Sondas de palpación
Anuncio

Sondas de
palpación
para máquinas herramienta
Setiembre 2015
Sistemas de palpación para máquinas herramienta
Los sistemas de palpación de HEIDENHAIN
están concebidos para su utilización en máquinas herramienta – en especial fresadoras
y centros de mecanizado. Los sistemas de
palpación ayudan a reducir los tiempos de
preparación, a aumentar los tiempos de
ocupación de las máquinas y a mejorar la
precisión dimensional de las piezas acabadas. Las funciones de preparación, medición y control se pueden realizar manualmente o, igual que la mayoría de los controles CNC, también controladas por el
programa.
Medición de la pieza
Para la medición de la pieza directamente
en la máquina, HEIDENHAIN ofrece los
palpadores TS de conmutación. Se insertan manualmente o bien mediante el cambiador de herramientas en el soporte de
alojamiento. Dependiendo de las funciones
de palpación del control numérico NC se
pueden, de forma automática o manual:
•
•
•
•
Alinear piezas
Ajuste de puntos de referencia
Se miden las piezas mecanizadas
Digitalizar o supervisar formas 3D
Medición de herramientas
En la producción en serie se pretende evitar
al máximo rechazos y retoques, asegurando
siempre una alta calidad de fabricación. Uno
de los factores decisivos es la herramienta.
El desgaste y las roturas de cuchilla originan
piezas defectuosas que, especialmente en
los turnos sin operario, pueden no ser detectados durante largo tiempo, generando
así altos costes de producción. Por ese motivo son necesarios un registro exacto de las
dimensiones de la herramienta y un control
cíclico del desgaste. Para la medición de
herramientas en la máquina, HEIDENHAIN
ofrece los palpadores TT, así como los sistemas láser TL.
Con los palpadores TT avanzando tridimensionalmente con la herramienta parada o
girando, el palpador transmite unas señal
de conmutación al control NC a deflexionar
desde la posición de reposo.
Los sistemas láser TL trabajan sin contacto.
Un rayo láser palpa la longitud, el diámetro
o el contorno de la herramienta. Ciclos de
medición especiales procesan la información en el control NC.
2
Índice
Sistemas de palpación de HEIDENHAIN
Experiencia y perfil
Ejemplos de aplicación
4
Alinear piezas y establecer el punto de referencia
6
Medición de las piezas mecanizadas
7
Calibrar herramienta con el sistema de palpación TT
8
Calibrar herramienta con el sistema de palpación TL
9
Medición de la pieza
Palpadores TS
Ayuda para la selección
10
Principio de funcionamiento
12
Montaje
18
Palpar
21
Características técnicas
24
Medición de herramientas
Ayuda para la selección
Palpadores TT
Sondas láser TL
30
Principio de funcionamiento
33
Montaje
34
Palpar
35
Características técnicas
36
Componentes
39
Montaje
40
Palpar
42
Características técnicas
44
Conexión eléctrica
Tensión de alimentación
Interfaces
50
Palpadores digitales TS, TT
52
Sistemas láser TL, DA 301 TL
54
Conexión al control CNC
56
Elementos de conexión y cables, asignación de conexiones
58
Experiencia y perfil
Desde hace más de 30 años, HEIDENHAIN desarrolla y fabrica sistemas de palpación para la medición de piezas y herramientas en máquinas herramienta. y en
ello ha marcado la pauta, p. ej. con
• el sensor óptico que trabaja sin sufrir
desgaste
• el dispositivo de limpieza con aire para
limpiar las piezas de medición;
• la primera unidad de emisión/recepción
totalmente integrable en la caja del cabezal SE 540
• el primer sistema de palpación sin baterías, sin cable de conexión TS 444
Por supuesto, los numerosos años de
experiencia contribuyen a un permanente
desarrollo continuado. Numerosas mejoras
hacen que el trabajo con los sistemas de
palpación sea más seguro y simple y que,
en última instancia, su utilización para el
usuario resulte más eficiente.
Sensor óptico sin desgaste
El sensor óptico trabaja sin sufrir desgaste,
y por lo tanto ofrece la reproducibilidad de
palpación especificada, incluso después de
un gran número de palpaciones (más de
5 millones). Por lo tanto, los sistemas de
palpación de HEIDENHAIN son también
muy apropiados para su empleo en máquinas rectificadoras. El sensor óptico dispone
de un sistema de lentes optimizado y de
un preamplificador integrado para obtener
unas señales de salida estables.
Resultados de medición seguros
Una condición previa para obtener una alta
seguridad de proceso es que los puntos de
medición estén limpios. Por lo tanto, todos
los sistemas de palpación de pieza TS de
HEIDENHAIN disponen de unas toberas de
soplado para limpiar la pieza mediante refrigerante o aire comprimido.
4
Ejemplos de aplicación
Protección contra colisiones y desacoplamiento térmico (Opción TS 460)
La protección contra colisiones es una prioridad para HEIDENHAIN. Los sistemas de palpación cuentan con una gran desviación, y
con los fusibles mecánicos, proporcionan
seguridad adicional a los elementos de palpación con los vástagos o pasadores de conexión. Para un modo ampliado de protección
contra las colisiones, también de la cubierta
del sistema de palpación, existe el TS 460
opcional con un adaptador mecánico entre
el sistema de palpación y el cono. En las colisiones ligeras con la pieza o con el dispositivo
de sujeción, el sistema de palpación cede,
desviándose. Al mismo tiempo, el interruptor
integrado desactiva la señal de disponibilidad,
y el control detiene la máquina.
El adaptador de protección contra colisiones
actúa además como desacoplamiento térmico. De este modo, el sistema de palpación
queda protegido contra el calentamiento por
el cabezal.
Palpador digital sin batería TS 444
Los sistemas de palpación de HEIDENHAIN no necesitan cambiar frecuentemente la batería (su duración es de hasta 800
horas), no obstante, la disponibilidad de
funcionamiento permanente es ventajosa
en muchos casos. El TS 444 está provisto
de un generador de turbina de aire que funciona mediante aire comprimido, y por tanto garantiza el suministro energético. No se
requieren acumuladores ni baterías adicionales.
Presencia a nivel mundial
Además de las ventajas técnicas, HEIDENHAIN ofrece también, con sus filiales en
más de 50 países, un servicio técnico seguro: cualquiera que sea el país en el que
se instale la máquina con el sistema de palpación, HEIDENHAIN proporciona el soporte técnico a pie de instalación.
5
Ejemplos de aplicación
Alinear piezas y establecer el punto de referencia
Alinear piezas
Una alineación exacta paralela a los ejes es
particularmente necesaria en piezas de trabajo pre-mecanizadas, para llevar las superficies de referencia existentes a un lugar
exacto definido. Con los sistemas de palpación TS de HEIDENHAIN se puede evitar
este proceso tan lento, y ahorrar el utillaje
necesario de modo alternativo:
• La pieza se coloca en cualquier posición
• El sistema de palpación calcula la posición inclinada de la pieza mediante la palpación de una superficie, dos taladros o
dos islas.
• El CNC compensa la inclinación mediante
un giro básico del sistema de coordenadas. Del mismo modo es posible también una compensación mediante una
rotación de la mesa giratoria
Compensación de la desviación mediante un
giro básico del sistema de coordenadas
Compensación de la desviación mediante un
giro de la mesa giratoria
Centro de una isla rectangular
Centro de una isla circular
Centro de un círculo de taladros
Esquina exterior
Fijar el punto de referencia
Los programas para el mecanizado de la
pieza se refieren a los puntos de referencia. La determinación rápida y segura del
punto de referencia con un sistema de palpación de pieza ahorra tiempos muertos y
aumenta la precisión de mecanizado. Dependiendo de las funciones de palpación
del CNC, el ajuste automatizado de puntos
de referencia es posible con los sistemas
de palpación TS de HEIDENHAIN.
6
Medición de las piezas mecanizadas
Los sistemas de palpación de HEIDENHAIN
son adecuados, por ejemplo, para una medición controlada por programación de las
piezas entre dos pasos del mecanizado.
Los valores de posición determinados se
pueden utilizar para compensar el desgaste
de la herramienta.
Del mismo modo se pueden utilizar tras
finalizar el registro de la exactitud de la pieza, o para calcular la tendencia de la máquina. El CNC puede emitir los resultados de
medición a través de la interfaz de datos.
Con la ayuda de software externo – p.ej.
FormControl (paquete de software de la
empresa Blum-Novotest) o un software
digitalizado – se pueden digitalizar modelos
o medir superficies de forma libre directamente en la máquina herramienta. Así se
reconocen inmediatamente los errores de
mecanizado y se corrigen en la configuración original. Los sistemas de palpación TS
de HEIDENHAIN están especialmente indicados para ello debido a su mecánica y a
los conmutadores ópticos sin desgaste.
Calibrar la posición individual en un eje
Calibrar ángulo de una recta
Medir longitud
Medir cajera rectangular
Medir cajera circular/taladro
Calibrar diámetro
Medir el ángulo de un plano
Calibrar círculo de taladros
7
Calibrar herramienta con el sistema de palpación TT
Precisión de mecanizado con un alto nivel
constante, que requiere una detección
exacta de los datos de herramienta y un
control cíclico del desgaste de la herramienta. Los sistemas de palpación de herramienta TT calibran las diversas herramientas
directamente en la máquina. En las herra-
mientas de fresado se detectan la longitud
y el diámetro, por lo que es posible una
medición de las cuchillas individuales. El
CNC carga los datos obtenidos de la herramienta en la memoria de herramientas
para su posterior compensación en el
programa de mecanizado.
Con la ayuda de un elemento de palpación
cuboide también se pueden calibrar herramientas de torneado o comprobar el desgaste o la rotura. Para una compensación
efectiva del radio de corte solo es necesario introducir el radio de corte en el CNC.
Calibración de la longitud de la herramienta con
husillo estacionario o rotativo
Medir las cuchillas individuales, p.ej. para la inspección de cuchillas de corte intercambiables
(no apto para cuchillas frágiles)
Calibrar herramientas para tornear
Medir el desgaste de la herramienta
Supervisar rotura de la herramienta
8
Calibrar herramienta con el sistema de palpación TL
La medición de herramienta con los sistemas láser TL ofrece ventajas particulares.
Mediante la palpación sin contacto del contorno de la herramienta mediante rayo láser
se pueden comprobar también las herramientas más pequeñas de forma rápida,
segura y sin colisiones.
Incluso los materiales de corte modernos
de materia frágil no son un problema para
los sistemas laser TL.
Debido a la medición en la velocidad nominal se pueden reconocer y corregir directamente los errores en la herramienta, el
cabezal y el portaherramientas.
Medición del radio de la herramienta, detección
de rotura de la cuchilla
Control de cuchillas individuales y forma
Medir longitud de herramienta
Reconocimiento de rotura del cono
9
Ayuda para la selección
Los sistemas de palpación de piezas TS de
HEIDENHAIN ayudan a realizar las funciones de preparación, medición y control directamente en la máquina herramienta.
El vástago de un sistema de palpación TS
se desvía con la aproximación a la superficie de una pieza. Entonces el TS genera
una señal de palpado, la cual se emite por
cable, por radio o por infrarrojos hasta el
control. El control memoriza síncronamente
el valor real de la posición generado por los
sistemas de medición de los ejes de la máquina y a continuación los procesa.
Los sistemas de palpación de HEIDENHAIN
para la medición de piezas en los centros
de mecanizado, en máquinas de fresado y
taladro así como en máquinas de torneado
CNC, se pueden adquirir en diferentes versiones:
Sistemas de palpación con transmisión de
señal sin cables para máquinas con cambio automático de la herramienta:
TS 460 – sistema de palpación estándar
de nueva generación para transmisión de
señal por infrarrojos o por radio, tamaño
compacto
TS 444 – sin batería: tensión de alimentación mediante un generador de turbinas de
aire integrado por aire comprimido, para
transmisión de señal por infrarrojos, tamaño
compacto
TS 642 – Transmisión de infrarrojos, activación mediante interruptor en el cono de
sujeción; compatible con las anteriores
generaciones de sistemas de palpación
TS 740 – elevada precisión de la palpación
y repetibilidad, fuerzas de palpado reducidas, transmisión de señal por infrarrojos
Sistemas de palpación con transmisión de
señal por cable para máquinas con cambio manual de la herramienta, así como
para tornos y rectificadoras:
TS 260 – nueva generación, conexión por
cable axial o radial
TS 248 – nueva generación, conexión por
cable axial o radial, con fuerzas de recuperación reducidas
10
Sistema de palpación TS de la pieza
TS 460
TS 444
TS 642
Ámbito de
aplicación
Centros de mecanizado, máquinas de fresado y taladrado, así
como de torneado con cambio de herramienta automático
Transmisión
de la señal
Radio o infrarrojos
infrarrojos
infrarrojos
SE correspondiente
1)
SE 660, SE 540 ,
1)
SE 642
SE 540, SE 642
SE 540, SE 642,
SE 660
Repetibilidad
de la palpación
2 1 µm
Tensión de
alimentación
Baterías o
acumuladores
Generador de turbinas
de aire
Baterías o
acumuladores
Interfaz al control
HTL sobre SE
Salida de cable
–
1)
solo para transmisión de infrarrojos
TS 740
TS 248
TS 260
Principio de
funcionamiento
Sensor
12
Máquinas de fresado y taladro
con cambio manual de herramienta, máquinas de torneado
y rectificadoras
Precisión
13
Transmisión de la señal
14
infrarrojos
Cables
Área de transmisión
16
Control visual del estado
17
SE 540, SE 642
–
Sistema de palpación TS de la pieza
18
Unidad de emisión/recepción
20
Generalidades
21
Protección contra colisiones y
desacoplamiento térmico
22
Vástagos
23
TS 248, TS 248, TS 260 y TS 460
24
TS 444, TS 642 y TS 740
26
SE 660 y SE 642 y SE 540
28
Montaje
2 0,25 µm
2 1 µm
Palpar
15 V CC a 30 V CC
HTL y salida de conmutación
libre de potencial
axial o radial
Características
técnicas
Medición de la pieza
Índice
11
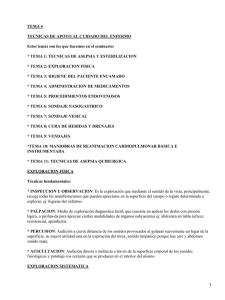
Principio de funcionamiento
Sensor
TS 248, TS 260, TS 460, TS 642
Estos sistemas de palpación de HEIDENHAIN trabajan con un conmutador óptico
como sensor. La corriente de luz saliente
de un LED se unifica por un sistema de
lentes y cae como punto de luz en un fotoelemento diferencial. En la deflexión del
vástago de palpación, el fotoelemento diferencial genera una señal de conmutación.
