Extracción de Vitamina E a partir de Salvado de Arroz1
Anuncio

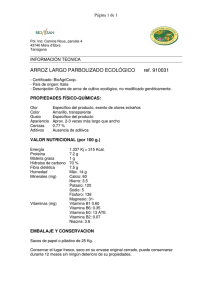
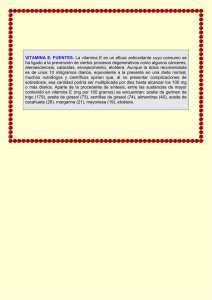
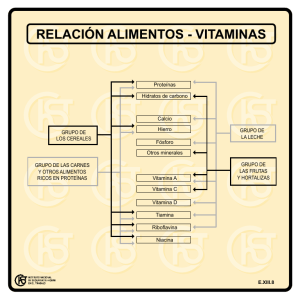
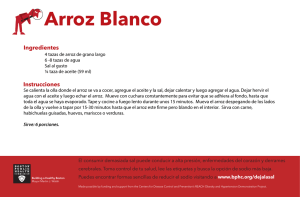
interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 41 Tecnología Aplicada Extracción de Vitamina E a partir de Salvado de Arroz 1 l resultado del proceso contemplado en el proyecto industrial aquí descripto es un concentrado de vitamina E natural, cuyo principio activo está compuesto por tocoferoles y tocotrienoles, con una pureza del 30%. Es una propuesta totalmente innovadora, un producto con características y propiedades que ningún otro de origen nacional ofrece actualmente. La inexistencia de datos oficiales acerca de la producción, consumo e importación de vitamina E dificulta enormemente la tarea de elaborar un estudio de mercado confiable a fin de posicionar adecuada300 productos que contienen viInt rod ucc ión y Obj et ivos mente el nuevo producto. Debitamina E en sus formulaciones, do a la magnitud del proyecto, La principal motivación para y más de 80 empresas que la en el primer tramo de vida de elaborar este proyecto fue que, utilizan como materia prima. la empresa se planifica su venta si bien la vitamina E es la terceComo objetivo general, en prien el ámbito nacional, con la ra más utilizada en la formulamera instancia se pretendió diposibilidad de insertarlo a largo ción de productos cosméticos, señar un proceso productivo que plazo en el exterior. El mercado farmacológicos y alimenticios, permitiera obtener un concenal cual se apunta son los tres sólo existen siete empresas en el trado de esta vitamina a partir grupos de industrias que utilizan mundo que la producen en su de una fuente natural. Luego, a la vitamina E como materia forma natural y apenas una de fin de lograr una conveniente inprima: la estructura de consumo ellas está radicada en Latinoserción del producto en el merse distribuye en un 53% para la américa. En el mercado argenticado, se consideró que el mismo farmacéutica, 43% para la cosméno hay actualmente cerca de debía cumplir con las especificatica y 4% para la alimentaria. E Autor: Ing. Melisa Paola Bertero [email protected] 1 El trabajo cuya síntesis presentamos aquí obtuvo el Primer Premio en el Concurso Pre Ingeniería 2007/8 organizado por el Centro Argentino de Ingenieros. Puede leerse íntegramente en: http://www.edutecne.utn.edu.ar/PPI-CAI/ppi-cai.htm TU&E Nº 30 41 interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 42 El 60% de la Vit E está bajo la forma de tocotrienoles manera que fuese factible su aplicación a nivel industrial y económicamente viable. E l e c ci ó n d e l a ma t e r i a pri ma Para elegir la materia prima se Figura 1. Contenido de Vitamina E en los aceites (ppm) analizaron cuatro posibilidades: la soja, el girasol, la palma y el salvado de arroz, teniendo en cuenta que sus aceites presentan la mayor cantidad de vitamina E con respecto a los de otros frutos y granos (ver Figura 1). Todos exhiben valores similares, que rondan entre los 800-1000 ppm, pero al analizar la proporción de tocotrienoles se ve claramente que los aceites de soja y girasol no son buenas fuentes, ya que en ellos la vitamina se presenta únicamente bajo la forma de tocoferoles. Figura 2. Evolución de la molienda de arroz en Argentina Si bien el aceite de palma posee una mayor proporción de to- ciones de la industria alimenticia, cosmética y farmacéutica (con una concentración mínima del principio activo del 30%). En la naturaleza, la vitamina E se encuentra bajo la forma de tocoferoles y tocotrienoles. Estos últimos compuestos, a pesar de las mínimas diferencias estructurales con sus pares, han demostrado ser más beneficiosos para la salud en ciertos tratamientos y en la prevención de enfermedades tales como la arteriosclerosis, el cáncer de mama y las enfermedades neurodegenerativas (Alzheimer y Parkinson). Por 42 TU&E Nº 30 esta razón, se intentó desarrollar un producto que se diferenciara en el mercado por presentar una relación de tocotrienoles/ tocoferoles