Metodos de Medi ción de Tiempo (MTM) MTM
Anuncio
 MTM")
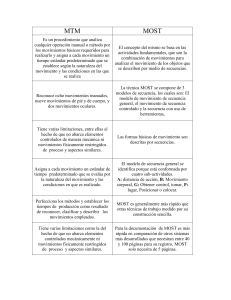
Metodos de Medi ción de Tiempo (MTM) MTM-1 El sitema MTM proporciona valores de tiempo para los movimientos fundamentales de alcanzar, girar, agarrar o tomar, posicionar, soltar y dejar. Los autores definen MTM como “un procedimiento que analiza cualquier operación manual o método por los movimientos básicos requeridos para realizarlo y asigna para cada movimiento un tiempo estándar predeterminado que se establece según la naturaleza del movimiento y las condiciones en las que se realiza”. Los datos de MTM-1 son resultado del análisis de cuadro por cuadro de películas en diversas áreas de trabajo. Los datos tomados de varias filmaciones se calificaron mediante la técnica de Westinghouse, se tabularon y analizaron para determinar el grado de dificultad causado por las características variables. Un análisis más detallado clasifico cinco casos distintos de alcanzar, donde cada uno requería una asignación de tiempo diferente para una distancia dada. Además, encontraron que el tiempo de movimiento dependía tanto de la distancia como del peso del objeto que se movía. Lo mismo que del tipo específico de movimiento. Por último, 2 casos de dejar y 18 casos de posicionar también afectan el tiempo. Tablas de MTM-1 En las siguientes tablas podemos ver un ejemplo de la utilización del sistema MTM-1: Tipos de Trabajo que analiza en sus deiferentes versiones (1,2,3, UAS, M, C, V, etc) MTM-2 En un esfuerzo por aumentar las aplicaciones de MTM a las áreas de trabajo en las que el detalle de MTM-1 es un obstáculo económica para su uso, el International MTM Directorate inició un proyecto de investigación para desarrollar datos menos elaborados que fueran adecuados para la mayoría de las secuencias de movimientos. El resultado de este esfuerzo fue el MTM-2. MTM-3 Este nivel se desarrolló para complementar al MTM-1 y MTM-2. El MTM-3 es útil en situaciones de trabajo en que el interés en ahorrar tiempo a costa de cierta precisión, lo convierte en la mejora alternativa. Sin embargo, MTM-3 no se puede usar para operaciones que requieren esfuerzo visual o tiempo de recorrido de la vista, ya que los datos no consideran estos movimientos. MTM-V Fue desarrollado para usarlo en las operaciones de corte de metales. Su uso es específico para corridas cortas en talleres de producción intermitente. MTM-C Con un amplio uso en el sector de la banca y seguros, es un sistema de datos de estándares de dos niveles usado para establecer tiempos estándar de tareas relacionadas con trabajo de oficina, como golpes de teclado, archivar, introducir datos y mecanografiar. Ambos niveles de MTM-C se pueden referir a datos de MTM-1. MTM-M Es un sistema de tiempos predeterminados para evaluar el trabajo del operario mediante un microscopio. En el desarrollo de MTM-M, no se usaron los tiempos básicos de MTM-1, aunque las definiciones de los puntos inicial y terminal de los elementos de movimientos son compatibles con MTM-1. Los datos usados fueron los datos originales. En general MTM-M es un sistema de nivel más alto o similar a MTM-2. Con la creciente cantidad de manufactura microminiatura, se extenderá la aplicación de datos fundamentales similares a MTM-M. Estos permiten al analista establecer estándares justos, difíciles de determinar con los procedimientos del cronometro. Es imposible establecer estándares elementales confiables mediante la observación directa. Otros Sistemas MTM Especializados Tres sistemas MTM especializados son: MTM-TE, MTM-MEK y MTM-UAS. El MTM-TE, se desarrolló para pruebas electrónicas. Este sistema tiene dos niveles de datos a partir de MTM-1 para la aplicación de pruebas básicas. El MTM-MEK, se diseñó para medir producción de un solo producto y lotes pequeños. Este sistema de dos niveles desarrollado a partir de MTM-1 puede analizar todas las actividades manuales, siempre que se cumplan los siguientes requisitos: 1. La operación no es altamente repetitiva u organizada. 2. El lugar de trabajo, herramientas y equipo usados son de carácter universal. 3. La tarea es compleja y necesita capacitación de los empleados; pero la falta de un método específico requiere un alto grado de versatilidad por parte del operario. MTM-UAS, es de tercer nivel. Los autores lo desarrollaron para proporcionar una descripción de proceso y determinar los tiempos asignados en cualquier actividad relacionada con la producción por lotes. MTM-UAS se aplica a varias actividades si se tienen estas características de producción por lotes: 1. 2. 3. 4. 5. Tareas similares. Lugar de trabajo con diseño específico para la tarea. Buenos niveles de organización de trabajo. Instrucciones detalladas. Operarios bien entrenados. Diferencias contra MOST Con MOST los analistas pueden establecer estándares al menos cinco veces más rápido que con MTM-1, con poco o ningún sacrificio en la exactitud. El MOST utiliza bloques más grandes de movimientos fundamentales que MTM-2; en consecuencia, el análisis del contenido del trabajo de una operación se puede hacer más rápido. El MOST se puede aplicar de memoria. El MOST identifica tres modelos básicos de secuencias: Movimiento General, Movimiento Controlado y Uso de Herramienta. Bibliografía: Ingeniería Industrial Métodos, Estándares y Diseño del Trabajo Niebel, Freivalds. 11va Edición. Editorial Alfaomega