PROYECTO DE TORTILLAS DE
Anuncio

PROYECTO DE TORTILLAS DE
M A W AMARANTO
"
-
.
COORDMCION DE ,CEtn?l~fto$
DoculJuJTALEs* BlfKIBTLC+
EQUIPO 3 :
"ALBITER ESCOBAR LORENA
"ARROYO ARVW WENDY VlANEY
"MARTINEZ BURGOS PETRA
"REYES VILLEGAS JESUS
"SUMAYA MARTINEZ MARIA TERESA
1
I
I
INDICE
RESUMEN EJECUTIVO
OBJETIVOS
INTRODUCCION
ENTORNO
1
3
6
10
ANALISIS DE MERCADO
PRODUCTO
DEMANDA
PROYECCION DE LA DEMANDA
OFERTA
PROYECCION DE L AOFERTA
CONCLUSIONES DEL ANALISIS OFERTA DEMANDA
PRECIO DEL PRODUCTO
COMERCIALIZACION
13
15
18
19
20
21
22
23
TAMAÑO DE PLANTA
FACTORES QUE DETERMINAN EL TAMAÑO DE PLANTA
DEMANDA
MATERIA PRIMA
TECNOLOGIA Y EQUIPO DE PRODUCCION
ECONOMIA DE ESCALA
POLITICAS ECONOMICAS
CONCLUSIONES
25
26
28
28
29
29
MACROLOCALIZACION
FACTORES GEOGRAFICOS
MATERIA PRIMA
SERVICIOS
MATRIZ DE MACROLOCALIZACION
CONCLUSION
34
36
37
39
39
MICROLOCALIZACION
FACTORES GEOGRAFICOS
MATERIA PRIMA
SERVICIOS
MATRIZ DE MICROLOCALIZACION
CONCLUSION
42
43
43
46
46
TECNOLOGIA
DIAGRAMA DE PROCESO
NIXTAMAL IZACION
EXTRUSION
MICRONIZACION
48
49
50
51
SELECCION DE EQUIPO
ALMACENES DE GRANO
SECADO DE GRANO
COCCION ALCALINA
EXTRUSION
MOLIENDA Y TRITURACION
52
53
55
57
58
BASES DE DISEÑO
61
PROCESO
DESCRIPCION DEL PROCESO
DIAGRAMA DE BLOQUES
73
77
,
TRATAMIENTO DE AGUAS RESIDUALES
ITRODUCCION
ANTECEDENTES
OBJETIVOS
DESCRIPCION DEL PROCESO
TREN DE TRATAMIENTO
82
83
84
86
88
BALANCES DE MATERIA
89
HOJA DE DATOS
102
ANALISIS ECONOMIC0 FINANCIERO
INVERSION FlJpI
DEPRECIACION Y AMORTIZACION
COSTOS DE PRODUCCION
CAPITAL DE TRABAJO
COSTOS VARIABLES
COSTOS FIJOS
PRESUPUESTO DE EGRESOS
PRESUPUESTO DE INGRESOS
PUNTO DE EQUILIBRIO
FINANCIAMIENTO
BALANCE GENERAL INICIAL
116
117
118
119
120
121
122
122
123
125
128
CALCULO DE INDICADORES ECONOMICOS
FLUJO NETO DE EFECTIVO (FNE)
VALOR PRESENTE NETO (VPN)
TASA INTERNA DE FETORNO
ANALISIS DE SENSIBILIDAD
129
ANEXOS
CONCLUSIONES
132
145
APENDICES
146
BIBLIOGRAFIA
130
130
131
Resumen
Ejecutivo
Este proyecto plantea superar las limitaciones nutricionales de la tortilla de maíz
fortificándola con aminoácidos y vitaminas provenientes de amaranto, por medio
de la extrusión alcalina, como método de fortificación de la tortilla tradicional de
maíz.
La extrusión alcalina es una tecnología que requiere poco espacio de instalación,
produce pocos efluentes contaminantes y mejora la calidad de la materia prima.
Destruye algunos factores antinutricionales, esteriliza y texturiza bajo un amplio
rango de condiciones dehumedad,temperaturay
presión, lo quelahaceuna
tecnología muy versátil.
El producto propuesto es: AMARANTINAS.* Tortillas elaboradasapartirde
masademaízconamarantoobtenidaporextrusión
alcalina, empacadasen
bolsas de polipropileno, en presentación de 1 kg.
Nuestro mercadoseubicaen
las seisdelegaciones
del D.F. conmayores
ingresos per capita. En éstaslaofertadetortillasestadominada
por latortilla
tradicional subsidiada y en menor proporción por la tortilla empacada sin subsidio
y con un precio mayor de venta. El mercado de la tortilla es un mercado saturado.
de Amarantinasse
realizará principalmente en
Por lo tanto,laintroducción
tiendas naturistas, donde no existe venta de tortillas y se puede comercializar una
tortilla con características nutricionales mayores a un precio mayor al de la tortilla
tradicional.
Considerandola población con másdetres
ingresos mínimos en esasseis
delegaciones y el consumopercapitadetortilla,lademanda
potencial es de
62,500 ton tortillas/año.
El mercado meta es de 800 toneladas/año para el primer año, lo que corresponde
h delademanda
potencial. Parasu comercializació~se considera la
al 1.5 O
cadenade centros y tiendasnaturistas,así como minisupers, ubicados en las
delegaciones antes mencionadas.
La inversión fija es de $ 5,300,000; el capital de trabajo representa $1,200,000,
esto da una inversión total $ 6,500,000. Se pretende obtener un financiamiento
bancario a travks de NAFIN (PROMIN) correspondiente al 30 O h de la inversión
total, a una tasa de interés del TIIE+10.
I
El precio de la materia prima, principalmente amaranto, es el factor determinante
del precio del producto.
Para fines deevaluaciónseconsideró
un precio de $ 5,000 latoneladas de
amaranto. Con este precio, una producción anual de 800 toneladas de tortillas
de
producción
equivalente a §! 3,380,000, el
precio
al
tendrían un costo
intermediario sería de $5.50 por kg el
Flujo
y Neto
de
Efectivo
(FNE)
correspondiente aesteañoresultade
$ 547,000. Del estadodeperdidasy
ganancias para elquintoaño con un precio de $10.80, el FNE da un valor de
$4,445,000. Con este escenario la Tasa Interna de Retorno es de 25.3 %, la que
compensa una inflación de 19% (Inflación para 1998, Banco de México) y da un
6.3 O
h de premio al riesgo.
Con un precio mayor a $ 5,000 por tonelada de amaranto, el precio del producto
aumenta consicierablemente y no podría competir en el mercado. Así, a precios
mayores del antes!xenciGnadosparaelamaranto,elproyectoda
un mínimo
premio al riesgo y para precios mayores de $ 15,000 nisiquiera compensa la tasa
inflacionaria del país.
Concluimosque un proyectodeeste
tipo donde su principal materia prima,
amaranto , aumenta de precio considerablemente año con año, no es rentable en
los
un escenario comoMéxico,dondeel
índice inflacionarioseesperapara
próximos años no menor al 15 O
h
Una alterativa parabajarelpreciodelamaranto,eselcompartirelriesgo
del
cultivo con el agricultor, motivando su siembra y bajando con esto 10s precios de
venta.
2
I RAMSA. S.A.1
Objetivos
3
Llevar a cabo un estudio de prefactibilidadpara la elaboración de
tortillas de maíz empacadas, fortificadas con amaranto.
Proponer un proceso alternativo para la elaboración de las tortillas.
Seleccionar el equipo necesario para llevar a cabo el proceso
alternativo (extrusión alcalina).
0
Determinar la rentabilidad del proyecto con base a un análisis
económico - financiero.
,
4
Introducción
6
Desde el punto de vista nutritivo ningún grano por sí solo proporciona todos los
nutrientes que una dieta balanceada requiere.
El factor que hace que el maíz, la harina y la tortilla tengan una baja calidad de
proteína en relación con la carne,lecheyhuevo,
es que contienen bajas
cantidades de los aminoácidos esenciales, como son k i n a y triptofano. La razón
de eficiencia protei- (PER) yelvalor
biológico (BV) de la proteína de maíz
(0.9% y 4.5 %) es aproximadamente la mitad de los valores reportados para la
carne, leche y huevo. (Serna-Saldivar, et al. 1990)
En este trabajo se plantea superarlas
limitaciones de la tortilla de maíz
fortificandola con aminoácidos vitaminas
y
provenientes de otros granos,
específicamente con amaranto por medio de la extrusión alcalina, como método
de fortificación de la tortilla tradicional de maíz.
La proteína de la semilla de amaranto tiene un valor biológico de 75 en una
escala de O a 100, referente a la composición de aminoácidos, se aproxima más
que ninguna otra proteína de grano al balance perfecto. En contraste, con 68 para
el frijol de soya y 72 para la leche de vaca.
La digestibilidad total de proteína de amaranto es de el 90%, es rica en ácidos
grasos insaturados como el linoléico, contiene mayor cantidad de calorías, fibra,
calcio y fósforo que el promedio delos cereales convencionales, además , de
contener una elevada cantidad de k i n a y metionina.
Comparación del contenido proteico del amarantocon otros granos.
Maíz
Trigo
10
Fuente: Calle John N. "Amaranth, from past to the future"
Radale Press; 1989.
7
,
Antecedentes
8
La Doctora Carmen Duránde Bazúa del Instituto de Químicade la UNAM.
Desarrollo la extrusión alcalina como proceso sustituto de la nixtamalización para
la fabricación de tortillas, además de proponer un tratamiento de aguas
residuales para la Industria de la Nixtamalización.
en 1987. Concluyeronque
El Doctor Sánchez - Marroquin ycolaboradores
adicionando harina de amaranto en un porcentaje del 10-20 % a la harina de
maíz nixtamalizada (MINSA) , se obtenían tortillas con una textura y sabor similar
al ,producto comercial, pero conun considerable aumento proteico..
Vargas-López y colaboradores en 1988, reportaron la evaluación de los efectos
de algunos parámetros de la nixtamalización sobre las propiedades fisicoquimícas
de la harina de amaranto .
Koepel y colaboradores en1987,
estudiaron el efectodelaextrusión
en las
propiedades del amarantoyencontraronque
el contenidode inhibidores de
tripsina disminuye de 0.52 a 0.20 %, también, la digestibilidad llega a un 85.4% y
la capacidad de retención de agua se eleva considerablemente.
Serna ySaldivar en 1995.Compararon el valor nutritivo de tortillas de maíz
regulares, fortificadas enriquecidas
y
con harina de soya,
hierro,
tiamina,
riboflavina y niacina.
Ordaz en 1994, realizó un trabajo sobre la vida de anaquel y evaluación sensorial
de tortillas de maíz tratadas con conservadores.
,
9
tntorno
10
La industria de la tortilla se inició en los años cuarenta con el uso de los molinos
de motor. De estamaneraaumentó
el volumendeproducción
de masa y
paralelamente disminuyó el trabajo de las personas que antes se encargaban de
moler el maíz en el metate.
La industrialización del maíz surgió en México con la intención de satisfacer la
demanda, cada vez mayor, de la tortilla en las zonas rurales y urbanas del país,
para lo cual serecurrió primero a la transformación del maíz en la masa del
nixtamal, y posteriormente a la elaboración de la harina de maíz .
La industria del maíz y la tortilla está formada por los molinos de nixtamal, los
molinos-tortilleria, las tortillerias y las fábricas de harina demaíz, que llegan a
sumar aproximadamente 50 mil establecimientos aproximadamente.
ENTORNO POLíTICO
Para evitar los aumentos anárquicos en el precio del maíz, la masa y la tortilla, en
1973, el gobierno mexicano declaró a la industria de la tortilla como una empresa
de interés público y creó los llamados precios oficiales de venta de harina de maíz
nixtamalizado, masa y tortillas. El decreto desapareció en 1990, ya que a partir de
entonces establece un precio concertado con el subsidio del maíz.
11
Mercado
12
PRODUCTO
AMARANTINAS.* Son tortillas elaboradasapartir
de masa demaíz
con
amaranto obtenida por extrusión alcalina, empacadas en bolsas de polietileno, en
presentación de 1 kg.
Parámetros decalidad
Determinación
Dimensión
1 Humedad
I Peso pieza
Pellejo
Aroma
I Color
Sabor
Textura
Especificación
16 cm. diámetro y 2 mm
arosor
1
14.8 - 5.1
\47-48%
1
aramos
127-29
I
40 - milésimas
85
de
pulgada
característico
I Característico
I
IAditivos:
Sal yodatada
Sorbato de potasio
Propionato de calcio
Hurnectante CMC (CMCI
blandas
refriaeración
I
0.2%
0.05%
0.05%
0.07%
a. Productossimilares complementarios o subproductos.
Los productos complementarios o subproductos de la tortilla de maíz enriquecida
con amaranto(AMARANTINAS*)son:tostadas,totopos,
tortillas en guisado
congelado ya sea como quesadillas o tacos que solamentenecesitan calentarse o
freírse para su consumo.
13
1 RAMSA. S.A.1
b. Productos sustitutos.
Como productos sustitutos de
AMARANTINAS
tenemos:
tortillas de maíz
empacadas, tortillas de trigo empacadas, tortillas integrales empacadas, tortillas
de maíz en su forma tradicional.
c. Manejo.
Embalaie. Las tortillas se
van
a
empaquetar
en bolsas de polietileno, en
contenido de un kilo y cerradas con un alambre forrado con material plástico. Se
depositarán en charolas plásticas para sudistribución, alejadas defuentesde
calor y de luz.
Instructivo de uso.
Recomendaciones para el uso de las tortillas:
Microondas.
Envuelva las tortillas que vaaconsumirenuna
servilleta detela. Caliente a
temperatura máxima. La siguiente tabla de tiempos de calentamiento le servirá de
referencia.
cantidad
6 tortillas
12 tortillas
tiempo
I.5 min.
2.5 min
Comal.
Precaliente su coma1 a fuego lento. Caliente las tortillas que va a consumir las
tortillas que va a consumir como acostumbra, volteándolas frecuentemente para
evitar que se resequen y vaya guardándolas en unaservilleta de tela o tortillero.
d. Requerimientos legales.
Ver anexo 1.
0
0
Normas para elaboración de tortillas.
Normas de etiquetado.
14
,
Análisis de la Demanda
Características del consumidor
El conocimientodelaspropiedadesnutricionalesdelamarantoporpartede
algunos consumidores lleva a la identificación del mismo como producto naturista,
con ungrancontenidoproteico.
Esto sumadocon elgusto
generalizadodel
consumo de tortilla de maíz, para acompañar la comida del mexicano, nos da un
mercado muyamplio de un sectorde la poblaciónque preocupada por lo que
come, puede gastar un poco másen la compra de tortillas de maíz con amaranto.
Los grupos de lapoblaciónquepueden
tortillas de maíz y amaranto, son:
manifestarinterés
enlacomprade
a) Naturistas,estesegmentodelmercadotienemayorconocimientodelas
propiedadesdelproducto y están dispuestos , por lo general, a pagar un poco
más por un producto que les proporcione mayor calidad nutricional.
b) Personas que por su ingreso y estilo de vida encuentran atractivo el consumo
empacado de tortillas. Este vive en colonias no populares,. donde sólo en casos
de no satisfacerse la demanda de tortillas directas de las tortillerias se prefiere la
compra ágil y rápida en minisupers.
c) Amas de casa , que preocupadas por el consumode nutrimentos de su familiay
con un ingreso familiar suficiente, puede elegir y comprar tortillas que le resultan
mássatisfactorias,a
pesar desupreciomáselevadoquelastradicionalesde
tortillerias populares.
El mercadodeproductosnaturistas
se encuentraenexpansión,
cada vez es
mayor el número de personas interesadas en estetipo de productos.
/Área Geográfica del Mercado.
Según el INEGI la mayor demanda de tortillas se ubica en el Distrito Federal y en
el estado de México, seguida de Jalisco, el centro del país, los estados del norte y
noroeste, y el resto en la zona sur y sureste del país.
El área geográficadelmercado
se circunscribiráfundamentalmentealDistrito
Federal, en
las
delegaciones con
mayores
ingresos
familiares
y con los
principales canales dedistribucióndelproyecto,enel
caso delas cadenas
naturistas se tienen sucursales y centros de distribución muy importantes.
I RAMSA, S.A.1
Información histórica dela demanda.
La proporción del gasto familiar destinada a la compra de tortillas de maíz en los
últimos años ha presentado un continúo aumento. (Anexo 4).
Esto se puede explicar tanto por el aumento de la demanda de este producto,
como por el incremento poblacional y por la depreciación cada vez mayor de los
salarios.
En el D.F.el índice de incremento poblacional es de los más bajos en el país,
aunque esla zona con másdensidad poblacional ( Anuario estadístico D.F.
1995).
Demanda presente detortillas empacadas
Debido aque no existen datos estadísticosdeconsumo de tortilla empacada
nuestra base será el consumo de tortilla tradicional por parte de un estrato bien
especifico de la población, cuyos ingresos son mayores de 3 salarios mínimos.
Para caracterizar a la población quepor su ingreso pueden tener acceso a la
compra de Amarantinas se tomarán a la población económicamente activa con
más de 3 salarios mínimos, ubicada en las seis delegaciones del D.F., donde se
concentran principalmente los centros y tiendas naturistas, así como minisupers,
llegando a casi 250 establecimientos en el D.F. ( CANACO, 1996).
Las familias de esta PEA en promedioforman hogares con 4 miembros.Se
entiende por estrato medio bajoaquelque percibe entre 3 y 5 S.M.(consumo
promedio 5 tortillas al día) y estrato medio alto y alto aquellos de más de 5 S.M.
(consumo promedio 3 tortillas al día).
Para el consumo de tortilla /día en los diferentes estratos sociales tenemos
Tortillas Per
Tortillas Por
kg tortillas
capita
hogar
I por hogar
40
11.5
Estratos urbano marginal 5
5.9
Estratos muv baios
Estratos baios
15.2
Estrato
medio baio
15
' 20
0.66
Estrato d i o alto
I 3.1
' 12
0.5
0.5
Estrato alto
I 2.9
Instituto de Nutrición, 1995
I
I
,
16
I
I
1
De las datos del anuario estadístico para el D.F. y sus delegaciones de 1995 , se
obtienen los datos de población económicamente activa (PEA), de 3 a 5 salarios
mínimos (S.M.) y más de 5 S.M. (reportados por el censo XI de población y
vivienda, 1990).
Se puede ver que la mayoría de estas delegaciones superanel porcentaje de PEA
con ingresosmayoresa
3 S.M. reportados para el D.F:. También son las
delegaciones donde más se concentra el mercado naturista y minisupers dado el
nivel económico de su población.
De los cálculos reportados enel anexo 5, resulta la siguiente demanda, para
1990.
Consumo anual deTortillas para los hogares con ingresosmayores a 3 salarios
mínimos:
D.F.
PEA con ingresos
Consumo de
mayores a3S.M. tortillas Ton/año
11 9,700
608,000
46,200
8,700
56,700
11,300
70,000
13,400
7 1,400
13,200
40,300
7,600
44,000
8,300
328,600
62,500
Alvaro Obregón
Cuahutemoc
Coyoacan
Benito Juárez
Tlalpan
Miguel Hidalgo
Total de las 6
deleaaciones
Anuario Estadístico D.F., 1995,Censos Económicos 1990. INEGI
.
~
Así la DEMANDA POTiNCIAL para 1990 era de 62,500 ton tortillaslaño., para
las seis delegaciones que comprende nuestro mercado.
17
PRONOSTICO DE LA DEMANDA POTENCIAL
Por las características del producto y estableciendo un consumo per capita más 0
menosconstante
, lademanda es directamenteproporcionala
la población
económicamente activa (PEA) con más de 3 salarios mínimos. Esta PEA con m&
de 3 S.M. varíaañoconañoporlastasasde
desempleo, inflación y aumento
reales del salario mínimo.
I
I y un pesimista)
.
J
i
Fuente: -para el escenario real Proyecciones del empleo Banco de México 1996
-para el escenario pesimista Datos propios.
18
[RAMSA. S.A.1
Análisis de la oferta
El mercado de la tortilla en México alcanza un volumen superior a los 1 1 millones
de toneladas anuales y abastece a 60 millones de personas al día, lo que
representa un promedio de 123 kilogramos por persona al año. Estos 1 1 millones
de toneladas son producidos a través de masa de maíz nixtamalizado (72%) y
harina de maíz (28%),distribuidos en más de IO O00 molinos y 40 O00 tortillerias,
así como 21 plantas productoras de harina de maíz.
I
T Establecimientos I
Pais
16,799
1 7,938
1 9,000
D.F. (1)
Producción (2)
miles ton/año
País
5612
1
D.F.
3,679
3,928
1,251
6,099 1,336
1996
1,415
(I) 34%
del total de establecimientos, según INEGl 1992
(2)La producción promedio por establecimiento es de 600 kg/dia
4,161
Los molinos de nixtamal y las tortillerías controlan casi dos terceras partes del
consumo nacional de tortilla. Laotraparte
de la producción se encuentra en
manos de los industriales del harina de maíz, entre los que destacan tres grandes
consorcios: MASECA, MINSA y GRUPO INDUSTRIAL BIMBO.
La oferta de la tortilla se realiza a través variossectores: los molinos de nixtarnal y
las tortillerías; las fábricas o grandes consorcios de harina de maíz y de tortillas
empacadas.
Esta industria se divide en varios rubros de producción:
- De masa (que efectúan los molinos denixtamal).
- De harina de maíz ( a cargo de las fábricas);
- Tortillerías independientes.
Más del 22 % de las tortillerías y los molinos de nixtarnal se ubican en el Distrito
Federal y en el estado de México (INEGI)
,
19
6,460
Características de los principales productores.
Con respect0 a la tortilla empacada, esta dominada por tres marcas: Milpa Real
(Bimbo),Tortiricas ( Maseca) y La Unica.
La produccióndiaria de La Unica es de 8 toneladasdiarias,con
planes de
expansión a 16. Su tortilla se hace con 80% de masa y 20% de harina de maíz
Minsa. Se dice tener el 20 % del mercado ( referencia personal).
Milpa Real es de Bimbo y aunque su producción no es muy grande( no se cuenta
con datos), tienelaventajade poseer unode los sistemasdedistribución más
impresionantes.
Competidores en el D.F. de Tortillas
Productores de Tortilla
Producción (Ton de tortillas /año)
Tortillerias tradicionales
1,400,000
Tortillas empacadas
5,200
Tortirica (Maseca)
La Unica(1ndependiente)
3,000
Milpa Real(Bimb0)y otras
8,000
Fuente: * Entrevista con la empresa La Unica, 1996.
* El Financiero, 6 Septiembre, 1996
Proyección de la Oferta.
En 1995 maseca refiere que la industria de la tortilla empacada en
México no ha
crecido por el subsidio a la tortilla tradicional,lo que hace que sólo una parte de la
población
bien
caracterizada
elija
compra
la
de
tortillas
empacadas. (El
economista, 22 mayo, 1996).
20
LRAMSA, S.A.1
CONCLUSIONES DEL ANALISIS OFERTA-DEMANDA
6
O
O
O
La oferta de tortillas de maíz tradicional esta integrada por un gran número de
productores pequeños que satisfacen la mayor parte de la demanda en el D.F.