mayor que uno. Otro de los objetivos fue utilizar una tecnología no contaminante en el proceso productivo, dado que las exigencias son cada vez mayores en este aspecto y mundialmente ya no sólo se valorizan los productos que provienen de fuentes naturales, sino aquellos que además son elaborados con tecnologías amigables con el ambiente. Finalmente, el desarrollo del proyecto se realizó de cotrienoles, este fruto no es de producción nacional y debe importarse desde países centroamericanos. Esto hace inapropiada su utilización como materia prima, dado que el aceite se deteriora si no se lo extrae rápidamente del fruto. El salvado de arroz, en cambio, es un subproducto de la molienda del arroz —cultivo ampliamente desarrollado en la Región Mesopotámica— y posee el 60% de la vitamina E bajo la forma de tocotrienoles. Representa asimismo el 8% de los productos de la molienda. interiorfinal:arsenicoycapacitacion.qxd S i t u a ci ó n ac tu al d e l a in du st r i a a r r o c e r a Considerando que el salvado de arroz es una materia prima adecuada para elaborar el concentrado vitamínico, se analiza a continuación el efecto que tendría sobre la producción de arroz en Argentina, el hecho de imprimir valor agregado a un subproducto de la molienda. La Figura 2 muestra la evolución de la molienda argentina de arroz en los últimos 14 años. El 64% de la capacidad instalada se encuentra en Entre Ríos y el 27% en Corrientes. Al momento de la elaboración de este proyecto (año 2006) se registraban 87 molinos en actividad: 50 en Entre Ríos, 28 en Corrientes y 9 en otras provincias. Si bien en la Argentina el arroz no ocupa un lugar de gran relevancia al compararlo con otros cereales y granos oleaginosos, su importancia radica en que es un producto exportable a mercados cercanos. La actividad arrocera registró un crecimiento importante desde la integración del MERCOSUR, cuando Brasil se constituyó en el principal demandante del arroz argentino. Pero también ocurrieron circunstancias que deprimieron los ingresos de los productores y exportadores locales: el hecho más influyente fue la modificación de la política cambiaria de Brasil en enero de 1999, que impactó en las condiciones de competitividad dentro del bloque. La industria también se vio alterada y desde ese momento las exportaciones a Brasil fueron 14/05/2009 17:55 Página 43 de arroz sin ningún tipo de proceso industrial. El nivel de ocupación de la actividad fue afectado con fuertes procesos de ajuste y cierre de plantas industriales en toda la región litoral argentina. El resultado de todo esto fue la pérdida de competitividad a nivel regional e internacional experimentada a fines del año 2000. No obstante, esta situación comenzó a revertirse a partir de la devaluación del peso en enero de 2002, y el nuevo escenario constituyó un punto de inflexión que cambió la tendencia declinante de los años anteriores. Entre las ventajas de la producción arrocera argentina se encuentran el tipo de cambio favorable, un adecuado nivel de tecnología en las plantaciones y la estabilidad en los rendimientos superiores a las 5 toneladas, que es el estándar internacional. Un fenómeno que importa destacar —porque condiciona el presente y el futuro de la expansión arrocera— es el avance de la soja, que le restó mucha superficie al arroz. En 1998/99 por cada hectárea sembrada con arroz se cultivaban dos de soja, mientras que en 2003/04 por cada hectárea de arroz se implantaron 19,2 de soja. Frente a este panorama, es posible considerar que el hecho de imprimir valor agregado a un subproducto de la molienda puede contribuir como incentivo para estimular la producción de arroz. L ocal iz aci ón del e s ta b l e ci m i e n t o f ab r i l Para determinar la ubicación del establecimiento fabril se con- Figura 3. Ubicación del establecimiento fabril para la producción de Vitamina E natural y Vista Isométrica del mismo TU&E Nº 30 43 interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 44 Tecnología Aplicada sideraron dos factores principales: por un lado, dado que el transporte del salvado es mucho más voluminoso