m-Rxn (c) 300m-Rxn (d) 480m-Rxn (e)Almidón nativo b d a 0.0 4000 3500 3000 2500 2000 1500 1000 -1 Número de onda (cm ) Figura 18. Espectro de FTIR de los productos obtenidos en la optimización de la variable tiempo de reacción. Estableciendo una comparación entre el almidón nativo de partida y los productos obtenidos puede observarse en la zona cercana a 1600 cm-1 la aparición de una nueva señal asociada a los grupos carbonilo producto de la funcionalización, y de manera más acentuada puede observarse un segundo pico a longitudes de onda mayores para los productos 300m-Rxn y 60m-Rxn. En la figura 19 se realiza la desconvolución en la zona de interés asociada a la modificación de manera de diferenciar con más claridad las distintas especies presentes para estos productos. 58 1706 Absorbancia 1756 1600 1657 e d c b 1645 a 1750 1700 1650 (a) Almidón nativo (b) 60m-Rxn (c) 180m-Rxn (d) 300m-Rxn (e) 480m-Rxn 1600 -1 Número de onda (cm ) Figura 19. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variables tiempo de reacción. Una señal asociada al agua absorbida se mantiene tanto en el almidón de partida como en los productos, aunque la aparición de tres señales adicionales luego de la modificación hace evidente una variación en la composición química del almidón. Dentro de estas señales puede apreciarse el grupo carbonilo tanto en su forma ácida 1600 cm-1 como de carboxilato 1706 cm-1, la señal de estiramiento asociada al agua en 1657 cm-1 y el estiramiento C=O de éster asociado al producto secundario en 1756 cm-1. También se observa un incremento en de las señales asociadas a la modificación conforme la reacción avanza en el tiempo, al mismo tiempo que lo hace el producto secundario. A continuación en la figura 20 se presentan las propiedades reológicas para los cuatro productos obtenidos en la optimización de la variable tiempo de reacción, sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA. 59 η (Pa.s) 0.1 0.01 60m-Rxn (GS=0,055) 180m-Rxn (GS=0,071) 300m-Rxn (GS=0,086) 480m-Rxn (GS=0,091) Agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 20. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la variable tiempo de reacción en medio acuoso.(T=25ºC, 3% p/p, 0,1 M NaCl) Las mejores propiedades reológicas las presenta el producto sintetizado durante un tiempo de reacción de 3 horas o 180 minutos frente a aquellos sintetizados durante un tiempo de 1, 5 o 8 horas. La disminución de la viscosidad en los productos sintetizados a tiempos de reacción mayores puede atribuirse de igual forma a la degradación del almidón dentro del medio de reacción. Sin embargo para el producto de 60m-Rxn la viscosidad cae a valores incluso menores frente a aquellos productos expuestos durante un tiempo mayor. En este caso el menor GS alcanzado puede ser la causa de una propiedad reológica inferior frente a aquellos productos con mayor GS [38], incluso tal vez presentando estos últimos un grado de degradación mayor En la figura 21 se expone de forma gráfica lo explicado anteriormente. 60 0.30 GS=0,071 0.25 η 0,5 0.20 0.15 0.10 0.05 0.00 GS=0,055 0 60 GS=0,086 GS=0,091 120 180 240 300 360 420 480 540 Tiempo de reacción (min) Figura 21. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de la variable tiempo de reacción.(T=25ºC, 3% p/p, 0,1 M NaCl) Ahora una temperatura de 50ºC junto con un tiempo de 120 minutos de activación y 180 minutos de reacción son considerados de acuerdo a los resultados reológicos (independientemente del GS alcanzado) como los niveles óptimos a mantener fijos en el análisis de la siguiente variable en la optimización de las condiciones de reacción. 5.2.3. Optimización de la variable: Almidón/H2O (%p/v). En la tabla 19 se presentan los valores de GS asociados a los porcentajes de almidón en agua estudiados. Es importante resaltar que dentro los parámetros fijos estuvo: el tiempo de activación de 2 horas (120min), Tiempo de reacción de 3 horas (180min),Temperatura de activación y reacción igual a 50ºC y reactivos igual a 2:1:1. relación molar entre 61 Tabla 19. Valores de grado de sustitución obtenidos en la optimización de la variable Almidón/H2O (%p/v) 5-Alm/H2O Grado de sustitución (titulación por duplicado) 0,074 - 0,068 10-Alm/H2O 0.124 - 0.130 0,127 20-Alm/H2O 0,091 - 0,089 0,090 Producto Promedio 0,071 Esta variable de reacción resultó la más difícil de manipular desde un punto de vista experimental ya que las altas viscosidades desarrolladas para las concentraciones del 10 y 20 % dificultó en gran medida la agitación de la reacción. En la tabla 19 se observa que el mayor GS lo presenta el sistema de reacción preparado con una concentración de almidón en agua del 10%, seguido por un 20 % y finalmente del 5 %. El bajo GS logrado a altas concentraciones puede ser explicado desde un punto de vista de difusión de reactivos dentro del gel formado. La alta viscosidad y pastosidad pueden llegar a disminuir la eficiencia de la reacción reflejándose en un bajo grado de sustitución. A continuación en la figura 22 se presentan los espectros FTIR asociados a los tres productos obtenidos en la optimización de la variable Almidón/H2O (%p/v) 1.5 1.2 Absorbancia 1604 0.9 1646 0.6 d 0.3 (a) 5-Alm/H2O (b) 10-Alm/H2O c b 0.0 4000 (c) 20-Alm/H2O a 3500 (d) Almidón nativo 3000 2500 2000 1500 1000 -1 Número de onda (cm ) Figura 22. Espectro de FTIR de los productos obtenidos en la optimización de la variable Almidón/H2O (%p/v). 62 Estableciendo una comparación entre el almidón nativo de partida y los productos obtenidos puede observarse en la zona cercana a 1600 cm-1 la aparición de una nueva señal asociada a los grupos carbonilo producto de la funcionalización. La desconvolución de dicha zona se presenta en la figura 23. 1593 Absorbancia 1706 1660 1756 d c b 1646 (a) Almidón nativo (b) 5-Alm/H2O a (c) 10-Alm/H2O (d) 20-Alm/H2O 1750 1700 1650 1600 -1 Número de onda (cm ) Figura 23. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variables tiempo y temperatura de activación en medio acuoso Una señal asociada al agua absorbida se mantiene tanto en el almidón de partida como en los productos, aunque la aparición de tres señales adicionales luego de la modificación hace evidente una variación en la composición química del almidón. Dentro de estas señales puede apreciarse el grupo carbonilo tanto en su forma ácida a 1600 cm-1 como de carboxilato a 1706 cm-1, estiramiento del agua en 1657 cm-1 y el estiramiento C=O de éster asociado al producto secundario en 1756 cm-1. También se observa un incremento en de las señales asociadas a la modificación conforme la reacción avanza en el tiempo, al mismo tiempo que lo hace el producto secundario. A continuación en la figura 24 se presentan las propiedades reológicas para los tres productos obtenidos en la optimización de la variable relación Almidón/H2O (%p/v), sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA. 63 η (Pa.s) 0.1 0.01 5-Alm/H2O (GS= 0,071) 10-Alm/H2O (GS=0,127) 1E-3 20-Alm/H2O (GS=0,090) agua 1 10 100 1000 -1 Tasa de corte (s ) Figura 24. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la variable relación Almidón/H2O (%p/v) (T=25ºC, 3% p/p, 0,1 M NaCl). De acuerdo a la figura 24 se observa que todos los productos presentan un comportamiento pseudoplástico en solución, mostrándose las mejores propiedades reológicas en el CMA sintetizado bajo una relación de Alm/H2O igual al 5 %. Los GS son mayores para los CMA sintetizados al 10 y 20 % pero presentan un mayor grado de degradación frente a la más viscosa del 5 %. Se observa que las soluciones que presentan una mayor turbidez e incluso microgeles en las paredes del vial (10 %) son al mismo tiempo las menos viscosas. Algunos autores sostienen que al llevar a cabo el proceso de gelatinización en concentraciones de almidón en agua mayores al 4 %, baja tasa de corte y temperaturas inferiores a 90ºC, estructuras remanentes de los gránulos de almidón estarán aun presentes. En la figura 25 se presenta la viscosidad a bajas tasas de corte para los tres productos sintetizados en esta parte tomando en consideración el GS alcanzado. 