La ofertadetortillasempacadas
granel.
es mínimacomparada
con las tortillas a
La población que consume tortillas empacadas esta bien caracteriza, tanto por
su nivel de ingresos económicos, como por su estilo de vida,
El subsidio al precio de la tortilla tradicional, hace imposible competir en este
mercado con un producto más barato..
O
O
Con nuestroproducto se pretendecompetirenelmercadodelatortillapor
calidad y características nutricionales, conservando así mismo las propiedades
organolepticas de la tortilla tradicional.
En elmercadonaturistano se vendentortillas, sólo seutilizanalgunas veces
las tortillas integrales para la preparación de ciertos platillos.
Esto lo hace un
nicho de mercado donde se pueden distribuir tortillas con alto nivel proteico a
un precio superior al subsidiado.
21
PRECIO DEL PRODUCTO.
En la fijacióndepreciosdelastortillasde
maíz y amaranto AMAWNTINAS, ,
encontramos los siguientes factores determinantes:
a. Precio y producción anual de Amarantoy maíz
Los precios del amaranto están regidos por la oferta y la demanda, así, depende
de cada región y del acuerdo que se lleguecon el productor.
Con lo que se refiere al maíz, el precio del mismo varía de acuerdo a las políticas
gubernamentales, existiendola posibilidad de comprarlo vía conasupo aun precio
subsidiado, comprarlo a una distribuidora de maíz importado a un precio superior
al de conasupo, o bien comprarlo directamente con el productor al precio que rija
en el libre mercado.
b. Contrato individual deventa.
El contratobajoel que se venda y se compre nuestro producto, dependerá del
cliente, porejemplo en los minisupers y tiendas naturistas, se deberá tomar en
y deberáser inferioral
cuentaque el preciofijadoseráaunintermediario
proyectado al de venta al menudeo. Inicialmente se otorgará el producto aprueba
prueba el pagoserá
hasta que el consumidor lo identifique,enestetiempode
una vez se halla vendido el lote.
El precio
de
las
tortillas
empacadas de
maíz
que
se ofrecen
en
los
supermercados y miscelaneas, dependen de la marca y de las características de
mercadeo de cada sitio (anexo7).
22
En el tipo de comercialización de las Tortillas .empacadas de Maíz y Amaranto
AMARANTINAS influirán factores como:
1) Vida de anaquel. Una vez elaboradas las tortillas, su vida de anaquel es de
aproximadamente 1-3 días temperatura
a
ambiente
y hasta 7 días en
refrigeración..
2) Debe evitarse la posible pérdida de hermeticidad de los envases por rasguños
o daños del empaque durante su transporte.
4) Una vez en los establecimientos donde se van a vender al consumidor final las
tortillas, debe evitarse el daño a los empaques.
La distribución se realizará por medio de transporte terrestre de la fábrica a los
establecimientos donde se venderán las tortillas a los consumidores finales en
camionetasequipadas con charolas plásticas y estanteríaadecuada para su
colocación. La distribución será principalmente a tiendas naturistas y minisupers.
En el D.F. los principales centros y tiendas naturistas están ubicados en la zona
delegaciones
antes mencionadas.
Así
también,
los
que abarcan las seis
minisupers abiertos las 24 horas se concentran en esta región. Aproximadamente
250 tiendas y m.inupers según cifras de los directorios de CANACO.
Fábrica
I
I
Tiendas naturistas y centros naturistas, minisupers
I
Camionetas transportadoras
Consumidores finales
23
1 RAMSA, S.AT]
Tamaño de planta
,
24
Tamaño de Planta.
FACTORES QUE DETERMINAN EL TAMAÑO DE PLANTA
A) ANALISIS DE LA DEMANDA
De acuerdo con el análisis de mercado se puede observar que la competencia
que se da en el mercado de la tortilla empacada depende de la preferencia del
consumidor que esta determinada por características organolepticas de la misma
y de las grandes inversiones en publicidad.
Para ingresar en este mercado se propone competir por calidad nutricional del
producto y no por su precio. Este determina que el consumidor de Amarantinas
este bien caracterizado por su nivel de ingresos (más de 3 salarios mínimos) o
bien llegue a personas debajos recursos vía DIF o algunaotra institución
gubernamental.
Consumo anual de Tortillas para los hogares con ingresos mayores a 3 salarios
mínimos:
~
~~
D.F.
Alvaro Obregón
Cuahutemoc
Coyoacan
Benito Juárez
Tlalpan
Miguel Hidalgo
total delegaciones
~
~~
Ton tortilla/año
119,700
8,700
11,300
13,400
13,200
7,600
8,300
62,500
anuarlo Estadístico D.F.1995, Censos Económicos 1990 ENEGI
25
B) DISPONIBILIDAD DE MATERIA PRIMA
Las principales materias primasque se necesitan son maíz blanco y amaranto.
Maíz.
Como sabemos, México es deficitario
en
el
renglón
de
los granos; de la
producción de maíz en 1993 se exportaron apenas 18 mil 506 toneladas, contra
un millón 313 mil 661 toneladas importadas, lo que implica una erogación de 183
mil31 1 dólares; laexportación , se supone, no se destinaaconsumohumano,
sinoal uso industrial y forrajero,principalmente. Estos precios son menoresen
más de 60% a los de garantía y 73.2%abajo respecto a los de importación.
Los preciosdeventadel
maíz en el D.F. y zona metropolitana ascendieron de
$510 pesos en 1991 a $1 225 pesos la tonelada en enero de 1995 y actualmente
(Agosto 1996) la tonelada de maíz CONASUPO la distribuye a $1 800 pesos.
1996 lacarteradeclientesde
CONASUPO ha disminuido
enormemente y la tendencia progresiva es a la baja,por lo que la compra de maíz
blanco se realizara en el mercado libre. El precio de compra en el mercado libre
es considerablemente mayor, de $2500 a$3000,llegando
hasta $ 3500 en
algunaslocalidades delcentrodel
país. De los diferentestipos de maíz que
existen en México, el maíz blanco es el más caro por su calidad. Es éste tipo el
que se desea adquirir.
Sin embargo,en
La compra se realizara directamente alproductor o en su caso al intermediario.
640 toneladas, que
Se comprará
para
primer
el año
aproximadamente
corresponden alporcentaje que aproximadamente se necesita para obtener la
fracción deseada de nuestros productos (80% maíz, 20 % amaranto).
26
I RAh4SA. S.A.1
Amaranto
México posee una ventaja competitiva con el resto de los países que producen
amaranto, ya que los costos de este cultivo son los menores registrados. Esto ha
motivado la exportación de la semilla por parte de E.U., siendo que en México su
consumo aún es muy pobre.(Anexo3).
En México, las entidades que producen mayor cantidad de semilla de amaranto
son: Puebla, Tlaxcala, Morelos, Distrito Federal, Guerrero e Hidalgo, por lo cual la
producción de amaranto se concentra en el centro del país.(Cuadro 3).
El nivel de producción de amaranto decreció 40% de 1989 a 1992,
sin embargo
en los últirnos 3 años se tuvo un repunte en la producción, misma que todavía no
se refleja en los censos agroindustriales.
Este es el caso
de
la localidad de
Amilcingo,
Morelos,
donde existen
aproximadamente 246 productores agrupados en ejidos,con 5 hectáreas en
promedio por productor. Aquí se cultiva año con año amaranto, maíz y cacahuate.
Para el cultivo por temporal se emplea en promedio 3 hectáreas con un
rendimiento de 1.5 % toneladas de amaranto por hectárea . El cultivo por riego se
realiza en otras localidades cercanas donde el amaranto no es el principal cultivo.
Anualmente seproduce un poco másde mil toneladasdeamaranto
en esta
localidad. De éstas aproximadamente el 25% de la cosecha (250 toneladas) se
dedica al autoconsumo y el resto se vende bajo el régimen de oferta-demanda, no
existen intermediarios a los que se les deba vender la cosecha, dicha venta se
realiza en el mercado libre. Los precios variaron desde $ 2 500 en 1994 hasta
$30 O00 a principios de 1996.
Se pretende comprar al inicio de la cosecha alrededor de 100 toneladas anuales
de amaranto en esta localidad. Lo anterior motivaría la siembra de esta semilla en
el mismo pueblo y en pueblos cercanos, lo cual daría un impulso regional a la
semilla de amaranto lo que redundaría en una oferta cada vez mayor de amaranto
y con esta un equilibrio de precios en este mercado.
En ese mismoestado de Morelos, localidades comoHuazulcoyHuejotzingo,
entre otras, se dedican al cultivo de amaranto. El cultivo principal en Amilcingo
como en Huazulco es el amaranto.
En otros estados como en Puebla y Edo. De México la cosecha por lo general ya
esta comprometida a diferentes intermediarios, por lo tanto sólo se consideran
como alternativas remotas para la compra de amaranto.
S
27
C) TECNOLOGIAY EQUIPO DE PRODUCCIóN
La extrusión alcalina es una tecnología que requiere poco espacio de instalación,
produce pocos efluentes contaminantes y mejora la calidad de la materia prima
porque destruye algunos factores antinutricionales, esteriliza
y texturisabajoun
amplio rango de condiciones de humedad, temperatura y presión, lo que la hace
una tecnologíamuy versátil.
Sin embargo, la extrusión es una tecnología aún poco desarrollada en México; se
pueden comprar los extrusores en el extranjero 6 diseñar en nuestropaís.
Así, la
compra
de más
de
un
extrusor
resultaría
muy
enormemente en la inversión inicial.
cara impactaría
e
Aunque para los primeros años, la producción que se prevé está exclusivamente
determinada por la capacidad de comercialización de Amarantinas ( ver análisis
( amaranto
demercado) y de la posibilidadde compradelamateriaprima
principalmente ), para años siguientes , cuando la producción aumente, la compra
de más de un extrusor puede ser posible a pesarde su alto costo.
D) ECONOMIADE ESCALA
Un factordeterminanteenelpreciodenuestroproducto
es elcostodelas
materiasprimas, en especial el deamaranto,el
cualporseruncultivopoco
promovido en México, se encarece de cosecha en cosecha. Así, por la promoción
que se espera realizar alcomprargrandescantidadesde
éste, en las regiones
aúnnodominadasporintermediarios,
se esperatener con eltiempounmenor
precio de adquisición del amaranto.
Por ser 'la extrusiónalcalinaunatecnológia
muy versátilensumanejode
humedad, temperatura y presión, permite el poder procesar otros granos, cuando
lamateriaprimaprogramadainicialmentenose
pueda adquirir. Un ejemplo de
esto seríael procesar sorgo en vez de amaranto.
Por elahorro sustancialde energía eléctrica y agua queimplicalaextrusión
alcalina, resulta que con los años, la inversióninicialfuertequetiene
este, se
paga al economizar en otros rublos del proceso.
28
m
E)POLITICAS ECONOMICAS
Actualmente el gobierno
exige
tecnológias
limpias
que
no
tengan
impacto
ecológico nocivoalambiente. Con esto se esperanincentivosfiscales
para el
desarrollo
de
la
extrusión alcalina
como
sustituto de
nixtamalización
la
tradicional.
Conclusión de Tamaño de Planta
Dos grandes limitantesdeltamaño deplanta son, porunapartelacantidadde
amarantodisponibleen
el mercado y por otrala
capacidad de proceso del
extrusor de bajo costo.
Un cálculorazonableresultaen
procesar inicialmenteaproximadamente 100
toneladas
de
amaranto
y 400 toneladas
de
maíz.
Esto lo se satisface
adecuadamente 4 extrusores, trabajando un sólo turno.
Del cálculo de balances de materia (ver memorias de cálculo) con ésta cantidad
de materia prima resulta aproximadamente 800 toneladas de tortilla.
Además, por ser el cultivo de amaranto anual, la compra de este requerirá de silos
10s meses de
de almacenamiento, donde se guarde después desucomprapor
septiembre y octubre.
En el caso del maíz, donde su comprapuedeserdurantetodoel
necesitaría un sólo silo.
año, se
Un cálculo del volumen de almacenamiento requerido resulta en la
necesidad de
4 silos con aproximadamente70 toneladas de capacidadcada uno.
Por lo tanto,la capacidad de diseñodela
principalmente:
O
O
O
planta dependerá detres
factores
Posibilidad de adquisición de amaranto.
Capacidad media de proceso de 4 extrusores.
Capacidad de almacenamiento de la materia prima.
Tomando como base la capacidad máxima de almacenamiento deamaranto de
210 toneladas anuales, tenemos una capacidad de diseño de 1700 toneladas de
tortilla.
29
Tamaño de Planta
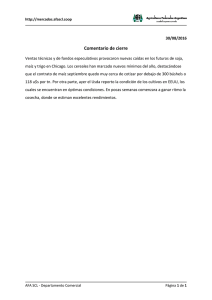
Considerando los dos primeros años de arranque y pruebas de equipo
TAMAÑO DE PLANTA
...
1600
1996
1997
. . ...
.
.
. ..
1998
..
.
1999
AÑO
30
2000
2001
m
2
m
Capacidad Utilizada
225792
Considerando los dos primeros años de arranque y pruebas de equipo
Año
1996
1997
1998
1999
Capacidad Utilizada
O
O
47 %
58 %
70 %
82 %
94 %
2000
2001
2002
CAPACIDAD UTILIZADA
31
La planta laborará 300 días al año, considerando los días de descanso obligatorio
y días de mantenimiento de equipo.
comercialización se realizará por medio de tiendas y centros naturistas, así como
de minisupers de los llamados 24 horas, debido a las características del mercado
meta. Así, el numero de estos establecimientos dentro de las 6 delegaciones de
interés ( aproximadamente de 250 establecimientos según CONCANACO ),
condicionan en buena parte las toneladas de producción anuales, ya que al no
existir más vías de comercialización, se limitan las toneladas de tortilla empacada
comercializables por día.
Por ser un producto nuevo ( tortillas de maíz con amaranto ), comercializando en
un nicho de mercado también nuevo ( tiendas naturistas y minisupers 24 horas ),
se requiere de un tiempo razonable para queelconsumidor
identifique el
producto y lo prefiera sobre otras marcas de tortillas empacadas , aúnporsu
precio más elevado que el de la tortilla tradicional. Por esto, no se puede pensar
en saturar el mercado con demasiado producto.
Se producen 800 toneladas de tortilla el primer año, esto equivale a 2.7 toneladas
a
cada
diarias ( 2700 Kg por día ) , si tenernos 250 establecimientos,
establecimiento le corresponde 10.8 Kg , aproximadamente 11 Kg empacados en
bolsas de 1 Kg.
32
Macrolocalización
33
MacrolocaCizacW
FACTORES BASICOS LOCACIONALES
Son aquellos factores que se consideran importantes, para la instalación de la
planta, estos seanalizaron de acuerdo a las tres posibles alternativasquese
tuvieron.
El nivel de importancia que se
les
dio
se
puede ver en la matriz
de
microlocalización, el valor o puntaje se encuentra dentro de los apéndices.
FACTORES GEOGRAFICOS
Los factores geográficos como son clima, temperatura máxima, mínima, humedad
relativa, viento, altura sobre el nivel del mar, son factores ha considerar ya que
algunos influirán directamente con el proceso, mientras que otros lo harán en la
construcción y localización del equipo.
Morelos
El estado de Morelos tiene 33 municipios. Colinda al Norte con el Estado de
México y el Distrito Federal, al Este con el estado de México y Puebla, al Sur con
Puebla y Guerrero; al Oeste con Guerrero y Estado de México.
Las cuencas del río Atoyac, el Grande de Amacuzac yel Río Moctezuma cruzan
la región. El Lago Tequesquitengo, el Lago Coatelco y el Lago el Rodeo son los
cuerpos de agua con los que cuenta el estado.
El estado cuenta con una superficie territorial de 495,822 hectáreas, de las cuales
188,041 se usan para la agricultura.
34
Puebla
El estado de Puebla colinda al Norte con Hidalgo y Veracruz, al este con Veracruz
y Oaxaca, AI sur con Oaxaca, Guerrero, al oeste con guerrero, Morelos y Edo. de
México, Tlaxcala e Hidalgo.
El estado dePuebla representa el 17% de la superficie del país.
Distrito Federal
Cuenta con 16 delegaciones. Colinda al Norte, Este y Oeste con el Estado de
México y al Sur con Morelos.
Regiones Hidrológicas
Cuenta con el Pánuco, Lerma-Santiago, y el Balsas. Las cuencas del río
Moctezuma, Río Lemas-Toluca, Río Balsas-Mezcala.
Tlaxcala
Tlaxcala colindaal Norte con Hidalgoy Puebla, al Este y Sur con Puebla y al
Oeste con el Edo. de México e Hidalgo.
El Estado representa el 0.2% de la superficie del país.
35
Materia Prima
Maíz.
Comosabemos,Méxicoes
deficitario enel
renglón de los granos; de la
producción de maíz en 1993 se exportaron apenas 18 mil 506 toneladas, contra
un millón 313 mil 661 toneladas importadas, lo que implica una erogación de 183
mil 31 1 dólares; la exportación , se supone, no se destina a consumo humano,
sino al uso industrial y forrajero, principalmente. Estos precios son menores en
más de 60% a los de garantía y 73.2% abajo respecto alos de importación.
Sin embargo, en 1996 la cartera de clientes de CONASUPO ha disminuido
enormemente y la tendenciaprogresiva es a la baja, por lo que la compra de maíz
blanco se realizara en el mercado libre. El precio de compra en el mercado libre
es considerablemente mayor, llegando hasta $ 3500 en algunas localidades del
centro del país. De los diferentes tipos de maíz que existen en México, el maíz
blanco es el más caro por su calidad. Es éste tipo el que se desea adquirir.
Amaranto
México posee una ventaja competitiva con el resto de los países que producen
amaranto, ya que los costos de este cultivo son los menores registrados. Esto ha
motivado la exportación de la semilla por parte de E.U., siendo que en México su
consumo aún es muy pobre.
En México, las entidades que producen mayor cantidad de semilla de amaranto
son: Puebla, Tlaxcala, Morelos, Distrito Federal, Guerrero e Hidalgo, por lo cual la
producción de amaranto se concentra en el centro del pais.
El nivel de producción de amaranto decreció 40% de 1989 a 1992, sin embargo
en los últimos 3 años se tuvo un repunte en la producción, misma que todavía no
se refleja en los censosagroindustriales.
36
Cercanía al Mercado Meta
La cercanía que se tenga al mercado meta es importante, ya que este se localiza
en las delegaciones del D.F.y los costos de transportación son considerables.
los diferentesestados analizados almercado
De lasdistanciasqueexistende
meta,podemosdecirque
se encuentramáscercano el estadodeMoreloscon
505 km.
Servicios
Los serviciospúblicoscomo
son agua, luz, drenaje,teléfono, con los quese
cuentan en los estados analizados, son importantesyaquede ellos depende el
buen funcionamiento de la planta.
Los servicios que tomamos en cuenta son las fuentes de abastecimiento de Agua,
ya que en todo proceso, esta es importante, en nuestro caso los volúmenes que
se utilizan de agua , se requiere tener la disponibilidad de la misma.
La cantidaddeplantasdetratamientodeaguasresidualesmunicipales,fueron
consideradas, ya que en la actualidad es de
suma importancia contar con estas,
ya que la modernidad que se va teniendo implica cuidar el medio ambiente.
se cuenta con
Otrosparámetrosquefue
considerado en los tres estados es si
sistema de alcantarillado y drenaje, así como la electricidad a nivel Industrial con
la que se cuente en el estado.
Comunicaciones y Transporte
Las comunicaciones y transporte son otros serviciosfundamentalesquefueron
analizados, es conveniente que los medios de comunicación permitan una mayor
agilidad al distribuir tanto el producto terminado comolas materias primas.
Los mediosdetransporteque
directa con la distribución.
se cuentenenlas
37
regionesinfluirándemanera
Otros factores
RECURSOSHUMANOS
Estos son considerados para laborarenla
planta, ya que la disponibilidad de
estos en las diferentes regiones son importantes.
38
MATRIZ DE MACROLOCALIZACION
Factor
Calificación Morelos
Máxima
25
al
22
~
Cercanía
consumidor
Disponibilidad dela
materia prima
Localización
Y
disponibilidad de las
plantas industriales
Costo dela materia
prima
Disposiciones
legales, fiscales o
de
política
económica
Comunicaciones
Servicios Públicos
Disponibilidad
de
energía eléctrica y
combustibles
25
24
10
9
10
9
9
8
6
5
5
5
climatolóaicas
Total
I
~~~
100
5
5
4
I
Condiciones
5
I
~
91
CONCLUSION
De lo anterior, el estado que resulta másadecuado para ubicar la planta es
el de Morelos ya que la disponibilidad , producción de la materia prima y su costo
son más accesibles que en los otros estados. Además de que se tiene una mayor
cercanía con elconsumidor.
39
I RAMSA, S.A.]
LOCALIZACIÓN DE PUEBLA, D.F., MORELOS Y TLAXCALA
40
Microlocalización
41
Microlocalización
FACTORES BASICOS
Para llevar a cabo se consideraron los factores
más
necesarios, para llevar a cabo la instalación de la planta.
imprescindibles y
Se consideraron la zona Industrial de Cuautla, Cuernavaca y la disponibilidad que
se tiene de un terreno en el Municipio de Ayala , Moyotepec.
FACTORES GEOGRAFICOS
Ubicados en el Estado de Morelos, existen 3 posible lugares de instalación de la
planta, estos son:
1. Parque lndustrial Cuautla. Carretera México-Oaxaca, km 110.5, C.P. 62741, a 6
km del centro de población Cuautla Morelos.
2. Parque Industrial del Valle de Cuernavaca. Carretera, a 4.5 km del centro de
población Cuernavaca-Morelos.
3. Terreno particular en Moyotepec, Ayala.Carretera Cuautla-Ayala, km 6, en
Municipio de Ayala , a 6 km del centro de población de Cuautla.
Los factores geográficos como son clima, temperatura máxima, minima, humedad
relativa, viento, altura sobre el nivel del mar, son factores ha considerar ya que
algunos influirán directamente con el proceso, mientras que otros lo harán en la
construcción y localización del equipo.
42
Materia prima
Dentro del estado de Morelos se encuentran el municipio de Jantetelco al que
corresponden Huejotzingo y Amilcilgo, principales productores de Amaranto en
está región, además de que producen maíz, cacahuate y sorgo.
En este estado hay un buen apoyo para fomentar la producción Agropecuaria, lo
cual favorece la siembra de semillas como la del amaranto, que en está región
está teniendo un buen auge.
DISPONIBILIDAD DE SERVICIOS
El estado deMorelos cuenta con unabuenadisposicióndeestos
además de que están fomentando lainversión en este lugar.
servicios,
Este estado se encuentra constantemente cambiando, aumentando su número de
presas, tratamientos de aguas, así como aumentando la
red de distribución de
agua potable.
Los parámetros que fueron considerados en las tres localidadessonVolumen
promedio de extracción de agua, cantidad de tomas Industriales de Agua potable
conlas que se cuenta en cada municipio y plantas de tratamientodeagua
residudes.
COMUNICACIONES Y TRANSPORTES
Existe una buena red de comunicaciones en este estado, ya que cuenta con dos
vías de acceso al D.F.