TS 740
El TS 740 trabaja con un sensor de presión
de alta precisión. El impulso de conmutación se genera a través del análisis de fuerzas. Para ello se calculan electrónicamente
las fuerzas que han ocurrido durante la palpación. Este proceso posibilita una máxima
y homogénea precisión de la palpación en
360°.
El vástago TS está unido a un dispositivo
sensor, que a su vez está integrado en la
carcasa del sistema de palpación a través
de un soporte de tres puntos. Este cojinete
asegura la posición de reposo.
La deflexión del vástago en el TS 740 se
determina mediante varios sensores de
presión dispuestos entre la mesa de posicionamiento y la carcasa del palpador. Al
palpar una pieza el vástago se deflexiona y
ejerce fuerza sobre los sensores. Las señales producidas en este proceso se calculan
y se genera la señal de conmutación. Por
causa de las relativamente bajas fuerzas de
palpación es posible una precisión y repetibilidad de la palpación casi sin Característica
de palpación.
Debido al conmutador óptico sin contacto,
el sensor trabaja libre de desgaste. Por ello
los sistemas de palpación de HEIDENHAIN
aseguran una elevada y duradera estabilidad, presentando una buena e invariable
repetibilidad de la palpación incluso después de muchos procesos de medición,
como p.ej., en aplicaciones In-Process.
Mesa de
posicionamiento
Sistema de lentes
Mesa de
posicionamiento
Sensores de
presión
LED
Fotoelemento
diferencial
Carcasa
Vástago palpador
Vástago palpador
12
Precisión
La exactitud de palpación también incluye
el radio esférico activo. El radio activo de la
esfera se determina del radio real de la esfera y de la deflexión necesaria del vástago
para la generación de la señal de conmutación. Con ello se tienen en cuenta también
las deflexiones del vástago.
La precisión de palpación de un sistema de
palpación se determina por HEIDENHAIN
en máquinas de medida alta de precisión.
La temperatura de referencia es de 22 °C.
Se utiliza el T404 (longitud 40 mm, diámetro esférico 4 mm).
El sistema de palpación de conmutación
TS 740 se caracteriza sobretodo por una
elevada precisión de palpación y repetibilidad. Junto con una baja fuerza de palpación, el TS 740 es por tanto muy adecuado
para las mediciones requeridas en las máquinas herramienta.
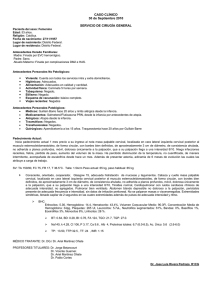
Repetibilidad de la palpación
Bajo repetibilidad de palpación se comprenden las desviaciones resultantes de las palpaciones reiteradas de una pieza de ensayo
desde una dirección.
Influencia de los vástagos
También la longitud y el material del vástago influyen considerablemente en la característica de palpación de un palpador. Los
vástagos de HEIDENHAIN garantizan una
precisión de la palpación mejor a ±5 µm.
Desviación
Precisión de la palpación
La precisión de palpación es la desviación
resultante tras la palpación de una muestra
desde diferentes direcciones.
Número de palpaciones
Nuevo dispositivo
tras aprox. 5 millones de palpaciones
Desarrollo típico de la repetibilidad de la palpación de un sistema de
palpación TS 2xx/4xx/6xx: palpación repetida desde una dirección en
una orientación del cabezal definida
13
Transmisión de la señal
Transmisión de señal con cable
Los sistemas de palpación TS 260 y TS 248
presentan un cable desmontable, sobre el
que se produce tanto la tensión de alimentación como la transmisión de la señal de
palpación.
TS 260
Tensión de alimentación
Señal de conexión
Cuando se utilizan las máquinas de fresado
o taladrado, el operario coloca el sistema de
palpación TS 260 manualmente en el cabezal. Antes de realizar el cambio del palpador,
el cabezal debe ser bloqueado (paro del
cabezal). Los ciclos de palpación del CNC
pueden funcionar con cabezales tanto verticales como horizontales.
Transmisión de señal sin cable
En el sistema de palpación sin cable, la
transmisión de señal se realiza a la unidad
de transmisión/recepción SE:
• en el TS 460: por radio o infrarrojos
• en el TS 444, TS 642, TS 740 por
infrarrojos
Estos sistemas de palpación son idóneos
para su utilización en máquinas con cambiador automático de herramientas.
SE 660
SE 540
SE 642
TS 460
Radio/infrarrojos
infrarrojos
infrarrojos
TS 444
–
infrarrojos
infrarrojos
TS 642
infrarrojos
infrarrojos
infrarrojos
TS 740
–
infrarrojos
infrarrojos
Posible transmisión de la señal y combinación entre TS y SE
Existen a su disposición las siguientes
unidades de emisión/recepción:
• SE 660 para transmisión por radio e infrarrojos; SE común para TS 460 y TT 460
• SE 540 solo para transmisión por
infrarrojos; para el montaje en la caja
del cabezal
• SE 642 solo para transmisión por
infrarrojos; SE común para TS y TT
SE 660 trabaja con TS 460 y TT 460. SE 540
y SE 642 son perfectamente compatibles y
combinables con los sistemas de palpación
TS 4xx, TS 642 y TS 740.
TS 460
Se transmiten las siguientes señales: con
la señal de inicio se activa el sistema de
palpación. Como feedback, la señal de retorno indica el funcionamiento del sistema
de palpación. La señal de palpación se
genera con la desviación del vástago. Si la
capacidad de la batería en TS 460/TS 642/
TS 740 disminuye por debajo del 10 %, se
envía un aviso de batería. El sistema de
palpación se desconecta de nuevo cuando
descienden los flancos de la señal de inicio.
14
TT 460
SE 660
Tensión de alimentación
Señal de inicio
Señal de retorno
Señal de conexión
Aviso de batería
Transmisión de infrarrojos
La transmisión de infrarrojos es ideal para
máquinas compactas con un espacio de
trabajo cerrado. Mediante reflexiones la
señal se puede recibir incluso en zonas
lejanas. El alcance de la Transmisión por
infrarrojos es de hasta 7 m. El procedimiento empleado de frecuencia portadora en
TS 460 ofrece la máxima inmunidad frente
a las perturbaciones con unos tiempos de
transmisión extremadamente cortos de
aprox. 0,2 ms para la señal de palpación.
Ello permite obtener unos resultados de
medición precisos independientemente de
la velocidad de palpación.
Transmisión por radio (solo TS 460,
TT 460)
La transmisión por radio se utiliza principalmente en las grandes máquinas herramienta. Típicamente, el alcance es de 15 m, pero
en la práctica, con condiciones ambientales
ideales, pueden conseguirse alcances superiores. La Transmisión por radio trabaja
en una banda ISM libre a 2,4 GHz y dispone de 16 canales. Los tiempos de transmisión para la señal de palpación son de
aprox. 10 ms. Cada sistema de palpación
está direccionado de forma unívoca.
Técnica híbrida: Transmisión por radio o
infrarrojos (solo TS 460, TT 460)
La transmisión de señal combinada en un
sistema de palpación del TS 460 reúne las
ventajas de la radio (largo alcance y gran
cantidad de datos) con las de los infrarrojos
(máxima precisión y transmisión rápida de
la señal). Se puede alternar entre tres opciones: transmisión por infrarrojos pura
(ajustada en la entrega), transmisión por radio pura, o mixta. Ello ofrece las siguientes
ventajas:
• Se ahorra tiempo en cada ciclo de medición sin perder precisión, si se activa el
sistema de palpación por radio ya en el
cambiador de herramienta – es decir,
fuera de la zona de mecanizado. Entonces se lleva a cabo la medición con la
rápida – y por tanto precisa – transmisión
por infrarrojos.
• De este modo, una versión de sistema
de palpación se puede emplear en diferentes tipos de máquinas (fresadoras,
tornos, rectificadoras) y con cualquier tamaño de máquina (pequeña/encapsulada
hasta grande/abierta).
15 m
(typisch)
Tanto si se trabaja con radio como con
infrarrojos, únicamente se precisa una
unidad de emisión/recepción SE 660.
15
Área de transmisión
Transmisión de infrarrojos
Las áreas de transmisión entre las unidades
de emisión/recepción SE y los palpadores
con transmisión por infrarrojos tienen la
fórmula de lóbulo característica. Para una
trasmisión de la señal óptima en ambas direcciones, la unidad de emisión/recepción
debe estar montada de tal manera, que
pueda encontrar el palpador en todas las
posiciones de funcionamiento dentro del
área. En el momento en que la transmisión
por infrarrojos sufre una interferencia o la
señal sea demasiado débil, la SE emite un
aviso al CNC mediante la señal de retorno.
El tamaño del área de transmisión depende tanto del palpador empleado como de la
unidad de emisión/recepción instalada para
ello.
Área de transmisión TS 444
Área de transmisión TS 460/TS 642/TS 740
TS
olo
S
(
Radiación perimetral
Los LEDs y los módulos receptores responsables de la transmisión por infrarrojos
están dispuestos de forma homogénea sobre la circunferencia del sistema de palpación (360°). Esto permite una radiación circular, así como también una recepción más
segura sin necesidad de orientar previamente el cabezal.
Ángulo de radiación
Para adaptarse mejor a los diversos modelos de máquinas, los palpadores TS 444,
TS 642 y TS 740 se pueden suministrar con
los ángulos de radiación horizontales de 0°
o de +30°. El TS 460 permite la comunicación con el SE 540 en el funcionamiento
normal.
Transmisión por radio
La transmisión por radio del TS 460 es independiente de la dirección. El alcance de
transmisión habitual es de 15 m. en condiciones ambientales ideales son posibles
unos rangos significativamente mayores.
Calidad de la transmisión de la
señal
La calidad de señal de la transmisión por
infrarrojos o por radio se muestra en el SE
mediante LEDs multicolor (véase Control
visual del estado). Por lo tanto se puede
observar a simple vista si el sistema de
palpación aún se encuentra en el rango
de transmisión de SE.
16
Área de transmisión TS 444
Área de transmisión TS 460/TS 642/TS 740
0)
74
S
/T
42
S6
T
4/
44
Control visual del estado
Los sistemas de palpación y las unidades
de transmisión/recepción de HEIDENHAIN
están provistos de LEDs que indican, además de las señales de salida, su estado
correspondiente (desviación del vástago,
preparación, etc.). Con ello puede controlarse de un vistazo el estado del palpador y
el trayecto de transmisión. Ello facilita tanto
la instalación como la operación.
Palpadores TS
En los sistemas de palpación TS hay varios
LED dispuestos en circunferencia, para que
sean visibles en cualquier posición angular.
Muestran la desviación del vástago, en los
sistemas de palpación inalámbricos, además de su preparación.
Unidad de emisión/recepción SE 540
La unidad de emisión/recepción SE 540
dispone de unos LED multicolor, que
muestran permanentemente el estado del
sistema de palpación (Disponibilidad, deflexión y capacidad de la batería).
Unidad de emisión/recepción SE 642
La SE 642 está equipada con varios LEDs
multicolor que posibilitan un diagnóstico
además de mostrar el estado. Para el
accionamiento:
• Ready
• Sistema de palpación activo
• Deflexión
• Capacidad de la batería
• Calidad de la transmisión de infrarrojos
• Interferencias y fallos
Unidad de emisión/recepción SE 660
Además de LEDs, el SE 660 para transmisión por radio e infrarrojos presenta también indicadores de segmentos y de barras.