64 0.30 0.25 GS=0,071 η 0,5 0.20 0.15 0.10 GS=0,090 0.05 GS=0,127 0.00 5 10 15 20 %(p/v) Almidón/H2O Figura 25. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de la relación almidón/H2O.(T=25ºC, 3% p/p, 0,1 M NaCl). Las condiciones de 5% de almidón /H2O, 50ºC como temperatura de activación, 2 horas de activación y 3 de reacción son los niveles óptimos a mantener fijos en el análisis de la siguiente variable en la optimización de las condiciones de reacción. 5.2.5. Optimización de la variable: relación molar de reactivos (NaOH: AMCA :UAG). En la tabla 20 se presentan los valores de GS asociados a las diferentes relaciones entre reactivos implementadas. Es importante resaltar que dentro los parámetros fijos estuvo: el tiempo de reacción igual a 3 horas, tiempo de activación de 2 horas, temperatura de activación de 50ºC y concentración de almidón/agua igual a 5 % p/v. 65 Tabla 20. Valores de grado de sustitución obtenidos en la optimización de la variable Relación molar entre reactivos. Producto (NaOH:AMCA:UAG) R1 (2:1:1) Grado de sustitución (titulación por duplicado) 0,074 - 0,068 R2 (2:3:1) 0,124 – 0,130 0,104 R3 (3:3:1) 0,091 - 0,098 0,095 Promedio 0,071 - Comparación entre R1 y R2. Se observa que al incrementar la cantidad de agente modificante en el medio de reacción para un valor constante de NaOH se produce de igual forma un aumento en el grado de sustitución del producto. Este resultado parece lógico si se considera que para una misma cantidad de grupos hidroxilos activados la adición de una mayor cantidad de agente modificante se reflejará en un incremento en el grado de sustitución [7,9, 10,]. Stojanovic y colaboradores [12] en estudios sobre la funcionalizacion del almidón nativo encontraron un comportamiento similar, reportando un incremento casi lineal del GS conforme era incrementada la cantidad de agente modificante en solución. - Comparación entre R2 y R3. En esta ocasión se incrementa la cantidad de NaOH manteniendo la de AMCA constante. Para este caso se observa una disminución en el grado de sustitución del producto. Este efecto es debido a que a altos niveles de NaOH en el medio de reacción, la reacción secundaria entre el agente activante y modificante (véase Ec. 2) se vuelve más significativa compitiendo con la reacción principal viéndose de esta forma disminuido el grado de sustitución. A continuación en la figura 26 se presentan los espectros FTIR asociados a los tres productos obtenidos en la optimización de la variable relación molar entre reactivos. 66 1.5 Absorbancia 1.2 1605 0.9 0.6 0.3 1646 d (a) R1 (b) R2 (c) R3 (d) Almidón nativo c b a 0.0 4000 3500 3000 2500 2000 1500 1000 -1 Número de onda (cm ) Figura 26. Espectro de FTIR de los productos obtenidos en la optimización de la variable relación molar entre reactivos. Estableciendo una comparación entre el almidón nativo de partida y los productos obtenidos puede observarse en la zona cercana a 1600 cm-1 la aparición de una nueva señal asociada a los grupos carbonilo producto de la funcionalización. La forma ancha del pico hace necesaria su desconvolución con la finalidad de evaluar otras especies presentes en el CMA. La desconvolución de dicha zona se presenta en la figura 27. 1602 Absorbancia 1755 1706 1657 d c b 1646 (a) Almidón nativo (b) R1 (c) R2 (d) R3 a 1750 1700 1650 -1 1600 Número de onda (cm ) Figura 27. Espectro de FTIR desconvolucionado de los productos obtenidos en la optimización de la variable relación molar entre reactivos. Puede observarse que la señal asociada al agua absorbida se mantiene tanto en el almidón de partida como en los productos, aunque la aparición de tres señales adicionales 67 luego de la modificación hace evidente una variación en la composición química del almidón. Dentro de estas señales puede apreciarse el grupo carbonilo tanto en su forma ácida a 1600 cm-1 como de carboxilato a 1706 cm-1, el agua 1657 cm-1 y el estiramiento C=O de éster asociado al producto secundario en 1756 cm-1. También se observa un incremento en de las señales asociadas a la modificación conforme la reacción avanza en el tiempo, al mismo tiempo que lo hace el producto secundario. A continuación en la figura 24 se presentan las propiedades reológicas para los tres productos obtenidos en la optimización de la variable relación Almidón/H2O (%p/v), sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA. . η (Pa.s) 0.1 0.01 R1 (GS=0,071) R2 (GS=0,104) R3 (GS=0,095) agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 28. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la optimización de la relación molar entre reactivos (T=25ºC, 3% p/p, 0,1 M NaCl). De acuerdo a la figura 28 se observa que todos los productos presentan un comportamiento pseudoplástico en solución, mostrándose las mejores propiedades reológicas en el CMA sintetizado bajo una relación entre reactivos igual a 2:1:1 (NaOH:AMCA:UAG). Resulta evidente que el aumento en la concentración de reactivos más allá de jugar un papel en el incremento del grado de sustitución al mismo tiempo tiende a disminuir las propiedades reológicas de CMA. Stojanovic y colaboradores [12] determinaron que con el incremento del contenido de AMCA en el medio de reacción ocurre degradación del CMA para relaciones NaOH/UAG mayores iguales a 2. 68 Coincidiendo estos resultados a los observados en el comportamiento reológico de R3. En el caso de R2 se tiene el mayor GS aunque el mismo tiempo es el producto expuesto a la mayor concentración de reactivos, esto se refleja en una propiedad reológica inferior a las alcanzadas por R1 por efecto de degradación. En la figura 29 se presenta la viscosidad a bajas tasas de corte para los tres productos sintetizados en esta parte tomando en consideración el GS alcanzado. 0.30 0.25 GS=0,071 η 0,5 0.20 0.15 0.10 GS=0,104 0.05 GS=0,095 0.00 R1 R2 R3 NaOH:AMCA:UAG Figura 29. Comparación de viscosidades a bajas tasas de corte para los productos obtenidos en la optimización de la variable relación molar entre reactivos. (T=25ºC, 3% p/p, 0,1 M NaCl) Luego de haber analizado todos los productos podemos sacar las siguientes conclusiones generales: - El máximo GS alcanzado en medio acuoso fue de 0,147. Superior a estudios precedentes en los que solo se había alcanzado un GS máximo de 0,033 [8]. - Los grados de sustitución alcanzados así como también la extensión de la degradación de los productos dependen ampliamente de las condiciones de reacción implementadas, 69 - Luego de haber estudiado todos los productos y tomando en cuenta las propiedades reológicas óptimas se encuentró que las condiciones de 5% de almidón/H2O, 50ºC como temperatura de activación, 2 horas de activación, 3 horas de reacción y una relación molar entre reactivos igual a 2:1:1 (NaOH:AMCA:UAG) son los niveles y condiciones óptimas (desde el punto de vista de optimización de propiedades reológicas) encontradas en el análisis de las cinco variables de reacción de carboximetilación del almidón de yuca nativo en medio acuoso. Hasta aquí: se calentaron las soluciones a 140ºC antes de medirles su reología. 