Además de que cuenta con carreteras federales que lo unen con estados como
Guerrero, Oaxaca y Puebla.
En su red detransportesse
tiene diferentes consorcios, como sonSánchez
unidos, Asociación de Transportistas, que son los principales en su ramo.
Se consideraron la longitud dela
basura.
red carretera y Vehículos recolectores de
43
m
OTROS FACTORES
RECURSOS HUMANOS
Estos se consideraron de acuerdo a la cantidad, que puede laborar en la planta,
ya que nuestro principal mano de obra se tomará de las regiones más cercanas,
para que no tengan que tardarse tiempo en transportarse de sus hogares a la
localización de la planta.
SERVICIOS PUBLICOS
Se consideraron, los queseencontraban en las planta y laregión donde era
factible colocar la planta,
Estos varían desde cantidad hasta costos de los mismos.
44
MATRIZ DE MICROLOCALIZACION
Características
Puntuación Porcentaje
máxima
15
15
15
I
10
I
9
Comunicaciones
Cercanía con la materia prima
Cercanía con el consumidor
IServicios
Costo del terreno
Condiciones
climatológicas
5
Facilidadesdetratamientos
de
desechos
ISuministro de aaua
I
I
Subtotal
I
Facilidad de transporte
Facilidad de acceso
Disponibilidad
de
energía
eléctrica v combustibles
Disponibilidad dela
mano de
Obra
Actitud de la comunidad
I
Subtotal
I
[Total
I
45
I
5
5
I
I
70
I
I
5
5
4
4
3
I
1
30
1O0
I
1
MATRIZ DE SELECCION DE MICROLOCALIZACIÓN
I Puntuación I P.I. Cuautla I
2aracterísticas
I
I
2omunicaciones
maxima
15
1
1
12
I
Moyotepec
I
9
I
"
P. I. de
Cuemavaca
10
Sercania con la materia prima
15
14
12
8
Cercanía con el consumidor
15
12
10
9
Servicios
10
9
6
8
Costo del terreno
9
8
9
5
Condiciones climatológicas
5
5
5
4
5
3
1
3
5
3
2
Facilidades
de
tratamientos
desechos
Suministro de agua
de
3
I
Subtotal
Facilidad de transporte
5
65
5
38
4
35
5
Facilidad de acceso
5
5
3
2
Disponibilidad de energía eléctrica y
combustibles
Disponibilidad de la mano de Obra
4
4
2
5
4
4
3
4
Actitud de la comunidad
3
3
3
3
5
43
6
41
I
Subtotal
Total
6
71
100
I
T
CONCLUSION
De los resultados anteriores se tiene que el parque industrial de Cuautla es el más ideal
para ubicar la planta harinera del proyecto, ya que está más cercaal mercado y al sitio
donde se va a obtener la materia prima (Amilcingo, Morelos).
46
I
I
Tecnología
47
-
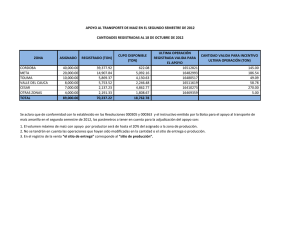
ALTERNATIVAS TECNOLOGICAS
Limpieza
Limpieza
1'
Molienda
Molienda
de los granos
Envasado
48
SELECCION DE TECNOLOGIA
MEZCLA DE MAIZ-AMARANTO
El maíz contiene baja cantidad de aminoácidos esenciales como lisina y triptofano
lo hace de este grano un alimento de bajo valor nutricional comparado con la
carne, la leche y el huevo.
Las proteínas provenientes del amaranto presenta una mayor calidad nutricional
comparadas con
otros
granos,
ya
que
contienen mayores
cantidades
de
aminoácidos esenciales como la lisina y triptofano.
En este trabajoseplanteasuperar
las limitaciones delmaizysusderivados
fortificando la tortilla demaíz con aminoácidosyproteínasprovenientesdel
amaranto.
La mezcla de
maíz-amaranto
se
realizará
en una proporción de 80-20%
respectivamente.
NIXTAMALIZACION
La nixtamalización es uno de los procesos alcalinos más utilizados.
Tradicionalmente consiste en el cocimiento del grano con agua y cal (hidróxido
de calcio) en una proporción de 0.02 % con respectodel peso del maíz, un
remojo durante 12 a 16 horas, con el fin de proporcionar un tratamiento térmico
alcalino que permita remover el pericarpio (cascarilla), gelatinizando parcialmente
los almidones y produciendo la hidrólisis alcalina sobre la zeína y otras proteínas
del maíz mejorando la disponibilidad del triptofano al favorecer la reducción de la
relación leucina-isoleucina, ya que la leucina sedestruye por el tratamiento
alcalino. Después se realiza una eliminación del agua de cocimiento o nejayote,
con un posterior lavado del grano o nixtamal.
49
EXTRUSION
En los países un vías de desarrollo se ha dado especial importancia a la extrusión
de
alimentos
de
origen
vegetal,
particularmente
cereales, leguminosas y
oleaginosas para cocerlos y acondicionarlosparaquetengan
unmejorvalor
nutritivo. Dado queuno
de los requerimientosparaextrudireficazmenteun
material biológico es que este se encuentre en forma granular, la premolienda de
los granos permite someterlos al proceso de extrusión para cocerlos.
La extrusión alcalina es un proceso queinvolucravariasoperacionesunitarias
que incluyen el mezclado, cocimiento, corte y moldeado. En algún punto de este
proceso, preferentemente en la zona de alimentación, se adicionan agua y cal a
lasharinascrudas (en unaproporciónde
1 :1 agua-grano y 0.2% de cal).La
presión generada y el calor de la fricción causan
un aumento de la temperatura
que cuece los gránulos y los gelatiniza parcialmente, obteniéndose una masa o
harina precocida dependiendo de la cantidadde agua que contenga el producto.
Un extrusor consisteesencialmentedeun
tornillodecompresión,enel
cual el
material es comprimido
bajo
una variedad
de
condiciones
de
mezclado,
calentamiento y esfuerzo cortante para formar unamasasemisólida,lacual
es
forzada a fluir através de una boquilla.
Los principales factores que influyen sobre la naturaleza del producto extrudido
son: las condiciones de la extrusión y las propiedades reológicas del alimento en
cuestión.
Los parámetros más importantes
durante
el
proceso son; la
temperatura, la presión, el diámetro de los orificios de la boquilla y la velocidad de
cizalla. Está ultima
depende
del
diseño
interno
del
cilindro
extrudidor
y la
Las característicasdelmaterialaextruirejercen
velocidad y formadeltornillo.
unainfluenciaimportantesobre
la textura y elcolordelmaterialextrudido.
Las
más importantes son : el contenido de agua, el estado físico de los componetites
y sucomposiciónquímica
(en especial el
contenido
y tipo de almidones,
proteínas, grasas y azúcares).
~~
MICRONIZACION
La micronización consiste en someter los granos a radiaciones infrarrojas.
hidróxido de
Inicialmente los granos son acondicionados con unasoluciónde
calcio al 0.3% peso del grano en base seca, hasta un contenido de humedad del
20 al 30%
Los granos sontransportados através de un tamborgiratorioque
sigue una
trayectoria en espiral para ser micronizados porgeneradores deradiaciones
la
infrarrojas, los cualesson calentados por un quemador múltiple degas,
calor
cantidad degranos y el tiempo de residencia deestos,determinanel
recibido por los mismos durante el procesamiento. La velocidad a la cual los
granos pasan por el micronizador es regulada por un motor de velocidad variable.
J
51
Selección de tecnología y equipo
MATRIZ DE SELECCIóN PARA ALMACENES DEL GRANO
En la planta, se requieren instalaciones para almacenar el amaranto y el maiz
necesarios para la elaboración de las tortillas. Éstos pueden ser silos o graneros.
Los almacenes deben tenercapacidad unos 25,000 galones. El amarantose
comprará una vez al año y el maíz a lo largo de la temporada de cosecha. De los
dos tipos de almacenes se seleccionó el más adecuado según las características
de cada uno de ellos y las requerimientos de la materia prima. (Apéndice 11).
Criterio de selección
Calificación
máxima
20
por
al
Posibitidad almacenamiento
de
largos períodos detiemposindaño
grano
Posibilidad de mecanización de carga y
descarga
Control eficaz de la temperatura y la
humedad relativa en el almacén
Relación volumen /superficie elevada
Capacidad elevada
Facilidad de construcción
costo
Total
Graneros
15
10
20
20
10
20
15
10
15
15
15
10
5
10
IO
5
5
3
5
5
83
60
CONCLUSIONES
El almacén más adecuado para almacenar el maíz y el amaranto son los silos, ya
que es posible controlar eficazmente las variables (temperatura y humedad
relativa) que influyen en el tiempo que pueden ser almacenados estos productos
sin alterar su calidad. El volumen ocupado es mayor enrelación a lasuperficie del
silo, lo que reduce el espacio quese ocupa dentro del terreno. Encuanto al
materialde construcción, se seleccionó el hormigónarmado,por
la mayor
construcción.La
resistencia que presenta, subajo
costo y su facilidadde
mecanización de estos almacenes se puede lograr mediante la descarga de su
contenido y transporte por medio de bandas que alimentan la materia prima a la
planta, permitiendo una operación en continuo.
52
Silos
I
MATRIZ DE SELECClbN DE SISTEMA DE SECADO DE LOS
GRANOS
El secado del amaranto y del maíz previo al almacenamiento puede efectuarse
por aire de ventilación a temperatura ambiente o caliente. Las características de
estos dos sistemas se describen en el apéndice II. La selección del método más
adecuado se realizó con la siguiente matriz:
(1) Aire de ventilación a temperatura ambiente
(2) Aire de ventilación caliente
El sistema de secado con aire de ventilación a temperatura ambiente es un
método barato, eficiente que sólo requiere de ventiladores ya sea axiales o
centrífugos para reducir la humedad relativa del grano hasta el valor adecuado
costos
para el almacenamiento (ver apéndice ll), sin implicar mayores
energéticos, adaptándose a los requerimientos del proceso.
53
MATRIZ DE SELECCIóN DE EQUIPO PARA SECADO CON AIRE A
TEMPERATURA AMBIENTE
tos dos tipos de ventiladores que pueden usarse en el secado del grano en masa
son los de flujoaxial y los centrífugos. Las caracteristicas de estos equipos se
describen en el apéndice 11. L a selección se realizó con la siguiente matriz:
Criterio
de
selección ]
Adaptabilidadpara
el
y
secado maíz
de
amaranto
Capacidad de secado
Eficiencia de secado
Rendimiento
Consumo de energia
costo
Facilidad de maneio 1
Costo
de
mantenimiento
Requerimientos
de
espacio
I
I
Calificación
máxima
20
20
10
10
10
10
10
5
1
5
Total
Ventilador axhJ
I
Ventilador
centrífugo
15
15
15
8
10
10
20
10
10
8
8
10
8
10
10
8
1
5
4
91
93
I
1
Los ventiladores centrífugos son los más adecuados para llevar a
cabo el
secado de los granos antes
del
almacenamiento,
ya que
disminuyen
los mismossin implicar mayorescostos
eficientementelahumedadrelativade
adecuada en
energéticos. Es posible mantener el grano a una humedad relativa
y
elalmacenamientoinstalandounventiladorenla
parte superiordelsilo
haciéndolo funcionar cada vez que se detecteunaumento
en la humedad
relativa.
54
MATRIZ DE SELECCIóN PARA COCCIÓN ALCALINA DEL AMARANTOY EL
MA~Z
La cocción alcalinadelmaízpuedellevarseacabomediante
tres métodos
diferentes: la nixtamalización tradicional, la extrusión y la micronización.
Nixtamalización
Consiste en el cocimiento del grano con agua y cal (hidróxido de calcio) en una
proporción del 0.02% con respecto al peso de maíz, un remojodurante12 a 16
horas, con elfin deproporcionarun
tratamientotérmico alcalinoquepermita
remover el pericarpio (cascarilla), gelatinizandoparcialmente los almidones y
produciendo la
hidrólisis
alcalina
sobre
zeína y otras
proteínas
del
maíz
mejorando la disponibilidad del triptofano al favorecer la reducción de la relación
leucina-isoleucina,yaquelaleucina
se destruyeporeltratamientotérmico
alcalino. Después se realiza una eliminación del agua de cocimiento o nejayote,
con un posterior lavado del grano de nixtamal.
Extrusión
En los países en vías de desarrollo se ha dadoespecialimportanciaala
extrusión de alimentos de origen vegetal, particularmente cereales, leguminosas y
oleaginosas para cocerlos y acondicionarlos para tenerunmejorvalornutritivo.
Dado que uno de los requerimientos para extrudir eficazmenteunmaterial
biológico es que este se encuentreenformagranular,
la premoliendade los
granos permite someterlos al proceso de extrusión para cocerlos.
La extrusiónalcalina es un procesoqueinvolucravariasoperacionesunitarias
que incluyen el mezclado, cocimiento, corte y moldeado. E n algúnpunto de ese
proceso, preferentemente en la zona de alimentación, se adiciona agua y cal a las
harinas crudas (en una proporción de 1 :1 agua-grano y 0.2% en base seca de
cal).
La presión generada y e calor de la fricción causan un aumento de la temperatura
que cuece los gránulos y los gelatiniza parcialmente, obteniéndose una masa o
harina precocida dependiendo de la cantidad de agua que contenga
el producto.
Los principales factores que influyen en la naturaleza del producto extrudido son:
las condiciones de la extrusión y laspropiedadesreológicasdelalimentoen
cuestión. Los parámetros más importantes duranteel proceso son: la temperatura
la presión, el diámetro de los orificios de la boquilla y la velocidad de cizalla. Las
características del material a extrudir ejercen influencia una importante sobre
la
55
m
textura y el color del material extrudido. Las más importantes son: el contenido de
agua, el estado físico de los componentes y su composición química (en especial
el contenido y tipo de almidones, proteínas, grasas y azúcares). En la extrusión,
se utilizan extrusores de tornillos gemelos y de tornillo Único (apéndice 111).
Micronización
La micronización
consiste
en
someter
los
granos
a
radiaciones infrarrojas.
tnicialmente losgranos son acondicionadosconunasoluciónde
hidróxido de
calcio al 0.3% peso del grano en base seca, hasta un contenido de humedad del
20 al 30%.
La selección delmétodo
siguiente matriz:
Criterio
de
selección
Disponibilidad
tecnología
Modernidad
tecnoiogia
de
I1
de
Costos de producción
Calidad producto
del
obtenido
Facilidad y flexibilidad
de operación
Capacidad
de.
producción
Posibilidad
de
desarrollo afuturo
ImDacto ambiental
Subproductos
(efluentes)
Posibilidad
automatización
Riesgos involucrados
Total
de cocciónalcalina,
de
Micronización Extrusión
Calificación Nixtamalización
máxima
15
1
14
15
5
10
9
7
7
1
I
se llevóacaboconla
8
I
6
1
10
1
5
13 15
5
4
10
8
1
8
1
5
8
5
8
4
8
4
a
7
8
7
2
2
8
7
5
4
6
4
6
5
3
6
94
4
61
6
59
56
La extrusión alcalina es una tecnología que requiere poco espacio de
instalación, produce pocos efluentes y mejora la calidad de la materia prima
porque destruye algunos factores antinutricionales, es una tecnología muy versátil
que se adapta a los requerimientos del producto. El procesado tradicional del
nixtamal ocasiona una pérdida de sólidos del maíz durante el cocimiento debida
a la lixiviación o extracción de sólidos que se suspenden como particulas y se
desechan en el agua residual llamadanejayote. Mediante extrusión alcalina,
pueden obtenerse masas con las características adecuadas para la elaboración
de tortillas a partir de harinas integrales con un mayor valor nutricional, con un
consumo energético menor.
MATRIZ DE SELECCIóN PARA EQUIPO DE EXTRUSJÓN
Se cuenta en la industria, con dos tipos de extrusores adecuados para el proceso
de cocción alcalina de los granos demaíz y amaranto.Sus caracteristicas se
mencionan en el apéndice 111. La selección del extrusor se realizó mediante la
siguiente matriz:
-
Criterio de Selección Calificación máxima
Disponibilidad
del
30
eauiDo
15
Amplitud del rango de
condiciones
de
operación
Adaptabilidad
al
15
proceso de coccj6n
alcalina
Costo del equipo
10
Facilidad de manejo
10
Eficiencia
de
la
10
transferencia de calor
5
Costo
de
operación y
mantenimiento
5
1 Camcidad
Total
(1) Extrusor de tornillo Único
(2)Extrusor de tornillos gemelos
57
~~~~
Tipo de exfrusor
(1)
(2)
30
10
9
15
10
10
10
10
5
5
10
10
5
5
5
84
5
70
I
CONCLUSI~N
En el país se cuenta con un extrusor a nivel de banco y planta piloto de tornillo
Único. En este equipo es posible llevar a cabo la extrusión del maíz y el amaranto
obteniéndose masas para la tortilla de buenas características organolépticas, sin
tener que incurrir enla importación de equiposde tornillos gemelos, que no están
disponibles y cuya adquisición elevaría el costo del proceso.
MATRIZ DE SELECCIóN PARA EQUIPO DE MOLIENDAY TRITURACIÓN
Para llevar a cabo la extrusión de un material, es necesario alimentarlo al extrusor
de forma granular, para que se lleve a cabo la cocción de la masa. Así pues, una
vez que se seleccionó la extrusión como el proceso de cocción alcalina, se hace
necesario seleccionar un equipo adecuado para la molienda del maíz y el
amaranto, mediante la siguiente matriz:
Criterio de selección
Adaptabilidad al proceso
de molienda de maíz y
amaranto
Adecuabilidad al tamaño
de trituración intermedia
costo
Eficiencia
Calificación
Molino de
30
Molino de
18
Molino de
martillos discos
10
20
30
5
20
30
20
9
10
34
20
15
15
15
80
20
Total
73
El molino de martillos es el equipo más adecuado para llevar a cabo la trituración
de los granos previa a la extrusión,obteniéndose una harina de tamañode
partícula adecuado, con un costo energético y de mantenimiento bajos.
58
’
rodillos
Bases de diseño
59
NUMERO
RAMSA. División de Ing. de Proyectos
00-THP-001
REV No.
A
TITULO
J
PROCEDIMIENTO DE BASES DE DISEÑO
HOJA No. PROYECTO No.
FECHA APROBO
ELABORO
EQUlPO 3
AMS
AGOSTO 1996
96-P-O3
1/12
BASES DE DISEÑO
Nombre del Proyecto: Tortillas De Maíz- Amaranto
Localización: Parque Industrial de Cuautla, €do. de Morelos.
Proyecto No. 96-P-03.
l. GENERALIDADES.
1.1 Función de la planta: Producción de tortillas.
1.2 Tipo de proceso. Pur lotes
La materia primadespuésdeser
secada yalmacenadaen
silos pasará a un
proceso para la obtención de tortillas por mediodeextrusión
del maíz y el
amaranto.
En la elaboraciónde las tortillas se realizará un cribadode los granos, un
preacondicionamiento para ajustar la humedad de los granosa un 20%, una
molienda y la extrusión. Con la masa obtenida se procederá a la elaboración de
tortillas.
2. FLEXIBILIDAD Y CAPACIDAD.
2.1 Factor de servicio: 82%, tomando como base 300 dias laborables.
Tomando en cuenta los días de descanso que son :
Enero 1 , Marzo 21 , Juevesy Viernes Santo (Abril), Mayo 1 , Septiembre 16,
Noviembre 1 y 2; Diciembre 12 y 25.y 52 Domingos del año, nos da un total de 62
días del año no laborales.
365 días ------ 100%
300 días ----- X
X= 82%
2.2 Capacidad:
1700 ton/año de tortillas
a)
Diseño:
b)
Normal: 1600 tonlaño de tortillas
800 ton/año de tortillas
Mínima:
c)
I
l
A
AA
REVISIONES: B
POR RAMSA
61
AMS
APROBO
FECHA:510-96
RAMSA. División de Ing. de Proyectos
NUMERO
I PROCEDIMIENTO DE BASES DE DISEÑO
~
~
~
REV No. B
00-THP-001
I
J
~~~
ELABORO
, EQUIPO 3
APROBO
FECHA
PROYECTO No.
AMS
AGOSTO 1996
96-P-O3
HOJA No.
2 12
L a planta debe continuar operando bajo condiciones normales(Si o No).
a) Falla de Energía Eléctrica. Sí; por lo que sería necesaria una planta
generadora de energía
b) Falla de Vapor. Sí
c) Falla de Aire. Sí; Instalación de un compresor auxiliar
d) Falla de Agua de Enfriamiento. Sí
2.4 Necesidades para futuras expansiones.
Para el ciclo de vida del proyecto, se determinó una producción máxima de
1 600 ton de tortillas al año, la capacidad utilizada de la planta el primer año será
del 50% en relación a la capacidad instalada que se fijó en 1 700 ton/año, no se
prevén expansiones apartir de esa cantidad.
A
'A
A
REVISIONES B
POR: RAMSA
APROBO
FECHA:5-10-96
I , . . .
62
RAMSA. División de Ing. de Proyectos
NUMERO
REV No. B
PROYECTO No.
HOJA No.
00-THP-001
TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
EQUIPO 3
APROBO
AMS
FECHA
AGOSTO 1996
96-P-O3
411 2
Sorbato de Potasio:
Especificaciones:
Aspecto
Pureza
Cloruros
Sulfatos
Metales pesados
Arsénico
Pérdida de peso (3h a 105OC)
pH (sol 5%)
Alcalinidad-Acidez
Solubilidad en agua
Polvo color ámbar claro
Mayor a 98%
Menor de 1 .O00 ppm
Menor de 1 .O00 ppm
10 ppm máx.
3 ppm máx.
1 O
h máx.
8.0 a 10
1.2 ml NaOH 0.1 N ó 0.8ml CIH 0.1 N para 1.2 g.
58.2
Carboximetil Celulosa de Sodio
Es unaglutinante
espesante, estabilizante. Es unpolímero
solubleenagua
derivado de la celulosa, sus propiedades son:
m Se disuelve rápidamente en agua y es inerte
m Su diferenciación se basa en el grado de viscosidad deseado.
m Es unformador
de película resistente a los aceites, grasas y solventes
orgánicos
m Actúa como aglutinante, espesante, estabilizante y coloide protector.
Especificaciones
pH óptimo
Sólidos solubles
Viscosidad en solución
3 a 10
O a 80%
alta, mediana y baja
A
A
A
A
REVISIONES B
POR: RAMSA
72
APROBO
FECHA:5-10-96
NUMERO
RAMSA. División de Ing. de Proyectos
I TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
I EQUIPO 3
I APROBO
I AMS
REV No. B
00-THP-001
I FECHA
I AGOSTO
1996
I PROYECTO No.
I 96-P-O3
I HOJA No.
I 5/12
SAL
Cloruro de sodio. Es un polvo fino homogéneo de color blanco, se aplica en la
industria de las sopas, consomés, botanas e industrias en general. Sus ventajas
son:
m En disoluciones presenta un 40% mayor en velocidad sobre la sal molida o de
grano,mezclasdesólidos
debido a la uniformidad del grano, la mezclase
homogeneiza con gran facilidad, evitando disgregaciones posteriores.
