- Ninguna Categoria
Batch Heat Exchanger Network: Minimum Units Targeting & Evolution
Anuncio
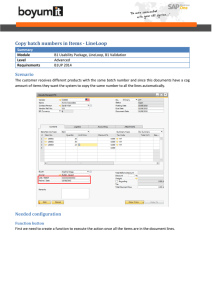
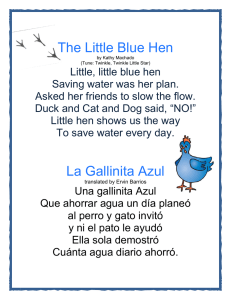
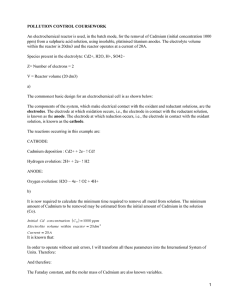
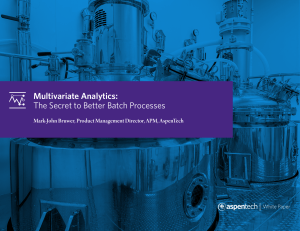
Available online at www.sciencedirect.com Applied Thermal Engineering 28 (2008) 2089–2099 www.elsevier.com/locate/apthermeng Minimum units targeting and network evolution for batch heat exchanger network Dominic Chwan Yee Foo a,*, Yin Hoon Chew b, Chew Tin Lee b a School of Chemical and Environmental Engineering, University of Nottingham Malaysia, Broga Road, 43500 Semenyih, Selangor, Malaysia b Bioprocess Engineering Department, Universiti Teknologi Malaysia, 81310 Skudai, Johor, Malaysia Received 17 September 2007; accepted 8 February 2008 Available online 19 February 2008 Abstract Process integration techniques have been widely accepted as an effective tool in synthesising a cost optimal heat exchanger network (HEN). However, most works on HEN synthesis have mainly focused on continuous processes. Much less work has been carried out for the synthesis of batch HEN. This paper extends the minimum units targeting and network evolution techniques that were developed for batch mass exchange network (MEN) into batch HEN. Two examples are used to illustrate the developed method. Ó 2008 Elsevier Ltd. All rights reserved. Keywords: Batch processes; Heat integration; Pinch analysis; Network evolution 1. Introduction Systematic approach in addressing energy integration in a process plant began during the global energy crisis in the 1970s. Since then, pinch analysis has been widely accepted as an effective tool in synthesising a cost optimal heat exchanger network (HEN) [1]. With pinch analysis, various network targets (energy, heat exchanger area, capital cost, etc.) may be obtained prior to the detailed design of HEN. Towards the late 1980s, the works on HEN synthesis have become rather well established. Other aspects of heat integration have also been reported, e.g. utility design, heatintegrated distillation, total site integration, etc. A few good reviews on the well established heat integration techniques are available in reviews [2,3] and textbook [4]. It should also be noted that many of these techniques have now mainly incorporated into processes, design textbooks [5–7]. However, most of the works on HEN synthesis have mainly focused on continuous processes, while much less attention has been given for the synthesis of batch HEN. * Corresponding author. Tel.: +60 (3) 89248130; fax: +60 (3) 89248017. E-mail address: [email protected] (D.C.Y. Foo). 1359-4311/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.applthermaleng.2008.02.006 The earliest works addressing energy integration for batch processes was reported by Vaselenak et al. [8]. These authors worked on the heat recovery between vessels where temperatures vary during operations. They presented a heuristic rule for the co-current heat exchange and a mixed-integer linear programming (MILP) solution for the restricted target temperature. However, these authors did not consider the time dependence of streams in which some streams may only exist in the plant for a certain period of time. The opportunity for rescheduling and the generation of rescheduling superstructures were investigated in a later work [9]. On the other hand, heat integration for batch processes was investigated by other researchers based on the insightbased pinch analysis techniques. One of the earliest works to divert pinch analysis from continuous to batch heat integration was reported by Kemp and Macdonald [10,11]. They developed a targeting tool called the time-dependent heat cascade analysis (TDHCA) technique that allows the minimum energy and heat storage targets to be identified for a maximum energy recovery (MER) network. These authors also reported a systematic technique for batch HEN design and identified rescheduling opportunities in their later works [12–15]. 2090 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 Concurrently, Linnhoff and his co-workers [16,17] individually developed a time average model based on the conventional approach of HEN synthesis in continuous mode [1]. They also developed a time slice model to obtain the energy targets for the batch HEN. However, the time slice model is confined to the use of a simple scheduling diagram. No representation of which streams were thermodynamically capable of exchanging heat was obtained. In a later work, Obeng and Ashton [18] proved that by appropriate scheduling (as proposed by Kemp and Deakin [13]), the utility targets obtained via the TDHCA [10–12] will approach that of time average model [16,17]. Yet another graphical approach to locate the minimum energy targets for a batch HEN is later developed by Wang and Smith [19], which treats time as the primary constraint and the heat transfer driving force as the secondary constraint. Most of the early developments were reported in a European Communities report [20]. Some successful industrial applications have also been reported [21]. Later work on insight-based approaches focused on the design of heat storage system for indirect heat recovery. Stoltze et al. [22,23] developed an algorithm to determine the number of storage tanks to achieve the established