Ofrecen información extensa durante la
puesta en marcha, operación y diagnóstico:
• Ready
• Sistema de palpación activo
• Deflexión
• Capacidad de la batería
• Calidad de la señal de radio o infrarrojos
• Establecer conexión
• Uso del canal por radio
• Choques y fallos
• Canal
• Modo de funcionamiento
Transmisión de
infrarrojos
Salida
Sistema de palpación TT
Sistema de
palpación TS
Señal de inicio TS
Señal de inicio TT
Error
Transmisión por
infrarrojos
Salida
Modo de
funcionamiento
Canal
Teclas de
funcionamiento
Transmisión por radio
Sistema de
palpación TT
Sistema de
palpación TS
Uso del canal
17
Montaje
Sistema de palpación TS
de la pieza
Los sistemas de palpación TS de la pieza
de HEIDENHAIN son adecuados para su
uso en una gran variedad de máquinas
herramienta. Presenta las opciones de
montaje adecuadas:
• Conos para centros de mecanizado,
máquinas de fresado y taladrado
• Portaherramientas para soluciones
especiales
• Rosca de sujeción para soluciones de
montaje, p.ej. en máquinas rectificadoras
y de torneado
Conos
Los sistemas de palpación TS de la pieza
se colocan directamente en el cabezal de
la máquina. Para su uso en el sistema de
sujeción correspondiente, los TS están disponibles con diversos conos. A continuación encontrará una selección. Los demás
conos disponibles comercialmente están
disponibles bajo petición.
DIN 2080
Cono
SK-A 40
SK-A 45
SK-A 50
SK-A 50
DIN 69893
Cono
HSK-E 25
HSK-E 32
HSK-A 40
HSK-E 40
HSK-A 50
HSK-E 50
HSK-A 63
HSK-B 63
HSK-F 63
HSK-A 80
HSK-A 100
18
D
M16
M20
M24
UNC 1.000-8
DIN 69871
Cono
SK-A 40
SK-A 45
SK-A 50
D
M16
M20
M24
SK-AD/B 30
SK-AD/B 40
SK-AD/B 45
SK-AD/B 50
SK-AD/B 60
M12
M16
M20
M24
M30
JIS B 6339
Cono
D
BT 30
M12
BT 40
M16
BT 50
M24
ASME B5.50
Cono D
SK 40 UNC 1x000-8
SK 50 UNC 1x000-8
Portaherramientas
Si utiliza otros conos, los sistemas de
palpación se pueden adaptar mediante
ejes de cilindro estandarizados en pinzas
disponibles comercialmente. Están disponibles los ejes de cilindro para los siguientes
portaherramientas:
• Weldon o mandril de contracción según
DIN 6535-HB16
• Whistle Notch según DIN 6535-HE16
DIN 6535-HB16
Eje del cilindro para portaherramientas
Weldon
DIN 6535-HE16
Eje del cilindro para portaherramientas
Whistle Notch
Rosca de sujeción
Los sistemas de palpación TS también se
pueden suministrar sin cono. El montaje se
realiza entonces mediante una rosca.
• M28 x 0,75 en TS 260/TS 248
• M12 x 0,5 en TS 260/TS 444
• M30 x 0,5 en TS 260/TS 740
para hexágono exterior
SW 17
Accesorios:
Unión roscada para el TS 260/TS 248
ID 643089-01
El roscado con la rosca externa M22x1 se
utiliza para la fijación sencilla del TS 260/
TS 248 a un elemento de la máquina, un
zócalo de montaje o a un dispositivo basculante, p.ej. máquinas rectificadoras o de
torneado. Con la ayuda del atornillamiento,
el TS 249 con un elemento de sujeción rígido se puede girar también como se desee.
Esto facilita p.ej., que el TS pueda ser alineado de forma exacta paralela al eje de
palpación con un elemento a palpar asimétrico o en forma de paralelepípedo.
Giratorio
Anillo roscado M12/M30
ID 391026-01
El anillo roscado sirve para la adaptación
de los conos y los portaherramientas con
roscas M30 en el TS 4xx (M12 x 0,5)
Llave de montaje
para el montaje de un cono en
TS 460: ID 1034244-01
TS 740/TS 642: ID 519833-01
Anillo roscado
Llave de montaje
19
Unidad de emisión/recepción
Las unidades de emisión/recepción SE para
transmisión por infrarrojos deben colocarse
de tal modo que se encuentren en el recorrido total de la máquina, en la zona de
transmisión del sistema de palpación. En la
transmisión por radio debe tenerse cuidado
de estar a una distancia suficientemente
grande de las fuentes de interferencia. La
distancia lateral hasta las superficies metálicas debe ser al menos de 60 mm.
Unidad de emisión/recepción SE 660,
SE 642
Debido a su elevada clase de protección de
IP67, el SE se puede expandir en cualquier
parte del área de trabajo de la máquina, y
también estar expuesto a refrigerante. Si
los SE se utilizan conjuntamente para el
sistema de palpación de piezas y el sistema de palpación de herramienta TT 460, se
debe tener en cuenta en el montaje, que
se pueda comunicar con ambos sistemas
de palpación.
La sujeción se lleva a cabo mediante dos
orificios roscados M5 laterales. Para facilitar el montaje, los soportes correspondientes están disponibles como accesorios.
También es posible sin ningún problema
una instalación posterior.
Accesorios
Soporte para SE 660
ID 744677-01
El soporte para SE 660 se fija con dos tornillos M4 en un elemento de la máquina
y la SE simplemente se encaja quedando
retenida por clip.
Soporte para SE 642
ID 370827-01
Unidad de emisión/recepción SE 540
El SE 540 esá prevista para su montaje
integrado en el cabezal. Por este motivo,
salvo pocas excepciones (p.ej., máquinas
con pinolas), la coordinación con el palpador
está especialmente indicada para máquinas
con grandes recorridos de desplazamiento
o cabezales basculantes. El área de transmisión de la señal infrarroja está adecuada
a la situación de montaje. Debido a que el
SE 540 siempre está situada oblicuamente
por encima del TS, se recomienda montar
los palpadores con un ángulo de radiación
de +30°. La instalación del SE 540 debe
estar prevista constructivamente en la
máquina.
20
M4
Palpar
El cálculo de la geometría o posición de la
pieza mediante el sistema de palpación TS
de la pieza se lleva a cabo mediante una
palpación mecánica. Para ello es recomendable que la pieza esté lo más limpia posible para evitar mediciones erróneas motivadas por virutas, etc.
La señal de palpación se transmite al control numérico con la desviación del vástago.
Además, los LEDs indican la deflexión en la
circunferencia del sistema de palpación.
Los sistemas de palpación sin cable presentan un dispositivo de soplado integrado: a través de toberas en la parte inferior
del sistema de palpación, el lugar de palpación puede ser limpiado de impurezas con
ayuda de aire a presión o de un chorro de
refrigerante. Tampoco los residuos de virutas en cajeras son problema. Por ello es
posible ejecutar ciclos de medición automáticos sin necesidad de la presencia del
operario. Para utilizar este dispositivo de
soplado, la máquina debe disponer de una
entrada de aire o de refrigerante a través
del cabezal.
Con palpadores TS 444 sin batería se utiliza
el aire comprimido para la carga de los condensadores.
Velocidad de palpación
Los tiempos de propagación de señal del
CNC, así como la transmisión por infrarrojos y especialmente por radio, influyen en
la repetibilidad de palpación de sistema de
palpación. Para la máxima velocidad de palpación, debe tenerse en cuenta la deflexión
permitida además del tiempo de propagación de señal. La velocidad de palpación
permitida mecánicamente figura en las
especificaciones técnicas.
Desviación del
vástago
Desviación del elemento de palpación
La deflexión máxima del vástago es de
5 mm en cada dirección. Dentro de este
recorrido debe pararse el movimiento de
la máquina para evitar posibles daños al
palpador.
21
Protección contra colisiones y desacoplamiento térmico
(Opcional en TS 460)
Protección mecánica contra colisiones
Un adaptador mecánico entre el sistema
de palpación y el cono actúa como protección contra colisiones. En las colisiones ligeras de la caja del sistema de palpación
con la pieza o con el dispositivo de sujeción, el sistema de palpación cede, desviándose ligeramente. Al mismo tiempo,
un interruptor integrado desactiva la señal
de disponibilidad, y el control detiene la
máquina. Por lo tanto, la protección contra
colisiones actúa únicamente cuando el sistema de palpación está activado.
El sistema de palpación que no ha resultado
dañado se calibra de nuevo (ciclo de calibración del control) y puede seguir trabajando.
Debido al adaptador de protección contra
colisiones no se dan errores adicionales, ni
siquiera con aceleraciones elevadas, p.ej.
durante el cambio de herramienta.
El adaptador de protector contra colisiones protege el palpador de daños
mecánicos...
Desacoplamiento térmico
El adaptador de protección contra colisiones actúa además como desacoplamiento
térmico. De este modo, el sistema de palpación queda protegido contra el calentamiento por el cabezal.
Si el cabezal se ha calentado considerablemente debido a los mecanizados anteriores,
el sistema de palpación también se calentará, especialmente en los ciclos de medición de larga duración. Ello puede conducir
a mediciones erróneas. El sistema de palpación con acoplamiento térmico evita un
flujo de calor del cabezal en el sistema de
palpación, mediante la protección de colisión.
... y sirve para el desacoplamiento técnico (a la izquierda, con el adaptador
de protección contra colisiones)
22
Vástagos
Vástagos para TS
HEIDENHAIN suministra los vástagos de
palpación adecuados con diferentes diámetros de bola y diferentes longitudes. Todos
los vástagos están unidos con los sistemas
de palpación TS mediante la rosca M3.
Desde un diámetro esférico de 4 mm, un
fusible mecánico protege los sistemas del
palpador frente a daños mecánicos debido
al manejo erróneo. En el suministro de sistemas de palpación TS se incluyen los siguientes vástagos:
• En TS 260/TS 248
2 x T404
• En TS 460
T404 y T409
• En TS 444, TS 642 y TS 740
T404 y T424
Palpadores
Alargamiento
Para poder alinear elementos de palpación
asimétricos o en forma de paralelepípedo,
el TS 260/TS 248 puede orientar el montaje
con ayuda de la unión roscada.
Palpadores esféricos
Tipo ID
Longitud L Diámetro
de esfera
D
T421 295770-21 21 mm
1 mm
T422 295770-22 21 mm
2 mm
T423 295770-23 21 mm
3 mm
T424 352776-24 21 mm
4 mm
T404 352776-04 40 mm
4 mm
T405 352776-05 40 mm
5 mm
T406 352776-06 40 mm
6 mm
T408 352776-08 40 mm
8 mm
T409 352776-09 60 mm
4 mm
Se pueden adquirir más vástagos, y
también formas especiales, bajo pedido.
Prolongación del vástago
Tipo ID
Longitud L Material
T490 296566-90 50 mm
Acero
La prolongación de vástago solo debe
utilizarse con vástagos cortos (21 mm
de longitud).
23
TS 248, TS 260 y TS 460
Sondas de palpación de piezas
TS 248, TS 260
Conector base axial
56.8
40
40
1.5
1.5
M12
17.8
16.8
54.2
Conector base radial
40
TS 460
con protección contra colisiones
24
con protección contra colisiones
Cable
Radio e infrarrojos
Sistema de palpación de
piezas
TS 248
TS 260
TS 460
Precisión de la palpación
±5 µm utilizando el vástago palpador estándar T404
Repetibilidad de la palpación 2 1 µm a una velocidad de palpación de 1 m/min
(palpación repetida desde una valores habituales:
dirección)
2 1 µm a una velocidad de palpación de 3 m/min
2 4 µm a una velocidad de palpación de 5 m/min
Desviación del elemento de
palpación
5 mm en todas direcciones (con vástago L = 40 mm)
Fuerza de deflexión
axial: aprox. 8 N (TS 248: aprox. 4 N)
radial: aprox. 1 N (TS 248: aprox. 0,5 N)
Velocidad de palpación
5 m/min
Protección contra colisiones* –
opcional
Protección EN 60 529
IP67
Temperatura de trabajo
10 °C a 40 °C
Temperatura de
almacenamiento
–20 °C a 70 °C
Peso sin cono
aprox. 0,15 kg
Sujeción*
• con cono1) (únicamente con conector base radial) • con cono1)
• mediante rosca exterior M28 x 0,75
• mediante rosca exterior M12 x 0,5
• mediante junta con rosca exterior M22 x 1
Conexión eléctrica
conector base M12, 8 polos; axial o radial
–
Longitud del cable
25 m
–
Tensión de alimentación
DC 15 V a 30 V/ 100 mA (sin carga)
1
2 baterías o acumuladores /2 AA o Tamaño LR2;
respect. de 1 V a 4 V
Funcionamiento continuo
–
Servicio continuo típic. 400 h2) con baterías de litio
Señales de salida
• Señal de palpación S y S (señal rectangular y su
señal invertida)
• Señal de palpación libre de potencial “Trigger”
–
Nivel de señal HTL
UH 20 V si –IH 20 mA
UL 2,8 V si IL 20 mA
con tensión nominal 24 VCC
–
Transmisión de la señal
Cables
Transmisión por radio e infrarrojos (ajustable) con
rango a 360° hacia SE
Unidad de emisión/
recepción *
–
• SE 660 para transmisión por radio e infrarrojos
• SE 642 para transmisión por infrarrojos3)
• SE 540 para transmisión por infrarrojos;
para emplearse en la cabeza de husillo
Conexión/desconexión del
TS
–
Señal de radio o de infrarrojos (seleccionable)
desde SE
aprox. 0,2 kg
3)
1)
* Indicarlo a cursar el pedido
ver resumen de la página 18
2)
Tiempo de funcionamiento reducido con tráfico elevado en el entorno o intervalos de palpación cortos y frecuentes
3)
SE común para TS 460 y TT 460
25
TS 444, TS 642 y TS 740
Sondas de palpación de piezas
TS 444
TS 642
Ángulo de radiación 0°
26
Ángulo de radiación 30°
TS 740
infrarrojos
Sistema de palpación
de piezas
TS 444
TS 642
Precisión de la palpación
±5 µm utilizando el vástago palpador estándar T404
Repetibilidad de la palpación 2 1 µm a una velocidad de palpación de 1 m/min
(palpación repetida desde una valores habituales:
dirección)
2 1 µm a una velocidad de palpación de 3 m/min
2 4 µm a una velocidad de palpación de 5 m/min
TS 740
±1 µm utilizando el vástago
palpador estándar T404
2 0,25 µm
a una velocidad de palpación de
0,25 m/min
Desviación del elemento
de palpación
5 mm en todas direcciones (con vástago L = 40 mm)
Fuerza de deflexión
axial: aprox. 8 N
radial: aprox. 1 N
axial: aprox. 0,6 N
radial: aprox. 0,2 N
Velocidad de palpación
5 m/min
0,25 m/min
Protección EN 60 529
IP67
Temperatura de trabajo
10 °C a 40 °C
Temperatura de
almacenamiento
-20 °C a 70 °C
Peso sin cono
aprox. 0,4 kg
Sujeción*
con cono* (resumen pág. 18)
sin cono (rosca de acoplamiento
M12 x 0,5)
aprox. 1,1 kg
sin cono (rosca de acoplamiento M30 x 0,5)
Transmisión de la señal
Transmisión por infrarrojos con rango 360°
Ángulo de radiación
de la señal infrarroja*
0° ó +30°
Unidad de emisión/
recepción *
SE 540 ó SE 642
SE 540, SE 642 o SE 660 (solo
infrarrojos)
SE 540 ó SE 642
Conexión/desconexión
del TS
Señal infrarroja del SE
mediante interruptor en el cono
de sujeción o señal infrarroja de
SE
Señal infrarroja del SE
Suministro energético/
Tensión de alimentación
Baterías o acumuladores
Aire comprimido
presión de mecanizado recomen5
5
dada 5,5 · 10 a 8 · 10 Pa
Acumulador de energía
condensadores de alta potencia
integrados; tiempo de carga típ.