que el de la vitamina, conviene instalarse cerca de los molinos proveedores; y por el otro, como el 98% del mercado para la vitamina E se encuentra concentrado en la provincia de Buenos Aires, es aconsejabe radicarse en las cercanías de dicho distrito. La provincia de Entre Ríos reúne ambas condiciones, y mediante el sistema de factores ponderados, se determinó que la ciudad de Concepción del Uruguay es la más propicia. Es además un punto estratégico para ingresar al MERCOSUR, ya que se encuentra en el límite con Uruguay y cerca de Brasil (ver Figura 3). Recepción y almacenamiento del salvado de arroz con los lípidos (alojados en la capa de aleurona), favoreciendo En el salvado de arroz están el enranciamiento de los últimos. presentes ciertas lipasas, enzi- Por los motivos expuestos, la mas que comúnmente catalizan materia prima no puede almace- la destrucción de los enlaces és- narse manejando un stock de teres de los triglicéridos. Pero seguridad, sino que debe ser recientemente se ha identificado procesada lo más rápidamente en este subproducto un tipo de posible una vez salida del moli- lipasa capaz de hidrolizar fosfolí- no. pidos. La misma es térmicamen- En cuanto a las condiciones de te estable, con un máximo de almacenamiento, los factores a actividad a 80°C. tener en cuenta son temperatu- El aceite de salvado de arroz ra, humedad y tiempo. Estos se deteriora con rapidez una vez parámetros son los limitantes separado el salvado del resto del del desarrollo de microorganis- grano. Esto se debe a que el mos, insectos y roedores que procesamiento abrasivo de la contribuyen al deterioro del sal- molienda favorece el contacto de vado de arroz, y consecuente- las lipasas (alojadas en la testa) mente del principio activo que 313.15 K supercrítico líquido 303.15 K (isoterma crítica) Punto crítico punto triple TU&E Nº 30 333.15 K 343.15 K gas temperatura, ºC P [Mpa] Figura 4 (a). Diagrama de fases para el dióxido de carbono (b) Densidad del dióxido de carbono en la zona del punto crítico Condiciones de operación Solvente Temperatura CO2 80ºC Presión 25 MPa Tiempo 2h Recuperación del aceite Recuperación de Vit. E Figura 5. Extracción del aceite de salvado de arroz 44 323.15 K 304.2 K punto crítico sólido El proceso propuesto para extraer la vitamina E del salvado de arroz puede resumirse en siete etapas: • Recepción y almacenamiento del salvado de arroz. • Secado del salvado de arroz. • Extracción del aceite de salvado de arroz. • Desodorización del aceite de salvado de arroz. • Esterificación del destilado de desodorización. • Fraccionamiento del destilado esterificado. • Envasado del concentrado de vitamina E. p [Kg/m3] presión, MPa Pro ces o innovado r propu esto 308.15 K 90% 70% interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 45 desea extraerse. Las condicio- vente, la posibilidad de modifi- de Vitamina E menor que el 1%, nes ambientales adecuadas de carla mediante ajustes de pre- es necesario incorporar alguna almacenamiento dentro de los sión y temperatura hace que es- operación que permita elevar tal silos son una temperatura de tos solventes sean altamente se- valor por lo menos hasta un 5%. 10ºC y 70% de humedad relati- lectivos. La Figura 4 muestra el Esto permite asegurar que con el va. diagrama de fases para el dióxi- fraccionamiento posterior se lo- do de carbono y la importante grará concentrar la Vitamina E Extracción del aceite variación de su densidad en cer- hasta el 30% (valor especifica- La principal característica de canías del punto crítico. do). este proyecto es su carácter in- En la Figura 5 se esquematiza La etapa intermedia agregada novador tanto en el producto fi- el funcionamiento del proceso de es la desodorización del aceite. nal que se obtiene, como en la extracción del aceite. Una bom- Trabajando bajo ciertas condi- tecnología empleada en el pro- ba de membrana succiona dióxi- ciones de operación, se logra ceso de producción: el aceite se do de carbono de un tanque arrastrar en el destilado todos extrae del salvado utilizando dió- pulmón y lo comprime hasta al- los compuestos volátiles