Análisis típico
Determinación
Pureza
Agua
Antihumectante
Fierro +++
Calcio ++
Magnesio ++
Ascórbico
Insolubles
Dureza total
Fluidez
Resultados
99.4%
0.019%
O. 1285%
0.63 ppm
0.0583%
0.0066 Yo
0.0 ppm
0.02 %
O. 1729 %
15.13 cmYs
A
A
A
REVISIONES B
POR: RAMSA
64
APROBO
FECHA510-96
m
m
00-THP-001
1 TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
I APROBO
ELABORO
I EQUIPO 3
I AMS
REV No. B
NUMERO
RAMSA. División de Ing. de Proyectos
1 FECHA
I PROYECTO No.
I 96-P-O3
I AGOSTO
1996
1 HOJA No.
I 6/12
4. ESPECIFICACIONES DE PRODUCTOS.
AMAWNTINAS*. Son tortillas elaboradas con maíz y amaranto ,
COMPONENTES
AMARANTlNAS(%
I
I
I
I Total
I100
1
Las amarantinas tienen una vida de anaquel de 24 h sin refrigeración y de
7 días en refrigeración.
5. ALIMENTACION A LA PLANTA.
MATERIA PRIMA
Maíz
1 Amaranto
A
A
A
A
REVISIONES
B
Edo. físico
Sólido
I Sólido
Presión
-
POR: RAMSA
65
Temperatura("C)
25
I25
FECHA:5-10-96 APROBO
m
REV No.
A
NUMERO
RAMSA. División de Ing. de Proyectos
00-THP-001
I
lTlTUL0
PROCEDIMIENTODE BASES DE DISEÑO
I EQUIPO
3
ELABORO
I PROYECTO No.
I FECHA
I APROBO
I AMS
1 AGOSTO 1996 I 96-P-O3
I HOJA No.
I 7/12
I
6. CONDICIONES DE LOS PRODUCTOS EN EL LíMITE DE BATERIAS.
6.1 Términos de Garantía
PRODUCTO
Tortillas
(AMARANTINAS)
físico
Sólido
Ton/día Edo.
Tonlaño
1 600
5.3
Entrega en:
Tiendas
naturistas
Se debe indicar si existen condiciones especiales a la entrega de cada producto:
Las tortillas se deben mantener alejados de la humedady la luz solar directa
7. ELIMINACION DE DESECHOS.
7.1 Necesidades y reglamentos de pureza para:
y Aceitosa)
a) Agua
(SepararAguaLimpia
b) Aire
(NOM-CCAT-019-ECOU1993)
NOM-PA-CSA-
OON1993
ECOUl993
c) Ruido
NOM-CCA-031-
-STS-1993. NOM-001
7.2 Sistemas de tratamiento de efluentes.
Se van a tratar mediante un sistema de digestión anaerobio, que
consta de un tratamiento preliminar en el que se van a hacer la extracción de
lleva a cabo la
sólidos de gran tamaño,grasa y espumas.Posteriormentese
digestión anaerobia de la materia orgánica presente en el agua en un reactor de
lecho de Iodos con flujo ascendente (UASB). Finalmente el agua tratada se
almacena en una cisterna para riego de áreas verdes y lavado de autos y de
calles.
A
A
A
A
REVISIONES B
POR: RAMSA
66
APROBO
FECHA:5-10-96
I
NUMERO
Numero
00-THP-001
RAMSA. División de Ing. de Proyectos
REV No.
REV No.
A
TITULO
PROCEDIMIENTO DE BASESDE DISEÑO
ELABORO
APROBO
FECHA
PROYECTO No.
EQUIPO 3
AMS
AGOSTO 1996
96-P-O3
HOJA No.
8112
8. FACILIDADES REQUERIDASPARA EL ALMACENAMIENTO.
Las materias primas como el amaranto y el maíz se almacenaran en silos, ya que
se compraran por temporada.
La harina que se obtiene como producto se almacena en silos, a una humedad
relativa de 12%.
9. SERVICIOS AUXILIARES
9.1 Vapor.
9.2 Retorno de Condensado.
9.3 Agua de Enfriamiento.
9.4 Aguas de Sanitarios y Servicios
9.5 Agua Potable.
No se requiere en el proceso
No se requiere en el proceso
No se requiere en el proceso
Municipal
Color: 10 ppm
Alcalinidad: 250 ppm
250 ppm
Cloruro:
9.6 Agua Contra Incendios
Fuente: Planta de tratamiento
Presión en L.B. 60 gal/min
Temperatura en L.B. Ambiente
Disponibilidad.
9.7 Aguade Calderas
Nose requiere
9.8 Agua de Proceso.
Fuente: Municipal
Presión en L.B.
S/D
Temperatura en L B . Ambiente
Disponibilidad. S/D
A
A
A
A
REVISIONES B
POR: RAMSA
67
FECHA:510-96 APROBO
rRAMSA.
División
de
Proyectos
Ing. de
NUMERO
00-THP-001
REV No.
A
PROYECTO No.
HOJA No.
TITULO
I
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
APROBO
FECHA
96-P-O3 AGOSTO9111996
2
AMS
EQUIPO 3
b
9.9 Aire de Plantas.
Fuente:Condensador
Presión en L.B. 5 atm
Temperatura en L.B. 70°C
Disponibilidad.
9.1O Combustible.
Características. Gas natural
Fuente. Tanques estacionarios
Presión en L.B.
Temperatura en L.B.
Disponibilidad.
9.1 1 Gas Inerte. No necesario
9.12 Suministro de Energía Eléctrica.
Fuentes: Comisión Nacional de Electricidad
Disponibilidad Sí
Voltaje
440
Fases/ frecuencia 3 fases
Factor de Potencia.
I O . SISTEMAS DE SEGURIDAD.
1O. 1 Sistema Contra Incendio.
NOM 002-STPS-93 (Evacuación, protección, prevención)
A
A
A
A
REVISIONES
B
I
POR: RAMSA
68
APROBO
FECHA:5-10-96
,
m
RAMSA. División de Ing. de Proyectos
00-THP-001
NUMERO
REV No.
A
PROYECTO No.
HOJA No.
TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
APROBO
AMS EQUIPO
3
FECHA
AGOSTO 1996
10/12 96-P-O3
10.2 Protección personal. De acuerdo a la Secretaria de Salubridad NOM 017STPS-93
11 DATOS CLIMATOLóGICOS.
11.1 Temperatura. Anual
Máxima Promedio 33.75 "C
Mínima promedio 8.6"C
Promedio anual (bulbo seco) 19.22"C
Promedio de bulbo húmedo
11.2 Precipitación Pluvial
promedio Anual. 100.54 mm
11.3 Viento. 2 m/s
11.4 Humedad Relativa 66%
11.5 Atmósfera. No corrosiva
12. DATOS DEL LUGAR
12.1 Localización de la planta
Elevación sobre el nivel del mar
Latitud Norte 18" 49 min
Latitud Oeste 98" 58 min
Altitud msnm 1300
Necesidades de Ampliaciones futuras. NO
A
A
A
A
LJ
REVISIONES B
I
I
I
I POR: RAMSA I APROBO I FECHA:5-10-96
78
00-THP-001
REV No.
A
NUMERO
RAMSA. División de Ing. de Proyectos
TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
APROBO
FECHA
PROYECTO No.
HOJA No.
EQUIPO 3
.AMs
AGOSTO 1996
96-P-O3
11/12
13. DISEÑO ELÉCTRICO.
13.1 Código de Diseño eléctrico. ANSI, NOM EM-O01 SEMP-1993
13.2 Distribución Eléctrica dentro de L.B : Subterránea
14. DISEÑO DE TUBERíAS.
14.1 Códigos de Diseño ANSI
14.2 Distribución de tuberías dentro de L.B :Subterráneade
acuerdo a
ANSI
15. DISEÑO DE EDIFICIOS.
15.1 Códigos de Construcción para:
Arquitectónicos, Concreto, Sísmico y Viento.
15.2 Datos de Sismo
Zona sísmica equivalente aproximado en la escala de Richtermayor a VI
16 INSTRUMENTACI~N.
16.1 Códigos de DiseñodeInstrumentación.ANSI
16.2 Filosofía de Instrumentación : Eléctrica
ANSI
A
A
A
A
REVISIONES B
POR: RAMSA
69
APROBO
FECHA510-96
I
RAMSA. Divisiónde
de Ing.
Proyectos
NUMERO
REV No.
00-THP-00 1
A
TITULO
-PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
APROBO
FECHA
PROYECTO No.
HOJA
EQUIPO 3
AMS
AGOSTO 1996
96-P-O3
12/12
No.
17. DISEÑO DE EQUIPOS.
17.1 Bombas
ANSI
17.2CambiadoresdeCalor.No
se requieren
18. ESTÁNDARESY ESPECIFICACIONES.
(NACIONALES E INTERNACIONALES)
ASME SECCIÓN VIII DIV I , NEMA SANSI,NEF,
ASTM, CFE MEX,TEMA,
I S 0 9002, DINNOM,NOM-EM-001-SEMIP-1993,NFPA.
A
A
A
A
REVISIONES
B
POR: RAMSA
70
FECHA:5-10-96
APROBO
RAMSA. División de Ing. de Proyectos
00-THP-001
REV No.
A
FECHA
PROYECTO No.
HOJA No.
AGOSTO 1996
96-P-O3
12/12
NUMERO
TITULO
PROCEDIMIENTO DE BASES DE DISEÑO
ELABORO
EQUIPO 3
APROBO
AMS
17. DISEÑO DE EQUIPOS.
17.1 Bombas
ANSI
17.2Cambiadores de Calor.
Nose requieren
18. ESTÁNDARESY ESPECIFICACIONES.
(NACIONALES E INTERNACIONALES)
ASME SECCIóN VI11 DIV 1, NEMASANSI,NEF,ASTM,CFEMEX,TEMA,
I S 0 9002, DIN NOM,NOM-EM-O01 -SEMIP-1993,NFPA.
A
A
A
A
REVISIONES B
POR: RAMSA
71
APROBO
FECHA1510-96
m
Proceso
72
DESCRIPCION DEL PROCESO
RECEPCION DE LA MATERIA PRIMA
La descarga del maíz en la planta se realiza en un volcador hidráulico que tiene
capacidad para 75 toneladas X-1 10). Este equipo esta diseñado para levantar
camiones o trailers. El grano se desliza por la cubierta de la caja y se recolecta
en la tolva receptora, que tiene la capacidad para 12 toneladas (16 m3). Esto se
lleva cabo con motobombas de 30 hp., que permiten que los pistones levanten la
plataforma de acero que tienelasdimensiones necesarias para darcabida al
vehículo. El vehículo es levantado hasta formar un ángulo de 45" con respecto a
la horizontal, para facilitar el desplazamiento del maíz.
I
I
"
I
j
I PLAT
~
!
I
PISTON
73
i
iI
7
TRANSPORTACION-PRELIMPIEZA
Los granos son transportados de
la tolva recolectora utilizando un transportador
vibratorio (B-1 lo), que a la vez que se encarga de llevar el grano al elevador de
cangilones (J-I10 y J-115) , se lleva acabo una prelimpieza del maíz y amaranto
untransportador de
por zaranda. El elevadordecangilonesestaconectadoa
( F-1 10 y F115)
parasu
cadena, quellevaelgranoasurespectivosilo
almacenamiento.
ALMACENAMIENTO-PROCESO
Para llevaracaboelalmacenamiento,
los granosdemaíz
y amaranto son
y
sometidos a la acción de un ventilador centrifugo que además de remover polvo
tamo,reduce elcontenido dehumedaddelgranohasta
un 13% H.R., deestá
manera el grano tiene las condiciones optimas para su almacenamiento. La
diferencia del número de la malla en el transportador vibratorio del amaranto
es
menor, por lo que debe removerse la criba y sustituirse por una más adecuada. el
tamo y los residuos se recolectan, se pesan y se ensilan para su posterior venta.
j
CANGILONES
4
I
-
SILOS
L
Para iniciar el Proceso de Transformación, se lleva a cabo una alimentación a la
planta. Se pasa la materiaprimade
los silosa las limpiadorasmedianteun
elevador de cangilones .
Para el maíz se utiliza una limpiadora (X-220) y paraelamarantounacribadel
número 30 (X-225), en las limpiadoras se retira
un
0.5%. de material
de
desecho.
74
.'
Por gravedad, el granopasa a una básculadosificadora (X-230 y X-235). Es
importante el procesode dosificacióndel maíz y del amaranto,ya
que nos
permite conocer el rendimiento yllevarel
control de 20 kg que pasaran ala
siguiente etapa.
El grano es alimentado a recipientes de acondicionamiento (F-210y F-215)para
llevar de humedad del 13% a una humedad final del 20%. Posteriormente el grano
pasa a un molino (C-210). En el molino se obtiene una harina de malla 20 que
es alimentada al extrusor. El grano es molido con la finalidad de obtener una
mayor superficie de
contacto
dentro del extrusor , obteniendo un mayor
rendimiento y un buen proceso de extrusión.
igual
En el extrusorseagregacal
al 0.2% para amaranto y maíz,aguaen
proporción del peso del grano (1 :1 ) y se obtienen hojuelas, con una humedad del
16 % para el amaranto y 14% para el maíz. Se tiene un rendimiento del 99.5%
con respecto al peso seco del grano.
-*
MAIZ
O
'
MOLINO
y-../
, .
1
Las hojuelas obtenidasdelextrusor pasanaun molino (C-230),
obteniendose
una harina, que pasará a una dosificadora para obtener una concentración de
80% maíz y 20% amaranto.
Deladosificadorapasa
a una equipo T-300, que constade un amasador
continuo, en el cualse dosifican las harinas y se agrega el agua necesaria para el
amasado, hasta obtener una humedad del 55%, así como los conservadores. La
masa del amasadorcontinuo cae al alimentador dedonde pasa al cabezal de
rodillos que genera lastortillas.
En el horno con control de temperatura y
encendido automático, se cuecen las tortillas, que luego son llevadas al enfriador
y al contador-apilador. Las tortillas se obtienen a 48% de H.R.
75
El desarrollo de las maquinas troqueladoras a sido paulatino, ya que
pasaron de
simplesmaquinasmanualesde
prensado a maquinasformadoras de tortillas,
cortadoras, hornos, superficies que funcionan comocoma1 y elevan la capacidad
de las maquinas de la hechura de 30 tortillasporminuto a 600 la cual tiene un
sistema de apiladoy de conteo automático.
if
, troqueladora
En la máquina troqueladora (X-210) se realiza el proceso de cocción de la tortilla
de la siguiente manera:
La máquina trabajara a un rendimiento de 500 kilos por hora de tortillas,
deben
de tener las tortillas tres etapas de volteo
de 14,13 y 14 segundos cada una, en
las maquinas automáticas los mecanismos preven que la tortilla se cuezan en los
comales inferiores deacuerdoa
los parámetrosmencionadosqueimplican28
segundos de cocimiento por un lado y 13 segundos por el otro, al final las tortillas
del agua que
salen con una humedad del 48% . A partirdelacantidadteórica
requiere la masa se pudo determinar su nivel de absorción, de un kilogramo de
masa se obtienen 30 tortillas con una humedad del 48%. Cada tortilla mide 16 cm
de diámetro con un peso de 30-33 gramos y cuyo color y flexibilidad caen dentro
de la gama creada por la propiaindustriaparala
mejor aceptacióndeeste
producto en el mercado. Posteriormente las tortillas serán pesadas de un kilo las
cuales se empaquetaran (X-310)en bolsas de polipropileno y serán colocadas en
cajas para su posterior venta.
76
I RAMSA. S.A.]
DIAGRAMA DE BLOQUES DE PRODUCCION DE TORTILLAS DE
MAIZ-AMARANTO
-
MAIZ
i
./I&
RECEPCION DE MATERIA PRIMA
RJXEPCION DE MATERIA PRIMA
+
I
I
I
LIMPIEZA
1
AMARANTO
I
ACONDICIONAMIENTO HR 13%
LhPIEZA
ArRE
1
ACONDICIONAPvlIENTO HR 13%
f-
I
1
1
[
LIMPIEZA
-
-
ALMACENAMIENTO
1I
I
"
1
"
AGUA 111
CAL 0.2%
r
-
EXTRUSION
T=160 Oc VEL=100 rpm
I
LIMPIEZA
E,YTRUSION
T=7OoC: TORNILLO 60 rpnl
CAL 0.2%
+
CONSERVADORES
0 . 17%
MEZCLADO
I
:,
I
1
4
REHIDEUTACION Y AMASADO
1
PROCESO DE TROQUELADO Y
COCCION
1
PESADO 1 ~ O G R A M O
EMPACADO
TORTILLAS
77
1
I[
I
I
,
AGUA
LISTA DE EQUIPO
- Báscula de plataforma
x-1 1o,
B-11O, B-115
J-120 (A,B,C,D)
- Bandas vibratorias
- Elevador de cangilones
-Ventilador
1
- Silos
- Criba de malla imantada
- Báscula dosificadora
- Molino de martillos
- Extrusor
- Cisterna
- Báscula granataria
- Tolva receptora
- Troqueladora y mezcladora(Paquete)
- Empaquetadora
X-3
- Banda transportadora
- Bombas
F-I 1O, F-115 A,B
X-220, X-225
X-230, X-235
C-21O, C-230
R-220 (A,B,C) , R-210
x-2 1o
O
EQUIPO PRINCIPAL
- Silos
- Extrusor
- Troqueladora
-
F-11O, F-I15
R-220, R-2I O
X-21O A, X-21O B
C-21O, C230
Molino.
,
78
RECURSOS HUMANOS.
PROCESO
1 Operario de la báscula y encargado de la seguridad
1 Operario de la Mezcladora y alimentación de masa a la troqueladora
1 Técnico en control de calidad
2 Obreros en la recepción detortillas y pesado
1 Obrero en la recepción de la tortilla empacada ( Colocar producto terminado en
charolas)
1 Gerente de producción
TOTAL 7 PERSONAS EN PROCESO.
VENTAS
4 Repartidores paradistribuir en camionetas ( encargados de promover el
producto).
1 Secretaria
1 Gerente de ventas.
1 Gerente general
1 Secretaria
2 Intendencia
TOTAL 6 EMPLEADOS EN VENTAS
TOTAL 4 EMPLEADOS
TOTAL 17 PERSONAS COMO RECURSOS HUMANOS.
80
m
I “SA,
S.A.1
Tratamiento de
Aguas Residuales
,
81
m
TRATAMIENTO DE AGUAS RESIDUALES
RAMSA S.A
Generalmente las aguas provenientes de las industrias alimentarias son tratadas
biológicamente debido a que presentan gran cantidad de materia orgánica que
puede ser degradada por microorganismos.
Este tipo detratamiento biológico presentan importantes y atractivas ventajas
sobre los tratamientos aerobios :
1.- Presentan un costo menor en comparación conlos tratamientos aerobios
2.- No requieren energía para aireación, ya que los aerobios requieren
oxigenación por el metabolismo de los microorganismos de esteproceso.
3.- Generan biogas (Metano) útil comofuentedeenergía,
mientras que los
tratamientos aerobios la consumen.
4.- Generan pocos Iodos (biomasa), debidoalmetabolismo
de las bacterias
anaerobias que están involucradas en este tratamiento. Lo que evita el empleo de
digestores para tratar grandes cantidades de estos Iodos, como es el caso en
tratamientos aerobios.
la eficiencia de
Una desventaja importante de los tratamientosanaerobioses
remoción de sólidos suspendidos, la cual no es tan buena como el caso de los
tratamientos aerobios (85% y 95% respectivamente).
Basándose en estas razones decidimos utilizar un tratamiento anaerobio, de estos
tratamientos tenemos varios ejemplos:
1) Los tratamientos (fosa séptica, lagunas, Reactor lmhoff de la l a . generación,
contacto anaerobio y digestores).
2) Los tratamientos (Filtros anaerobios, ReactorUASB,de
la “da. generación
reactor de mamparas).
3) Los tratamientos (Lecho fluidizado, reactores con biomasa migrante AMBR, de
tercera generación reactores de lecho expandido) .
De los tratamientos biológicos anaerobios el reactor de lecho de lodos con flujo
ascendente UASB (Uftow Anaerobic Sludge) es el más utilizado y mejor por las
grandes ventajas que presentan.
1) Bajo costo de instalación, de operación y de mantenimiento.
2) Produce pocos Iodos (tiene unabajaproducciónde
sólidos biológicos de
desechos).
3) La actividad de los Iodos puede ser preservada después de varios meses sin
alimentación.
82
,,
4) Requiere poca energía para su operación.
5) Presenta construcción simple
6) Es aplicable a pequeña y gran escala
7) Produce energía enforma de metano comosubproductos.
8) Este proceso está ampliamente probado.
9) Es recomendable para casas habitación.
10) Permite reutilizar el agua residual ( útil para riego )
De acuerdo a las ventajas que ofrece un sistema del tipo antes mencionado y
tratando de dar una solución al problema de contaminación del agua. Las aguas
residuales de la planta serán tratadas con un reactor anaerobio de lecho de Iodos
con flujo ascendente UASB.
ANTECEDENTES
-
Sistema actual de nixtamal en la Ciudadde México.
Diariamente 2600 molinosdenixtamal
utilizan 4800 toneladasdemaíz,60
toneladas de cal y 15 millones delitrosdeagua
potable que cubrenlas
( Cámara
Nacional
del
Maíz
necesidades de
20
millones
de
personas
Industrializado 1994).
Además consumen 280000 litros de combustible que producen 3.681 millones de
litros de gases altamente contaminantes y nocivos por su alto contenido de óxidos
nitrosos, sulfurosos y de carbono.
En este proceso de Nixtamalización, para producir 7200 toneladas de masa , los
molinos envían al drenaje público 240 toneladas de sólidos, más de 10000 m3 de
agua caliente contaminada con 32 toneladas de cal. (Cámara Nacional del Maíz
lndustrializado 1994).
PROPUESTAS PARA MEJORAREL PROCESO
El desarrollo de un Sistema de Cocción y Reventado del Grano, en el cual no se
obtienen aguas de desecho comúnmente llamadas nejayote las cuales presentan
pH muy altos (12-14), temperaturas relativamente elevadas (40-70°C) y materia
en suspensión SS (cascarilla de maíz y granos rotos), (Duran de Bazúa 1990) Por
lo que se les considera altamente contaminantes.
Este sistema se conoce como extrusión alcalina, no produce afluentes, ya que se
le agrega la cantidad mínima necesaria para cocer el grano (1 parte de agua por
una de grano) y 0.02% de cal.
La cocción delgrano se lleva a cabo dentro del extrusor, por el calor producido de
fricción que se genera cuando el grano entra en contacto con la paredes de un
tubo sinfín quese encuentra girando.
83
,
I RAMSA, S.A.)
Por incrementar la fricción y el calor, se debe de disminuir el tamaño del grano a
fin de obtener una gran hojuela a la salida del extrusor la cual contendrá al grano
con toda y cascarilla.
. Se pretende la modernización de la producción masiva de las tortillas por medio
de las tortilladoras T-300, T400, T-900 que desplazarán a las antiguos modelos
T-I O0 y TI 50.
Se desea dar un tratamiento a las aguas residuales provenientes de la planta
productora de tortillas.
.
