")
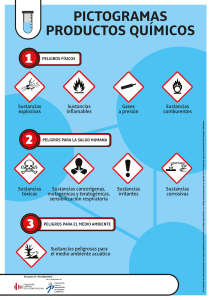
Gestión de la Inocuidad a través de la aplicación del HACCP - 12 pasos y 7 principos – CODEX 2020 03.11.12 : 14:30 a 16:30 04.11.12: 09:00 a 13:00h 08.11.12: 14:30 a 16:30 Expositor: Rosa María Lagos Maraví [email protected] 992 765 430 Duración: 8 horas ALGUNASREGLAS REGLAS … ALGUNAS • Puntualidad (Inicio-Fin) • Participación (Ordenada) • Presencia (Estar concentrado –enciende tu cámara en la presentación) • Evitar distracciones (domésticas, ruidos, apaguen el micrófono salvo para opinar) • Disfrutar del proceso de aprendizaje 2 SOBRE LA EVALUACIÓN: 1. Asistencia – 10% 2. Evaluación escrita teórico – 90% PREGUNTAS CONTENIDO DEL CURSO Capitulo 1 Introducción al HACCP • Recordando conceptos • Regulaciones (Codex, RM, DS, RD, entre otros) • Sistema de Gestión de Inocuidad Capitulo 2 Programas Pre requisitos • Programas Pre requisitos • Peligros de inocuidad Capitulo 3 Pasos Preliminares en el desarrollo del Plan HACCP • 5 pasos previos Capitulo 4 Los 7 principios del HACCP • • • • • Principio 1: Realizar un Análisis de Peligros Principio 2: Identificar los Puntos de Control Críticos Principio 3: Establecer Límites Críticos Principio 4: Establecer Procedimientos de Monitorización Principio 5: Establecer Acciones Correctivas ¿SEGURIDAD ALIMENTARIA = INOCUIDAD ALIMENTARIA? Mayores exigencias Inocuidad Calidad Fraude Alimentario Protección del alimento Certificaciones internacionales SEGURIDAD ALIMENTARIA Es un estado en el cual todas las personas gozan, en forma oportuna y permanente, de acceso físico, económico y social a los alimentos que necesitan, en cantidad y calidad, para su adecuado consumo y utilización biológica, garantizándoles un estado de bienestar general que coadyuve al logro de su desarrollo". Fuente: OPS – Organización Panamericana de la Salud INOCUIDAD ALIMENTARIA Es la garantía de que un alimento no causará daño al consumidor cuando el mismo sea preparado o ingerido de acuerdo con el uso a que se destine. Fuente: Codex Alimentarius INTRODUCCIÓN INOCUIDAD - Microbiológicos - Químicos - Físicos - Food Fraud - Food Defense SENSORIAL NUTRICIONAL - Claims - Presentación Empaque Etiquetado Servicio COMERCIAL - Sabor Apariencia - Textura Olor Color CALIDAD INTRODUCCIÓN 30% de muertes niños menores de 5 años. 1 de cada 10 personas se enferman después de comer alimentos contaminados en todo el mundo Fuente: www.who.int/activities/estimating-the-burden-of-foodborne-diseases INTRODUCCIÓN Fuente: www.cdc.gov/fdoss/annual-reports/index.htm INTRODUCCIÓN Fuente: www.cdc.gov/fdoss/annual-reports/index.htm INTRODUCCIÓN Fuente: www.cdc.gov/fdoss/annual-reports/index.htm INTRODUCCIÓN RESUMEN DE RETIRO DEL MERCADO DE LA FDA Y USDA 9% 3% 16% 16% Alérgenos no declarados 55% Salmonella Listeria Otros Contaminantes E.coli Clostridium Botulinum Fuente: Recalls, Market Withdrawals, & Safety Alerts | FDA (2020) www.fda.gov/safety/recalls-market-withdrawals-safety-alerts INTRODUCCIÓN RESUMEN DE RETIRO DEL MERCADO DE LA FDA Y USDA Fuente: Recalls, Market Withdrawals, & Safety Alerts | FDA (2022) www.fda.gov/safety/recalls-marketwithdrawals-safety-alerts ¿Qué responsabilidades tiene una empresa productora de alimentos? DECRETO LEGISLATIVO N° 1062 Ley de Inocuidad de los Alimentos DS 034.2008- AG Reglamento de Ley de Inocuidad Cumplir con las normas sanitarias por la Autoridad de Salud, incluyendo las de rotulado Asegurar que se cumpla los principios generales de higiene según CODEX Asegurar el manejo de post consecha, fabricación, elaboración, fraccionamiento, almacenamiento y expendio se realice en locales que cumplan con los PGH del CODEX Garantizar y Responder por el TVU del producto Brindar información comprensible del producto, advertencia de riesgos, uso previsto. Retiro de producto notificando a las autoridades y consumidores ¿Qué responsabilidades tiene una empresa productora de alimentos? La denegación, suspensión o cancelación de los registros, permisos, certificados o autorizaciones correspondientes El comiso, destrucción o disposición final de los productos objetos de la infracción La clausura del establecimiento La publicación de las sanciones impuestas en el Diario Oficial el Peruano u otro medio de comunicación escrita de circulación DECRETO LEGISLATIVO N° 1062 nacional o regional. Ley de Inocuidad de los Alimentos En el caso de reincidencia se duplicará la multa impuesta. De ser el DS 034.2008- AG Reglamento de Ley de Inocuidad caso, se aplicarán medidas complementarias El incumplimiento de las disposiciones, genera en los infractores, responsabilidad administrativa, independientemente de la responsabilidad penal y civil que pudiera corresponder. ¿Qué responsabilidades tiene una empresa productora de alimentos? La denegación, suspensión o cancelación de los registros, permisos, certificados o autorizaciones correspondientes El comiso, destrucción o disposición final de los productos objetos de la infracción La clausura del establecimiento La publicación de las sanciones impuestas en el Diario Oficial el Peruano u otro medio de comunicación escrita de circulación nacional o regional. En el caso de reincidencia se duplicará la multa impuesta. De ser el caso, se aplicarán medidas complementarias DECRETO LEGISLATIVO N° 1062 Ley de Inocuidad de los Alimentos DS 034.2008- AG Reglamento de Ley de Inocuidad INTRODUCCIÓN - Instalaciones Mantenimiento Limpieza Control de Plagas Tratamiento de Desechos Higiene del Personal Estado de Salud Comportamiento del Personal Control Operacional Trazabilidad Control de Almacenamiento Control de Transporte Capacitación Retiro de Producto 3 2 1 PPR SISTEMAS DE GESTIÓN HACCP INTRODUCCIÓN - Transformación primaria - No Tratamiento Térmico - Si Frío, refrigeración o congelación - Si lavado, desinfectado, seleccionado o cortado - MP es transformada para obtener PT - Si Tratamiento térmico - Si insumos, aditivos y/o coadyuvantes - Productos Hidrobiológicos - Restaurantes - Concesionarias INTRODUCCIÓN - DECRETO LEGISLATIVO N° 1062 Ley de Inocuidad de los Alimentos DS 034-2008-AG CODEX ALIMENTARIUS CAC-RCP 1-1969 1997/2003/2020 DS 007-98 Reglamento Vigilancia y Control Sanitaria DS 004-2014 DS 028-2014 DS 038-2014 RM 449 Norma Sanitaria para la aplicación de Sistema HACCP en la fabricación de Alimentos y Bebidas Derechos del Consumidor - Fraude Obligaciones del Proveedor Vigilancia y Control de Inocuidad Rastreabilidad Competencias de las Autoridades RM 405-2020-MINSA PROYECTO – NTS Servicio de Alimentación Colectiva RM_822-2018-MINSA Restaurantes y servicios afines - NTS 142 –MINSA/2018 - RM – 166-2021/MINSA (Modificatoria) – 6.9.2 RS 0019-81-SA Alimentación Colectiva RM 157-2021-MINSA NTS 173-MINSA/2021 Servicio de Alimentación Colectiva INTRODUCCIÓN - Instalaciones Mantenimiento Limpieza Control de Plagas Tratamiento de Desechos Higiene del Personal Estado de Salud Comportamiento del Personal Control Operacional Trazabilidad Control de Almacenamiento Control de Transporte Capacitación Retiro de Producto 1 3 2 PPR SISTEMAS DE GESTIÓN HACCP ¿Qué sistemas de Gestión Tenemos? INTRODUCCIÓN Plan de Inocuidad/ Manuales Procedimientos / Instructivos Planes, Matrices, Programas Registros Normas, Reglamentos. PPR CAPITULO 2 PROGRAMAS PRE REQUISITOS Cambios codex 2020 PPR ¿QUÉ SON PPR? Los programas que nos permiten mantener un ambiente inocuo, para asegurar que el producto que se fabrica dentro de las líneas de proceso será inocuo. En pocas palabras es nuestra primer barrera para el control de los riesgos o peligros inherentes al proceso. 1. Diseño de Instalaciones y Equipos 2. Abastecimiento de Agua 3. Control de las Operaciones 5. Salud e Higiene del Personal 6. Limpieza y Sanitización (RRSS) 7. Uso y Seguridad de Productos Químicos 8. Recepción, almacenamiento y Transporte 9. Mantenimiento 10. Capacitación y competencias 11. Calibración de equipos 12. Control de Plagas 13. Trazabilidad y Retiro de Producto MEDIDAS DE CONTROL - HACCP INTRODUCCIÓN SEPARACIÓN ALIMENTOS CRUDOS/COCINADOS COCINE COMPLETAMENTE MANTENGA LOS ALIMENTOS A Tº SEGUROS LIMPIEZA USE AGUA Y MP SEGURAS 5 CLAVES PARA LA INOCUIDAD DE LOS ALIMENTOS Fuente: CODEX 2020 INTRODUCCIÓN Capitulo 1: Buenas Prácticas de Higiene - CODEX Sección 5 Sección 1 Introducción y Control de Peligros Alimentarios Sección 3 Sección 2 Producción Primaria Establecimiento – Diseño de las Instalaciones y Equipo Sección 4 Capacitación y Competencias Mantenimiento, Limpieza y desinfección y control de plagas en el establecimiento Sección 8 Sección 6 Sección 7 Higiene del Personal Control de las Operaciones Información sobre los productos y sensibilización al consumidor Sección 9 Transporte Capitulo 2: HACCP - CODEX Sección 1 Principio del Sistema HACCP Sección 2 Sección 3 Directrices Generales para la aplicación del sistema HACCP Aplicación 5 Etapas Preliminares, 7 principios y Capacitación INTRODUCCIÓN CAMBIOS PRINCIPALES - CODEX Reordenamiento de la estructura que conecta los conceptos de las 2 secciones en común Mayor claridad de aplicación en toda la cadena Aclaración de algunos conceptos necesarios – Contacto Cruzado Cultura de Inocuidad Apósitos/Curitas Etiquetado Alérgenos Rotación de desinfectantes 1. INSTALACIONES Ubicación Vías de acceso y áreas de desplazamiento Superficie pavimentada. Estructura y acabados: material impermeable y resistente a la acción de los roedores. 