del mis- xido de carbono supercrítico canzar la presión de extracción mo: ácidos grasos libres (AGL), como solvente. buscada. Luego, un intercambia- tocoferoles y tocotrienoles, y La extracción de compuestos dor de calor (IC1) eleva la tem- otros fosfolípidos. mediante el uso de tecnología peratura hasta el valor deseado. La desodorización es una eta- supercrítica se basa en la parti- El dióxido de carbono ingresa a pa típica del refinado de aceites cular capacidad de solvencia la celda de extracción, en donde comestibles, en la que se trata que presenta el dióxido de car- se encuentra alojada la materia de eliminar los compuestos que bono cuando se encuentra por prima. El solvente retiene los otorgan sabor y olor desagrada- encima de su punto crítico. La componentes de interés, y la ble, evitando al mismo tiempo la región supercrítica, a diferencia mezcla soluto-solvente se des- pérdida de componentes de alto de todas las otras regiones mo- comprime adiabáticamente en valor nutritivo. Como lo que aquí nofásicas, no está delimitada una válvula reguladora de pre- se pretende es concentrar toda por curvas de equilibrio bifásico; sión (VRP), y por el efecto Joule- la vitamina en el destilado, se el pasaje de fluido supercrítico a Thompson su temperatura dis- aplican las condiciones más líquido o gas, o viceversa, no in- minuye, lográndose así la evapo- drásticas de operación, precisa- volucra la cesión o absorción de ración parcial del solvente. mente aquellas que no se utili- energía bajo la forma de calor latente. La evaporación se completa en el separador, desde donde se re- Un fluido supercrítico exhibe cupera el aceite. Por último, el propiedades fisicoquímicas inter- solvente se enfría en el IC2 para medias entre los líquidos y los lograr condensarlo y succionarlo zan en el refinado (ver Figura 6). Esterificación del destilado de desodorización gases. La transferencia de masa nuevamente al circuito. Se debe Dado que los tres grupos com- es rápida y sus viscosidades destacar que la reutilización del ponentes del destilado presentan dinámicas y difusividades son si- solvente no requiere ninguna solubilidades semejantes en dió- milares a las de los gases, mien- operación auxiliar. xido de carbono supercrítico, es necesario modificar esta propie- tras que poseen densidades semejantes a las de los líquidos. Dado que la densidad del flui- Desodorización del aceite de salvado de arroz dad si se desea lograr un buen fraccionamiento. De esta forma, do supercrítico está directamen- Luego de la extracción, y como la segunda operación unitaria te relacionada con su poder sol- el aceite tiene una concentración agregada al proceso es la esteri- TU&E Nº 30 45 interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 46 Tecnología Aplicada ficación de los ácidos grasos libres (AGL). Con ello se consigue Fraccionamiento del destilado esterificado diferenciar notablemente la solu- La última operación del proce- bilidad de los compuestos esteri- so es el fraccionamiento del des- ficados respecto de los demás tilado esterificado. En esta etapa grupos presentes en la corriente. se utiliza, nuevamente, tecno- En la Figura 6 se presentan las logía supercrítica. Entonces, el condiciones de operación para la funcionamiento y los equipos esterificación. empleados son similares a los Condiciones de operación - Desodorización Medio de arrastre Temperatura Vapor de agua 300ºC Presión 5-6 mmHg Tiempo 2h Recuperación de Vit. E Condiciones de operación - Esterificación - 95% Reactivo Tipo de catalizador Temperatura Tiempo Conversión de AGLE Etanol Homogéneo 65-70ºC 2h 94% Figura 6. Desodorización del aceite y esterificación del destilado Condiciones de operación Solvente CO2 Condiciones (I)r 45ºC, 13.6 MPa Condiciones (II) 80ºC, 20 MPa Tiempo Concentración AGE (I) Concentración AGE (II) 3h 10% 5% correspondientes a la extracción del aceite, con la salvedad de que se utiliza una columna empacada en reemplazo del extractor. El fundamento de la separación es la diferencia en las solubilidades que exhiben los grupos de compuestos presentes en la corriente