5.3. Funcionalización de los almidones utilizando la metodología de carboximetilación por pasos sucesivos. A continuación se presentan tres procedimientos distintos de funcionalización del almidón de yuca por pasos sucesivos, uno en medio acuoso (establecido a partir de la optimización) y dos en medio alcohólico. Para estos experimentos se utilizaron los dos tipos de almidones de yuca: nativo y pregelatinizado. 5.3.1. Carboximetilación por pasos sucesivos en medio acuoso. La funcionalización del almidón a través de una metodología por pasos múltiples ha resultados ser una técnica ampliamente utilizada para lograr incrementar el GS del producto bajo un mismo procedimiento y condición experimental [8, 9, 11]. Las condiciones óptimas de reacción determinadas en la sección anterior en medio acuoso aunque presenta los mejores resultados reológicos , se desconoce si bajo estas condiciones el producto posee ya cierto grado de degradación ya que condiciones menos severas no fueron estudiadas y la determinación del peso molecular del producto tampoco fue analizado por lo tanto se desconoce a su vez el efecto que tendrá someter un producto durante tres veces consecutivas a las mismas condiciones de racción con la finalidad de incrementar el GS. Partiendo del principio de que los producto en un solo paso de reacción no presentan degradación, se decide utilizar una metodología de funcionalización por pasos sucesivos con la finalidad de incrementar el GS y así a su vez mejorar las propiedades reológicas del producto. En la tabla 21 se presentan los GS alcanzados. 70 Tabla 21. Valores de grado de sustitución de las reacciones por pasos sucesivos en medio acuoso. CP-NT-1-H2O Grado de sustitución (titulación por duplicado) 0,068 - 0,066 CP-NT-2-H2O 0.083 - 0.087 0,085 CP-NT-3-H2O 0,170 - 0,153 0,162 Producto Promedio 0,067 En base a lo observado en la tabla 1 podemos inferir que: - Las reacciones por pasos sucesivos resultan útiles al momento de incrementar el GS del CMA bajo una misma condición de reacción - En el primer paso de reacción se alcanza un GS de 0,067, cercano al del producto óptimo de la sección anterior de 0,071 lo cual da indicios de la reproducibilidad de la reacción en cuanto al grado de sustitución ya que las condiciones de reacción para ombos productos resultaron las mismas. A continuación en la figura 30 se presentan los espectros FTIR asociados a los tres productos obtenidos en la optimización de la variable relación molar entre reactivos. 1.5 Absorbancia 1.2 1607 0.9 1646 0.6 1702 d 0.3 (a) H2O-NT-1P (b) H2O-NT-2P (c) H2O-NT-3P (d) Almidón nativo c b a 0.0 4000 3500 3000 2500 2000 -1 1500 1000 Número de onda (cm ) Figura 30. Espectro de FTIR de los productos obtenidos en la reacción por pasos sucesivos en medio acuoso. 71 Estableciendo una comparación entre el almidón nativo de partida y los productos obtenidos puede observarse en la zona cercana a 1600 cm-1 la aparición de una nueva señal asociada a los grupos carbonilos producto de la funcionalización y a su vez un incremento en la señal asociada a los grupos carbonilo en su forma ácida en la zona cercana a 1700 cm-1 para el tercer paso de reacción. Esto último puede deberse a un mayor tratamiento de neutralización del almidón (paso final al finalizar cada reacción). La desconvolución de la zona asociada a la modificación se presenta en la figura 31. 1600 1748 1701 1660 Absorbancia d c b 1646 (a) Almidón nativo (b) CP-NT-1-H2O a (c) CP-NT-2-H2O (d) CP-NT-3-H2O 1750 1700 1650 -1 1600 Número de onda (cm ) Figura 31. Espectro de FTIR desconvolucionado de los productos obtenidos en la reacción por pasos sucesivos en medio acuoso. Una señal asociada al agua absorbida se mantiene tanto en el almidón de partida como en los productos, aunque la aparición de tres señales adicionales luego de la modificación hace evidente una variación en la composición química del almidón. Dentro de estas señales puede apreciarse el grupo carbonilo tanto en su forma ácida 1600 cm-1 como de carboxilato 1706 cm-1, el agua 1657 cm-1 y el estiramiento C=O de éster asociado al producto secundario en 1756 cm-1. También se observa un incremento en de las señales asociadas a la modificación conforme la reacción avanza en el tiempo, al mismo tiempo que lo hace el producto secundario. Las propiedades reológicas de estos tres productos 72 sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA se presenta en la figura 32. η (Pa.s) 0.1 0.01 CP-NT-1-H2O(GS=0,067) CP-NT-2-H2O(GS=0,085) CP-NT-3-H2O(GS=0,162) 1E-3 Control Agua 1 10 100 1000 -1 Tasa de corte (s ) Figura 32. Curvas de viscosidad vs tasa de corte. Productos obtenidos en la reacción por pasos sucesivos en medio acuoso.(T=25ºC, 3% p/p, 0,1 M NaCl) Primero, a pesar de incrementarse el grado de sustitución en función de los pasos de reacción parece haber un efecto degradante sobre la muestra conforme se avanza ya que las propiedades reológicas decaen desde el primer paso hasta el tercero. Segundo, se observa que las propiedades reológicas del producto más sustituido (GS=0,162) obtenido en el tercer paso de reacción en medio acuoso son ligeramente mayores a las del producto más sustituido (GS=0,147) obtenido en la optimización de las condiciones de reacción un solo paso (figura 16). En vista a la semejanza en los GS para ambos productos, desde un punto de vista en las propiedades reológicas parece más conveniente utilizar condiciones menos intensas de 50ºC y 2 horas de activación (condiciones de reacción por pasos múltiples) frente a condiciones más severas de 70ºC y 4 horas de activación (condiciones de reacción en un solo paso) para alcanzar GS similares pero con mejores propiedades reológicas. Esto último expuesto parece ser una ventaja presentada por las reacciones por en múltiples. Tercero, la funcionalización del almidón parece jugar un papel importante en el incremento de las propiedades reológicas de los productos, como era de esperarse de acuerdo a la literatura consultada [8, 38], ya que frente al CMA la muestra Control (sometida solo al tratamiento alcalino sin adición de AMCA, solo gelatinizada) presenta 73 las menores propiedades reológicas frente a todos los CMA sintetizados. Esta muestra fue sometida durante 5 horas a tratamiento alcalino, por lo que es de esperarse que también presente degradación. Es importante recordar que a diferencia de los productos de reacciones por pasos sucesivos los obtenidos en la optimización de las reacciones en medio acuoso fueron sometidos a un tratamiento térmico (de 140ºC durante 1 hora) previo a su caracterización reológica. En vista a la sensibilidad y tendencia a la degradación presentada por los productos en el presente proyecto, se compara en la figura 33 el efecto en la propiedad reológica que presenta un mismo producto antes y después de ser sometido al tratamiento térmico (sección experimental, preparación de soluciones reológicas) 0.40 0.35 GS=0,067 0.30 GS=0,067 η 0,5 0.25 0.20 0.15 0.10 0.05 0.00 Sin calentamiento Con calentamiento Tratamiento térmico Figura 33. Comparación de viscosidades a bajas tasas de corte para CP-NT-1-H2O sometido a tratamiento térmico. (T=25ºC, 3% p/p, 0,1 M NaCl). En la figura 33 se observa como decae la propiedad reológica para un mismo producto al someterlo a un tratamiento térmico previo a su caracterización reológica. Por lo que se sugiere que para ese tipo de productos que presentan cierta solubilidad en agua debido a la destrucción de la estructura cristalina, su preparación para el estudio reológico sea llevado a cabo sin previo tratamiento térmico. Desde un punto de vista de aplicación en lodos de perforación, resulta conveniente y económicamente viable implementar el CMA sin necesidad de someterlo a calentamiento previo a su uso. 74 En la figura 34 se compara el efecto que posee la funcionalización del almidón frente a las propiedades reológicas del almidón nativo de partida, pregelatinizado y Control. 