1. 2. 3. 4. 5. 6. Uniones redondeados. Pisos con inclinación hacia canaletas o sumideros Paredes con pintura lavable y de color claro Techos sin condensación de agua ni mohos y los elementos suspendidos como iluminación no se rompan en fragmentos. Ventanas sin acumulación de polvo y provistas de medios que eviten insectos. Almacén de MP y PT separadas y con separación (Ej: paredes, tabiques, etc). 1. INSTALACIONES • Instalaciones temporales: • • • • • Puestos de mercado. Vehículos de venta ambulante. Distribuidores automáticos. Tiendas Carpas Deben estar ubicadas, diseñadas y construidas, de forma que se evite la contaminación de los alimentos y el anidamiento de plagas. • Iluminación. 2. ABASTECIMIENTO DE AGUA • • • • Cumplir con requisitos físico-químicos y microbiológicos del agua Prever suficiente y permanente agua. Deben ser apta para su uso previsto (como hielo, vapor) según un análisis de riesgos. El agua recirculada y recuperada de un proceso productivo, debe de tratarse. CASO 1: Para una planta que compra agua o usa agua de la red publica – ANEXO 1, 2 y 3 CASO 2: Para una planta que trata el agua, agua de pozo. Por primera vez hacerle toda la corrida (ANEXO 1, 2, 3 y 4) y de ahí en adelante, solo ANEXO 1,2 y 3 (INORGÁNICOS) DS 031-2010 SA Aprueban Reglamento de la Calidad de Agua para Consumo Humano 3. RESIDUOS SÓLIDOS Trampas de grasa Deben estar en recipientes de plástico o metálicos cubiertos o tapados. Aceites usados El D.S.033-81 SA (Reglamento de Aseo Urbano) indica que debe existir un procedimiento que describa el manejo y disposición final de residuos sólidos, incluyendo frecuencia de recojo, horarios, ruta de evacuación, transporte y disposición final del residuo. • • • • Adoptar medidas para evitar el reflujo de los drenajes, conexiones cruzadas y retorno de gases de desagüe. Los residuos deben ser recogidos por personal capacitado y cuando corresponda, mantener registros. Los residuos peligrosos deben estar identificados con precisión. Los contenedores que se usen para almacenar sustancias peligrosas, deben estar identificados y con llave. 4. ASPECTOS OPERATIVOS • Deben de seguir un flujo en etapas separadas, desde la zona sucia a la limpia. • En sala de producción no se podrá tener ni guardar otros productos, artículos ajenos a los productos que se elaboran. • Los equipos utilizados en la fabricación deben tener dispositivos de seguridad, control y registro. • Los equipos deben ser aptos para que entren en contacto con alimentos, estar diseñados para limpiarse, desinfectarse. No deben tener elementos tóxicos. • Cuando corresponda, se debe calibrar el equipo de vigilancia que se usa para verificar la cocción, calentamiento, enfriamiento, almacenamiento o congelación del alimento. 4. ASPECTOS OPERATIVOS Producción Primaria: Identificar las posibles fuentes de contaminación procedentes del medio ambiente, a menos que exista una medida para reducir o evitar la contaminación de alimentos La producción primaria no debe llevarse a cabo en zonas con: . • • • • Olores tóxicos. Aguas residuales. Tierra agrícola con materia fechas. Tierras agrícolas con residuos químicos. 4. ASPECTOS OPERATIVOS Materiales entrantes: Verificar la conformidad de las MP en la recepción con las especificaciones. Ejemplo: • Examen visual de los paquetes dañados en el transporte. • Fecha de caducidad • Alérgenos declarados. • Mediciones de temperatura refrigerados o congelados. • Pruebas de laboratorio (Cuando corresponda). 4. ASPECTOS OPERATIVOS Envasado: Cuando se utilicen materiales o gases para el envasado, estos no deben contener contaminantes tóxicos, ni representar una amenaza para la inocuidad 5. HIGIENE DEL PERSONAL Y SANEAMIENTO DE LOS LOCALES ASEO DE PERSONAL. Personal debe: 1. Aseado 2. Sin cortes ni ulceraciones en manos. 3. Sin afecciones a la piel 4. Uñas limpias, cortas y sin esmalte 5. Uñas o pestañas postizas 6. Cabello totalmente cubierto 7. No usar sortija, pulseras, etc. 8. Ropa de trabajo de color claro. 9. Si lava equipos y envases debe contar con delantal impermeable y botas. 10. Personal de mantenimiento, tendrá uniforme de diferente color. Cuando sea necesario, se asignará al personal con cortes y heridas a trabajar en zonas que no tenga contacto directo con los alimentos. Si el personal sigue trabajando debe usar curitas resistentes al agua, de color contrastante o detectables por el detector de metales o por rayos X, y cuando corresponda, con guantes. COMPORTAMIENTO DEL PERSONAL. -No fumar, escupir, masticar o comer, estornudar o toser sobre el alimento. VISITANTES. - Ropa protectora. 5. HIGIENE DEL PERSONAL Y SANEAMIENTO DE LOS LOCALES HIGIENE DEL PERSONAL, DE EQUIPOS DE INSTALACIONES. Personal debe lavarse las manos con agua y jabón: 1. 2. 3. 4. 5. • • • • Antes de iniciar el trabajo. Inmediatamente después de utilizar los servicios higiénicos. Después de manipular material sucio o contaminado. Después de haber manipulado cualquier material que pueda transmitir enfermedades. Todas las veces que sea necesario. Colocar avisos que indiquen la obligación de lavarse las manos. Debe haber un control adecuado para garantizar el cumplimiento de este requisito. Ideal que los grifos no sean accionables con la mano, caso contrario tomar medidas. Los lavamanos no deben usarse para el lavado de alimentos o utensilios. Las instalaciones de servicios sanitarios y de lavado, no se deberían utilizar para otros fines como almacenar alimentos o artículos que entran en contacto con ellos. 5. HIGIENE DEL PERSONAL Y SANEAMIENTO DE LOS LOCALES • Inmediatamente después de terminar el trabajo o cuantas veces sea necesario, deben limpiar minuciosamente los pisos, estructuras auxiliares, paredes. • La fábrica debe disponer de un Programa de Limpieza y Desinfección. • Implementos de limpieza de la zona de producción exclusivos. Los equipos de limpieza deben conservarse limpios, recibir mantenimiento, sustituirse periódicamente. • Zonas de limpieza herramientas y equipos, debe estar separado de SSHH, drenajes o residuos. • Los procedimientos de limpieza no deben provocar contaminación de área sucia a limpia. Ej: pulverización del lavado a presión. • No roedores ni insectos. En redes de desagüe colocar tapas metálicas y en canaletas colocar rejillas metálicas y trampas de agua. • No animales domésticos ni silvestres . 5. HIGIENE DEL PERSONAL Y SANEAMIENTO DE LOS LOCALES Vigilar la eficacia de la aplicación de los procedimientos de limpieza y desinfección y verificar periódicamente, mediante inspecciones visuales y auditorías, que se han aplicado adecuadamente. Tipos de vigilancia: • pH • Temperatura del agua • Conductividad • Concentración de los agentes de limpieza • Concentración de los desinfectantes • Otros. Considerar la rotación de los desinfectantes. Eficacia de la limpieza y agentes desinfectantes están validadas por sus fabricantes, sin embargo se debe realizar análisis a: - Ambiente. Superficies inertes (Ej: Microbiológicos, pruebas de proteínas, hisopos de alérgenos). En caso no se adecue la realización de las pruebas microbiológicas, como alternativa, se puede utilizar la observación de los procedimientos de LyD, incluida la concentración correcta de desinfectante. 7. ALMACENAMIENTO Almacenamiento de productos NO perecibles: Los alimentos y bebidas así como MP deben colocarse en parihuelas o estantes cuyo nivel inferior estará a no menos de 0.20 m del piso y el nivel superior a 0.60 m o más del techo. Espacio entre filas de rumas y entre éstas y la pared es de 0.50 m. Motivo: 1. Permitir circulación de aire. 2. Mejor control de insectos y roedores. En caso necesario se debe contar con instalaciones separadas y adecuadas para almacenar: • • • • • • Alimentos. Ingredientes. Materiales de envasado. Productos químicos no alimentarios (productos de limpieza, lubricantes, combustibles). Separación de productos crudos y cocinados. Separación de productos alergénicos y no alergénicos. 9. MANTENIMIENTO MANTENIMIENTO PREVENTIVO - El Mantenimiento no debería representar riesgo al producto. - Programar fuera de horas de producción. - Culminados los trabajos de mantenimiento (Incluyendo los de emergencia), se debe proceder a limpiar y desinfectar antes de iniciar las operaciones). - Elaborar un procedimiento que incluya : *Lista de maquinarias y equipos, fichas técnicas de maquinaria. *Lista de Piezas y repuestos. *Cronograma de mantenimiento: Fechas, actividades, responsables *Formatos para registrar actividades de mantenimiento y ocurrencias. - Los establecimientos y equipos se deben mantener en condiciones adecuadas para impedir la contaminación de los alimentos procedentes de plagas, fragmentos metálicos, desprendimiento de yeso, escombros, madera, plástico, vidrio, papel. 