energy targets. Sadr-Kazemi and Polley [24] reported that in some batch processes, heat storage might provide a more flexible alternative compared to direct integration. They suggested that external heating or cooling could lead to a higher plant throughput. The authors also examined the effect of process rescheduling on the reduction of heat storage capacity [24,25]. Jung et al. [26] noted that heat storage system possesses some practical operation issues (e.g. heat losses, etc.), which in turn proposed a systematic rescheduling procedure to reduce indirect heat transfer (and hence heat storage size) by maximising direct heat integration. The rescheduling option also leads to increased production yield [26]. Krummenacher and Favrat [27] later developed a graphical-aided technique to locate the minimum number of heat storage tanks by assuming vertical heat transfer. More recently, Pourali et al. [28] proposed a time decomposition strategy to evaluate the combination of different time intervals to achieve the minimum total cost for a batch HEN, which include direct and indirect integration. While insight-based approaches offer good insights into the overall analysis of the HEN problems, its main limitation lies in its ability to analyse problems with more than a single dimension. For instance, analysis can hardly be performed for simultaneous heat integration and process scheduling. Most often, these steps have to be done sequentially. However, the main advantage of being able to decompose a complex problem for ease of analysis is always welcomed by engineers in solving various industrial problems. Other efforts in developing the heat integration schemes based on mathematical-based optimisation approaches have been reported. Papageorgiou et al. [29] developed a mathematical framework that considers trade-offs between heat integration and scheduling constraints. Lee and Reklaitis [30,31] developed scheduling models for maximis- ing heat recovery in cyclically operated single-product processes and across independently operated batch production line. Zhao et al. [32] presented a mathematical formulation for batch process scheduling based on the cascade analysis of Kemp and Deakin [12], which involves heat integration without intermediate storage. A three-step procedure was proposed for the design of HEN for batch and semi-continuous processes in their later work [33]. Yet another work that incorporates heat integration in the framework of scheduling was reported by Adonyi et al. [34] that utilised the S-graph approach. Corominas and co-workers [35–37] addressed energy and waste minimisation in multi-product batch processes. Vaklieva-Bancheva and co-workers [38,39] developed a MILP solution for HEN design for multipurpose batch plants in which only direct heat exchange is considered. The same authors reported a case study on heat integration for an antibiotics batch manufacturing process [40]. Bozan et al. [41] later developed a computer programme to simultaneously determine the product campaigns, heat exchange areas as well as the overall heat exchanger network for a multipurpose batch process. Other works on heat integration for multipurpose batch plants were also reported [42–44]. More recently, Puigjaner [45] reported the first attempt to incorporate combined heat and power scheme for batch processes. While mathematical optimisation approaches offer the flexibility of incorporating other considerations (e.g. scheduling, multiproduct plant, etc.), their main disadvantage lies in the limitation in allowing designers to incorporate their decision making view during the network synthesis stage. From the above review, it is noticed that most of the work for batch HEN synthesis has been mainly focusing on energy targeting (insight-based pinch analysis technique), network synthesis, scheduling/rescheduling and heat storage systems. A clear research gap has been the identification of minimum number of heat exchanger units within a batch HEN. Even though this is common knowledge for HEN in continuous mode, its establishment in batch HEN synthesis problem has not been noticed. A flexible and simple HEN has always been required by batch processes that have frequent product changeover. Besides reducing pipework, maintenance and instrumentation costs, fewer heat exchange units always lead to ease of operation, which is one of the essential elements for steady-state batch operation (the reverse is true for unsteady-state system). Hence, during network evolution stage, the minimum unit target serves as an important lower bound before a batch network is simplified. Even though the early work on network evolution for batch HEN was reported by Kemp and Deakin [13], the evolution has not been made based on the minimum number of units target. Further more, the approach does not take into account of common heat exchangers that are used in several time intervals. As will be shown in this paper that, ignoring these common heat exchangers may lead to suboptimal results (i.e. more than the minimum units) during network evolution. D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 On the other hand, the establishment of systematic techniques to synthesise mass exchange network (MEN) for batch processes has been reported lately. Following the analogy of batch HEN approaches [10–13], Foo et al. [46] developed a time-dependant cascading analysis technique to locate the minimum flowrates of the process and external mass separating agents in a batch MEN. This is the seminal work on extending the well established MEN techniques for continuous processes [47–49] into batch MEN problem. In a later work, targeting of minimum number of mass exchanger units as well as network evolution techniques for a batch MEN were also established [50]. Following the same analogy of HEN and MEN synthesis, the minimum unit targeting technique is readily extended into batch HEN problems. This will be demonstrated in the following hypothetical example. 