La empresa RAMSA contará con una planta de tratamiento de aguas residuales,
queson
generadas durante lalimpiezade
equipo durante la descargade
sanitarios, regaderas y lavabos .
Así tenemos que:
El total de desecho
la
de
planta.
= Agua de lavado de equipos + Descarga de sanitarios,
regaderas y
lavabos
instalaciones
La planta será abastecida con 6000 litros por día de agua potable proveniente del
parque industrial.
OBJETIVOS GENERALES
Las aguas provenientes de la planta serán tratadas con el fin de obtener aguas
con una calidad que nos permita reutilizarlas ya sea en lavados de automóviles y
calles o en riego de áreas verdes.
0 Con la instalación de laplanta se espera mejorar el problema de contaminación
de la aguasy como consecuencia el problema de abastecimiento de las mismas.
0
84
I
CARACTERíSTICAS DE AGUAS RESIDUALES.
El agua residual a tratar contendrá muy poca materia orgánica proveniente del
lavado de equipos (2 molinos, 1 amasadora, Itortilladora y pisos, 400 m2). Esta
agua se considera casi limpia en comparación con el agua residual proveniente
de sanitarios, la cual contendrá materia orgánica de origen fecal. Además estas
aguas a tratar contendrán pequeñas cantidades de grasas (del equipo y del aseo
personal de los trabajadores) y espumas (detergentes industriales con los que se
lava el equipo y jabones que se emplean enel aseo personal.). Tendrá un
pH = 7-8
Estas aguas pueden considerarse como “aguas residuales de tipo doméstico” ya
que no existen aguas residuales propias del proceso, y la carga orgánica está
dada por la descarga de sanitarios, regaderas y lavabos.
El volumen de agua que se empleara para el lavado de equipo aproximadamente
es de 1m3 día.
DESCRIPCIóN DEL PROCESO.
Este sistema tratará aguas residuales generadas de la empresa RAMSA. El agua
se tomará poco antes de la descarga a la red de drenaje, es decir, el agua que
sale de las coladeras se dirigirá a un tanque o canal que contiene una rejilla. Esta
rejilla tiene por objetivo la separación de sólidos de gran tamaño (Basura, bolsas
de plástico y partículas de gran tamaño etc.) , del efluente, con el fin de proteger
equipo como son las bombas. La reja se calcula inclinada con un ángulo de 75”
con respecto a la vertical.
Posteriormente estasaguas
pasarán a un tanque separador de grasasy
espumas, las cuales separaranmateria flotante incluyendo aceites,jabones,
residuos de lavado de los equipos.El separador de grasa y espuma será de forma
rectangularn un tiempo de retención de 10a 30 min la entrada está situada por
debajo de la superficie y la salida se encuentra en el fondo (Metcalf y Eddy).
Después el efluente pasará a un tanque de recepción de 3.4 m3 el cual retendrá
el agua para alimentarla a un segundo tanque de recepción reactor de 4m3, por
medio de una bomba centrífuga.
Este segundo tanque estará provisto de un flotador que le permitirá regular el
flujo que enviará al reactor USABA por gravedad.
El agua se descargará a la base del reactor USABA a través de un sistema de
distribución de aguas formado por tuberías de PC, provista de una válvula.
86
,
Las aguas alimentadasal UASB con TRH de 6h entrarán en contacto con una
cama de Iodos endondeseefectuará
la bioconversiónde materia orgánicaa
biogas y otros
productos
del
metabolismo
de
las
bacterias
fermentativas
acetogénicas y metanogénicas que se encuentran en el reactor.
El biogas producido, com,puesto principalmente por metano y CO,, se recogerán
en la parte superior del reactor para ser quemado por medio de un mechero ya
que la cantidad producida de éste es muy pequeña O. 1404 m3/día.
El efluente se descargara por la parte superior del reactor UASB hacia un tanque
5.1 m3 (cisterna), elcualalmacenará
el aguapara sus usos
deconcretode
futuros( riego de áreas verdes de la planta, lavado de automóviles y calles).
Filosofía operacional
La plantaelaboradora detortillas
maíz-amaranto se ubicaráenelparque
industrial
Cuautla
en
Morelos.
Este parque
industrial
cuenta
con
todos
servicios, incluyendo una planta de tratamiento deaguas residuales .
los
En caso de requerirlo se propone un tren de tratamiento de aguas residuales para
la empresa RAMSA S. A.
Esta plantade tratamientode aguas residualespodrá operaren condiciones
normales 300 días del año, 8 h diarias ( 1 turno ).
El proceso estará operando sometido a las condiciones ambientales imperantes
en el medio ( T= 19"C, Velocidad Del viento = I 5 m/s ).
La operación de la planta será manual siendo necesario a futuro el mantenimiento
y control
computarizado
de
las variables
más
delicadas
( temperatura,
condiciones que aseguran el crecimiento de biomasa, control de pH y nutrientes,
manejo de concentracionesy de regímenes de flujo).
El calendario de operación de la planta se ajustará al calendario de generaciónde
efluentes de la empresa M S A . S .A ., siendo una ventaja del proceso utilizado,
et hecho de poder detenerlo temporalmente,ya sea durante su operación diaria o
por periodos más largos de tiempo, sin sufrir p a esto alteraciones significativas
que dificultensu posterior arranque para operar normalmente.
87
m
El reactor se inoculara con Iodos provenientes de otros reactores similares o de
Iodos de fosas sépticas que tratan aguas de tipo domestico. Es necesario que el
volumen de lodo de
inoculo sea lo más grande posible, y que tenga suficiente
actividad y adaptación a las propiedades especificas del agua residual ( Weilland
y Rozzi 1991).
TREN DE TRATAMIENTO
Agua de lavado de equipo
1 m3 por día
y regaderas 3.5 m3/día
TRATAMIENTO PRELIMINAR
Trampa de grasa TRH= 30 min
TRATAMIANTO PRIMARIO
Tanque de Recepción
i
~ ~ ~ ~ . ~ . ~ . ~ ~ ~ ~ ~ ~ ~ ~ ............................................................................................
. ~ ~ ~ ~ . . . ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
20.Tanque de Recepción
TRATAMIANTO PRIMARIO
t
Reactor UASBTRH=
.
O 0.22 kg DBO/m3
0.05 kg DQOJ m3
6h
v= 3.4 m3 h = 2 m Vasc= 0.25m/h W=%5%
4
Cisterna
88
. O .O22kg DBO/m3
O. 1 kg DQO/m3
BALANCE DE MATERIA DE LA ELABORACIóN DE TORTILLAS DE
AMARANTO Y MAíZ.
BALANCE DE MATERIA
Las leyesdeconservación
ocupan unlugar especialenla
ciencia y en
y
ingeniería.Un balance demateriano
es otra cosa queunconteodelflujo
cambio de masa en el inventario de materiales de un sistema.
Acumulacidn
(de masa en)
el sistema
Entrada
de
Salida de
del sistema
Corrientedel
flujo
entrada
de
Generación
( masa a través I - ( masa a través I +
de los limites
de los limites
el
=
+
{ de masa en }
sistema
-
Consumo de
( masa en el } ...............................................
sistema
(I)
del sistema
El sistema enelque
se efectua el +
balance
materia
de
Comente
de flujo de salida
La ecuación ( 1 ) se reducea la ecuación (2) en los casos en los quenohay
generación (o consumo) de materia dentro del sistema.
Acumulacidn = Entrada - Salida .....................................................................
(2)
y después se reduce a la ecuación (3) cuando tampoco hay acumulación dentro
del sistema.
Entrada = Salida
......................................................................
:..................... (3)
Si no hay flujo que entre o salga del sitema la ecuación (3) se reduce al concepto
básico dela conservacióndeuna
especie demateria,dentrodeunsistema
cerrado aislado.
Acumulación
=
Generación
-
Consumo
89
...........................................................
(4)
Es inherente a la formulación de cada uno de los balances anteriores, el concepto
de un sistema para el cual se realiza el balance.
I
Por sistemaentendemoscualquierporciónarbitraria
o completadeunproceso
establecido específicamente por el ingeniero para
el análisis.
BASE DE CALCULO
Se utilizó como base de cálculo, las cantidades de maíz y amaranto que se
requieren
para
la
elaboración
de
1 700 ton/año
de
tortillas,
cantidad
que
corresponde a la capacidad de diseño de la planta.
Datos:
A= 215 ton/año
M= 860 ton/año
Donde
A = Cantidad de amaranto requeridapor año
M = Cantidad de maíz requerida por año
Al = Cantidad de amaranto después del cribado
T = Tamo (ton/año)
BALANCE GENERAL EN LA PRIMERA LIMPIEZA PARA EL AMARANTO
Banda vibratoria con tamiz
A
-
”
Entrada = Salida
A=T+Al
El rendimiento en la primera limpieza es del 99.5% (Kent, 1986)
90
m
Chlculo de A, y T
Al = (0.995)(215 ton/año) = 214 todañ0
T = A - A, = (215 - 214) ton/año = 1 ton/año
BALANCE DE MATERIA EN EL SECADO
Ventilador centrífugo
Al
A2
W
Datos:
A,= Cantidad de amaranto que entra al secado
A2=Cantidad de amaranto que sale del secado
W = Cantidad de agua removida
Entrada = Salida
Balance de materia seca
Al( 1O0 - HI) = A4 1O0 - H2)
Donde:
A, = ton/año
H, = Humedad inicial del amaranto =20 % B. H.
HZ= Humedad final del amaranto =13% B. H.
Y1
Así:
A2 = ((214ton/año)(l00 - 20))/ (I00 - 13)
A2 = 199 tonlaño
W = Al - A2 = 15 ton/año de agua removida
BALANCE DE MATERIA EN L
A SEGUNDA LIMPIEZA
1
Criba
A
-T1
&= Cantidad de amaranto después de la segunda limpieza
T1= Cantidad de tamo
Entrada = Salida
El rendimiento en la segunda limpieza es del 99 %, por lo tanto:
= O. 99A2
& = 197ton/año
TI = A2 - A3
T1 = 2 ton/año
A3
,
92
m
BALANCE DE MATERIA EN EL PRE-ACONDICIONAMIENTO
1
- &
A3
W, = Cantidad de agua necesaria para el preacondicionamiento
& = Cantidad de amaranto después del preacondicionamiento
Entrada = Salida
&=&+W
Balance de materia seca
H3= Humedad del amaranto antes del preacondicionamiento
H4= Humedad del amaranto después del preacondicionamiento
A3 (100 - 13) = & (100 - 20)
& = As( 1O0 - 13) / (100-20)
& = 212 ton/año
w1 = & - A 4
W, = 15 ton/año
,93
m
BALANCE DE MATERIA PARA EL EXTRUSOR
20% B.H.
80% M.S.
--*
--+
&
160b B.H.
84% M.S.
W2= Agua necesaria para la extrusión
C = Cantidad de cal requerida
A5 = Hojuelas extrudidas
Entrada = Salida
La proporción que se
agrega
de agua y cal
respectivamente en relación al peso del grano.
es de 1:I y 0.2%
Así:
A4 + C + W2 = A5 + Pérdidas de material
Tenemos que:
C = 0.0024 =0.424ton/año
W2 = & = 212 ton/año
El rendimiento teórico en la extrusión es del 99.5%, si se realiza un balance de
materia-secaen el extrusor se tiene lo siguiente:
Balance de materia seca
A4 (0.80)+ C = & (0.84)(0.995)
Tenemos que & es igual a
& = 202 ton/año
94
Pérdidas de material = 0.8 ton/año
BALANCE GENERAL EN LA PRIMERA LIMPIEZA PARA EL MAíZ
Banda vibratoria con tamiz
M
".
*
"i
.
"
"
M1
T
M = Cantidad de maíz requerida por año
M,= Cantidad de maíz después de la limpieza
T = Tamo que sale de la criba
Entrada = Salida
M=T+MI
El rendimiento en la primera limpieza es del 99.5% (Kent, 1986), por lo que
M1
= 0.995 M
Cálculo de M, y T
M, = (0.995)(860 ton/año) = 856 ton/año
T = M - M,= 4 ton/año
,
95
BALANCE DE MATERIA EN EL SECADO
Ventilador centrífugo
W
M2= Cantidad de amarantodespués del secado
W = Cantidad de agua removida
Entrada = Salida
M1 = M2 + W
Balance de materia seca
Ml(100 - HI) = Mz(100 - H2)
Donde:
M1= 856 todañ0
HI = 20 % B. H.
H2= 13% B. H.
Así:
M2= (856 ton/año)(1O0 - 20))/ (1O0 - 13) = 1085 tonlaño
W = Ml - M2= 60 ton/año de agua removida
96
[ RAMSA, S.A.1
BALANCE DEMATERIA EN LA SEGUNDA LIMPIEZA
I
M3
M3 = Cantidad de maíz que sale de la criba
T1 = Cantidad de tamo que sale de la criba
Entrada = Salida
El rendimiento en la segunda limpieza es del 99 %, por lo tanto:
M3=788 tonlaño
T, = 8 tonlaño
BALANCE DE MATERIA CN
EL PREACONDICIONAMIENTO
98
W,= Agua requerida para preacondicionamiento
M4= Cantidad de amaranto que sale delpreacondicionamiento
Entrada = Salida
Balance de materia seca
M3(100- 13) = M4(100 -20)
M4= 847 ton/año
W, = 59 ton/año
B A L A N C E D EMATERIA PARA EL EXTRUSOR
M5
14% B.H.
86% M.S
C
0.2%de M4
Ms = Cantidad de hojuelas que salen del extrusor
C = Cantidad de cal requerida
W2= Cantidad de agua necesaria parala extrusión
Entrada = SalidaM4+ C + W2= M5+ Pérdidas de material
99
m
Tenemos que:
C = 0.002M4= 1.7 ton/año
W, = M4= 847 ton/año
El rendimiento teórico en la extrusión es del 99.5%, por lo que
Balance de materia seca
M4(0.80)+ C = Ms (0.86)(0.995)
M5= 790 ton/año
Pérdidas de material = 3.4 todañ0
BALANCE DE MATERIA EN LA AMASADORA Y TORTILLADORA
Agua
1-1
M5 14% B . H
AS 16% B.H.
Sal
TORTILLAS
__*
48%B.H.
Propionato de sodio
Sorbato de potasio
CMC
Masa
55% B.H.
M5= Hojuelas de maíz
& = Hojuelas de amaranto
Entrada = Salida
La proporción de los conservadores y aditivos es la siguiente en relación al
peso de las hojuelas extrudidas.
I
Aditivo
I
I
Sal
Propionato de sodio
I
Sorbato de potasio
CMC
Prnwrcitm
1
0.2%
0.05%
I
O.W%
n n7ax
I
tonlafin
Cantidad
en
1.98
~
~~~~~
0.486
0.497(pureza del 99.6%)
nmA
1O0
I
Balance de materia seca
Tenemos que
M5(0.86) +A5(0.84) + Aditivos = Masa (0.45)
Masa = 1894 ton/año
RENDIMIENTO EN LA CONVERSIóN MASA A TORTILLAS DEMAíZ Y
AMARANTO
1 ton masa
1894 ton
0.9 ton tortillas
X
X = 1706 ton/año .............. Capacidad de diseño de la planta
,
101
I
HOJA DE DATOS
No.
No.
No. pag
REV
1B
PREPARA-RAMSAAPROBADO POR
ío2
m
TADORES
S.A.
RAMSA, S.A.
TRANSPORTADORES DE SOLIDOS
ESPECIFICACIONES DE PROCESO
PROYECTO: Elaboración de tortillas de maíz y amarantoNo.
Proy. :
Transportador vibratorio con tamiz
NOMBRE DEL EQUIPO:
EQUIPO NUMERO
B-110, B-115
Req.
No.
2
r
Datos
Capacidad Normal
Capacidad Diseño
Capacidad Mínima
96-P-O3
Peso hectolítrico:
Amaranto: 76.9 kg
78.0 kg
Maiz:
20 ton/h
20 ton/h
10 ton/h
Angulo de reposo: 35O
Humedad relativa: 20%
Transoortador comDortamiento
3
Potencia
I
Transportador construcción
Transportador Tipo
Posición:
Longitud:
Ancho:
Transmisión negativa
Eléctrico
Horizontal
12 m
76 cm
Parte
Material
Malla (1 0/64)
Acero
I
I
AIRE
,
1
REVISION: B
I
I
FECHA: 5-10-96
I
DESCRIPCION
RAMSA, S.A.
RAMSA,
I APROBO
ESPECIFICACIONES DE PROCESO
I03
'ROYECTO: Elaboración de tortillas de maíz y amaranto
No. Proy. :
Elevador
de cangilones
IOMBRE DEL EQUIPO:
iQUlPO NUMERO
J- 110, J-115
Req. No.
Datos
Capacidad Normal
Capacidad Diseño
Capacidad Mínima
96-P-O3
2
Peso hectolítrico:
Amaranto: 76.9 kg
Maíz:
72.7 kg
1O tonih
14 ton/h
5 tonih
Angulo de reposo: 35O
Humedad relativa: 13%
-ransportador comportamiento
3
Potencia
hP
-ransportador construcción
-ransportador
Tipo
Descarga
centrífuga
Eléctrico
Zlevación
m de12.5
centros:
40. De cangilones
35
x 0.13m x 0.14m
limensiones del cangilón:0.2m
:spaciamiento
entre
cangilones
m
0.35
pm del eje principal
41
/elocidad de los cangilones
1.14
mls
Anchura de la banda
0.23 m
carbón
Banda
~~~~
I
REVISION:
B
I
I
0-96
FECHA:
5-1
~
~~
DESCRIPCI~N
RAMSA, S.A.
104
I
[ APROBO
RAMSA,
S.A.
MOLINOS
ESPECIFICACIONES DE PROCESO
DROYECTO: Elaboración
de
tortillas
de
maíz y amaranto
\IOMBRE DEL EQUIPO:
Molino
de martillos
EQUIPO NUMERO
C-21O. C-230
No. Proy. :
Capacidad Mínima
Capacidad Diseiio
Capacidad Máxima
96-P-O3
2
No. Rea.
Alimentación
Granoal 20% dehumedad
Hojuelasextrudidas14-16%de
humedad
250 kglh
500 kg/h
480 kglh
Molinocomportamiento
Potencia
7.5
hP
Molinoconstrucción
Molino
Tipo
Parte
Tolva de alimentación
Martillos
Tomillo de alimentacin
Material
Acero inox
Acero inox
I
I
ulverizer
Martillos, Micro-P
Eléctrico, 3 fases,220 V
0.3
m
Diametro
del
rotor:
rpm máximas
6,900
Aimentación
controlada
sellada, abertura
angosta
y alta
velocidad.
Tamaño máximo de la partícula alimentada:
3.8 cm
Malla
no. 20
Dimensiones:
I
II
I
REVISION: B
I
I
I
FECHA: 5-10-96
105
DESCRIPCI~N
II
I
APROBO
ADORES
S.A.
RAMSA,
ESPECIFICACIONES DE PROCESO
No.Proy. :
PROYECTO:Elaboraciónde
tortillas de maíz y amaranto
Elevador de cangilones
NOMBRE DEL EQUIPO:
EQUIPO NUMERO
J-120
96-P-o3
2
No. Req.
Datos
Capacidad Normal
Capacidad Diseño
7
Capacidad Mínima
5 ton/h
tonlh
1 tonlh
Peso hectolítrico:
Amaranto: 76.9 kg
Maíz:
72.7
kg
Angulo de reposo: 35O
Humedad relativa: 13%
Transportador comportamiento
Potencia
1.5
hP
Transportador construcción
De
Transportador Tipo Descarga centrífuga
Eléctrico
Elevación de centros
9.5 m
No.
cangilones
32
0.15 m x 0.10 m x 0.10 m
Dimensiones del cangilón
Velocidad de los cangilones 1.14 m/s
43
rpm del eje principal
Espaciamiento entre cangilones 0.3 m
Anchura de la banda
REVISION: B
I
I
FECHA: 5-10-96
Parte
Cangilón
Material
Acero
Banda
Acero
I
I
I APROBO
DESCRIPCION
RAMSA, S.A.
106
m
HOJA DE DATOS
No.
No. pag
6
B No. REV
PREPARADO POR -RAMSA
APROBADO POR
I
PLANTA: Elaboraci6n
de
tortillas
UBICACION: Cuautla. Mor.
I No.Equipo:
PROYECTO: %Pa3
Tolva
SERVICIO: Almacenamiento
hojuelas
de
de amaranto y maíz extrudidas y Nombre:
preacondicionamiento
I
I
TAMAÑO
DIAMETRO: 42 " ALTURA: 4 R
GRAVEDAD ESPECIFICA
NO. REQD : 4 ( F-210.
F-215)
CAPACIDAD 250 gal
DIBUJOS DE REFERENCIA
DATOS DE DISEÑO
CODIGO: API
PRESIóN DE DISEÑO:
DISEÑO
TEMP.
PRESION DE OPERACION:
TEMP.
OPER
CORROSION PERMITIDA: 0.125 in
CARGA DE VIENTO:
COMENTARIOS
No. Y TIPO DE CHAROLAS.
ESPESOR DE LA PARED: 3/16"
PESO DE LA TOLVA : 540 lb
RELAVADO DE ESFUERZO (SI) (NO)
MATERIAL: ACERO INOXIDABLE
PRUEBAS:
RADIOGRAFIADO (SI) (NO)
I
-
107
1
1
ESPECIFICACIONES DE PROCESO
PROYECTO: Elaboración de tortillas de maíz y amaranto
SUPER T-300
NOMBRE DEL
EQUIPO:
EQUIPO NUMERO
X-21 OA, X-21 OB
No. Proy. :
96-P-O3
No. Req.
2
Datos
Capacidad
Alimentación:
Harina de amaranto y maíz en
proporción 20:80, agua y
conservadores.
TORTILLAS
500 kglh
Tortilladora comportamiento
Potencia
Flujo de alimentación
Gas consumido
Tortilladora descripción
13
548
21.7
hP
kqlh
m lh
La super T-300 consade un amasador continuo en el cual
se dosifican las harinas y se agrega el agua necesaria para
el aasado así como los conservadores. La masa del aasador
continuo cae al alimmentador de donde pasa al cabezal de
rodilos que genera las tortillas . En el homo con control de
temperatura y encendico automático, se cuecen las tortillas,
que luego son llevadaal enfriador y al contador -apilador.
REVISION
FECHA
Partes
Amasador continuo
Alimentador
Cabezal de rodillos
Horno
Enfriador
Contador apilador
DESCRIPCION
108
masa
Acero inox
Acero inox
APROBO
I
RAMSA,S.A.
EXTRUSOR
ESPECIFICACIONES DE PROCESO
BROYECTO: Elaboración de tortillas de maíz y amarantoNo.
VOMBRE DELEQUIPO:
Extrusor de bajo costo (LEC)
EQUIPO NUMERO:
R- 210A, R-2106, R210C, R-220
Datos
Capacidad
150 kg/h DE ALIMENTACION
Proy. :
96-P-O3
Req.
No.
4
Alimentación:
No.
De
malla de las
harinas
Crudas : 20
Contenido de Humedad : 13%
Proporción agua
:
grano
alimentada : 1:l
Proporción de cal : 0.296 en b.s.