10. CAPACITACIÓN SUPERVISIÓN • Deberán efectuarse evaluaciones periódicas de la eficacia de los programas de capacitación e instrucción. • Deberá efectuarse supervisiones y verificaciones de rutina para asegurar que los procedimientos se estén realizando de forma eficaz. 10. CAPACITACIÓN ACTUALIZACIÓN DE LOS PROGRAMAS DE CAPACITACIÓN • Los programas de capacitación deberán revisarse y actualizarse periódicamente. • Se deben considerar los sgtes temas (RM 449-2006): a) Calidad sanitaria e inocuidad de los alimentos y peligros de contaminación asociados. b) Epidemiología de las enfermedades transmitidas por los alimentos. c) BPM en la cadena alimentaria. d) Uso y mantenimiento de instrumentos y equipos. e) Aplicación del programa de higiene y saneamiento. f) Hábitos de higiene y presentación personal. g) Aspectos tecnológicos de las operaciones y procesos y riesgos asociados. h) Principios y pasos para la aplicación del Sistema HACCP. i) Rastreabilidad. j) Otros • • • • Las medidas pertinentes para evitar la presencia de contaminantes. Las medidas que deben tomarse cuando se observan problemas de higiene de los alimentos. Para las personas que interactúan con los clientes en los servicios de alimentación y venta al por menor (Ej: Productos alérgenos). El personal que realice cualquier actividad de control de los alimentos, debe ser competente para realizar su labor. 14. RETIRO DE PRODUCTOS La habilidad de sacar cualquier ingrediente o producto terminado del mercado de manera efectiva y oportuna. RETIRADA DEL MX Hasta el consumidor Final RECUPERACIÓN En mis almacenes. Hasta el cliente. Aun no llega al consumidor. Se debe tener un Procedimiento de Retiro de Producto. Se deben mantener en condiciones seguras hasta que: - Se destruyan - Se utilicen con fines distintos del consumo humano. - Se determine su inocuidad. - Se reelaboren. 06/21/2019 07/01/2019 02/06/2018 INSTALACIONES AGUA RESIDUOS PROD. PRIMARIA Identificar fuentes de contaminación del Construcción y En función al riesgo Formación del medio ambiente. ubicación de el uso del tipo de persona que recoge Origen: Instalaciones agua residuos - Tierra Temporales (plagas) - Agua - Fertilizantes Almacenamiento: Separación física de MP y PT Tratamiento de agua recirculadas Medidas para evitar el reflujo de los drenajes, conexiones cruzadas y retorno de gases de desagüe. - PROD. PROCESADOR Calibrar el equipo de vigilancia para verificar la cocción, calentamiento, enfriamiento, almacenamiento o congelación del alimento. Verificar la conformidad de las MP en la recepción con las especificaciones. Ejm: Examen visual, Fecha de caducidad, Alérgenos declarados. Mediciones de temperatura, Pruebas de laboratorio ASEO PERSONAL Uñas o pestañas postizas SALUD LYD Cortes y heridas: trabajar en zonas que Los equipos de limpieza deben conservarse no tenga contacto directo con limpios, recibir mantenimiento, sustituirse alimentos. Caso contrario, usar curitas periódicamente. resistentes al agua, de color contrastante o detectables. - Zonas de limpieza herramientas y equipos, debe estar separado de SSHH, drenajes o residuos. Lavamanos no deben usarse para el lavado de alimentos o utensilios. - Los procedimientos de limpieza no deben provocar contaminación de área sucia a limpia. Ej: pulverización del lavado a presión. . - Rotación de desinfectantes - Vigilar la eficacia de los procedimiento de LyD. Ejemplo: Ph, Tº, Concentración. Se debe realizar análisis de: Ambientes y Superficies Inertes - observación de los procedimientos de LyD, incluida la concentración correcta de desinfectante en caso no se haga pruebas microbiológicas grifos no sean accionables con la mano (ideal). Caso contrario, tomar medidas - - MANTENIMIENTO CAPACITACIÓN Limpiar y desinfectar luego ejecutar el mantenimiento de Evaluación periódica de la eficacia un equipo Programar el mantenimiento fuera del horario de producción Supervisiones y verificaciones de rutina para asegurar que los procedimientos se estén realizando de forma eficaz. - Revisarse y actualizarse programa de capacitaciones - Temario: Las medidas pertinentes para evitar la presencia de contaminantes. Las medidas que deben tomarse cuando se observan problemas de higiene de los alimentos. Para las personas que interactúan con los clientes en los servicios de alimentación y venta al por menor (Ej: Productos alérgenos). El personal que realice cualquier actividad de control de los alimentos, debe ser competente para realizar su labor. VALIDACIÓN SEGUIMIENTO VERIFICACIÓN TIEMPO Antes de una actividad Durante la actividad Después de una actividad INFORMACIÓN Capacidad para entregar los resultados previstos Acción dentro de un periodo especificado de tiempo Confirmación de la conformidad Medida de Control que controlará eficazmente el Peligro Significativo Determinación del estado de un sistema, un proceso USO Supervisión Observación Medición PPR Control de los Prerrequisitos Seguimiento: Son las actividades de control que realizan los responsables de aplicar el prerrequisito Verificación: Son las actividades de supervisión que se realizan por una persona diferente al ejecutor para confirmar la correcta aplicación Control de los Prerrequisitos Ejemplo: PPR Control de Plagas • • • • Actividades de seguimiento Actividades de verificación Mantenimiento de la infraestructura • • • • Limpieza general Instalación de trampas Fumigaciones Inspección de la infraestructura Inspección de limpieza Revisión de trampas Revisión de registro de fumigaciones Control de los Prerrequisitos Ejemplo: Servicios (abastecimiento de agua) Actividades de verificación • Revisión de registros de limpieza y Actividades de seguimiento mantenimiento • Inspección de infraestructura de • Limpieza y mantenimiento de instalaciones de almacenamiento y distribución • Medición del cloro residual almacenamiento y distribución • Revisión de registros de control de cloro residual • Análisis periódico de calidad de agua TALLER Control de los Pre rrequisitos – TALLER 1 PPR - LIMPIEZA Y SEANEAMIENTO - SEGUIMIENTO - VERIFICACIÓN PPR ¡ OJO ! Identificar el propósito del PPR (ayuda a confirmar la eficacia) Definir actividades de seguimiento (asegurar responsables competentes) Proponer criterios de verificación (no es sólo confirmación de cumplimiento, sino evaluar la eficacia) TALLER PROPÓSITO– TALLER 2 PPR - LIMPIEZA Y SEANEAMIENTO ¿QUÉ BUSCA Y QUÉ DEBEMOS TENER? PPR LIMPIEZA Y SANEAMIENTO 1. 2. 3. 4. Reducir el Riesgo de contaminación cruzada (Micro, Bio y Físico) Reducir el contacto cruzado (Alérgenos) Reducir el riesgo de una enfermedad transmitida por los alimentos Contribuir a la presencia de plagas 1. 2. 3. 4. 5. 6. Programa de LyS (cuando) Procedimiento de LyS (método: quién, cómo, donde, con qué, cuanto) Lista de Insumos químicos aprobados (Registro de sus Autorizaciones). Personal competente Registros de la ejecución. Considerar rotación de los desinfectantes. Registro de Validación y Verificación TALLER CALIBRACIÓN DE EQUIPOS - TALLER 3 PROPÓSITO– TALLER 3 PPR – CALIBRACIÓN DE EQUIPOS ¿QUÉ BUSCA Y QUÉ DEBEMOS TENER? Revisar cuaderno de notas TALLER CALIBRACIÓN DE EQUIPOS - TALLER 4 PROPÓSITO– TALLER 4 PPR – MANEJO DE PRODUCTOS QUÍMICOS ¿QUÉ BUSCA Y QUÉ DEBEMOS TENER? INTRODUCCIÓN ¿BPM – PGH – PPR son iguales? PPR CAPITULO 3 PELIGRO PELIGROS Agente biológico, químico o físico presente en el alimento, o bien la condición en que éste se halla, que puede causar un efecto adverso para la salud FÍSICO QUÍMICO BIOLÓGICO - ALÉRGENOS - RADIOLÓGICO FRAUDE FOOD DEFENSE PELIGROS - BIOLÓGICO INERTES BENEFICIOSOS CAUSAR DETERIORO SER PATÓGENOS FUENTE PELIGRO BIOLÓGICO Equipos Sucios Recontaminación durante el embalaje Ambiente de producción Prácticas Higiénicas Contaminación cruzada Plagas Inherentes a la materia prima PELIGROS - BIOLÓGICO Tres Tipos de Enfermedades Causadas Infección 1 Intoxicación 2 Infección mediada por toxina 3 PELIGROS - BIOLÓGICO 1. Infección Causado por ingerir bacterias que se multiplican en los alimentos. Ejemplo: Salmonella, Listeria, Norovirus PELIGROS - BIOLÓGICO 2. Intoxicación Causado por la ingestión de alimentos que contienen toxina preformada por una bacteria La toxina se produce ante de ingerir el alimento. Ejemplo: Staphylococcus aureus, Bacillus cereus, Clostridium botulinum Staphylococcus aureus PELIGROS - BIOLÓGICO 3. Infección mediada por toxina Causado por la ingestión bacterias que producen una toxina dentro de los intestinos. La toxina se produce adentro. Ejemplo: E. Coli 0157:E7, Shigella spp. PELIGROS - BIOLÓGICO FASE DE ADAPTACIÓN (LAG Phase) Fase de inicio de ajusta a su entorno 4 fases del Crecimiento Microbiológico CANTIDAD Fase estacionaria FASE EXPONENCIAL (LOG Phase) Ya ajustadas a su entorno empieza la rápida reproducción FASE ESTACIONARIA La velocidad de reproducción es igual a la velocidad de muerte MUERTE CELULAR La velocidad de muerte es mayor que la de reproducción Fase de Exponencial Fase de Adaptación TIEMPO Muerte celular PELIGROS - BIOLÓGICO Microorganismos de Importancia en Alimentos • • • • • • • • • Clostridium botulinum Salmonella sp. Staphylococcus aureus Clostridium perfringens Toxina STEC (E. coli 0157:E7) Campylobacter Listeria Monocytogenes Hepatitis A Norovirus Condiciones que Afectan al Crecimiento Microbiológico PELIGROS - BIOLÓGICO ALIMENTO Acidez (PH) TIEMPO TEMPERATURA OXIGENO ACTIVIDAD DE AGUA (Moisture) PELIGROS - BIOLÓGICO • pH: Medida la acidez y alcalinidad de un alimento o una solución • Las bacterias patógenas crecen mejor a pH entre 4.6 y 7.0 ACIDO ALCALINO ESCALA DE pH PELIGROS - BIOLÓGICO Tomates, plátanos, queso 4.3 – 6.4 pH, Crecimiento y deterioro de patógenos Refrescos 2.0 - 4.0 Vinagre, Manzana Toronja 3.0 - 4.0 Acido de Batería 0 Agua Pura 7.0 Leche, Melones, Camarón 4.3 – 6.4 ACIDO 0 1 2 3 4 Hidroxido de sodio (NaOH) 14.0 Hipoclorito de sodio (NACLO) 13.0 Jabón 12.0 Bicarbonato 9.0 Huevos 7.9-9.3 Ostras, papas, carne de res 5.6 - 6.4 Limas 1.8 - 2.0 Amoniaco (NH3) 11.9 Leche de Magnesio 10.5 ALCALINO 5 6 7 8 9 10 11 12 13 14 pH óptimo para patógeno No apto para el crecimiento de patógenos DETERIORO POR MICROORGANISMOS No apto para el crecimiento de patógenos Factores de crecimiento microbiano: Temperatura PELIGROS - BIOLÓGICO • Zona de peligro de temperatura = 5° a 57°C (41° a 135°F) • Más de 4 horas en la zona de peligro de temperatura permite que las bacterias se multipliquen significativamente. • Las bacterias pueden reproducirse cada 15 a 30 min. 4 HORAS • Crecen desde 1 célula simple a más de 1,000,000 células en 5 horas. • https://www.youtube.com/watch?v=KpnAdo RLsCU 5° A 57°C ¿ Que patógeno soy? • A diferencia de las demás bacterias, sigo creciendo a temperaturas de refrigeración • No solo soy un grave peligro para los ancianos, los jóvenes y los inmunocomprometidos, sino que también puedo causar muertes fetales, abortos espontáneos o el inicio de un parto prematuro. • Me han encontrado en quesos blandos, ensalada de repollo, vegetales crudos, carne cruda, salchichas fermentadas, aves y pescado ahumado, y alimentos listos para comer. Listeria Monocytogenes 1 -10% de los humanos deben ser portadores Enfermedad: Listeriosis 2008:Las carnes procesadas en Toronto conducen a la muerte de al menos 21 personas 2011: Brote multiestatal de Listeria en melones enteros, Jensen Farms ¿ Que patógeno soy? • Se me encuentra más comúnmente en aves de corral, pero recientemente se me ha encontrado en los productos como tomates y pimientos Salmonella sp • Común de encontrarse en animales • Enfermedad: Salmonelosis • Alimentos: Carnes crudas, aves, huevos, productos lácteos, mariscos, chocolate • Las personas pueden ser portadores sanos ¿ Que patógeno soy? • Puedo ser responsable del 50% de todos los brotes de gastroenteritis transmitidos por alimentos en los EE.UU • Me transporto por contacto directo con una persona infectada, al tocar superficies contaminadas o al comer / beber productos contaminados. • Puedo sobrevivir a niveles relativamente altos de cloro y temperaturas variables • Puedo sobrevivir con manijas de puertas, fregaderos, barandas y cristalería. Norovirus • Norovirus: Un grupo de virus que causan gastroenteritis • La mayoría de los brotes ocurren cuando los alimentos están contaminados por manipuladores de alimentos infectados • Capaz de sobrevivir 12 horas en duras condiciones ambientales • Capaz de sobrevivir 12 días en una alfombra contaminada PELIGROS - BIOLÓGICO EFECTO DIRECTO: INCUBACIÓN 24 HORAS, LARGA DURACIÓN Y DEBILANTES – MORTALES NIÑOS Y ANCIANOS CON INMUNODEPRIMIDOS MICROORGANISMO FUENTE ALIMENTOS IMPLICADO ENFERMEDAD Escherichia coli O157:H7 Intestinos animales: ganado, seres humanos Carne molida, cruda o mal cocida, queso, Enteritis leche cruda, jugos no pasteurizados Escherichia coli Enteroinvasivas Intestinos: seres humanos Hamburguesas y leche no pasteurizada Disenteria bacilar Vibrio Parahaemolyticus Mar, aguas, tropicales Alimentos marinos: Peces, crustáceos, moluscos, Gastroenteritis EFECTO INDIRECTO: INCUBACIÓN 1-6 HORAS, CORTA DURACIÓN (24-48HORAS) – RARAMENTE FATALES (*) PELIGROS - BIOLÓGICO FUENTE ALIMENTOS IMPLICADO Clostridium botulinum* Tierra y agua Alimentos enlatados de baja acidez, incluyendo sopas, Botulismo productos con agua y (parálisis muscular) aceite, guisados, cernes, aves. Clostridium perfrigens Comidas preparadas, Seres humanos no refrigerada como (intestinos), animales carne y productos Enteritis y tierra cárnicos y salsas, frijoles enfriados. MICROORGANISMO Bacilius cereus Tierra y polvo ENFERMEDAD Arroz, platillos de arroz, flanes, sazonadores, mezclas Gastroenteritis de alimentos secos, especias, pudines. EFECTO INDIRECTO: INCUBACIÓN 1-6 HORAS, CORTA DURACIÓN (24-48HORAS) – RARAMENTE FATALES (*) PELIGROS - BIOLÓGICO MICROORGANISMO FUENTE ALIMENTOS IMPLICADO ENFERMEDAD Staphylococcus aureus Seres humanos (piel, nariz, garganta, heridas infectadas) Jamón y otras carnes frías no refrigeradas, alimentos tibios, lácteos, entre otros. Estafilocócica Yersenia enterocolítica Animales acuáticos, porcinos, vacas, cuyes, monos, carneros y caballos Carnes (cerdo, vaca, cordero), ostras, pescado, leche y derivados, entre otros Gastroenteritis Tierra, agua, lodo, seres humanos, animales domésticos y silvestres Leche y quesos no pasteurizados, helados, vegetales Listeriosis crudos, carnes frías y derivados, alimentos preparados enfriados Listeria monocytogenes PELIGROS - BIOLÓGICO REFERENCIAS BIBLIOGRAFICAS • Bad Bug book. Handbook of Foodborne Pathogenic Microorganisms and Natural Toxins https://www.fda.gov/files/food/published/Bad-Bug-Book-2nd-Edition-%28PDF%29.pdf • Appendix 3: Bacterial Pathogen Growth and Inactivation. Hazard Analysis and Risk-Based Preventive Controls for Human Food: Guidance for industry. Draft Guidance, FDA, Enero 2018 https://www.fda.gov/regulatory-information/search-fda-guidance-documents/draftguidance-industry-hazard-analysis-and-risk-based-preventive-controls-human-food PELIGROS - FÍSICOS Son objetos o materiales extraños que no pertenecen normalmente al alimento y que pueden causar enfermedad o dañar la salud del consumidor : 1. MEDIO AMBIENTE Y MATERIALES: vidrios, tornillos, astillas. 2. MATERIAS PRIMAS: insectos, tierra, restos de plástico, etc. 3. MANIPULADOR: botones, aretes, sortija, clips, lapiceros, peines, etc. PELIGROS - FÍSICOS Fuentes generales • Inadvertido de origen / suelo • Inadvertido del procesamiento • Involuntario por parte de los empleados • Que contactan el alimento durante la distribución • Sabotaje o adulteración • Otros desechos diversos TALLER Haga una lista de 5 formas de evitar que entren en su producto peligros físicos voluntarios o involuntarios. PELIGROS - FÍSICOS Prevención de los Peligros Físicos • • • • • • • • • • • Auditoria en planta Aprobación del proveedor, revisión Protocolo de recepción / envío Almacenamiento – prácticas e instalaciones Revisión de material de empaque Monitoreo de prácticas agrícolas Monitoreo de empleados (control de vidrio y plástico quebradizo) Evaluación de posible adulteración Equipos de detección: Tamices, detectores, imanes Protección en luminarias Mantenimiento Preventivo de Equipos PELIGROS - QUÍMICOS Los químicos que son frecuentemente usados y que pueden presentar riesgos a la seguridad del alimento si su uso no es controlado; ejemplos: 1. PRODUCTOS DE LIMPIEZA: Desinfectantes, detergentes, desengrasantes,. 