de alimentación. En cuanto a esto, la presión y la temperatura de operación tienen una marcada influencia sobre la eficiencia de separación. Si se trabaja con bajas presiones, la solubilidad de los triglicéridos y los fitosteroles es baja, de manera que se concentran en el residuo que queda en la columna, mientras que los ácidos grasos esterificados son eliminados en el extracto debido a su elevada solubilidad en CO2 supercrítico a esos niveles de presión. Asimismo, al aumentar la temperatura se incrementa la volatilidad de los ácidos grasos esterificados. De esta forma, puede obtenerse un residuo de columna altamente concentrado en Vitamina E. El fraccionamiento se realiza en dos etapas, cuyas condiciones de operación se especifican en la Figura 7. La concentración de AGLE (Ácidos Grasos Libres Esterificados) en el residuo de columna se reduce al 5% luego de la segunda etapa. P r o duc t o y su bp r o d uct o s Figura 7. Fraccionamiento del destilado esterificado 46 TU&E Nº 30 El producto principal del proceso es el concentrado de Vitamina 17:55 Página 47 tanto el ácido fítico como la fi- Vitamina E E, el cual surge de la etapa final del fraccionamiento. Como puede verse en la Figura 8, de ésta se obtienen dos corrientes de composición prácticamente opuesta: por un lado el extracto, que posee mayoría de AGLE (57%), y por el otro el residuo de columna, que tiene la concentración deseada de vitamina E (30%). El producto final contiene además otros fitosteroles (tales como campestrol, stig- Fitosteroles 14/05/2009 AGLE interiorfinal:arsenicoycapacitacion.qxd bra. Es además de baja alergenicidad, por lo que puede ser un excelente aditivo para aumentar el valor nutritivo de algunos alimentos, especialmente los destinados a la población infantil o dietas hipoproteicas. El aceite de arroz desodorizado tiene uso culinario, aunque su Figura 8. Composición de las corrientes de salida del fraccionamiento calidad es inferior a los estándares ofrecidos en el mercado, de- costos reducidos en compa- bido a las drásticas condiciones ración con otros procesos masterol, orizanol) que le confieren una mayor diferenciación en el mercado, dado que también han demostrado ser beneficiosos para la salud. De todas las etapas del proceso se obtienen subproductos que tienen valor comercial agregado. El salvado de arroz de bajo contenido lipídico obtenido en la etapa de extracción de operación que se aplican con para la producción de Vita- el fin de arrastrar la mayoría de mina E. del aceite puede utilizarse como alimento para animales poligástricos (rumiantes), pero a partir de este subproducto también es posible obtener otros de tipo más especializado, tales como un concentrado proteico y fibra dietaria para consumo humano. El salvado desgrasado tiene un alto contenido de proteína (15 al 20%), a partir de la cual, mediante una extracción alcalina, se puede obtener un concentrado proteico de hasta el 60%. Esta proteína tiene un alto valor biológico para el consumo humano, por su perfil de aminoácidos esenciales —principalmente su contenido de lisina— y porque se han eliminado Finalmente, el extracto del supercrítica es ampliamente fraccionamiento encuentra una estudiada, aún no se aplica a aplicación como materia prima nivel industrial, al menos en los fitosteroles en el destilado. • El proyecto abarca sólo un Además, este aceite encuentra módico porcentaje de la pro- una excelente aplicación en la ducción nacional de salvado industria jabonera y posee una de arroz (2%), a fin de ase- cera de muy buena calidad que gurar una provisión de mate- puede utilizarse para fabricar ria prima en cantidad y cali- emulsionantes y encáusticos, y para recubrir frutas y verduras frescas. para fabricar biodiésel. dad suficientes. • Tecnología de punta en el proceso. Si bien la tecnología Argentina. • Industria integrada hacia atrás con los molinos arroce- An á lis is F ODA El siguiente análisis presenta ros. OPORTUNIDADES las fortalezas, oportunidades, • Único producto nacional en debilidades y amenazas para el su tipo. La mayoría de la vi- proyecto industrial