2. Hypothetical example Table 1 shows the stream data for a hypothetical example with a process cycle time of 10 h. As shown, there are two hot streams (to be cooled) and one cold stream (to be heated) that exist in different time zone, with their respective supply (TS) and target (TT) temperatures. Hot stream H1 exists in the first six hours while H2 exists between hours 4 and 10. The cold stream C3 on the other hand, exists between 2.5 and 9 h. The enthalpy rate (DH), total enthalpy (DHDt) and heat capacity flowrate (CP) are each streams are also given. The first step in pinch analysis study for a batch network is to locate the individual process streams in their respective time intervals [10–13], such as that shown in Table 2. The boundary of the time intervals were set based on the start (tST) and end time (tEND) of the hot and cold streams. Next, energy targeting is carried out for the non-heat storage system for the example, following the TDHCA technique of Kemp and co-workers [10–12]. The energy targeting result is shown in Table 3. As shown, the DHDt column in each time interval represents the enthalpy available in each temperature interval while the Cum. Table 1 Stream data for hypothetical example Streams TS (°C) TT (°C) tST (h) tEND (h) DH (kW) DHDt (kWh) CP (kW/K) H1 H2 C3 180 150 20 20 10 120 0 4 2.5 6 10 9 640 420 1000 3840 2520 6500 4 3 10 Table 2 Existence of hot and cold streams in respective time intervals 0–2.5 h 2.5–4.0 h 4.0–6.0 h 6.0–9.0 h 9.0–10.0 h H1 H1 H1 H2 C3 H2 C3 H2 C3 2091 DHDt column represents the heat cascade throughout the interval. Summing the values in the first (175 °C) and last row (5 °C) of Table 3 gives the total hot and cold energy targets respectively for the overall network, i.e. 2600 (QH,min) and 2460 kWh (QC,min). 3. Minimum units targeting For HEN in continuous mode, the minimum number of units U is related to the total number of streams, given as [1,4–7] U ¼ N H þ N C N SN ð1Þ where NH is the number of hot streams in the system (including hot utility); NC, the number of cold streams (including cold utility), and NSN is the number of independent sub-networks into which the original network can be sub-divided. Due to the existence of the pinch temperature which divides the problem into two thermodynamic regions, Eq. (1) is applied separately in the region above and below pinch to yield the minimum heat exchanger units in these regions [1,4–7]. On the other hand, due to the existence of different time intervals in a batch HEN problem, Eq. (1) is applied for each of the time interval k [50] U k ¼ N H;k þ N C;k N SN;k ð2Þ By applying Eq. (2), the minimum heat exchangers in example problem is found to be 12 units (Table 4). Note that the calculation for number of units will have to include the hot (HU) and cold (CU) utilities in the network (identified from Table 3). Due to the existence of different time intervals in a batch HEN problem, process hot and/or cold streams may exist in more than one time interval. In order to reduce the number of heat exchange units, the heat exchangers connecting the same pair of hot and cold streams are normally reused in each time interval. In other words, if possible, one would like to make use of a ‘‘common exchanger” in every time interval. Hence, the targeting approach should consider the opportunity to reuse these exchangers. If we further examine the streams in their respective time intervals, one may realise that some of the streams actually exist in a few time intervals. For instant, both streams H1 and cold utility (CU) exist from the first to third time intervals (Table 4). By applying Eq. (2), the common exchanger which exchanges heat between these two streams is considered three times in these time intervals. In fact, only one heat exchanger is necessary for these two streams. Hence, it could be concluded that if the same pair of streams exist in more than one time interval, the numbers of additional exchangers, UAE are given as U AE ¼ N TI 1 ð3Þ where NTI is the number of time interval where both streams co-exist. Hence, the minimum exchanger units in a batch HEN with l additional exchangers are given by 2092 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 Table 3 Energy targeting for hypothetical example Duration (h) 0–2.5 T (°C) DHDt 2.5–4.0 Cum. DHDt 175 DHDt Cum. DHDt DHDt 600 0 300 4.0–6.0 300 200 780 500 45 1300 25 180 15 0 1600 0 1600 Uk 1 2 3 4 5 H1 H1, HU H1, H2, HU H2, HU H2 CU C3, CU C3, CU C3, CU CU P kUk 1 3 4 3 1 k X 12 ð4Þ U AE;l l Applying Eq. (3) to example problem without considering the pinch temperature, one will obtain the additional exchangers that exist in the network to be 8 units (Table 5). Hence, the