5
3 s para 5,5 x 10 Pa
2 baterías o acumuladores, cada uno 1 a 4 V; Size C o Size A
Funcionamiento continuo
tip. 120 s
típ. 800 h2)
típ. 500 h2)
(funcionamiento continuo reducido en el repuesto para TS 632)
1)
* Indicarlo al cursar el pedido
1)
incluido en los elementos suministrados
2)
en funcionamiento continuo con baterías de litio 3,6 V/6000 mAh; con las baterías de litio Size A incluidas en el suministro solamente
se alcanza la mitad del tiempo de funcionamiento
105 Pa
27
SE 660 y SE 642 y SE 540
Unidades de emisión/recepción
SE 660
SE 642
SE 540
= si L1 > 100: proporcionar agujero de drenaje; L2 = 10 mm a 100 mm
28
Radio e infrarrojos
infrarrojos
Unidad de emisión/
recepción
SE 660
SE 642
Empleo
TS 460, TT 460
TS 460, TS 444, TS 642, TS 740 y TS 460, TS 444, TS 642 o TS 740
comunicación común con TS 460 TT 460; comunicación común
y TT 460
con TS y TT
Transmisión de la señal
Radio o infrarrojos
infrarrojos
Ámbito de aplicación
en el área de trabajo de la
máquina
en el área de trabajo de la
máquina
en el agujero portaherramientas
en el cabezal principal
Señales de entrada/salida
Señales rectangulares de nivel
HTL
• Señal de inicio R(-TS) y R(-TT)
• Señal de retorno B(-TS) y B(-TT)
• Señal de palpación S y S
• Aviso de batería W
Señales rectangulares de nivel
HTL
• Señal de inicio R(-TS) y R(-TT)
• Señal de retorno B(-TS) y B(-TT)
• Señal de palpación S y S
• Aviso de batería W
Señales rectangulares, nivel HTL
• Señal de inicio R
• Señal de retorno B
• Señal de conmutación S
• Aviso de batería W
Control visual del estado
para la calidad de la transmisión para transmisión por infrarrojos,
por infrarrojos, de la transmisión error y palpador de piezas o hepor radio y del canal, canal, modo rramientas
de funcionamiento y sistema de
palpación de pieza y herramienta
para el palpador
Conexión eléctrica
Caja de brida M12, 12 polos
Conector base M9, 8 polos
Longitud del cable
20 m con cable adaptador 6 mm
50 m con cable adaptador 6 mm y cable adaptador 8 mm
para prolongación
Tensión de alimentación
15 VCC a 30 VCC
Toma de corriente sin carga
infrarrojos
Funcionamiento normal
Envío (máx. 3,0 s)
Radio
3,4 Weff ( 200 mAeff1))
10,7 WPK ( 680 mA1))
2,1 Weff ( 120 mAeff1))
Cable de 0,5 m/2 m
con conector M12, 12 polos
SE 540
30 m
con cable adaptador 4,5 mm
50 m
con cable adaptador 4,5 mm y
cable adaptador 8 mm para
prolongación
5,1 Weff ( 250 mAeff1))
8,3 WPK ( 550 mA 1))
–
3,7 Weff ( 150 mAeff1))
4,3 WPK ( 210 mA1))
–
Tipo de protección EN 60 529 IP67
Temperatura de trabajo
10 °C a 40 °C
10 °C a 40 °C
UP = 15 V: 10 °C a 60 °C
UP = 24 V: 10 °C a 40 °C
Temperatura de
almacenamiento
–20 °C a 70 °C
–20 °C a 70 °C
–20 °C a 70 °C
Peso sin cable
aprox. 0,3 kg
aprox. 0,2 kg
aprox. 0,1 kg
* Por favor, indicar en el pedido
Con mínima tensión de alimentación
1)
29
Ayuda para la selección
La medición de la herramienta en la máquina ahorra tiempos muertos, aumenta la
precisión del mecanizado y reduce el número de piezas defectuosas y el trabajo de
repasado. Con la sonda de palpación TT que
realiza la palpación con contacto material
y con las sondas láser TL, HEIDENHAIN
ofrece dos posibilidades diferentes para la
medición de la herramienta.
Debido a la robusta construcción y al alto
grado de protección, estas sondas de palpación de herramienta pueden instalarse
directamente en el área de trabajo de la
máquina herramienta.
Palpadores TT
Los sistemas de palpación de herramientas
TT 160 y TT 460 son palpadores de conmutación adecuados para la medición y revisión
de herramientas. El TT 160 dispone de una
transmisión de la señal mediante una conexión por cable, mientras que el TT 460 comunica sin cable mediante radio o infrarrojos con la unidad de emisión/recepción
SE 660.
El elemento de palpación en forma de disco
del TT se deflexiona al hacer contacto físico
con una herramienta. Con ello el TT genera
una señal de conmutación que se transmite
al control numérico, donde se procesa. La
señal de palpación se realiza con un sensor
óptico, el cual trabaja sin desgaste y presta
una gran fiabilidad.
El elemento de palpación es fácilmente
reemplazable. El vástago para el elemento
de palpación está provisto de un fusible
mecánico. Con ello se protege al palpador
frente a daños mecánicos en caso de error
de manejo.
Palpadores TT
TT 160
Sondas láser TL
Con las sondas láser TLMicro y TLNano se
pueden medir herramientas sin contacto
material, a la velocidad de giro nominal.
Con la ayuda de los ciclos de medida contenidos en los elementos suministrados se
pueden registrar longitudes y diámetros de
herramienta, controlar la forma individual
de las cuchillas y determinar el desgaste o
la rotura de la herramienta. El control carga
los datos obtenidos de la herramienta en la
tabla de herramientas.
La medición se produce rápidamente y sin
complicaciones. El control NC, controlado
por el programa, posiciona la herramienta e
inicia el ciclo de medición. Esto es posible
en todo momento: antes del mecanizado,
entre dos pasos de mecanizado o una vez
realizado el mecanizado.
El rayo láser focalizado en el centro mide
herramientas con un diámetro a partir de
0,03 mm con una precisión de repetibilidad
de hasta ±0,2 µm.
Sistema láser TL
TT 460
TL Nano
TL Micro 150 TL Micro 200 TL Micro 300
Principio de palpación
Palpación mecánica
Sin contacto a través del rayo láser
Direcciones de palpación
En 3 dimensiones: ±X, ±Y, +Z
En 2 dimensiones: ±X (o ±Y), +Z
Fuerza de palpación
Axial: 8 N; radial: 1 N
Nula, trabaja sin contacto
Materiales de la
herramienta
Las cuchillas frágiles pueden resultar
dañadas
Cualquiera
Sensibilidad en
herramientas sucias
Muy escaso
Alto (antes de la medición es necesario limpiar la herramienta)
Ciclos de medición
posibles
Longitud, radio, Rotura de la herramienta, Longitud, radio, Rotura de la herramienta, Cuchillas individuales,
Cuchillas individuales
geometría de corte (también para cualquier contorno)
Requisitos de instalación
Fácil conexión al control NC
Ajuste de PLC necesario en el control NC (6 salidas, 3 entradas)
Toma de aire comprimido
Transmisión de la señal
Cables
Cables
Repetibilidad
2 1 µm
Diámetro de herramienta
mín.
Diámetro de herramienta
máx.
1)
2)
Radio/infrarrojos
en SE 660;
Infrarrojos en
SE 642
2 0,2 µm
2 1 µm
3 mm
0,03 mm
0,1 mm
Ilimitado
37 mm
1)
La fuerza de palpación no debe dañar la herramienta
En la medición central
30
2)
30 mm2)
80 mm2)
180 mm2)
Índice
Generalidades
32
Principio de funcionamiento
33
Montaje
34
Palpar
35
Características técnicas
Sistema láser TL
TT 160, TT 460
36
Generalidades
38
Componentes
39
Montaje
40
Protección contra la suciedad
41
Palpar
42
Características técnicas
TL Nano
44
TL Micro
46
DA 301 TL
48
Medición de herramientas
Sistema de palpación TT
31
Sistemas de palpación TT para medición de herramientas
Conjuntamente con los ciclos se medición
del control CNC, el sistema de palpación
de herramientas TT ofrece la posibilidad de
medir herramientas en la máquina automáticamente. Los valores calculados para la
longitud y el radio de la herramienta son
almacenadas por el control en la memoria
central de la herramienta. Mediante la
comprobación de la herramienta durante
el mecanizado pueden detectarse rápida y
directamente desgastes o roturas y evitar
de esta manera piezas rechazadas o trabajos de repaso. Si las desviaciones halladas
se encuentran fuera de las tolerancias preestablecidas, o si se ha rebasado el tiempo
de duración de la herramienta, el control
numérico bloquea la herramienta y cambia
automáticamente a una herramienta gemela.
Con el TT 460 la señales son transmitidas
al control numérico a través de radio o infrarrojos.
Ventajas:
• Claramente más libertad de movimiento
• Rápido emplazamiento en cualquier
posición
• Uso en mesas giratorias o basculantes
Su ventaja: con el sistema de palpación
de herramientas TT 160 o TT 460 podrá
hacer trabajar su máquina sin supervisión
del operario, sin que por ello tengan que
esperarse mermas en la precisión o casi
ningún rechazo.
32
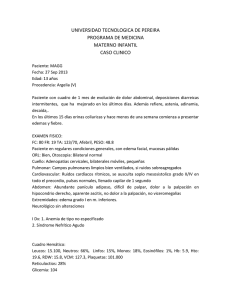
Principio de funcionamiento
Sensor
Los sistemas de palpación de HEIDENHAIN
trabajan con un conmutador óptico como
sensor. La corriente de luz saliente de un
LED se unifica por un sistema de lentes y
cae como punto de luz en un fotoelemento
diferencial. En la deflexión del vástago de
palpación, el fotoelemento diferencial genera una señal de conmutación. El elemento
de palpación en el TT está unido a un dispositivo sensor, que a su vez está integrado
en la carcasa del sistema de palpación a
través de un soporte de tres puntos. Este
cojinete asegura la posición de reposo.
Reproducibilidad
En la medición de herramienta, en primer
lugar es importante la reproducibilidad del
proceso de palpación. La reproducibilidad
de palpación es la desviación resultante al
palpar varias veces una herramienta desde
una dirección a 20 °C de temperatura ambiente.
La precisión de palpación de un sistema de
palpación se determina por HEIDENHAIN
en máquinas de medida alta de precisión.
Elemento de palpación
Desviación
Con motivo del conmutador óptico sin contacto, el sensor trabaja libre de desgaste y
presta la alta estabilidad durante largo
tiempo de los sistemas de palpación de
HEIDENHAIN.
Vástago de palpación
con fusible mecánico
Nuevo dispositivo
Número de palpaciones
tras aprox. 5 millones de palpaciones
Sistema de lentes
Fotoelemento
diferencial
Desarrollo típico de la repetibilidad de la palpación de un sistema de
palpación mediante palpación repetida desde una dirección.
Conectores
LED
33
Montaje
El palpador de herramientas alcanza el
grado de protección IP67 y puede ser instalado por ello en el área de trabajo de la
máquina. La sujeción del TT puede realizarse mediante dos mordazas de sujeción o
sobre un zócalo de montaje de pequeñas
dimensiones que puede ser suministrado
como accesorio.