2. PESTICIDAS O INSECTICIDAS: Raticidas, cebos tóxicos, que ingresan con la materia prima ( USADOS EN CAMPO) 3. METALES TÓXICOS: óxido que se desprende de las partículas metálicas de equipos, agua NO potable, etc. PELIGROS - QUÍMICOS • • • • • • Limpiadores y desinfectante Lubricantes Pinturas y recubrimientos De forma natural Alérgenos Insecticidas Fuente: https://info.nsf.org/usda/psnclistings.asp LIBRO BLANCO – Directorio de Listado de compuestos no alimentarios • • • • • • Fungicidas Fertilizantes Pesticidas Hormonas Metales pesados Conservantes PELIGROS - QUÍMICOS Peligros Radiológico • La radiación no ionizante como el microondas y la luz ultravioleta se utilizan para matar las bacterias. No hacen que los alimentos sean reactivos. • La radiación ionizante es dañina. Radionucleidos de preocupación: • Radio – 226, 228 • Uranio – 235, 238 • Estroncio – 90 • Yodo – 131 • Cesio – 137 • Prevención: Monitorear los alimentos provenientes de áreas contaminadas conocidas. PELIGROS - QUÍMICOS Fuente: https://eur-lex.europa.eu/legal-content/ES/TXT/PDF/?uri=CELEX:32016R0052&from=ES REGLAMENTO (Euratom) 2016/52 DEL CONSEJO - REGLAMENTO DE EJECUCIÓN (UE) No 297/2011 DE LA COMISIÓN INSTITUTO PERUANO DE ENERGÍA NUCLEAR. PELIGROS - QUÍMICOS Fuentes de exposición a peligros radiológicos AGUA, AIRE, TIERRA : Torio, uranio, radio-226/228 – CULTIVO, radón (suelo). ACCIDENTES: Liberación de radionucleicos al medioambiente por el pasado (Bombas atómicas detonadas en Hiroshima y Nagasaki). EMPRESAS ALEDAÑAS: Minería, procesos tecnológicos, producción de fertilizantes fosfatados. Empresas de desechos Fuente: El Comité Científico de las Naciones Unidas para el Estudio de los Efectos de las Radiaciones Atómicas (UNSCEAR, 2000) Cesio (Se elimina en 35 años). Yodo (Se elimina del organismo). PELIGROS - QUÍMICOS Leche Huevos Pescado Crustáceos Frutos secos Maní Trigo Soya Leche Huevos Pescado Crustáceos Nueces de árboles Maní y soja Cereales con gluten Sulfito (10mg/kg) Cantidades muy pequeñas pueden causar reacciones alérgicas - Sólo 5-10 ppm pueden provocar una reacción - Los síntomas se presentan en minutos y la muerte se produce en horas Algunas reacciones son mortales - Alergias a nueces y productos marinos - 1 a 2% de población sufre de alergias a alimentos Leche Huevos Pescado Crustáceos Moluscos Frutos de cáscara Maní Soja Cereales con gluten Apio Mostaza Sésamo (ajonjolí) Dióxido de azufre y sulfitos Altramuces (tarwi, chocho) Alérgenos: Los BIG 8 (USA) Leche Maní Huevos soya Pescado Nueces Trigo Crustaceos FUENTE: Food Allergies | FDA - www.fda.gov/food/food-labeling-nutrition/food-allergies Plan de Control de Alérgenos • Evaluación de riesgo de alérgenos • Capacitación • Ingeniería y diseño de sistemas productivos • Planificación • Almacenamiento • Controles de procesamiento • Mantenimiento • Saneamiento • Etiquetado / embalaje (Codex lo especifica en su Rev. 2020) • Quejas del consumidor • Validación, verificación Validación de Saneamiento para Alérgenos • Valide el saneamiento con pruebas ELISA especificadas para el alérgeno alimentario de interés • Verifique con los Kit de alérgenos en general Fuentes de Peligros Químicos Naturales Toxina Ciguatera Fuente Pescado de arrecife (pargo, mero) Veneno Paralizador de Mariscos, Moluscos los Moluscos (Almejas, ostras, mejillones) Síntomas enfermedad Rubor, mareo, dolor de cabeza, nauseas Dificultad respiratoria, mareo, nauseas, muerte Histamina Atún, maní – mahi, jack Mareo, aceleración del pulso, dolor de cabeza, nauseas Micotoxinas Granos, pasto, maíz, hongos silvestres Daños al hígado y corazón HONGOS - MICOTOXINAS CARCINOGÉNICOS A LARGO PLAZO TÓXICOS AGUDO A CORTO PLAZO MICOTOXINAS MOHOS ALIMENTOS IMPLICADO Aflatoxinas Aspergillus flavus y aspergillus parasiticus Maíz, maní, almendras, castañas, coco etc Ergotoxina Clavicep purpurea Gramíneas, centeno Patulina Aspergillus clavatus Granos Estimagtocistina Aspergillus Versicolor En medio y corteza de quesos Citrina Penicillum citrinum Arroz y cebada Citroviridina Penicilllum citriviride Arroz (color amarilento) Tricotecenas Fusarium graminearum Maíz, trigo y cebada FUENTES – Plaguicidas en alimentos http://www.fao.org/fao-who-codexalimentarius/codex-texts/dbs/pestres/commodities/es/ FUENTES – Especificaciones Aditivos FAO http://www.fao.org/food/food-safety-quality/scientific-advice/jecfa/jecfa-additives/es/ FUENTES - LMP de aditivo / producto http://www.fao.org/fao-who-codexalimentarius/shproxy/en/?lnk=1&url=https%253A%252F%252Fworkspace.fao.org%252Fsites%252Fcodex% 252FStandards%252FCXS%2B192-1995%252FCXS_192s.pdf FUENTES – Metal pesado Aditivo UE https://eur-lex.europa.eu/legal-content/ES/ALL/?uri=CELEX%3A32012R0231 FUENTES – Especificación Colorantes UE https://eur-lex.europa.eu/legal-content/ES/TXT/?uri=CELEX%3A32018R1472 FUENTES – Micotoxinas, metales y monómeros en alimentos http://www.fao.org/fileadmin/user_upload/livestockgov/documents/CXS_193s.pdf FUENTES – Metales pesados Alimentos UE OTROS PELIGROS - GFSI PELIGROS ACCIDENTALES PROB X GRAV INTENSIONALES MOTIVACIÓN $ VULN X GRAV ACCES X GRAV Rentabilidad Costos de Producción FOOD FRAUD PROPÓSITO El fraude alimentario se comete cuando los alimentos se colocan deliberadamente en el mercado, con fines financieros, con la intención de engañar al cliente. Agencias de normas alimentarias ¿Qué es considerado fraude alimentario? ADULTERACIÓN SUSTITUCIÓN DILUCIÓN MAL ETIQUETADO Los 10 Productos con Mayor Fraude Alimentario PESCADOS ACEITE DE OLIVA ALIMENTOS ORGANICOS LECHE GRANOS JUGOS DE FRUTA VINO ESPECIAS (AZAFRÁN) CAFÉ Y TÉ MIEL PELIGROS – FOOD FRAUD PELIGROS – FOOD FRAUD Tentación de fraude alimentario • ¿Es rentable? • ¿Es fácil de llevar a cabo? • ¿Cuál es el riesgo de detección? Food Defense PROPOSITO Personal interno o externo ingresa un peligro al producto de manera mal intencionada. Químico, Físico, Biológico PELIGROS – FOOD DEFENSE PELIGROS – FOOD DEFENSE PELIGROS – FOOD DEFENSE PELIGROS – FOOD DEFENSE Empresario suministró maní con Salmonella a Kellogg´s sabiendo que estaban contaminados PELIGROS – FOOD DEFENSE Miembros de una religión pusieron salmonella en ensaladas (Control político). Hacker cambia la receta del chocolate HERSHEY PPR CAPITULO 4 HACCP Pasos Preliminares PASOS PRE LIMINARES ¿Qué es el HACCP/APPCC? HACCP es un sistema que permite identificar, evaluar y controlar peligros significativos para la inocuidad de los alimentos. Privilegia el control de proceso sobre el análisis del producto final. PASOS PRE LIMINARES ¿QUÉ ES HACCP? • DEFINICION DEL CODEX HACCP es un sistema que identifica , evalúa y controla los peligros que son significativos para la seguridad del alimento. • DEFINICION DE LA RM 449-2006/MIMSA HACCP es un sistema que permite identificar, evaluar y controlar peligros que son significativos para la inocuidad de los alimentos. Privilegia el control del proceso sobre el análisis del producto final. INTRODUCCIÓN HISTORIA DE HACCP EN EL MUNDO 60´s NASA Lab. Del Ejercito USA Desarrollan concepto para astronautas 1971 1973 Pillsbury FDA Presentación HACCP en Conferencia Nacional de Protección de Alimentos (1era producción industrial) Alimentos Enlatados de baja acidez 1987 OMS+ICMSF + NAS + NACMCF (Comité de Asesores sobre Criterios Microbiológicos en Alimentos) Impulsaron su aplicación 1993 CODEX Incorporó como anexo al Código de Principios Generales de Higiene de los Alimentos INTRODUCCIÓN HISTORIA DE HACCP EN EL PERU Campo Agroindustria Distribución 1998 2006 2007 2008 24.09.98 24.09.98 05.06.2007 27.08.2008 DS 007-98 – Vigilancia y Control Sanitario RM 449 Norma Sanitaria para la aplicación de Sistema HACCP en la fabricación de Alimentos y Bebidas RM 461-2007/MINSA RM 591-2008/MINSA Norma Sanitaria que Guía Técnica para análisis Microbiológico establece los criterios microbiológicos de calidad de Superficies en sanitaria e inocuidad para Contacto con Alimentos y Bebidas los alimentos y bebidas de consumo 2010 26.07.2010 DS 031-2010 SA Aprueban Reglamento de la Calidad de Agua para Consumo Humano Consumidor 2014 2015 30.03.14 18.12.14 08.10.15 DS 004-2014 DS 028-2014 DS 038-2014 Modifican Decreto Supremo N° 00798-SA RM N°6242015/MINSA Norma Sanitaria que establece la lista de alimentos de Alto Riesgo INTRODUCCIÓN RAZONES POR OPTAR EL HACCP PRODUCIR ALIMENTOS SEGUROS QUE NO CAUSEN DAÑO AL CONSUMIDOR INDENTIFICAR POSIBLES PELIGROS Y MÉTODOS PARA PREVENIRLOS, ELIMINARLOS O REDUCIRLOS A UN NIVEL ACEPTABLE SATISFACER LAS REGULACIONES DE SEGURIDAD ALIMENTARIA BASADA EN HACCP Y ESTÁNDARES GLOBALES (GFSI) Fuente: www.cdc.gov/fdoss/annual-reports/index.htm PASOS PRE LIMINARES NOS DEBE QUEDAR CLARO NO es un sistema de control de calidad. HACCP Es un Sistema enfocado a la inocuidad PASOS PRE LIMINARES Compromiso Gerencial • Tiempo del personal • Recursos de entrenamiento DECIDIR • Recursos económicos COMPROMETERSE • Delegación de autoridad ALCANZAR EL ÉXITO INTRODUCCIÓN ¿Qué relación tiene los PPR y HACCP? INTRODUCCIÓN ¿Cuándo implementar PPR o HACCP? INTRODUCCIÓN ¿Es obligatorio tener HACCP? PASOS PRE LIMINARES Paso 1: Formar un Equipo HACCP Paso 2: Describir el producto Paso 3: Determinar el uso previsto del alimento Paso 4: Elaborar un Diagrama de Flujo Paso 5: Confirmar “in situ” el Diagrama de Flujo PASOS PRE LIMINARES PASO 1: Formación del equipo HACCP y definir alcance Equipo multidisciplinario • Equipo multidisciplinario calificado. • Debe estar integrado por: Jefes o Gerentes de planta, de producción, de calidad, de comercialización, de mantenimiento, así como el GG o un representante designado por el GG. • Podrá integrar Asesores Técnicos. • Documentación que sustente la calificación técnica de los integrantes del Equipo HACCP. • Nombrar Coordinador o Líder del equipo HACCP • Definir el Alcance: Identificar los productos y procesos involucrados Líder del Equipo HACCP