minimum units needed for this batch HEN is actually 12 8 = 4 (Eq. (4)). However, due to the existence of pinch temperature that divides the problem into two different sub-networks, i.e. regions above and below the pinch, Eq. (4) can be applied separately in these sub-networks. Hence Eq. (4) becomes U min;MER ¼ U above þ U below where U above ¼ X U k;above k X 390 30 180 X U k;below k Cold streams Uk 90 90 U below ¼ Hot streams X 30 200 Time interval, k 360 0 140 60 300 60 90 60 Table 4 Minimum units targeting regardless of pinch temperature U¼ 420 0 60 60 240 420 140 0 5 2100 120 60 0 60 1680 120 1500 100 1920 600 180 200 0 180 480 Cum. DHDt 0 320 900 DHDt 0 280 720 800 Cum. DHDt DHDt 1920 240 120 125 Cum. DHDt 9.0–10.0 80 180 145 6.0–9.0 X 420 ð5cÞ U AE;l;below l Table 6 further locates the hot and cold streams that exist in their respective time intervals in two separate regions, i.e. the regions above and below the pinch. Applying Eq. (2) in these separate regions yields the minimum units target to be 7 + 6 = 13 (Table 6). The number of additional exchangers is next calculated in Table 7. Four additional exchangers are found in the region above and below the pinch respectively. Hence, the total numbers of exchangers are calculated using Eq. (5), i.e. 7 + 6 4 4 = 5. Note that the minimum units target is achieved by considering the regions above and below the pinch as two separate networks. There is a possibility to reduce Umin,MER below the minimum by assessing the regions above and below the pinch as one entire network. The same situation is also observed in the HEN for continuous mode [1,4–7] as well as continuous and batch MEN problems [47–49]. By assessing the network as a whole, the network can be further simplified to eliminate the extraneous exchangers using ð5aÞ Table 6 Hot and cold streams in the regions above and below the pinch U AE;l;above ð5bÞ l and Table 5 Calculation of additional exchangers Time interval, k Hot streams Cold streams Uk,above Above pinch 1 2 3 4 5 – H1, HU H1, H2, HU H2, HU – – C3 C3 C3 –P 0 2 3 2 0 7 Hot streams Cold streams Uk,below H1 H1 H1, H2 H2 H2 CU CU CU CU CU P k U k;below 1 1 2 1 1 6 k U k;above Stream matches UAE,l H1–C3 H1–CU H2–C3 H2–CU HU–C3 P l U AE;l 1 2 1 2 2 8 Time interval, k Below pinch 1 2 3 4 5 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 Table 7 Calculation of the additional exchangers for the regions above and below pinch Above pinch Below pinch Stream matches UCE,l,above Stream matches UCE,l,below H1–C3 H2–C3 HU–C3 P l U AE;l;above 1 1 2 H1–CU H2–CU 2 2 P 4 4 l U AE;l;below the loop and path network ‘‘relaxation” technique. This will be demonstrated in the next section. 4. Network evolution technique for batch HEN Upon the identification of energy targets, the batch HEN is designed individually in each time interval [13]. The MER network for the hypothetical example is shown in Fig. 1, represented on the overall time grid diagram developed for batch MEN [50]. This new network representation that includes time dimension provides good visualisation of a batch network, for both design and relaxation stage. Owing to the existence of pinch temperature, the HEN is decomposed into two thermodynamic regions, i.e. the region above and below the pinch. Hence, the minimum heat exchanger units for a MER network, Umin,MER is obtained by applying Eq. (5). However, as mentioned in the previous section, a MER network will normally possess more exchangers compared to that for which the pinch is ignored, i.e. ð6Þ U 6 U min;MER Note however, that ignoring the pinch would incur extra utilities and additional operating cost. We will examine how the conventional network evolution techniques can be utilised to reduce the complexity of a preliminary network. Previous section shows that, for example problem, five exchangers are needed for a MER network. If the pinch temperature is ignored, only four exchangers are required. A further examination of the batch HEN reveals that a cross pinch heat loop exists in the third time interval (Fig. 1). Hence, it is clear that by breaking this heat loop, one heat exchanger will be eliminated from the preliminary MER network. However, any attempt to eliminate any process-to-process heat exchanger in the third time interval will not give us much impact on the overall network complexity, since both heat exchangers in this time interval are also used in other time intervals. Hence, we should handle this problem by considering the overall network across all time intervals. Summing the heat load across the time interval, one obtains the total heat load for the process-to-process heat exchangers to be 2100 kWh (Exchanger 1) and 1800 kWh (Exchanger 2) respectively. Following the heuristic to eliminate the heat exchanger with the smallest heat load [1], Exchanger 2 is eliminated in the third and fourth time intervals (4.0–9.0 h) in order to reduce network complexity. Using heat loop and path, an alternative network is developed, with a utility penalty of 1800 kWh (720 kWh in third time interval + 1080 kWh in fourth time interval) for both hot and cold utilities. The resulting network is shown in Fig. 2. Alternatively, if Exchanger 2 is justified to be maintained due to technical considerations, one may eliminate Exchanger 1 in second and third time intervals (2.5– 6.0 h), with the resulting network shown in Fig. 3. A higher utility penalty of 2100 kWh is expected, as Exchanger 1 recovers more energy as compared to Exchanger 2. The elimination of process-to-process heat exchanger (e.g. Exchangers 1 and 2 in example problem) provides flexibility to process plants to trade-off between energy recovery and network complexity. A comparison between the different schemes is shown in Table 8. As shown, the total network area assuming a constant overall heat transfer coefficient (UA) is reduced for each scheme with the removal of process-to-process heat exchanger. Two examples are used to illustrate the developed method. 