0.35 GS=0,067 0.30 0.25 η0,5 0.20 0.04 0.03 0.02 0.01 0.00 Nativo P-NT-1-H2O regelatinizado C P Control Producto Figura 34. Comparación de viscosidades a bajas tasas de corte. Producto más sustituido en medio acuoso CP-NT-1-H2O vs los almidón nativo, pregelatinzado y Control. (T=25ºC, 3% p/p, 0,1 M NaCl) Al Comparar el almidón nativo frente al producto con mayor GS alcanzado mediante reacciones por pasos múltiples (y mayores propiedades reológicas de todos los obtenidos en solución acuosa en el proyecto) parece no haber un beneficio en la modificación del almidón ya que las viscosidades de ambos son bastante similares. Sin embargo la comparación entre estos dos productos no resulta del todo justa ya que el tratamiento térmico al que han sido expuesto ambos es diferente, habiendo sido sometido el almidón nativo a 140ºC durante una hora (necesario para su caracterización reológica debido a su baja solubilidad en agua fría) y el CMA a una temperatura de 50 ºC durante una 5 horas en presencia de reactivos químicos (luego del primer paso de reacción) junto con un proceso de secado de 4 horas al vacío a 50 ºC. Por lo que la cercanía en cuanto a las propiedades reológicas del CMA frente al almidón nativo viene dada por las los beneficios de la funcionalización. En cuanto a las ventajas del CMA frente al nativo, en la literatura consultada se ha encontrado que la introducción de grupos hidrofílicos como el carboximetil dentro del almidón interrumpen la estructura ordenada interviniendo o previniendo la tendencia a la 75 reasociación o retrogradación del producto gelatinizado (lo cual representaría una desventaja desde el punto de vista reológico). Con el CMA se obtienen soluciones que resultan relativamente estables [7] y se logra mayor estabilidad de almacenamiento [6]. Estas serían las ventajas que presenta el CMA presentado en la figura 34 frente al almidón nativo. Con la finalidad de comparar desde el punto de vista reológico dos productos sometidos al mismo tratamiento térmico se observa (en la figura 34) como la viscosidad de la muestra control (sometida al tratamiento alcalino y exactamente al mismo tratamiento térmico durante el mismo período de tiempo) se presenta muy por debajo del producto funcionarizado. Este resultado refleja las ventajas en cuanto a propiedades reológicas de la funcionalización del CMA frente a un almidón no funcionarizado. Y finalmente en un aplicación directa del CMA en lodos de perforación base agua la presencia de sitios ionizables permite al CMA extenderse y atarse a las partículas de arcilla del lodo, viscosificando de esta forma la fase del fluido Para el almidón pregelatinizado parece ser que el tratamiento térmico previo de gelatinización disminuye las propiedades reológicas, incluso a valores inferiores a los del CMA, el cual ha sido sometido durante un mayor período de tiempo a condiciones alcalinas y calor en la fase de activación. Resulta importante destacar que el proceso de gelatinización se lleva acabo a 80ºC mientras que la temperatura de reacción no excede los 50ºC. Esta diferencia puede ser la razón por la cual el almidón pregelatinizado muestra las menores propiedades reológicas. Por otro lado la funcionalización del CMA puede presentar un factor de competencia frente a la degradación por lo que sus propiedades reológicas se encuentran cercanas a las del almidón nativo. 5.3.2. Carboximetilación por pasos sucesivos en medio alcohólico. A continuación se presentan los productos obtenidos en medio alcohólico utilizando tanto almidón nativo como pregelatinizado bajo dos procedimientos distintos. 76 Carboximetilación por pasos sucesivos en medio alcohólico mediante la metodología de Flores [8]. En la tabla 22 se presentan los valores de GS obtenidos. Entre los aspectos relevantes del procedimiento tenemos que la relación molar entre reactivos de acuerdo al la literatura consultada se mantuvo en 2:1:1 (NaOH:AMCA:UAG), la temperatura en 80ºC, tiempo de activación de 2 horas y de reacción de 3 horas. Tabla 22. Valores de grado de sustitución obtenidos en la reacción por pasos sucesivos en medio alcohólico mediante la metodología de flores [8]. CP-PGT-1-F Grado de sustitución (titulación por duplicado) 0,290 - 0,297 CP-PGT-2-F 0.383 - 0.386 0,385 CP-PGT-3-F 0,667 - 0,651 0,659 Producto Promedio 0,294 En base a los GS obtenidos se observa que conforme se avanza en los pasos de reacción se incrementa el GS. Por otro lado el máximo GS alcanzado en el tercer paso supera al reportado por Flores [8] (GS=0,557) para una mismo tipo de almidón, cantidad de pasos y condiciones de reacción. Incluso utilizando Flores un almidón de yuca con 30 % de amilosa y no con 20 % como el implementado en el presente proyecto. En base a este resultado se confirma la hipótesis (a partir de la cual se decide utilizar almidón pregelatinizado) que se obtienen mayores GS cuando se utiliza un almidón previamente gelatinizado (que exponga una mayor cantidad de grupos hidróxilos hacia es solvente y reactivos) frente a un almidón nativo con una estructura cristalina compacta y de difícil acceso por los reactivos. A continuación en la figura 35 se presentan los espectros FTIR asociados al primer y tercer paso de reacción de los productos obtenidos mediante la metodología de Flores [8]. 77 4.0 3.5 1597 Absorbancia 3.0 2.5 2.0 1.5 c 1.0 b 0.5 (a) Almidón pregelatinizado (b) CP-PGT-3-F (c) CP-PGT-1-F 1646 a 0.0 4000 3500 3000 2500 2000 -1 1500 1000 Número de onda (cm ) Figura 35. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medio alcohólico mediante la metodología de Flores [8]. Por claridad en la figura 35 solo se muestran los espectros del primer y tercer paso de la modificación. El segundo paso se muestra en el apéndice A. Comparando el almidón de partida con los productos, se observa claramente una nueva señal asociada a la vibración del grupo carbonilo de la funcionalización en 1597 cm-1. La forma del pico difiere respecto a la de los productos sintetizados en agua, presentándose de forma más aguda (por lo que la desconvolución en la zona asociada a la modificación no fue llevada a cabo). Incluso no se observa el hombro asociado a la formación del producto secundario. Volkert y colaboradores [7] sostienen que al mantener un bajo % de agua en el medio de reacción la formación del producto secundario no se lleva a acabo. Aunque al trabajar con el ácido monocloroacético, cierto % de agua será generado en la reacción de neutralización con la base (Ec.2). Este factor puede llevar a disminuir la eficiencia y GS del CMA frente al esperado teóricamente (GS=1 para este conjunto de reacciones en los que se emplea una relación molar 2:1:1 entre el NaOH:AMCA: UAG). También se observa como los solventes orgánicos favorecen la formación de CMA con GS mayores respecto a los obtenidos en medio acuoso, incluso desde el primer paso de reacción, esto se debe a la mayor facilidad de acceso de los reactivos a los grupos hidroxilos del almidón ya que el medio heterogéneo característico al utilizar solventes orgánicos no presenta las altas viscosidades observadas en medio acuoso. 