El TT con elemento de palpación de 40 mm
debe operar en posición vertical, para asegurar una palpación fiable y una protección
óptima ante posible suciedad. Con el elemento de palpación SC02 con diámetro de
25 mm también es posible operar en posición horizontal así como con el elemento
de palpación en forma de paralelepípedo.
El TT sólo ha de estar activo mientras se
realiza la medición de la herramienta; vibraciones durante el mecanizado que pudieran
generar una conmutación del palpador no
producen de esta manera una interrupción
del mecanizado.
Sujeción con mordazas
Anexo horizontal
Mordazas
Sujeción en zócalo
de montaje
Anillo de empuje
Accesorios:
Zócalo de montaje para TT
Para el montaje con tornillo central
TT 160: ID 332400-01
TT 460: ID 651586-01
Zócalo de montaje con boquilla de
soplado
Para limpiar la pieza con aire
Aire comprimido para manguera 4/6
ID 767594-01
Alimentación de tensión y transmisión
de señal
En el sistema de palpación TT 160, tanto la
tensión de alimentación como la transmisión de la señal de palpación se llevan a
cabo mediante el cable de conexión.
El sistema de palpación TT 460 transmite la
señal de palpación por infrarrojos mediante
la unidad de emisión/recepción SE 660
(véase página 14/15).
34
Zócalo de montaje
Zócalo de montaje con
boquilla de soplado
TT 160
Boquillas de soplado
Tensión de alimentación
Señal de conexión
Palpar
El elemento de palpación endurecido del
palpador de herramientas TT permite una
palpación directa de la herramienta girando
en la dirección contraria al corte. Dependiendo del diámetro de la herramienta se
admiten revoluciones de hasta 1000 min–1.
El elemento de palpación permite cambiarlo con rapidez: está sencillamente atornillado al palpador mediante un prisionero.
La deflexión máx. permitida del elemento
de palpación es de 5 mm en cada dirección. En el transcurso de este recorrido
debe detenerse el movimiento de la máquina.
A fin de proteger el palpador frente a daños
mecánicos por manejo erróneo, el elemento de palpación del TT está equipado con
un fusible mecánico. El fusible mecánico
es efectivo en todas las direcciones de palpación. Un manguito de goma sirve de protector contra astillas. Un vástago de palpación defectuoso puede reemplazarse fácilmente; no es necesario reajustar el TT.
Vástago del elemento de palpación
(Representación sin boquilla de goma)
Visualización óptica de la deflexión
En el TT 160 los LEDs muestran la deflexión
del elemento de palpación. En el TT 460 el
estado del palpador es más visible a través
de las LEDs de la unidad de emisión/recepción SE. Esto es especialmente práctico
para el control de su funcionamiento. Se
visualiza claramente si el TT se encuentra
en estado de deflexión.
Elementos de palpación
Para la palpación de herramientas de fresado los palpadores de herramienta están
equipados con un elemento de palpación
en forma de disco con un diámetro de
40 mm (ejemplo). Como accesorio puede
suministrarse un elemento de palpación en
forma de disco con un diámetro de 25 mm.
Por causa del poco peso hace que por ello
sea recomendable sobre todo un montaje
horizontal del TT.
También es posible la medición de herramientas de torneado con el palpador de
herramientas TT. Para ello se utiliza un elemento de palpación en forma rectangular
(suministrable como accesorio), que posibilita que con sus superficies planas pueden
ser palpadas las aristas de la herramienta
del torno. Con ello puede también comprobarse regularmente la rotura o desgaste de
las herramientas en tornos con controles
NC para asegurar la seguridad del proceso.
Accesorios:
Elemento de palpación SC02 25 mm
ID 574752-01
Elemento de palpación SC01 40 mm
ID 527801-01
Elemento de palpación rectangular
ID 676497-01
Los elementos de palpación se pueden
suministrar por separado como repuesto.
Se pueden reemplazar fácilmente; no es
necesario reajustar el TT.
35
TT 160 y TT 460
Sistemas de palpación de herramienta
TT 160
TT 460
36
Cables
Radio e infrarrojos
Sistema de palpación de
herramienta
TT 160
TT 460
Precisión de la palpación
±15 µm
Repetibilidad de la
palpación
(palpación repetida desde
una dirección)
2 1 µm a una velocidad de palpación de 1 m/min
valores habituales:
2 1 µm a una velocidad de palpación de 3 m/min
2 4 µm a una velocidad de palpación de 5 m/min
Desviación del elemento
de palpación
5 mm en todas direcciones
Fuerza de deflexión
Axial: aprox. 8 N
Radial: aprox. 1 N
Velocidad de palpación
5 m/min
Protección EN 60 529
IP67
Temperatura de trabajo
10 °C a 40 °C
Temperatura de
almacenamiento
–20 °C a 70 °C
Peso
Aprox. 0,3 kg
Montaje en la mesa de la
máquina
• Fijación mediante mordazas (incluido en el alcance del suministro)
• Sujeción con zócalo de montaje (accesorio)
Conexión eléctrica
Caja de brida M12, 8 polos
–
Longitud del cable
25 m
–
Tensión de alimentación
DC 10 V a 30 V/ 100 mA (sin carga)
2 baterías o acumuladores 1/2 AA o Tamaño LR2;
respect. de 1 V a 4 V
Funcionamiento continuo
–
Servicio continuo típic. 400 h1) con baterías de litio
Señales de salida
• Señal de palpación S y S (señal rectangular y su
señal invertida)
• Señal de palpación libre de potencial “Trigger”
–
Nivel de señal HTL
UH 20 V si –IH 20 mA
UL 2,8 V si IL 20 mA
con tensión nominal 24 VCC
–
Transmisión de la señal
Cables
Transmisión por radio o infrarrojos (ajustable) con
radiación a 360° hacia SE (unidad de emisión/
recepción)
Unidad de emisión/
recepción
–
2)
• SE 660 para transmisión por radio e infrarrojos
• SE 6422) para transmisión por infrarrojos
Conexión/desconexión
del TT
–
Señal de radio o de infrarrojos (seleccionable)
desde SE
1)
2)
Aprox. 0,4 kg
Tiempo de funcionamiento reducido con tráfico elevado en el entorno o intervalos de palpación cortos y frecuentes
SE común para TS 460 y TT 460, véase página 28
37
Sistemas láser TL para medición de herramientas
La supervisión de la herramienta con un
sistema láser TL representa una solución
especialmente flexible. Mediante la medición óptica sin contacto se pueden comprobar también las herramientas más pequeñas de forma rápida, segura y sin colisiones. Tampoco representa ningún riesgo
para las herramientas más sensibles.
El cálculo preciso de la longitud y el radio
en velocidad nominal asegura una elevada
calidad de fabricación. Simultáneamente el
ajuste integrado de la herramienta con actualización automática de los datos de la
misma evita realizar un preajuste a parte, y
reduce los costes y los tiempos muertos.
La supervisión de la herramienta tiene lugar a velocidad nominal con el sistema de
sujeción real y, por tanto, bajo condiciones
de mecanizado. Errores en la herramienta,
el cabezal y el portaherramientas pueden
reconocerse directamente y corregirse.
Para ello se comprobará cada una de las
cuchillas a plena velocidad. También se
puede controlar automáticamente la geometría de herramientas especiales en la
máquina respecto a variaciones.
38
Mediante los controles de proceso en curso
con supervisión de datos de herramienta
se reconocen a tiempo el desgaste, picados de cuchilla y roturas de la herramienta.
Esto asegura una calidad de fabricación
constante, evita los daños consecuentes
y ahorra costes por productos defectuosos
y retoques. Los ciclos de medición que
operan automáticamente permiten una
supervisión óptima en un funcionamiento
sin necesidad de operario.
Los sistemas láser TL garantizan una supervisión de la herramienta fiable, una precisión de medición elevada y controles del
desgaste exactos. Ofrecen las siguientes
ventajas:
• Reducción de los tiempos muertos
• Funcionamiento manual
• Poco rechazo
• Elevada productividad
• Elevada calidad de fabricación constante
Componentes
Sondas láser TL
Existen sistemas láser en diferentes versiones para diámetros de herramienta máximos distintos:
• TL Nano
• TL Micro 150
• TL Micro 200
• TL Micro 300
Los aparatos disponen de un dipositivo integrado de soplado. Con ello la herramienta
puede limpiarse antes de la medición, con
ayuda de aire de bloqueo, de virutas y de
refrigerante.
TL Micro 300
Los sistemas láser TL se optimizan a la velocidad de cabezal de la máquina NC para
cabezales estándar o HSC (a partir de
30 000 min-1).
Las versiones TL Micro están diponibles
opcionalmente con conexiones de salida
laterales o inferiores para el cable de conexión y para los conductos de aire comprimido.
Ciclos de medición
Con ayuda de los ciclos de medición, el
control gestiona la señal de salida del sistema láser y realiza los cálculos necesarios.
Los ciclos de medición para los controles
HEIDENHAIN TNC 320/620/640 e iTNC 530
están incluidos en los elementos suministrados de los sistemas láser TL. Los ciclos
de medición contienen funciones para
• el ajuste de la herramienta con transmisión automática de los datos en la tabla
de herramientas
• Control del desgaste con o sin corrección de los datos de la herramienta
• Identificación con o sin corrección de los
datos de la herramienta
TL Micro 200
TL Nano
Instalación de aire comprimido
Para el funcionamiento de los sistemas
láser TL es necesaria la instalación de aire
comprimido DA 301 TL, la cual cumple sus
requisitos. Se compone de tres capas de
filtros (filtro previo, filtro fino y filtro de carbón activado), un purgador de vapor de
agua, un regulador de presión con manómetro, así como tres electroválvulas. Con
ello se acciona la unidad de sellado de la
óptica láser, se alimenta el sistema láser
con aire de bloqueo y se purga la herramienta. Las electroválvulas se controlan
mediante el programa de PLC.
Accesorios
El accesorio facilita el montaje y la espera
de los sistemas láser TL.
39
Montaje
Posición de montaje
Los sistemas láser TL cumplen el tipo de
protección IP68 y por ello se pueden montar directamente en el espacio de trabajo
de la máquina. Para un funcionamiento sin
contacto, también bajo refrigerante y virutas, los emisores y receptores están equipados con un sistema de sellado neumático conmutable. Adicionalmente la conexión
de aire de bloqueo ofrece una elevada protección frente a suciedad.
Los sistemas láser TL pueden montarse
encima o junto a la mesa de la máquina,
tanto en posición vertical como horizontal.
El montaje debe ser suficientemente estable, a fin de lograr una repetibilidad elevada. Se evitarán reflejos molestos o difracciones, cuando el rayo láser se dirija durante la medición contra la cuchilla que estará
girando en el sentido apropiado.
Para proteger el sistema láser de daños no
deseados causados por la herramienta durante el mecanizado, el área de trabajo de
la máquina debe estar bien delimitada.
Alineación del TL
Para lograr la mejor reproducibilidad posible, el sistema láser debe estar alineado
durante el montaje de forma exactamente
paralela a los dos ejes NC. Durante el montaje vertical sobre la mesa de la máquina
está predefinida la alineación horizontal
mediante la superficie de montaje. Las tolerancias de montaje pueden verse desde
las medidas de acoplamiento.
Especialmente en la medición de longitudes de diámetros de herramienta considerablemente distintos, se hacen notables las
variaciones de paralelismo como los errores de longitud. Por ello se recomienda realizar la longitud de herramientas excéntricas (p. ej. fresas cilíndricas, cabezal portacuchillas) fuera del eje de la herramienta en
el radio exterior.
Accesorios de montaje para TL Micro
La placa de fijación sirve para el fácil montaje de un sistema láser TL Micro sobre la
mesa de la máquina. Dos clavijas tope sobre la placa permiten desmontar y volver a
montar el sistema láser sin la necesidad de
alinearlo de nuevo.
Accesorios:
Placa de montaje para TL Micro
ID 560028-01
40
Protección contra la suciedad
Se proporcionan medidas eficaces para el
uso de sistemas de láser directamente en
la máquina herramienta, para proteger el
sistema óptico sensible de la barrera de luz
láser frente a la contaminación:
Protección mecánica
La óptica de los sistemas láser se sella perfectamente mediante una protección contra la suciedad con un sistema de bloqueo
mecánico integrado, para proteger frente a
refrigerantes y virutas. El obturador solamente desbloquea el sistema óptico mientras dura la medición. El obturador se activa
mediante la unidad de aire comprimido
DA 301 TL.
Sistemas neumáticos en el TL con conexiones para el aire de bloqueo (S) y el control de obturador (V)
Aire de bloqueo
El cabezal de envío y transmisión de la barrera de luz láser se alimentan con aire de
bloqueo muy limpio mediante la instalación
de aire comprimido DA 301 TL. Ello impide
que el vapor del refrigerante contamine el
sistema óptico.
Accesorios
Conjunto de mantenimiento para la
protección contra la suciedad
ID 560034-01
Para la limpieza de la protección contra la
suciedad de la óptica láser está disponible
un conjunto de mantenimiento que consiste
en:
• Juego de juntas de estanqueidad
• Cubiertas sinterizadas
• Tapones ciegos
• Anillos en forma de O
• Tornillos Allen M3x8
• Grasa especial
• Manual de instrucciones de uso
Filtro de repuesto
ID 560036-01
Conjunto de filtros completo para
DA 301 TL, que consiste en un prefiltro,
filtro fino y filtro de carbón activo.