5. Example 1 Table 9 shows the stream data for the classical batch HEN problem taken from Kemp and Deakin [12,13]. As H1 H1 1 1600 1 1 1600 60 2093 1 60 80 80 H2 H2 2 2 Loop 120 120+720 180 180+1080 420 420 C3 C3 600 900 600 900 80 720 80+720 1200 1920+1080 1920 1080 1200 0 0 2.5 4.0 6.0 9.0 Time (h) Fig. 1. Batch network design for hypothetical example. 10.0 2.5 4.0 6.0 9.0 10.0 Time (h) Fig. 2. Simplified network for hypothetical example with elimination of Heat Exchanger 2. 2094 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 H1 1600 60+900 80+1200 H2 2 2 120 180 420 C3 600+900 0 720 80+1200 1920 1080 4.0 2.5 6.0 9.0 10.0 Time (h) Fig. 3. Simplified network for hypothetical example with elimination of Heat Exchanger 1. Table 8 Energy targets for different scheme (hypothetic example) Schemes Number of exchangers Hot utility, QH,min (kWh) Cold utility, QC,min (kWh) Total network UA (kWh/ °C) MER network With H2 eliminated With H1 eliminated Base case 4 3 2600 4400 2460 4260 163.52 133.86 3 4700 4560 114.36 2 6500 6360 97.25 removed respectively. For a minimum approach temperature (DTmin) of 10 °C, the minimum hot and cold utility targets for the overall network are determined as 198 (QH,min) and 238 kWh (QC,min), respectively [12]. The MER network that achieves the energy targets is shown in Fig. 4, with four process-to-process exchangers and utility exchangers respectively. When the pinch temperature is taken into consideration, the minimum units target for the example is calculated as eight using Eq. (5), i.e. Uabove = 6 1 and Ubelow = 7 4. However, when the pinch temperature is ignored, only seven heat exchangers are needed (as determined by Eq. (4)). A closer inspection reveals that a heat loop exists in the network in time interval 0.3–0.5 h (shown in Fig. 4), which causes the additional heat exchanger unit. Hence, network evolution technique may be used to reduce the additional heat exchanger in the network. From Fig. 4, it is noted that Exchanger 2 is the smallest heat exchanger in the entire network. Following the heuristic to eliminate heat exchanger with the smallest heat load [1], a HEN with seven heat exchangers is resulted, (Fig. 5). Note that, due to the elimination of Exchanger 2, utility penalty is incurred. Hence, the network in Fig. 5 has 32 kWh higher consumption for both hot and cold utilities, as compared to the MER network in Fig. 4. This is similar to the result presented in the original work [13]. 6. Example 2: Batch production of oleic acid Table 9 Steam data for Example 1 Stream TS (°C) TT (°C) Time (h) Heat flow (kW) Heat load (kWh) CP (kW/K) C1 H2 C3 H4 20 170 80 150 135 60 140 30 0.5–0.7 0.25–1.0 0–0.5 0.3–0.8 1150 440 480 360 230 330 240 180 10 4 8 3 shown, there are two process cold (C1 and C3) and hot streams (H2 and H4) where heat need to be supplied/ H2 Fig. 6 shows the simulation flowsheet for the production of oleic acid from palm olein using immobilised lipase, modelled in the batch simulation software of SuperPro Designer v6.0 [51]. Palm olein, a mixture of triglycerides that contains oleic, linoleic, stearic and palmitic acids, is firstly fed with water into a Batch Stirred Tank Reactor (BSTR). Immobilised lipase is next added into the BSTR for the conversion of palm olein into fatty acids and glycerine. The effluent from the BSTR which consists of fatty acids, glycerine and other unreacted compounds is filtered 1 1 6 3 28 H4 44 2 88 4 36 36 Loop 88 C1 72 70 60 C3 16 120 0 0.25 36 8 0.30 0.50 Time (h) Fig. 4. Network designs for Example 1. 0.70 0.80 1.00 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 H2 1 1 6 2095 3 24 44 H4 88 4 36 72 88 C1 72 70 C3 16 120 0 0.25 64 8 32 0.30 0.50 0.70 0.80 1.00 Time (h) Fig. 5. Network designs for Example 1 after elimination of Exchanger 2. Fig. 6. Process flowsheet for oleic acid production. using a plate-and-frame (P&F) filter press to separate the immobilised lipase for reuse in the BSTR. Due to the insolubility of palm olein and fatty acids in water, the filtrate from the press filter will form a liquid mixture of aqueous and organic phases. This two-phase filtrate is then sent to a decanter where it will settle into the different aqueous and organic phases. The aqueous phase mainly consists of water and glycerine while the organic phase is made up of the unreacted palm olein, fatty acids and trace amount of water and glycerine. The aqueous phase is sent to a triple-effect evaporator in which the water-glycerine solution (sweet-water) is concentrated to a glycerine purity of 80%. Water recovered from the evaporator is recycled to the BSTR. Purification proceeds in a distillation column where glycerine is purified to 99% and is sold as a by-product of the process. On the other hand, the organic phase from the decanter is sent to a crystalliser where the stearic and palmitic acids are crystallised. The crystallised stearic and palmitic acids is then separated from the mother liquor using another P&F filter press. The mother liquor is next sent to a vacuum distillation column where oleic acid of 80% purity is recovered as the bottom product while other components are emitted as waste in the column top product stream. 