78 A continuación se presenta en la figura 36 el comportamiento reológico de los tres productos obtenidos en medio alcohólico sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA bajo la metodología de Flores [8]. η (Pa.s) 0.01 CP-PGT-1-F (GS=0,294) CP-PGT-2-F (GS=0,385) CP-PGT-3-F (GS=0,659) agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 36. Viscosidad vs tasa de corte de los productos obtenidos en medio alcohólico por pasos sucesivos mediante la metodología de Flores [8]. (T=25ºC, 3% p/p, 0,1 M NaCl) Nuevamente para este medio de reacción el comportamiento reológico es similar al observado con anterioridad (al utilizar agua como solvente), mostrándose que medida que se avanza en los pasos de reacción el producto presenta unas menores propiedades reológicas presumiblemente a la degradación del CMA por efecto de las condiciones de reacción. Se esperaba que un producto gelatinizado y altamente sustituido como el CPPGT-3-F (frente a los obtenidos en medio acuoso) tuviese unas propiedades reológicas mayores a las reflejadas en la figura 36. Sin embargo los resultados en la curva de viscosidad caen a valores incluso menores que los productos obtenidos en medio acuoso llegando a un valor bastante cercano al del agua. Este comportamiento puede ser explicado a través de dos vías diferentes: Por un lado se considera que la disminución en las propiedades reológicas de estos productos se debe al tratamiento térmico más intenso al cual ha sido sometido el almidón pregelatinizado en comparación a los productos obtenidos mediante la metodología por pasos sucesivos en medio acuoso en la que como material de partida se utiliza almidón nativo. Para esta parte experimenta primero el almidón es sometido a 80ºC durante una 79 hora al ser gelatinizado y luego en cada paso de reacción el almidón se mantiene durante un tiempo de 5 horas a 70ºC (una temperatura mayor a la implementada en medio acuoso). Para el producto CP-PGT-3-F esto se convertiría en un total de 15 horas de tratamiento térmico del almidón a una temperatura superior a los 70 ºC suficiente como para inducir una degradación de la muestra, sin tomar en cuenta las 4 horas a 50 ºC utilizada para secar el producto en cada paso de reacción. Para los productos sintetizados en medio alcohólico, Flores [8] presenta de igual forma bajos valores de viscosidad en sus productos aunque un incremento en función del numero de pasos (3 en total), para esto último hay que considerar que aún bajo las mismas condiciones de reacción y tipo de almidón (de yuca) la procedencia botánica en los resultados juega un papel importante en las propiedades y comportamiento del almidón bajo una reacción de carboximetilación por los que las diferencias en el comportamiento de los productos finales puede venir dada por las diferencias entre los almidones. Por otro lado las bajas propiedades reológicas son consistentes con los niveles de turbidez alcanzados por los productos al preparar sus soluciones en agua (ver fotos figura 36), ya que al existir una menor interacción del producto con el solvente debido a la baja solubilidad se presenta una mayor difracción de la luz incrementándose así la turbidez de las soluciones al mismo tiempo que disminuyen las propiedades reológicas. Sin embargo la poca solubilidad de los productos no parece ser consistente con el hecho de que se obtienen productos más degradados (de cadenas más cortas teóricamente más solubles) y con mayores grados de sustitución, ya que al existir una mayor concentración de grupos hidrofílicos (carboximetilos) unidos a cadenas polímericas de menor tamaño producto de la degradación se esperaría en teoría una mayor solubilidad y menor turbidez de las soluciones de CMA en agua. En la búsqueda para explicar este comportamiento, se sugiere que las cadenas poliméricas extendidas del almidón previo a la reacción (almidón pregelatinizado) se contraen de al entrar en contacto con el solvente orgánico formando un sistema heterogéneo similar al presentado con el almidón nativo, aunque con un mayor número de grupos hidroxilos expuestos hacia el solvente y los reactivos. Esto daría como resultado una interacción entre los reactivos y el almidón similar a la presentada con el almidón nativo, en la que la mayor modificación se lleva a cabo en la superficie del gránulo [8], solo que en este caso se supone que los “gránulos” formados por el ovillamiento de las 80 cadenas poliméricas extendidas presentarían un mayor número de grupos OH en su superficie danto de esta forma un mayor grado de sustitución y una mayor degradación debido al mayor tratamiento térmico del almidón pregelatinizado (como se discutió) previamente. El mayor grado de sustitución alcanzado en sistemas heterogéneos se debe a un fenómeno de superficies en el aunque solo se este modificando en mayor medida la capa superficial del gránulo, al considerar todo el sistema heterogéneo las superficie total expuesta a la modificación es mucho mayor dando como resultado un mayor grado de sustitución total. Carboximetilación por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradores [3] En la tabla 23 se presentan los valores de GS obtenidos. Entre los aspectos relevantes del procedimiento tenemos que la relación molar entre reactivos se mantuvo en 2,5:2,5:1 (NaOH:AMCA:UAG), la temperatura en 55ºC, un tiempo de activación de 15 minutos y un tiempo de reacción de 5 horas. Se utiliza para este procedimiento tanto almidón nativo como gelatinizado con la finalidad de estudiar esta variable en el comportamiento reológico como en el grado de sustitución de los productos. El presente procedimiento es seleccionado en base a los altos grados de sustitución alcanzados por los autores (1,4 un solo paso de reacción). Tabla 23. Valores de grado de sustitución obtenidos en la reacción por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradores [3]. Producto Grado de sustitución (titulación por duplicado) Promedio CP-PGT-1-J 0,170 - 0,164 0,167 CP-PGT-2-J 0,260 - 0,264 0,262 CP-PGT-3-J 0,328 - 0,320 0,324 CP-NT-1-J 0,325 - 0,329 0,227 CP-NT-2-J 0,253 - 0,264 0,259 CP-NT-3-J 0,451- 0,445 0,448 Se observa que independientemente del tipo de almidón utilizado se incrementa el GS conforme se avanza en los pasos de reacción, aunque no se presenta una diferencia significativa si se parte del almidón nativo o del pregelatinizado. 81 Se observa que los GS alcanzados bajo este procedimiento son inferiores a los logrados bajo la metodología de Flores [8]. De entre los factores que pueden entrar en juego en este resultado tenemos: - Menor temperatura de reacción. Al utilizar una menor temperatura de reacción posiblemente un menor número de grupos hidroxilo esté presente en el medio de reacción debido a una mayor energía de activación para activar los grupos hidroxilos a bajas temperaturas. Bajo el procedimiento de Flores [8] se trabajó a una temperatura de 80 ºC mientras que para el de Jie y colaboradores [3] a una de 55ºC. - Menor concentración de almidón en el medio de reacción. La disminución en el GS conforme disminuye la concentración (o aumenta la dilución) del almidón en el alcohol puede deberse a una menor probabilidad de colisiones de los reactivos hacia la modificación [11]. Bajo el procedimiento de Flores [8] se trabajó a una concentración del 12 % mientras que de Jie y colaboradores lo hacen al 6 % [3]. - Tiempo de activación. Bajo el procedimiento de Jie y colaboradores [3] el agente modificante fue adicionado a los 15 minutos de haber agregado el activante por lo que la reacción secundaria comienza a tomar parte a tempranas horas de reacción (incluso a para una mayor relación molar entre reactivos de 2,5:2,5:1) disminuyendo de esta forma la eficiencia y el GS del producto final. Es importante resaltar que bajo estas condiciones de reacción heterogéneas el lavado y eliminación de los productos secundarios es mucho más fácil, por los que la formación de dicho producto se reflejará en un GS más bajo pero no será evidente en los resultados espectroscópicos. A continuación en la figura 37 y 38 se presentan por claridad solo los espectros FTIR asociados al primer y tercer paso de reacción de los productos obtenidos en medio alcohólico mediante la metodología de jie y colaboradores utilizando almidón nativo [3], (el segundo paso se presenta en el apéndice A). 