Transportador comportamiento
Potencia
Flujo de alimentación
Extrusor descripción
I
I
30
hP
kg/h
150
Partes
Tomillo
Alimentador
Cuerpo
Extrusor tipo
Autógeno
sin boquilla
50-60 ciclos, 220 V
Motor:
Eléctrico,fases,
3
Potencia:
30 hp
Con reductor de voltaje, cubierta protectora térmica
Velocidad de giro: 450 rpm
Relación UD
7
Botón de arranque y amperímetro
Suministro total de energía al producto: 0.07 kWh/kg
Velocidad de alimentación:
Presión de operación :
17,000kPa
Temperatura máxima del producto: 149 OC
Material
Acero inox
Acero inox
Cubierta
protectora
térmica
P
........ ........
I
I
........ .......... ..____._
__......
. .....
1
I
REVISION:
B
I
I
.."
FECHA: 5-10-96
DESCRIPCION
RAMSA, S.A.
109
I
I
I APROBO
HOJA DE DATOS
B
No.
No. pag
No. REV
9
PREPARADO POR "RAMSAAPROBADO POR
T
I
I
NO
I REVISION. B
I
I
I
I
I
I
I
I
I
I
APROBADO
I
I
I FECHA: 5fO-96
RAMSASA.
CRIBAS
110
I
ESPECIFICACIONES DE PROCESO
PROYECTO: Elaboraciónde tortillas de maíz yamarantoNo,Proy.
NOMBRE DEL EQUIPO:
Criba para maíz y amaranto
EQUIPO NUMERO
X- 220 , X-225
Req.No.
:
I
96-P-O3
2
Datos
Maíz
Amaranto
kglh
500 kglh
50 kglh
Capacidad
Normal
400
Capacidad
Diseño
Alimentación:
Dimensiones de las semillas:
Maíz:3 x 5 mm
Amaranto: 1-1.5 mm
diámetro
de
Capacidad
Mínima
1000 kglh
1000 kglh
200 kglh
Cribasdescripción
No. De malla
in
45
10164 in
12/64
maíz:Criba
amaranto:
Criba
Partes
Inclinación Hierro Malla imantada
45 O
Soportes
!
REVISION
B
MMSA,S.A.
I
I
Madera
O
I
FECHA: 5-10-96
Material
I
I
I
DESCRIPCI~N
I APROBO
M M S A , S.A.
DOSIFICADORAS
1
ESPECIFICACIONES DE PROCESO
'ROYECTO:Elaboraciónde
tortillas de maíz y amaranto
No.Proy. :
JOMBRE DEL EQUIPO:
Báscula dosificadoraparagrano y harina
iQUlPO NUMERO
X-235 X-230,
Req.
No.
96-P-O3
2
Datos
~~
~
:apacidad
200kg
I
3áscula descripción
Partes
Tolva
I Material
I
I
I Acero inox
Iimensiones
I
REVISION: B
I
1
I
5-10-96
FECHA:
"SA,
112
DESCRIPCI~N
S.A.
I
I APROBO
I
anto
RAMSA,S.A.
BASCULAS
ESPECIFICACIONES DE PROCESO
No. pray. :
de
tortillas
de
maíz y amaranto
’ROYECTO: Elaboración
\IOMBRE DEL EQUIPO:
Báscula de plataforma
IQUIPO NUMERO
x-I Io
Datos
2apacidad
No. Req.
96-p-03
I
10 ton
3ásculadescripción
I Material
I Acero
al
Partes
de
Báscula
plataforma
de
para
pesado
jranos
y maíz
y recepción
Plataforma
de
I carbon
1
Dimensiones
6m
REVISI~N
B:
b
I
1
I
FECHA: 5-1 0-96
I
DESCRfPClÓN
RAMSA, S.A.
‘ I
113
1
I APROBO
RAMSA,S.A.
BÁSCULAS
ESPECIFICACIONES DE PROCESO
PROYECTO: Elaboraciónde tortillas demaízyamaranto
Báscula dosifícadora
NOMBRE DEL EQUIPO:
EQUIPO NUMERO
x-21o
Req.
No.Proy.
No.
:
96-P-O3
1
~~
Datos
Capacidad
Básculadescripción
1 ton
Báscula para pesado de hojuelasextrudidas
1
Partes
Tolva
I Material
I
I
REVISI0N:B
APROBO
DESCRIPCION
FE
Análisis
tconomlco
115
ESTIMACIóN DE INVERSIONES Y COSTOS
Inversión Fija
La inversión inicial comprende la adquisición detodos los bienes tangibles e
intangibles necesarios para iniciar las operaciones de la empresa, con excepción
del capital del trabajo.
TABLA 1
~ONCEPTO
ACTIVOS FIJOS
TERRENO Y ACONDICIONAMIENTO
OBRA CIVIL
MAQUINARIA DE PRODUCCI~N
IMPREVISTOS (10% MAQUINARIA)
SERVICIOS AUXILIARES E INSTA.
COMPLEMENTARIAS
EQUIPO DE TRANSPORTE
OMPUTO DE LEQUlPO
RIDOS
COSTO TOTAL ($)
1 080,000
72 1 O00
2,396,000
240,000
194,000
150.000
32,0001
TOTAL INVERSIóN FIJA TANGIBLE
IACTIVOS
[INVESTIGACIóN Y ESTUDIOS
PREVIOS
GASTOS DE CONTRATO
CAPACITACION DE PERSONAL PUESTA EN
MARCHA
CONSTITUCION LEGAL DE LA EMPRESA
4,813,000
I
1
FUENTE: Anexo 1-6
300.0001
48,000
144,000
.
ITOTAL INVERSIóN DIFERIDA
!TOTAL INVERSIóN FIJA
I
15,000
507,0001
I
5,320,0001
I
P
N
P
C
C
anca
? P
3
3
3
C
C
2-L
O 0
-
4
\
"
C
C
C
-
4
"
C
C
C
-
..C
9
C
C
-
1:
C
C
C
C
-
CI
C
C
C
C
h
h
C
U
C
C
C
-
S$
2
P
P
PC0
O 0
O 0
-5
P
P
PC0
O 0
O 0
"5
P
P
PC0
O 0
O 0
2
P
P
PC0
O 0
O 0
-5
PP
A
o
w
-=
c
c
c
G:
..c
c
c
c
ci
.!!
c
c
c
G:
c
c
c
O 0
O 0
-JN
-u
.
!
N
..*
O 0
O 0
O 0
v " c
c
O m
S
w " 1
co '1 ..u
cn V I P
O o
c
O o
c
0
2
0
2
co '1 S
o, u l b
O o
c
O o
c
co 'r
(5, V
O o
O o
W
N
O
O
w
c
c
-
.!!
o
c
V
I*
o
c
"
-U
o
O
o
C
c
:
,c
c
c
c
_a
I 4
.'1
t.
-c
c
c
c
PC0
W
0
0
0
-o
O
C
C
c
U
m
O
D
m
h
Capital de Trabajo.
TABLA 4
CONCEPTO
Año 1
EFECTIVO ENCAJA
COSTO DE PRODUCCION:
I
m
ELECTRICIDAD
¡ C l D A D
COMBUSTIBLE
AGUA
IEMPAQUES
I
MANO DE OBRA DIRECTA (*)
MANO DE OBRA INDIRECTA (*)
GASTOS DE ADMON.Y VENTAS
MANTENIMIENTO (7% DE COSTO MAQUIN)
SEGUROS (3% MONTO INV INICAL FIJA)
IMPUESTOS SOBRE LA PROPIEDAD (2%
TERRENO)
CUENTAS POR COBRAR
105,000
5.0001
5.000
300
2.000
11.oool
5,000
14,000
65,000
1,O00
150
1,800
366,000
I
INVENTARIO DE MATERIA
PRIMA
1
IMAIZ
lCAL
k A L Y CONSERVADORES
I
I
4.3051
IlNVENTARlODEPRODUCTOTERMINADO
I
29.0001
I
1.127.0001
AMARANTO
]TOTAL CAPITAL
DE
TRABAJO
FUENTE: Anexo 7
($1
627,000
505,0001
117,8331
251
,
119
o
u,
C
c
3
c
D
2
D
m
313
u,
mr
U
rn
u,
m
m
c)
L
N
O
"4
h)
CD
CD
h)
Y
O
O
O
u
"
CD
m
h)
Y
O
O
O
VI
Y
' %00
"
O
O
O
"m
-l
u
"00
O
O
O
03
"
u
O
"00
O
O
O
t)
D
o
ócn
v)
O
m
2
7
z
D
z
jl
I
I
o
m
A
O
o,
-I
-
N -
v)
n
c
-
O
v)
i
I RAMSA, S.A.1
COSTOS VARIABLES ($)
AÑO 3
AÑO 2
AÑO 1
AÑO 5
AÑO 4
2,992,000 3,962,000 5,408,000 6,738,000
8,308,000
COSTOS FIJOS ($)
ANO 3
AÑO 2
AÑO I
AÑO 4
AÑO 5
1,859,000 2,008,000 2,108,000 2,224,000
2,341,000
PRESUPUESTO DE EGRESOS ($)
I
TABLA 5a.
I
ANO 1
I
AÑ0 2
AÑ0 3
I
I
AÑ04
I
AÑ05
I
4,851,0001 5,970,000/ 7 3 16,00018,962,0001 10,649,000]
PRESUPUESTO DE INGRESOS ($)
Para efectos de cálculo se propone el primer año
un precio al intermediario del
30% más del costo unitariode producción, apartir de éste un aumento anual
proporcional al de la inflación (20 %).
PROGRAMA DE VENTAS
TABLA 5b
AÑO
I
VENTAS
I
(S)
1
2
3
4
5
I
I
800
1,000
1,200
1.400
1.6001
I
PRECIO
UNITARIO ($)
5.50
6.60
7.80
9.30
10.80
122
I
INGRESOS
I
(S)
4.394.000
,--6,591,000
9,412,000
12.957.000
17.326.0001
I"
I
z?
C .
O
v)
3.
w
c
w
N
al
(o
v)
3
al
2
2.
E
2.
"L
C
n
N
o
O
O
O
O
0
0
0
0
0
0
0
0
0
A
"L
2
o
10
C n P
O
-
0
0
"L
"L
in
2
P c n
"
L 0o
m
"
O
O
O
0
0
0
0
0
0
0
0
0
w w c n w
P
O
P
N
- . m a - c n
O
O
O
0
0
0
0
0
0
0
0
0
n
(D
GRAFICA DE PUNTO DE EQUILIBRIO
PUNTO DEEQUILIBRIO ENTRE INGRESOS Y EGRESOS
18000000
16000000
VI
14000000
2m
12000000
-m
3
10000000
el
n
el
8000000
U
c
-
6000000
O
4000000
2000000
O
1,200
1,000
1,400
VOLUMENIXVENTAS (Toneladas anuales)
124
1.600
Financiamiento
0
ProgramaPROMIN(ProgramaUnicodeFinanciamiento
Industrial)
a la Modernización
Para simplificar los trámites y esquemas operativos de descuento, NAFINintegro en un
sólo programa, el PROMIN, los programas parala Micro y PequeñaEmpresa;de
Mejoramiento del MedioAmbiente;
de DesarrolloTecnológico;de
infraestructura
Industrial y de Modernización.
Se puede obtener recursos para:
0
0
O
0
0
0
0
Capital de trabajo.
Activo Fijo.
Desarrollo de tecnologías.
Infraestructura tecnológica.
Contratación de asesorías.
Reestructuración de pasivos.
Mejoramiento del Medio Ambiente.
Características del crédito:
Plazos. Podrán ser hasta de 20 años dependiendo del tipo de crédito, incluyendo el
año de gracia.
El monto máximo de crédito para la pequeña industria es de $12,000,000.
La tasa de interés depende del tipo de empresa (Micro, Pequeña, Mediana ó Grande).
.En nuestro caso, Bancomer S.A. será el intermediario financiero que pondrá en
operación los instrumentos y mecanismos financieros para que a través de éstos se
logre la canalización de recursos hacia laempresa.
FUENTE: Nacional Financiera, Insurgentes Sur 1971, Torre 111 - Piso 2.
Bancomer S.A., AV Universidad 1200, Col Xoco. México D.F.
125
I
Origen y Aplicación de Recursos
Nuestra inversión total es:
FUENTE: Tabla 1
TABLA 7
DESTINO RECURSOS PARTICIPACIÓN MONTO $
CAPITAL DE TRABAJO ACCIONISTAS
BANCOMER
INVERSION FIJA
ACCIONISTAS
BANCOMER
PLAZOIAÑO DE
GRACIA
INTERÉS
788,900
338,100
3,724,000 TIIE+10
1,596,000
3 AÑOS/ 1 AÑO
~
TIIE+10
5 AÑOS/I AÑO
I ) TllE = 25.08. 4 de octubre de 1996
2) El monto y las condiciones definitivas dependerán de la capacidad de pago de la
empresa
Cálculos de los gastos financieros y pagos del principal.
Gastos financieros son losinteresesque se deben pagar en relación con capitales
obtenidos en préstamo. Para el caso del proyecto, estos gastos derivan del préstamo
que se tramitará vía PROMIN.
La Ley del Impuesto sobre la Renta , articulo 24, fracción Vlll dice: "Son deducibles de
impuestos los intereses pagados por capitalestomados en préstamo,siempreque
estos se hayan invertido en los fines del negocio". Esto implica que cuando se pide un
y pago de
préstamo] hay que saber el tratamientofiscaladecuadoalosintereses
principal, lo cual es un aspecto muy importante en el momento de realizar la evaluación
económica.
'126
FORMA DE PAGO
CRÉDITO
PARA CAPITAL DE TRABAJO
Monto
$338,1O0
35.8 %
Interés
1 año
Plazo
6 meses
Gracia
CRÉDITO
PARA INVERSIóN FIJA
TOTAL DE GASTOS FINANCIEROS POR INTERESES
TABLA 8
1
2
3
AÑO
4
5
692,408 692,408
491,192 607,074
INTERESES (S)
333,823
TOTAL DE PAGOS A CAPITAL POR AÑO
TABLA 9
AÑO
PAGO ($)
1
2
O 238,361
3
4
5
344,318 323,695
395,448
127
D
n
O
-I
O
z
m
v,
I
"
T,
b
e
4
P
P
O
O
O
2
h)
co
O
O
w -m
w w
-2 g
O 0
O 0
(RAMSA, S.A.1
n
I RAMSA, S.A.1
Con los valores de FNE se procederá a
la Tasa Interna de Retorno (TIR).
calcular el Valor Presente Neto (VPN) y
CALCULO DEL VALOR PRESENTE NETO (VPN)
-
ANO
O
1
2
FNE
-5,320,000
547,000
1,139,000
1,793,000
2.877.000 4
6.434.0001
3
I
5
I
FUENTE: tabla 11
Para el quinto año FNE = FNE + VR.
Del cálculo dedepreciaciónyamortización,setieneunvalor
igual a $2,209,000.
Se tiene una inversión fija de $ 5,320,000.
de rescate (VR)
Se propone parafinesdecálculo
un valor de TasaMínima
Aceptable de
Rendimiento(TMAR)superior
al de la inflación proyectada para 1998 por el
Banco de México (19Oh) con un premio al riesgo de 10 %.
Resulta:
TMAR
29
VP N
- 536,280
Por el valor negativo de VPN, se concluye que el proyecto da una TMAR inferior a
la propuesta. Por medio de prueba y error se buscará el valor de TMAR para el
cual VPN es igual a cero, éste valor
de TMAR será la Tasa Interna
de Retorno
(TIR).
L
29
25
I
30
26
I
I
-~
I
I
TIR =
1
-536,280
51.288
.-668.972
-104.706
~
25.3
I
1
Con esta TIR se compensa una
riesgo.
inflación de 19% y tiene un 6.3 O
h de premio al
130
o
O
-
4
z
o
m
A
U
i3
o
Z
m
d
z
cn
D
mmmmmm
IIII II II
II
..
II
" r - r - r P W I U
c
W
c
-4oD0Lno0
..a 9-m 9
..-4
000000
000000
000000
O
O
C
D
z
gg
5
z
Anexo 1
Terreno y Obra Civil
1. TERRENO. Se tiene un terreno de 1 200 m' , el costo por m* es de
$900,precios
vigentes de 1996. En elcosto del terreno se incluye gastos notariales.
2. OBRA CIVIL.Comprende la construcción física delinmuebley
las instalaciones
eléctricas y de gas. Los precios de construcción depende de cada área de la obra
civil. Setomaráncomo la basela información proporcionadapor la Constructora
Guma y Asociados, S.A.de C.V.
PRESUPUESTODELTERRENOY
OBRA CIVIL
CONCEPTO
TERRENO
OBRA CIVIL
AREA DE RECEPCI~NDE MATERIA PRIMA Y
PRODUCTO TERMINADO
FUENTE: Datos calculados con base a la
constructora Gumay Asociados, S.A. de C.V.
Angel Urraza 1107-1. Col Valle, México D.F.
132
m2
C. UNITARIO $ C. TOTAL $
900 1,080,000
1,200
45
400
18,000
Presupuesto de Maquinaria
EXTRUSOR
EXTRUSOR
BANDA TRANSPORTADORA
TROQULADORA (TORTILLADORA)
TROQULADORA (TORTILLADORA)
R 220 B
R 220 C
100,000
100,000
J 310
3,000
X210 A
390,000
X 220 B
390,000
X 310 EMPACADORA
80,000
2,396,000
TOTAL
$133,
Anexo 2
Maquinaria de Proceso
El costo de la maquinaria se obtuvo a través de los siguientes proveedores y asesores.
PROVEEDOR
Autopista
C.V.
JERSA
de
México-Queretaro
S.A.
3069-854040,
I
México.
Edo.
SlEGLlN
México
S.A.
de
C.V.
COLOMAREN S.A.
DIRECCI~N
I Tlanepantla
.I
Tel. 3-9031 17
Sor Juana I. de la Cruz
54,
54000,
Tlanepantla, Edo de México.
Te1 3 90 21 77
Plutarco Elias Calles290, Reyes Iztacalco,
México D.F.
Echegaray, MéxicoD.F.
Nieto
Casa
I
I México D.F.
,
~
S
Iztacalco,
Tel: 657 91 33
Comerciante de varilla
Gerente de Presupuestos de Constructora
ARKA
Dr. Ma. Del Carmen Dúran de Bazua Investigadora dela UNAM
, Manual del Ingeniero Químico. Perry. ISr. Adolfo HernandezO.
Arq. Natividad Hernandez Martinez
134
Anexo 3
Equipo Auxiliar
TOTAL
C.UNITARIO C.
CANTIDAD
CONCEPTO
3
3
MESA DE MADERA
CARROS DE TRANSPORTE DE ALUMNI0
TOTAL
FUENTE: Cotización directa.
300
450
900
1,350
2,000
DIRECCIóN
EQUIPO
PRECIO
PROVEEDORES
Racks, S.A. de C.V. Aviación
Comercial
40, Racks,Mesade trabajo, $2,000
Fracc.Ind.PuestoAéreo, Estanteria,
Charolas,
México D.F. Tel. 784-2498 Carros transportadores
Dirección
Anexo 4
Servicios auxiliares e instalaciones complementarias
.Comprenden:
subestación
eléctrica, tanques
de
gas estacionario, planta de
tratamiento de aguas, equipo de oficina y de laboratorio, equipo de seguridad industrial
de
(estinguidores, guantes y mascarillas) y equipo detransporte.Comoequipo
transporte se adquirirá dos Combi, marca Volkswagen, modelo 1996, cuyo precio total
es de $150 000.
SERVICIOS AUXILIARES E INSTALACIONES
COMPLEMENTARIAS
EQUIPO
COSTO
5000
200,000
TANQUE DE GAS ESTACIONARIO
SUBESTACI~NELÉCTRICA
EQUIPO DE OFICINA
EQUIPO DE LABORATORIO
EQUIPO AUXILIAR
EQUIPO DE SEGURIDAD INDUSTRIAL
SUBTOTAL DESERVICIOS AUXILIARES E
IINST.
39,000
50,000
2,000
30,000
I
EQUIPO DE TRANSPORTE(2COMBI)
326,000
t
150,000
TOTAL
476,000
135
DlRECClON
PROVEEDOR
5,
Proveedor Científico Cafetales
Rinconada Coapa
México D.F.
Tel. 6 71 60 88
PRECIO
CYTSA S.A.
$6.000
SELMEC S.A.
EQUIPO
Col MicroKjeldall,
Potenciometro
Critaleria,
reactivos
y
equipodelaboratorioen
gal.
Tanque
estacionario
de
gas, 1500 kg
Calzada Vallejo706
Subestación Eléctrica
02300 México D.F.,
Tel. 5 67 8722
$ 50,000
$100,000
Anexo 5
Equipo de Oficina
CANTIDAD
5
5
CONCEPTO
ESCRITORIO SENCILLO
SILLAS DE ESCRITORIO
lSlLLAS ECONOMICAS
SOFA DE RECEPCION
ARCHIVO 3 CAJONES
1
C. TOTAL C. UNITARIO
800
4,000
200
1.O00
31
801
1
900
600
2
SUBTOTAL
OTROS (5% DEL SUBTOTAL)
2401
900
,200
7,340
367
SUMADORA ELECTRICA
COMPUTADORA COMPAQ, PROLINEA 5100
IMPRSORA LASER JWT
3
2
400
12,000
1,200
24,000
1
6,500
6,500
TOTAL
39,000
FUENTE: Servi ware,S.A. de C.V.y Grupo Industrial DOMOS S.A: de
C.V.
Incluye flete, instalación e IVA.
136
Anexo 6
Activo Diferido
l. GASTOS DE CONTRATO. En este rublo se encuentran incluidos los conceptos tales
como: contratos por servicios de energía eléctrica, teléfono y agua. Para fines de
evaluación se estima el 1% sobre el activo fijo. (2)
2. CONSTITUCIoN LEGAL DE LA
EMPRESA.
Se
incluye
el
permiso para la
constitución de sociedad mercantil, el servicio del notario público, inscripción de la
escritura constitutiva en el registro público de la propiedad y del comercio, el
registro federal de causantes de la empresa y la autorización de los libros contables,
la licencia de autorización de uso del suelo, la licencia sanitario, etc.
Las
erogaciones correspondientes a este concepto se estiman en $15 000.
La empresa será registrada como Sociedad Anónima, con 5 socios. Se registrara en
el Registro Público de Comercio, contando para esto con una escritura constitutiva que
se presentara ante un notario público.
La Escritura Constitutiva tiene los siguientes datos:
Nombre, nacionalidad y domicilio de los accionistas, el numero de acciones de cada
uno y el valor de Fichas acciones.
Forma en que se deberán pagar, el tiempo y el límite en que se tiene que hacer.
Reglamento interno, la fecha de asociación y la declaración de que todos conocen y
están de acuerdo con el reglamento.
3. INTERESES PREOPERATIVOS. Son los intereses que se pagan en el año cero o
de instalación y puesta en marcha del proyecto. El calculo de intereses se presenta
en el punto de financiamiento.