PCQI: Individuo Calificado en Controles Preventivos TALLER Conocimiento Experiencia Habilidades Peligros Producción Analític@ Normas Regulatorias Alimentos Comunicativ@ Capacitados en HACCP Metódic@ Gestor – Delegar/ Líder Seguro de toma de decisiones - Problemas Planificador TALLER Para empezar: ¿Con que línea de proceso comenzaría? PASOS PRE LIMINARES PASO 2: Descripción del producto Se debe incluir: a) Nombre del producto (Nombre científico) b) Característica físico-químicas y microbiológicas (Aw, pH, etc). c) Métodos o tecnología de elaboración: Tratamientos y Procesado (Pasteurización, esterilización, congelación, secado, salazón, ahumado, refrigerado, etc). d) Composición (MP, ingredientes, alérgenos, formulación) e) Sistema de Envasado/Empaque (Hermético, al vacío o con atmósferas modificadas, material de envase y embalaje utilizado, incluyendo presentaciones) f) Condiciones de almacenamiento y distribución (Ej: Refrigerado, temperatura ambiente) g) Vida útil del producto (fecha de vencimiento o caducidad, fecha preferente de consumo) h) Origen de los ingredientes PASOS PRE LIMINARES PASO 3: Determinación del uso y de los usuarios previstos • Fresco, congelado, completamente cocido, necesita más procesamiento por parte del cliente o consumidor, cuidados especiales • Tipo de consumidor, población vulnerable • Ingrediente para procesos posteriores, venta minoristas, servicio de alimentos • Identificar población objetivo, si es público general o grupo vulnerable, como niños menores de 5 años, inmuno-suprimidos, ancianos, enfermos, madres gestantes, etc. Cualquier alternativa de uso conocido (Ej: Leche no consumir directamente) PASOS PRE LIMINARES PASO 4: Elaboración de un Diagrama de Flujo Citar lo siguiente (lista no exhaustiva): • Claro y conciso • Todos los pasos, incluidos los opcionales • Incluir reproceso • Secuencia de interacción de todas las fases • Procesos externalizados y trabajo subcontratado. • PT, productos intermedios y semiprocesados, subproductos y residuos • Separación de zonas de bajo riesgo, alto riesgo y cuidados especiales. • Debe ser elaborado por el Equipo HACCP. • Se indicará desde la recepción hasta la comercialización incluyendo transporte (si las hubiese). • Indicar parámetros técnicos El Diagrama de Flujo es un paso importante para poder establecer el Sistema de Vigilancia de los PCC. Se establecerá un Diagrama de Flujo: 1. Por producto cuando existan varias líneas de producción. 2. Para cada línea de producción cuando existan diferencias significativas. 3. Por grupo de productos que tengan el mismo tipo de proceso. TALLER ELABORACIÓN DE UN DIAGRAMA DE FLUJO PASOS PRE LIMINARES PASO 5: Confirmación “in situ” del Diagrama de Flujo • Comprobar el Diagrama de Flujo en el lugar de proceso. • Debe estar de acuerdo con el procesamiento. La verificación es importante para: 1. Determinar la relación de tiempos / temperatura. 2. Establecer las medidas correctivas para un control eficaz. 3. Porque pueden cambiar los equipos, los procesos Registro de Verificación por TODO el equipo HACCP - ANUAL REGLA DE ORO PASO 5: Confirmación “in situ” del Diagrama de Flujo • Si olvida un Paso - Descuida un Peligro 7 PRINCIPIOS CAPITULO 5 LOS 7 PRINCIPIOS DEL HACCP PRINCIPIOS DEL SISTEMA HACCP 7. Establecimiento de la Documentación 1. Análisis de peligros 2. Identificación de PCC’s 6. Establecimiento del Sistema de Verificación 5. Establecimiento de Acciones Correctivas 3. Establecimiento de Límites Críticos 4. Establecimiento de Criterios para la vigilancia Análisis de Peligros • ¿Qué es? Es la herramienta que deberíamos usar para identificar los peligros para la inocuidad, evaluar su nivel de significancia y establecer las medidas de control apropiadas. Principio 1 - Análisis de Peligro Elementos que conforman el análisis de peligros Etapa Nivel Peligro Aceptable IDENTIFICAR HERRAMIENTA QUE AYUDA A: Fuente del Peligro Prob. Grav/Sev. Riesgo EVALUAR Justificació n Significancia Medida Control MC Principio 1 - Identificando Peligros ¿De donde pueden aparecer? • Etapas precedentes y siguientes en la cadena alimentaria • En los equipos • Instalaciones • Servicios proporcionados • Entorno del proceso • Personas MANTENER Información Documentada ¿Cómo podrían estar los peligros? • • • • Presentes Contaminarse Desarrollarse Sobrevivir Principio 1 - Identificando Peligros ¿Cómo determino el Peligro? ¿Dónde analizo el posible peligro? • Cada etapa unitaria del diagrama de flujo • Materia Prima, ingredientes, • Envases MANTENER Información Documentada • Información preliminar • Experiencia (expertos externos) • Información interna y externa • Información de la cadena alimentaria • RL, RR y RC Principio 1 - Análisis de Peligro Elementos que conforman el análisis de peligros TIPO PELIGRO PELIGRO Físico No hay peligro identificado P G SIGNIFICANCIA - - - Químico Contaminación con productos químicos de control de plagas Baja Alta Si Biológico Contaminación microbiana: Coliformes Totales Baja Media No ALMACENADO ENVASES JUSTIFICACIÓN El almacén se encuentra controlado a través de los programas de limpieza y desinfección. P: Se utiliza productos autorizados por las normas orgánicas G: Productos utilizados afectan a la salud a largo plazo. P: La contaminación por el entorno y por los manipuladores. Ambos están controlados dentro del programa de limpieza y desinfección e Inspecciones al personal. G: La presencia de estos microorganismos puede producir enfermedades sustanciales. Principio 1 - Análisis de Peligro TIPO PELIGRO PELIGRO Nivel aceptable Origen P G R Por la materia prima de procesos anteriores Por higiene TAMIZADO MEZCLADO Y Micro Contaminación con Salmonella Ausencia mala Enfermedad del trabajador Mala limpieza y desinfección de utensilios para mezclado (cucharones) M B M JUSTIFICACIÓN MEDIDAS DE CONTROL Control de personal diariamente en BPE-BPM-F06 Control de higiene, indumentaria y salud del personal. - Control de superficies inertes mediante BPE-AC-PG02 Programa de vigilancia ambiental Por análisis microbiológico de productos - Control de superficies vivas terminados, superficies inertes y vivas en según BPE-BPM-P06 los últimos años no se han presentado Verificación de lavado de manos desviaciones en los resultados. - Control microbiológico anual a través de producto terminado según BPE-AC-PG02 Programa de monitoreo - Control semestral a los trabajadores manipuladores de alimentos, del estado de salud según BPE-RH-P03 Control de Principio 1 - Análisis de Peligro TIPO PELIGRO SELLADO Físico PELIGRO Contaminación con restos punzo cortantes Nivel aceptable Ausencia Origen Por rotura de agujas P B G A JUSTIFICACIÓN M MEDIDAS DE CONTROL 'Inspección de estado de agujas en BPE-BPM-F01 Control de vidrio y plástico quebradizo según el cumplimiento del procedimiento BPE-BPM-P02 Control de vidrio, plástico quebradizo y otros materiales - Se cuenta con etapa posterior, No existe evidencia histórica de que tiene mallas en el proceso de contaminación de productos por restos de tamizado de 2.5, 3.0 y 5 mm, para metal de origen de aguja retener cuerpos extraños - Se cuenta con imán en el proceso de tamizado para retener materiales metálicos de 2000 Gauss - Se cuenta con detector de metales en etapa posterior para identificación de presencia de piezas metálicas en el producto Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Etapa Deben identificarse TODAS las etapas del proceso. La verificación in situ es muy importante para asegurar esto. Un error común es, por ejemplo, NO CONSIDERAR los almacenamientos intermedios o los transportes internos como etapas donde se pueden generar peligros. Asegurar TODOS tengan claro la importancia de comunicar al equipo de inocuidad cualquier cambio Análisis de peligros Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Peligro Deben participar TODOS los involucrados (operarios, mantenimiento, limpieza, calidad), cada uno aporta una visión particular de los peligros Un error común es que la identificación sólo la hace en oficina las personas de calidad. Asegurar que cualquier peligro nuevo es registrado y comunicado al equipo de inocuidad Principio 1 - Análisis de Peligro Elementos que conforman el análisis de peligros Etapa Peligro Nivel Aceptable Prob. Grav/Sev. Riesgo Justificación Medida Control Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Nivel aceptable Este dato, cuando está disponible, debe tener un sustento científico confiable. Se refiere al nivel del contaminante aceptable en el producto terminado. Principio 1 - Análisis de Peligro Elementos que conforman el análisis de peligros Etapa Nivel Peligro Aceptable IDENTIFICAR HERRAMIENTA QUE AYUDA A: Fuente del Peligro Prob. Grav/Sev. Riesgo EVALUAR Justificació n Significancia Medida Control MC Principio 1 - Identificando Peligros PROBABILIDAD Baja Media Alta Teóricamente posible, pero en la