2096 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 Table 10 Steam data for oleic acid case study ID Process stream TS (°C) TT (°C) Time (h) Heat flow (kW) Heat load (kWh) CP (kW/K) C1 C2 H3 H4 H5 H6 Heater P-6 Heater P-9 P-7 top stream P-7 bottom stream P-10 top stream P-10 bottom stream 10.00 98.70 76.60 321.74 78.80 262.80 310.00 230.00 50.00 50.00 50.00 50.00 9.80–11.30 6.60–11.60 9.80–11.30 9.80–11.30 6.60–11.60 6.60–11.60 626.20 31.36 2.09 279.30 0.69 12.87 939.30 156.80 3.14 418.95 3.44 64.35 1.957 0.239 0.079 1.028 0.024 0.060 Table 11 Energy targeting for oleic acid production case study (without heat storage) Duration (h) T (°C) 6.6–9.8 DHDt 316.74 9.8–11.3 Cum. DHDt DHDt 70.53 0.00 315.00 103.70 466.89 219.08 5.79 71.60 180.12 6.38 45.00 0.54 0.06 177.33 30.57 13.56 0.60 0.67 146.77 146.77 0.00 0.00 0.54 2.79 7.18 7.03 7.03 38.96 0.59 5.00 437.18 0.00 73.80 6.61 0.41 218.11 5.79 6.61 0.00 29.71 74.94 Cum. DHDt 6.61 546.60 70.53 74.94 DHDt 0.00 79.71 4.41 235.00 Cum. DHDt 543.92 70.53 257.80 11.3–11.6 2.68 0.00 streams (H3–H6) in this case study. Before heat integration is carried out, this process requires a total amount of 1096.10 kWh for hot utility and 489.88 kWh for cold utility. Table 11 shows the TDHCA carried out for the example for system without heat storage. The minimum approach temperature DTmin is taken as 10 °C. As shown in Table 11, the total hot and cold utility targets for the overall network are determined as 621.06 (QH, min) and 14.83 kWh (QC, min) respectively. On the other hand, if heat storage system is installed, the total hot utility targets is reduced to 606.23 kWh, while cold utility is completely removed (Table 12). Two alternative MER networks for Example 2 are shown in Fig. 7, for network without heat storage system. Both designs feature nine heat exchangers, i.e. five processto-process exchangers and four utility exchangers. Network A has a common exchanger (Exchanger 1) that serves streams H1 and C2 throughout all time intervals, which is more favourable than Network B, due to ease of operation and maintenance. To reduce network complexity, network evolution techniques may be employed. Since a heat loop is identified in Network A (see Fig. 7a), one may eliminate a heat exchanger in the loop by incurring utility penalty. In this case, Exchanger 3 is a good candidate to be eliminated due to 13.56 1.27 0.00 1.27 0.00 Table 10 shows the stream data that is extracted from the simulation for heat integration study. As shown, there are two process cold streams (C1–C2) and four process hot Table 12 Energy targeting for repeated batch production (with heat storage) Duration (h) 6.6–9.8 T (°C) DH 316.74 9.8–11.3 Cum. DH Heat transfer 70.53 70.53 531.77 70.53 452.05 74.94 103.70 422.35 38.96 ?0.59? 2.79 ?7.18? 30.57 0.06 0.06 0.67 0.67 0.00 0.00 146.77 146.77 0.00 0.54 169.48 0.00 0.00 0.00 0.54 171.62 0.00 7.18 5.00 ?5.79? 0.00 0.59 45.00 7.03 7.03 204.24 0.00 71.60 6.61 0.41 218.11 5.79 73.80 6.61 0.00 29.71 74.94 Cum. DH 0.00 79.71 4.41 235.00 DH 6.61 2.68 0.00 257.80 Heat transfer 529.08 0.00 315.00 11.3–11.6 Cum. DH DH 0.00 0.00 0.00 0.00 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 Network A H5 2097 2 2.21 H6 0.21 Loop 3 1 1 1 11.27 1.06 H3 4 H4 5 C2 29.59 70.83 13.87 33.20 2.77 6.64 C1 Network B 1.04 9.8 6.6 H5 5.28 3.15 419.02 510.86 11.3 11.6 Time (h) 2 2.21 H6 0.21 3 1 1 11.27 1.06 H3 4 H4 5 C2 29.59 47.07 70.83 2.77 6.64 C1 1.04 9.8 6.6 19.15 3.15 419.02 496.99 11.3 11.6 Time (h) Fig. 7. Network designs for oleic acid case study (without heat storage). its lower heat duty as compared to Exchanger 1. Further more, a utility exchanger is currently in use to cold hot stream H6 in time intervals 6.6–9.8 h and 11.3–11.6 h. Hence this exchanger may be used to provide cooling needs for stream H6 in time interval 9.8–11.3 h upon the removal of Exchanger 3. Fig. 8 shows the resulting network after the elimination of Exchanger 3, with 5.28 kWh higher consumption on both hot and cold utilities. On the other hand, if one were to break the loop by removing Exchanger 1, much higher utility penalty is expected, since Exchanger 1 is used in all time intervals. Further evolution using heat path may also be considered by removing heat exchangers with small heat duty in both networks, e.g. Exchangers 2 and 4. The extent of evolution is dependent on the accept- H5 able level on the aspect of network complexity and operability. On the other hand, network design for the case with heat storage system is shown in Fig. 9a, achieving the energy targets identified in Table 12. For a given scenario (e.g. ease of operation, technical consideration, etc.), Exchanger 1 is justified to be removed from the network, one may use heat path technique to shift the heat load of Exchanger 1 to both hot and cold utilities in time intervals 6.6–9.8 h and 11.3–11.6 h; and higher utility consumption is resulted. Another option to better utilise the energy penalty would be to store the energy for a later use. As shown in Fig. 9b, larger amount of heat is stored between time interval 6.6–9.8 h and 11.3–11.6 h and later used in 9.8–11.3 h. 2 2.21 H6 0.21 1 1 11.27 1 1.06 5.28 H3 4 H4 5 C2 29.59 70.83 13.87 33.20 2.77 6.64 C1 6.6 9.8 1.04 3.15 419.02 516.15 11.3 Fig. 8. Network A after elimination of Exchanger 3. 