,
4. CAPACITACION DEL PERSONAL Y PUESTAENMARCHA.
La selección el
y administración,
será
personal que
se
encargara de la supervisión,
ventas
contratada con una experiencia previa minimade 3 años enel puesto. Sólo se
considerará un gasto por selección y reclutamiento ($5 000), y una semanade
adaptación de los obreros enel área de producción ($1 500), que servirá para
enseñarle el manejo y los procedimientos de operación.Durante la puesta en marcha,
existen desembolsos por conceptode pruebas y ajustes de la maquinaria. Este
concepto se calcula en base al 6% sobre la inversión de la en maquinaria.
5. PATENTES. La patente de extrusión alcalina tiene fecha de febrero de 1978 ,El
IMP1 (Instituto Mexicano de Patentes Industriales) da 20 años de vigencia a partir de
su aprobación para cobrar regalías por su uso, después de éstos la patente pasa a
dominio público. Así, queda excluido el pago de regalías, debido aquese
tiene
programado iniciar la producción partir de principios de 1998.
138
I
I
ANEXO 7
CAPITAL DE TRABAJO
INVENTARIO DE MATERIAS PRIMAS.
El amaranto se comprará una vez al año,pagando al contado y en el momento al
productor. Por lo tanto se tomara como el costo total de amaranto para el primer año, o
sea el costo de 100 toneladas.
El Maíz se comprara varias veces al año. Por lo tanto se tomara como el costo de la
compra de maíz para un mes.
Para cal, sal y conservadores, se tomara como el consumo de un mes laboral en el
primer año.
INVENTARIO DE PRODUCTOS ENPROCESO Y PRODUCTO TERMINADO.
No existirá inventario de producto en procesoya que el proceso de las tortillas se
realiza en un sólo día. El inventario de producto terminado se tomará de dos días, ya
que la distribución de las tortillas debe ser lo más rápido posible por ser un producto
perecedero.
EFECTIVO EN CAJAY BANCOS.
Se toma comobase un mes de costo de producción.
CUENTAS POR COBRAR.
Se toma como base de calculo un mesdeventas proponiendo la venta a crédito y
dando un plazo de un mes para efectuar el pago del mismo.
CUENTAS POR PAGAR.
No existen ya que se pretende comprar todoal contado.
139
IN
"L
140
Anexo 10
Cargos Fijos de Inversión
CARGOSFIJOS DE OPERACIóN .Suministrosdeoperación.
Tales comoaceite,
lubricantes, materiales de limpieza y artículos para protección y aseo de los operarios.
Se considera el 15% del costo total de mantenimientoy reparación.
GASTOS FIJOS DE INVERSION DEPRECIACIONES Y AMORTIZACIONES. Con base
a la Ley del Impuesto Sobre la Renta, 1994,
SEGUROS DE PLANTA. Se estimo un 3% sobre el.monto total de la inversión inicial
fija.
.GASTOS DE ADMINISTRATIVOS.Comopersonal
siguiente:
administrativo se considera lo
GASTOS DE ADMINISTRACI~N Y VENTAS
IETC)
GASTOS DE DlSTRlBUClON Y VENTAS
GASOLINA
PUBLICIDAD
COSTOS DE ADMlNlSTRAClON Y VENTAS
120,000 144,000 345,600 414,720 497,664
300,000 330,000 363,000 399,300 439,230
778,000 922,000 1,276,000 1,545,000 1,900,000
GASTOS
FINANCIEROS.
Son derivados del pago de intereses por préstamos
adquiridos por la empresa. (Forma de pago, tabla 8)
14 1
MATERIALDEEMPAQUE.Bolsas
etiqueta.
I
Compra
(Ton)
8
de polietileno
10
12
14
transparente con impresión de
16
I
Bolsas Especiales de
Polietileno
53550
México.
Tel. 5 76 13 70
Se considera un aumento anual en el precio proporcional al de la inflación.
SERVICIOS AUXILIARES.. Incluye agua, energía eléctrica y gas L.P. Para cálculos de
costos ver las memorias de cálculo. Para fines de evaluación se considera un aumento
proporcional al de la inflación.
MANTENIMIENTO Y REPARACIóN. Comprende tanto el mantenimiento correctivo y
preventivo que se tiene que dar a los equipos de producción. Para fines de evaluación
S, se considerara el 7% del costo de adquisición anual dela
maquinaria. (dato
promedio proporcionado por proveedores ).
GASTOS DE DlSTRlBUClÓN Y VENTAS. Se considera al gasto de gqsolina c@ $400
diarios para dos combis, destinadas a la distribución.
La publicidad se realizará en forma local, en los establecimientos donde se venda el
producto por medio de cartelones y posters que se cambiarán cada mes. En el primer
mes se realizará demostración directa (stand con demostradoras) en las tiendas más
importantes del mercado seleccionado. Se prevee un gasto anual de $300 O00 . Para
fines de evaluación se considera un aumento proporcional al de la inflación.
142
Anexo 9
Costos Variables de Operación
MATERIAS PRIMAS.
AMARANTO.Se realizara una compra anualmente a productores de Amilcingo,
Morelos, porque la cosecha en este lugar sólo es una vez al año y la compra del
amaranto se debe de arreglar con el productor meses antes. Debido a que el precio
un cultivo con
real se rige por la oferta y la demanda de laregión yporser
estadísticas poco certeras es difícil realizar una proyección de su precio. Para fines
de evaluación se considerará un precio de $ 5000.la tonelada.Seconsidera un
aumento proporcional al de la inflación dentro del sector agrícola
MAíZ.Se realizara varias compras en elañoa
productores eintermediarios en
diversas regiones del estado de Morelos. El precio que se estima para el primer año
es de $3 500.. El precio del maíz depende de la oferta y la demanda. Para fines de
calculo se considerara la proyección de la inflación del sector agrícola.
CAL. El bulto con 50 kg vale $14.50. Su compra se realizara mensualmente.
SAL YODATADA.
El bulto de 50 kg vale $950, de la marca La Fina.
SORBATO DE POTASIO 99.6%. Se comprara a Nutriquim. Su costo es de $90 kg.
PROPIONATO DE CALCIO. Se comprara aNutriquim. Su costo es de $ 2 0 kg.
CMC. Se comprara a industrias Ragar, su costo es de $30 kg.
MANO DE OBRA DIRECTA. El número de obreros en producción para el primer año
será 5 , aumentarán a partir del tercer año a1O.
MANO DE OBRA INDIRECTA.
1-2año
3-5año
MTNO DE OBRA INDIRECTA
1
2
SUPERVISOR
1
ALMACENISTA
2
1
1
LABORATORISTA
CONTROL
DE
CALIDAD
I VENDEDORES
14
18
PRESTACIONESPARAELTRABAJADOR.
Se tomaran en cuenta I as siguientes
prestaciones: IMSS 12.0%,INFONAVIT 5%, SAR 2%, vacacionles 2.3 % y aguinaldo 4
%. (Ley General del Trabajo). Se otorgará un aumento de salario igual al proyectado
para el Estado de Morelos.
~~
~
~.
”
143
CONC.LUSIONES DEL ANALISIS ECONóMICO
FINANCIERO
*
La inversión fija es de $ 5,300,000; el capital de trabajo representa $1,200,000,
esto da una inversión total $ 6,500,000. Se pretende obtener un financiamiento
O
h de la
bancarioatravésdeNAFIN
(PROMIN) correspondiente al30
inversión total, a una tasa de interés del TllE+10.
* El precio
de
la materia prima, principalmente
amaranto,
determinante del precio del producto.
es el factor
*
Para fines de evaluación se consideró
un preciode $ 5,000 la toneladas de
amaranto. Con este precio, una producción anual de 800 toreladas de tortillas
$ 3,380,000, el precio al
tendrían un costodeproducciónequivalentea
intermediarioseríade
$5.50 por kg y elFlujoNetodeEfectivo
(FNE)
correspondienteaesteañoresulta
de $ 547,000. Delestadode perdidas y
ganancias para el quinto año con un precio de $10.80, el FNE da un valor de
$4,445,000. Con este escenario la Tasa Interna de Retorno es de 25.3 Oh, la
que compensa una inflación de 19% (Inflación para 1998, Banco de México) y
da un 6.3% de premio al riesgo.
*
Con un preciomayora
$ 5,000 por toneladadeamaranto,
el precio del
producto aumenta considerablemente y no podría competir en el mercado. Así,
a precios mayores del antes mencionados para el amaranto, el proyecto da un
mínimopremio al riesgo y para preciosmayores de $ 15,000 ni siquiera
compensa la tasa inflacionaria del país.
* Concluimosque un proyectodeestetipodondesuprincipalmateria
prima,
amaranto , aumenta de precio considerablemente añ9 con año, no es rentable
en un escenario como México, donde el índice inflacionario se espera para los
próximos años no menor al 15 O/O
*
Una alterativa para bajar el precio del amaranto, es el compartir el riesgo del
Cultivo con el agricultor, motivando su siembra y bajando con esto los precios
de venta.
,
Apéndices
146
Mercado
Anexo 1
Normas.
Según elartículo Vlll-73 de la Norma publicada enel Diario Oficial, se entiende
por tortillade
maíz, el productoelaborado con la masa deharina
de maíz
los
nixtamalizadosometidoa
cocción. Acontinuación se enuncianalgunosde
artículos referentes a la elaboración de tortillas publicados en el Diario Oficial del
18 de enero de 1988.
Artículo Vlll-74. Se entiendepor maíz nixtamalizado ó nixtamal,el maíz sano y
limpio que se ha sometido a cocimiento, con agua en presencia de hidroxido de
3 horas y que ha sido
calcio, proporción adecuada porun tiempomínimode
lavado posteriormente.
Artículo Vlll-75. Para la elaboración delatortilla
se observaronlassiguientes
disposiciones:
1) La masa debe ser limpia, fresca y haber sido elaborada conel nixtamal del día.
2) La harina del maíz nixtamalizado deberá quedar libre de olor, sabor, y colores
extraños al producto.
3) La masa deberá protegerse contra el polvo o fauna nociva.
4) las tortillas se guardarán en condiciones higiénicas.
5) el producto será libre de signos de infestación o de otros materiales extraños.
Artículo VIII- 76 En la elaboración de la Tortilla de maíz, queda prohibido:
1) Mezclar olote de maíz o cualquier otra materia extraña.
2) Utilizar maíz en mal estado.
3) Utilizar pastade maíz desprovista desu aceite.
Artículo Vlll-77. El maíz que se utilice para la elaboración de la tortilla no deberá
sobrepasar los límites de aflatoxinas y micotoxinas fijados.
los
Artículo Vlll-78. Las condiciones sanitariasgeneralesquedeberánguardar
molinos de
nixtamal,
las fábricas deharina,
los expendiosde
masa y las
tortillerias, las establecerá, la Secretaría en normas correspondientes.
147
Anexo 2
Costos de cultivo de amaranto en algunos países.1988
Dolares U.S.
E.U.
631/ha
Guatemala
577ha
Kenia
1000ha
Tailandia
805lha
Peru
342ha
México
155lha
Fuente: Calle John N. "Amaranth, from past to tthefuture"
Radale Press; 1989.
l
l
_
_
l
_
_
I.__C__"
"
I
_
-
Anexo 3
Producción de amarantoen las principales regiones de México (Toneladas)
Precio medio rural del amaranto por tonelada. Temporal
1994
$
D.F
4 O00
Morelos
2 O00
Puebla
2 820
Tlaxcala
2980
FUENTE: Anuario estadístico de la producción Agrícola Mexicana. 1995.
Precio medio rural. Riego= N $ 3 600 por tonelada.
148
RAMSA. S.A.1
1
Anexo 4
De acuerdo con la Encuesta Ingreso-Gasto de los hogares de 1992, el 64 % de
las familias mexicanas acostumbra comer tortilla.
Por estratos sociales se registró que solamente el 24.5 % de los hogares
ubicados enel decil 1 consumen tortilla, el 43 O h del decil Ilia los deciles Ill y IV les
corresponde el 61 %, los deciles restantes alcanzan un consumo del 70 al 81.7 %
del total.
La proporcion del gastofamiliar en promedio que sedestinaa
tortillas de maiz de estos hogarespara distintos años es:
......... .. ... . .
.
.... . . .... ....
la compra de
..
.Año .. .. % gasto
2
1984
2.4
1989
3.3
1992
. . ...
I
'
Pproyectando lo anterior, la proporción del gasto familiar destinada a la compra
de tortillas de maíz seguirá aumentando, esto se puede explicar tanto por el
aumento de la demanda
de
este producto,
considerando
el incremento
poblacional y por la depreciación cada vez mayor de los salarios.
El impacto del precio de la tortilla sobre el índice Nacional de Precios al
Consumidor en 1992 fue de 0.0078 %, mientras que en 1993 se incrementó hasta
el 0.06%
IMPACTO INFLACIONARIO DE LA TORTILLA EN EL INPC.
AÑOS
Variación
Impacto
acumulada %
inflacionario
4 992
O. 50
0.0078
I
I
3.83
I
I
'
INPC
1
11.94
1993
O. 0600
8.01
Cuadro .Fuente : El Taco Nuestro de Cada Día. Revista del Consumidor
I
Anexo 5
Población
-Distrito Federal 2, 884,807
Alvaro Obregón
227,38 1
233676
Cuahtemoc
Co yoacan
230,840
Benito Juarez
168,898
165,686
Tlalpan
Miguel Hldalgo
159,633
Anuario Estadistico D.F., 1995
,
Número de PEA
3 - 5 S.M. Más de 5
317,329 291,366
20,919
25,239
D. F
Alvaro
Obregón
Cuahtemo
30,845
25,938
C
32,318
Coyoacan
37,627
Benito
29,726
40,704
Juarez
Tlalpan
18,060
22,368
Miguel
18,677
25,222
Hidalgo
Anuario Estadistico D.F., 1995
,
150
Total de PEA en las 6 delegaciones que perciben entre 3 y 5 S.M. = 150 545
Total de PEA en las 6 delegaciones que perciben más de 5 S.M. = 177 098
Hogares por númerode miembros por hogar
Anuario Estadistico D.F., 1995
Para el consumo de tortilla per capita en los diferentes estratos sociales tenemos
Estratos urbano marginal
Estratos muy bajos
Estratos bajos
Estrato medio bajo 3-5S.M.
Estrato medio alto. Más de 5 S.M.
Estrato alto. Más de 5 S.M.
INNJZ, 1995
Gramos
de tortilla
145.5
172.3
149.4
143.7
88.6.
84.9
Una tortilla en promedio pesa 29 gramos, por lo tanto tenemos:
I Estratos urbano marginal I Tortillas
I
5
Estratos muy bajos
Estratos baios
Estrato medio bajo
Estrato medio alto
I Estrato
alto
5.9
5.2
~~~
5
3.1
I 2.9
"1
15 1
Suponiendo el estrato medio bajo aquel que percibe entre 3 y 5 S.M.(consumo
promedio 5 tortiilas al día) y estrato medio alto y atto aquellos de más de 5 S.M.
(consumo promedio 3 tortillas al día).
De la formula: Demanda = ## Consumidores x Consumo per capita/día
Resulta:
Demanda total de tortillas por día, para la PEA, con más de3 salarios minimos:
3 - 5 S.M. Demanda
D.F
Alvaro
Obregón
Cuahtemo
31 7,329 1,586,644
104,595
30,845
1 54,226
32,318
29,726
148,630
1 8,060
18,677
93,385
20,919
C
Coyoacan
Benito
Juarez
Tlalpan
Miguel
Hldalao
Consumo detortilla Dor día.x PEA
I
(Consumo I
I 2,460,740
IAlvaro
Benito
I
180,3131
270,743
tiene 30 tortillas, por lo tanto:
tortillas/dia
Alvaro
6,OlO
152
IRAMSA, S.A.1
Cuahtemoc
Coyoacan
Benito Juarez
Tlalpan
Miguel Hldalgo
total
delegaciones
7,735
9,149
9,025
5,247
5,635
42,801
Lo anteriorsuponiendoque
cada PEA pertenezca a unhogarde
calculando para un año y en toneladas, queda:
~
D.F
Ton/año
119,756
Alvaro Obregón
Cuahtemoc
8,775
1 1,293
Coyoacan
Benito Juarez
13,357
13,176
7,660
8,227
62,489
Tlalpan
Miguel Hldalgo
total delegaciones
4 miembros,
Anexo 7
Los precios de venta de la tortilla empacada varían de acuerdo a su presentación
y a la región donde se vendan. En 1992 las tortillas de marca que se venden en
paquetes de 600 gramos tenían un precio de N$2.00. La docena de tortilla que se
venden fuera de los mercados costaban N$1.00. El kilogramo de tortilla en los
supermercados (a base de harina de maíz) a N$O.95 y el precio oficial era de N$
0.95/Kg.
Precios de tortillas empacadas en el mercado.
Marca
Milpa real (Bimbo)
Tortiricas maseca
Tortiricas maseca
Milpa real
La Unica
Presentación
500 gr
600 gr
1 Kg
750 gr.
500 gr
Ikg
Ene.1995
$2.50
Agosto 1996
$ 3.00
$3.00
$3.50
$3.50
$2.90
$ 3.90
154
$4.80
$4.50
$3.50
$4.50
$2.50
APENDICE 1.
MACROLOCALIZACION
Condiciones Climatológicas
I
Lugar
D.F.
Tlaxcala
Puebla
Morelos
I
Viento y
%Humedad I Precipitación I Temperatura ("C) 1
velocidad media Máx Min Med.
Min
Máx
(mm)
NW. 1"
29.42 4.42
45.16
16.70
SSE 31.N 19
28.79 3.30
82.06
16.89 74.4
2
100
SSW 10.
58.04
61.0 5.98
17.9
27.31
2
8
N.1
34.9
96.7
30.19 10.76
135.66
19.64 66
** NW = Noroeste.
1 = Velocidad media
SSE = Del Sur al Sureste
N = Norte
SSW = Del Sural Suroeste
Fuente: Observatorio Nacional de México
De la tabla siguiente podemos ver que las condiciones climatológicas de los tres
estado,
de
Morelos
se tiene una mayor
Estados son diferentes, en el
precipitación pluvial que en los demás estados, presenta una velocidad media de
1 km, y su direccióneshacia el Norte, lo cual representa poca variación en
cuanto a la dirección del viento.
Producción de Maíz. Ciclo 93/94
I Estado
Tlaxcala
Puebla
Morelos
I Producción
(Ton)
266.165
952,84 1
857.188
- J . - -
"
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos,
1995
155
32.5
Producción de Amaranto. Ciclo 1989/1994
Fuente:Anuario Estadístico de la producción Agrícola de
Mé'XiCO 1 995
De los datos anteriores, podemosobservarque
los estados de Morelos y
Tlaxcala, tienen en el último año una producción de amaranto muy similar, aunque
en algunos años su producción en muy variada.
La producción del D.F., es muy poca en comparación con los demás estados.
Precio medio Rural de Amaranto
Precio medio rural($ Ton)
1995
1994
D.F.
4,000.00 5,340.00
Morelos
2,000.00 3,400.00
Puebla
2,819.00 3,760.00
3,976.00
2,980.36
,Tlaxcala
Fuente:Anuano Estadístico de la producción Agrícola de México
1995
De acuerdo a la tabla anterior podemos decir que en el estado de Morelos es el
precio del amaranto es más barato que en los otros estados.
Estado
Distancia al D.F.
Estado
Distancias
Morelos
Puebla
p i x c aIa
km
762
970
I
Fuente:Parques Industriales Nacional Financiera 1993.
Fuente de abastecimientoy Volumen promedio diario de extracción de Agua
potable
Otros Manantial
Estado Total
Pozo profundo
4
53
295
352
Tlaxcala
62
740
678
D.F.
247 431
731
Puebla
1,409
34
21o
859
615
Morelos
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Volumen promedio de extracción en m3por día
Total
Estado
I Tlaxcala I
129.774 I
1,353
326
D.F.
Morelos
Manantial Otros
Pozo
Drofundo
120.990 I
1,296
21 4
8055 I
57
77
729 1
-
34
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
De los datos anteriores, el estado que cuenta con mayor extracción deagua es el
estado de Tlaxcala.
Plantas de Tratamiento de Aguas Municipales
'
Total
Estado
ITlaxcala
Puebla
Morelos
I
Filtros
de
Fosas Reactores
Lagunas
Otros
Rociadores Séoticas Enzimaticos Oxidación
32 I
11
30 I
11
-I
-I
1
4
2
1
37
8
4 8 11
6
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
El estado que cuenta con mayor número de plantas de tratamiento de agua es el
de Morelos.
~~
Sistemas de Drenajey Alcantarillado Industriales
1 TOTAL I
I Estado
I Tlaxcala
I171
88
172
Puebla
Morelos
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Tomas eléctricas Industriales
I Estado
ITOTAL
622
93,865
Tlaxcala
D.F.
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Morelos cuenta con un mayor cantidad de sistema de alcantarillado.
Longitud de la red carretera (km) y red Ferroviaria (km)
Estado
[Tlaxcala
Puebla
Morelos
I
Longitud Red
Carretera (km)
I
Longitud Red
Ferroviaria (km)
2,556
8,045
1,819
307
709
640
I
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Costos de transportación al D.F. (Trailer)
Fuente: Transportistas
Unidades Vehiculares de carga delServicio Público Federal
Estado
Tlaxacala
o.::
Morelos
Vehículos Carga Transportada
(Ton)
912
1 150!400
n/d
19,342
n/d
54,219
!
APENDICE 2.
MICROLOCALIZACION
Condiciones Climatológicas
Lugar
Viento y
velocidad media
Cuautla
w. 2
Moyotepec
N 1. W 1
Cuernavaca
N.l
%Humedad
Máx
Min
Med.
-
-
.sw1
-
Precipitación Temperatura ("C)
Med.
Mln
Máx
(mm)
1 OO.54
-
96.7
I
** NW = Noroeste.
1 = Velocidad media
SSE = Del Sur al Sureste
N = Norte
SSW = Del Sur al Suroeste
Fuente: Observatorio Nacional de México
Sist
159
38.7 8.6 19.2
5
2
31.2 12.9
82.36
22.0
3
1
a
30.1 10.7
135.66
19.6
9
6
4
66
34.9
emas de Toma de Agua Industriales
Tomas de Agua
Industriales
Municipio
3
Moyotepec
n/d
Cuautla
637
Cuernavaca
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos,
1995
Volumen promedio de extracción de agua en m3
Total Pozo profundo Manantial Ríos
Municipio
5
6.9
1.8
- Moyotepec
.6
.6
Cuautla
34
63.7
139
237
Cuernavaca
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos,
1995
Sistemas de Tomas Industriales de Agua Potable
Municipio
Tomas industriales de
Agua
3
Moyotepec
Cuautla
637
Cuernavaca
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Planta de Tratamiento de Aguas Industriales
Municipio
Tanques
Lodos
activados
Biodiscos
de
Volumen
tratado
mYaño
Biológicos
Sedimenta
ción
1
Moyotepec
Cuautla
5
1
1
1
Cuemavaca
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos,1995
160
2
2
Otros
630,70C
11,226,80(3
10,585,OOC
Longitud de la red carretera por clasey superficie de rodamiento ( km)
Municipio
Moyotepec
Cuautla
Cuernavaca
Total
Secundarias
Caminos rurales
Principales
Pavimentadas Pavimentadas
5
1o9
54
50
17
64
46
49
13
36
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
Vehículos recolectores de basura
Total
3
22
18
Municipio
Moyotepec
Cuautla
Cuernavaca
Fuente: Anuarios Estadísticos de Puebla, Tlaxcala, Morelos, 1995
161
m
APÉNDICE
3
SELECCIóN DE TECNOLOGíA
A. Selección de locales para el almacenamiento delos granos
Para la selección del tipo de almacén, se consideraron los silos y los graneros,
comúnmenteusadosen
el almacenamientodegranos.