práctica es poco probable que ocurra. De 0 a 1 caso de 3 años a más Podría ocurrir, se sabe que ha ocurrido con cierta frecuencia. De 2 a 3 casos en 3 años a más. Ocurre frecuentemente, más de 1 caso por año. GRAVEDAD Baja Media Alta Malestar moderado o leve de salud, que es superado de manera natural. Bacillus cereus, Clostridium perfringens tipo A, Campylobacter jejuni, Yersinia enterocolítica, y toxina del Staphylococcus aureus, la mayoría de los parásitos. Daño y/o enfermedad graves o crónicos, que puede ser superado con tratamiento. Escherichia coli enteropatogénicas, Salmonella spp., Shigella spp., Streptococcus B-hemolítico, Vibrio parahaemolyticus, Listeria monocytogenes, Streptococcus pyogenes, rotavirus, virus Norwalk, Entamoeba histolytica, Diphyllobothrium latum, Cryptosporidium parvum. Daño y/o enfermedad grave que puede conducir a la muerte. Toxina del Clostridium botulinum, SalmonellaTyphi, S. Paratyphi A y B, Shigella dysenteriae, Vibrio cholerae O1 clásico, Vibrio vulnificus, Brucella melitensis, Clostridium perfringenstipo C, virus de la hepatitis A y E, Listeria monocytogenes, Escherichia coli O157:H7, Trichinella spiralis, Taenia solium (en la forma de cisticercosis cerebral). vidrios, agujas, metales y objetos cortantes y perforantes. OMS / PRS, 2015 ( https://www.paho.org) TABLA 2. CALIFICACIONES POR PROBABILIDAD DE OCURRENCIA DEL PELIGRO TABLA 1. CRITERIOS APLICADOS PARA LA DETERMINACIÓN DEL EFECTO DEL PELIGRO Valor Alcance Criterio Menor SEGURIDAD Sin lesión o enfermedad Moderado SEGURIDAD Lesión o enfermedad leve Serio SEGURIDAD Lesión o enfermedad, sin incapacidad permanente Incapacidad permanente o pérdida de vida o de una parte del cuerpo. Falta de cumplimiento a la legislación, los asumidos Muy Serio SEGURIDAD voluntariamente por la empresa o políticas corporativas compromisos Valor Probabilidad 4 Frecuente 3 Probable 2 Ocasional 1 Remoto REFERENCIA: Significado Más de dos veces al año No más de 1 a 2 veces cada 2 ó 3 años No más de 1 a 2 veces cada 5 años Muy poco probable, pero puede ocurrir alguna vez NCh2861.Of2004 TABLA 3. CRITERIOS PARA LA DETERMINACION DE UN PELIGRO SIGNIIFICATIVO ¿Es peligro significativo? Efecto Muy serio Serio Moderado Menor Probabilidad 4 Frecuente SI SI NO NO 3 Probable SI SI NO NO 2 Ocasional SI NO NO NO 1 Remota SI NO NO NO Probabilidad / Gravedad A B C D E 1 1 2 4 7 11 2 3 5 8 12 16 3 6 9 13 17 20 4 10 14 18 21 23 5 15 19 22 24 25 Valores de 1 a 10, indica un problema de Seguridad significativo, lo que significa que debe evaluarse inmediatamente su consideración como PCC y la implementación de medidas de control. Evaluación de riesgos Impacto 3 2 1 1 – insignificante 2 – poco significativo 3 – moderado 4 – significativo 6 – muy significativo 9 – Crítico 3 6 2 4 1 2 1 2 Probabilidad 9 6 3 3 PRIORIZAR LAS MEDIDAS DE CONTROL Y ESTABLECER NUEVAS 162 Principio 1 - Análisis de Peligro Elementos que conforman el análisis de peligros Etapa Peligro Nivel Aceptable Prob. Grav/Sev. Riesgo Justificación Medida Control Principio 1 - Determinación de la Significancia de los Peligros SEVERIDAD PROBABILIDAD La gravedad de los efectos de un peligro De que el peligro se presente Significancia = Probabilidad y Severidad Análisis de peligros Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Probabilidad Debemos acumular información confiable sobre la ocurrencia de los peligros Un error común es que la probabilidad la determina subjetivamente el equipo de inocuidad Asegurar que cualquier peligro observado es registrado y periódicamente se acumula la información para calcular ocurrencia real Análisis de peligros Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Gravedad Deberíamos asegurar que esta valoración esté sustentada científicamente en base al daño potencial que causaría el peligro de llegar al consumidor Un error común es que la gravedad varíe en diferentes etapas para el mismo peligro, su estimación debe ser la misma en todo el análisis. Asegurar que nos asesoramos por expertos o fuentes confiables Análisis de peligros Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Riesgo No deberíamos complicarnos con “demasiados” niveles de riesgo. La idea es que sirva para priorizar las medidas de control. Un error común es definir “demasiados” niveles de riesgo y no establecer prioridades a las medidas de control. Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Nivel Justificación aceptable Medida de control Justificación Algunas normas piden justificar la evaluación de peligros. Lo que más valor agregado genera es sustentar los criterios por los cuales se decidió dar a un determinado peligro el nivel de probabilidad y gravedad que tiene. Un error común es explicar como justificación el porqué un determinado peligro causa daño, esa información no agrega valor. Principio 1 - Análisis de Peligro Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable Medida de control Medida de control • Deben ser capaces de eliminar o mantener bajo control el peligro. • Deben priorizarse en función al nivel de riesgo. • Deben verificarse periódicamente para asegurar su cumplimiento. • Algunas deben ser validadas. Principio 1 - Análisis de Peligro Podemos clasificar las medidas de control en : 1. PROGRAMAS PRERREQUISITOS (Definidos por el Codex Alimentarius como Principios Generales de Higiene) 2. PUNTOS CRITICOS DE CONTROL (PCC) Principio 1 - Análisis de Peligro Errores más comunes Etapa Peligro Probab. Gravedad Riesgo Justificación Nivel aceptable • No considerar todas las etapas del proceso • “agrupar” ingredientes sin un criterio claro • “agrupar” peligros • No involucrar a todos en la identificación de peligros • Valorar riesgos de manera subjetiva • No identificar oportunamente los cambios Medida de control Resumen del Principio 1 del Sistema HACCP 1 Enumere todos los peligros potenciales que es probable que ocurran y estén asociados con cada paso 2 Realice un análisis de peligros para identificar los peligros importantes (significativos) 3 Considere las medidas de control para todos los peligros identificados • ¿Cómo lo estamos usando? • Lo elabora el equipo de inocuidad Análisis de Peligros • Poca participación de los operarios • Lo actualiza el Equipo de Inocuidad una vez al año • A nivel de los supervisores casi no se usa, a nivel superior menos. TALLER Qué observan en estos peligros, severidad, justificación, medida de control? Respuesta: No agrupar Presencia o contaminación? Severidad 1 para aflatoxinas? Porque la probabilidad es 2? Justificar PRINCIPIO 1 – ANÁLISIS DE PELIGROS GRUPO 1: Analizar peligros m.o. la MP: Pulpa de fresa. GRUPO 2: Analizar peligros m.o. del Proceso de Pasteurizado Grupo 1, 2: Resolución Ministerial N° 591-2008MINSA Grupo 1, 2: PROBABILIDAD Baja Media Alta Teóricamente posible, pero en la práctica es poco probable que ocurra. De 0 a 1 caso de 3 años a más Podría ocurrir, se sabe que ha ocurrido con cierta frecuencia. De 2 a 3 casos en 3 años a más. Ocurre frecuentemente, más de 1 caso por año. GRAVEDAD Baja Media Alta Malestar moderado o leve de salud, que es superado de manera natural. Bacillus cereus, Clostridium perfringens tipo A, Campylobacter jejuni, Yersinia enterocolítica, y toxina del Staphylococcus aureus, la mayoría de los parásitos. Daño y/o enfermedad graves o crónicos, que puede ser superado con tratamiento. Escherichia coli enteropatogénicas, Salmonella spp., Shigella spp., Streptococcus B-hemolítico, Vibrio parahaemolyticus, Listeria monocytogenes, Streptococcus pyogenes, rotavirus, virus Norwalk, Entamoeba histolytica, Diphyllobothrium latum, Cryptosporidium parvum. Daño y/o enfermedad grave que puede conducir a la muerte. Toxina del Clostridium botulinum, SalmonellaTyphi, S. Paratyphi A y B, Shigella dysenteriae, Vibrio cholerae O1 clásico, Vibrio vulnificus, Brucella melitensis, Clostridium perfringenstipo C, virus de la hepatitis A y E, Listeria monocytogenes, Escherichia coli O157:H7, Trichinella spiralis, Taenia solium (en la forma de cisticercosis cerebral). vidrios, agujas, metales y objetos cortantes y perforantes. OMS / PRS, 2015 ( https://www.paho.org) Principio 2 - Determinación PCC (Art. 23°.