11.6 Time (h) 2098 D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 a H5 2 S H6 S S S 3 1 H3 1 4 H4 5 C2 29.59 47.07 70.83 C1 2.77 6.64 S 1.04 19.15 3.15 419.02 482.25 ST 6.6 2.21 11.27 b H5 11.3 0.21 1.06 2 S H6 14.75 9.8 S S 3 S H3 11.6 Time (h) 4 H4 5 C2 47.07 100.42 C1 S 1.04 9.41 S 19.15 3.15 419.02 449.98 ST 2.21 ST 6.6 2.42 40.86 9.8 0.21 44.69 11.3 Time (h) 3.83 11.6 Fig. 9. Network design for oleic acid case study (with heat storage). Note that, two heat storages are utilised here, since the heat sources are of different supply temperature levels. 7. Conclusion In this work, the minimum units targeting and network evolution techniques that were developed for the conventional HEN and batch MEN synthesis problems are extended to batch HEN synthesis. In minimum units targeting, common heat exchangers that exist in more than one time interval will have to be included in the analysis. The minimum unit target sets the lower bound for a batch HEN, before the network evolution is used to evolve the network to reduce its complexity. It is shown that in order to simplify a batch HEN with the network evolution techniques, a thorough analysis has to be carried out across all time intervals of the batch process. This ensures a heat exchanger to be eliminated from the batch HEN completely. Two examples were used to illustrate the applicability of the proposed techniques. Further work is envisioned to incorporate the targeting and evolutional techniques into rigorous optimisation model. In particular, trade-off between capital (heat exchanger elimination) and operating (utility penalty) costs may be analysed during network evolution. Furthermore, various objectives (e.g. productivity, rescheduling opportunity, etc.) may be incorporated into the model to facilitate for the search of a global optimum batch HEN. References [1] B. Linnhoff, D.W. Townsend, D. Boland, G.F. Hewitt, B.E.A. Thomas, A.R. Guy, R.H. Marshall, A user guide on process integration for the efficient use of energy, IChemE, Rugby, 1994. [2] T. Gundersen, L. Naess, The synthesis of cost optimal heat exchange networks – an industrial review of the state of the art, Comput. Chem. Eng. 6 (1988) 503–530. [3] B. Linnhoff, Pinch analysis: a state-of-art overview, Trans. IChemE 71 (1993) 503–522. [4] U.V. Shenoy, Heat Exchanger Network Synthesis: Process Optimization by Energy and Resource Analysis, Gulf Publishing Company, Houston, 1995. [5] J.M. Douglas, Conceptual Design of Chemical Processes, McGrawHill, New York, 1988. [6] W.D. Seider, J.D. Seader, D.R. Lewin, Product and Process Design Principles: Synthesis, Analysis and Evaluation, John Wiley and Sons, New York, 2003. [7] R. Smith, Chemical Process: Design and Integration, John Wiley and Sons, New York, 2005. [8] J.A. Vaselenak, I.E. Grossmann, A.W. Websterberg, Heat integration in batch processing, Ind. Eng. Chem. Process Des. Dev. 25 (1986) 357–366. [9] J.A. Vaselenak, I.E. Grossmann, A.W. Websterberg, An embedding formulation for the optimal scheduling and design of multipurpose batch plants, Ind. Eng. Chem. Res. 26 (1) (1987) 139– 148. [10] I.C. Kemp, E.K. MacDonald, Energy and process integration in continuous and batch processes, in: IChemE Symposium Series No. 105, Rugby, 1987, pp. 185–200. [11] I.C. Kemp, E.K. MacDonald, Application of pinch technology to separation, reaction and batch processes, in: IChemE Symposium Series No. 109, Rugby, 1988, pp. 239–257. D.C.Y. Foo et al. / Applied Thermal Engineering 28 (2008) 2089–2099 [12] I.C. Kemp, A.W. Deakin, The cascade analysis for energy and process integration of batch processes. Part 1: calculation of energy targets, Chem. Eng. Res. Des. 67 (1989) 495–509. [13] I.C. Kemp, A.W. Deakin, The cascade analysis for energy and process integration of batch processes. Part 2: network design and process scheduling, Chem. Eng. Res. Des. 67 (1989) 510–516. [14] I.C. Kemp, A.W. Deakin, The cascade analysis for energy and process integration of batch processes. Part 3: a case study, Chem. Eng. Res. Des. 67 (1989) 517–525. [15] I.C. Kemp, Application of the time-dependent cascade analysis in process integration, J. Heat Recover. Syst. CHP 10 (4) (1990) 423–425. [16] B. Linnhoff, G.J. Ashton, E.D.A. Obeng, Process integration of batch processes, in: 79th AIChE Annual Meeting, New York, 15–20 November, Session No. 92, Paper No. 92a, 1987. [17] B. Linnhoff, G.J. Ashton, E.D.A. Obeng, Process integration of batch processes, in: IChemE Symposium Series No. 109, Rugby, 1988, pp. 221–237. [18] E.D.A. Obeng, G.J. Ashton, On pinch technology based procedures for design of batch processes, Chem. Eng. Res. Des. 66 (3) (1988) 225–259. [19] Y.P. Wang, R. Smith, Time pinch analysis, Chem. Eng. Res. Des. 73 (1995) 905–914. [20] J. Klemeš, B. Linnhoff, E. Kotjabasakis, T.K. Zhelev, I. Gremouti, B. Kaliventzeff, G. Heyen, E. Maréchal, M. Lebon, L. Puigjaner, A. Espuńa, M. Graells, G. Santos, G.J. Prokopakis, G.J. Ashton, N. Murphy, de A.M. Paor, I.C. Kemp, Design and operation of energy efficient batch processes, Final Report, Commission of the European Communities, 1994. [21] G.J. Ashton, Design of energy efficient batch processes, in: P.A. Pilavachi (Ed.), Energy Efficiency in Process Technology, Elsevier, London, 1992, pp. 1050–1062. [22] S. Stoltze, B. Lorentzen, P.M. Petersen, B. Qvale, A simple technique for analyzing waste-heat recovery with heat-storage in batch processes, in: P.A. Pilavachi (Ed.), Energy Efficiency in Process Technology, Elsevier, London, 1992, pp. 1063–1072. [23] S. Stoltze, J. Mikkelsen, B. Lorentzen, P.M. Petersen, B. Qvale, Waste-heat recovery in batch processes using heat storage, J. Energ. Resour. Technol. 