Muelles de protección
ID 560037-01
Conjunto de muelles en espiral para proteger los conductos de aire comprimido en el
área de trabajo de la máquina
Frase de datos: 2 x 6 mm, 1 x 4 mm;
Longitud por cada 1 m
Filtro de carbón activo
Filtros
previos
Filtro fino
41
Palpar
Los sistemas láser TL operan palpando sin
contacto como barreras de luz de alta precisión. Una fuente de luz láser (Tipo de protección 2 según IEC 825) emite un rayo láser. La unidad receptora posicionada en el
lado contrario detecta el rayo láser y, con
ello, registra cada interrupción. En cada
cambio de estado – p. ej. cuando una herramienta interrumpe el rayo láser o bien lo
libera de nuevo –, la electrónica integrada
genera un impulso de conmutación de duración definida. Esta señal dinámica DYN
se transmite al control NC y allí se utiliza
para el registro de valores de posición. Adicionalmente el sistema láser también emite una señal estática STA para la duración
de la interrupción del rayo láser.
Calibrar
El sistema debe calibrarse antes de medir
con el sistema láser TL, es decir, debe calcularse la posición exacta de los puntos de
conmutación referidos al sistema de coordenadas de la máquina. Para ello se utiliza
una herramienta de referencia, suministrable como accesorio. Posee una forma característica para la calibración con un pasador de ajuste cilíndrico y un diámetro de
comprobación para una medición en dirección del eje Z positiva y negativa (para determinar el centro exacto del rayo láser en
Z). La herramienta de referencia se empotra en un asiento de herramienta y se mide
con gran precisión la longitud, el diámetro y
la altura. En aplicaciones sencillas también
puede utilizarse un pasador de ajuste cilíndrico. Se garantiza una excentricidad mejor
para la medición de calibración.
Accesorios:
Herramienta de referencia
ID 560032-01
Estrategias de palpación
La elección de la estrategia de palpación
influye en la seguridad de la medición. De
esta forma el registro del valor de medición
puede producirse o bien al profundizar la
herramienta en el rayo láser (medición por
introducción) o bien al retirarla (medición
por extracción). La dirección de medición
de extracción garantiza una elevada seguridad frente a la influencia de refrigerante y
suciedad, mientras que para buril o herramientas con diámetros de vástago muy
pequeños la medición por introducción es
el mejor método.
42
Toma de valores de medida en:
• Medición por introducción
• Medición por extracción
En el modo de funcionamiento Medición,
cada cambio de luz provoca una señal de
salida DYN con una duración definida de
20 ms. Se evalúa el flanco positivo. Sobre
la entrada ENABLE 2 se conecta entre la
medición por extracción y por introducción.
ENABLE 1
ENABLE 2
En el control individual de cuchillas se
genera un impulso de salida con una longitud definida desde cada cuchilla existente.
La longitud del impulso y el número de cuchillas determinan las revoluciones básicas.
En caso de fallo (falta de corte o rebasamiento de la tolerancia), la señal de salida
dinámica DYN se mantiene a bajo nivel
(LOW) durante un máximo de 100 s.
Modo de
funcionamiento
Modos de funcionamiento
El modo de funcionamiento del sistema
láser se define mediante ambas entradas
ENABLE 1 y ENABLE 2. Los ciclos de medición colocan el receptor automáticamente
en el modo de funcionamiento adecuado.
0
0
0
Función
Control individual de cuchillas
Revoluciones básicas 3 750 min–1
1
0
1
Medición por introducción
Revoluciones básicas 0 min–1
2
1
0
en la versión para mecanizados estándar*
Medición por extracción
Revoluciones básicas 600 hasta 3 000 min–1
en la versión para mecanizados a alta velocidad*
Control individual de cuchillas
Revoluciones básicas 42 000 min–1
3
1
1
+
+
Medición por extracción
–1
Revoluciones básicas 3 000 min
* por favor, indicar en el pedido
Control visual del estado
En el lado receptor del sistema láser se encuentran los diodos fotoemisores, que permiten un rápido diagnóstico del estado. De
esta forma el usuario puede ver rápidamente, si el recorrido del láser es correcto, si se
emite una señal de conmutación dinámica
y el modo de funcionamiento en que trabaja el sistema láser.
Palpación de las herramientas utilizadas
El sistema láser de palpación óptica no diferencia entre la herramienta propiamente
a medir y virutas eventualmente adheridas,
capa de refrigerante, o bien gotas desprendidas. A fin de evitar mediciones erróneas,
antes del proceso de medición debe limpiarse la herramienta. Esto puede realizarse mediante un centrifugado a elevada velocidad o mediante el soplado con aire. Los
sistemas láser TL disponen para ello de un
dispositivo de soplado integrado, mediante
el cual puede limpiarse la herramienta antes y durante un ciclo de medición.
Control visual
del estado
LED
Función
Laser ON
Entrada transmisión de liberación
Alineación
Ajuste de láser correcto (Señal > 95 %)
Laser OK
Laser de salida correcto (Señal > 75 %)
Output
Salida DYN (Señal > 50 %)
Mode
Modo de funcionamiento 0
Modo de funcionamiento 1
Modo de funcionamiento 2
Modo de funcionamiento 3
43
TL Nano
Sistema láser para la medición
de herramientas
= Medición del diámetro de la herramienta
tangencial desde arriba o desde un lado
F = Guía de máquina
P = Puntos de medición para la alineación
*) = Alineación de la carcasa
44
Características técnicas
TL Nano
Diámetro de herramienta
Medición en el centro
Medición tangencial
de 0,03 mm a 37 mm
de 0,03 mm a 44 mm
Repetibilidad
±0,2 µm
Revoluciones del cabezal* En la medición individual de cuchillas optimizada a cabezal estándar o a cabezal HSC (>30 000 min–1)
Láser
Láser visible de luz roja con rayo enfocado al centro
Longitud de onda/potencia
630 nm a 700 nm/< 1 mW
Clase de protección IEC 825 2
Señales de entrada
Señales de salida
Señales rectangulares DC 24 V
• Transmisión de liberación
• Receptor de liberación 1
• Receptor de liberación 2
ENABLE 0
ENABLE 1
ENABLE 2
Señales rectangulares DC 24 V
• Señal de palpación dinámica
• Señal de palpación estática
• Láser correcto
DYN
STA
LASER OK
Tensión de alimentación
DC 24 V/160 mA
Conexión eléctrica
Conector base M23, macho, 12 polos; lateral
Montaje
En el área de trabajo de la máquina
Tipo de protección
EN 60 529
IP68 (en estado entrelazado, con aire de bloqueo)
Limpieza de la
herramienta
Dispositivo integrado de soplado
Temperatura de trabajo
Temperatura de
almacenamiento
10 °C a 40 °C
0 °C a 50 °C
Peso
Aprox. 0,70 kg (con dispositivo de soplado incluido)
* Por favor, indicar en el pedido
45
TL Micro
Sistema láser para la medición
de herramientas
L1
L2
Tipo
19
44
94
150
200
300
TL Micro 150
TL Micro 200
TL Micro 300
= Medición del diámetro de la herramienta
tangencial desde arriba
= Medición del diámetro de la herramienta
tangencial lateralmente
= Escotadura de montaje
F = Guía de máquina
P = Puntos de medición para la alineación
*) = Alineación de la carcasa
46
Características técnicas
TL Micro 150
TL Micro 200
TL Micro 300
Diámetro de herramienta
Medición en el centro
de 0,03 mm a 30 mm
Medición tangencial superior de 0,03 mm a 30 mm
Medición tangencial lateral de 0,03 mm a 30 mm
de 0,1 mm a 80 mm
de 0,1 mm a 98 mm
de 0,1 mm a 122 mm
de 0,1 mm a 180 mm
de 0,1 mm a 324 mm
de 0,1 mm a 428 mm
Repetibilidad
±1 µm
±0,2 µm
Revoluciones del cabezal* En la medición individual de cuchillas optimizada a cabezal estándar o a cabezal HSC (>30 000 min–1)
Láser
Láser visible de luz roja con rayo enfocado al centro
Longitud de onda/potencia
630 nm a 700 nm/< 1 mW
Clase de protección IEC 825 2
Señales de entrada
Señales de salida
Señales rectangulares DC 24 V
• Transmisión de liberación
• Receptor de liberación 1
• Receptor de liberación 2
ENABLE 0
ENABLE 1
ENABLE 2
Señales rectangulares DC 24 V
• Señal de palpación dinámica
• Señal de palpación estática
• Láser correcto
DYN
STA
LASER OK
Tensión de alimentación
DC 24 V/160 mA
Conexión eléctrica
Conector base M23, macho, 12 polos; opcionalmente lateral o inferior
Montaje
En el área de trabajo de la máquina
Tipo de protección
EN 60 529
IP68 (en estado entrelazado, con aire de bloqueo)
Limpieza de la
herramienta
Dispositivo integrado de soplado
Temperatura de trabajo
Temperatura de
almacenamiento
10 °C a 40 °C
0 °C a 50 °C
Peso
Dispositivo de soplado inclusivo
Salida de cable lateral
aprox. 0,85 kg
aprox. 0,95 kg
aprox. 1,15 kg
Salida de cable hacia abajo
aprox. 0,90 kg
aprox. 1,00 kg
aprox. 1,20 kg
* Por favor, indicar en el pedido
47
DA 301 TL
Dispositivo para aire comprimido
para el sistema láser TL
48
Características técnicas
DA 301 TL
Montaje
Sistema de filtros
• Prefiltro para tamaños de partículas hasta 5 µm
• Filtro finísimo para tamaños de partículas hasta 0,01 µm
• Filtro de carbón activado para tamaños de partículas hasta 0,001 µm
Regulador de presión con
manómetro
Para ajustar la presión de salida
Electroválvula
Para habilitar el aire comprimido para
• Aire de bloqueo
• Dispositivo de soplado de pieza
• Unidad de sellado de la óptica láser
Presión de trabajo
4 bar a 6 bar
Calidad del aire
Aire en entrada
DIN ISO 8573-1 clase 4.3.4
Aire de escape
DIN ISO 8573-1 clase 1.3.1
Caudal
400 l/min (sin dispositivo de soplado)
Conexiones
Entrada de aire comprimido G 3/8“
Salida de aire comprimido
Conector rápido para
• Aire de escape
• Dispositivo de soplado:
• Unidad de sellado:
6 mm
6 mm
4 mm
Peso
aprox. 4,4 kg (sin cable)
Alcance del suministro
Unidad de aire comprimido DA 301 TL
1 x 13 m manguera de aire comprimido 4 mm
2 x 13 m manguera de aire comprimido 6 mm
3 x 10 m de cable para controlar la electroválvula
49
Tensión de alimentación
Sistemas de palpación con cable
Los sistemas de palpación con cable
TS 260, TS 248 y TT 160, las unidades de
emisión/recepción SE y los sistemas de
láser TL reciben la alimentación de tensión
mediante el control numérico. Las longitudes de cable máximas especificadas en los
datos técnicos se aplican a los cables de
HEIDENHAIN.
Tamaño de
batería
Para minimizar el consumo energético, los
sistemas de palpación TS 460 y TT 460 presentan una gestión inteligente de la batería.
Para ello, el sistema de palpación conmuta
con el apagado gradualmente, en el estado
de espera. Cuanto más tiempo esté desconectado el sistema de palpación, menos
potencia se consume. La activación del sistema de palpación a un bajo nivel de espera dura solamente una fracción de segundo
más. Así se consigue una alta disponibilidad
orientada a la práctica.
Los sistemas de palpación TS 642 y TS 740
cambian con la desconexión en el modo de
espera, tras otras ocho horas en modo de
suspensión. Para la activación del sistema
de palpación se calcula entonces una puesta en marcha más larga (véase Conexión y
desconexión del TS 642/TS 740).
50
Batería alcalina Acumulador NiMH
1
400 h
120 h
90 h
TS 642
C
800 h
400 h
250 h
A
400 h
200 h
125 h
C
500 h
220 h
140 h
250 h
110 h
70 h
TS 740
/2 AA
2)
A
1)
Por favor, tenga en cuenta que: se trata de valores aproximados que dependen del
producto
2)
sobre adaptador
Start
100%
Consumo energético
La electrónica de los sistemas de palpación
detecta automáticamente el tipo de baterías utilizadas. Si la capacidad de la batería
está por debajo del 10 %, el SE da un aviso
de batería al control numérico. Para el funcionamiento con acumuladores, los sistemas de palpación están provistos con una
protección contra descargas: el sistema de
palpación se apaga antes de que los acumuladores estén completamente descargados.
Batería de litio
TS 460
TT 460
2)
Sistemas de palpación sin cable
La tensión de alimentación de la transmisión de señal inalámbrica de los sistemas de
palpación TS 460, TS 642, TS 740 y TT 460
se lleva a cabo mediante dos baterías o
acumuladores con una tensión nominal de
1 a 4 V. El tiempo de funcionamiento depende en gran medida de la naturaleza y el
tipo de la batería utilizada (véase tabla para
los ejemplos). El tiempo de funcionamiento
típico, especificado en los datos técnicos,
se aplica exclusivamente a las baterías de
litio incluidas. Un tiempo de funcionamiento de 400 h corresponde al uso durante 12
meses en funcionamiento de 3 turnos con
un 5 % de tiempo de uso.
