Verificacin y Compensacin de Mquinas de Medir en tres
Anuncio

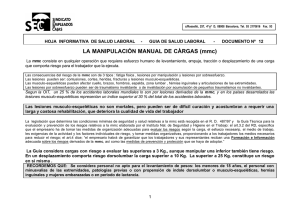
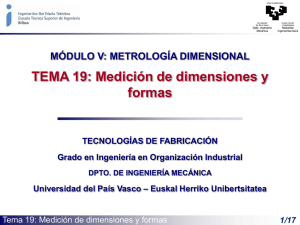
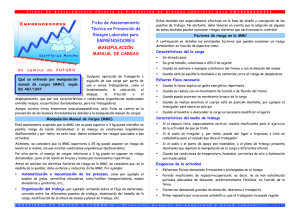
Empresas Servicios y desarrollos Control y corrección de Máquinas de Medir en tres Coordenadas (MMC) y Máquinas-Herramienta (MH) Entrevista a los Ing. Diego Bellelli e Ing. Bruno Gastaldi INTI-Córdoba - Ingenieros, Uds. trabajan en el laboratorio de Metrología Dimensional, ¿podrían explicarnos de manera sencilla qué es la Metrología Dimensional? - La metrología dimensional es la rama de la metrología que se dedica a desarrollar, mantener y diseminar patrones de medición de longitudes y ángulos. La diseminación se logra a través de las calibraciones de los instrumentos de medición de estas magnitudes como pueden ser: calibres, micrómetros, comparadores, máquinas de medir, máquinas herramienta, goniómetros, superficies de referencia, etc. - En el IIº Congreso Internacional de Ingeniería de Manufactura, realizado en la Universidad Tecnológica Nacional, Regional Córdoba, en agosto de 2008, Uds. disertaron sobre el control y compensación de las Máquinas de Medir en tres Coordenadas (MMC) y las Máquinas-Herramienta (MH) y nos interesa enfocarnos en ese tema. Concretamente, ¿qué es una MMC? - Las MMC son máquinas que llevan a cabo, en modo automático o manual, mediciones dimensionales y de desviaciones de la regularidad geométrica de los cuerpos de forma simple o compleja. Por ejemplo podemos usarla en una línea de fabricación de autopartes para controlar en forma rápida y precisa las dimensiones de la pieza fabricada por una máquina herramienta o por otro proceso o en un laboratorio de metrología para calibrar patrones dimensionales. - Ya que mencionan ese ejemplo, podrían decirnos ¿cuál es la diferencia entre una MMC y una MH? - La principal diferencia entre una MMC y una MH es que las primeras se utilizan para medir una pieza determinada y las segundas se utilizan para fabricarla. Las MMC y MH tienen en común que ambas están equipadas con tres guías mutuamente perpendiculares, las cuales están provistas de escalas y representan los ejes de un sistema cartesiano de coordenadas. En las MH la herramienta de corte va montada en el cabezal y es posicionada mediante las escalas de los ejes. En las MMC en el cabezal va montado un palpador que se posiciona en la superficie del espécimen a medir y de este modo se pueden definir las coordenadas del punto de contacto del palpador con la pieza. Página 1 de 3 Empresas Servicios y desarrollos - Cómo se realiza una medición por coordenadas? - No es una técnica sencilla, implica: ¾ El registro de una pieza con una técnica de medición punto a punto, asignando a cada uno de estos una terna de coordenadas en un sistema cartesiano. ¾ La vinculación numérica de las coordenadas asignadas a los puntos con una geometría espacial completa de la pieza (rectas, planos, circunferencias, cilindros, etc.) en un equipo de procesamiento de datos. El plano de fabricación de una pieza nos da las dimensiones que tendrá la misma en forma ideal, ya que ahí no hay existencia de errores. Para su medición mediante MMC, dicha pieza se descompone, por ejemplo, en 7 planos y dos cilindros como muestra la figura. Una vez fabricada la pieza, la misma poseerá distintos tipos de errores, debidos a la naturaleza imperfecta de la fabricación (errores de forma, errores superficiales, rugosidad, etc.). Cuando se efectúa el palpado con MMC se obtienen una serie de puntos cartesianos que serán asociados a diferentes formas geométricas. Es decir que solamente podemos conocer algunos puntos de la pieza real y con ellos debemos asegurar que el objeto cumple o no cumple con la especificación. Es por ello que se debe tener un sistema de fabricación y de medición cuyos errores se hayan reducido a un mínimo. - Anteriormente mencionaron que existen errores en las MMC y MH, ¿cuáles son estos errores? - Antes de responder esa pregunta nos debemos hacer la siguiente: al indicarle, por ejemplo, al eje X de un centro de mecanizado se desplace 100 mm, ¿cómo sabemos que realmente se desplazó esa distancia? Página 2 de 3 Empresas Servicios y desarrollos No lo sabemos. Lo que sí debemos hacer es controlar ese sistema de posicionado y conocer cuál es la exactitud del mismo, es decir, dentro de qué rango de error se posicionará al indicarle que se desplace los 100 mm. El error que comete cada eje al desplazarse se conoce como “Error de posicionado”. Existen además dos errores de rectitud y tres errores de giro, lo que nos da un total de 6 errores sistemáticos por eje. Si se trata de una máquina de 3 ejes tenemos 3 x 6 = 18 errores sistemáticos. Además, al ser los tres ejes (supuestamente) perpendiculares entres sí, sumamos tres errores de perpendicularidad, lo que nos da un total de 21 errores sistemáticos para este tipo de máquinas. - ¿Cómo se hace para conocer estos errores y reducirlos? - En la actualidad el laboratorio cuenta con un interferómetro láser, el cual sirve para obtener estos errores. Una vez conocidos se pueden reducir de manera sencilla mediante el software de control de la máquina en cuestión. Utilizando este interferómetro, conocer solo los tres errores de posicionado y reducirlos, lleva una jornada de trabajo. - ¿Qué perspectivas de trabajo tienen para el 2009? - A principios del año 2009 llegará al INTI un equipo denominado “LaserTracer”, el cual estará destinado a la obtención de los 21 errores sistemáticos existentes en MMC y MH, en forma rápida y práctica con una exactitud muy elevada. El LaserTracer es un novedoso dispositivo comandado por un robot que se utiliza para caracterizar todos los errores de máquinas de medir por coordenadas y máquinas herramienta. Lleva en su núcleo una esfera fabricada mediante nanotecnología la cual es utilizada como referencia para el láser y para el giro del dispositivo. 1) Esfera de referencia – Error de forma < 50 nm (0,00005 mm) 2) Haz láser 3) Eje invariable con la temperatura Incertidumbre de medición = 0,2 µm + 0,3 µm/m· L [m] Ventajas del LaserTracer: 9 La más alta exactitud 9 No requiere alineación 9 Se aplica a máquinas de casi todos los tamaños, abarcando todo el volumen útil 9 Obtención y compensación de todos los errores en una jornada de trabajo Contacto: Ing. Diego Bellelli [email protected] e Ing. Bruno Gastaldi [email protected] Teléfonos: 0351-4684835 / 4681662 / 4698304 Int. 159 INTI-Centro Regional Córdoba Página 3 de 3