82 4.0 1600 Absorbancia 3.5 3.0 2.5 2.0 c 1.5 1.0 b 0.5 (a) Almidón pregelatinizado (b) CP-PGT-3-J (b) CP-PGT-1-J 1646 a 0.0 4000 3500 3000 2500 2000 -1 1500 1000 Número de onda (cm ) Figura 37. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores utilizando almidón pregelatinizado [8]. Comparando el almidón de partida con los productos, se observa claramente una nueva señal asociada a la vibración del grupo carbonilo de la funcionalización en 1600 cm-1 . La forma del pico nuevamente difiere respecto a la de los productos sintetizados en agua, presentándose de forma más aguda (por lo que la desconvolución en la zona asociada a la modificación no fue llevada a cabo). Incluso no se observa el hombro asociado a la formación del producto secundario La forma intensa de la señal respecto a la de los productos sintetizados en agua refleja el mayor grado de sustitución alcanzado en este medio. Las razones expuestas con anterioridad para explicar los altos grados de sustitución alcanzados con los productos sintetizados mediante la metodología de Flores [8] también se aplican para este procedimiento. 83 8 1600 7 Absorbancia 6 5 4 3 c 2 1 (a)Almidón nativo (b) CP-NT-1-J (c) CP-NT-3-J b 1646 a 0 4000 3500 3000 2500 2000 1500 1000 -1 Número de onda (cm ) Figura 38. Espectro de FTIR de los productos obtenidos de la reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores utilizando almidón nativo [3]. Comparando el almidón de partida con los productos, se observa claramente una nueva señal asociada a la vibración del grupo carbonilo de la funcionalización en 1600 cm-1. La forma del pico nuevamente difiere respecto a la de los productos sintetizados en agua, presentándose de forma más aguda (por lo que la desconvolución en la zona asociada a la modificación no fue llevada a cabo). Incluso no se observa el hombro asociado a la formación del producto secundario La forma intensa de la señal respecto a la de los productos sintetizados en agua refleja el mayor grado de sustitución alcanzado en este medio. Las razones expuestas con anterioridad para explicar los altos grados de sustitución alcanzados con los productos sintetizados mediante la metodología de Flores [8] también se aplican para este procedimiento. A continuación se presenta en la figura 39 y 40 el comportamiento reológico de los seis productos obtenidos en alcohol isopropílico bajo la metodología de Jie y colaboradores sometidos al mismo tratamiento térmico y a las mismas condiciones de reacción con NaOH y AMCA. 84 η (Pa.s) 0.1 0.01 CP-PGT-1-J (GS=0,167) CP-PGT-2-J (GS=0,262) CP-PGT-3-J (GS=0,324) Agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 39. Viscosidad vs tasa de corte de los productos obtenidos en reacción por pasos sucesivos en medio alcohólico mediante la metodología de Jie y colaboradores [3]. (T=25ºC, 3% p/p, 0,1 M NaCl) Las soluciones presentan un comportamiento pseudoplástico, aunque leve para los productos de segundo y tercer paso. Se observa un efecto de degradación sobre los productos a medida que se avanza en los pasos de reacción presentándose de forma muy marcada para el segundo y tercer paso, disminuyendo su viscosidad al menos en un orden de magnitud respecto al producto del primer paso de reacción, posiblemente debido a la implementación en l medio de reacción. Todas las soluciones preparadas presentaron un índice de turbidez igual a 5. La explicación para este comportamiento en el que el producto parece presentar un mayor grado de sustitución y mayor degradación pero menor solubilidad se explica de la misma forma que los productos obtenidos mediante la metodología de Flores [8]. 85 η (Pa.s) 0.1 0.01 CP-NT-1-J (GS=0,227) CP-NT-2-J (GS=0,259) CP-NT-3-J (GS=0,448) Agua 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 40. Viscosidad vs tasa de corte de los productos obtenidos en reacción por pasos sucesivos en medo alcohólico mediante la metodología de Jie y colaboradores [3]. (T=25ºC, 3% p/p, 0,1 M NaCl) Se observa que todas las curvas presentan un comportamiento pseudoplástico. De igual forma puede notarse una disminución en la viscosidad conforme se avanza en los pasos de reacción, aunque esta disminución no se presenta de manera tan acentuada en comparación a los otros productos sintetizados a partir de almidón pregelatinizado bajo reacciones de pasos múltiples. Tal vez debido a que los almidones pregelatinizados presentan una mayor sensibilidad térmica producto del proceso de pregelatinización a 80 ºC durante una hora. Todas las soluciones preparadas para su análisis reológico presentaron un índice de turbidez igual a 5 (aun presentando mayor degradación y GS que los obtenidos en agua) en comparación a 2 o 3 alcanzado por los productos obtenidos en medio acuoso. La explicación a este comportamiento se realiza de la misma forma que los productos obtenidos mediante la metodología de Flores [8]. De forma comparativa todos los productos obtenidos en las reacciones por pasos múltiples se presentan en la figura 41. Se establece la comparación entre los grados de sustitución alcanzados en función de los pasos de reacción. 86 0.7 Grado de sustitución 0.6 0.5 0.4 0.3 0.2 CP-NT-J CP-PGT-J CP-PGT-F CP-NT-H2O 0.1 1 2 3 Pasos de modificación Figura 41. Grado de sustitución vs Pasos de Modificación para los productos de las reacciones por pasos múltiples Se observa para todos los productos que el grado de sustitución se incrementa en función de los pasos de reacción. Entre los medios de reacción utilizados se observa que en alcohol isopropílico se obtienen los productos con mayores grados de sustitución y en medio acuoso los menores, esto coincide con algunos autores quienes sostienen que debido a la expansión de los gránulos de almidón usualmente es difícil preparar almidones eterificados altamente sustituidos en suspensiones acuosas logrando GS menores 0,07 [13], otros afirman que menores a 0,25 [47]. 87 A continuación en al figura 42 se establece una comparación entre la viscosidad a bajas tasas de corte en función de los pasos de reacción para todos los productos obtenidos a través reacciones por pasos múltiples. 1 2 GS=0,448 GS=0,324 GS=0,162 GS=0,659 GS=0,262 GS=0,085 0.00 GS=0,385 0.04 GS=0,294 0.08 GS=0,167 η 0,5 GS=0,227 0.32 GS=0,259 GS=0,067 0.36 CP-PGT-F CP-NT-H2O CP-PGT-J CP-NT-J 3 Pasos de reacción Figura 42. Comparación de las viscosidades a bajas tasas de corte para los CMA obtenidos a través de reacciones multipasos. (T=25ºC, 3% p/p, 0,1 M NaCl) Para cada producto se observa una disminución en la viscosidad conforme se avanza en los pasos de reacción al mismo tiempo que el grado de sustitución se incrementa. Para cada paso de reacción los productos sintetizados en agua presentan las mayores viscosidades y los menores índices de turbidez. El producto más viscoso resultó ser el menos sustituido, esta tendencia es de igual forma presentada por Flores [8] para el mismo sistema de solventes y tipo de almidón. Por último, en la figura 43 se presenta la variación de la viscosidad a bajas tasas de corte en función de la concentración. Fueron seleccionados los productos del tercer paso de reacción obtenidos mediante la metodología de pasos múltiples. 