1)
Tiempo de funcionamiento
ton2
toff1
50%
Consumo energético TS 460/TT 460
Tiempos de señal
Retraso de la conexión
• En el modo stand-by: ton2 típ. 1 s
• En el modo rebajado: ton1 típ. 0,25 s
Retraso de la desconexión
• en transmisión de infrarrojos: toff1 < 1 s
• en transmisión por radio: toff1 < 1 s
tR
ton1
TS 444 - alimentación mediante generador de turbinas de aire
El sistema de palpación TS 444 con transmisión por infrarrojos posee un generador
de turbinas de aire para la generación de
energía. No se requieren baterías o acumuladores adicionales.
Suministro de aire
Montaje
El generador de turbinas de aire se compone de una turbina de aire, del propio generador y de condensadores de alta potencia
para el almacenamiento de energía. Para el
funcionamiento de las turbinas se requiere
aire comprimido conducido a través del cabezal. El aire comprimido puede ser utiilizado simultaneamente para limpiar con aire
la pieza. La carga de los condensadores y
la limpieza de la pieza tienen lugar durante
el mismo proceso de trabajo con lo que no
se requieren tiempos muertos improductivos adicionales.
Roto-turbina
Generador
Electrónica
Salida de aire
Funcionamiento
Tras cambiar al sistema de palpación TS 444,
los condensadores de alta potencia se cargan a través del generador de turbinas de
aire. La carga ya se hace en el camino entre el cambiador de herramienta y la posición de medición, o incluso durante la limpieza con aire de la pieza.
Requisitos del aire comprimido
El generador de la turbina de aire funciona
a presiones de suministro a partir de 2 x
105 Pa. Para un proceso de carga efectivo,
se recomienda una presión de funcionamiento de entre 5,5 x 105 Pa y 8 x 105 Pa.
No es necesario un aire especialmente
limpio.
El TS 444 se conecta
Presión de mecanizado (105 Pa)
Umbral de aviso de la batería
Condensador completamente cargado
El tiempo de carga depende de la presión de suministro
105 Pa 1 bar
51
Conexión eléctrica
Funcionamiento continuo
Con los condensadores de alta potencia
cargados completamente, el TS 444 queda
listo para un funcionamiento continuo de
120 s. La señal Aviso de batería informa si
se requiere una carga adicional.
Representación de la turbina con vías aéreas (principio)
Tiempo (s)
Tiempos de carga
Los tiempos de carga de los condensadores
dependen directamente del aire comprimido disponible. cuanto más alta sea la presión más corto será el proceso de carga
(ver diagrama).
Interfaces
Palpadores digitales TS, TT
Por favor, tenga en cuenta en general las
Notas generales eléctricas en el catálogo
Interfaces de sistemas de medida de
HEIDENHAIN.
Sistemas de palpación con
transmisión de señal con cable
Durante la desviación del vástago o del elemento de palpación de TS 260, TS 248 y
TT 160 se genera una señal de palpación S
rectangular y su señal invertida S.
Nivel de la señal HTL S, S
UH (UP – 2,2 V) si –IH 20 mA
UL 1,8 V si IL 20 mA
Además, los sistemas de palpación TS 260,
TS 248 y TT 160 presentan dos salidas de
conmutación sin potencial (Trigger NO y
Trigger NC), que se llevan a cabo mediante
optocoplador como apertura y cierre.
Trigger NC
Trigger NO
Señal de palpación en TS 260/TS 248/TT 160
Tiempo de reacción tR 10 µs
Distancia de repetición tW > 25 ms
Optocoplador de resistencia
Umax 15 V
Imax 50 mA
U 1 V (típ. 0,3 V si I = 50 mA)
Debido a que el cabezal debe estar bloqueado antes de colocar el TS, los cables
de conexión y adaptación están provistos
de puentes. De este modo se puede realizar el control de seguridad requerido por
parte de CNC en el sistema de palpación
enchufado.
Sistema de palpación con transmisión de señal sin cable
Conexión tras una pausa
Conexión repetida
Los sistemas de palpación TS 460, TS 740
y TT 460 se conmutan desde el CNC mediante el SE. El flanco ascendente de la
señal de inicio R activa el TS, el flanco
descendiente lo inactiva.
El sistema de palpación TS 642 se activa
debido al cambio en el cabezal mediante el
microrruptor integrado en el cono.
Con la señal de retorno B, el SE indica al
control numérico que el sistema de palpación está encendido, y que se encuentra
dentro del área de recepción del SE. Ahora
es posible realizar una palpación de la herramienta.
El retraso t de la conexión o desconexión
depende de la distancia entre SE y TS, así
como el modo de fuente de alimentación
del sistema de palpación. En conexiones
repetidas (TS en modo de espera), el valor
típico es de 250 ms, en la desconexión es
de 350 ms (con una distancia máx. de
1000 ms). La conexión tras una larga pausa
(más de 8 horas - TS en modo de suspensión) puede tardar hasta 3 s. Si el sistema
de palpación no responde, el SE interrumpe el intento de transmisión/recepción tras
3,5 s.
52
0<t<8h
tE1
tE2
tA
Palpar
es posible
Conexión y desconexión de TS 460/TS 740/TT 460
Tiempos de señal
Retraso de la conexión
tE1 1 000 ms (típ. 250 ms)
tE2 3000 ms
Retraso de la desconexión
tA 1 000 ms (típ. 350 ms)
es posible
El sistema de palpación TS 444 se enciende automáticamente en cuanto el generador de la turbina de aire carga los condensadores de alto rendimiento integrados tras
aplicar aire comprimido. Con la señal de retorno B, el SE indica la disponibilidad de
funcionamiento del TS 444. Casi simultáneamente, el aviso de batería W se apaga.
Si tras aprox. 1 min de tiempo de funcionamiento, la capacidad de carga L desciende
por debajo del umbral de advertencia, el
aviso de batería indicará a NC que se requiere una recarga. Tras aproximadamente
otro minuto, la señal de retorno también se
reinicializa.
tip. 3 s
Palpación posible
D: aire comprimido encendido/apagado
L: estado de la carga
Secuencia de señal TS 444
Durante la desviación del vástago o del elemento de palpación se genera una señal
de palpación S rectangular.
Tiempos de señal
Tiempo de reacción tR1
• En la transmisión por infrarrojos: 0,2 ms
• En la transmisión por radio: 10 ms
Distancia de repetición tW > 25 ms
En caso de interferencia, se reinicializará la
señal de retorno B. El tiempo de reacción
entre la aparición de la interferencia y la
cancelación de la señal de retorno depende
del tipo de transmisión de señal.
Tiempos de señal
Tiempo de reacción con una transmisión
de señal tS interrumpida
• En la transmisión por infrarrojos: 40 ms
• En la transmisión por radio: 55 ms
Palpadores con TS 460/TS 642/TS 740/TT 460
Interferencia
Batería < 10 %
Tiempo de reacción en una colisión (con
adaptador de protección contra colisiones)
tS
• en la transmisión por infrarrojos: 40 ms
• en la transmisión por radio: 20 ms
El Aviso de batería W indica una disminución de la capacidad de batería por debajo
del 10 %. Con la señal de retorno, también
se reinicializará el aviso de batería.
Nivel de señal HTL
R
UH = (10 V ... 30 V) si IH 4 mA
UL 2 V si –IL 0,1 mA
Palpar
es posible
es posible
Comportamiento en caso de interferencia y aviso de batería
B/S/W
UH (UP – 2,2 V) si –IH 20 mA
UL 1,8 V si IL 20 mA
53
Sistemas láser TL, DA 301 TL
Entradas TL
El CNC activa el sistema láser mediante
tres conductos de liberación:
La señal Transmisión de liberación 0
(ENABLE 0) activa o desactiva el transmisor
y enciende o apaga el rayo láser. El diodo
láser se activa solo durante el ciclo de medición, con el fin de reducir al mínimo la
pérdida energética (generación de calor),
y aumentar la vida útil.
Las señales autorización de liberación
1 y 2 (ENABLE 1 y 2) determinan el tipo de
mecanizado de la barrera de luz láser en
función del respectivo ciclo de medición.
Nivel de señal:
UH = 24 V si 15 mA
Conexión
Protección contra suciedad
abierto
Aire de bloqueo
off
Transmisión de
liberación
Receptor de liberación
Salidas TL
Los sistemas láser TL suministran las
siguientes señales de salida:
Tras la liberación del emisor y el receptor, el
sistema láser envía la información “láser
correcto”, si al receptor llega al menos un
75 % de la máxima producción de luz.
Láser
Con la interrupción del rayo láser se generan dos señales de salida.
La salida Señal de medición estática STA
cambia a nivel bajo, cuando menos del
50 % de la producción de luz llega al receptor (= haz de luz interrumpido).
Alineación (LED)
No utilizar esta entrada como señal de palpación, ya que en las herramientas que giran a gran velocidad, se emiten impulsos
de aguja con un tiempo de impulso extremadamente corto, que ya no se evalúan en
el PLC o el NC.
La salida Señal de medición dinámica
DYN suministra, en cada cambio de luz
(claro-oscuro y oscuro-claro), un impulso de
24 V con una duración definida de 20 ms.
Esta salida funciona como señal de palpación.
Nivel de señal:
UH = 24 V si 50 mA
Laser OK
Estático STA
Comportamiento de conexión y desconexión
Entradas DA 301 TL
El DA 301 TL suministra los sistemas láser
con aire comprimido limpio como aire de
bloqueo, para abrir el obturador y limpiar
la herramienta. Las válvulas neumáticas
correspondientes las controla el CNC. Los
cables de conexión del CNC están incluidos
en el suministro de DA 301 TL.
Nivel de señal:
UH = 24 V si 71 mA
54
Medir
Desconexión
cerrado
en el
ciclo
Herramienta
medición en empuje
medición al salir
Señales de salida en la medición de la longitud y el radio para cada medición por extracción y por introducción
Herramienta
1)
La duración depende de v
Los rápidos desplazamientos del eje, o las herramientas giratorias, pueden causar impulsos de aguja en el STA
Herramienta
Señales de salida del control de forma de las cuchillas individuales
Control individual de cuchillas
Medir
Herramienta
correcta
Defecto en cuchilla 2
x = 4; n = 3750
x
Señales de salida al probar las cuchillas individuales en los modos de funcionamiento de medida y control individual de cuchillas
55
Conexión al control CNC
Los sistemas de palpación de HEIDENHAIN presentan puertos universales, que
permiten la conexión con prácticamente todos los controles numéricos CNC relevantes para máquinas herramienta. Cuando sea
necesario, HEIDENHAIN ofrece electrónicas de interfaz UTI y paquetes de software
opcionales para complementar los ciclos
de sistemas de palpación internos del control numérico. Por tanto, se garantiza una
conexión segura, así como un uso funcional del sistema de palpación de HEIDENHAIN, con independencia del fabricante del
control numérico.
CNC
Sondas de palpación
Entrada del
control
numérico
Interfaz
necesario
HSCI:
X112, X113
–
Otros:
X12, X13
– 1)
X121, X122 o
X132
–
Medición de la pieza
• Alinear piezas
• Ajuste de puntos de
referencia
• Se miden las piezas
mecanizadas
Medición de herramientas
• Longitud, radio
• Desgaste, rotura
Fanuc
0
0i
16
18
21
30
31
32
recomendado:
HIGH SPEED
SKIP
UTI 491 (solo
para conexión a
un SE)
–
es posible:
SKIP (24 V)
–
Mitsubishi
Serie M70/M700
Serie M64/M640
SKIP (24 V)
HEIDENHAIN
TNC 640
TNC 620
iTNC 530
TNC 320
TNC 128
Cable:
TS 248
TS 260
TT 160
Siemens
828D
840D
840D sl
Infrarrojos:
TS 460
TS 444
TS 642
TS 740
TT 460
sobre SE 642,
SE 540
CNC interno
Radio/infrarrojos:
TS 460
TT 460
sobre SE 660
Mazak
Mazatrol Fusion
Mazatrol Matrix
Mazatrol Smart
1)
En el uso conjunto de TS 460 y TT 460, es necesario el UTI 240
56
Ciclos
Software independiente
de HEIDENHAIN
Medición de la pieza
–
• Alinear piezas
• Ajuste de puntos de
referencia
• Se miden las piezas
mecanizadas
Medición de herramientas
• Longitud, radio
• Desgaste, rotura
• Cuchillas individuales
Ciclos base para
• Fijar punto de referencia
• Longitud de herramienta
Medición de la pieza
• Alinear piezas
• Ajuste de puntos de
referencia
• Se miden las piezas
mecanizadas
Medición de herramientas
• Longitud, radio
• Desgaste, rotura
Electrónicas de la interfaz para la adaptación
Para ajustar las señales del sistema de palpación al control numérico CNC, puede ser
necesaria una electrónica de interfaz UTI,
en determinadas circunstancias. Esto se
aplica en particular cuando se conectan las
unidades de emisión/recepción SE en los
controles numéricos Fanuc, o en la sustitución de controles numéricos CNC antiguos
con un sistema de palpación.
UTI 491
La electrónica de interfaz UTI 491 es un
relé optocoplador simple. Ello sirve para
conectar sistemas de palpación separados
galvánicamente al High Speed Skip de la
entrada de los controles numéricos Fanuc.