- Determinación de los Puntos Críticos de Control (PCC) ) Un paso o etapa en el que se puede aplicar una medida de control y es esencial para prevenir o eliminar un peligro para la seguridad alimentaria o reducirlo a niveles aceptables Ejemplo: - Enfriamiento Congelación Procesamiento térmico Etiquetado de alérgeno Control de formulación del producto Detección de material extraño Desinfección Principio 2 - Determinación PCC ¿Hay un paso de proceso posterior que: • Prevenga el peligro? • Elimine el peligro? • Reduzca el peligro a un límite aceptable? EN CASO DE SER AFIRMATIVO, LOS PASOS ANTERIORES NO SON PCC • PPR • PCC = LC • PPRO = CRITERIO DE ACCIÓN Medidas de control Validación Consiste en demostrar la capacidad de la medida de control para eliminar o reducir el peligro, antes de su implementación ¿Qué medidas de control deben validarse? PCC: La validación busca demostrar que los límites críticos y procedimientos de control serán capaces de eliminar el peligro o reducirlo a niveles aceptables PPRO: La validación busca demostrar que los criterios de acción y procedimientos de control serán capaces de reducir la probabilidad de presencia del peligro a niveles aceptables PPR: La validación es básicamente para los programas de limpieza Control / Verificación / Validación • • Temperatura Tiempo Leche pasteurizada Leche cruda Libre de patógenos Propósito: Destrucción de m.o. patógenos Equipo Instrumento Operario Control / Verificación / Validación Control: Temperatura Tiempo Presión Verificación: Revisión de registros de control Análisis de producto Ejemplo: PCC Pasteurizado PELIGRO LÍMITE MONITOREO QUÉ Sobrev. Salmonella ACCIÓN CORRECTIVA CÓMO FRECUE NCIA Visual Cada 15 min. operario Alarma suena al bajar aprox. presión de vapor QUIÉN T > 75 °C t 3 min. Temper atura Retorno automático del producto Caudal Visual Cada 15 operario min. aprox. Validación • Confirmar que valor de temperatura y tiempo aseguran eliminación de patógenos (información científica) • Demostrar que frecuencia de monitoreo asegura control adecuado del proceso • Demostrar capacidad de los mecanismos de control para detectar fallas • Demostrar eficacia de acciones propuestas para atender desviaciones PCC desinfección Etapa Peligro Riesgo Medida de control Desinfección Sobrevivencia del patógeno Significat Concentración de desinfectante Tiempo de inmersión Cambio de solución Peligro: Sobrevivencia de Salmonella Medida de control: desinfección del producto por inmersión en solución desinfectante de hipoclorito de sodio (70ppm), durante 3 minutos. Verificación: • Revisión de registros de concentración de cloro residual • Revisión de registros de tiempo de inmersión • Análisis de producto PCC desinfección Etapa Peligro Riesgo Medida de control Desinfección Sobrevivencia del patógeno Significat Concentración de desinfectante Tiempo de inmersión Cambio de solución ¿Qué aspectos pueden interferir en capacidad del proceso? • Tiempo real de inmersión • Cantidad del producto por cada lote • Concentración real de inicio PCC desinfección Etapa Peligro Riesgo Medida de control Desinfección Sobrevivencia del patógeno Significat Concentración de desinfectante Tiempo de inmersión Cambio de solución ¿Cómo Validar? • El primer criterio entonces es buscar sustento científico que demuestre que a las condiciones definidas de concentración y tiempo se elimina la presencia del patógeno. • Se debe demostrar que, en condiciones normales de operación, la concentración del desinfectante no baja nunca del límite crítico y que operativamente se logra asegurar el tiempo de contacto. • Debe demostrarse que en “las peores condiciones” el proceso es capaz de garantizar los valores de concentración y tiempo de contacto Principio 3 - Determinación LÍMITE CRÌTICO VALOR QUE SEPARA lo aceptable de lo inaceptable en una determinada fase o etapa. Cada PCC debe especificarse y validarse el límite crítico: • Temperatura • Tiempo • Nivel de humedad • pH, • Aw, • Cloro disponible • Otros parámetros sensoriales de aspecto y textura. Puede ser cualitativo o cuantitativo siempre que sea posible. El equipo HACCP deberá validar el LC elegido FUENTES DE INFORMACION SOBRE LIMITES CRITICOS. Datos publicados. Consejo de expertos. Lineamientos normativos. Modelación matemática. Mejores prácticas / Datos experimentales. Principio 3 - Determinación LÍMITE CRÌTICO Cualitativos • Descriptivos – Sin signos visibles de infestación – Ojos y carne firmes (Pescado y Mariscos) Cuantitativos • Medibles – 5ºC o menos – pH de 4.4 – Actividad de Agua de 0.82 Principio 4 - Sistema de Vigilancia Realizar una secuencia planificada de observaciones o mediciones de parámetros de control para evaluar si una medida de control está bajo control (CODEX) Observable o Medido Depende del LC Personal Entrenado Capaz de detectar fallas Los registros de vigilancia de los PCC : - fecha, - hora - resultado de la medición - firmados por la persona responsable de la vigilancia y verificados por un supervisor Principio 6 - Proc. Verificación (Art. 27°.- Establecimiento de Procedimientos de verificación Es la confirmación mediante (procedimientos, auditorias, métodos, ensayos, adicionales al monitoreo) para determinar de que las medidas de control se están cumpliendo en función a lo establecido y por lo tanto se cumple el Plan HACCP y funciona de manera eficaz. Determinar si este Sistema HACCP está trabajando correctamente, lo cual incluye auditorías, revisión de procedimientos, pruebas, muestreos al azar y análisis. La frecuencia debería ser suficiente para confirmar que eficazmente. el Sistema HACCP está trabajando La comprobación debe efectuarla una persona distinta de la encargada de la vigilancia. Principio 6 - Proc. Verificación Ejemplos de verificación – Registro. - - Auditorías internas Revisión de los registros en los casos que se hayan excedidos los límites aceptables (análisis de producto, registros de peso, registros de CLR, registros de tiempo de inmersión). Revisión de las reclamaciones por las autoridades pertinentes o los clientes. Revisión de los incidentes de retiro o recuperación de un producto. Principio 7 - Sistema de Documentación El tipo de Registros que se debería mantener como parte de un Sistema HACCP son : • • • • • • • • Plan HACCP y documentos de apoyo Registros de Monitoreo Registros de Acciones Correctivas Registros de Verificación El análisis de peligros La determinación de los PCC La determinación de los límites críticos. Modificaciones introducidas en el sistema HACCP. 7 PRINCIPIOS - RESUMEN 8.5.3 • DIAGRAMA DE FLUJO • ESPECIFICACIONES PRODUCTO • EQUIPO HACCP PCC 8.5.3 3. Límites Críticos SI 8.5.2 1. Análisis de peligros 8.5.2 PELIGRO SIGNIFICATIVO 2. ¿Es factible establecer Límites Críticos MEDIBLES y detección y corrección OPORTUNA? 8.5.4 8.5.4 4. vigilancia 5. AC 8.8 6. Verificación PELIGRO NO SIGNIFICATIVO NO PPR 8.5.3 PPRO 3. Criterio de Acción 8.5.3 7. Doc Evaluación del plan HACCP Revisar el plan APPCC por lo menos anualmente o cuando ocurra cambios en: Materias primas o del Procesamiento (flujo o equipos) proveedor de las mismas Ingredientes o de la formulación. Envasado, almacenamiento o distribución. Uso previsto por parte del consumidor. Nuevos peligros Retiradas de productos. Desarrollos científicos relacionados con los ingredientes, el proceso o el producto. Cambios en la política de calidad e inocuidad Objetivos de calidad e inocuidad TALLER ERRORES EN EL PLAN HACCP MÓDULO 6 MEJORA CONTINUA YA TENGO MI PLAN HACCP… ¿Y AHORA? Revisar el plan APPCC por lo menos anualmente o cuando ocurra cambios en: • • • • • • • • Materias primas, insumos, aditivos Procesamiento (flujo o equipos) Ingredientes o de la formulación. Envasado Almacenamiento o distribución Uso previsto por parte del consumidor. Nuevos peligros por retiradas de productos. Desarrollos científicos relacionados con los ingredientes, el proceso o el producto. CAMBIOS EN LA POLÍTICA ---- OBJETIVOS DE LA INOCUIDAD FUENTES DE MEJORA CONTINUA PNC Auditorías Reclamos Retiro Inspecciones Vigilancia Monitoreos RECLAMO SISTEMA DE INGRESO DE RECLAMOS CONSUMIDOR DIRECTO CLIENTES EQUIPO EN LA GESTIÓN DE RECLAMOS ANALISIS DEL RECLAMO EQUIPO DE TRAZABILIDAD DETERMINACIÓ SI PROCEDE O NO COMUNICACIÓN CON EL CLIENTE (RESPUESTA) ESTRATEGIAS DE FIDELIZACIÓN PLAN DE ACCIÓN DE MEJORA HACCP • POLÍTICA • OBJETIVOS RETIRO DE PRODUCTO DONDE PUEDEN PROVENIR DONDE LO VAMOS A REGISTRAR Y A QUIEN LO VAMOS A REPORTAR CONFORMACIÓN DEL EQUIPO DE RETIRO ROLES Y RESPONSABILIDADES CRITERIOS PARA DEFINIR LA EJECUCIÓ DEL RETIRO DE PRODUCTO QUIÉN DECIDE? PLAN DE COMUNICACIÓN INTERNA Y EXTERNO LISTA DE CONTACTOS EXTERNOS E INTERNOS (REEMPLAZO) EVALUACIÓN DEL SISTEMA DE RETIRO DE PRODUCTO PLAN DE MEJORA CONTINUA ENSAYOS DE RETIRO HACCP • POLÍTICA • OBJETIVOS Retiro de producto Cliente Proveedor ¿Cómo llega la alerta? RECLAMO Ventas Autoridad sanitaria Calidad Laboratorios Compras Retiro de producto ¿Cómo llega la alerta? Producción Mantenimiento Calidad Almacén Retiro de producto NO SI PRODUCTO NO CONFORME SISTEMA DE COMUNICACIÓN SISTEMA DE IDENTIFICÁCIÓN ALMACENAMIENTO COMUNICACIÓN AL DUEÑO DE LA MARCA PROCESO DE ANALISIS AUTORIDAD PARA LA DISPOSICIÓN FINAL LIBERACIÓN POR CONCESIÓN REPROCESO DESTRUCCIÓN HACCP • POLÍTICA • OBJETIVOS AUDITORÍAS E INSPECCIONES AMBAS TIENEN QUE CONVIVIR DETERMINAR FRECUENCIA COMPETENCIAS CONOCIMIENTO EXPERIENCIA INDEPENDENCIA INFORME DE AUDITORÍA PLAN DE ACCIÓN HACCP • POLÍTICA • OBJETIVOS FUENTES DE MEJORA CONTINUA PNC Auditorías Reclamos HACCP Retiro Inspecciones Vigilancia Monitoreos • POLÍTICA • OBJETIVOS