117 (1995) 142–149. [24] N. Sadr-Kazemi, G.T. Polley, Design of energy storage systems for batch process plants, Trans. IChemE 74A (1996) 584–596. [25] G.T. Polley, Improving the energy efficiency of batch processes. www.pinchtechnology.com, October 2000 feature article, 2000 (access November 2000). [26] S.-H. Jung, I.-B. Lee, D.R. Yang, K.S. Chang, Synthesis of maximum energy recovery networks in batch processes, Korean J. Chem. Eng. 11 (3) (1994) 162–171. [27] P. Krummenacher, D. Favrat, Indirect and mixed direct–indirect heat integration of batch processes based on pinch analysis, Int. J. Appl. Thermodynam. 3 (2001) 135–143. [28] O. Pourali, M. Amidpour, D. Rashtchian, Time decomposition in batch process integration, Chem. Eng. Process. 45 (2006) 14–21. [29] L. Papageorgiou, G.N. Shah, C.C. Pantelides, Optimal scheduling of heat-integrated multipurpose plants, Ind. Eng. Chem. Res. 33 (1994) 3168–3186. [30] B. Lee, G.V. Reklaitis, Optimal scheduling of cyclic batch processes for heat integration – basic formulation, Comput. Chem. Eng. 19 (8) (1995) 883–905. [31] B. Lee, G.V. Reklaitis, Optimal scheduling of cyclic batch processes for heat integration – II. Extended problems, Comput. Chem. Eng. 19 (8) (1995) 907–931. 2099 [32] X.G. Zhao, B.K. O’neill, R.M. Wood, Heat integration in batch processes Part 1: process scheduling based on cascade analysis, Trans. IChemE 76A (1998) 685–699. [33] X.G. Zhao, B.K. O’neill, R.M. Wood, Heat integration in batch processes Part 2: heat exchanger network design, Trans. IChemE 76A (1998) 700–710. [34] R. Adonyi, J. Romero, L. Puigjaner, F. Friedler, Incorporating heat integration in batch process scheduling, Appl. Therm. Eng. 23 (14) (2003) 1743–1762. [35] J. Corominas, A. Espuna, L. Puigjaner, A new look at energy integration in multiproduct batch processes, Comput. Chem. Eng. 17S (1993) S15–S20. [36] J. Corominas, A. Espuna, L. Puigjaner, Method to incorporate energy integration considerations in multiproduct batch processes, Comput. Chem. Eng. 18 (1994) 1043–1055. [37] R. Grau, M. Graells, J. Corominas, A. Espuna, L. Puigjaner, Global strategy for energy and waste analysis in scheduling and planning of multiproduct batch chemical processes, Comput. Chem. Eng. 20 (1996) 853–868. [38] N. Vaklieva-Bancheva, B.B. Ivanov, A new approach for determination of the horizon constrains for design problem of multipurpose batch chemical plants, Comput. Chem. Eng. S17 (1993) S21–S26. [39] N. Vaklieva-Bancheva, B.B. Ivanov, N. Shah, C.C. Pandelides, Heat exchange network design for multipurpose batch plants, Comput. Chem. Eng. 20 (8) (1996) 989–1001. [40] B.B. Ivanov, N. Vaklieva-Bancheva, C.C. Pandelides, N. Shah, Optimal energy integration in batch antibiotics manufacture, Comput. Chem. Eng. S20 (1996) S31–S36. [41] M. Bozan, F. Borak, I. Or, A computerized and integrated approach for heat exchanger network design in multipurpose batch plants, Chem. Eng. Process. 40 (2001) 511–524. [42] A.P.F.D. Barbosa-Póvoa, T. Pinto, A.Q. Novais, Optimal design of heat-integrated multipurpose batch facilities: a mixed-integer mathematical formulation, Comput. Chem. Eng. 25 (2001) 547–559. [43] T. Pinto, A.Q. Novais, A.P.F.D. Barbosa-Póvoa, Optimal design of heat-integrated multipurpose batch facilities with economic savings in utilities: a mixed integer mathematical formulation, Ann. Oper. Res. 120 (1–4) (2003) 201–230. [44] T. Majozi, Heat integration of multipurpose batch plants using a continuous-time framework, Appl. Therm. Eng. 26 (2006) 1369– 1377. [45] L. Puigjaner, Extended modeling framework for heat and power integration in batch and semi-continuous processes, Chem. Product Process Model. 2 (3) (2007) (Article 24). [46] C.Y. Foo, Z.A. Manan, R.M. Yunus, R.A. Aziz, Synthesis of mass exchange network for batch processes – Part I: utility targeting, Chem. Eng. Sci. 59 (5) (2004) 1009–1026. [47] M.M. El-Halwagi, V. Manousiouthakis, Synthesis of mass exchange networks, AIChE J. 35 (8) (1989) 1233–1244. [48] M.M. El-Halwagi, Pollution Prevention Through Process Integration: Systematic Design Tools, Academic Press, San Diego, 1997. [49] M.M. El-Halwagi, Process Integration, Elsevier Inc., San Diego, CA, USA, 2006. [50] C.Y. Foo, Z.A. Manan, R.M. Yunus, R.A. Aziz, Synthesis of mass exchange network for batch processes – Part II: minimum units target and batch network design, Chem. Eng. Sci. 60 (5) (2005) 1349–1362. [51] Intelligen, Inc., SuperPro DesignerÒ User’s Guide, Intelligen Inc., Scotch Plains, New Jersey, 2005.
 0
0
Anuncio


Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados