Verificación y Validación HACCP con Herramientas Predictivas
Anuncio

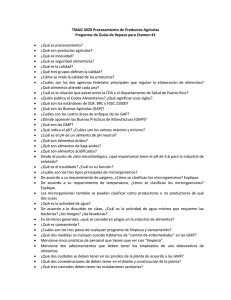
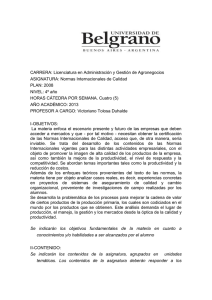
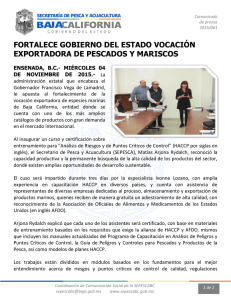
Validación HACCP Inocuidad y Aseguramiento de Calidad: Perspectivas y Oportunidades en la Producción de Alimentos Sanos y Seguros ACTA Octubre 1 y 2 de 2007 Agenda Revisión principios HACCP Verificación y Validación HACCP Ejemplos de Validación Validación microbiológica Uso de herramientas predictivas para Validación HACCP Principios HACCP Realizar un Análisis de Peligros Identificar los PCC Establecer los LC Establecer los procedimientos de monitoreo Establecer las acciones correctivas Establecer los procedimientos de verificación Establecer el proceso de documentación y registros Principios HACCP Establecer los procedimientos de verificación Equivale al monitoreo del PCC. Implica diferentes actividades a todos los niveles de implementación del Plan HACCP. Incluye además actividades de Validación y Auditoría Por ser HACCP dinámico, permite implementar mejoras. Agenda Revisión principios HACCP Verificación y Validación HACCP Ejemplos de Validación Validación microbiológica Uso de herramientas predictivas para Validación HACCP Verificación y Validación HACCP Qué es verificación y validación? Hay diferencias? Monitorización? Verificación y Validación HACCP Definiciones : Verificación: Aplicación de métodos, procedimientos y otras evaluaciones adicionalmente a la monitorización, para determinar el cumplimiento del Plan HACCP (1). Actividades que no son monitoreo, pero determinan si la implementación está de acuerdo con el plan (2). Validación: Obtener evidencia que los elementos del Plan HACCP son efectivos (1). Parte de la verificación en la que se recopila y evalía la información científica y técnica para determinar si el Plan HACCP controla efectivamente los peligros (hacemos lo correcto?) (2). Auditoría: Revisión de la conformidad de las prácticas con el Plan HACCP documentado (hacemos lo escrito?) (3). Proceso sistemático, independiente y documentado para obtener evidencia y evaluarla para determinar el cumplimiento (4). ____________________________ 1) FAO/WHO, 2003; 2) NACMCF 1998; 3) Comisión Europea, 1993; 4) ISO, 2002 Verificación y Validación HACCP Mayor complejidad Auditoría oficial Menor complejidad Validación Plan HACCP Auditorías al Plan HACCP Verificación de los PCC Verificación de los programas Pre-requisito ____________________________ Gombas et al, 1998 Verificación HACCP Cómo verificar? (1) Hacer un plan de verificación Definir: tareas, responsabilidades, frecuencias, métodos, procedimientos, seguimiento. Demostrar la conformidad Relacionada con la ejecución de la monitorización, las acciones correctivas, procedimientos, los métodos de ensayo, el entrenamiento, la trazabilidad. Recaudar información Fuentes: datos de monitorización de PCC, análisis de producto, quejas y reclamos, chequeo de calibración Demostrar la conformidad: Metodología similar a las auditorías en relación a obtener evidencias. Debe hacerse a los procedimientos y registros de: Operaciones Desviaciones y acciones correctivas Auditorías internas y de proveedores Cambios en el sistema ____________________________ 1) ILSI, 2001 Verificación HACCP Verificación en los PCC (1) Calibración Revisión de registros Monitoreo Según lo escrito en el Plan (resp, frecuencia, método) Conformidad con los LC Acciones correctivas Reporte de las que se ejecuten Congruencia con el grado de desviación Identificación, disposición y destino final del producto Frecuencia de revisión, relacionada con: Variación del proceso frente a los LC Frecuencia de incumplimiento de los LC Consecuencias de no monitorear, malos registros y acciones correctivas equivocadas ____________________________ 1) Gombas et al, 1998 Verificación HACCP Verificación en los PCC (1) Mediciones independientes De las mismas variables de monitoreo Por métodos directos o de más precisión Frecuencia ajustada a la confiabilidad del monitoreo Análisis microbiológicos PELIGRO / CONTROL MONITOREO VERIFICACION C. botulinum / acidificación Peso del acidulante por lote Medición del pH en muestras del producto Patógenos de leche / Pasteurización Temperatura del sensor (tipo termocupla) Lectura con termómetro de referencia (RTD, PT100) Flujo del producto Revisión del ajuste de la bomba (rpm) y configuración del tubo de retención. Metales pesados / proveedor Certificado de análisis del proveedor Análisis en laboratorio externo Entrada de microorganismos / Hermeticidad de empaque Condutividad, prueba de tinta en selles Prueba de esterilidad comercial ____________________________ 1) Gombas et al, 1998 Validación HACCP Objetivo: Determinar que a) Los peligros identificados son todos y los correctos. b) Están apropiadamente controlados con el Plan. Se requiere recabar evidencia para el Análisis de peligros y LC Literatura científica. Ej: Cinéticas de inactivación, rangos de crecimiento (T°, pH, aw). Conocimiento histórico. Ej: Pasteurización de leche (72°C, 15s), control de C. botulinum a pH<4,6 o F0=3min. Regulaciones. Ej: USDA en carnes, FDA en jugos. Pruebas de desafío (lab o planta). Condiciones, indicadores Datos de producción y control microbiológico. Estudios/encuestas externas: Ej: prevalencia y epidemiología, perfil de temperatura en distribución. Modelos predictivos. Validación HACCP Ejemplos (peligros biológicos): Enfriamiento de carnes (1) 5 RL de patógenos acidotolerantes en jugos (pH<4) procesados a 71,1ºC/3s (2) Inactivación de L. monocytogenes en carnes curadas combinando aditivos (sal, lactato, diacetato, humedad), análisis MB y seg. vida útil (3). Recocción a 71,1ºC (Tº interna) de productos mal procesados para L. monocytogenes (4). ____________________________ 1) USDA-FSIS, 1999; 2) Mazzota, 2001; 3) Seman et al, 2002; 4) Oyarzábel et al, 2002 Agenda Revisión principios HACCP Verificación y Validación HACCP Ejemplos de Validación Validación microbiológica Uso de herramientas predictivas para Validación HACCP VALIDACIONES MICROBIOLOGICAS Tecnología UHT y empacado aséptico: Base teórica: partícula más rápida en el tubo de retención1,2 Régimen del flujo (laminar, turbulento) según Re (Ø, velocidad fluído, densidad, viscosidad). Longitud del tubo de retención, pendiente ascendente Otros (instrumentación, presión diferencial, diversificación, barreras de vapor) __________________________ 1) FDA, 2005; 2) Codex, 1993 VALIDACIONES MICROBIOLOGICAS Indicadores biológicos8 PROCESO A VALIDAR Esterilización con vapor saturado MICROORGANISMOS Bacillus stearothermophilus. Clostridium sporogenes. Vapor supercalentado Bacillus stearothermophilus. Bacillus polymyxa. Esterilización con calor seco Bacillus stearothermophilus. Esterilización con peróxido de hidrógeno y calor Bacilllus subtilis (A, var. globigii) Irradiación Gama Bacillus pumilus. Hermeticidad de envases Serratia marsenses. Pseudomonas diminuta. __________________ 8) Bernard et al, 1990 VALIDACIONES MICROBIOLOGICAS Pre-esterilización de sistemas UHT-asépticos Identificación de puntos con “menor dosis” Sitios “fríos, bajos, lentos, distantes, de condensación” • Equipos de proceso: líneas UHT, enfriador, homog (2do efecto), tanque aséptico, válvulas, barreras de vapor, filtros • Equipos de llenado: cabina estéril, dispositivos neumáticos, líneas. • Material de envasado: láminas, vasos termoformados, tiras de sellado, foil VALIDACIONES MICROBIOLOGICAS Pre-esterilización de sistemas UHT-asépticos Indicadores biológicos • Equipos de proceso: Viales o tiras de alumunio con B. stearothermophilus, a niveles de 105 y 106 esporas. Criterio: 6 RL • Máquinas llenadoras y envases: Tiras de alumunio con B. subtilis, a niveles 103, 104 y 105 esporas. Criterio: 5 RL • Las RL se determinan por NMP9. __________________ 9) Moruzzi et al, 2000 VALIDACIONES MICROBIOLOGICAS Letalidad del proceso UHT Pruebas preliminares Promoción de crecimiento del IB en producto. Verificación de concentración del inóculo antes del tratamiento. Indicadores biológicos Inoculación del producto (tanque balance) con C. sporogenes, a nivel de 102 esporas/mL. 5 temperaturas cercanas a la especificada. Criterio: 0 supervivientes a temp ≥ a la especificada. Incubación de un número de muestras representativas. Deterioro (inflados, sensorial). Estándares fisicoquímicos (pH, acidez). Incubación (y subcultivo) de tubos de ensayo inoculados. Uso de herramientas predictivas Ejemplo 1: Determinar las condiciones de almacenamiento de leche cruda Patógenos relevantes: Listeria monocytogenes, Salmonella y Staphylococcus aureus. Información complementaria: Temperatura de enfriamiento mínima = 4°C pH leche = 6,5 a 6,7 aw leche = 0,98 Análisis: PATOGENO L. monocytogenes Salmonella S. aureus NIVEL DE DETECCION NIVEL CRITICO 0,6 log ufc/mL 1 ufc/25mL 4x10-2 ufc/mL 102 ucf/mL (1) 0,6 log ufc/mL 1 ufc/25mL 4x10-2 ufc/mL 102 ucf/mL (2) 1 µg; 105 ufc/mL (3) 6 log ufc/mL 10 ufc/mL ____________________________ 1) FAO/WHO, 2004; Blackburn and McClure, 2002; 3) NZFSA, 2007 Uso de herramientas predictivas Ej. 1: Almacenamiento de leche cruda (cont) Curvas con PMP Uso de herramientas predictivas CASO 1: Almacenamiento de leche cruda (cont) Curvas con Growth Predictor (ComBase) Uso de herramientas predictivas CASO 1: Almacenamiento de leche cruda (cont) Curvas desde ComBase Uso de herramientas predictivas Ej. 1: Almacenamiento de leche cruda (cont) TEMP (ºC) → L. monocytogenes PMP Salmonella S. aureus (1) ComBase (2) GP-CB (1) PMP (3) ComBase GP-CB (1, 3) PMP (1) ComBase GP-CB (1, 3) 4 108,9 153 163 --NC ----ND --- 5 91,4 151 129,2 --NC ----ND --- 6 77,1 7 65,3 8 55,6 105 --------ND --- 84 67 ----195 --ND 673 ----144 --ND 645 NOTAS: (1) En caldo de cultivo (2) En leche (3) El programa no tiene el espacio de modelo requerido o está limitado ND: No se encontraron datos NC: No se presenta crecimiento Uso de herramientas predictivas Ej. 2: Validar el proceso térmico para Leche UHT Patógeno relevante: C. botulinum (1, 2) Información complementaria: Temperatura programada “set-point” = 137ºC Temperatura de guarda = 134ºC ____________________________ 1) FAO/WHO, 1993; 2) FDA, 2005 Uso de herramientas predictivas Ej. 2: Proceso térmico para Leche UHT (cont) Análisis: Relación tiempo-temperatura ( Límite Inferior (LI) = x − σˆ x × z(α / 2 ) ) x = 139,408°C s = 0,530 LI = 139,407°C Uso de herramientas predictivas CASO 2: Proceso térmico para Leche UHT (cont) Análisis: Relación tiempo-temperatura Geometría del tubo de retención (Øint = 35,6mm / Long = 5.190 mm) Viscosidad del producto ≈ 10 c.p.s. Densidad del producto = 1,030 – 1,036 g/mL Velocidad de flujo = 2.000 L/h Tiempo de retención = 4,65 s Uso de herramientas predictivas CASO 2: Proceso térmico para Leche UHT (cont) Análisis: Letalidad esperada FT = DT (log Ni − log N f ) = DT × RL Reducción decimal D121° 121°C para C. botulinum = 0,21min F121°C = 0,21min× 12 = 2,52 min Deterioro por Esporulados Anaerobios Mesofílicos (C. sporogenes) D121° 121°C para C. sporogenes = 1min Probabilidad de deterioro = 10-5 F121°C = 1min× 5 = 5 min F0 = t 60 T −Tref × 10 z z = 10°C Tref = 121°C F0 = 4,65s 60 139,4°C −121°C 10°C × 10 = 5,36 min Uso de herramientas predictivas CASO 2: Proceso térmico para Leche UHT (cont) Análisis: Nivel de inestériles Letalidad para C. sporogenes F139°C = t 60 T −Tref × 10 z = 5,2 min = DT (log Ni − log N f ) Carga inicial de esporulados = 1,51 x 101 ufc/unidad Nf = 9,5 x 10-5 ufc/unidad GRACIAS