88 0.025 GS=0,448 GS=0,162 0.020 η 0,5 0.015 0.010 GS=0,324 GS=0,659 0.005 0.000 CP-PGT-3-J CP-NT-3-H2O CP-NT-3-J CP-PGT-3-F 1.0 1.5 2.0 2.5 3.0 Concentración (% p/p) Figura 43. Variación de la viscosidad en función de la concentración para los productos del tercer paso de reacción por la metodología de pasos múltiples Se observa una tendencia creciente en el aumento de la viscosidad conforme se aumenta la concentración del polímero en solución. Debido a que los polímero no se presentan totalmente solubilizados y algunos presentan la formación de agregados en los viales (como se observa en la fotografías) el análisis solo puede realizarse desde un punto de vista cualitativo debido a que se desconoce el efecto de estos agregados en el comportamiento reológico de las soluciones. 89 Capítulo 6 CONCLUSIONES Y RECOMENDACIONES De acuerdo a los resultados encontrados en el presente proyecto pueden ser establecidas las siguientes conclusiones: ¾ Las condiciones óptimas para llevar a cabo la funcionalización del almidón en medio acuoso de manera de obtener la mejores propiedades reológicas consisten en implementar una temperatura de reacción y activación de 50 ºC, un tiempo de activación de 2 horas, un tiempo de reacción de 3 horas, un porcentaje de almidón en agua del 5 % y una relación entre reactivos de 2:1:1 (NaOH :AMCA:UAG). Esto acompañado de un agitación constante a 250 rpm y la adición del activante y modificante en pellets y escamas respectivamente. ¾ Los productos sintetizados en medio acuoso presentan el grupo carbonilo asociado a la funcionalización tanto en su forma ácida como en su forma de carboxilato, aún habiendo sometido el producto a un procedimiento de neutralización una vez finalizada la reacción. ¾ En medio acuoso se evidencia mediante FTIR una mayor tendencia a la formación del producto secundario (glicolato) debido a la hidrólisis entre el agente modificante y el activante, contrario a lo que se observa en medio alcohólico en el que se presenta un pico bien definido y agudo en 1600cm-1 atribuible al grupo carbonilos de la funcionalización. ¾ Los productos sintetizados en medio acuoso presentan las mejores propiedades reológicas aunque los menores grados de sustitución a diferencia de a los productos sintetizados en alcohol isopropílico los cuales presentan los mayores grados de sustitución pero las menores propiedades reológicas, este resultado coincide con los encontrados por Flores [8] quien trabajó con el mismo sistema de solventes y tipo de almidón. 90 ¾ El máximo GS alcanzado en medio acuoso fue de 0,147. Este GS es superior al alcanzado en estudios precedentes en los que solo se había alcanzado un GS máximo de 0,033 [8]. ¾ El mayor grado de sustitución alcanzado en el proyecto fue utilizando alcohol isopropílico y almidón pregelatinizado como material de partida la metodología de Flores [8] . ¾ Los productos sintetizados a partir de almidón pregelatinizado presentan una mayor tendencia a la degradación durante los pasos de reacción en alcohol isopropílico. ¾ Tanto en medio acuoso como alcohólico a medida que se incrementan los pasos de reacción en la funcionalización del almidón mediante la metodología por pasos sucesivos las propiedades reológicas del CMA disminuyen por efecto de degradación del almidón al mismo tiempo que los grados se sustitución se incrementan. ¾ El comportamiento reológico de todas las soluciones resultó ser pseudoplástico. ¾ No fue posible alcanzar el objetivo de GS mayores a 1. Para trabajos futuros se plantean las siguientes recomendaciones: ¾ Determinación de pesos moleculares (mediante GPC, UV/Visible o espectrometría de masas) y solubilidad de cada producto con la finalidad de realizar un estudio reológico más completo que apoyen el efecto degradante observado en los productos. ¾ Utilizar un método adicional para determinar el grado de sustitución y así poder compararlo con el método de retrotitulación (mediante HPLC o 1H-RMN). ¾ Implementar condiciones de funcionalización en medio alcohólico menos drásticas (temperaturas inferiores a 50ºC) a partir de almidón pregelatinizado para intentar obtener productos con mayores propiedades reológicas. ¾ Implementar un método diferente y menos intensivo de pregelatinización del almidón, (tiempo menor a 1 una hora sin mantener la temperatura a 80 ºC durante un tiempo prolongado). ¾ Llevar a cabo una purificación más intensiva (tal vez mediante te diálisis) de los productos con la finalidad de eliminar el producto secundario. 91 Capítulo 7 REFERENCIAS BIBLIOGRÁFICAS [1] Aryee, F. N. A., Oduro, I., Ellis, W. O. y Afuakwa, J. J. Food Control., 17, 916-922 (2006). [2] Marques, P. T., Pérégo, C., Le Meins, J. F., Borsali, R. y Soldi, V. Carbohydr. Polym., 66, 396-407 (2006). [3] Jie, Y., Wen-ren, C., Manurung, R. M., Ganzeveld, K. J. y Heeres, H. J. Starch/Stärke., 56, 100-107 (2004). [4] Hebeish, A., Khalil, M. I. y Hashem, A. Starch/Stärke., 42, 185-192 (1990). [5] Zhang, L. Starch/Stärke., 53, 401-407 (2001) [6] Heinze, T. y Koschella, A. Macromol. Symp.,223, 13-39 (2005). [7] Volkert, B., Loth, F., Lazik, W. y Engelhardt, J. Starch/Stärke., 56, 307-314 (2004). [8] Flores, R., 2006, “Desarrollo de almidones funcionarizados y evaluación de las propiedades reológicas para su aplicación en la industria petrolera”, Tesis de grado para optar al título de Licenciado en Química, Universidad Simón Bolívar, Caracas. [9] Heinzw, T., Pfeiffer, K., Liebert, T. y Heinze, U. Starch/Stärke., 51, 11-16 (1999). [10] Tijsen, C.J., Kolk, H.J., Stamhuis, E.J. y Beenackers, A.A.C.M., Carbohydr. Polym., 45, 219-226 (2001). [11] Bhattacharyya, D., Singhal, R. y Kulkarni, P., Carbohydr. Polym., 27, 247-253 (1995). [12] Stojanovic, Z., Jeremic, K., Jovanovic, S., Starch/Stärke, 52, 413-419 (2000). [13] Hofreiter, B. T. “Micellaneous modifications in : Modified Starches: Propierties and Uses”, CRC Press, Florida, pp. 179- 196 (1986) [14] Schrodt, A. Chem. Abstracts, 38, 2520 (1944). [15] Sloan, J. W., Mehltretter, C. L. y Senti, R. F. Journal of Chemical Engineering., 7, 156-158 (1962). [16] Mofti, A., Hassan, E. A., Salama, J. Y. y El Sabbah, M. M. B. Starch/Stärke., 34, 375379 (1982). [17] Čeh, M. Starch/Stärke., 24, 124-127 (1972). [18] Jingwu, Z., Dongli, L., Yuquan, S., Xiaohong, Z. y Dahua, W. Journal of Tianjin University., 1, 124-131 (1993). 92 [19] Khalil, M. I., Hashem, A. y Hebeish, A. Starch/Stärke., 42, 60-63 (1990). [20] Suzuki, H., Tadokoro, Y. y Taketomi, N. Chem. Abstracts., 57, 33-42 (1961). [21] Hebeish, A. y Khalil, M. I. Starch/Stärke., 40, 147-150 (1988). [22] Tijsen, C. J., Kolk, E. J. y Stamhuis, A. A. C. M. Carbohydr. Polym. ,45, 219- 226 (2001) [23] Qui, H. y He, L. Polym. Adv. Technol., 10, 468-472 (1999). [24] Lapasin, R., Prici, S., Tracanelli, P., J. Appl. Polym. Sci., 46, 1713-1722 (1992). [25] Tester, R. F., Karkalas, J. y QI, X. Word`s Poultry Science Association.,60, 186-195 (2004). [26] David, J. T. y William, A. A. “Starches”, Eagan press, Minesota, 1-48 (1997). [27] Ortega-Ojeda, F. “Interactions between Amylose, Native Potato, Hydrophobically Modified Potato and High Amylopectin Potato Starches”, Tesis Doctoral. Thesis, Lund University, Suecia (2004). [28] Curá, J. A., Jansson, P. E. y Krisman, C. C. Starche/Stärke., 47, 207- 209 (1995). [29] Fennema, O. R. “Food chemistry”, Marcel Dekker, Nueva York, pp. 23-67 (1985). [30] Robin, J. P., Mercier, C., Charbonnoierie, R. y Guilbot, A. Cereal Chem. , 51, 389406 (1974). [31] Hizukuri, S. Carbohydr. , 147, 342-347 (1986). [32] Zobel, H. F. Starche/Stärke., 40, 44-50 (1988). [33] French, D. “Chemistry and Thecnology”., 2nd ed, Academic Press, Nueva York, pp. 183-247 (1984). [34] Vandeputte, G.E. y Delcour, J.A., Carbohydrate Polymers, 58, 245–266 (2004). [35] Tester, R. F., Debon, S. J. Internacional