ID 802467-01
UTI 192
La electrónica de interfaz de UTI 192 se
utiliza cuando son necesarios los ajustes
adicionales, como p.ej. el acceso directo
lógico de la señal o el inicio automático de
un sistema de palpación, etc., que no se
pueden llevar a cabo en el control numérico
CNC. Por tanto, el UTI 192 se utiliza sobretodo en la reequipación de sistemas de palpación (véase resumen del producto Sistemas de palpación para la reequipación de
máquinas herramienta).
ID 579092-01
UTI 240
La electrónica de interfaz UTI 240 es necesaria si TS y TT se deben rearmar mediante
un SE común en el TNC 320 o en controles
numéricos de HEIDENHAIN más antiguos.
Esta reparte las señales del TS y TT entre
las correspondientes entradas en el TNC y
establece la conexión al PLC para arrancar
el TT y para el aviso.
ID 658883-01
57
Elementos de conexión y cables
Indicaciones generales
Conector con cubierta de plástico: Conector con tuerca de unión, suministrable con contactos macho o hembra (véase los símbolos).
Acoplamiento con cubierta de plástico: Conector rosca exterior, suministrable con
contactos macho o hembra(véase los símbolos).
Símbolos
M23
M12
Símbolos
M12
M23
Acoplamiento de
montaje con brida
Conector acodado
M12
M23
Conector base: con rosca exterior; se
monta fija en una carcasa; se puede suministrar con contactos macho o hembra.
M23
Señales
Conector Sub-D para controles
HEIDENHAIN, tarjetas de contaje
y de valor absoluto IK.
Señales
La dirección de la numeración de pines
es diferente en conectores y acoplamientos o cajas de brida, pero es independiente
de si el conector presenta
contactos macho o
contactos hembra.
1)
electrónica de interfaz integrada
en el conector
Accesorios para cajas de brida y acoplamientos de montaje incorporado M23
Caperuza roscada metálica protectora
de polvo
ID 219926-01
Accesorios para conectores M12
Pieza de aislamiento
ID 596495-01
El tipo de protección de las uniones cuando están conectadas es IP67 (conector
Sub-D: IP50; EN 60 529). En el caso de que
no estén conectadas, no existe protección
alguna.
Conector rápido: conector de construcción pequeña con bloqueo de tiro/empuje
Símbolo
Las indicaciones sobre el cableado y los
radios de curvatura se encuentran en las
Notas generales eléctricas en el catálogo Interfaces de sistemas de medida de
HEIDENHAIN.
58
Asignación de conexiones TS, TT, SE
SE 660, SE 642
Conector base o acoplamiento de 12 polos M12
Tensión de alimentación
Señales
1
12
11
5
2
10
3
4
6
9
7
8
UP
0V
R(TS)
R(TT)
B(TS)
B(TT)
S
S
W
/
/
/
marrón/
verde
blanco/
verde
azul
blanco
verde
marrón
gris
rosa
violeta
amarillo
rojo
negro
Pantalla exterior conectada en la carcasa del conector; los conductores y patillas no utilizados no pueden asignarse para otros fines.
UP = Tensión de alimentación; R = Señal de inicio start; B = Señal de retorno ready; S, S = Seña de palpado; W = Aviso de batería
SE 540 (cable adaptador)
Acoplamiento de 7 polos M23
Conector Sub-D de 15 polos2 o 3 filas
2
Tensión de alimentación
3
Señales
2
1
7
3
5
4
6
2
5
8
1
4
3
10
7
3
10
9
/
6
3
2
4
UP
0V
Pantalla interior
R
B
S
W
marrón
blanco
blanco/marrón
amarillo
gris
verde
azul
Pantalla exterior conectada en la carcasa del conector; los conductores y patillas no utilizados no pueden asignarse para otros fines.
UP = Tensión de alimentación; R = Señal de inicio start; B = Señal de retorno ready; S = Seña de palpado; W = Aviso de batería
TS 248, TS 260, TT 160
Conector de 8 polos M12
Tensión de alimentación
Señales
2
7
3
4
1
5
6
8
UP
0V
S
S
B
Trigger NO
Trigger NC
Trigger 0 V
azul
violeta
gris
rosa
blanco
blanco/verde
amarillo
marrón/verde
Pantalla exterior conectada en la carcasa del conector; los conductores y patillas no utilizados no pueden asignarse para otros fines.
UP = Tensión de alimentación; B = Señal de retorno; S, S = Señal de palpación;
Trigger = Salidas de conmutación libres de potencial (NC = contacto de reposo; NO = contacto de trabajo)
Tenga en cuenta: las advertencias importantes sobre la conexión eléctrica, la tensión de alimentación y el cableado se
encuentran en Indicaciones eléctricas
generales en el catálogo Interfaces para
los sistemas de medida HEIDENHAIN.
59
Cable de conexión SE 660, SE 642, SE 540
7 polos
15 polos
15 polos
12 polos
15 polos
15 polos
15 polos
12 polos
15 polos
15-polos/9-polos
TNC
TNC 128/320
(alt)
9 polos
TNC
TNC 128/320
(alt)
1) Si la longitud total es de más de 20 m: ID 663631-xx máx. 10 m, el resto con ID 701919-xx/1073372-xx.
**) TS 444/64x/740 en conexión con SE 660 no es posible.
F/S/M = Fanuc/Siemens/Mitsubishi/Mazak, F* Fanuc High Speed Skip sobre UTI 491
60
Cable de conexión TS 248, TS 260, TT 160
15 polos
8 polos
8 polos
M12
6 polos
15 polos
7 polos
8 polos
M12
9 polos
667674-01
(Hasta variante PLB 02, no en UEC)
8 polos
15 polos
9 polos
15 polos
F/S/M = Fanuc/Siemens/Mitsubishi/Mazak, F* Fanuc High Speed Skip sobre UTI 491
61
Asignación de conexiones y cable adaptador
TL, DA 301 TL
Cable de conexión incluido en el suministro de DA 301 TL
3 salidas
560040-xx
o
560041-xx
3 entradas
3 salidas
560039-01
TNC 320
TNC 426/430
826269-01
X113
Cable adaptador 14 mm/ 6,5 mm
cableado en un lado con conector M23
(hembra) de 12 polos
Radio de curvatura mínimo 60 mm,
adecuado para cadenas de arrastre.
Con manguera de protección-PUR
ID 560040-xx
Cable adaptador longitud 5 m
cableado en un lado con conector Sub-D
(macho), 9 polos
Interfaz integrada para TNC 320/426/430,
iTNC 530
ID 560039-01
cableado en un lado con conector Sub-D
(macho), 15 polos, 3 filas
Interfaz integrada para TNC 620/640,
iTNC 530 HSCI
ID 826269-01
62
Manguera de protección
3m
TNC 640
TNC 620
iTNC 530 HSCI
Sistema láser TL
Conector de 12 polos M23
Tensión de alimentación
Señales
Salidas
2
1
4
12
6
3
5
7
24 V
0V
ENABLE 0
ENABLE 1
ENABLE 2
DYN
STA
LASER OK
marrón
blanco
amarillo
rosa
violeta
verde
gris
azul
Conector Sub-D de 9 polos
Entradas
0V
DYN
blanco
marrón
Conector de 3 polos
Salidas
Señal de
conexión
0V
Conductor de
puesta a tierra
negro
negro
amarillo/verde
63
DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Straße 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 32-5061
E-mail: [email protected]
DE
HEIDENHAIN Vertrieb Deutschland
83301 Traunreut, Deutschland
08669 31-3132
08669 32-3132
E-Mail: [email protected]
ES
FARRESA ELECTRONICA S.A.
08028 Barcelona, Spain
www.farresa.es
PL
APS
02-384 Warszawa, Poland
www.heidenhain.pl
FI
PT
HEIDENHAIN Technisches Büro Nord
12681 Berlin, Deutschland
030 54705-240
HEIDENHAIN Scandinavia AB
01740 Vantaa, Finland
www.heidenhain.fi
FARRESA ELECTRÓNICA, LDA.
4470 - 177 Maia, Portugal
www.farresa.pt
FR
RO
HEIDENHAIN Technisches Büro Mitte
07751 Jena, Deutschland
03641 4728-250
HEIDENHAIN FRANCE sarl
92310 Sèvres, France
www.heidenhain.fr
HEIDENHAIN Reprezentanţă Romania
Braşov, 500407, Romania
www.heidenhain.ro
GB
HEIDENHAIN (G.B.) Limited
Burgess Hill RH15 9RD, United Kingdom
www.heidenhain.co.uk
RS
Serbia BG
RU
MB Milionis Vassilis
17341 Athens, Greece
www.heidenhain.gr
OOO HEIDENHAIN
115172 Moscow, Russia
www.heidenhain.ru
SE
HEIDENHAIN LTD
Kowloon, Hong Kong
E-mail: [email protected]
HEIDENHAIN Scandinavia AB
12739 Skärholmen, Sweden
www.heidenhain.se
SG
HEIDENHAIN PACIFIC PTE LTD.
Singapore 408593
www.heidenhain.com.sg
HEIDENHAIN Technisches Büro West
44379 Dortmund, Deutschland
0231 618083-0
HEIDENHAIN Technisches Büro Südwest
70771 Leinfelden-Echterdingen, Deutschland
0711 993395-0
HEIDENHAIN Technisches Büro Südost
83301 Traunreut, Deutschland
08669 31-1345
AR
AT
AU
GR
HK
HR
Croatia SL
HU
SK
NAKASE SRL.
B1653AOX Villa Ballester, Argentina
www.heidenhain.com.ar
HEIDENHAIN Kereskedelmi Képviselet
1239 Budapest, Hungary
www.heidenhain.hu
KOPRETINA TN s.r.o.
91101 Trencin, Slovakia
www.kopretina.sk
ID
SL
HEIDENHAIN Techn. Büro Österreich
83301 Traunreut, Germany
www.heidenhain.de
PT Servitama Era Toolsindo
Jakarta 13930, Indonesia
E-mail: [email protected]
NAVO d.o.o.
2000 Maribor, Slovenia
www.heidenhain.si
IL
TH
FCR Motion Technology Pty. Ltd
Laverton North 3026, Australia
E-mail: [email protected]
NEUMO VARGUS MARKETING LTD.
Tel Aviv 61570, Israel
E-mail: [email protected]
HEIDENHAIN (THAILAND) LTD
Bangkok 10250, Thailand
www.heidenhain.co.th
IN
HEIDENHAIN Optics & Electronics
India Private Limited
Chetpet, Chennai 600 031, India
www.heidenhain.in
TR
IT
HEIDENHAIN ITALIANA S.r.l.
20128 Milano, Italy
www.heidenhain.it
TW
HEIDENHAIN Co., Ltd.
Taichung 40768, Taiwan R.O.C.
www.heidenhain.com.tw
JP
HEIDENHAIN K.K.
Tokyo 102-0083, Japan
www.heidenhain.co.jp
UA
Gertner Service GmbH Büro Kiev
01133 Kiev, Ukraine
www.heidenhain.ua
KR
HEIDENHAIN Korea LTD.
Gasan-Dong, Seoul, Korea 153-782
www.heidenhain.co.kr
US
HEIDENHAIN CORPORATION
Schaumburg, IL 60173-5337, USA
www.heidenhain.com
MX
HEIDENHAIN CORPORATION MEXICO
20290 Aguascalientes, AGS., Mexico
E-mail: [email protected]
VE
Maquinaria Diekmann S.A.
Caracas, 1040-A, Venezuela
E-mail: [email protected]
MY
ISOSERVE SDN. BHD.
43200 Balakong, Selangor
E-mail: [email protected]
VN
AMS Co. Ltd
HCM City, Vietnam
E-mail: [email protected]
ZA
MAFEMA SALES SERVICES C.C.
Midrand 1685, South Africa
www.heidenhain.co.za
BE
HEIDENHAIN NV/SA
1760 Roosdaal, Belgium
www.heidenhain.be
BG
ESD Bulgaria Ltd.
Sofia 1172, Bulgaria
www.esd.bg
BR
DIADUR Indústria e Comércio Ltda.
04763-070 – São Paulo – SP, Brazil
www.heidenhain.com.br
BY
GERTNER Service GmbH
220026 Minsk, Belarus
www.heidenhain.by
CA
HEIDENHAIN CORPORATION
Mississauga, OntarioL5T2N2, Canada
www.heidenhain.com
CH
HEIDENHAIN (SCHWEIZ) AG
8603 Schwerzenbach, Switzerland
www.heidenhain.ch
NL
CN
DR. JOHANNES HEIDENHAIN
(CHINA) Co., Ltd.
Beijing 101312, China
www.heidenhain.com.cn
HEIDENHAIN NEDERLAND B.V.
6716 BM Ede, Netherlands
www.heidenhain.nl
NO
HEIDENHAIN s.r.o.
102 00 Praha 10, Czech Republic
www.heidenhain.cz
HEIDENHAIN Scandinavia AB
7300 Orkanger, Norway
www.heidenhain.no
PH
Machinebanks` Corporation
Quezon City, Philippines 1113
E-mail: [email protected]
CZ
DK
TP TEKNIK A/S
2670 Greve, Denmark
www.tp-gruppen.dk
1113984 · 00 · A · 05 · 4/2016 · PDF
·
T&M Mühendislik San. ve Tic. LTD. ŞTI.
34775 Y. Dudullu –
Ümraniye-Istanbul, Turkey
www.heidenhain.com.tr
Zum Abheften hier falzen! / Fold here for filing!
Vollständige und weitere Adressen siehe www.heidenhain.de
For complete and further addresses see www.heidenhain.de
www.heidenhain.de