planteado. tamina E disponible en el mercado argentino es impor- FORTALEZAS tada, y la forma comercial • Reducidos costos en las ma- más ampliamente utilizada terias primas. Tanto el salva- es sintética (beta-acetato de do de arroz como el solvente tocoferilo). utilizado en el proceso de • Mercado en constante creci- extracción y fraccionamiento miento. A fines de la déca- (dióxido de carbono) tienen da de los `90, la producción TU&E Nº 30 47 interiorfinal:arsenicoycapacitacion.qxd 14/05/2009 17:55 Página 48 Tecnología Aplicada mundial de vitamina E sintética y natural alcanzó las 22.000 Tn y ha seguido creciendo a causa del aumento de la demanda. Estudios realizados en América Latina muestran que la Vitamina E es la tercera similares de prestigiosa trayectoria. A nivel mundial, unas pocas empresas abarcan gran parte del mercado; y una de las formas sintéticas de la Vitamina E (betaacetato de tocoferilo) está ampliamente instalada. más utilizada de todas las vitaminas existentes en el mercado. • Cambio de hábito de la población hacia lo natural. El ritmo de vida vertiginoso al que estamos habituados actualmente, sumado al gran caudal de información disponible con respecto a los beneficios de los productos naturales sobre la salud, llevan a la población a preferirlos frente a los sintéticos. • Diseño versátil de la planta industrial. Con este sustento en el desarrollo del proyecto, la adaptación a otro tipo de materia prima no representa un riesgo de vida para la empresa. DEBILIDADES • Elevada inversión inicial. Más del 50% de la inversión inicial corresponde a equipamientos. La aplicación de tecnología supercrítica requiere alcanzar presiones muy altas, hecho que se refleja en el costo de los equipos necesarios para la operación. AMENAZAS • Competencia de productos 48 TU&E Nº 30 C oncl us iones De acuerdo a los datos recopilados y obtenidos del análisis económico y de la evaluación económica del proyecto, se puede concluir que el mismo es sumamente rentable en un período de 10 años. Si bien hay que invertir una considerable suma inicial de dinero e ingresar en un mercado fuertemente marcado por productos y empresas productoras de origen extranjero con asentada trayectoria, a partir del tercer año —de acuerdo a las proyecciones de ventas estimadas— se recupera la inversión y, en consecuencia, la empresa comienza a percibir ganancias. Se determinó un amplio mercado potencial del cual se pretende cubrir sólo una pequeña fracción a fin de asegurar, en cierta medida, que se puedan lograr los pronósticos hechos sobre las ventas. En la parte técnica es para destacar que la tecnología utilizada es compleja pero de fácil aplicación, por lo que tampoco representa un obstáculo sino más bien un aliciente para la realización física del proyecto. El proceso es amigable con el ambiente, ge- nerando sólo una pequeña cantidad de efluentes. La extracción del aceite y el fraccionamiento utilizan un solvente que no es inflamable ni tóxico, es inerte y no corrosivo, además de ser muy barato y poseer muy buena afinidad con los compuestos lipofílicos. El hecho de que el producto final tenga una relación de tocotrienoles/tocoferoles de 1.5, sumado a la presencia de otros fitosteroles de origen natural además de la Vitamina E, le confieren una excelente particularidad respecto de productos similares disponibles comercialmente. * Acerca de la autora Melisa Paola Bertero es Ingeniera Química graduada en la Facultad Regional San Francisco de la Universidad Tecnológica Nacional (2007), y actualmente cursa el Doctorado en Ingeniería Química en la Universidad Nacional del Litoral, becada por el CONICET. Además de haber obtenido el Premio Pre Ingeniería 2007/8 (Centro Argentino de Ingenieros) por el proyecto descripto en este artículo, obtuvo reconocimientos tales como "Mejor promedio de su promoción” (Colegio de Ingenieros Especialistas de Córdoba, 2008), “Mejor Promedio XIX Colación de Grado” (FAGDUT, UTN Facultad Regional San Francisco, 2008) y el Premio estudiantil al mejor promedio de la carrera de Ingeniería Química (Gobierno de la Provincia de Córdoba, 2005).