Los criterios que se
consideraron, y el valor que se le dio a cada uno fueron los siguientes:
~
~~~
~
Criterio de selección
Posibilidad almacenamiento
de
por
largos períodos detiempo sin dañoal
arano
Posibilidad de mecanización de carga y
descarga
Control eficaz delatemperatura
y la
humedad relativa en el almacén
Relación volumen/superficieelevada
Capacidad elevada
Facilidad de construcción
costo
Calificación
máxima
20
20
20
15
15
5
5
Laposibilidad dealmacenamiento
por largos períodos de tiempoes
fundamental para la planta, ya quese planea comprar el amaranto una sola vez al
año y almacenarlo. A este punto se le dio un valor de 20. El manejo de grandes
cantidades de grano, requiere la mecanización del mismo, por lo que a este punto
se le dio un valor de 20. La temperatura y humedad relativa del grano, influyen
directamente en la calidad del grano ya que controlan el crecimiento de hongos,
bacterias que pueden afectar la calidad del grano durante su almacenamiento
produciendo pérdidas monetarias.
162
A este punto se le dio un valor
de 20 en la matriz. Otro punto importante,
es el
~ximo~~ctram~deiespacio-dentrobetaptantaqvepemrrtaot.Jten~vna
gran capacidad dealmacenamiento en unárea pequeña, por lo queaestos
cnterios se íes diounvalor
de 15 puntosrespectivamente. A la facilidad de
construcción y el costos del almacén, se les dio un valor de 5 puntos. El puntaje
asignado a cada tipo de almacén se basó en la siguiente descripción:
Descripción de los almacenes
Los graneros, son eficaces para preservar el grano de la humedad e insectos, Se
construyen de hormigón. Deben se secos, bienventiladoseiluminados. Son de
construcción más fácii y de menor costo que los silos, pero ocupan mayor área
y
con relacióna
su capacidad, además de que
el
control
de
temperatura
humedadrelativa es menoseficiente en este tipo
de instalaciones.
(Garcia
Lúpez, 1983).
Lossilos, son una forma especial dealmacénparadeterminadosproductos
agricoias, especialmente granos yforrajes. t o s silos verticales o silos torre, son el
es mayoraldelosgranerospero
es más
tipo más perfeccionado,sucosto
adecuado para la conservaci6n de grandes volúmenes de grano ocupando
una
superficie de planta reducida, al propio tiempo que puede adaptarse fácilmente a
-famecanizaci6n de su carga y descarga. (Garcia Cópez, 1983).
163
m
B. SISTEMAS DE SECADO DE LOS GRANOS
-Para secar elgrano es necesario evaporar partedesucontenido
de humedad;
ello se consiguehaciendo pasar aireatravés
de éI, ya sea a la temperatura
ambiente o debidamente calentado.
Sistemas de secado de grano
Aire de ventilación
A temperatura
ambiente
incidencia del aire sobre
E n capa profunda
el grano
Almacenes
Tipo de secadero
Depósitos
acondiciona especiales
dos
Fuente: Garcia López (1983)
Caliente
En capa delgada
De capa
continua
De acción
discontinua
Secado con aire a temperaturaambiente
Los secaderos conventilaciónafatemperaturaambiente
hacen posible fa
deshidratacióndelgrano
en
el
mismo
lugar
donde
esalmacenado.
No es
secado
necesario extender elgranoen
capa delgada, por lo queelairede
atraviesaunaalturaconsiderabledeproductoamontonado.
La humedaddel
grano
no
puede
descender
por
debajo
de
la del
aire.
Si el
clima
es lo
suficientemente seco, (65%o menos de humedad relativa), como es el caso de la
regiónde Cuautfa, puede aprovecharse esta oportunidad para ahorrar energía.
o
Este sistemade
secado puede llevarse acaboconventiladoresaxiales
centrífugos.
Secado con aire caliente
Calentando el aire a temperaturas de unos 6045°C se consigue un rápido secado
delgrano. El consumodeenergía es elevado y los rendimientosobtenidosno
están en relación directa con la cantidad de combustible gastado, porque si bien
se logra reducir la humedadrelativadel
aire, sucapacidaddecaptaciónde
humedad no se aprovecha debidamente porque los tiempos que dura el proceso
son cortos. Este sistemaesderesultadosrápidos
y seguros, aunquetiene ta
contrapartida de que los costos se elevan. Requiere dispositivos de control más
rigurosospara evitarqueelgrano
alcance temperaturassuperioresa
las que
puede soportarsindañoa
su calidad, situaciónque se acentúaengranosde
tamaño pequeño como el amaranto.
164
AI utilizar la técnica de aire caliente, debe tenerse presente que un secado muy
rápido a alta temperatura origina ta deshidratación excesiva de la parte exterior
del grano, formandouna corteza que aíslael interiorimpidiendosucorrecta
desecación, luego se resquebraja la cubierta exponiendoelgrano
a agentes
nocivos.
Los
sistemas
de
secado
con
aire
discontinuos
caliente se clasifican en continuos y
La selección delsistemadesecado,
criterios :
Criterio de selección
Economía del proceso
Tiempo de secado
Efecto sobrela calidad
de los granos
Eficiencia
en
la
remoción dehumedad
Costo energético
Posibilidad mecade
nización
Instalaciones
requeridas
facilidad de manejo
se hizo tomando en cuenta
los siguientes
Calificación
máxima
20
20
20
10
19
10
5
5
Los criterios que se consideraron de mayor importancia fueron la economía del
proceso, el tiempo requerido para llevar a cabo el mismo ‘y el efecto sobre la
calidad de los granos,yaquesebuscabacontarconunmétododesecado
económico, que no afectara ta calidad del grano pero que reluciera eficazmente la
humedad relativa del grano hastaun 13%. Con base en la información antes
expuesta, se asignó una calificación a cadamétodo -de secado, multando el
sistema de secado con aire atemperatura ambiente el más idóneo.
[ RAMSA, S.A.1
Selección de equipo para secadocon aire a temperatura ambiente
El equipodisponiblepara
secar conaireatemperaturaambiente,
ventiladores axiales y los centrífugos.
son los
Ventiladores de flujo axial.- Están formados por un cilindro dentro del cual giran
las palas deunrotoraccionadoporunmotor
eléctrico. Se consigueelevarla
temperatura del aire mediante la acción del motor, unos 3 o 5.4OC, lo que hace
descender la humedad relativa del aire en un 18-19%. El ángulo en que las palas
se hallan fijas al rotor determinará las características del ventilador, cuánto mayor
sea aquel, mayorserá
el
volumen
de
aire
impelido
y menorla
presión, y
viceversa. Su mayor ventaja radica en su buen rendimiento respecto a la energía
y ocupanmenosespacioque
los
que se les aplica parasufuncionamiento
centrífugos.
Ventiladores centrífugos- Los ventiladorescentrífugosreciben
el aireporel
centro del rotor, y las palas de éste lo impulsan hacia la periferia por la fuerza
centrífuga. Producen presiones de aire más elevadas que los ventiladores axiales
a igualdad de energía consumida, lo que los hace indicados para el secado de
los axiales. El
granos pequeños comoelamaranto.
Son menosruidososque
elemento propulsor de los ventiladores se encuentra siempre fuera del recorrido
delaire
lo queimpidesuusocomorefrigeradordelpropiomotor
y ligero
calefactor del aire, como ocurre en los ventiladores axiales, pero también evita un
posible descenso excesivoenlahumedadrelativa,perjudicialpara
elcorrecto
secado del grano.
La selección del equipo se realizó de acuerdo a los siguientes criterios:
I
I
Criterio
de
selección
Calificación
máxima
20
Adaptabilidad para el
secado de maíz y
amaranto
Capacidad de secado
Eficiencia de secado
Rendimiento
Consumo de eneraía
I costo
I Facilidadmaneio
de
I
I
=:nimiento
Requerimientos
de
espacio
de
20
10
I
I
1
I
10
10
10
10
5
5
166
r c M S A . S.A.]
AI seleccionar el equipo de secado, se buscó que fuese apto para secar el maíz y
elamarantosegún la humedad relativa requerida (13%), que la capacidadde
secado,esdecirla
cantidad degrano que es posibletratar, fuera grande y
eficiente, sin implicar grandes consumos de energía. La puntuación dada a cada
equipo fue en base a la descripción encontrada en la bibliografía.
,
167
C. COCCIÓN ALCALINADE LOS GRANOS
La cocción de los granos de maíz y amaranto, se puede realizar mediante tres
procesos diferentes: La nixtamalización
tradicional,
la extrusión y la
micronización. Las características de estos Drocesos.se resumen en la tabla l .
Característica
Costo energético
de
Instalaciones
requeridas
Rendimiento
r
Proceso
Extrusión
Nixtamalización
Elevado
Requiere
derecipientes
cocimientoprovistos
chaquetas
de
sinfín o
conectados
una
a
fuente de vapor
Medio
Requiere
un
volumen de tres
veces
el
peso del
Gasto de agua
grano, además del
agua de lavado.
Se una
tiene
Generación
de
aguas residuales proporción de 5 1 de
a
agua
residual
crudc
maíz
procesado.
de
Efecto sobre los Pérdida
y
vitaminas,
lisina
el
proteínas:
nutricional de los algunas
además
de fibra.
granos
Micronización
Elevado
Baio
La materiaprima se Se utilizantúneles
hace pasar através
por los que los
alimentos
se
de
un
extrusor
que
transportan
a
consiste
en
un
tubo
través
de
que
encierra
ununa
banda sinfín y son
tornillo
conectado
un a
sometidos
la a
de
motor. El extrusor acción
combina el mezclado, calentadores
la
cocción,
el radiantes.
amasado y el moldeo
de la masa
Elevado
Medio
Requiere un volumen La necesaria para
de una vez el peso la hidratación de la
del grano
harina resultante
No genera efluentes
No
efluentes
genera
Pérdidas
en Pérdida de k i n a y
aminoácidos y vita- tiamina.
minas, relativamentepequeñas.
Tabla 1 . Comparación entre los procesos de nixtamalización,extrusión alcalina y
micronización en la elaboraciónde granos nixtamalizados.
168
Dentro de los criterios de la matriz de selección para cocción del grano, se
incluyeron cuatro muy relevantes que son la disponibilidad de tecnología, los
costos de producción, la capacidad de producción del equipo disponibley la
calidad del producto obtenido.
En el primer punto, se consideró que los equipos mediante los cuales se lleva a
cabo la cocción estuvieran disponibles a nivel industrial en el país,ya que la
importación o diseño de la maquinaria elevaría los costos de adquisición y de
mantenimiento, por lo que en la matriz se le dio un valor de 15%. Tanto las tolvas
de nixtamalización como los extrusores se venden en México, aunque en el caso
de los extrusores es necesario adaptar el proceso mediante el control de los
parámetros de operación que permitan simular lanixtamalización. Sin embargo, la
cocción alcalina de granos pormediode
micronización es un procesoen
desarrollo, y no se cuenta con equipo adaptado a la producción a mediana o gran
escala.
Los costos de producción influyen directamente en el costo del producto final, y
están relacionados con el consumo de energía durante la cocción, el rendimiento,
el gasto de agua y la generación de efluentes contaminantes que requieren un
tratamiento posterior por lo quea este punto se le dio un valor de15% en la
matriz. En la nixtamalización tradicional, se requiere energía para efectuarel
cocimiento del grano, utilizándose generalmente vapor de agua paraelevarla
temperatura, el rendimiento esaproximadamente del 95% en pesoseco del
grano. En este proceso se generan grandes cantidadesde aguas residuales.
La extrusión, permite obtener una masa a partir de la harina del grano crudo, ya
que involucra varias operaciones unitarias, como son el mezclado,cocimiento,
corte y moldeado, el rendimiento es del 85 al loo%, dependiendo si la producción
es en lotes o continua. El proceso de extrusión nogenera efluentes y el ahorro de
energía puede ser de hasta el 100% (Fellows, 1994).
De la micronización de la harina del grano crudo se obtiene un producto
deshidratado parecido a una harina, que es necesariorehidratar para obtener una
no se han realizado
masa.Este proceso no generaefluentes,sinembargo,
estudios sobre el consumo energético para la producción de harinas de maíz o
amaranto micronizadas.
En el tercer punto de la matriz,seconsideróla
capacidad de producción del
equipo al cual se le dio un valor de 10%. La nixtamalización tradicional y la
extrusión permiten la obtención demasanixtamalizada de formacontinua.La
obtención de la misma es directa a partir de la extrusión.
169
Para fines del proyecto, es un factor importante que las pérdidas de vitaminas,
aminoácidos, fibra y germen de los granos sean mínimas. El valor asignado a la
calidad del producto fue de 10%. La extrusión permite elaborar tortillas a partir de
masa de grano integral, a diferencia de la nixtamalización, en la que se pierde el
pericarpio y el endospermo. (Bazúa, 1988). En la micronización hay pérdidas de
lisina y tiamina.
Selección de equipo para extrusión
El maíz y el amaranto se someten al proceso de extrusión alcalina para obtener
una masa que posteriormente será mezclada para la elaboración de tortillas. Los
extrusores se clasifican según su funcionamiento (extrusión en caliente o en frío)
y su construcción (sencillos o de tornillos gemelos). En la extrusion en frío el
alimento se extrude en tiras sin cocción o la distorsión que produce la expansión
del vapor de agua. Este tipo de extrusores se emplean para elaborar pastas, hot
dogs, confitería, etc.En los extrusores en caliente, el alimentose calienta por
contacto con las paredes de la camisa que rodea al extrusor y/o por contacto con
el tornillo calentado internamente con vapor.En algunos de ellos el cilindro se
calienta eléctricamente por inducción y fricción generada por el tornillo. Para la
cocción alcalina del maíz y el amaranto, se requiere un extrusor en caliente, que
puede ser de tornillo Único o de tornillos gemelos. Las características de estos
aparatos se describen en la tabla 2.
,
170
Característica
Tornillo Único
2osto relativo por capacidad unitaria
Capital
Extrusor
Sistema
Mantenimiento
Energía
Autolimpieza
Transferencia de calor
Mezclado
Operaciones
Humedad, %
Ingredientes
Flexibilidad
1.o
1.o
1.o
Mecánica
No
Pobre. chaquetas
Las
controlan latemperatura del
cilindro
Pobre
Tornillos gemelos
I
1.5-2.5
0.9-1.3
1.o-2.0
Mezcla de
energía
química e intercambio
de calor
Autolavado
Buena
Bueno
6 a muy alto
12-35
Amplio rango
Materiales granulares
Elevado rango de
Rango de operación
restringido operación
Adaptado del Harper (1979)
Tabla 2. Comparación entre los extrusores de tornillo simple y de tornillos
gemelos.
En la matriz de selección de equipo para extrusión, se consideraron los siguientes
criterios: disponibilidad del equipo, la adaptabilidad al proceso de cocción alcalina
de los granos de amaranto y maíz para obtención de masa nixtamalizada, rango
de condiciones de operación amplio, costo delequipo, facilidad de manejo,
eficiencia en la transferencia de calor, costo de operación y mantenimiento y la
capacidad de producción.
La disponibilidad del equipo se consideró el punto más importante en la matriz de
selección para equipo de extrusión, ya que la necesidad de importar el equipo
elevaría costos de adquisición y mantenimiento. A este punto se le dio un valor de
30. Los extrusores de tornillo simpleseencuentran
disponibles en el país, a
diferencia de los extrusores de tornillos gemelos que sonde importación.
171
Para podersimularel
proceso denixtamalización, es necesario controlar los
parámetrosde
operación, comohumedad relativadelproductoalimentado,el
tamaño de partícula, la temperatura de extrusión, el tiempo de permanencia en el
extrusor, etc., ya que estosfactoresincidendirectamenteen
la calidaddel
el
productoobtenido y su similitud conunamasanixtamalizadaobtenidaen
proceso de nixtamalización tradicional. A la amplitud del rango de condiciones de
operación y la adaptabilidad al proceso de cocción alcalina se les dio un valor de
15 respectivamente. E n los extrusores de tornillo Único, el rango de operación es
los extrusoresdetornillosgemelos
son muy flexibles
restringido,mientrasque
(Fellows, 1994) y ambosextrusores, se adaptanaceptablemente al proceso
( Durán, 1988).
AI costo del equipo y la facilidad de manejo, se les dio un valor de 10 en la matriz
de selección. En elprimer punto, se consideró si elequipo es de importación o
estádisponibleenel
país, y enel segundo elgradode
complejidadquesu
manejo podría involucrar. Los extrusores de tornillos gemelos no se fabrican en el
se encuentrandisponiblesanivelde
país, mientrasque los detornillosimple
banco y planta piloto y su costo relativo en relación alos anteriores es de 1 a 1.5 2.5 (tabla 2). En cuanto a la facilidad de manejo,los extrusores en general, son de
fácil operación.
La eficiencia de la transferencia de calor tiene relación con
el costo energético
la eficienciade
querequiere el proceso. En los extrusoresdetomilloÚnico
los detornillos gemelos, es
transferencia de calor es pobre, mientrasqueen
elevada. A este punto se le dio un valor de 1 O en la matriz de selección.
AI costo de operación y mantenimiento se le dio un valor de 5. La extrusión es un
proceso que presenta bajos costos de operación, altos rendimientos y en el caso
de los extrusores de tornillos gemelos es posible realizar una autolimpieza.
La capacidad de producción de ambos extrusores es elevada, a este criterio se le
dio un valor de 5 en la matriz de selección.
D. SELECCIóN DE EQUIPO PARATRITURACIÓN Y MOLIENDA
Para la molienda de cereales y granos, se utilizan las quebradoras de rodillos, las
trituradoras de discos y las de martillos de alta velocidad cuyas características
son las siguientes:
Equipo
Descripción
Molino de
rodillos
Consisteen
un cilindro
de base horizontal que
tritura el material contra
una pared vertical o
contra un rodillo similar
opuesto.
Poseen discos de metal
montados
sobre
ejes
horizontales,
unos
canales o cortes en
sierra proporcionan la
abrasiónadecuadapara
la aplicación.
Tienen martillos sujetos
porpernossujetos
a la
periferia de un disco o
cilindro giratorio dealta
velocidad. La trituración
es
provocada
por
impacto.
Molino de
discos
Molino de
martillos
Capacidad
máxima,
m (Ws)
Adecuabilidad Características
de
para trituración eficiencia Intervalo
húmeda
de distribución de
tamaiio
Requiere
unidades
especiales
Excelente
125
5
Excelente
Excelente
2
Excelente
Pocas limitaciones
Fuente: Ulric I, G. D. Procesos de ingeniería química.
aceptables.
se
hizo en
base
a cuatro criterios
La selección de los molinos,
fundamentales, la adaptabilidad al proceso de molienda de los granos crudos y a
1 tamaño de trituración intermedia, asó como al costo y la eficiencia del equipo.
Con base en la información obtenida de la bibliografía, se asignó una calificación
a cada tipo de molino, resultando el molino de martillos, es más adecuado para la
molienda.
E. Equipo de mezcladoy tortilladoras
Mezclado de la masa de maíz y amaranto
En líquidos muy viscosos como pastas o masas, el mezclado se produce por:
(1 ) el amasado del producto contra la pared del recipiente o en la masa de otro
material, (2) el englobamiento
del
alimento
no
mezclado
en
la
masa
de
componentesde otromaterial y (3) estiramientodelmaterial. La eficienciadel
mezclado se consigue creando y recombinando en el alimento superficies nuevas
con la mayor frecuencia posible. En el caso de las masas, como elproductono
fluye con facilidad, se hace necesario que las cuchillas de la mezcladora recorran
el recipiente para impulsar al alimento para queentre en contacto con las mismas
o bien que este se mueva. Las masas de amaranto y maíz se consideran fluidos
del tipo viscoelástico, y requierenfuerzasdistensión y envoltura,provistaspor
mezcladorasdedobleeje,
y de planetariodecuchillasque
se entrecruzan
(Fellows, 1994).
Para la descripción del equipo disponible para mezclado de pastas y masas - su
construcción, capacidad, consumo de energía, funcionamiento, etc.- los catálogos
de los proveedores son las fuentes primarias. (Walas, 1985)
En elmercado, la empresa Tecnomaíz tiene latortilladoraSuper
T-300, que
incluye una amasadora, un alimentador, un enfriador y contadores apiladores con
una velocidad de producción de500 kgk.
,
I RAMSA, S.A.]
Bibliografía
168
BIBLIOGRAFíA
Anuarios Estadísticos del D.F. y sus delegaciones. 1995. INEGl
Anuario Estadístico del Estado de Morelos. 1995. INEGI.
Anuario Estadístico del Estado de Puebla. 1995. INEGI
Anuario Estadístico del Estado de Tlaxcala. 1995. INEGI
Censos Económicos del D. F. INEGI
Cuaderno Estadístico Municipal de Cuautla, Edo. de Morelos. 1995. INEGI.
Diccionario de especialidades para la Industria Alimentaria. 5A. Edición 1995
Ediciones de PLM.
Fellows, P. Tecnología del Procesado de los Alimentos: Principios y Prácticas. 1 a.
Edición, Editorial Acribia. Zaragoza. 1994.
Garcia, L. Conservación de la Producción Agrícola, l a . Edición, Editorial AEDOS.
Barcelona, 1983.
Guerra Vargas Rosaura. 1978. bxtrusicjrr upa nuevq Tecnologíapara el Maíz.
Lic. en log. Química UNAM.
..
M6xico.
I
7 1 . 1
,. . . ~. .). . ,
Harper, J . M., Linko, P. And Mercier, C. Extrusion Cooking. 1st. Edition, American
Association of Cereal Chemist, Inc., Minessota, 1989.
La modernización de la Industria del maíz para consumg humano 1994. Editado
por Cámara Nacional del Maíz Industrializado. México.
La Industria de la Masa y la Tortilla, PUAL, UNAM ,1995
169
Sánchez Marroquín A. Processing Nutricional quality and Sensory evaluation of
enriched corn tortilla. Journal of Food science Vol. 52. no. 5. 1987 . 161 1-1618.
Ulrich G. D. 1992. Procesosde Ingeniería Química. Editorial Mc Graw- Hill.
México., D. F.
Walllas M. Estaniey. Chemical Process equipment selection and desing. Editorial
Butter Worths. Published 1988. ESTONEHAM.
Watson, S. A. and Ramstad, P. E. Corn, Chemistry and Technology. 1st. Edition,
American Association of Cereal Chemist, Inc. Minessota. 1991.
CAMARAS
Cámara Nacional de la Industria del Maíz. Londres No.39Despacho101.
Juárez. D. F. Te1 5.141220 y 5330740
Col.
Cámara de la Masa y la Tortilla. Av. Juárez No. 97 cuarto piso despacho 401-402.
Col Centro. Tel. 518 3240 y 5100850
CANACINTRA. Calle San Antonio No. 256 Esquina Patriotismo. Col Ampliación
Napoles. Tel. 5 63 3400 y 5 63 51 O0
170