Journal of Biological macromolecules., 27, 112 (2000). [36] Fengwei, X., Hongshen, L., Pei, C., Tao, X., Ling, C., Long, Y., Penny, C. International Journal of Food Engineering., 2, 1-23 (2006). [37] Silva, D., de Paula, R., Feitosa, J., de Brito, A., Maciel, J. y Paula, H., Carbohydr. Polym., 58, 163-171 (2004). [38] Drilling Fluids Engineering Manual, 1998, M-I Drilling Fluids, 1998. [39] Dalas, C., Mujica, A., y Sánchez, G. “ Nuevos desarrollos tecnológicos en fluidos de perforación base aceite”, Visión Tecnológica Vol. 10 Nº 1. [40] Prieto, A. “ Tecnología aplicada a los fluidos de perforación”, CEPET. [41] Mocosko, C. “ Relogy: Principles, Measurements and Aplications”, Ediciones WileyVCH, Nueva York. 93 [42] Prabhanjan, H. y Zakiuddin, S. Carbohydr. Polym., 28, 245-252 (1995). [43] Saéz, E., “Rheology. Principles and applications. Lecture Notes”, 2005. [Documentoenlínea].http://www.polimeros.labb.usb.ve/descargas/docencia/MT5613.hm [44] Skoog, W. y Holler, G., “Química Analítica”, 7ma edición, McGraw-Hill, Distrito Federal de México, pp. 467 (2000). [45] Teitelbaum, R. c., Ruby, S. L. y Marks, T. J. J. Amer. Chem. Soc., 102, 3332 (1980). [46] Ruales, J., Carpio, C., Santacruz, S., Santacruz, P., Bravo, J., “Manual de Métodos de Caracterización de Carbohidratos”, Gráficas GUIMAR, Quito, pp. 26-27 (2000). [47] Schrodt, A. DE pat. 717275 (1942). [48] Gunarathe, A. y Hoover, R. Carbohydr. Polym., 49, 425/437 (2000). [49] Stojanovic, Z., Jeremic, K., Jovanovic, S. y Lechner, M. D. Starch/Stärke., 57, 79-83 (2005). [50] Mitchell, G. y Wijnberg, A. C. Starch/Stärke., 49, 485-488 (1997). [51] Jane, J., Chen, Y. Y., Lee, L. F., McPherson, A. E., Wong, K. S., Radosavljevic, M. y Kasemsuwan, T. Cereal Chemistry., 76(5), 629-637 (1999). [52] Xiadong, Z., Xin, L. y Wenying, L., J. Appl. Polym. Sci., 89, 3016-3020 (2003). [53]Fang, J.M., Fowler, P.A., Tomkinson, J., Hill, C.A.S., Carbohydr. Polym., 47, 245-252 (2002). 94 Apéndice A. Espectros de FTIR. 95 Nativo 1.8 1.6 Absorbancia 1.4 1.2 1.0 0.8 0.6 0.4 0.2 . 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 44. Espectro FTIR en KBr para almidón de yuca nativo Pregelatinizado 1.0 Absorbancia 0.8 0.6 0.4 0.2 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 45. Espectro FTIR en KBr para almidón de yuca gelatinizado. 96 1.8 AIP-R-2P 1.6 Absorbancia 1.4 1.2 1.0 0.8 0.6 0.4 0.2 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 46. Espectro FTIR en KBr para Carboximetil almidón de CP-PGT-2-F. 2.5 Absorbancia 2.0 1.5 1.0 0.5 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 47. Espectro FTIR en KBr para Carboximetil almidón de CP-PGT-2-J. 97 3.0 AIP-NT-2P Absorbancia 2.5 2.0 1.5 1.0 0.5 0.0 4000 3500 3000 2500 2000 1500 1000 500 -1 Número de onda (cm ) Figura 48. Espectro FTIR en KBr para Carboximetil almidón de CP-NT-2-J. 98 Apéndice B. Curvas reológicas. 99 3 % (p/p) 2 % (p/p) 1 % (p/p) Agua η (Pa.s) 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 49. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-3-J (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl) 3 % (p/p) 2 % (p/p) 1 % (p/p) Agua η (Pa.s) 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 50. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-3-H2O (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl) 100 3 % (p/p) 2 % (p/p) 1 % (p/p) Agua) η (Pa.s) 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 51. Viscosidad vs tasa de corte del carboximetil almidón CP-PGT-3-J (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl) 3 % (p/p) 2 % (p/p) 1 % (p/p) Agua η (Pa.s) 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 52. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-F (T=25ºC, 1, 2 y 3% p/p, 0,1 M NaCl) 101 η (Pa.s) 0.1 CP-NT-1-J CP-NT-2-J CP-NT-3-J Agua 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 53. Viscosidad vs tasa de corte del carboximetil almidón CP-NT-J, paso 1, 2 y 3 (T=25ºC, 2% p/p, 0,1 M NaCl) CP-PGT-1-J CP-PGT-2-J CP-PGT-3-J H2O h (Pa.s) 0.01 1E-3 1 10 100 1000 -1 Tasa de corte (s ) Figura 54. Viscosidad vs tasa de corte del carboximetil almidón CP-PGT-J, paso 1, 2 y 3 (T=25ºC, 2% p/p, 0,1 M NaCl) 102 1 2 3 4 Figura 55. Escala de turbidez. 5 103 Apéndice C. Cálculo de GS 104 Cálculo de GS. Las características ácidas de los grupos -CH2COOH unidos a las cadenas de almidón hacen posible su reacción con bases fuertes como NaOH en una relación molar 1:1, pudiendo determinación de esta forma el número de moles de CH2COOH mediante retrotitulación. La determinación del GS del CMA mediante retrotitulación consiste en agregar un exceso conocido de base (determinado mediante la titulación de un blanco) a una solución acuosa de CMA con cantidad molar desconocida de grupos ácidos (CH2COOH). Luego los moles de base en exceso que no reacciona con los grupos ácidos son determinados mediante titulación, utilizando un ácido fuerte (HCl) de concentración molar conocida. La diferencia entre los moles de base del blanco y los excedentes de la reacción con los grupos ácidos de la muestra hace posible la determinación del número de moles de grupos ácidos (CH2COOH) presentes en el CMA. A continuación se presentan las ecuaciones necesarias para determinar el GS en las muestras de CMA. Moles totales de NaOH. nT = Vb x MHC L x 4 (Blanco) (Ec.9) Moles de NaOH en exceso luego de la neutralización de los grupos CH2COOH. nExc= VExc x MHCl x 4 (Exceso) (Ec.10) Siendo MHCl la concentración molar conocida de HCl, Vb (en litros) el volumen total empleado para el blanco, VExc (en litros) el volumen de HCl empleados para neutralizar la base en exceso y 4 la relación entre el volumen total de la solución (100 ml) y el volumen de la alícuota tomado para la titulación (25 ml). 105 El número de moles de CH2COOH presente en la muestra de CMA viene dado por: nCH2COOH = nT – nExc (Ec.11) Combinando las ecuaciones 9 y 10 tenemos: nCH2COOH = = (Vb – VEx) x MHC L x 4 (Ec.12) La masa de la muestra (CMA) resulta del aporte tanto de los grupos carboximetilos adicionados en la modificación como de las unidades anhidroglucosa (UAG) presentes en las cadenas poliméricas. Por lo que la determinación de la masa de UAG vendrá dada por la sustracción entre la masa de muestra (CMA) y los grupos (CH2COOH) adicionados. A continuación se presentan las ecuaciones necesarias para determinar la masa de UAG presente en la muestra de CMA. Masa de CH2COOH mCH2COOH = 58 x nCH2COOH (Ec.13) Masa de UAG mUAG = mCMA - mCH2COOH (Ec.14) Siendo 58 g/mol el incremento neto en masa de la UAG por cada grupo CH2COOH adicionado y mCMA la masa (en gramos) de la muestra de CMA. Combinando las ecuaciones 13 y 14 tenemos: mUAG = mCMA - 58 x nCH2COOH (Ec.15) El número de moles de UAG presentes en la muestra de CMA viene dado por: nUAG = mUAG / 162 (Ec.16) 106 Siendo 162 (g/mol) la masa molar de la unidad de anhidroglucosa. Para una masa dada de producto (CMA) el grado de sustitución viene dado a partir de la relación entre el número de moles de grupos carboximetilo (CH2COOH) enlazados a las cadenas poliméricas de almidón y el número de moles de unidades anhidroglucosa (UAG) que conforman dichas cadenas. GS = nCH2COOH / nUAG (Ec. 17) Combinando las ecuaciones 16 y 17 se obtiene la expresión para el cálculo del grado de sustitución. GS = nCH2COOH / (mUAG / 162) (Ec.18) Sustituyendo la ecuación 15 en 18 se obtiene la ecuación 8 (Pag. 46): GS = nCH2COOH x162 / (mCMA - 58 x nCH2COOH )
 0
0
Anuncio
Documentos relacionados

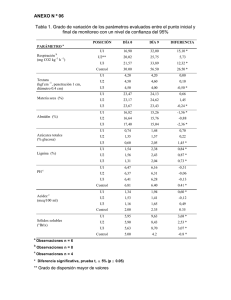
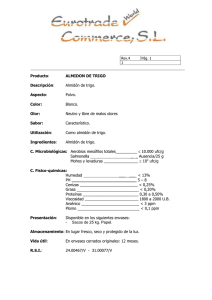

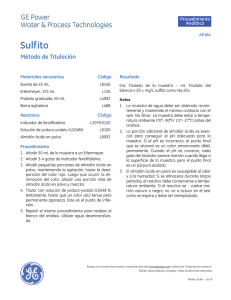
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados