Código de inspección de recipientes a presión: Inspección en servicio, clasificación, reparaciones y alteraciones API 510 DÉCIMA EDICIÓN, MAYO 2014 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Notas especiales Las publicaciones API necesariamente abordan problemas de carácter general. Se deberían revisar las leyes y regulaciones locales, estatales, y federales en lo que respecta a circunstancias particulares. Ni API ni sus empleados, subcontratistas, consultores, comités, u otros apoderados hacen ninguna garantía o declaración, ya sea expresa o implícita, con respecto a la exactitud, exhaustividad, o la utilidad de la información aquí contenida, o asumen ninguna obligación o responsabilidad por el uso, o los resultados de dicho uso, o cualquier información o proceso indicado en esta publicación. Ni API ni ninguno de sus empleados, subcontratistas, consultores, u otros apoderados manifiestan que el uso de esta publicación no vulnerará derechos privados. Las publicaciones API pueden ser utilizadas por cualquiera que quiera hacerlo. El Instituto ha hecho todo lo posible para asegurar la exactitud y confiabilidad de la información contenida en ellas; sin embargo, el Instituto no hace ninguna manifestación, garantía o aval relacionados con esta publicación y por la presente expresamente renuncia a toda obligación o responsabilidad por pérdidas o daños resultantes de su uso o por la violación de cualquier autoridad que tenga jurisdicción con la cual esta publicación pueda entrar en conflicto. Las publicaciones API son publicadas para facilitar la disponibilidad general de prácticas probadas y razonables de ingeniería y operación. Estas publicaciones no pretenden obviar la necesidad de aplicar juicio ingenieril razonable en cuanto a dónde y cuándo se deberían utilizar esas publicaciones. La elaboración y publicación de las publicaciones API no pretende de ninguna manera limitar a nadie en el uso de cualquier otra práctica. Todo fabricante que marque equipos o materiales de acuerdo con los requisitos de marcado de una norma API es el único responsable por el cumplimiento con todos los requisitos aplicables de esa norma. API no manifiesta, garantiza o avala que tales productos cumplen de hecho con la norma API aplicable. Los usuarios de esta norma no deberían depender exclusivamente de la información contenida en este documento. Se deberían utilizar criterios comerciales, científicos, ingenieriles y de seguridad razonables en el empleo de la información aquí contenida. Los lugares de trabajo y la operación de los equipos pueden variar. Los usuarios son los únicos responsables en la evaluación de sus equipos e instalaciones particulares para determinar la pertinencia de la aplicación de esta norma. En todo momento al utilizar esta norma, los usuarios deberían emplear criterios comerciales, científicos, ingenieriles y de seguridad razonables. Todos los derechos reservados. Ninguna parte de este material puede ser reproducida, traducida, almacenada en un sistema de almacenamiento, o transmitida por cualquier medio electrónico, mecánico, fotocopiado, grabado, o de otra manera, sin el previo permiso escrito del editor. Contactar al editor a API Publishing Services, 1220 L Street, NW, Washington, DC 20005 Copyright © American Petroleum Institute Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS This publication has been translated by Instituto Nacional De Tecnologia Industrial with the permission of the American Petroleum Institute (API). This translated version shall not replace nor supersede the English language version which remains the official version. API shall not be responsible for any errors, discrepancies or misinterpretations arising from this translation. No additional translation or reproduction may be made of the API Standard without the prior written consent of API. Esta publicación ha sido traducida por el Instituto Nacional de Tecnología Industrial (INTI) con el permiso del Instituto del Petróleo de Norteamérica (API). Esta versión traducida no deberá reemplazar o sustituir a la versión en idioma Inglés, la cual permanece como la versión oficial. API no será responsable por ningún error, discrepancia, o mal interpretación que surjan de esta traducción. No se puede realizar ninguna traducción o reproducción adicionales de la norma API sin el consentimiento escrito previo por parte de API. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Preámbulo En Diciembre de 1931 API y la American Society of Mechanical Engineers (ASME) crearon el comité conjunto API/ASME en recipientes a presión sin fuego. Este comité fue creado para formular y preparar para su publicación un código sobre prácticas seguras en el diseño, construcción, inspección y reparaciones de recipientes a presión a ser usados en la industria del petróleo. Nombrado API/ASME Code for Unfired Pressure Vessels for Petroleum Liquids and Gases (llamado comúnmente Código API/ASME para recipientes a presión sin fuego o Código API/ASME), la primera edición del código API/ASME fue aprobada para su publicación en 1934. Desde su creación, el código API/ASME contenía la Sección I, la cual contenía prácticas recomendadas para inspección y reparación de recipientes, y para establecer las presiones admisibles para recipientes en servicio. La Sección I reconoció y proporcionó bases bien fundadas para manejar varios problemas asociados con la inspección y clasificación de recipientes sujetos a corrosión. A pesar que las disposiciones de la Sección I (como en otras partes del código API/ASME) originalmente estuvieron destinadas a recipientes a presión instalados en las plantas de la industria del petróleo, especialmente aquellos conteniendo gases y líquidos de petróleo, esas disposiciones en realidad fueron consideradas como aplicables a recipientes a presión en la mayoría de los servicios. El comité ASME de calderas y recipientes a presión adoptó casi idénticas disposiciones y las publicó como apéndices mandatorios en las ediciones de 1950, 1952, 1956 y 1959 de la Sección VIII del Código ASME de calderas y recipientes a presión. Luego que el código API/ASME fue discontinuado en 1956, surgieron solicitudes para la edición de la Sección I como una publicación separada, aplicable no solamente a recipientes construidos de acuerdo con cualquier edición del código API/ASME, sino también a recipientes construidos de acuerdo con cualquier edición de la Sección VIII del código ASME. Tal publicación parecía necesaria para asegurar a la industria que se preservaría el rumbo hacia prácticas uniformes de mantenimiento e inspección que había proporcionado la Sección I del código API/ASME. API 510, cuya primera publicación fue en el año 1958, está destinado a satisfacer esta necesidad. Los procedimientos de la Sección I de la edición de 1951 del código API/ASME, como fue enmendada en la adenda de 16 de Marzo de 1954, han sido actualizados y revisados en API 510. La Sección I del código API/ASME contenía referencias a ciertas disposiciones de diseño o construcción, entonces esas referencias han sido cambiadas para remitirse a las disposiciones del código API/ASME. Desde la publicación de la edición de 1960 del National Board Inspection Code, los principios del código API/ASME han sido también incorporados por el National Board Inspection Code. Es la intención de API mantener esta publicación actualizada. Todos los dueños y operadores son invitados a informar sus experiencias en la inspección y reparación de recipientes a presión cuando tales experiencias puedan recomendar la necesidad de revisar o expandir las prácticas establecidas en API 510. Esta edición de API 510 reemplaza a todas las ediciones previas de API 510. Cada edición, revisión, o adenda a este código API puede ser utilizada a partir de la fecha de emisión que se muestra en la portada de esa edición, revisión o adenda. Cada edición, revisión, o adenda a este código API entra en vigencia seis meses luego de la fecha de emisión para equipos reclasificados, reconstruidos, reubicados, reparados, modificados (alterados), inspeccionados y ensayados por este código. Durante los seis meses entre la fecha de emisión de la edición, revisión, o adenda y la entrada en vigencia, el usuario deberá indicar con cual edición, revisión, o adenda el equipo va a ser reclasificado, reconstruido, reubicado, reparado, modificado (alterado), inspeccionado y ensayado. Nada de lo contenido en toda publicación API debe ser interpretado como garantizando algún derecho, implícitamente o de otra manera, para la fabricación, venta, o uso de cualquier método, aparato, o producto cubierto por una patente. Tampoco debería interpretarse cualquier cosa contenida en esta publicación como asegurando a alguien contra la responsabilidad por infringir patentes. para cumplir con la especificación. requerido para cumplir con la especificación. iii Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Este documento fue producido bajo los procedimientos de normalización API para asegurar adecuadas notificaciones y participación en el proceso de desarrollo y es denominado como norma API. Las consultas con respecto a la interpretación del contenido de esta publicación o comentarios relacionados con los procedimientos bajo los cuales fue desarrollada la publicación deberían dirigirse al Director of Standards, American Petroleum Institute, 1220 L Street, NW, Washington, DC 20005. Las solicitudes de permisos para reproducir o traducir todo o cualquier parte del material aquí publicado deberían también ser dirigidas al Director. Generalmente, las normas API son examinadas y revisadas, confirmadas o retiradas al menos cada cinco años. Se puede agregar a este ciclo de revisión una extensión de hasta dos años por una sola vez. Se puede verificar el estado de la publicación en el API Standards Department, teléfono (202) 682-8000. Anualmente se publica un catálogo de las publicaciones API, por API, 1220 L Street, NW, Washington, DC 20005. Se invita a las sugerencias de revisiones, las cuales deberían ser enviadas al Standards Department, API, 1220 L Street, NW, Washington, DC 20005, [email protected] iv Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Contenidos 1 1.1 1.2 1.3 Alcance ...................................................................................................................................................................... 1 Aplicación General .................................................................................................................................................. 1 Aplicaciones Específicas ........................................................................................................................................ 2 Conceptos técnicos reconocidos.......................................................................................................................... 2 2 Normativa de referencia .......................................................................................................................................... 3 3 Términos, definiciones, siglas y abreviaturas ..................................................................................................... 4 3.1 Términos y definiciones.......................................................................................................................................... 4 3.2 Siglas y abreviaturas ............................................................................................................................................. 14 4 4.1 4.2 4.3 4.4 4.5 4.6 4.7 Organización de inspección del dueño/usuario ................................................................................................ 15 Responsabilidades de la organización del dueño/usuario .............................................................................. 15 Ingeniero ................................................................................................................................................................. 17 Organización reparadora ...................................................................................................................................... 17 Inspector ................................................................................................................................................................. 17 Examinadores......................................................................................................................................................... 17 Otro personal .......................................................................................................................................................... 18 Auditorías a la organización de inspección ....................................................................................................... 18 5 Prácticas de inspección, exámenes y prueba de presión ............................................................................... 19 5.1 Planes de inspección ............................................................................................................................................ 19 5.2 Inspección en basada en riesgo (RBI) ................................................................................................................ 20 5.3 Preparación para la inspección ........................................................................................................................... 22 5.4 Inspección por diferentes tipos de mecanismos de deterioro y modos de falla ......................................... 23 5.5 Tipos de inspección y monitoreo de recipientes a presión ............................................................................. 25 5.6 Posiciones de monitoreo de la condición (CMLs) ............................................................................................ 30 5.7 Métodos de monitoreo de condición .................................................................................................................. 31 5.8 Prueba de presión.................................................................................................................................................. 34 5.9 Verificación y trazabilidad de materiales............................................................................................................ 36 5.10 Inspección en servicio de juntas soldadas ..................................................................................................... 37 5.11 Inspección y reparación de juntas bridadas ................................................................................................... 37 5.12 Inspección de cuerpo y tubos de intercambiadores de calor ....................................................................... 38 6 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 Intervalo/frecuencia y extensión de la inspección ............................................................................................ 38 General .................................................................................................................................................................... 38 Inspección durante la instalación y cambios de servicio ................................................................................ 38 Inspección basada en el riesgo (RBI) ................................................................................................................. 39 Inspección externa ................................................................................................................................................ 39 Inspección interna, en línea y para medición de espesores ........................................................................... 40 Dispositivos de alivio de presión ........................................................................................................................ 42 Aplazamiento de la fecha límite de inspección ................................................................................................. 43 Aplazamiento de la fecha límite de recomendaciones de reparación de inspección .................................. 44 Revisión de las recomendaciones de reparación de inspección ................................................................... 44 7 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 Evaluación, análisis, y registro de la información de inspección .................................................................. 44 Determinación de la velocidad de corrosión ..................................................................................................... 44 Cálculo de vida remanente ................................................................................................................................... 46 Determinación de la presión máxima admisible de trabajo............................................................................. 46 Análisis FFS de zonas corroídas....................................................................................................................... 47 Evaluaciones FFS ................................................................................................................................................ 49 Determinación del espesor requerido .............................................................................................................. 50 Evaluación de equipos existentes con documentación mínima .................................................................. 50 Informes y registros ............................................................................................................................................ 51 v Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Contenidos 8 8.1 8.2 Reparaciones, alteraciones, y reclasificación de recipientes a presión ..................................................... 52 Reparaciones y alteraciones.............................................................................................................................. 52 Reclasificación ..................................................................................................................................................... 62 9 9.1 9.2 9.3 9.4 9.5 9.6 Reglas alternativas para recipientes a presión para E&P ............................................................................. 65 Alcance y exenciones específicas .................................................................................................................... 65 Definiciones .......................................................................................................................................................... 65 Programa de inspección..................................................................................................................................... 66 Prueba de presión ............................................................................................................................................... 70 Dispositivos de alivio de presión ...................................................................................................................... 70 Registros............................................................................................................................................................... 70 Anexo A (normativo) Excepciones del Código .......................................................................................................... 71 Anexo B (normativo) Certificación del Inspector ...................................................................................................... 73 Anexo C (informativo) Ejemplo de registro de inspección de recipientes a presión ........................................... 75 Anexo D (informativo) Ejemplo de formulario de reparación, alteración o reclasificación de recipientes a presión ........................................................................................................................................................................... 77 Anexo E (informativo) Consultas técnicas ................................................................................................................. 79 Figuras 8.1 Reclasificación de recipientes utilizando las tensiones admisibles de la última edición o adenda del Código ASME .................................................................................................................................................... 64 8.2 Ejemplo de placa de identificación adicional .................................................................................................. 65 Tablas 7.1 Valores del factor K1 de radio esférico ............................................................................................................ 49 8.1 Límites de calificación para espesores del metal base y depositado en el método CDW ....................... 62 vi Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Código de inspección de recipientes a presión: Inspección en servicio, clasificación, reparaciones y alteraciones 1 Alcance 1.1 Aplicación General 1.1.1 Campo de aplicación Este código de inspección abarca la inspección en servicio, reparaciones, alteraciones y las actividades de reclasificación de recipientes a presión y de dispositivos de alivio de presión que protegen esos recipientes. Este código de inspección se aplica a todos los recipientes de procesos de refinerías y plantas químicas que han sido puestos en servicio a menos que se hallen específicamente excluidos por el punto 1.2.2. Esto incluye: a) Recipientes construidos de acuerdo a un código de construcción aplicable. ej.: Código ASME de Calderas y Recipientes a Presión (Código ASME); b) Recipientes construidos sin un código de construcción (recipientes no código) - un recipiente que no ha sido fabricado de acuerdo con un código de construcción reconocido y que no cumple con ningún estándar reconocido; c) Recipientes construidos y aprobados como especiales por la jurisdicción, basados en la aceptación por la jurisdicción de un diseño, fabricación, inspección, ensayos, e instalación particulares; d) Recipientes no estándar - un recipiente fabricado de acuerdo con un código de construcción reconocido pero que ha perdido su placa de identificación o estampado. Sin embargo, los recipientes que han sido retirados oficialmente de servicio y abandonados en su sitio (es decir que ya no son un activo o están registrados desde un punto de vista contable o económico) ya no están cubiertos por este código de inspección en servicio. El código ASME y otros códigos de construcción reconocidos están escritos para la construcción de recipientes nuevos; sin embargo, la mayoría de los requisitos técnicos para el diseño, soldadura, NDE y materiales pueden aplicarse a la inspección, reclasificación, reparación y alteración de recipientes a presión en servicio. Si un elemento no está de acuerdo con el código ASME debido a su orientación a la construcción de equipos nuevos; los requisitos de diseño, material, fabricación e inspección deberán estar de acuerdo con API 510 en lugar del código de construcción. Si los recipientes en servicio están cubiertos por los requisitos en el código ASME y API 510 o si hay un conflicto entre los dos códigos, los requisitos de la API 510 deberán prevalecer. Como ejemplo del propósito de API 510, la frase "los requisitos aplicables del código de construcción" ha sido utilizada en API 510 en lugar de la frase "de acuerdo con el código de construcción." 1.1.2 Propósito La aplicación de este código de inspección se limita a dueños/usuarios que emplean o tienen acceso a las siguientes personas y organizaciones técnicamente calificadas: a) una agencia o empresa de inspección autorizada; b) una organización o empresa de reparación; c) un ingeniero; d) un inspector; y, 1 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 2 API 510 e) examinadores. Los inspectores han de ser certificados como se indica en este código de inspección (ver Apéndice B). Puesto que otros códigos que abarcan determinadas industrias y aplicaciones de servicio general ya existen (por ejemplo NB23), la industria de refinación y petroquímica ha desarrollado este código de inspección para satisfacer sus propios requisitos específicos para los recipientes y dispositivos de alivio de presión que se encuadran dentro de lo enumerado en el campo de aplicación. El propósito de este código es el de especificar el programa de inspección en servicio y monitoreo de la condición que se necesita para determinar la integridad de los recipientes a presión y dispositivos de alivio de presión. El programa debería proporcionar evaluaciones razonablemente precisas y oportunas para determinar si los cambios en la condición de equipos a presión podrían comprometer el funcionamiento continuo seguro. Los dueños/usuarios deberán responder a cualquier resultado de inspección que requiera de acciones correctivas para garantizar el funcionamiento seguro y continuo de los recipientes a presión y sus dispositivos de alivio de presión. 1.1.3 Limitaciones La adopción y el uso de este código de inspección no permiten su uso en conflicto con los requisitos reglamentarios vigentes. Sin embargo, si los requisitos de este código son más estrictos que los requisitos de la reglamentación, los requisitos de este código deberán prevalece. 1.2 Aplicaciones específicas 1.2.1 Recipientes para exploración y producción (E&P) Todos los recipientes a presión utilizados para los servicios de exploración y producción de petróleo (E&P) [ej. perforación, producción, acopio, transporte, procesamiento, y tratamiento del petróleo, gas natural y agua salada asociada (salmuera)] pueden ser inspeccionados bajo las reglas alternativas establecidas en la Sección 9. Excepto para la Sección 6, todas las secciones de este código de inspección son aplicables a los recipientes a presión en servicio de E&P. Las reglas alternativas de la Sección 9 se destinan a servicios que pueden ser regulados por los controles de seguridad, derrame, emisión, o de transporte de la Guardia Costera de los EE.UU.; la Oficina de Transporte de Materiales Peligrosos del Departamento de Transporte de EE.UU. (DOT) y otras dependencias de DOT; el Servicio de Administración de Minerales del Departamento del Interior de EE.UU.; Agencias locales y estatales de petróleo y gas; o cualquier otra comisión reguladora. 1.2.2 Servicios excluidos y opcionales Los recipientes excluidos de los requerimientos específicos de este código de inspección están listados en el Anexo A. De todos modos, cada dueño/usuario tiene la opción de incluir en su programa de inspección cualquier recipiente a presión excluido. Para los recipientes exceptuados de acuerdo con los criterios del Código ASME Sección VIII División 1, debería considerarse su inclusión basándose en el riesgo (probabilidad y consecuencia de una falla) determinado por el dueño/usuario. Un ejemplo de tales recipientes podría ser evaporadores de vacío en el servicio de refinación u otros recipientes de grandes dimensiones operando en servicio de vacío. 1.3 Conceptos técnicos reconocidos Para el planeamiento de la inspección y la evaluación ingenieril de recipientes a presión en servicio, este código de inspección reconoce la aplicabilidad de las metodologías de evaluación de aptitud para el servicio (FFS) e inspección basada en el riesgo (RBI). API 579-1/ASME FFS-1 proporciona los procedimientos de evaluación detallados para tipos de daño específicos a los que se hace referencia en este código. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 3 API 580 proporciona directrices para llevar a cabo un programa de evaluación basada en los riesgos. API 581 provee la metodología para implementar RBI de acuerdo con los principios de API 580. 2 Normativa de referencia Los siguientes documentos de referencia son indispensables para la aplicación de este documento. Para las referencias con fecha, sólo se aplica la edición citada. Para las referencias sin fecha se aplica la última edición del documento de referencia (incluyendo cualquier modificación). API 510 Inspector Certification Examination Body of Knowledge API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry API Recommended Practice 572, Inspection of Pressure Vessels API Recommended Practice 576, Inspection of Pressure-relieving Devices API Recommended Practice 577, Welding Inspection and Metallurgy API Recommended Practice 578, Material Verification Program for New and Existing Alloy Piping Systems API Standard 579-1/ASME FFS-1, Fitness-For-Service API Recommended Practice 580, Risk-Based inspection API Recommended Practice 581, Risk-Based Inspection Methodology API Recommended Practice 582, Welding Guidelines for the Chemical, Oil, and Gas industries API Recommended Practice 583, Corrosion Under Insulation and Fireproofing API Recommended Practice 584, Integrity Operating Windows API Recommended Practice 585, Pressure Equipment Integrity Incident Investigations API Recommended Practice 939-C, Guidelines for Avoiding Sulfidation (Sulfidic) Corrosion Failures in Oil Refineries API Recommended Practice 941, Steels for Hydrogen Service at Elevated Temperatures and Pressures in Petroleum Refineries and Petrochemical Plants API Recommended Practice 2201, Safe Hot Tapping Practices for the Petroleum and Petrochemical Industries 1 ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly ASME PCC-2, Repair of Pressure Equipment and Piping ASME Boiler and Pressure Vessel Code, Section II. Materials ASME Boiler and Pressure Vessel Code, Section V. Nondestructive Examination ASME Boiler and Pressure Vessel Code, Section VIII. Rules for Construction of Pressure Vessels, Division 1 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 4 API 510 ASME Boiler and Pressure Vessel Code, Section VIII. Rules for Construction of Pressure Vessels, Division 2. Alternative Rules ASME Boiler and Pressure Vessel Code, Section IX. Welding and Brazing Qualifications 2 ASNT CP-189 , Standard for Qualification and Certification of Nondestructive Testing Personnel ASNT SNT-TC-1A, Personnel Qualification and Certification in Nondestructive Testing 3 NACE MR0103 , Materials Resistant to Sulfide Stress Cracking in Corrosive Petroleum Refining Environments NACE SP0170, Protection of Austenitic Stainless Steels and Other Austenitic Alloys from Polythionic Acid Stress Corrosion Cracking During Shutdown of Refinery Equipment NACE SP0472, Methods and Controls to Prevent In-service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining Environments 4 National Board NB-23 , National Board Inspection Code 5 OSHA 29 CFR Part 1910 Occupational Safety and Health Standards 6 WRC Bulletin 412 Challenges and Solutions in Repair Welding for Power and Processing Plants ________ 1 ASME International, 3 Park Avenue, Nueva York, NY 10016-5990, www.asme.org The American Society for Nondestructive Testing, 1711 Arlingate Lane, Columbus Ohio 43228-0518, www.asnt.org. 3 NACE International (anteriormente the National Association of Corrosion Engineers), 440 South Creek Drive, Houston, Texas 77084, www.nace.org. 4 The National Board of Boiler and Pressure Vessel Inspectors, 1055 Crupper Avenue, Columbus, Ohio 43229, www.nationalboard.org. 5 0ccupational Safety and Health Administration, 200 Constitution Avenue, NW, Washington, DC 20210, www.osha.gov 6 Welding Research Council, P.O. Box 201547, Shaker Heights, Ohio 44120, www.forengineers.org. 2 3 3.1 Términos, definiciones, siglas y abreviaturas Términos y definiciones A los efectos de este Código, se aplicarán las siguientes definiciones. 3.1.1 alteración Un cambio físico en cualquier componente que tenga implicaciones de diseño que afecten a la capacidad de contener presión de un recipiente a presión más allá del alcance descrito en los reportes de datos existentes. Lo siguiente no debe considerarse alteración: todo reemplazo o duplicación, la adición de cualquier boquilla reforzada menor o igual en tamaño a boquillas reforzadas existentes, y el agregado de boquillas que no requieren refuerzo. 3.1.2 código de construcción aplicable El código, la sección del código, u otro estándar de ingeniería reconocido y generalmente aceptado, o práctica con la cual el recipiente a presión fue construido o que se considera por parte del dueño/usuario o el ingeniero que es lo más apropiado para la situación. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 5 3.1.3 autorización Es la aprobación/acuerdo para realizar una actividad específica (ej. una reparación) antes de la actividad que sea realizada. 3.1.4 Agencia de Inspección Autorizada Cualquiera de las siguientes: a) La organización de inspección de la jurisdicción en la que se utiliza el recipiente a presión; b) La organización de inspección de una compañía de seguros con licencia o registrada para asegurar recipientes a presión; c) La organización de inspección de un dueño o usuario de los recipientes a presión que mantiene una organización de inspección para sus equipos y no para los recipientes destinados a la venta o reventa; o d) Una organización independiente o un individuo que está bajo el control y dirección de un dueño/usuario y que es reconocida o de otra manera no prohibida por la jurisdicción en la que se utiliza el recipiente a presión. El programa de inspección del dueño/usuario deberá proporcionar los controles que son necesarios cuando se utilizan inspectores contratados. 3.1.5 inspector autorizado de recipientes a presión Un empleado de una agencia de inspección autorizada el cual está calificado y certificado para realizar en API 510, se refiere a un inspector autorizado de recipientes a presión. 3.1.6 posiciones de monitoreo de condición CMLs Zonas designadas en recipientes a presión, donde se llevan a cabo exámenes externos periódicos con la finalidad de evaluar la condición del recipiente. Las CMLs pueden contener uno o más puntos de examen y utilizar múltiples técnicas de inspección basadas en el mecanismo de daño previsto para tener la más alta probabilidad de detección. CMLs puede ser una sola área pequeña en un recipiente a presión (ejemplo: un área de diámetro 2 in. o un plano a través de la sección de una boquilla con puntos de registro en los cuatro cuadrantes del plano). NOTA Los CMLs ahora incluyen pero no se limitan a lo que anteriormente se llamaba TMLS. 3.1.7 código de construcción Es el código o estándar por el cual un recipiente fue construido originalmente, tal como API/ASME (no vigente), Código ASME, API, o un código especial del estado/no ASME o cualquier otro código de construcción con el cual se construyó el recipiente. 3.1.8 soldadura de deposición controlada CDW Cualquier técnica de soldadura utilizada para obtener el refinamiento controlado de grano y revenido de la zona afectada por el calor subyacente en el metal base. Están incluidas varias técnicas de deposición controlada, tales como cordón revenido y media capa (que requiere la eliminación de la mitad de la primera capa). Ver 8.1.7.4.3. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 6 API 510 3.1.9 margen por corrosión Espesor de material adicional disponible para permitir la pérdida de metal durante la vida útil del componente del recipiente. 3.1.10 velocidad de corrosión La velocidad de pérdida de metal por erosión, erosión/corrosión, o la(s) reacción(es) químicas con el medio, ya sea interno y/o externo. 3.1.11 especialista en corrosión Una persona, aceptada para el dueño/usuario, que tiene conocimientos y experiencia en mecanismos de daño por corrosión, metalurgia, selección de materiales y técnicas de monitoreo de corrosión. 3.1.12 corrosión bajo aislación CUI Se refiere a todas las formas de corrosión bajo aislación incluyendo el agrietamiento y corrosión bajo tensión y la corrosión bajo protección contra incendios. 3.1.13 servicio cíclico Se refiere a las condiciones de servicio que pueden producir daño por fatiga debido a cargas cíclicas debidas a la presión, térmicas, y cargas mecánicas que no son inducidas por la presión. Otras cargas cíclicas asociadas con vibraciones pueden surgir a partir de fuentes tales como el impacto, vórtices de flujo turbulento, resonancia en los compresores, viento, o cualquier combinación de los mismos. Ver 5.4.4. Algunos ejemplos de recipientes en servicio cíclico incluyen tambor de coque, tamiz molecular, y adsorbedor por cambio de presión. 3.1.14 mecanismo de daño Cualquier tipo de deterioro encontrado en la industria de procesos de refinamiento y químicos que puede dar lugar a discontinuidades/defectos que pueden afectar a la integridad de los recipientes (ej. corrosión, fisuración, erosión, abolladuras y otros impactos mecánicos, físicos o químicos). Ver API 571 para obtener una lista detallada y descripción de los mecanismos de daño. 3.1.15 defecto Una discontinuidad, cuyo tipo o tamaño, excede los criterios de aceptación aplicables y es por lo tanto causa de rechazo. 3.1.16 temperatura de diseño La temperatura utilizada en el diseño del recipiente a presión definida en el código de construcción aplicable. 3.1.17 documentación Registros que contienen descripciones de diseño específico del recipiente, capacitación de personal, planes de inspección, resultados de la inspección, ensayos no destructivos, reparación, alteración, reclasificación y pruebas de presión, las evaluaciones FFS, los procedimientos para llevar a cabo estas actividades, o cualquier otra información pertinente para el mantenimiento de la integridad y fiabilidad de recipientes. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 7 3.1.18 ingeniero Ingeniero de recipientes a presión. 3.1.19 punto de examen punto de registro punto de medición punto de ensayo [punto de ensayo es un término que ya no se utiliza debido a que ensayo se refiere a ensayos mecánicos o físicos (ej. ensayos de tracción o pruebas de presión)] Un área en una CML definida por un círculo con un diámetro no mayor de 3 in. (75 mm) para recipientes a presión. CMLs pueden contener múltiples puntos de examen, por ejemplo, una boquilla de recipiente puede ser un CML y tener múltiples puntos de examen (ej. un punto de inspección en los cuatro cuadrantes de la CML de una boquilla). 3.1.20 exámenes Las funciones de control de calidad (QC) realizadas por los examinadores (ej. NDEs de acuerdo con los procedimientos aprobados NDE). 3.1.21 examinador Una persona que asiste al inspector realizando exámenes no destructivos (NDE) específicos sobre componentes del recipiente a presión y que evalúa de acuerdo a los criterios de aceptación, pero no evalúa los resultados de los exámenes de acuerdo con API 510, a menos que esté específicamente capacitado y autorizado para ello por el dueño/usuario. 3.1.22 inspección externa Una inspección visual realizada desde el exterior de un recipiente a presión para encontrar condiciones que pueden afectar la capacidad del recipiente para mantener la integridad en cuanto a la presión o condiciones que comprometen la integridad de las estructuras de soporte (ej. escaleras, plataformas, soportes). La inspección externa se puede realizar ya sea mientras el recipiente se encuentra operando o mientras el recipiente está fuera de servicio o puede ser realizada al mismo tiempo que una inspección en línea. 3.1.23 evaluación de aptitud para el servicio (FFS) Una metodología por la cual defectos y otras condiciones de deterioro/daños o condiciones de operación de un recipiente a presión son evaluadas para determinar la integridad del mismo para servicio continuo. 3.1.24 corrosión generalizada Es la corrosión que se distribuye más o menos uniformemente sobre la superficie del metal, opuesto a la corrosión localizada. 3.1.25 zona afectada por el calor La porción del metal de base cuya propiedades mecánicas o microestructura han sido alteradas por el calor de la soldadura o del corte por medios térmicos. 3.1.26 punto de control Un punto en el proceso de reparación o alteración más allá del cual no se podrá continuar el trabajo hasta que la inspección requerida o el NDE hayan sido realizados y documentados. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 8 API 510 3.1.27 imperfecciones Son fallas u otras discontinuidades observadas durante la inspección que pueden o no superar los criterios de aceptación aplicables. 3.1.28 indicaciones Una respuesta o evidencia resultante de la aplicación de un examen no destructivo que puede ser no relevante, o que pueden considerarse discontinuidades o defectos tras un análisis posterior. 3.1.29 examinador industrial calificado para ultrasonidos con haz angular Una persona que posea una calificación de API (ejemplo: API-QUTE/QUSE Detection and Sizing Tests) en ultrasonidos (UT) con haz angular, o una calificación equivalente aprobada por el dueño/usuario. NOTA: se definen reglas de equivalencia en la página web de API ICP. 3.1.30 en servicio Designa un recipiente a presión que se ha puesto en operación, lo opuesto a recipientes de construcción nueva antes de ser puestos en operación o recipientes dados de baja. Un recipiente a presión que no está en operación debido a una parada en el proceso se considera un recipiente a presión en servicio. NOTA No incluye recipientes a presión que aún están en construcción o en transporte hacia el sitio donde se pondrá en servicio o los recipientes a presión que han sido retirados de servicio. Se incluyen recipientes a presión que están temporalmente fuera de servicio, pero todavía montados en un sitio de trabajo. Una etapa en la vida de un recipiente entre la instalación y su retiro de servicio. 3.1.31 inspección en servicio Todas las actividades de inspección asociadas con un recipiente a presión una vez que se ha puesto en servicio y antes de que este sea retirado permanentemente del servicio. 3.1.32 inspección La evaluación externa, interna o en línea (o cualquier combinación de las tres) de la condición de recipientes a presión por el inspector autorizado o su personal designado de acuerdo con este código. 3.1.33 código de inspección Una referencia al código API 510. 3.1.34 aplazamiento de la inspección Un proceso de trabajo documentado usando evaluación del riesgo para postergar, por un período de tiempo determinado más allá de la fecha establecida, una inspección. Ver 6.7. 3.1.35 plan de inspección Una estrategia que define cómo y cuándo un recipiente a presión o un dispositivo de alivio de presión serán inspeccionados, reparados y/o mantenidos. Ver 5.1. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 9 3.1.36 inspector Es el título abreviado para un inspector autorizado de recipientes a presión calificado y certificado de acuerdo con este código. 3.1.37 ventana operativa de integridad IOW Establece los límites para las variables de proceso (parámetros) que pueden afectar la integridad del equipo si la operación del proceso se desvía de los límites establecidos para una cantidad de tiempo predeterminada. Ver 4.1.4. 3.1.38 inspección interna Una inspección realizada desde el interior de un recipiente a presión utilizando técnicas visuales y/o NDE. 3.1.39 jurisdicción Una dependencia del gobierno legalmente constituida que puede adoptar reglas relacionadas con recipientes a presión. 3.1.40 corrosión localizada Corrosión que en gran medida está confinada a un área limitada de la superficie del metal de un recipiente a presión. 3.1.41 reparación mayor Cualquier trabajo no considerado una alteración en el cual se remueve y se reemplaza una parte importante de los límites de presión que no es una conexión (ej. reemplazo de parte del cuerpo o reemplazo de un cabezal). Si alguno de los resultados del trabajo de reparación resulta en un cambio en la temperatura de diseño, la temperatura mínima permitida (MAT), o la presión máxima admisible de trabajo (MAWP), el trabajo deberá ser considerado una alteración y se deberán cumplir los requerimientos de reclasificación. 3.1.42 gestión de cambios MOC Un sistema de gestión documentado para la revisión y aprobación de los cambios (tanto físicos como de proceso) en recipientes a presión antes de la implementación del cambio. El proceso de MOC incluye la participación del personal de inspección el cual puede ser necesario para alterar los planes de inspección como resultado del cambio. 3.1.43 reporte de datos del fabricante Un documento que contiene datos e información del fabricante del recipiente a presión que certifica que los materiales de construcción del recipiente cumplen con ciertos requisitos de propiedades de los materiales, tolerancias, etc., y que están de acuerdo con las normas especificadas. 3.1.44 presión máxima admisible de trabajo MAWP Es la presión manométrica máxima permitida en la parte superior de un recipiente a presión en su posición de operación para una temperatura determinada. Esta presión se basa en cálculos utilizando el espesor mínimo (o promedio en áreas con picaduras) para todos los elementos críticos del recipiente, (sin considerar el espesor Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 10 API 510 destinado para corrosión) y ajustada por las cargas aplicables de presión hidrostática y las distintas a la presión, (ejemplo: viento, sismos, etc.). MAWP puede referirse ya sea al diseño original o una MAWP reclasificada obtenida a través de una evaluación de FFS. 3.1.45 temperatura mínima de diseño del metal/temperatura mínima admisible MDMT/MAT La temperatura más baja permitida del metal para un material dado a un espesor especificado basada en su resistencia a la fractura frágil. En el caso de MAT, puede ser una sola temperatura, o un rango temperaturas de operación como función de la presión. Es generalmente la temperatura más baja a la cual una carga significativa puede ser aplicada a un recipiente a presión según se define en el código de construcción aplicable (ejemplo: Código ASME, Sección VIII: División 1, párrafo UG-20(b)). Podría también ser obtenida a través de una evaluación FFS. 3.1.46 límite de no presión Componentes del recipiente que no contienen la presión del proceso (ej. bandejas, anillos de bandejas, tuberías de distribución, deflectores, anillos de soporte de aislación no utilizados como rigidizadores, clips, pescantes, etc.). 3.1.47 en línea Una condición en la que un recipiente a presión no ha sido preparado para una inspección interna. Ver inspección en línea. 3.1.48 inspección en línea Una inspección realizada desde el exterior de un recipiente a presión mientras está en funcionamiento usando procedimientos NDE para establecer la aptitud de los límites de presión para su operación continua. 3.1.49 inspecciones vencidas Las inspecciones a los recipientes en servicio que todavía están en operación, que no se han realizado en las fechas límite documentadas en el plan de inspección, y que no han sido postergadas por un proceso de aplazamiento documentado. Ver 6.7. 3.1.50 recomendaciones para inspecciones vencidas Recomendaciones para la reparación o para otros fines de integridad mecánica de recipientes que aún están en funcionamiento que no han sido completadas en las fechas límite documentadas, que no han sido postergadas por un proceso de aplazamiento documentado. Ver 6.8. 3.1.51 dueño/usuario Un dueño/usuario de recipientes a presión que ejerce el control sobre la operación, ingeniería, inspección, reparación, alteración, pruebas de presión y la reclasificación de esos recipientes a presión. 3.1.52 placas de revestimiento Placas de metal que son soldadas en la parte interior de la pared del recipiente con el propósito de proteger el material original de la interacción con los fluidos del proceso. Normalmente, las placas son de una aleación más resistente a la corrosión o a la erosión que la pared del recipiente y proporcionan resistencia adicional a la corrosión/erosión. En algunos casos, se utilizan placas de un material de construcción similar a la pared del Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 11 recipiente para periodos de funcionamiento específicos en los que las tasas de corrosión y/o erosión son predecibles. 3.1.53 tratamiento térmico posterior a la soldadura PWHT El tratamiento que consiste en calentar una soldadura completa o un recipiente a una temperatura elevada especificada después de completar la soldadura con el fin de aliviar los efectos perjudiciales del calor de la soldadura, tal como reducir las tensiones residuales, reducir la dureza, estabilizar químicamente y/o modificar ligeramente las propiedades. 3.1.54 límite de presión La porción del recipiente a presión que contiene los elementos que retienen la presión, unidos o ensamblados para formar un recipiente estanco a la presión y que contiene un fluido (ej. típicamente el cuerpo, los cabezales, y las conexiones, excluyendo elementos tales como soportes, faldones, clips, etc., que no retienen la presión). 3.1.55 prueba de presión Una prueba realizada en los recipientes a presión que han estado en servicio y que han sufrido una alteración o una reparación en sus límites de presión con el fin de demostrar que los componentes de presión todavía cumplen con el código de construcción original. La prueba de presión puede ser hidrostática, neumática, o una combinación de ellas. Las pruebas de presión a presiones menores a la especificada en los códigos de construcción realizadas para determinar si hay fugas en el sistema son mencionadas generalmente como pruebas de hermeticidad. 3.1.56 recipiente a presión Un contenedor diseñado para soportar presión interna o externa. Esta presión puede ser establecida por una fuente externa, por la aplicación de calor desde una fuente directa o indirecta, o por cualquier combinación de éstos. Esta definición incluye intercambiadores de calor, enfriadores de aire, generadores de vapor sin fuego (calderas) y otros recipientes de generación de vapor que utilizan el calor de la operación o del proceso u otra fuente de calor indirecto. (Los límites específicos y las excepciones de los equipos cubiertos por este código de inspección se dan en la Sección 1 y en el Anexo A) 3.1.57 ingeniero de recipientes a presión Una persona aceptada para el dueño/usuario que tiene los conocimientos y la experiencia en las disciplinas de ingeniería relacionadas con la evaluación de las características mecánicas y de materiales que afectan la integridad y confiabilidad de los recipientes a presión. El ingeniero de recipientes a presión, consultando con los especialistas adecuados, debería considerarse como una mezcla de todas las entidades necesarias para evaluar correctamente los requisitos técnicos. Siempre que se utiliza el término "ingeniero" en este código, se refiere a un ingeniero de recipientes a presión. 3.1.58 procedimiento Un documento que especifica o describe cómo una actividad se va a realizar. Puede incluir métodos a ser empleados, equipos o materiales a utilizar, las calificaciones del personal involucrado y la secuencia de trabajo. 3.1.59 aseguramiento de la calidad Todas las acciones planificadas, sistemáticas y preventivas necesarias para determinar que los materiales, los equipos o los servicios cumplirán con los requisitos especificados de manera que el equipo funcione de manera Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 12 API 510 satisfactoria en servicio. Los contenidos de un manual de Aseguramiento de la Calidad de inspección se describen en el punto 4.1.2. 3.1.60 control de calidad QC Aquellas actividades físicas que se realizan para comprobar el cumplimiento de las especificaciones del plan de control de calidad. 3.1.61 reparación El trabajo necesario para restaurar un recipiente a una condición adecuada para un funcionamiento seguro en las condiciones de diseño. Si alguno de los trabajos de reparación resulta en un cambio en la temperatura de diseño, en la MDMT o en la MAWP, el trabajo se deberá considerar una alteración y los requerimientos para reclasificación deberán ser satisfechos. Cualquier operación de soldadura, corte o amolado en un componente que contiene presión que no es considerada una alteración, se considera como una reparación. 3.1.62 organización reparadora Cualquiera de las siguientes que realiza reparaciones de acuerdo con este código de inspección: a) el poseedor de un certificado de autorización ASME válido que autoriza el uso apropiado de la estampa del símbolo del código ASME; b) el poseedor de un certificado de otro código reconocido que autoriza el uso apropiado de la estampa del símbolo del código; c) el poseedor de una estampa-R válida expedida por el National Board para reparación de recipientes a presión; d) el poseedor de una estampa-VR válida expedida por el National Board para reparación y mantenimiento de válvulas de alivio; e) un dueño o usuario de recipientes a presión y/o válvulas de alivio que repara su propio equipo de acuerdo con este código; f) un contratista cuyas calificaciones son aceptables para el dueño o usuario de recipientes a presión; g) un individuo u organización que está autorizado por la jurisdicción legal para reparar recipientes a presión o hacer mantenimiento de dispositivos de alivio de presión. 3.1.63 espesor requerido El espesor mínimo sin el margen por corrosión para cada elemento de un recipiente a presión basado en los cálculos apropiados de diseño y la tensión admisible, considerando cargas de presión, mecánicas y estructurales. Alternativamente, el espesor requerido puede re-evaluarse y ser revisado utilizando un análisis de aptitud del servicio de acuerdo con API 579-1/ASME FFS-1. 3.1.64 reclasificación Un cambio ya sea en el la temperatura nominal de diseño, la MDMT o la MAWP de un recipiente. La temperatura de diseño y la MAWP de un recipiente pueden ser aumentadas o disminuidas debido a una reclasificación. La reducción (derating) por debajo de las condiciones originales de diseño es una forma permitida para propor cionar un margen por corrosión adicional. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 13 3.1.65 inspección basada en riesgo RBI Un proceso de evaluación y gestión de riesgos que tiene en cuenta la probabilidad y la consecuencia de una falla debida al deterioro del material, y que está enfocado en la planificación de la inspección para evitar la pérdida de la contención de los equipos a presión en las instalaciones de procesos debida a dicho deterioro del material . Estos riesgos son gestionados principalmente a través de la inspección con el fin de incidir en la probabilidad de falla pero también pueden ser gestionados a través de varios métodos distintos para controlar la probabilidad y consecuencia de una falla. 3.1.66 examen no destructivo de barrido Métodos de examen diseñados para encontrar las zonas con menor espesor o todos los defectos en un área específica de un recipiente a presión, tales como el perfil radiográfico de boquillas, técnicas de barrido (scan) ultrasónicas, y/o otra técnica de examen no destructivo adecuado (NDE) que revele el alcance y la extensión de la corrosión localizada u otro deterioro cambio. 3.1.67 mismo servicio o similar Una designación en la que dos o más recipientes a presión se instalan en paralelo, con servicios comparables o idénticos, y su proceso y las condiciones del medio han sido constantes durante un período de años sobre la base de criterios de inspección que evaluaron que los mecanismos y las velocidades de deterioro sean semejantes. EJEMPLO 1 Servicio en paralelo: Un proceso o parte de un proceso conectado en paralelo que tiene una configuración comparable con similitudes análogas y reconocidas fácilmente. EJEMPLO 2 Servicio idéntico: Una designación donde hay acuerdo en que la configuración, el proceso y régimen de funcionamiento, la metalurgia, y las condiciones del medio son todos iguales, de manera que se espera que las características de degradación sean las mismas. 3.1.68 banda de revestimiento Bandas de placas metálicas que son soldadas a la parte interior de la pared del recipiente con el propósito de proteger el material original de la interacción con los fluidos del proceso. Normalmente, las bandas son de aleaciones más resistentes a la corrosión o a la erosión que la pared del recipiente y proveen una resistencia adicional a la corrosión/erosión. Es similar a las placas de revestimiento, excepto porque se utilizan bandas angostas en lugar de placas más grandes. 3.1.69 fragilización térmica La reducción en la tenacidad debido a un cambio metalúrgico que puede ocurrir en algunos aceros d e baja aleación (ejemplo: 2 ¼ Cr- 1 Mo) como resultado de la exposición por tiempo prolongado en rangos de temperatura de aproximadamente 650°F a 1100°F (345°C a 595°C). 3.1.70 reparaciones temporales Reparaciones hechas a los recipientes a presión para restaurar la integridad suficiente para continuar operando de manera segura, hasta que se realicen las reparaciones permanentes. Ver 8.1.6.1.1. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 14 API 510 3.1.71 ensayos En este documento, ensayos generalmente se refiere ya sea a las pruebas de presión, sean estas hidrostáticas, neumáticas o una combinación hidrostática/neumática, o a los ensayos mecánicos para determinar datos tales como dureza del material, resistencia y tenacidad. Ensayos, sin embargo, no se refiere a NDE usando técnicas tales como examen por líquidos penetrantes (PT), examen por partículas magnéticas (MT), examen por ultrasonidos (UT), examen radiográfico (RT), etc. 3.1.72 prueba de estanqueidad Una prueba de presión que se lleva a cabo en recipientes a presión después de las actividades de mantenimiento o reparación para demostrar que el equipo está libre de fugas y que se realiza a una presión de prueba determinada por el dueño/usuario la cual no es mayor que la MAWP. 3.1.73 temperatura de transición La temperatura a la que un material cambia su comportamiento de dúctil a frágil. 3.2 Siglas y abreviaturas A los efectos de este código, se aplican las siguientes siglas y abreviaturas. Código ASME CML CDW CUI E&P ET FFS GMAW GTAW IOW MAT MAWP MDMT MOC MT NDE PMI PT PWHT QA QC RBI RT SMAW UT Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Código ASME de calderas y recipientes a presión, incluyendo sus adendas y casos código posición de monitoreo de la condición soldadura de deposición controlada corrosión bajo aislación exploración y producción examen por corrientes inducidas aptitud para el servicio soldadura de arco con electrodo metálico y protección gaseosa soldadura de arco con electrodo de tungsteno y protección gaseosa ventana operativa de integridad temperatura mínima admisible presión máxima admisible de trabajo temperatura mínima de diseño del metal gestión de cambios examen por partículas magnetizables examen no destructivo identificación positiva de material examen por líquidos penetrantes tratamiento térmico posterior a la soldadura aseguramiento de la calidad control de calidad inspección basada en el riesgo examen radiográfico soldadura de arco con electrodo revestido examen por ultrasonidos CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 4 15 Organización de inspección del dueño/usuario 4.1 4.1.1 Responsabilidades de la organización del dueño/usuario General Un dueño/usuario de recipientes a presión deberá ejercer el control del programa de inspección de los recipientes a presión y los dispositivos de alivio de presión, de las frecuencias de inspección y mantenimiento, y es responsable del funcionamiento de una agencia de inspección autorizada de acuerdo con lo establecido en este código. La organización de inspección del dueño/usuario deberá además controlar las actividades relacionadas con la clasificación, reparaciones, alteraciones y evaluaciones de ingeniería de sus recipientes a presión y dispositivos de alivio. 4.1.1 Sistemas y procedimientos del dueño/usuario Una organización del dueño/usuario es responsable de desarrollar, documentar, implementar, ejecutar, y evaluar los sistemas de inspección de los recipientes a presión y los dispositivos de alivio de presión, y los sistemas de inspección/reparación y procedimientos que cumplen con este código de inspección. Estos sistemas y procedimientos estarán contenidos y mantenidos en un sistema de gestión de la calidad de la inspección/reparación y deberá incluir por lo menos lo siguiente: a) Organización y estructura para el personal de inspección. b) Documentación de los procedimientos QA de inspección. c) Documentación e informe de los resultados de inspecciones y ensayos. d) Desarrollo y documentación de los planes de inspección. e) Desarrollo y documentación de las evaluaciones basadas en riesgo aplicadas a las actividades de inspección. f) Establecimiento y documentación de los intervalos de inspección adecuados. g) Acciones correctivas para los resultados de las inspecciones y ensayos. h) Auditoría interna para el cumplimiento con el manual QA de inspección. i) Revisión y aprobación de los planos, cálculos de diseño, evaluaciones de ingeniería, y especificaciones para las reparaciones, alteraciones y reclasificaciones. j) Asegurar el cumplimiento continuo de todos los requisitos de la jurisdicción para la inspección, reparaciones, alteraciones, y reclasificación de los recipientes a presión. k)n Informar al inspector sobre todo cambio del proceso u otras condiciones que puedan afectar la integridad del recipiente a presión. l) Requisitos de entrenamiento para el personal de inspección en relación con las herramientas de inspección, técnicas y conocimientos técnicos básicos. m) Controles necesarios para que se utilicen solamente soldadores y procedimientos calificados en todas las reparaciones y alteraciones. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 16 API 510 n) Controles necesarios para que todas las reparaciones y alteraciones sean realizadas de acuerdo con este código de inspección y las especificaciones aplicables. o) Controles necesarios para que se utilice únicamente personal y procedimientos NDE calificados. p) Controles necesarios a fin de que en las reparaciones y alteraciones sólo se utilicen materiales que cumplan con el código de construcción aplicable. q) Controles necesarios para que todas las mediciones en la inspección, NDE y equipos de ensayos estén debidamente mantenidos y calibrados. r) Controles necesarios para que el trabajo de organizaciones contratistas de inspección o reparación cumplan con los mismos requisitos que los de la organización del dueño/usuario. s) Requisitos de auditoría interna para el sistema de control de calidad de los dispositivos de alivio de presión. t) Controles necesarios para garantizar que los inspectores tengan la agudeza visual necesaria para llevar a cabo sus tareas de inspección asignadas. La gerencia deberá tener requisitos apropiados y procedimientos de trabajo que aseguren que los inspectores tengan un examen de la vista anual para verificar que son capaces de leer las letras estándar J-1 en las cartillas estándar de prueba Jaeger para visión cercana. 4.1.3 Gestión de cambios (MOC) El dueño/usuario es responsable de la implementación y ejecución de un procedimiento MOC efectivo que revise y controle los cambios en el proceso y en los equipos. Un proceso de revisión MOC eficaz es vital para el éxito de cualquier programa de gestión de integridad de recipientes a presión ya que permite al grupo de inspección 1) ser capaz de abordar las cuestiones relativas a la idoneidad del diseño de recipientes a presión y la condición actual de los cambios propuestos, 2) anticipar los cambios en la corrosión u otro tipo de daños, y 3) actualizar el plan de inspección y los registros para tener en cuenta esos cambios. Cuando la integridad de los recipientes a presión puede verse afectada, el procedimiento de MOC deberá incluir la inspección apropiada, materiales/corrosión, y la experiencia en ingeniería mecánica y conocimientos con el fin de identificar eficazmente los problemas de diseño de equipos a presión y prever cuales cambios podrían afectar la integridad del recipiente a presión. El grupo de inspección deberá estar involucrado en el procedimiento de aprobación de los cambios que puedan afectar a la integridad de recipientes a presión. Los cambios en los equipos o el proceso se deberán incluir en el procedimiento MOC para asegurar su efectividad. 4.1.3 Ventana operativa de integridad (IOWs) El dueño/usuario debería implementar y mantener un programa efectivo para la creación, implementación y seguimiento de las ventanas operativas de integridad. Las IOWs se implementan para evitar superar los parámetros de proceso que pueden tener un impacto no previsto en la integridad de los equipos a presión. Los planes y los intervalos de inspección futuros se han basado históricamente en la velocidad de corrosión medida previamente como resultado de las condiciones de operación anteriores. Sin un IOW y un programa de control de procesos efectivo, a menudo no hay advertencia de condiciones de operación cambiantes que puedan afectar a la integridad de los equipos o la validación del plan de inspección actual. Las desviaciones y los cambios en las tendencias dentro de los límites establecidos de la IOW deberían motivar la atención del personal de inspección/ingeniería de Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 17 manera que ellos puedan modificar o crear nuevos planes de inspección dependiendo de cuanto se hayan superado los parámetros de proceso. Las IOWs deberían establecerse para los parámetros de proceso (tanto físicos como químicos) que puedan afectar la integridad de los equipos si no se controlan adecuadamente. Ejemplos de los parámetros del proceso incluyen temperaturas, presiones, velocidades de fluido, pH, caudales, químicas o velocidades de inyección de agua, concentración de componentes corrosivos, composición química, etc. Los IOWs para los parámetros clave del proceso pueden tener establecidos tanto los límites superior como inferior, según sea necesario. También se debe proporcionar especial atención al monitoreo de IOWs durante arranques, paradas y alteraciones significativas en el proceso. Ver API 584 para obtener más información en temas que pueden ayudar en el desarrollo de un programa de IOW. 4.2 Ingeniero El ingeniero es responsable frente al dueño/usuario de las actividades relacionadas con el diseño, revisión de ingeniería, análisis o evaluación de los recipientes sometidos a presión y dispositivos de alivio de presión como se indica en el presente código de inspección. 4.3 Organización reparadora La organización reparadora es responsable frente al dueño/usuario y deberá proporcionar los materiales, equipos, control de calidad y mano de obra necesarias para mantener y reparar los recipientes y los dispositivos de alivio de presión de acuerdo con los requerimientos de este código de inspección. Ver definición de organización reparadora en 3.1.62. 4.4 Inspector El inspector es responsable ante el dueño/usuario para asegurar que la inspección, los NDE, y las pruebas de presión cumplen con los requerimientos del código API 510. El inspector deberá participar directamente en las actividades de inspección, especialmente en las inspecciones visuales, las cuales en la mayoría de los casos requerirán actividades de campo, para asegurar que se siguen los procedimientos y planes de inspección, pero puede ser asistido en la realización de las inspecciones por otras personas apropiadamente entrenadas y capacitadas que no sean inspectores (ej. examinadores o personal operativo). Sin embargo, todos los resultados de los NDE deberán ser evaluados y aceptados por el inspector quien luego realizará recomendaciones adecuadas para reparaciones, reemplazos o aptitud para el servicio continuo. Los inspectores deberán estar certificados de acuerdo con las disposiciones del Anexo B. El inspector puede ser un empleado del dueño/usuario o ser contratado por el dueño/usuario. 4.5 Examinadores 4.5.1 El examinador deberá realizar los NDE de acuerdo con los requisitos del trabajo, los procedimientos NDE, y a las especificaciones del dueño/usuario. 4.5.2 El examinador no necesita certificación como inspector API 510 y no tiene que ser un empleado del dueño/usuario. El examinador sí necesita estar capacitado y ser competente en los procedimientos de los NDE que estén siendo usados y puede ser requerido, por el dueño/usuario que demuestre su competencia teniendo una certificación en esos procedimientos. Ejemplos de certificaciones que pueden ser requeridas incluyen ASNT SNTTC-1A, ASNT CP-189, CGSB, y AWS QC1. Los inspectores que llevan a cabo sus propios exámenes con técnicas NDE también deberán estar apropiadamente calificados de acuerdo con los requisitos del dueño/usuario. 4.5.3 El empleador del examinador deberá mantener registros de las certificaciones de los examinadores empleados, incluyendo las fechas y los resultados de las calificaciones del personal. Estos registros deberán estar Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 18 API 510 disponibles para el inspector quien es responsable ante el dueño/usuario de determinar que todos los examinadores NDE están calificados adecuadamente para el trabajo que ellos realizan. 4.6 Otro personal Personal de operación, mantenimiento, ingeniería (procesos o mecánica), u otro personal que tenga conocimiento especializado relacionado con determinados recipientes sometidos a presión deberán ser responsables de advertir prontamente al inspector o al ingeniero de cualquier condición inusual que pueda afectar la integridad del recipiente, tales como las siguientes: a) cualquier acción que requiere MOC; b) operaciones por fuera de un IOW definido; c) cambios en el proveedor de la materia prima y otros fluidos de proceso que podrían aumentar la velocidad de corrosión relacionada con el proceso o introducir nuevos mecanismos de daño; d) recipientes con fallas, las acciones de reparación realizadas, e informes de análisis de fallas; e) métodos de limpieza y descontaminación utilizados u otros procedimientos de mantenimiento que puedan afectar la integridad recipiente a presión; f) informes de experiencias que puedan merecer la atención en otras plantas que han experimentado fallas en recipientes de presión de servicios similares o iguales; g) toda condición inusual que se pueda producir (ej. ruidos, fugas, vibraciones, movimientos, daños de la aislación, deterioro externo del recipiente, deterioro de la estructura de soporte, corrosión significativa de pernos, etc.); h) toda evaluación de ingeniería, incluyendo evaluaciones de FFS, que puedan requerir acciones en el momento o a futuro para mantener la integridad mecánica hasta la próxima inspección. 4.7 Auditorías a la organización de inspección Cada organización del dueño/usuario debería ser auditada periódicamente para determinar si la agencia de inspección autorizada está cumpliendo con los requisitos de este código inspección. El equipo de auditoría debe consistir en personal experimentado y competente en la aplicación de este código. El equipo de auditoría generalmente debe ser de otro complejo industrial del dueño/usuario, de la oficina central, o de una organización de tercera parte experimentada y competente en programas de inspección de plantas petroquímicas y de refinación, o una combinación de tercera parte y otro complejo industrial del dueño/usuario. Sin embargo, también se recomiendan auditorías internas periódicas por el personal de la organización de inspección del complejo industrial directamente involucrado. En general el equipo de auditoría debería determinar si: a) se cumplen los requisitos y principios de este código de inspección; b) las responsabilidades del dueño/usuario están siendo cumplidas correctamente; c) están en marcha los planes de inspección documentados de los recipientes a presión cubiertos; d) los intervalos y el alcance de las inspecciones son adecuados para los recipientes a presión cubiertos; e) los tipos usuales de inspecciones y su supervisión se están aplicando adecuadamente; Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 19 f) el análisis, evaluación y registro de los datos de la inspección, son adecuados; g) las reparaciones, alteraciones, reclasificaciones, y las evaluaciones de ingeniería cumplen con este código; El dueño/usuario debería recibir un informe con las conclusiones del equipo de auditoría. Cuando se encuentran no conformidades, la agencia de inspección autorizada del dueño/usuario deberá implementar las acciones correctivas necesarias. Cada organización necesita establecer un sistema para el seguimiento y la finalización de las acciones correctivas generadas a partir de las conclusiones de la auditoría. La resolución de los resultados de la auditoría debería estar disponible para el equipo de auditoría para su revisión. Esta información también debería ser revisada durante las auditorías posteriores. 5 Prácticas de inspección, exámenes y prueba de presión 5.1 Planes de inspección 5.1.1 General Se deberá establecer un plan de inspección para todos los recipientes a presión y dispositivos de alivio de presión dentro del alcance de este código. 5.1.2 Desarrollo de un plan de inspección 5.1.2.1 El plan de inspección deberá ser desarrollado por el inspector o por el ingeniero. Se deberá consultar a un especialista en corrosión cuando sea necesario identificar los mecanismos potenciales de daño y los lugares específicos en los que estos mecanismos pueden ocurrir. Ver 5.4.1. 5.1.2.2 El plan de inspección se desarrolla a partir del análisis de diversas fuentes de información. El equipo deberá ser evaluado basado en mecanismos de daño actuales o potenciales. Los métodos y la extensión de los NDE deberán ser evaluados para asegurar que las técnicas especificadas puedan Identificar adecuadamente los mecanismos de daño y la extensión y severidad del mismo. Las examinaciones deben ser programadas a intervalos que consideren: a) tipo de daño; b) velocidad de avance del daño; c) tolerancia del equipo al tipo de daño; d) probabilidad del método NDE para identificar el daño; e) intervalos máximos definidos en los códigos y normas; f) extensión del examen anterior; g) la historia operativa reciente, incluyendo desviaciones del IOW; h) registros MOC que puedan afectar los planes de inspección; y i) Evaluaciones RBI (donde estén disponibles). 5.1.2.3 El plan de inspección deberá será desarrollado utilizando las fuentes más apropiadas de información, incluyendo lo que indica la Sección 2 de este código de inspección. Los planes de inspección deberán ser revisados y examinados según sea necesario cuando se detecten variables que pueden afectar los mecanismos de daño y/o Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 20 API 510 las velocidades de deterioro, tales como las contenidas en los informes de inspección o documentos MOC. Ver API 572 para obtener más información sobre temas que puedan ayudar en el desarrollo de planes de inspección. 5.1.3 Contenido mínimo de un plan de inspección El plan de inspección deberá contener las tareas de inspección y la programación necesarias para monitorear los mecanismos de daño y asegurar la integridad mecánica de los equipos (recipientes a presión o dispositivos de alivio de presión). El plan debería: a) definir el tipo (s) de inspección necesario (ej. interna, externa); b) identificar la fecha de la próxima inspección para cada tipo de inspección; c) describir las técnicas de inspección y NDE; d) describir el alcance y la localización de la inspección y NDE; e) describir los requisitos necesarios de limpieza superficial para la inspección y la examinación; f) describir los requisitos de cualquier prueba de presión requerida (ej. tipo de prueba, presión de prueba, y duración); y g) describir toda reparación planificada previamente. Pueden ser utilizados los planes de inspección genéricos basados en estándares y prácticas de la industria. El plan de inspección puede o no existir en un único documento, sin embargo los contenidos del plan deberían ser de fácil acceso desde todos los sistemas informáticos de inspección. 5.1.3 Contenido adicional del plan de inspección Los planes de inspección también pueden contener otros detalles para ayudar a la comprensión de los fundamentos del mismo y su ejecución. Algunos de estos detalles pueden incluir: a) Descripción los tipos de daños esperados o experimentados en el equipo; b) Definición de la localización del daño; y c) Definición de cualquier requisito especial de ingreso. 5.2 Inspección en basada en riesgo (RBI) 5.2.1 General La RBI puede ser usada para determinar los intervalos de inspección y el tipo y la extensión de las futuras inspecciones/examinaciones. Una evaluación RBI determina el riesgo por combinación de la probabilidad y la consecuencia de fallas en el equipo. Cuando un dueño/usuario elige realizar una evaluación RBI, esta deberá incluir una evaluación sistemática tanto de la probabilidad de falla como de la consecuencia de falla conforme a API 580. API 581 detalla una metodología RBI que tiene todos los elementos claves definidos en API 580, Sección 1.1.1. Identificar y evaluar los mecanismos de daño potenciales, la condición actual del equipo y la eficacia de las inspecciones pasadas, son pasos importantes para evaluar la probabilidad de falla de un recipiente a presión. Identificar y evaluar los fluidos de proceso, los daños potenciales, el deterioro por el medio, el deterioro del equipo, y el tiempo de inactividad del equipo son pasos importantes para evaluar las consecuencias de la rotura de un recipiente a Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 21 presión. Identificar las IOWs para las variables claves de proceso es un complemento útil de la RBI, así como cualquier otro método de planificación y programación de las inspecciones. Ver 4.1.4. 5.2.2 Evaluación de la probabilidad La evaluación de probabilidad deberá estar basada en todas las formas de daño que razonablemente se podría esperar que afecten a un recipiente en cualquier servicio particular. Ejemplos de estos mecanismos de falla incluyen: pérdidas internas o externas de metal derivadas de la corrosión localizada o generalizada, todas las formas de fisuración o agrietamiento, y cualquier otra forma de daños metalúrgicos, de corrosión, o deterioro mecánico, (ej. fatiga, fragilización, creep, etc.) Además deberán ser evaluadas la eficacia de las prácticas d e inspección, las herramientas y técnicas usadas para encontrar los mecanismos de daño potenciales. Otros factores que deberían ser considerados en una evaluación de probabilidad incluyen: a) idoneidad de los materiales de construcción; b) condiciones de diseño del recipiente, en relación con condiciones de operación; c) idoneidad del código y normas de diseño utilizadas; d) eficacia de los programas de monitoreo de corrosión; e) la calidad los programas QA/QC de mantenimiento e inspección; f) los requerimientos tanto estructurales como de retención de presión. g) las condiciones operativas, tanto en el pasado como las proyectadas. Los datos de fallas en el equipo también serán una información importante para esta evaluación. 5.2.3 Evaluación de las consecuencias La consecuencia de un escape depende del tipo y la cantidad de fluido de proceso contenido en el equipo. La evaluación de las consecuencias deberá considerar los incidentes potenciales que pueden ocurrir como consecuencia del escape del fluido, del tamaño y el tipo de escape, (incluye explosión, fuego, o exposición tóxica.) La evaluación también deberá determinar los incidentes potenciales que pueden ocurrir como consecuencia del escape del fluido, que puede incluir: efectos en la salud; daño ambiental; daños al equipo, y tiempo de inactividad del equipo. 5.2.4 Documentación Es esencial que todas las evaluaciones RBI sean exhaustivamente documentadas conforme a API 580, Sección 17, definiendo claramente todos los factores que contribuyen tanto a la probabilidad como a la consecuencia de una falla en servicio del equipo. Después de realizada una evaluación RBI, los resultados pueden ser usados para establecer el plan de inspección del equipo y definir mejor lo siguiente: a) los métodos, herramientas y técnicas más adecuados de inspección y NDE; b) la extensión del NDE (ej. porcentaje del recipiente a examinar); c) el intervalo para inspecciones internas, externas y en línea; d) la necesidad de la prueba de presión después que se produjo el daño o después de que la reparación haya sido completada; y Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 22 API 510 e) los pasos de prevención y mitigación para reducir la probabilidad y consecuencias de una falla del recipiente. (ej. reparación, cambios en el proceso, inhibidores, etc.) 5.2.5 Frecuencia de evaluaciones RBI Cuando las evaluaciones RBI son usadas para establecer intervalos de inspección del recipiente, la evaluación deberá ser actualizada después de cada inspección del equipo como se define en API 580, Sección 15. La evaluación RBI también deberá ser actualizada cada vez se produzcan cambios en el proceso o cambios en los equipos que puedan afectar significativamente velocidades de deterioro o mecanismos de daño y en cualquier momento en que ocurra un daño inesperado debido a un mecanismo de falla. 5.3 Preparación para la inspección 5.3.1 General Las precauciones de seguridad son importantes en las actividades de inspección y m antenimiento del recipiente a presión debido a que algunos fluidos de proceso son dañinos para la salud humana. Además, los recipientes a presión son espacios confinados y las actividades en su interior implican la exposición a todos los peligros de ingreso a espacios confinados. Las regulaciones aplicables (ej. aquellas administradas por OSHA) gobiernan muchos aspectos del ingreso a un recipiente y se deberán seguir. Además, los procedimientos de seguridad de dueño/usuario deberán ser revisados y seguidos. Recurrir a API 572, Sección 8 para mayor información en seguridad de inspección. 5.3.2 Equipos Todas las herramientas, equipos y elementos de protección personal deberían ser revisados antes de ser usados en las tareas sobre el recipiente (inspección, NDE, prueba de presión, reparaciones y alteraciones). Los equipos de NDE y los de la organización reparadora estarán sujetos a los requerimientos de seguridad eléctrica del dueño/usuario. Otros elementos que pudieran ser necesarios para realizar el trabajo en el recipiente, tales como tablones, andamios y escaleras portátiles, deberían ser revisados antes de ser utilizados. Los elementos de protección personal deberán ser utilizados cuando sean requeridos por las regulaciones, por el dueño/usuario, o por la organización reparadora. 5.3.3 Comunicación Antes de iniciar cualquier actividad de inspección y mantenimiento del recipiente (ej. NDE, pruebas de presión, reparación o alteración), el personal debería obtener el permiso para trabajar en las cercanías (inter na o externa) del personal operativo responsable del recipiente a presión. Cuando las personas están en el interior del recipiente, todas las personas que trabajan alrededor del recipiente deberían ser informados de que hay gente trabajando en el interior del recipiente. Las personas que trabajan en el interior del recipiente deberían ser informadas cuando un trabajo se va a hacer en el interior o exterior del recipiente mientras ellos se encuentran en el interior del recipiente. 5.3.4 Ingreso al recipiente Antes de ingresar a un recipiente, el recipiente deberá estar aislado completamente de todas las fuentes de líquidos, gases, vapores, radiación, y electricidad. El recipiente deberá ser drenado, purgado, limpiado, ventilado, y la atmósfera interior deberá ser ensayada por presencia de gases antes de ingresar. Los procedimientos para asegurar la ventilación continua y segura, las precauciones para garantizar la seguridad para salir y evacuación de emergencia del personal del recipiente deben ser claros y comprensibles para todos los que entran en el recipiente. La documentación de estas precauciones se requiere antes de cualquier entrada al recipiente. Antes de entrar en un recipiente, las personas deberán obtener el permiso del personal responsable Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 23 de la operación del recipiente. Cuando se requieran, los elementos de protección personal deberán ser usados para proteger los ojos, pulmones y otras partes del cuerpo de los riesgos específicos que puedan existir en el interior del recipiente. Se deberán seguir todos los procedimientos de entrada segura requeridos por los operadores de la planta y los de la Jurisdicción aplicables. El inspector es responsable de asegurarse a sí mismo/a que todos los procedimientos de seguridad aplicables, reglamentos y permisos de entrada a espacios confinados se están siguiendo antes de su entrada al recipiente. Se fomenta que el inspector verifique que todas las conexiones al recipiente que podrían representar un posible peligro para los que están dentro del recipiente durante las actividades de inspección hayan sido correctamente desconectadas o bloqueadas. 5.3.5 Revisión de registros Antes de realizar cualquiera de las Inspecciones requeridas por API 510, los inspectores deberán familiarizarse con la historia previa de los recipientes por los que son responsables. En particular, deberían revisar los resultados de las inspecciones previas, las reparaciones anteriores, el plan de la inspección actual, así como las evaluaciones de ingeniería, y / u otras inspecciones en servicio similares. Se proporciona una revisión general de los tipos de daños y las mecanismos de fallas experimentadas por los equipos a presión en API 571 y API 579-1 / ASME FFS-1, Anexo G. 5.4 Inspección por diferentes tipos de mecanismos de deterioro y modos de falla 5.4.1 Los recipientes a presión son susceptibles a diversos tipos de daño por varios mecanismos. Las técnicas de inspección que existen para cada uno de los mecanismos de deterioro potenciales para cada recipiente a presión deberían ser parte de los planes de inspección. API 571 describe mecanismos de daño comunes y técnicas de inspección para identificarlos. Algunos ejemplos de mecanismos se indican a continuación. a) Pérdida de metal general o localizada: 1) Sulfuración y corrosión a alta temperatura por H2S/H2 API 939-C; 2) Oxidación Remitirse a API 571, secciones 4.4.2 y 5.1.1.5y a Remitirse a API 571, sección 4.4.1 ; 3) Corrosión inducida microbiológicamente 4) Corrosión por ácido nafténico 5) Erosión/erosión-corrosión 6) Corrosión galvánica 7) Corrosión atmosférica Remitirse a API 571, sección 4.3.8; Remitirse a API 571, sección 5. 1.1.7; Remitirse a API 571, sección 4.2.14; Remitirse a API 571, sección 4.3.1; Remitirse a API 571, sección 4.3.2; 8) Corrosión bajo aislación (CUI) Remitirse a API 571, sección 4.3.3; 9) Corrosión por agua de refrigeración Remitirse a API 571, sección 4.3.4; 10) Corrosión por condensado de agua de caldera 11) Corrosión del suelo Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Remitirse a API 571, sección 4.3.5; Remitirse a API 571, sección 4.3.9; 24 API 510 12) Corrosión por bisulfito de amonio y cloruros 13) Corrosión por dióxido de carbono Remitirse a API 571, secciones 5. 1. 1.2 y 5.1.1.3; Remitirse a API 571, sección 4.3.6.es b) Fisuras superficiales conectadas: 1) Agrietamiento debido a fatiga mecánica 2) Agrietamiento debido a fatiga térmica Remitirse a API 571, sección 4.2.16; Remitirse a API 571, sección 4.2.9; 3) Agrietamiento por corrosión bajo tensiones cáustica - Remitirse a API 571, sección 4.5.3; 4) Agrietamiento por corrosión bajo tensiones politónica - Remitirse a API 571, sección 5. 1.2.1; 5) Agrietamiento por corrosión bajo tensiones por sulfuros - Remitirse a API 571, sección 5.1.2.3; 6) Agrietamiento por corrosión bajo tensiones por cloruros - Remitirse a API 571, Sección 4.5.1. c) Agrietamiento Subsuperficial: 1) Agrietamiento inducido por Hidrógeno - Remitirse a API 571, sección 4.4.2; 2) Agrietamiento por sulfuro de hidrógeno húmedo - Remitirse a API 571, sección 5. 1.2.3. d) Microfisuración por alta temperatura/formación de micro huecos y eventual macro fisuración: 1) Ataque por Hidrógeno a alta temperatura Remitirse a API 941, sección 6; 2) Rotura por creep/tensiones a alta temperatura Remitirse a API 941, sección 4.2.8; e) Cambios Metalúrgicos: 1) Grafitización Remitirse a API 571, sección 4.2.1; 2) Fragilización térmica Remitirse a API 571, sección 4.2.3.; 3) Fragilización por hidrógeno Remitirse a API 571, sección 4.5.6.; f) Ampollado: 1) Ampollado por hidrógeno Remitirse a API 571, sección 5.1.2.3. 5.4.2 La presencia o el daño potencial en un recipiente depende del material de construcción, el diseño, la construcción y las condiciones de servicio. El inspector debería estar familiarizado con estas condiciones y con las causas y características de los posibles defectos y/o mecanismos de daño. 5.4.3 En la especificación API 571 puede encontrarse información más detallada y más mecanismos de daño relacionados con la corrosión, fisuración, etc.; incluyendo los factores críticos, apariencia, y las técnicas de inspección y monitoreo típico. En API 572 se describen las Prácticas recomendadas de inspección adicionales para diversos mecanismos de daño. 5.4.4 Los recipientes en servicio cíclico (ciclos de presión, temperatura, o combinaciones de presión y temperatura) deberían ser evaluados por fallas potenciales por fatiga y tener inspecciones planificadas apropiadas. Las siguientes consideraciones deberían ser evaluadas en caso de recipientes en servicio cíclico. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 25 a) Los criterios de diseño por fatiga del código de construcción original y cualquier precaución especial y/o detalle de fabricación (ej. soldaduras amoladas al ras, límites a las entallas en soldaduras, refuerzos integrales, exámenes por partículas magnetizables/líquidos penetrantes en la superficie de las soldaduras, examen volumétrico de soldaduras, etc.). b) Los tipos de internos del recipiente, los accesorios externos, las conexiones (ej. accesorios unidos por soldadura de filete, ponchos de refuerzo de conexiones), entallas en uniones soldadas longitudinales y circunferenciales, reparaciones, modificaciones, y daños (ej. abolladuras, hinchamientos, ranuras, etc.), y su potencial para provocar agrietamiento por fatiga debido al incremento de las tensiones en esos lugares. Puede ser necesario un análisis de ingeniería para determinar los lugares con tensiones elevadas para su posterior evaluación y para planificar las inspecciones. c) El potencial de corrosión interna o externa (ej. CUI) y corrosión por el medio/bajo tensiones y su potencial efecto sobre la vida a la fatiga del recipiente. d) La frecuencia apropiada de inspección y NDE para detectar grietas de fatiga (ej. detección por ultrasonidos de haz angular de fallas externas, examen por partículas magnetizables fluorescentes vía húmeda externo y/o interno, examen por ultrasonidos con técnica de difracción del tiempo de vuelo TOFD); y la necesidad de realizar mediciones de fuera de redondez y mediciones de crestas y valles en cordones de soldadura. Ejemplos típicos de recipientes de servicio cíclico son tambor de coque, tamiz molecular, y adsorbedor por cambio de presión 5.5 Tipos de inspección y monitoreo de recipientes a presión 5.5.1 Tipos de inspección y monitoreo Los diferentes tipos de Inspecciones o monitoreo son apropiados dependiendo de las circunstancias y el tipo de recipiente a presión. Ellos incluyen los siguientes: a) inspección interna, b) inspección en línea, c) inspección externa, d) inspección para medición de espesores, e) inspección por corrosión bajo aislación, f) monitoreo por el operador. Las inspecciones deberán ser conducidas de acuerdo con el plan de inspecciones de cada recipiente. Remitirse a la Sección 6 por los intervalos/frecuencias y la extensión de la inspección. La corrosión y otros daños identificados durante las inspecciones deberán ser caracterizados, dimensionados, y evaluados según la Sección 7 con las desviaciones del plan siendo aprobados por el inspector o ingeniero de recipientes a presión. 5.5.2 Inspección interna de recipientes a presión 5.5.2.1 General La inspección interna deberá ser realizada por un inspector de acuerdo con el plan de inspección; otro personal debidamente calificado (ej. examinador NDE) puede ayudar al inspector (pero no reemplazarlo) en la inspección Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 26 API 510 interna, cuando sea aprobado y bajo la dirección del inspector autorizado. La inspección interna se lleva a cabo desde el interior del recipiente y deberá proporcionar un control minucioso de las superficies que retienen presión interna para detectar evidencia de daños. Las inspecciones desde entradas de hombre o puertas de inspección pueden sustituir las inspecciones internas sólo cuando el recipiente es demasiado pequeño para entrar con seguridad o todas las superficies internas se pueden ver con claridad y examinar adecuadamente desde la entrada de hombre o puertas de inspección. Las técnicas de Inspección visual remota pueden ayudar a la verificación de las superficies internas. El objetivo principal de la inspección interna es encontrar daño que no se puede encontrar mediante el monitoreo externo periódico de CMLs durante las inspecciones en línea. Las técnicas específicas NDE [ej. ensayo de partículas magnéticas fluorescentes vía húmeda, mediciones de campo de corriente alterna, examen por corrientes Eddy (ET), PT, etc.] Pueden ser requeridos por el dueño/usuario para encontrar daños específicos al recipiente o a las condiciones de servicio y cuando sean necesarias se deberán especificar en el plan de inspección. API 572, sección 9.4 proporciona más información sobre las inspecciones internas de recipientes a presión y se debería utilizar cuando se realiza esta inspección. Además remitirse a API 572, Anexo B por mayor información sobre la inspección interna de columnas/torres. 5.5.2.2 Internos de recipientes a presión Cuando los recipientes están equipados con internos removibles puede ser necesario remover los internos, en grado suficiente para permitir la inspección de las superficies contenedoras de presión. Los internos no tienen que ser removidos completamente siempre y cuando exista una seguridad razonable de que los daños en las regiones inaccesibles debido a la presencia de los internos no se están produciendo a un grado mayor del que se encuentra en las partes accesibles del recipiente. 5.5.2.3 Depósitos internos y revestimientos El inspector, en consulta con el especialista en corrosión, debería determinar cuándo es necesario eliminar los depósitos o revestimientos internos para realizar las inspecciones adecuadas. Cada vez que para los depósitos debidos a la operación, como el coque, se permite normalmente que puedan permanecer en la superficie del recipiente, es importante determinar si estos depósitos protegen adecuadamente el recipiente y no causan el deterioro de la superficie. Pueden ser necesarias exámenes localizados en áreas seleccionadas, con el depósito cuidadosamente eliminado, para determinar el estado de la superficie del recipiente. Los revestimientos internos (ej.: refractarios, bandas de revestimiento, placas de revestimiento, recubrimientos) deberían ser examinados cuidadosamente. Si los revestimientos internos están en buenas condiciones y no hay razones para sospechar que se está produciendo daño debajo de ellos, no es necesario removerlos durante la inspección interna. Si el revestimiento parece estar dañado, hinchado, o está agrietado, puede ser aconsejable eliminar partes del mismo para investigar el estado del revestimiento y la superficie del recipiente por debajo de él. Pueden ser aconsejables técnicas externas de NDE para explorar en busca de daños por debajo de los revestimientos. Remitirse a API 572, sección 4.3 y las secciones 9.4.7 a 9.4.9 para más información sobre la inspección de revestimientos de recipientes a presión. 5.5.3 Inspección en línea de recipientes a presión 5.5.3.1 La inspección en línea puede ser requerida por el plan de inspección. Todas las inspecciones en línea deberían ser realizadas por el inspector o un examinador de acuerdo con el plan de inspección. Todos los trabajos de inspección en línea realizados por un examinador deberán estar autorizados y aprobados por el inspector. Cuando se especifican inspecciones en línea sobre los límites de presión, se deberán especificar las técnicas Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 27 apropiadas NDE para detectar los mecanismos de daño sospechados y los tipos de discontinuidades asociados, identificados en el plan de inspección. 5.5.3.2 La inspección puede incluir una serie de técnicas de examen para evaluar los mecanismos de daños asociados con el servicio. Las técnicas utilizadas en inspecciones en línea se eligen por su capacidad para identificar determinados mecanismos de daño desde el exterior y su capacidad para realizarse en las condiciones de servicio del recipiente de presión (ej. temperaturas del metal). El examen de medición de espesor descrito en 5.5.5 sería típicamente parte de una inspección en línea. Existen limitaciones inherentes al aplicar técnicas externas de NDE tratando de localizar daños internos. Las cuestiones que pueden afectar esas limitaciones incluyen: a) el tipo de material de construcción (aleación); b) el tipo de material principal (placa, tubo, fundición); c) uniones soldadas; d) conexiones, cunas de apoyo, placas de refuerzo; e) accesorios internos; I) revestimiento interior o clad; g) acceso físico y temperatura del equipo, así como también h) las limitaciones inherentes a la técnica NDE seleccionada para detectar el mecanismo de daño. 5.5.3.3 La inspección en línea puede ser aceptada en lugar de la inspección interna de recipientes bajo las circunstancias específicas definidas en 6.5.2. En situaciones en que la inspección en línea es aceptada, dicha inspección se puede realizar ya sea mientras el recipiente está despresurizado o bajo presión. 5.5.4 Inspección externa de recipientes a presión 5.5.4.1 General 5.5.4.1.1 Las Inspecciones visuales externas son realizadas normalmente por un inspector; sin embargo, otro personal calificado puede realizar la inspección externa cuando sea aceptado por el inspector. En tales casos, las personas que realizan la inspección externa de acuerdo con API 510 deberán ser entrenadas adecuadamente y calificadas por el dueño/usuario. 5.5.4.1.2 Las Inspecciones externas se realizan para comprobar el estado de la superficie exterior del recipiente, el sistema de aislación, la pintura, el recubrimiento, los soportes, y la estructura asociada, y para controlar si hay fugas, puntos calientes, vibraciones, libertad de expansión, y la alineación general del recipiente en sus soportes. Durante la inspección externa, se debería poner especial atención a las soldaduras utilizadas para fijar los componentes (ej. placas de refuerzo y sujetadores) para determinar presencia de grietas u otros defectos. Cualquier evidencia de fugas debería ser investigada de manera que se pueda establecer su origen. Normalmente, los orificios testigo en las placas de refuerzo deberían permanecer abiertos para proporcionar evidencia visual de fugas, así como para evitar la acumulación de presión detrás de la placa de refuerzo. 5.5.4.1.3 Los recipientes deberán ser examinados para detectar indicaciones visibles de abultamientos, fuera de redondez, combaduras y deformación. Si se sospecha o se observa cualquier deformación en un recipiente, las Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 28 API 510 dimensiones generales del mismo deberán ser verificadas para determinar la magnitud de la deformación. API 572, sección 9.3 proporciona más información sobre la inspección externa de los recipientes a presión y se debería utilizar cuando se realiza esta inspección. Cualquier personal que observe deterioro en un recipiente debería informar eso al Inspector. 5.5.4.2 Inspección de recipientes enterrados Los recipientes enterrados deberán ser inspeccionados para determinar el estado de la superficie externa. El intervalo de inspección se deberá basar en una evaluación la eficacia del sistema de protección catódica (si es que existe) y en la velocidad de corrosión obtenida a partir de uno o más de los siguientes métodos: a) durante la actividad de mantenimiento sobre la tubería de conexión de material similar, b) a partir del exámenes periódicos de probetas de prueba de corrosión enterradas de manera similar y del mismo material, c) a partir de porciones representativas del recipiente real, o d) de un recipiente en circunstancias similares. La excavación sobre los recipientes enterrados con el propósito de la inspección debería tener en cuenta el daño potencial de los sistemas de recubrimiento y/o protección catódica. Los recipientes enterrados en servicio para hidrocarburos livianos deberían ser evaluados con inspección basada en el riesgo para ayudar a determinar la frecuencia y los planes de inspección, así como la necesidad de protección catódica, el mantenimiento del sistema de revestimiento, y otras actividades de mitigación. Las técnicas de barrido, mediciones de espesores por UT y/o otros métodos NDE de barrido apropiado para determinar la condición de la superficie externa deberían llevarse a cabo en el recipiente desde el lado interno para monitorear la corrosión externa. Remitirse a API 571, sección 4.3.9 sobre la corrosión del suelo en las inspecciones de los recipientes enterrados. 5.5.5 Inspección de espesores 5.5.5.1 Las mediciones de espesores se realizan para verificar el espesor de los componentes del recipiente. Esta información se utiliza para determinar la velocidad de corrosión y la vida remanente del recipiente. Las mediciones de espesores la deberá realizar un examinador o el inspector según lo indicado y programado en el plan de inspección. 5.5.5.2 A pesar que la medición de espesores no es obligatoria mientras el recipiente está en línea, el monitoreo en línea mediante la medición de espesores es el método primario para monitorear la velocidad de corrosión. 5.5.5.3 El inspector deberá revisar los resultados de la inspección de espesores para buscar posibles anomalías, y debería consultar al especialista en corrosión en caso que la velocidad de corrosión a corto plazo cambie significativamente respecto de la última velocidad determinada, con el fin de determinar la causa. Respuestas apropiadas a velocidades de corrosión aceleradas podrían incluir mediciones adicionales de espesores, barridos por ultrasonidos UT en las áreas sospechosas, monitoreo de la corrosión/proceso, y la revisión del plan de inspección de los recipientes. 5.5.5.4 El dueño/usuario tiene la responsabilidad de asegurar que todos los individuos que realizan las mediciones de espesores estén entrenados y calificados de acuerdo con el procedimiento aplicable utilizado durante el examen. Ver API 572, sección 9.2 para más información de las técnicas de medición de espesores. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 5.5.6 29 Inspección de corrosión bajo aislación (CUI) 5.5.6.1 Rango de temperatura susceptible a la CUI La inspección por CUI deberá ser considerada para recipientes aislados externamente y aquellos que prestan servicio de manera intermitente u que operan dentro del siguiente rango de temperaturas: a) 10°F (-12°) y 350°F (175°C) para aceros al carbono y de baja aleación, b) 140°F (60°C) y 350°F (185°C) para aceros inoxidables austeníticos, c) 280°F (138°C) y 350°F (185°C) para aceros inoxidables dúplex. 5.5.6.2 Áreas susceptibles en equipos para CUI En aceros al carbono y de baja aleación, la CUI usualmente causa corrosión localizada. En los aceros inoxidables austeníticos y dúplex, CUI usualmente se presenta como corrosión bajo tensiones por cloruros. Durante el desarrollo del plan de inspección para CUI, el inspector debería considerar las áreas que son más susceptibles a CUI. En recipientes, las áreas más susceptibles incluyen: a) anillos sobre la aislación o rigidizadores; b) conexiones y entradas de hombre; c) otros componentes que penetren en la aislación (ej. fijaciones de escaleras, soportes de tubería); d) aislación dañada con áreas con posibilidad de entrada de agua; e) áreas con sellado de la aislación deteriorado; f) cabezales superior e inferior; g) otras áreas que tiendan a atrapar agua. Si se detecta CUI, el inspector debería inspeccionar las demás áreas susceptibles del recipiente. Ver CUI en API 583 para información más detallada. 5.5.6.3 Remoción de la aislación Aun cuando la aislación parezca estar en buenas condiciones desde el exterior, el daño por CUI se puede estar produciendo por debajo de la misma. La inspección por CUI puede hacer necesario remover parte o toda la aislación (ej. remover ventanas seleccionadas de la aislación). Si la cubierta externa se encuentra en buenas condiciones y no hay razón para sospechar de daño por CUI debajo de la misma, no es necesario removerla para la inspección del recipiente. Las consideraciones sobre la necesidad de remover la aislación incluyen, pero no están limitadas a: a) consecuencias de pérdidas por CUI; b) historia de CUI en recipientes o equipos comparables; c) condición visual del recubrimiento externo y de la aislación; Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 30 API 510 d) evidencia de pérdidas (ej. manchas); e) equipo en servicio intermitente; f) condición/antigüedad del recubrimiento externo debajo de la aislación, de ser aplicable; g) potencial del tipo de aislación de absorber/retener más agua (ej. silicato de calcio vs. vidrio celular); h) la habilidad de aplicar NDE especializados que puedan localizar de manera efectiva CUI sin remover la aislación. De manera alternativa, durante la inspección interna, se pueden realizar mediciones de espesores desde el lado interno en aquellas áreas que sufren problemas de CUI, pero el inspector debería tener en cuenta que la CUI es a menudo altamente localizada y por ello puede ser difícil de detectar desde el interior del recipiente. 5.5.7 Supervisión por el operador Los operadores que realizan sus rondas como parte de sus tareas normales deberían ser aconsejados para informar al inspector todo hecho inusual asociado con recipientes a presión o dispositivos de alivio de presión. Tales hechos incluyen: vibraciones, evidencia de pérdidas, ruidos inusuales, deterioro de la aislación, dispositivos de alivio que se abrieron, deformaciones, abolladuras, excursiones de temperatura, presencia de óxido o manchas que salen de debajo de la aislación, o de otros atascos o rendijas (sangrado de óxido), etc. 5.6 Posiciones de monitoreo de la condición (CMLs) 5.6.1 Generalidades Las CMLs son áreas designadas sobre los recipientes a presión donde se realizan los exámenes periódicos para monitorear la presencia y la velocidad del daño. La elección del tipo de CMLs y la ubicación de los mismos deberán considerar la susceptibilidad a la corrosión localizada y el tipo de daño específico según el servicio como se describe en 5.4. Ejemplos de CMLs incluyen las posiciones para la medición de espesores, para exámenes por fisuras por corrosión bajo tensiones, y para exámenes por ataque por hidrógeno a altas temperaturas. 5.6.2 Monitoreo de las CML 5.6.2.1 Cada recipiente deberá ser monitoreado mediante la realización de un número representativo de exámenes en las CMLs para satisfacer los requisitos de una inspección interna y/o en línea. Por ejemplo se debería medir y registrar los espesores de los componentes más importantes del recipiente (cuerpo, cabezales, secciones cónicas) y de un muestreo representativo de las conexiones. Se deberían calcular la velocidad de corrosión, la vida remanente y el intervalo para la próxima inspección para determinar cuál es el componente limitante. Las CMLs con las mayores velocidades de corrosión y menores vidas remanentes deberán estar incluidas en las siguientes inspecciones planificadas. 5.6.2.2 Los recipientes con alto potencial de consecuencias en caso de falla, y aquellos sujetos a mayores velocidades de corrosión, corrosión localizada y alta velocidad de daño por otros mecanismos, tendrán normalmente más CMLs y serán monitoreados con mayor frecuencia. La velocidad de corrosión/daño deberá ser determinada por sucesivas mediciones y se deberá establecer apropiadamente el intervalo para la próxima inspección. 5.6.2.3 En los casos donde se requiere medición de espesores en las CMLs, el espesor mínimo en cada CML puede ser localizado por medio de mediciones ultrasónicas o radiografía. También pueden ser utilizadas técnicas electromagnéticas para identificar áreas adelgazadas que luego pueden ser medidas por ultrasonido o radiografía. Además, cuando se espera corrosión localizada o esta es un problema, es importante que los exámenes se lleven a cabo utilizando métodos de barrido tales como perfil radiográfico, técnicas de barrido ultrasónico y/o cualquier Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 31 otra técnica NDE que permita determinar la magnitud y la extensión de la corrosión localizada. Cuando el barrido se realice con ultrasonido, el mismo consiste en tomar diferentes mediciones de espesores en la CML buscando adelgazamientos localizados. 5.6.2.4 El menor espesor o un valor promedio de varias mediciones realizadas dentro de la zona del punto de examen, deberán ser registrados y utilizados para calcular la velocidad de corrosión. Si se necesitan grillas detalladas de espesores en una CML específica para llevar a cabo evaluaciones FFS por pérdida de metal, remitirse a las partes 4 y 5 de API 579-1/ASME FFS-1 para la preparación de tales grillas de espesores. 5.6.2.5 Las CMLs y los puntos de examen deberían ser registradas de manera permanentemente (ej. marcados en los planos utilizados en la inspección y/o directamente en el equipo) para permitir realizar mediciones periódicas en los mismos CMLs. Repetir las mediciones en la misma posición mejora la precisión del cálculo de la velocidad de daño. 5.6.3 Selección y ubicación de las CML 5.6.3.1 La decisión sobre el tipo, número y ubicación de las CMLs debería considerar los resultados de inspecciones anteriores, el patrón de corrosión, el tipo de corrosión y daño que se esperan y la consecuencia potencial de una pérdida de contención. Las CMLs deberían distribuirse apropiadamente en el recipiente de forma tal de proveer un adecuado monitoreo de los componentes principales y las conexiones. La medición de espesores en las CMLs está destinada a establecer las velocidades de corrosión, tanto uniforme como localizada, en las diferentes secciones del recipiente. Para recipientes a presión susceptibles de sufrir corrosión localizada, se debería consultar a un especialista en corrosión sobre la ubicación y el número de CMLs apropiados. En recipientes a presión con cualquiera de las siguientes características debería elegirse mayor cantidad de CMLs: a) alto riesgo de que se produzca una emergencia o impacto ambiental en el caso de una fuga, a menos que se conozca la velocidad de corrosión interna y sea relativamente uniforme y baja; b) velocidades de corrosión más altas de lo esperado o experimentado; c) alto potencial de corrosión localizada. En recipientes a presión con cualquiera de las siguientes tres características pueden elegirse menor cantidad de CMLs a) bajo riesgo de que se produzca una emergencia o impacto ambiental en el caso de una fuga, b) contenido relativamente no corrosivo, c) velocidades de corrosión generalmente uniformes. 5.6.3.2 Se pueden eliminar CMLs o se puede reducir su número significativamente cuando la probabilidad de falla es baja (ej. servicio limpio no corrosivo de hidrocarburos). Se debería consultar a un especialista en corrosión en circunstancias donde se reducirá o se eliminará significativamente un número de CMLs. 5.7 Métodos de monitoreo de condición 5.7.1 Selección de la técnica de Inspección 5.7.1.1 General Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 32 API 510 En la selección de la(s) técnica(s) para usar durante una inspección de recipientes a presión, se deberían considerar los distintos tipos de daños que se pueden encontrar en recipientes. El inspector debería consultar con un especialista en corrosión o un ingeniero para ayudar a definir el tipo de daño, la técnica NDE y el alcance del examen. Ejemplos de técnicas NDE que pueden usarse incluyen lo siguiente: a) MT para fisuras y otras discontinuidades alargadas que se extienden en la superficie del material para materiales ferromagnéticos. ASME Sección V, artículo 7, proporciona una guía sobre la realización de MT. b) Examen por líquidos penetrantes fluorescentes o visibles para detectar fisuras, porosidad o cráteres que se extienden en la superficie del material, y para tener una idea general sobre otras discontinuidades superficiales, especialmente en materiales no magnéticos. ASME Sección V, Artículo 6, proporciona una guía sobre la realización de PT. c) Ensayo radiográfico para detectar discontinuidades internas tales como porosidad, inclusiones por escoria de soldadura, fisuras, y el espesor de los componentes. ASME Sección V, artículo 2, proporciona una guía sobre la realización de RT. d) Medición de espesores y detección de discontinuidades por ultrasonido, para determinar el espesor de los componentes y para la detección de fisuras internas o superficiales, y otras discontinuidades alargadas. ASME Sección V, artículos 4, 5, y 23 proporciona una guía sobre la realización de examen ultrasónico. e) Técnica de examen por flujo disperso de corriente alterna para detectar agrietamiento superficial y discontinuidades alargadas. f) Técnica ET para la detección de la pérdida de metal localizada, fisuras y discontinuidades alargadas. ASME Sección V, artículo 8, proporciona una guía sobre la realización de ET. g) Ensayo metalográfico de campo con réplicas para la identificación de cambios metalúrgicos. h) Ensayo de emisión acústica para la detección de defectos estructuralmente significativos. ASME Sección V, Artículo 12, proporciona una guía sobre la realización de ensayos de emisión acústica. i) Termografía infrarroja para determinar la temperatura de los componentes. j) Ensayo de presión para la detección de defectos a través del espesor. ASME Sección V, Artículo 10, proporciona una guía sobre cómo realizar el ensayo de pérdidas. k) Mediciones de dureza y microdureza utilizando equipo portátil para identificar variaciones en las propiedades mecánicas debidas a cambios en el material. l) Técnicas avanzadas de examen de retrodispersión por ultrasonidos para detectar ataque por hidrógeno a alta temperatura mencionado en API 941, sección 6. Remitirse a API 572 para más información de técnicas de examen y a API 577 para más información de sobre la aplicación de técnicas para examinar la calidad de las uniones soldadas. 5.7.1.2 Preparación superficial Es importante una preparación superficial adecuada para una buena inspección visual y para la aplicación satisfactoria de cualquier método NDE como los mencionados anteriormente. El tipo de preparación depende de las circunstancias particulares y la técnica NDE, pero puede ser necesaria la preparación de la superficie por medio de cepillo de alambre, arenado, agua a presión, desbaste, pulido, ataque químico o la combinación de ellos. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 5.7.1.3 33 Examinadores UT por haz angular El dueño/usuario deberá especificar que los examinadores UT por haz angular estén calificados cuando el dueño/usuario requiera lo siguiente: a) detectar fisuras en la superficie interior (ID) cuando se inspecciona desde la superficie exterior (OD); o, b) en caso que sea necesario detectar, caracterizar y/o dimensionar los defectos a través de la pared. Como ejemplo de la utilización de examinadores calificados en la técnica UT por haz angular se incluye el monitoreo desde la superficie externa de defectos interiores conocidos, para examinar en caso de sospecha por defectos internos, y para recolectar datos para las evaluaciones FFS. 5.7.2 Métodos de medición de espesores 5.7.2.1 La corrosión puede causar una pérdida uniforme (una pérdida de metal generalizada, relativamente uniforme de una porción de una superficie) o puede causar pérdidas localizadas (que ocurren solo en áreas específicas aisladas, o puede causar picaduras (pérdida de metal evidentemente irregular). La corrosión uniforme puede ser difícil de detectar visualmente y por ello son usualmente necesarias mediciones de espesores para determinar su extensión. La corrosión localizada y las superficies con picaduras pueden ser más delgadas de lo que aparentan visualmente, y cuando exista duda sobre la localización de la superficie original o la profundidad de pérdida de metal, también pueden ser necesarias las mediciones de espesor. Las mediciones se pueden obtener como sigue: a) Cualquier técnica adecuada NDE, tal como ultrasonidos o perfil radiográfico, se puede utilizar en tanto permita determinar el espesor mínimo. Cuando un método de medición produce una incertidumbre considerable, otras técnicas de medición de espesores se pueden emplear, tales como ultrasonidos con barridos A, B, o C. b) La profundidad de la corrosión puede ser determinada midiendo desde las superficies no corroídas dentro del recipiente cuando tales superficies están en la vecindad de la zona corroída c) Los instrumentos de medición de espesor por ultrasonidos generalmente son el medio más preciso para las mediciones de espesores. Después de la medición de espesores por ultrasonido se recomienda la adecuada reparación del aislamiento y el recubrimiento en las CMLs para reducir la posibilidad que se produzca corrosión bajo aislación. Cuando sea factible, se puede considerar el uso alternativo de técnicas radiográficas para la obtención del perfil de corrosión, las cuales no requieren remover la aislación. 5.7.2.2 El barrido por ultrasonidos o la técnica de perfil radiográfico se prefieren cuando la corrosión es localizada o el espesor remante es aproximado al espesor requerido. 5.7.2.3 Se debería utilizar un procedimiento de corrección cuando la temperatura del metal (normalmente por encima de 150°F [65°C]) afecta la exactitud de las mediciones de espesores obtenidas. Se deberían utilizar instrumentos, acoplantes y procedimientos adecuados, de manera de asegurar mediciones precisas a esas altas temperaturas. Normalmente, los procedimientos implican la calibración con probetas calientes o el ajuste de las mediciones por un factor de corrección por temperatura. 5.7.2.4 Los inspectores deberían tener presente las posibles fuentes de falta de exactitud en las medic iones y hacer todo lo posible para eliminar su incidencia. Como regla general, cada una de las técnicas NDE tendrá límites prácticos con respecto su exactitud. Los factores que pueden contribuir a reducir la exactitud de las mediciones ultrasónicas incluyen los siguientes: a) incorrecta calibración del instrumento; Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 34 API 510 b) revestimientos externos o incrustaciones; c) rugosidad superficial excesiva; d) oscilación excesiva de la sonda (en superficies curvas); e) defectos sub-superficiales, tales como laminaciones; f) efectos por temperatura [a temperaturas superiores a 150 °F (65° C)]; g) pantalla pequeña del detector de fallas; h) medir el doble del espesor en materiales delgados. 5.8 Prueba de presión 5.8.1 General Referirse al Artículo 5.1 en ASME PCC-2 para más información de la prueba de presión. 5.8.2 Cuándo realizar una prueba de presión 5.8.2.1 Las pruebas de presión no se realizan normalmente como parte de una inspección de rutina. La prueba de presión es generalmente requerida después de una alteración o una reparación mayor. Luego de completarse las reparaciones (que no sean reparaciones mayores), las pruebas de presión deberán ser realizadas si el inspector estima que esta es necesaria y especifica su realización en el plan de inspección. Alternativas de las pruebas de presión se describen en 5.8.8. 5.8.2.2 La prueba de presión se realiza generalmente en el recipiente completo. Sin embargo, en caso de ser práctico, se pueden realizar pruebas de componentes o secciones del recipiente en lugar del recipiente completo (ej. una nueva conexión). Se debería consultar a un ingeniero cuando se desarrolle una prueba de presión en componente/sección de un recipiente, para asegurar que esta es apropiada para el fin previsto. 5.8.3 Determinación de la presión de prueba 5.8.3.1 En caso de requerirse una prueba código, la presión mínima debería estar de acuerdo a las reglas del código aplicable (código de construcción utilizado para determinar la MAWP). Con este fin, la presión mínima de prueba para los recipientes que han sido reclasificados utilizando la tensión admisible de diseño publicada en la adenda 1999 o posteriores del Código ASME Sección VIII División I, caso Código 2290, o caso Código 2278, es del 130% de la MAWP y corregida por temperatura. La presión de prueba mínima para los recipientes reclasificados utilizando la tensión admisible de diseño del Código ASME Sección VIII División I, publicado antes de la adenda edición de 1999, es de 150% de la MAWP y corregida por temperatura. La presión mínima de prueba para los recipientes diseñados utilizando el Código ASME Sección VIII División 1, es la siguiente: Presión de prueba en psig (MPa) = 1,5 MAWP x (S pruebatemp/Sdiseñotemp), antes de la adenda de 1999. Presión de ensayo en psig (MPa) = 1,3 MAWP x (S pruebatemp/Sdiseñotemp), adenda de 1999 y posterior. Donde: Spruebatemp es la tensión admisible a la temperatura de prueba en ksi (MPa) Sdiseñotemp es la tensión admisible a la temperatura de diseño en ksi (MPa)pruebas Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 35 5.8.3.2 En caso de realizarse una prueba no código luego de alguna reparación, la presión de prueba puede ser determinada por el dueño/usuario. Las pruebas de presión de estanqueidad son determinadas por el dueño/usuario, pero generalmente no tienen el propósito de verificar la resistencia de las reparaciones. 5.8.4 Preparación para la prueba de presión 5.8.4.1 Antes de realizar una prueba de presión, se deberían tomar precauciones y procedimientos adecuados para garantizar la seguridad del personal que participa en la prueba de presión. La inspección visual de los componentes de recipientes con presión no debería realizarse hasta que la presión en el recipiente sea igual o menor que la MAWP. Esta recomendación es especialmente importante para los recipientes a presión en servicio. 5.8.4.2 Cuando la presión de ensayo sea superior a presión de ajuste de el/los dispositivo(s) de alivio de la presión, el/los dispositivo(s) de alivio de presión deberían ser removidos. Una alternativa para no quitar los dispositivos de alivio de presión es utilizar clamps para mantener sujetado el disco de la válvula. Está prohibida la aplicación de una carga adicional sobre el resorte de la válvula girando el tornillo de compresión. Otros accesorios, tales como vidrios de indicadores, manómetros, y discos de ruptura, que pueden ser incapaces de soportar la presión de prueba deberían ser removidos u obstruidos con bridas ciegas. Una vez realizada la prueba de presión, los dispositivos de alivio de presión y accesorios retirados u enclavados durante la prueba de presión deberán ser reinstalados o reactivados. 5.8.5 Prueba hidrostática de presión 5.8.5.1 Antes de realizar una prueba hidrostática, el diseño de las estructuras de los soportes y las fundaciones deberían ser revisadas para asegurase que puedan soportar el peso durante la prueba. Para todos los componentes y otros componentes que puedan experimentar la presión de prueba debería verificarse que estén diseñados para la presión de prueba especificada; de otra manera ellos se deberían aislar de la prueba con bridas ciegas. 5.8.5.2 Las pruebas hidrostáticas de presión en equipos que posean componentes de aceros inoxidables de la serie 300 deberían realizarse con agua potable o condensado de vapor que contengan una concentración inferior de 50 ppm de cloruros. Después de la prueba, el recipiente debería drenarse totalmente, y luego secarse. El inspector debería verificar que la calidad del agua cumpla con lo especificado, y además el drenado y secado del recipiente (todos los venteos superiores deberían estar abiertos durante el drenaje). Si no hay disponible agua potable o si el drenado y secado inmediatos a la prueba no son posibles, se debería considerar el uso de agua con una baja concentración de cloruros (ej. condensado de vapor), mayores PH (>10) y la adición de inhibidores, de manera de reducir el riesgo de picaduras, corrosión bajo tensiones por cloruros, y corrosión inducida microbiológicamente. Para tuberías de aceros inoxidables austeníticos sensitizados sujetos a corrosión bajo tensiones politónica, se debería considerar el uso de una solución acuosa alcalina para la prueba de presión (ver NACE RPO 0170). 5.8.6 Prueba neumática de presión Una prueba neumática (incluyendo la combinación hidroneumática) puede ser realizada cuando la prueba hidráulica es impracticable debido a la limitación de la estructura de apoyo o fundación, a la presencia de revestimientos refractarios, o por razones de proceso. Cuando se aplique, antes de realizar la prueba, los potenciales riesgos que pudieran sufrir las personas o las instalaciones deberán ser examinados por el ingeniero. Como mínimo, al realizar cualquier prueba neumática se deberán aplicar las precauciones de inspección contenidas en el Código ASME. El ingeniero debería preparar un procedimiento de prueba neumática siguiendo los pasos enumerados en ASME PCC-2, artículo 5.1. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 36 5.8.7 API 510 Temperatura de prueba y consideraciones de fractura frágil 5.8.7.1 A temperatura ambiente, los aceros al carbono, de baja aleación, y otros aceros ferríticos, pueden ser susceptibles a fractura frágil. Se ha atribuido una cantidad de fallos a la rotura frágil de los aceros expuestos a temperaturas por debajo de su temperatura de transición y a presiones mayores al 20% de la presión de pru eba hidrostática requerida. La mayoría de las fracturas frágiles se produjeron en la primera aplicación de un elevado nivel de tensiones (la primera prueba o sobrecarga). El potencial de fractura frágil deberá ser evaluado antes de la prueba de presión, y especialmente en caso de prueba neumática debido a la mayor energía interviniente. Se debería prestar especial atención al realizar la prueba de presión en aceros de baja aleación, especialmente 2 ¼ Cr 1 Mo, debido a que estos pueden ser susceptibles a fragilización térmica, y en todo otro metal que pueda ser susceptible a fragilización debido a los mecanismos de deterioro listados en API 571, o debido a elevadas tensiones triaxiales, elevados espesores, o consideraciones geométricas. 5.8.7.2 Para minimizar el riesgo de fractura frágil durante la prueba de presión, la temperatura del metal debería ser mantenida por lo menos 30°F (17°C) por encima de la MDMT o MAT para recipientes con espesor mayor de 2 in. (5 cm), y 10°F (6°C) por arriba de la MDMT o MAT para recipientes con espesor de 2 in. (5 cm) o menos. La temperatura de prueba no deberá estar por encima de 120°F (50°C) a menos que haya información de las características frágiles del material que indique que se necesita una temperatura de prueba mayor. 5.8.7.3 Cuando se realice prueba hidrostática a aceros inoxidables austeníticos macizos o clad, la temperatura del agua no debería exceder 120°F (50°C) para prevenir posible corrosión bajo tensiones por cloruros. 5.8.8 Alternativas a la prueba de presión 5.8.8.1 Se deberán especificar y llevar a cabo NDE apropiados (ej. RT, UT, PT, MT, etc.) cuando no se vaya a realizar una prueba de presión luego de una alteración o de una reparación mayor. Los NDE que sustituyen a una prueba de presión después de una alteración o una reparación mayor solo pueden realizarse después de ser aprobados por el ingeniero y por el inspector. En tales casos, es recomendable realizar una evaluación FFS para identificar el tamaño crítico(s) de discontinuidad para especificar el criterio de aceptación de las técnicas NDE. Remitirse a ASME PCC-2, artículo 5.2 por guías sobre el uso de NDE en lugar de pruebas de presión para reparaciones y alteraciones. 5.8.8.2 En los casos donde la inspección por UT se utiliza para examinar soldaduras en lugar de la prueba de presión, el dueño/usuario deberá especificar el uso de examinadores industriales calificados para ultrasonidos con haz angular. Para el uso de UT en reemplazo de RT, se deberá seguir lo indicado en el Caso Código 2235 o el Código ASME Sección VIII, División 2, 7.5.5. 5.9 Verificación y trazabilidad de materiales 5.9.1 Durante las reparaciones y alteraciones de recipientes a presión, el inspector deberá verificar que todos los materiales nuevos (incluyendo tanto los aceros al carbono como todas las aleaciones) cumplen con las especificaciones de materiales. A criterio del dueño/usuario o del inspector esta evaluación puede realizarse por una verificación al 100% de los materiales, 100% de identificación positiva de material (PMI) o por un muestreo en un porcentaje de los materiales en función de la criticidad de cada servicio. Los ensayos PMI pueden ser realizados por el inspector o por el examinador utilizando métodos apropiados tales como espectroscopia de emisión óptica o fluoroscopia de rayos X. El inspector o el examinador deberán estar capacitados y calificados para realizar ensayos PMI. API 578 tiene guía adicional para los programas de verificación de materiales. 5.9.2 Si un componente de un recipiente experimenta corrosión acelerada o podría fallar debido a que un material equivocado fue utilizado en lugar del material especificado, el inspector deberá considerar la necesidad de una verificación adicional de los materiales existentes en el recipiente a presión u otros recipientes a presión en el mismo servicio. La extensión de esta nueva verificación dependerá de varios factores, incluyendo las consecuencias de la falla y la probabilidad de otras equivocaciones con los materiales. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 37 5.10 Inspección en servicio de juntas soldadas 5.10.1 La inspección de la calidad de las soldaduras es normalmente realizada como parte de los requisitos para la construcción de equipos nuevos, reparaciones y alteraciones. Sin embargo, las soldaduras y las zonas afectadas por el calor son inspeccionadas frecuentemente como parte de las actividades de inspección en servicio, para detectar corrosión y/o fisuración inducida por el servicio. Cuando se detecta corrosión preferencial o fisuración en la soldadura, se deberían inspeccionar soldaduras adicionales para determinar la extensión del daño. API 577 provee guía adicional en inspección de soldaduras. 5.10.2 Algunas veces los perfiles radiográficos y los exámenes por ultrasonidos pueden revelar lo que parece ser una discontinuidad en una soldadura existente. Si se detectan discontinuidades tipo fisura cuando el recipiente está en servicio, se puede realizar inspección adicional para evaluar la magnitud de las mismas. Se debe tratar de determinar si las discontinuidades tipo fisura se deben a la soldadura de fabricación original o fueron causadas por un mecanismo de fisuración relacionado con el servicio. 5.10.3 Las discontinuidades tipo fisura y la fisuración por el medio deberán ser evaluadas por un ingeniero (remitirse a API 579-1/ASME FFS-1, parte 9) y/o un especialista en corrosión. La corrosión preferencial en las juntas soldadas deberá ser evaluada por el inspector. 5.11 Inspección y reparación de juntas bridadas 5.11.1 Las juntas bridadas se deberían inspeccionar para detectar evidencias de pérdidas, tales como manchas, depósitos o goteos. Las pérdidas del proceso sobre los bulones de las bridas pueden resultar en corrosión o agrietamiento por el medio. Este examen debería incluir aquellas bridas cubiertas con protectores contra salpicaduras o guarda bridas. Aquellas que han sido sujetadas con clamps e inyectadas con sellante deberían inspeccionarse para detectar fugas en los bulones. Los bulones sujetos a esas pérdidas pueden corroerse o fisurarse (ej.: fisuración cáustica). En caso de considerar la re-inyección se debería realizar un examen ultrasónico de los bulones para asegurar su integridad. 5.11.2 Las caras accesibles de las bridas deberían examinarse para detectar deformaciones y para determinar el estado de las superficies de apoyo de las empaquetaduras. Las superficies de asiento de las empaquetaduras que estén dañadas y que puedan dar lugar a una fuga deberían ser reconstituidas antes de ponerse de nuevo en servicio. Debería prestarse especial atención a las caras de las bridas en servicios de hidroprocesado con alta temperatura/alta presión ya que son propensos a fugas en las juntas durante la puesta en marcha y en servicio. Si las bridas se encuentran excesivamente deformadas o dobladas, sus marcas y sus espesores deberían cotejarse con los requisitos de ingeniería antes de tomar una acción correctiva. Remitirse a ASME PCC-1, Apéndice D como guía para la evaluación de las caras de las bridas. 5.11.3 Los espárragos de las bridas deberían ser examinados visualmente para detectar corrosión, y para verificar el engrane de su rosca. Los espárragos deberían engranar completamente. Cualquier espárrago que no engrane completamente se considera aceptable si falta engranar no más de un solo un filete de rosca. 5.11.4 Se debería verificar la identificación (marcado) de una muestra representativa de nuevos espárragos y empaquetaduras instaladas para determinar si cumplen con la especificación del material. El marcado se identifica en las normas ASME y ASTM aplicables. Los espárragos dudosos deberían ser verificados o renovados. Si se encuentran espárragos sin marcado, debería llamarse la atención a los involucrados en QA/QC del vendedor/proveedor para adoptar medidas correctivas, pero pueden utilizarse si se verifica que es la especificación apropiada y se corrige el marcado. 5.11.5 Las bridas de servicios alta presión y/o alta temperatura que se han encajonado o que perdieron en funcionamiento durante el periodo de operación previo deberían recibir especial atención durante las paradas de inspección y mantenimiento para determinar cuáles son las acciones correctivas adecuadas para evitar nuevas fugas. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 38 API 510 5.11.6 Se puede encontrar información adicional sobre la inspección de uniones bridadas en ASME PCC-1, Artículo 3.5. 5.12 Inspección de cuerpo y tubos de intercambiadores de calor Remitirse a API 572, Anexo A para más información sobre la inspección de diferentes tipos de intercambiadores de calor y ASME PCC-2, Artículo 3.12 como guía para la inspección y reparación del cuerpo y tubos de intercambiadores de calor. 6 Intervalo/frecuencia y extensión de la inspección 6.1 General 6.1.1 Para asegurar la integridad de un recipiente, todo recipiente a presión y los dispositivos de alivio de presión deberán ser inspeccionados en los intervalos/frecuencias establecidos en esta sección 6.1.2 La inspección adecuada deberá proporcionar la información necesaria para determinar que todas las secciones o componentes esenciales del equipo son seguros para operar hasta la próxima inspección programada. Los riesgos asociados con paradas operativas y puesta en marcha y la posibilidad de aumento de la corrosión debido a la exposición de las superficies de los equipos al aire y la humedad deberían ser evaluados cuando se está planificando una inspección interna. 6.2 Inspección durante la instalación y cambios de servicio 6.2.1 Instalaciones de recipientes 6.2.1.1 Los recipientes de presión deberán ser inspeccionados por un inspector al momento de la instalación. El propósito de esta inspección es verificar que el equipo es seguro para operar, que no hayan ocurrido daños inaceptables durante su transporte al lugar de instalación, y para iniciar los registros en planta de inspección del equipo. Esta inspección también proporciona una oportunidad para recopilar la información deseada de partida y obtener las lecturas iniciales de espesor en los CMLs designados. Como mínimo la inspección debería incluir lo siguiente: a) verificar que la información de la placa de identificación es correcta y coincide con el reporte de datos del fabricante y con los requisitos de diseño; b) verificar que el equipo está instalado correctamente; que los soportes son adecuados y seguros, que el equipamiento exterior tal como escaleras y plataformas estén asegurados, que la aislación está instalada correctamente, que las bridas y otras conexiones mecánicas están montadas correctamente y que el recipiente está limpio y seco; y c) verificar que los dispositivos de alivio de presión cumplen los requisitos de diseño (dispositivos y presión de ajuste correctos) y están correctamente instalados. Si ocurrió daño, documentarlo y recomendar las reparaciones apropiadas o las evaluaciones de ingeniería necesarias para asegurar que el recipiente sea apto para el servicio. 6.2.1.2 La inspección interna en campo de nuevos recipientes no es requerida siempre que la documentación apropiada (ej. reporte de datos del fabricante) asegure que los recipientes cumplen con los diseños y los requisitos especificados. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 6.2.2 39 Cambio de servicio del recipiente 6.2.2.1 Si las condiciones de servicio de un recipiente cambian (ej. fluido de proceso, presión máxima de operación, y temperatura máxima y mínima de operación), los intervalos de inspección se deberán establecer para las nuevas condiciones de servicio. 6.2.2.2 Si cambian el propietario y la ubicación de un recipiente, el recipiente deberá ser inspeccionado interna y externamente antes de volver a utilizarlo. Esta inspección debería incluir exámenes que sean el punto de partida para todo examen futuro planificado como resultado del nuevo servicio (ej. si el recipiente va a ser utilizado en un servicio donde exista potencial de corrosión bajo tensión, entonces es recomendable para tener como punto de partida un examen por fisuración en soldaduras). Además, las condiciones permitidas de servicio y el intervalo de inspección deberán ser establecidos para el nuevo servicio. El inspector también debería asegurar que se encuentre archivada la documentación del recipiente (información de seguridad de proceso) . 6.2.2.3 En algunos casos (ej. movimiento a una nueva ubicación de recipientes construidos con el Código ASME, Sección VIII, División 2), puede ser requerido un nuevo análisis o una revisión/revalidación de las especificaciones de diseño del usuario. 6.3 Inspección basada en el riesgo (RBI) 6.3.1 Una evaluación RBI puede ser utilizada para establecer los intervalos de inspección apropiados para inspecciones internas, en línea e inspecciones externas, así como intervalos de inspección y ensayo para los dispositivos de alivio de presión. La evaluación RBI puede permitir que se excedan los intervalos de inspección previamente establecidos en 6.4 y 6.5 incluyendo la inspección de 10 años y la mitad de vida remanente como límite para las inspecciones internas y en línea, y de cinco años como límite para las inspecciones externas. 6.3.2 Cuando el intervalo RBI para la inspección interna o en línea supera el límite de 10 años, la evaluación RBI deberá ser revisada y aprobada por el ingeniero y por el inspector en intervalos no mayores de 10 años o más a menudo si se justifica por los cambios de procesos, equipos, o cambios considerables. 6.3.3 Cuando un RBI se utilice para extender el intervalo de inspección interna o en línea, ésta evaluación debería incluir una revisión del historial de inspecciones y el potencial de atascamiento de los dispositivos de alivio de presión del recipiente. 6.3.4 Las evaluaciones RBI deberían estar en conformidad con las prácticas recomendadas de API 580. 6.4 Inspección externa 6.4.1 A menos que sea justificado mediante una evaluación RBI, a cada recipiente instalado por encima del suelo se le deberá realizar una inspección visual externa en un intervalo que no exceda el menor de cinco años o el intervalo requerido para la inspección interna o en línea. Es preferible que esta inspección se realice mientras el recipiente esté en operación. El intervalo lo establece el inspector o el ingeniero de acuerdo con el sistema QA del dueño/usuario. 6.4.2 Los intervalos de inspecciones externas para los recipientes en servicio no continuo son los mismos que para los recipientes en servicio continuo, debido a que el medio externo no cambia durante el tiempo fuera de servicio del equipo. Con los equipos retirados y abandonados en el lugar el dueño/usuario puede necesitar que se realicen inspecciones externas para asegurarse que el deterioro de la aislación, los soportes de los equipos y otros elementos relevantes no se hayan deteriorado hasta el punto donde se conviertan en un peligro para el personal. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 40 API 510 6.5 Inspección interna, en línea y para medición de espesores 6.5.1 Intervalo de Inspección 6.5.1.1 A menos que sea justificado mediante una evaluación RBI, el período entre inspecciones internas, en línea, o para medición de espesores no deberá exceder de la mitad de la vida remanente del recipiente o 10 años, lo que sea menor. Cuando la vida remanente sea menor a cuatro años, el intervalo de inspección puede ser toda la vida remanente hasta un máximo de dos años. El intervalo lo establece el inspector o el ingeniero de acuerdo con el sistema QA del dueño/usuario. 6.5.1.2 Para los recipientes a presión que están en servicio no continúo, el intervalo se basa en el número de años de servicio efectivo (recipientes en operación) en lugar de años calendario, siempre que, cuando está fuera de servicio el recipiente es: a) aislado de los fluidos de proceso, y b) no expuesto a medios internos corrosivos (ej. purgado con gas inerte o lleno con hidrocarburos no corrosivos). Los recipientes que están en servicio no continuo y no están protegidos adecuadamente contra ambientes corrosivos pueden experimentar un aumento de la corrosión interna mientras están parados. Las velocidades de corrosión deberían ser revisadas cuidadosamente antes de establecer los intervalos de inspección interna o en línea. 6.5.1.3 Un método alternativo para establecer el intervalo de inspección requerida es mediante el cálculo de la MAWP proyectada de cada componente del recipiente como se describe en 7.3. Este procedimiento puede ser iterativo, involucrando la selección de un intervalo de inspección, la determinación de la pérdida esperada de material por corrosión durante el intervalo y el cálculo de la MAWP proyectada. El intervalo de inspección está dentro del máximo permitido siempre que la MAWP proyectada del componente limitante no sea inferior a la menor MAWP de la placa de identificación o resultante de una reclasificación, más la presión hidrostática aplicable. A menos que sea realizada una evaluación RBI, el máximo intervalo de inspección utilizando este método es también de 10 años. 6.5.2 Inspección en línea en reemplazo de las inspecciones internas 6.5.2.1 A criterio del inspector, una inspección en línea puede sustituir a una inspección interna en las situaciones siguientes: a) cuando el tamaño o configuración hace que la entrada al recipiente para inspección interna sea físicamente imposible. b) cuando el ingreso para la inspección interna sea físicamente posible y se cumplan todas las condiciones siguientes: 1) la velocidad de corrosión generalizada de un recipiente es conocida y menor de 0.005 in. (0.125 mm) por año; 2) la vida remanente del recipiente es mayor de 10 años; 3) el carácter corrosivo del contenido, incluido el efecto de los componentes trazadores, ha sido establecido por al menos cinco años en el mismo servicio o servicio similar; 4) no se descubre ninguna condición dudosa durante la inspección externa; Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 41 5) la temperatura de operación del cuerpo de acero del recipiente no supera los límites inferiores de temperatura para el rango de rotura por creep del material del recipiente mencionados en API 5791/ASME FFS, parte 4, tabla 4.1; 6) el recipiente no está sujeto a la fisuración por el medio o daño por hidrógeno debido al fluido manejado; 7) el recipiente no tiene un revestimiento interior no integralmente unido, tal como bandas de revestimiento o placas de revestimiento. 6.5.2.2 Si no se cumplen los requisitos de 6.5.2. 1 b), la próxima inspección deberá ser una inspección interna. Como una alternativa a los límites anteriores, una inspección en línea se puede realizar si una evaluación RBI (por 6.3) determina que el riesgo asociado con el recipiente es aceptablemente bajo y la efectividad de la/s técnica/s de NDE externos es adecuada para el mecanismo de daño esperado. Esta evaluación debería incluir una revisión de las condiciones del proceso pasado y las condiciones probables del proceso futuro. 6.5.2.3 Cuando un recipiente ha sido inspeccionado internamente, los resultados de esta inspección pueden ser utilizados para determinar si una inspección en línea puede sustituir a una inspección interna en un recipiente a presión similar que opera en condiciones iguales o similares de servicio. 6.5.2.4 Lo siguiente puede ser aplicado cuando se comparan recipientes a presión que tienen igual o similar servicio. a) Cuando un recipiente ha sido inspeccionado internamente, los resultados de la inspección pueden ser utilizados para determinar si una inspección en línea puede sustituir a una inspección interna en otro recipiente a presión operando en el mismo servicio y condiciones. b) Cuando dos o más recipientes a presión se instalan en serie y no se introduce o no se forma de otra manera un contaminante potencialmente corrosivo que pueda afectar la integridad del recipiente en un punto intermedio al conjunto, y si las condiciones de operación son las mismas en cualquier parte del conjunto, y siempre que se disponga de suficiente historial de corrosión, la inspección de uno de los recipientes (preferiblemente el más afectado) puede tomarse como representativa del conjunto. c) La evaluación de riesgos o el análisis RBI pueden ser útiles cuando se considera extender la aplicabilidad del mismo servicio al determinar los requisitos de inspección interna y en línea basados en la comparación de un recipiente a presión con otros recipientes a presión y el número de recipientes a presión para ser inspeccionados dentro de un grupo. 6.5.2.5 Cuando se lleva a cabo una inspección en línea, el tipo y alcance del NDE deberían ser especificados en el plan de inspección. Esto podría incluir mediciones ultrasónicas de espesor, radiografía, u otros medios apropiados NDE para medir el espesor del metal y/o evaluar la integridad de los límites de presión (ej. pared y soldaduras del recipiente). Cuando se lleva a cabo una inspección en línea, el inspector deberá tener acceso suficiente a todas las partes del recipiente (cabezales, cuerpo y boquillas) de manera que pueda ser realizada una evaluación precisa de la condición del recipiente. 6.5.3 6.5.2.1 Inspección en línea en reemplazo de las inspecciones internas Recipientes multi-zonas Para recipientes grandes con dos o más zonas con diferentes velocidades de corrosión, cada zona puede ser tratada de forma independiente para determinar los intervalos de inspección o para sustituir la inspección interna con una en línea. Cada zona deberá ser inspeccionada en función del intervalo para esa zona. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 42 API 510 6.6 Dispositivos de alivio de presión 6.6.1 General Los dispositivos de alivio de presión deberán ser ensayados y reparados por una organización reparadora calificada y con experiencia en el mantenimiento de válvulas de alivio de acuerdo a las definiciones de 3.1.62. Los dispositivos de alivio de presión deberían ser inspeccionados, ensayados y mantenidos de acuerdo con API 576. 6.6.2 Proceso de aseguramiento de la calidad (QA) 6.6.2.1 Cada organización reparadora deberá tener sistema QA totalmente documentado. Como mínimo, se deberá incluir lo siguiente en el manual QA: a) portada; b) registro de revisiones; c) índice; d) declaración de autoridades y responsabilidades; e) organigrama; f) alcance del trabajo; g) controles de planos y especificaciones; h) requisitos para el control de materiales y partes; i) programa de reparaciones e inspecciones; j) requisitos para soldadura, NDE, y tratamiento térmico; k) requisitos para los ensayos de válvulas, ajuste, pruebas de fugas, y sellos; l) ejemplo general de placa de identificación de reparación; m) requisitos para la calibración de instrumentos de medición y ensayos; n) requisitos para la actualización y control de las copias del manual QC; o) ejemplos de formularios; p) requisitos de entrenamiento y calificación para el personal de reparaciones; q) requisitos para el manejo de las no conformidades; r) requisitos de auditorías en taller para asegurar que el cumplimiento a los procedimientos QA. 6.6.2.2 Cada organización reparadora deberá tener además un programa de capacitación completamente documentado el cual deberá asegurar que el personal de reparaciones esté calificado dentro del alcance de las reparaciones. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 6.6.3 43 Intervalos de ensayos e inspecciones 6.6.3.1 Los dispositivos de alivio de presión deberán ser ensayados e inspeccionados a intervalos que sean lo suficientemente frecuentes para verificar que los mismos funcionan de forma confiable en sus condiciones de servicio particulares. Otros dispositivos de alivio de presión, (ej. discos de ruptura y válvulas rompa vacío) deberán ser inspeccionados a intervalos basados en las condiciones de servicio. El intervalo de inspección para todos los dispositivos de alivio de presión es determinado ya sea por el inspector, por el ingeniero, o por otra persona calificada por el sistema QA del dueño/usuario. 6.6.3.2 A menos que exista experiencia documentada y/o una evaluación RBI indique que es aceptable un intervalo mayor, los intervalos de ensayo e inspección para los dispositivos de alivio de presión en los servicios de procesos típicos no deberían exceder: a) 5 años para los servicios de procesos típicos, y b) 10 años para servicios limpios (que no produzcan atascamientos) y no corrosivos dispositivos 6.6.3.3 Cuando un dispositivo de alivio de presión se encuentra con incrustaciones severas o atascado completamente, la inspección y los intervalos de inspección deberán ser reevaluados para determinar si el intervalo debería ser acortado. La revisión debería tratar de determinar la causa de las incrustaciones o las razones por las que el dispositivo de alivio de presión no funciona correctamente. 6.7 Aplazamiento de la fecha límite de inspección Las tareas de inspección de los equipos y dispositivos de alivio de presión (no establecidos por RBI) que no se pueden realizar en la fecha fijada pueden aplazarse evaluando previamente los riesgos, por un período de tiempo determinado, cuando sea apropiado. Se deberá realizar un procedimiento de aplazamiento el cual defina el proceso de aplazamiento en base al riesgo, incluyendo un plan de acción correctiva y fecha de aplazamiento, y las aprobaciones necesarias si la inspección de una pieza de un equipo a presión debe aplazarse más allá del intervalo establecido. Dicho procedimiento debería incluir: 1) presencia del personal adecuado de equipos a presión de la empresa, incluyendo el inspector y el representante de la gerencia del dueño/usuario; 2) todos los controles de operación requeridos que sean necesarios para el periodo de funcionamiento extendido; 3) la necesidad de inspección apropiada no intrusiva con NDE, según sea necesario, para justificar la extensión temporaria; y 4) la documentación apropiada del aplazamiento en los registros del equipo. No obstante lo anterior, el intervalo de inspección o servicio de un dispositivo de alivio de presión puede ser postergado por el inspector, sin otras aprobaciones, basado en una revisión satisfactoria del historial del equipo y un análisis de riesgos adecuado, cuando el período de tiempo durante el cual el ítem a ser postergado no supere el 10% del intervalo de inspección/servicio o seis meses, lo que sea menor. Para equipos con intervalos determinados mediante RBI, la evaluación del riesgo existente debería ser actualizada para determinar el cambio en el riesgo que pueda existir por no hacer la inspección planeada originalmente. Un proceso de aprobación similar al utilizado para los equipos con intervalos no-RBI se debería utilizar para documentar el cambio en los niveles de riesgo. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 44 API 510 Los aplazamientos necesitan ser completados y documentados antes de que el equipo sea operado más allá de la fecha de vencimiento de la inspección programada y la gerencia del dueño/usuario sea puesta al tanto del aumento del riesgo (si existe) por operar por tiempos que exceden fecha de la inspección programada. Los equipos a presión operados más allá de la fecha de vencimiento de la inspección sin un aplazamiento documentado y aprobado no están permitidos por este código. El aplazamiento de las inspecciones programadas debería ser la excepción ocasional, y no ocurrir con frecuencia. 6.8 Aplazamiento de la fecha límite de recomendaciones de reparación de inspección Las recomendaciones de reparación de inspección que no se puedan completar en su fecha límite se pueden aplazar por un período determinado de tiempo, si es apropiado, por un cambio documentado en la fecha requerida de realización. El aplazamiento de la fecha límite deberá ser documentado en los registros de inspección y tener el consentimiento del personal de inspección de equipos a presión, entre ellos el inspector y el supervisor de inspección. Las recomendaciones de inspección que no se hayan completado dentro de la fecha límite requerida sin un cambio de fecha documentado y aprobado, no están permitidos por este código y son considerados como de fecha vencida. El aplazamiento de las recomendaciones de inspección debería ser la excepción ocasional y no ocurrir con frecuencia. El equipo debe permanecer dentro de los límites de los espesores mínimos requeridos determinados en este código o por otra evaluación de ingeniería durante el periodo de aplazamiento. 6.9 Revisión de las recomendaciones de reparación de inspección Las recomendaciones del inspector pueden ser cambiadas o eliminadas después de la revisión por el ingeniero de recipientes a presión o por la supervisión de inspección. Si ese es el caso, en los registros de inspección se deberán registrar los motivos, la fecha del cambio/eliminación, y el nombre de la persona que hizo la revisión. 7 Evaluación, análisis, y registro de la información de inspección 7.1 Determinación de la velocidad de corrosión 7.1.1 Recipientes a presión existentes 7.1.1.1 La velocidad de corrosión para mecanismos de daño de adelgazamiento se determina por la diferencia entre dos mediciones de espesores dividida por el intervalo de tiempo entre las mediciones. La determinación de la velocidad de corrosión puede incluir información de espesores recogida en más de dos mediciones diferentes. El uso adecuado de las velocidades de corrosión de corto versus largo plazo deberá ser determinado por el inspector. Las velocidades de corrosión de corto plazo se determinan típicamente por las dos mediciones de espesor más recientes mientras que las velocidades de largo plazo utilizan la medición más reciente y la primera medición realizada al comienzo de la vida del equipo. Estas diferentes velocidades de corrosión ayudan a identificar nuevos mecanismos de corrosión y a diferenciarlos de aquellos que han estado actuando en el largo plazo. La velocidad de corrosión de largo plazo (LT) se deberá calcular a partir de la siguiente fórmula: La velocidad de corrosión de corto plazo (ST) deberá ser calculada a partir de la siguiente fórmula: Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 45 Donde: tinicial es el espesor inicial en la misma CML del tactual. Es el primer espesor medido en esta CML o el espesor al inicio de una nueva velocidad de corrosión por el medio, en in. (mm); tactual es el espesor actual en una CML, en in. (mm), medido durante la inspección más reciente; tprevio es el espesor anterior medido durante la inspección anterior. Es en el mismo lugar que tactual medido durante una inspección anterior, en in. (mm). 7.1.1.2 Al evaluar las velocidades de corrosión como parte de la evaluación de la información, el inspector, en consulta con un especialista en corrosión, deberá seleccionar la velocidad de corrosión que mejor refleje las condiciones actuales. Debería considerarse lo siguiente al evaluar cuál velocidad de corrosión se debe utilizar en una zona corroída para el cálculo de la vida remanente y de la fecha límite de la próxima inspección: a) si el mecanismo de daño es por corrosión generalizada o localizada; b) las zonas sujetas al impacto del fluido, fluido erosivo, o condiciones erosivas-corrosivas; c) tiempo estimado de iniciación del problema de la corrosión (si no es desde la operación inicial) como base para la medición de la pérdida de espesor de pared y el intervalo de tiempo apropiado para determinar la velocidad de corrosión; d) el posible punto donde se produjo el cambio(s) de proceso que puede haber causado la corrosión (como mojado con agua, entrada de cloruros en el proceso, o pH más bajo); e) el efecto de la formación de óxidos ya sea en la protección del componente de la corrosión o de la pérdida de tal protección (tal como una mayor velocidad de flujo que elimina de la pared del recipiente la capa de óxido protectora); f) el potencial de corrosión acelerada en zonas estancadas (tales como aquellas en las cuales puede acumula rse sulfuro de hierro); g) operación continua dentro de la IOW. 7.1.2 Instalación de recipientes a presión nuevos o cambios en el servicio Para un recipiente nuevo o para un recipiente para el que se están cambiando las condiciones de servicio, se deberá utilizar uno de los métodos siguientes para determinar la velocidad de corrosión probable del recipiente. La vida remanente y el intervalo de inspección pueden ser estimados a partir de esta velocidad. a) Se puede calcular una velocidad de corrosión a partir de los datos recogidos por el dueño/usuario en equipos que operan en el mismo o similar servicio. Si los datos sobre los equipos que operan en el mismo o similar servicio no están disponibles, considerar las otras alternativas. b) La velocidad de corrosión puede ser estimada por un especialista en corrosión. c) La velocidad de corrosión puede ser estimada a partir de información publicada para los equipos en el mismo o similar servicio. d) Si la velocidad de corrosión probable no se puede determinar por ninguno de los anteriores, se deberá realizar una determinación en línea luego de aproximadamente tres a seis meses de servicio utilizando dispositivos de monitoreo de la corrosión adecuados o mediciones del espesor actual del recipiente. Las determinaciones Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 46 API 510 posteriores se deberán realizar a intervalos apropiados hasta que se establezca una velocidad de corrosión confiable. Si luego se determina que se asumió una velocidad de corrosión inexacta, la velocidad de corrosión en los cálculos de vida remanente se deberá cambiar por la velocidad de corrosión real. 7.2 Cálculo de vida remanente 7.2.1 La vida remanente del recipiente (en años) se deberá calcular a partir de la siguiente fórmula: Donde: tactual es el espesor actual en una CML, en in. (mm), medido durante la inspección más reciente; trequerido es el espesor requerido en la misma CML o componente, en in. (mm), en que se midió el tactual. Se calcula mediante las fórmulas de diseño (ej. presión y estructurales) y no incluye el margen por corrosión ni las tolerancias del fabricante. 7.2.2 Se puede usar un análisis estadístico en los cálculos de la velocidad de corrosión y la vida remanente para las secciones del recipiente a presión. Esta aproximación estadística puede ser aplicada para la evaluación de la sustitución de una inspección interna (ver 6.5.2.1b) o para determinar el intervalo de inspección interna. Se deberá tener cuidado para asegurar que el tratamiento estadístico de los resultados refleje la condición real de la sección del recipiente especialmente aquellas partes sujetas a corrosión localizada. El análisis estadístico no debería aplicarse a recipientes con corrosión localizada aleatoria pero significativa. El método de análisis deberá ser documentado. 7.3 Determinación de la presión máxima admisible de trabajo 7.3.1 La MAWP para el uso continuo de un recipiente a presión se deberá basar en cálculos realizados utilizando la última edición aplicable del Código ASME o del código de construcción con el cual el recipiente fue construido. La MAWP resultante de esos cálculos no deberá ser mayor que la MAWP original a menos que se realice una reclasificación de acuerdo con 8.2. 7.3.2 Los cálculos se pueden realizar solamente si los siguientes detalles esenciales cumplen con los requisitos aplicables del código utilizado: diseño de cabezales, cuerpo, y refuerzos de conexiones; especificaciones de material; tensiones admisibles; eficiencias de juntas soldadas, criterios de aceptación de inspecciones; y requerimientos de servicio cíclico. 7.3.3 En servicios corrosivos, el espesor de pared utilizado en esos cálculos deberá ser el espesor real determinado en la inspección (ver 5.6.2) menos dos veces la pérdida de espesor por corrosión estimada antes de la fecha de la próxima inspección, definido por: Donde Cvelocidad es la velocidad de corrosión gobernante en in. (mm) por año; Iinterna es el intervalo hasta la próxima inspección interna o en línea, en años; tactual es el espesor actual en la CML, en in. (mm), medido durante la última inspección. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 47 7.3.4 Deberán tomarse múltiples mediciones de espesor cuando el espesor actual determinado por la inspección del componente es mayor o menor que el espesor informado por el fabricante en el informe de ensayos del material o en el reporte de datos del fabricante, especialmente si el componente fue construido por procesos de conformado. El procedimiento de medición de espesores deberá ser aprobado por el inspector. Se deberán tener en cuenta márgenes de espesor para otras cargas de acuerdo con las disposiciones aplicables del Código ASME. 7.4 7.4.1 Análisis FFS de zonas corroídas General El espesor actual y la velocidad de corrosión máxima para cualquier parte de un recipiente puede ser modificado en cualquier inspección considerando lo siguiente: 7.4.2 Evaluación de áreas adelgazadas localmente: 7.4.2.1 Para un área corroída de tamaño considerable el espesor de pared puede ser promediado sobre una longitud que no exceda lo siguiente: - Para recipientes con diámetros interiores menores o iguales a 60 in. (150 cm), la mitad del diámetro del recipiente o 20 in. (50 cm), el que sea menor; - Para recipientes con diámetros interiores mayores que 60 in. (150 cm), un tercio del diámetro del recipiente o 40 in. (100 cm), el que sea menor 7.4.2.2 A lo largo de la longitud designada, las lecturas de espesores deberían estar igualmente espaciadas. Para áreas de tamaño considerable, puede ser necesario evaluar múltiples líneas en el área corroída para determinar cuál longitud tiene el menor espesor promedio. Los siguientes criterios deben cumplirse para poder utilizar un promedio de espesores: - la región de pérdida de metal tiene contornos relativamente suaves sin muescas (es decir, la concentración de tensiones localizadas es despreciable), - el equipo no trabaja dentro del rango de creep, - el componente no trabaja en servicio cíclico, - deberían ser incluidas un mínimo de 15 mediciones de espesores en el grupo de datos, - la lectura mínima debe ser incluida en el cálculo del promedio de espesores; - la lectura mínima no puede ser menor que el 50% del espesor requerido. 7.4.2.3 Si las tensiones circunferenciales gobiernan (típico para la mayoría de los recipientes), las lecturas de espesor se toman a lo largo de una línea longitudinal. Si las tensiones longitudinales gobiernan (debido a las cargas de viento, el apoyo en cunas en recipientes horizontales, u otros factores), las lecturas de espesor se toman a lo largo de una línea circunferencial (un arco). 7.4.2.4 Al realizar el cálculo del espesor promedio de cerca de discontinuidades estructurales (ej. una boquilla, sección de transición cónica, y la conexión de brida), los límites para el promedio de espesores se deberán considerar por separado para el área de la ventana de refuerzo (u otra área de altas tensiones localizadas) y la zona exterior/adyacente a la ventana de refuerzo (u otra área de altas tensiones localizadas). Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 48 API 510 a) Al realizar el cálculo del espesor promedio cerca de una conexión, la longitud designada no se deberá extender dentro de los límites del refuerzo como se define en el código de construcción. Se deberá considerar todo refuerzo adicional incluido en el diseño de refuerzo de la boquilla (ej. un diámetro más grande de refuerzo para soportar consideraciones de carga de tuberías o las cargas de viento). b) Las consideraciones técnicas para el cálculo de un promedio de espesor dentro de la ventana de refuerzo para discontinuidades estructurales se proporcionan en API 579-1/ASME FFS-1, Parte 4. 7.4.2.5 Cuando se realice el cálculo de la vida remanente en 7.2, el menor valor promedio de todas las longitudes en el área corroída se utiliza como tactual. 7.4.3 Evaluación de picaduras Durante la inspección en curso, se pueden ignorar las picaduras muy dispersas, siempre y cuando todas las siguientes condiciones sean verdaderas: a) El espesor remanente en la parte más profunda de la picadura es mayor que la mitad del espesor requerido (1/2 trequerido), b) La superficie total de las picaduras que son más profundas que el margen por corrosión no excede 7 in.2 (45 cm2) dentro de cualquier círculo de diámetro 8 in. (20 cm), c) La suma de las dimensiones de las picaduras que son más profundas que el margen por corrosión a lo largo de cualquier línea recta de 8 in. (20 cm) no excede de 2 in. (5 cm). Se puede utilizar API 579-1/ASME FFS-1, Parte 6 para evaluar los diferentes modos de crecimiento de picaduras, estimar las velocidades de propagación de picaduras, y evaluar los problemas potenciales de la remediación de picaduras frente al reemplazo de componentes. La profundidad máxima y la extensión de las picaduras están relacionados en los gráficos de evaluación nivel 1 de picaduras de API 579-1/ASME FFS-1, los cuales se pueden usar para evaluar la extensión de picaduras permitida antes de la próxima inspección. 7.4.4 Métodos alternativos de evaluación para adelgazamiento 7.4.4.1 Se puede evaluar como alternativa a los procedimientos indicados en 7.4.2 y 7.4.3, para componentes con un adelgazamiento por debajo del espesor requerido, el empleo de los métodos de diseño por análisis del código ASME Sección VIII, División 2, Apéndice 4, o API 579-1/ASME FFS-1, Anexo B. Estos métodos también pueden utilizarse para evaluar áreas en las que se ha realizado desbaste para eliminar defectos. Para minimizar los efectos de concentración de tensiones, es importante asegurarse de que no haya esquinas o bordes agudos en las zonas en que se ha realizado desbaste. 7.4.4.2 Al utilizar el código ASME Sección VIII, División 2, apéndice 4, el valor de la tensión utilizada en el diseño original del recipiente a presión deberá ser sustituido por el valor Sm de la División 2, si la tensión de diseño es menor o igual a 2/3 de la resistencia a la fluencia mínima especificada a temperatura. Si la tensión de diseño original es mayor que 2/3 de la resistencia a la fluencia mínima especificada a temperatura, entonces se deberá sustituir Sm por 2/3 de la resistencia a la fluencia mínima especificada. Cuando se va a utilizar esta aproximación, un ingeniero deberá realizar este análisis. 7.4.5 Ajustes de la eficiencia de junta Cuando la superficie del recipiente se corroe lejos de una soldadura y la eficiencia de la junta es menor de 1.0, se puede hacer un cálculo por separado utilizando un factor de unión de junta apropiado (típicamente 1.0). Para este cálculo, la superficie en una soldadura incluye 1 in. (2,5 cm) a cada lado de la soldadura (medida desde la punta del pie) o dos veces el espesor requerido a cada lado de la soldadura, lo que sea mayor. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 7.4.6 49 Áreas Corroídas en los cabezales del recipiente 7.4.6.1 El espesor requerido en zonas corroídas de cabezales semielípticos y toriesféricos se puede determinar de la siguiente manera: a) en la zona del radio de acuerdo del cabezal, utilice la fórmula apropiada de cabezal del código de construcción. b) en la parte central del cabezal, utilice la fórmula de cabezal hemisférico del código de construcción. La porción central del cabezal se define como el centro del cabezal con un diámetro igual al 80% del diámetro del cuerpo. 7.4.6.2 Para los cabezales toriesféricos, el radio a utilizarse en la fórmula de cabezal hemisférico, es el radio de la corona (igual al diámetro exterior del cuerpo para los cabezales toriesféricos estándar, aunque se han permitido otros radios). 7.4.6.3 Para los cabezales semielípticos, el radio a usar en la fórmula de cabezal hemisférico deberá ser el radio esférico equivalente radio K1 x D, donde D es el diámetro del cuerpo (igual al diámetro interior) y K1 se da en la Tabla 7.1. En la Tabla 7.1, h es la mitad de la longitud del eje menor (igual a la altura interior del cabezal semielíptico medido desde la línea tangente). Para muchos cabezales semielípticos, D/2h = 2.0. Tabla 7-1- Valores del factor K1 de radio esférico D/2h K1 3,0 1,36 2,8 1,27 2,6 1,18 2,4 1,08 2,2 0,99 2,0 0,90 1,8 0,81 1,6 0,73 1,4 0,65 1,2 0,57 1,0 0,50 NOTA: El radio esférico equivalente es igual a K1 x D; la relación de ejes es igual a D/2h. Se permite la interpolación para valores intermedios 7.5 Evaluaciones FFS Los componentes retenedores de presión en los cuales se ha encontrado daño que pueda afectar a su capacidad de soportar carga [cargas de presión y otras cargas aplicables (ej. peso, viento, etc.) según API 579-1/ASME FFS1] deberán ser evaluados para continuar en servicio. La evaluaciones FFS, tales como las documentadas en API 579-1/ASME FFS-1, pueden ser utilizadas para esta evaluación y deben ser aplicables a los daños específicos observados. Las siguientes técnicas pueden utilizarse como una alternativa a las técnicas de evaluación en 7.4. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 50 API 510 a) Para evaluar la pérdida de metal en exceso del margen por corrosión, se puede realizar una evaluación de FFS de acuerdo con API 579-1/ASME FFS-1, Partes 4, 5 ó 6, según corresponda. Esta evaluación requiere el uso de un margen por corrosión a futuro, el cual deberá ser establecido en base a la Sección 6 de este código inspección. b) Para evaluar las ampollas, daños HIC/SOHIC y laminaciones, se debería realizar una evaluación FFS de acuerdo con API 579-1/ASME FFS-1, parte 7 y Parte 13, respectivamente. En algunos casos, esta evaluación requerirá el uso de un margen de corrosión a futuro, el cual deberá ser establecido en base a la Sección 6 de este código inspección. c) Para evaluar desalineación en soldaduras y deformaciones del cuerpo, se debería realizar una evaluación FFS de acuerdo con API 579-1/ASME FFS-1, Parte 8. d) Para evaluar defectos tipo fisura, se debería realizar una evaluación FFS de acuerdo con API 579-1/ASME FFS1, Parte 9. Cuando se utilizan técnicas de ultrasonidos con haz angular para determinar el tamaño de los defectos, se deberá utilizar un examinador industrial calificado para ultrasonidos con haz angular. e) Para evaluar el potencial de daño por creep en los componentes que operan en el régimen de creep, se debería realizar una evaluación FFS de acuerdo con API 579-1/ASME FFS-1, Parte 10. f) Para evaluar los efectos de daño por fuego, se debería realizar una evaluación FFS de acuerdo con API 5791/ASME FFS-1, Parte 11. g) Para evaluar daños en los componentes por indentaciones y rayado, se debería realizar una evaluación FFS de acuerdo con API 579-1/ASME FFS-1, Parte 12. 7.6 Determinación del espesor requerido El espesor requerido deberá basarse en la presión, y consideraciones mecánicas y estructurales, utilizando las fórmulas de diseño y tensiones admisibles apropiadas del código. Para los servicios con elevadas consecuencias potenciales en caso de producirse una falla, el ingeniero debería considerar el aumento del espesor requerido por encima del espesor mínimo calculado, para considerar cargas imprevistas o desconocidas, las pérdidas de metal no conocidas, o resistencia al abuso normal. 7.7 Evaluación de equipos existentes con documentación mínima Para recipientes a presión que no tienen placa de identificación y muy poca o ninguna documentación de diseño y construcción, se pueden utilizar los siguientes pasos para verificar la integridad operativa: 1) Llevar a cabo una inspección para determinar la condición del equipo incluyendo un control dimensional completo de todos los componentes necesarios para determinar el espesor mínimo requerido y la idoneidad del diseño del equipo [es decir, cabezales cuerpo(s), transiciones, aberturas, ponchos de refuerzo, soportes de apoyo, etc.]. 2) Definir los parámetros de diseño y preparar planos. 3) Realizar cálculos de diseño basados en códigos y normas aplicables. No utilice los valores de tensiones admisibles del Código ASME vigente (basado en el factor de diseño de 3.5) para los recipientes diseñados a una edición o adenda del Código ASME anterior a la adenda de 1999 y que no fueron diseñados según el Caso Código ASME 2290 o el Caso Código 2278. Para los recipientes diseñados a una edición o adenda del Código ASME anterior a la adición de 1999 y que no fueron diseñados según el Caso Código ASME 2290 o el Caso Código 2278, use los valores de tensiones admisibles del Código ASME anterior a 1999 (basadas en un factor de diseño de 4.0 o 5.0). Ver el Código ASME, Sección VIII, División 1, párrafo UG-10 (c) como guía para la evaluación de materiales no identificados. Si no se sigue UG-10 (c), entonces para aceros al carbono utilice las Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 51 tensiones admisibles del SA-283 Grado C y para aleaciones y materiales no ferrosos, use análisis de fluoroscopía de rayos X para determinar el tipo de material sobre el cual basar los valores de tensión admisible. Cuando se desconoce la extensión de la inspección radiográfica realizada originalmente, use una eficiencia de junta de 0,7 para soldaduras a tope Tipo No. (1), y 0,65 para soldaduras a tope tipo No. (2), y 0,85 para cuerpos, cabezales y boquillas sin costura o considerar la realización de radiografía si se necesita una mayor eficiencia de junta. (Tener en cuenta que la realización de radiografía de soldaduras en un recipiente con un diseño y documentación de construcción mínimos o nulos puede resultar en la necesidad de una evaluación FFS y reparaciones importantes) 4) Colocar la placa de identificación mostrando la MAWP y temperatura, MAT, y fecha. 5) Realizar una prueba de presión tan pronto como se pueda, según lo requerido por el código de construcción utilizado para los cálculos de diseño. 7.8 Informes y registros 7.8.1 Los dueños y usuarios de recipientes a presión deberán mantener registros permanentes y progresivos de sus recipientes a presión y dispositivos de alivio de presión. Los registros permanentes serán mantenidos durante toda la vida útil de cada elemento del equipo; los registros progresivos se actualizarán periódicamente para incluir la nueva información sobre inspección, y el historial de mantenimiento del equipo y los dispositivos de alivio de presión, así como también toda la información de operación que pueda afectar la integridad del equipo. 7.8.2 Los registros del recipiente a presión y de los dispositivos de alivio de presión deberán contener cuatro tipos de información correspondientes a la integridad mecánica. Esos cuatro tipos y algunos ejemplos útiles de cada uno incluyen lo siguiente: a) Información de construcción y diseño. Por ejemplo, número de serie del equipo u otra identificación, reportes de datos del fabricante, planos para fabricación, formularios U-1 u otros formularios de construcción, fotos o calcos de la placa de identificación, curvas de tratamientos térmicos, especificaciones de datos de diseño, cálculos de diseño del recipiente, cálculos de dimensionamiento de los dispositivos de alivio de presión y los planos de construcción. b) Historial de inspecciones. Por ejemplo, los informes de inspección y los datos de cada tipo de inspección realizada (ej. internas, externas, mediciones de espesor), y las recomendaciones de inspección. Los informes de recomendaciones de inspección para inspección de reparaciones deberán documentar la fecha de cada inspección y/o examen, la fecha de la próxima inspección programada, el nombre de la persona que realizó la inspección y/o el examen, el número de serie u otro identificador del equipo inspeccionado, una descripción de la inspección y/o el examen realizado, y los resultados de la inspección y/o el examen. Los registros RBI del recipiente a presión deberían estar de acuerdo con API 580, Sección 17. Los registros deberían indicar también el estado de cada recomendación de inspección, incluyen la razón por la cual una recomendación de inspección no fue implementada. c) Información de reparaciones, alteraciones, y reclasificación. Por ejemplo: 1) formularios de reparaciones y alteraciones, como el que se muestra en el Anexo D; 2) informes que indican que el equipo esta aun en servicio, ya sea con las deficiencias detectadas, con reparaciones temporales o que las recomendaciones para la reparación son adecuadas para la continuidad del servicio hasta que las reparaciones pueden ser completadas; y 3) la documentación de reclasificación (incluyendo cálculos de reclasificación, nuevas condiciones de diseño y evidencia de estampado). Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 52 API 510 d) Los requisitos de documentación de la evaluación FFS se describen en API 579-1/ ASME FFS-1, Parte 2.8. Los requisitos de documentación específicos para el tipo de fallo que se está evaluando se proporcionan en el capítulo correspondiente de la API 579-1/ ASME FFS-1. 7.8.3 Registros de operación y mantenimiento en sitio, como por ejemplo las condiciones de operación, incluyendo alteraciones operacionales que puedan afectar la integridad mecánica, y los daños mecánicos por mantenimiento, deberían también estar disponibles para el inspector. Remitirse a API 572, Anexo C para ver ejemplos de formularios. 8 Reparaciones, alteraciones, y reclasificación de recipientes a presión 8.1 Reparaciones y alteraciones 8.1.1 General Todas las reparaciones y alteraciones a recipientes a presión deberán ser realizadas por una organización reparadora de acuerdo con los principios aplicables del Código ASME o del código de construcción o reparación aplicable y de acuerdo con el plan de reparación específico del equipo preparado por el inspector o el ingeniero. Las reparaciones a los dispositivos de alivio de presión deberían estar de acuerdo con API 576 y el manual QA aprobado de válvulas de alivio. La organización reparadora deberá seguir todos los requisitos aplicables de seguridad como se indica en 5.3. 8.1.2 Autorización Todas las reparaciones y alteraciones a recipientes a presión deberán ser autorizadas por el inspector antes que el trabajo sea iniciado por una organización reparadora. No se puede dar la autorización para alteraciones de recipientes a presión que cumplen con el Código ASME Sección VIII Divisiones 1 y 2 ni para reparaciones a recipientes a presión que cumplen con el Código ASME Sección VIII Divisiones 1 y 2, hasta que también un ingeniero haya aprobado el trabajo. El inspector definirá los puntos de control que sean requeridos para reparaciones y alteraciones. El inspector puede dar una autorización general previa para reparaciones limitadas o de rutina en un recipiente a presión determinado siempre que el inspector esté satisfecho con la competencia de la organización reparadora y que las reparaciones sean del tipo que no requerirá una prueba de presión [ej. recubrimiento con metal de soldadura en caso de corrosión en un recipiente que no requiera tratamiento térmico (PWHT)]. 8.1.3 Aprobación 8.1.3.1 Antes de realizar cualquier reparación o alteración, todos los métodos propuestos de diseño, ejecución, materiales, procedimientos de soldadura, NDE, y los ensayos deberán ser aprobados por el inspector. Para alteraciones, reparaciones mayores y reparaciones temporarias, se requiere la aprobación del inspector y del ingeniero. El inspector puede establecer los puntos de control a ser implementados durante la ejecución del trabajo. 8.1.3.2 El inspector deberá aprobar todos los trabajos de reparación y alteración especifica en los puntos de control establecidos, y después de la finalización del trabajo de acuerdo con el plan de reparación. 8.1.4 Diseño Las nuevas boquillas, conexiones, o partes de reemplazo de repuesto deberán cumplir con los requisitos de diseño del código de construcción aplicable. El diseño de las piezas de reemplazo y nuevas boquillas deberá emplear los mismos criterios de tensión admisible que el utilizado para el diseño del recipiente. El diseño, ubicación y modo de fijación deberán cumplir con los requisitos del código de construcción aplicable. Cuando el daño a las partes de un recipiente sea tan grande que las reparaciones no las pueden restaurar a las condiciones de diseño, las partes deberán ser reemplazadas. Un ingeniero deberá aprobar todas las instalaciones de boquillas. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 8.1.5 53 Materiales El material utilizado en las reparaciones o alteraciones deberá ser conforme al código de construcción aplicable. El marcado del material, las prácticas de control de materiales y los informes de ensayos de materiales proporcionados al dueño/usuario deberán cumplir con el código de construcción aplicable. Los materiales utilizados para las reparaciones y alteraciones soldadas deberán ser de calidad soldable reconocida y ser compatibles con el material original. No se deberán soldar aceros al carbono o aleados con contenido de carbono mayor a 0,35% y los aceros al carbono o aleados con contenido de carbono mayor a 0,30% pueden necesitar cuidados especiales y precalentamiento para evitar la fisuración en la soldadura. Si el inspector considera que hay dudas respecto a lo documentos de verificación del material, se debería especificar PMI. 8.1.6 Reparación de defectos Las reparaciones de los defectos encontrados en los componentes de recipientes a presión se pueden realizar mediante varias técnicas que dependen a menudo del tamaño y naturaleza del defecto, de los materiales de construcción, y de los requisitos de diseño del recipiente a presión. Remitirse a ASME PCC-2, Artículo 3.4 como guía para la excavación de defectos y reparación por soldadura. Las técnicas de reparación se pueden clasificar como permanentes o temporales dependiendo de su diseño y la conformidad con el código de construcción aplicable. 8.1.6.1 Las reparaciones temporales 8.1.6.1.1 General Las reparaciones temporales se pueden realizar en recipientes a presión en tanto que el inspector y el ingeniero estén convencidos que la reparación hará que el recipiente sea apto para continuar en servicio hasta que se puedan realizar las reparaciones permanentes. Las reparaciones temporales deberían ser removidas y reemplazadas por reparaciones permanentes adecuadas en la primera oportunidad de mantenimiento disponible. Las reparaciones temporales solo pueden permanecer en su lugar durante un período mayor de tiempo sólo si es evaluado, aprobado, y documentado por el ingeniero y por el inspector. La documentación de las reparaciones temporales debería incluir: a) ubicación de la reparación temporal; b) detalles específicos sobre la reparación (ej. material de construcción, espesor, tamaño de las soldaduras, NDE realizados); c) detalles de los análisis realizados, incluyendo cálculos de ingeniería que demuestren que el recipiente es apto para el servicio hasta que la reparación permanente o el reemplazo sean completados; d) requisitos para próximas inspecciones; y e) fecha límite para la instalación de la reparación permanente; Los planes de inspección deberán incluir el control de la integridad de la reparación temporal hasta que las reparaciones permanentes sean completadas. Remitirse a ASME PCC-2, Artículos 2.4 y 3.6 como guía para las cajas de pérdidas soldadas y las abrazaderas mecánicas. 8.1.6.1.2 Parches soldados a filete 8.1.6.1.2.1 Se pueden utilizar parches soldados a filete para hacer reparaciones temporales en zonas dañadas, corroídas o erosionadas de componentes de recipientes a presión. Las fisuras no deberán ser reparadas de esta manera a menos que el ingeniero determine que las fisuras no se propagarán debajo del parche. En algunos Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 54 API 510 casos, el ingeniero puede necesitar realizar un análisis FFS. Las reparaciones temporales utilizando parches soldados a filete deberán ser aprobadas por el inspector y por el ingeniero. 8.1.6.1.2.2 Los parches soldados a filete requieren una consideración especial de diseño, sobre todo relacionada con la eficiencia de junta soldada. a) Los parches soldados a filete pueden ser aplicados en las superficies internas o externas de cuerpos, cabezales, y colectores. Preferentemente deberían ser aplicados en la superficie externa para facilitar su examen en línea. b) Los parches soldados a filete son diseñados para absorber las deformaciones de membrana de las partes. Entonces, para que estén de acuerdo a las reglas del código de construcción aplicable, resulta lo siguiente: 1) La tensión admisible de membrana no es excedida en las partes del recipiente o en los parches. 2) La deformación en los parches no resulta en tensiones en las soldaduras de filete que superen las tensiones admisibles para tales soldaduras. Las excepciones a estos requisitos deberán ser justificadas con un análisis FFS apropiado. 8.1.6.1.2.3 Un parche soldado a filete no deberá ser instalado sobre un parche soldado a filete existente excepto como refuerzo adicional de aberturas, en caso de ser aplicable por el código de construcción. Al instalar un parche soldado a filete adyacente a un parche soldado a filete existente, la distancia entre bordes de las soldaduras de filete no deberá ser menor que: donde d es la distancia mínima entre los bordes de soldaduras de filete adyacentes, en in. (mm), R es el radio interior del recipiente, en in. (mm.), t es el espesor actual de la pared subyacente del recipiente, en in. (mm). Las excepciones a este requisito en algunos medios de bajas consecuencias (ej. servicios de baja presión con erosión por catalizador) deberán ser justificadas por una combinación apropiada de análisis FFS y de riesgo. 8.1.6.1.2.4 Las placas para los parches soldados a filete deberán tener esquinas redondeadas con un radio mínimo de 1 in. (25 mm). 8.1.6.1.3 Reparaciones con bandas solapadas Se puede considerar utilizar una banda solapada que cubra toda la circunferencia si se cumplen los siguientes requisitos: a) El diseño es aprobado y documentado por el ingeniero y por el inspector. b) Las fisuras no deberán ser reparadas de esta manera a menos que el ingeniero determine que no se espera que la fisura se propague debajo de la banda solapada. En algunos casos, el ingeniero puede necesitar realizar un análisis FFS c) La banda está diseñada para contener toda la presión de diseño del recipiente. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 55 d) Todas las costuras longitudinales en la banda de reparación son soldaduras a tope con penetración total, con eficiencia de junta de diseño e inspección consistentes con el código apropiado. e) Las soldaduras de filete circunferenciales que fijan la banda al recipiente son diseñadas para transferir la carga longitudinal total en el cuerpo del recipiente, usando una eficiencia no mayor a 0.45. Donde sean significantes, los efectos de la excentricidad de la camisa respecto al cuerpo original deberán ser considerados en el dimensionamiento de las soldaduras de unión de la banda. f) Se deberán realizar NDE superficiales apropiados en todas las soldaduras de fijación. g) Debería considerarse, de ser aplicable, la fatiga de las soldaduras de fijación, tal como la fatiga resultante de la expansión térmica diferencial de la banda respecto al cuerpo del recipiente. h) El material de la banda y el metal de soldadura son adecuados para el contacto con el fluido contenido en las condiciones de diseño y se ha proporcionado un margen de corrosión apropiado en la banda. i) El mecanismo de daño que condujo a la necesidad de reparación deberá ser considerado al determinar si se necesita realizar algún monitoreo o realizar futuras inspecciones de la reparación. Ver ASME PCC-2, Articulo 2.6 para manguitos en toda la circunferencia para conexiones de recipientes. 8.1.6.1.4 Conexiones que no penetran Las conexiones que no penetran (incluidos los casquetes de tubos unidos como conexiones) se pueden utilizar como reparaciones permanentes, pero no para reparar fisuras, cuando el diseño y modo de unión cumplen con los requisitos aplicables del código apropiado. El diseño y el refuerzo de dichas conexiones deberán considerar la pérdida de material original del cuerpo encerrado por la conexión. El material de la conexión deberá ser apto para el contacto con el fluido contenido en las condiciones de diseño y se deberá proporcionar un margen por corrosión adecuado. El mecanismo de daño que condujo a la necesidad de reparación deberá ser considerado al determinar si se necesita realizar algún monitoreo o realizar futuras inspecciones de la reparación. 8.1.6.2 Las reparaciones permanentes 8.1.6.2.1 Las técnicas típicas de reparaciones permanentes incluyen: a) Excavación del defecto y suavizado por desbaste para contornear de acuerdo con API 579-1/ASME FFS-1, Parte 5. También remitirse a ASME PCC-2, Artículo 3.4 para guía sobre excavación de defectos y reparación por soldadura. b) Excavación del defecto y reparación por soldadura de la excavación. c) Reemplazo de una sección o del componente que contiene el defecto. d) Recubrimiento con metal de soldadura del área corroída. e) Agregar placas o bandas de revestimiento a la superficie interior No se debería intentar realizar, sin consultar previamente con un ingeniero, la reparación de una grieta en una discontinuidad donde la concentración de tensiones es elevada (ej. fisuras en una soldadura de una conexión al cuerpo). Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 56 8.1.6.2.2 API 510 Placas insertadas Las placas del cuerpo dañadas o corroídas pueden ser reparadas mediante la remoción de una sección y su reemplazo con un parche insertado (parche al ras) que cumpla con el código aplicable. Se pueden utilizar parches insertados si se cumplen los siguientes requisitos: a) Se especifican soldaduras a tope de penetración total. b) Las soldaduras son radiografiadas de acuerdo con el código de construcción aplicable. El radiografiado puede ser reemplazado por examen ultrasónico de acuerdo con el Caso Código ASME 2235 o el Código ASME, Sección VIII, división 2, 7.5.5, si los procedimientos NDE son aprobados por el inspector. c) Todas las esquinas de la placa insertada que no se extienden hasta una soldadura longitudinal u horizontal existente deberán ser redondeadas a un radio mínimo de 1 in. (25 mm). La proximidad de una soldadura a las soldaduras existentes deberá ser revisada por el ingeniero. Remitirse a ASME PCC-2, Articulo 2. 1 para reparación con placas insertadas. 8.1.6.3 Resistencia del metal de aporte para recubrimientos y reparaciones a soldaduras existentes 8.1.6.3.1 El metal de aporte utilizado para reparaciones por soldadura al metal base del recipiente debería tener una resistencia a la tracción mínima especificada igual o mayor que la resistencia a la tracción mínima especificada del metal base. 8.1.6.3.2 Si se usa un metal de aporte que tiene una resistencia a la tracción mínima especificada menor que la resistencia a la tracción mínima especificada del metal base, se deberá considerar la compatibilidad de la composición del metal de aporte con la composición del metal en cuanto a la soldabilidad y al daño por servicio. Además, se deberá cumplir con todo lo siguiente: a) El espesor de la reparación deberá ser mayor que el 50% del espesor requerido del metal base (esto excluye el margen por corrosión). b) El espesor de la soldadura de reparación deberá ser incrementado en función de la relación entre la resistencia a la tracción mínima especificada para el metal base y la resistencia a la tracción mínima especificada del metal de aporte utilizado para la reparación. donde: Tfill es el espesor de metal de soldadura de reparación, en in. (mm), d es la profundidad de metal base perdido por corrosión y por la preparación de la soldadura, en in. (mm), Sbase es la resistencia a la tracción del metal base, en ksi (MPa), Sfill es la resistencia a la tracción del metal de aporte, en ksi (MPa). c) El espesor incrementado de la reparación deberá tener esquinas redondeadas y deberá ser suavizado hacia el metal base utilizando una pendiente de 3 a 1. e) La reparación deberá realizarse con un mínimo de dos pasadas. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 8.1.6.4 57 Reparaciones a revestimientos y clad de acero inoxidable 8.1.6.4.1 El procedimiento de reparación para restaurar áreas removidas, corroídas o perdidas de revestimientos o clad, deberá ser revisado y aprobado por el ingeniero y por el inspector antes de su implementación. 8.1.6.4.2 Se deberán considerar los factores importantes que puedan afectar el plan de reparación. Estos factores incluyen el nivel de tensión, número P del material de base, medio, posible hidrógeno disuelto previamente, tipo de revestimiento, deterioro de las propiedades del metal base (por fragilización térmica de aleaciones cromomolibdeno u otros mecanismos de daño que produzcan pérdida de tenacidad), las temperaturas mínimas de presurización, y una necesidad de examen periódico futuro. 8.1.6.4.3 Para equipos expuestos a migración de hidrógeno atómico en el metal base (equipos que operan en servicio de hidrógeno a alta temperatura o han tenido áreas del metal base expuestas a la corrosión), los siguientes factores adicionales deberían ser considerados por el ingeniero al desarrollar el plan de reparación: a) desgasificación de metal base; b) endurecimiento de metal base debido a la soldadura, desbaste o repelado; c) control de la temperatura de precalentamiento y entre pasadas; d) PWHT para reducir la dureza y restaurar las propiedades mecánicas. Estas reparaciones deberán ser supervisadas por un inspector para asegurar el cumplimiento de los requisitos de reparación. Después de enfriar hasta temperatura ambiente, la reparación deberá ser examinada por el método PT de acuerdo con el Código ASME, Sección VIII, División I, Apéndice 8. 8.1.6.4.4 Para los recipientes construidos con metales base P-3, P-4 o P-5, el metal base en el área de la reparación también debería ser examinado en busca de fisuras mediante un examen ultrasónico de acuerdo con el Código ASME, Sección V , artículo 4, párrafo T-473. Para aleaciones que pueden ser afectadas por fisuración diferida, resulta más apropiado realizar esta inspección al menos 24 horas después de completada la reparación. 8.1.6.4.5 Remitirse a ASME PCC-2, Artículo 2.11 para obtener información adicional sobre recubrimiento con soldadura y restauración de clad. 8.1.7 Soldadura y hot tapping 8.1.7.1 General Toda soldadura en reparación y alteración deberá estar de acuerdo con los requisitos aplicables del Código ASME o el código de construcción o reparación aplicable, salvo lo permitido en 8.1.6.3. Remitirse a API 582 y API 577 para consideraciones adicionales sobre soldadura. Remitirse a API 2201 por aspectos de seguridad cuando se realicen soldaduras sobre el equipo en funcionamiento (ej. durante hot tapping) y a ASME PCC2, Artículo 2.10 para obtener una guía técnica para soldaduras en servicio. 8.1.7.2 Procedimientos, calificaciones y registros 8.1.7.2.1 La organización reparadora deberá utilizar soldadores y procedimientos de soldadura calificados de acuerdo con los requisitos del código ASME Sección IX o aquellos referidos por el código construcción. El inspector deberá verificar que los soldadores suelden dentro de los rangos calificados en la calificación de procedimiento de soldadura y dentro de los rangos especificados en la especificación de procedimiento de soldadura (WPS). Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 58 API 510 8.1.7.2.2 La organización reparadora deberá mantener registros de sus procedimientos de soldadura calificados y de sus registros de calificación de procedimiento. Estos registros deberán estar a disposición del inspector antes del inicio de la soldadura. 8.1.7.2.3 API 577 proporciona una guía sobre cómo revisar los procedimientos de soldadura, los registros de calificación de procedimientos, las calificaciones de desempeño de los soldadores y cómo responder a las no conformidades de soldadura. 8.1.7.3 Precalentamiento La temperatura de precalentamiento utilizada cuando se hacen soldaduras de reparación deberá estar de acuerdo con el código aplicable y con el procedimiento de soldadura calificado. Las excepciones deberán ser aprobadas por el ingeniero, y requerirán que se use un nuevo WPS si la excepción es una temperatura de precalentamiento más fría que la especificada en el WPS actual. El inspector debería asegurarse que se mide y se mantiene la temperatura mínima de precalentamiento. Para alternativas al precalentamiento tradicional en soldaduras remitirse a ASME PCC-2, Artículo 2.8. 8.1.7.4 Tratamiento térmico posterior a la soldadura (PWHT) 8.1.7.4.1 General El PWHT en reparaciones o alteraciones de recipientes a presión debería ser realizado utilizando los requerimientos relevantes del Código ASME, del código de construcción aplicable o de un procedimiento alternativo aprobado de PWHT definido en 8.1.7.4.3. Para tratamientos térmicos de recipientes en campo remitirse a ASME PCC-2, Artículo 2.14. 8.1.7.4.2 Tratamiento térmico posterior a la soldadura localizado Un PWHT localizado puede ser sustituido por el uso de mantas calefactoras que rodeen completamente en los 360° en reparaciones locales en todos los materiales, siempre y cuando se tomen las siguientes precauciones y se cumplan los siguientes requisitos: a) La solicitud es revisada, y un ingeniero con experiencia en las especialidades de ingeniería aplicables desarrolla un procedimiento. b) Se deberá evaluar la conveniencia del procedimiento considerando los siguientes factores: 1) espesor del metal base; 2) los gradientes térmicos durante el enfriamiento; 3) las propiedades del material (dureza, composición, resistencia, etc.); 4) los cambios debidos al PWHT localizado; 5) la necesidad de soldaduras de penetración total; 6) los exámenes superficiales y volumétricos luego del PWHT localizado; 7) las deformaciones y distorsiones generales y localizadas resultantes del calentamiento localizado en un área del cuerpo del recipiente a presión con desplazamientos restringidos. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 59 c) Se mantiene durante la soldadura un precalentamiento de 300°F (150°C) o mayor, según lo especificado por el procedimiento de soldadura. d) La temperatura del PWHT deberá ser mantenida a una distancia de no menos de dos veces el espesor del metal base, medida desde el borde de la soldadura. La temperatura del PWHT deberá ser monitoreada con un número adecuado de termocuplas (al menos dos). Para determinar el número de termocuplas necesario se debería considerar el tamaño y la forma del área tratada térmicamente. e) Se deberá aplicar un calentamiento controlado a toda conexión o accesorio que se encuentre dentro de la zona del PWHT. f) Cuando se lleva a cabo un PWHT para proveer resistencia al agrietamiento asistido por el medio, se deberá realizar una revisión metalúrgica para evaluar si el procedimiento es aceptable. 8.1.7.4.3 Métodos de precalentamiento o soldadura con deposición controlada (CDW) como alternativas al PWHT 8.1.7.4.3.1 General 8.1.7.4.3.1.1 Remitirse a ASME PCC-2, Artículo 2.9 para obtener información adicional sobre alternativas al PWHT. 8.1.7.4.3.1.2 El precalentamiento o la CDW, tal como se describen en 8.1.6.4.2.2 y 8.1.6.4.2.3, se pueden usar en lugar del PWHT cuando el PWHT sea desaconsejable o mecánicamente innecesario. Antes de utilizar cualquier método alternativo, se deberá realizar una evaluación metalúrgica conducida por un ingeniero para asegurar que la alternativa propuesta es adecuada para la aplicación. La evaluación debería tener en cuenta factores tales como el motivo del PWHT original del equipo, la susceptibilidad a agrietamiento por corrosión bajo tensión, las tensiones en la zona de las soldaduras, la susceptibilidad al ataque por hidrógeno a alta temperatura, la susceptibilidad al creep, etc. El inspector es responsable de verificar que el método utilizado está de acuerdo con las especificaciones del dueño/usuario y con los requisitos de esta sección. 8.1.7.4.3.1.3 La selección del método de soldadura utilizado se deberá basar en las reglas del código de construcción aplicable a los trabajos previstos, conjuntamente con consideraciones técnicas sobre la idoneidad de la soldadura realizada, en la condición tal como queda luego de soldar, para las condiciones de operación y de prueba de presión. 8.1.7.4.3.1.4 Cuando se hace referencia en esta sección a materiales por su designación ASME, número P y número de grupo, los requisitos de esta sección se aplican a los materiales del código original de construcción, ya sean estos ASME u otros, siempre que estos últimos cumplan los requisitos de composición química y propiedades mecánicas, número P y número de grupo de las designaciones ASME. 8.1.7.4.3.1.5 Los recipientes construidos con aceros diferentes a los mencionados en 8.1.7.4.3.2 y 8.1.7.4.3.3, que inicialmente requirieron un PWHT, deberán ser tratados térmicamente si las alteraciones o reparaciones involucran la realización de soldaduras en los límites de presión. Cuando se utiliza uno de los siguientes métodos como alternativa al PWHT, el factor de eficiencia de junta se podrá mantener si el factor ha sido usado en el diseño actualmente clasificado. 8.1.7.4.3.2 Método de precalentamiento (no son requeridos ensayos de impacto) 8.1.7.4.3.2.1 El método de precalentamiento, cuando se realiza en lugar de PWHT, está limitado a los siguientes materiales y procesos de soldadura: Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 60 API 510 a) Los materiales se deberán limitar a P-No. 1, Grupos 1, 2, y 3, y P-No. 3, Grupos 1 y 2 (excluyendo a los aceros Mn-Mo en el Grupo 2). b) Los procesos de soldadura se deberán limitar a soldadura de arco con electrodo revestido (SMAW), de arco con electrodo metálico y protección gaseosa (GMAW) y de arco con electrodo de tungsteno y protección gaseosa (GTAW). 8.1.7.4.3.2.2 El método de precalentamiento se deberá realizar como sigue: a) El área de la soldadura deberá ser precalentada y mantenida a una temperatura mínima de 300°F (150°C) durante la soldadura. b) La temperatura de 300°F (150°C) debería ser controlada de tal forma de asegurar que 4 in. (100 mm) de material o cuatro veces el espesor del material (el que sea mayor) a cada lado de la ranura se mantiene a la temperatura mínima durante la soldadura. La temperatura máxima entre pasadas no deberá exceder de 600°F (315°C). c) Cuando la soldadura no penetra a través de todo el espesor del material, la temperatura de precalentamiento mínima y la máxima temperatura entre pasadas sólo necesitan ser mantenidas a una distancia de 4 in. (100 mm) o cuatro veces la profundidad de la soldadura de reparación, la que sea mayor, a cada lado de la junta. Nota: No son requeridos ensayos de impacto cuando se utiliza este método de precalentamiento en lugar de PWHT. 8.1.7.4.3.3 Método CDW (son requeridos ensayos de impacto) El método CDW puede ser usado en lugar del PWHT de acuerdo con lo siguiente: a) Los ensayos de impacto, tales como los establecidas por el Código ASME, Sección VIII, División 1, partes UG-84 y UCS-66, son necesarios cuando el ensayo de impacto es requerido por el código original de construcción o el código de construcción aplicable a los trabajos previstos. b) Los materiales se deberán limitar a aceros P-N°1, P-N°3, y P-N° 4. c) Las soldaduras se deberán limitar a los procesos SMAW, GMAW y GTAW. d) Para cada aplicación se deberá desarrollar y calificar una especificación del procedimiento de soldadura. El procedimiento de soldadura deberá definir la temperatura de precalentamiento y la temperatura entre pasadas e incluir los requerimientos de temperatura de pos calentamiento en el punto f) 8). El espesor calificado para las placas de ensayo y las ranuras de reparación deberá estar de acuerdo con la Tabla 8-1. El material utilizado para los ensayos de calificación deberá ser de la misma especificación de material (incluyendo el tipo, grado, clase y condición de tratamiento térmico) que la especificación del material original para la reparación. Si la especificación del material original es obsoleta, el material de ensayo utilizado deberá ajustarse tanto como sea posible al material utilizado para la construcción, pero en ningún caso el material deberá ser de menor resistencia o tener un contenido de carbono mayor a 0.35%. e) Cuando el código de construcción aplicable a los trabajos previstos especifica ensayos de impacto, el registro de calificación de procedimiento (PQR) deberá incluir los ensayos suficientes para determinar que la tenacidad del metal de soldadura y de la zona afectada por el calor del metal base en la condición que queda después de soldar es la adecuada con la MDMT (tal como el criterio utilizado en el Código ASME Sección VIII División I, partes UG-84 y UCS 66). Si además existen exigencias especiales sobre límites de dureza necesarios para la resistencia a la fisuración por corrosión bajo tensión (ej. como se establece en NACE SP0472 y Nace MR0103), el PQR deberá incluir también ensayos de dureza. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 61 f) La WPS deberá incluir los siguientes requisitos adicionales: 1) Deberán aplicarse las variables esenciales suplementarias del Código ASME, Sección IX, párrafo QW-250 2) El aporte de calor máximo de soldadura por pasada no deberá ser superior al utilizado en el ensayo de calificación del procedimiento. 3) La mínima temperatura de precalentamiento no deberá ser menor que la utilizada en el ensayo de calificación del procedimiento. 4) La máxima temperatura entre pasadas no deberá ser mayor que la utilizada en el ensayo de calificación del procedimiento. 5) La temperatura de precalentamiento deberá ser controlada de manera de asegurar que 4 in. (100 mm) de material o cuatro veces el espesor del material (el que sea mayor) a cada lado de la junta soldada se mantiene a la temperatura mínima durante la soldadura. Cuando la soldadura no penetra a través de todo el espesor del material, la temperatura mínima de precalentamiento sólo necesita ser mantenida a una distancia de 4 in. (100 mm) o de cuatro veces la profundidad de la soldadura de reparación, lo que sea mayor, a cada lado de la junta soldada. 6) Para los procesos de soldadura indicados en c), utilizar solamente electrodos y metales de aporte que estén clasificados con un designador opcional suplementario de hidrógeno difusible de H8 o menor. Cuando se utilizan con un proceso gases de protección, el gas deberá tener un punto de rocío no mayor a -60°F (-50°C). Las superficies sobre las que se realizará la soldadura deberán ser mantenidas secas y libres de óxido, cascarilla de laminación y contaminantes fuentes de hidrógeno tales como aceite, grasa u otros materiales orgánicos. 7) La técnica de soldadura deberá ser una técnica CDW, cordón revenido, o media capa. La técnica específica deberá ser la utilizada en el ensayo de calificación del procedimiento. 8) Para las soldaduras realizadas por SMAW, después de la finalización de la misma y sin permitir que la soldadura se enfríe por debajo de la temperatura mínima de precalentamiento, la temperatura de la soldadura se deberá incrementar hasta 500°F ± 50°F (260°C ± 30°C) durante un período mínimo de dos horas para ayudar a la desgasificación por difusión de todo hidrógeno incorporado al metal de soldadura durante la soldadura. Este horneado del hidrógeno puede ser omitido siempre que el electrodo utilizado esté clasificado por la especificación de metal de aporte con un designador opcional suplementario de hidrógeno difusible de H4 (como ser E7018-H4). 9) Después que la soldadura de reparación terminada se ha enfriado, la capa del cordón revenido de refuerzo final deberá ser removida dejando la soldadura esencialmente al ras con la superficie del metal base. Remitirse a WRC Boletín 412 para información técnica adicional con respecto a CDW. 8.1.8 NDE en soldaduras 8.1.8.1 API 577 proporciona una guía acerca de NDE en juntas soldadas o soldaduras. Previo a la soldadura usualmente el área preparada para la soldadura es examinada utilizando MT o PT para determinar que no existen defectos. Este examen es especialmente importante después de remover fisuras u otros defectos. 8.1.8.2 Una vez finalizada la soldadura, esta deberá ser examinada nuevamente con una técnica NDE apropiada indicada en la especificación de la reparación para determinar que no existen defectos utilizando estándares de aceptación aceptables para el inspector o el código de construcción aplicable. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 62 API 510 8.1.8.3 Las soldaduras nuevas que forman parte de una reparación o alteración en un recipiente a presión que originalmente tuvo requerimientos de radiografiado (ej. soldaduras circunferenciales y longitudinales) por el código de construcción, deberán ser examinadas radiográficamente de acuerdo con el código de construcción. En situaciones donde no es practicable la realización de una radiografía, las superficies accesibles de cada nueva soldadura no radiografiada deberán ser examinadas en su totalidad mediante UT en lugar de RT y/o con cualquier otra técnica de NDE apropiada que permita determinar que no existen defectos. UT en lugar de RT deberá seguir el caso código ASME 2235 o el Código ASME, Sección VIII, División 2, 7.5.5. Si son utilizadas otras técnicas NDE distintas a UT para reemplazar RT, la eficiencia de junta debería ser reducida al valor correspondiente a no radiografiado. Cuando el uso de técnicas NDE especificadas por el código de construcción no es posible o es impracticable, se pueden utilizar técnicas NDE alternativas siempre que sean aprobadas por el ingeniero y por el inspector. 8.1.8.4 Los criterios de aceptación para las reparaciones o alteraciones soldadas deberían estar de acuerdo con las secciones aplicables del Código ASME u otro código de clasificación aplicable. Tabla 8-1- Límites de calificación para espesores del metal base y depositado en el método CDW (son requeridos ensayos de impacto) Profundidad t de la ranura de ensayo soldada Profundidad de ranura de reparación calificada Espesor T de la muestra de ensayo soldado Espesor calificado del metal base t <t < 2 in. (50 mm) <T <t > 2 in. (50 mm) 2 in. (50 mm) a ilimitado t a La profundidad de la ranura usada en la calificación del procedimiento deberá ser lo suficientemente profunda como para permitir extraer las probetas de ensayo requeridas. 8.1.9 Inspección de soldaduras en recipientes sujetos a rotura frágil Para los recipientes construidos con materiales que pueden estar sujetos a rotura frágil (por API 579-1/ASME FFS1, Parte 3, u otro análisis) bajo condiciones normales o anormales de servicio, (incluyendo arranques, paradas y la prueba de presión), debería considerarse una inspección apropiada después de finalizada una reparación o alteración soldadas. Las discontinuidades, entallas u otros concentradores de tensión podrían iniciar una fractura frágil en la subsiguiente prueba de presión o en servicio. Deberían considerarse MT u otros métodos NDE superficiales efectivos. Se deberían seleccionar las técnicas de inspección apropiadas para detectar defectos críticos según lo determinado por una evaluación FFS. 8.2 Reclasificación 8.2.1 La reclasificación de un recipiente a presión por cambios de la temperatura de diseño, la temperatura mínima de diseño del metal, o su MAWP puede realizarse solamente después de haber cumplido con todos los requisitos siguientes: a) Se deberá justificar la reclasificación mediante cálculos realizados por el fabricante o un ingeniero del dueño/usuario (o su representante designado) con experiencia en diseño, fabricación e inspección. b) Se deberá realizar la reclasificación de acuerdo con los requisitos del código de construcción de l recipiente. Alternativamente, los cálculos se pueden realizar utilizando las fórmulas apropiadas de la última edición del código de construcción aplicable, siempre que todos los detalles esenciales del recipiente cumplen con los requisitos aplicables del Código ASME. Si el recipiente fue diseñado según una edición o adenda del Código ASME anterior de la adenda de 1999 y no fue diseñado según el caso código ASME 2290 o 2278, se puede Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 63 reclasificar con la última edición/adenda del código ASME si es permitido en la Figura 8-1. Tener en cuenta que para recipientes construidos por un código anterior a 1968 se deberá utilizar la tensión admisible de diseño original (basada en un factor de seguridad de 4.0 o 5.0) c) Los registros de inspección actuales verifican que el recipiente a presión es adecuado para las condiciones de servicio propuestas y que el margen por corrosión establecido es adecuado. Un aumento en la presión admisible de trabajo o la temperatura de diseño deberá estar basado en datos de espesores obtenidos de una inspección interna o en línea reciente. d) El recipiente deberá ser sometido a un ensayo de presión utilizando la fórmula de ensayo aplicable según el código utilizado para realizar los cálculos de reclasificación, a menos que cualquiera de las siguientes sea cierto: 1) el recipiente a presión ha sido ensayado en algún momento a una presión igual o mayor que la presión de prueba requerida por el código de construcción y Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 64 API 510 Obtener la información original del recipiente Fue el recipiente Construido con la edición 1968 o posterior del código ASME? (ver nota 1) No Notas: 1. Código ASME se refiere a la Sección VIII, Div. 1. Si No Fue la especificación del material reemplazada por una especificación vigente? 2. Material(es) del recipiente se define como el material esencial para la integridad estructural del recipiente. Están los materiales del recipiente listados en la última edición/adenda del código ASME? (ver nota 2) No 3. Se define como degradación del material debida a la operación a la pérdida de resistencia, de ductilidad o de tenacidad debido a creep, grafitización, fragilización térmica, ataque por hidrógeno, fatiga, etc., ver API 579 Si Fue el material original del recipiente certificado utilizando UG 10 del código ASME? Es la tensión admisible a la temperatura de reclasificación por la última edición/adenda del código ASME mayor que la tensión admisible original? Si No No Si Revisar el historial de operaciones Puede el material del recipiente ser certificado utilizando UG-10 del Si código ASME? Si No Pueden las propiedades del material del recipiente cumplir con una especificación de material vigente? Si No Figura 8.1 Ha sido el material degradado debido a la operación? (ver nota 3) Cumple la tenacidad del material con los requisitos de tenacidad de la última edición/adenda del código ASME? El recipiente o sus componentes no pueden ser reclasificados utilizando las tensiones admisibles de la última edición/adenda del código ASME No hay incentivos para usar las tensiones admisibles de la última edición/adenda del código ASME para la reclasificación No Satisfacen los componentes del recipiente los requisitos de impacto de API 579, Sección 3, u otras normas reconocidas de FFS para la condición de reclasificados? Si Reclasificar el recipiente utilizando las tensiones admisibles de la última edición/adenda del código ASME Si Reclasificación de recipientes utilizando las tensiones admisibles de la última edición o adenda del Código ASME Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 65 2) la integridad del recipiente es confirmada por técnicas especiales de ensayos no destructivos en lugar de la prueba de presión. La reclasificación es aceptable para el ingeniero. 8.2.2 La reclasificación del recipiente a presión se considerará completada cuando se realice la fijación de una placa de identificación adicional, o el estampado adicional, que lleven la información de la Figura 8-2. Reclasificado por: _______________________________ Fecha de reclasificación: __________ 20 ________ SAP Nº: ___________________________________ MAWP:____________PSIG MDMT: ___________F @_________F @_________PSIG Presión de prueba:__________PSIG Figura 8.2 Ejemplo de placa de identificación adicional 9 Reglas alternativas para recipientes a presión para E&P 9.1 Alcance y exenciones específicas 9.1.1 Esta sección establece las reglas mínimas de inspección alternativas para recipientes a presión que están exentos de las reglas establecidas en la Sección 6, excepto lo que se indica en 9.4 y 9.5. A excepción de la Sección 6, todas las secciones de este código de inspección son aplicables a los recipientes a presión de E&P. Estas reglas se proporcionan debido a que existen gran cantidad de diferencias en las características y necesidades de los recipientes a presión utilizados para el servicio de E&P. Los servicios E&P típicos son: los recipientes asociados con la perforación, la producción, acopio, transporte y tratamiento de petróleo líquido, gas natural, líquidos de gas natural, y el agua salada asociada (salmuera) 9.1.2 Las siguientes son las excepciones específicas: a) Los recipientes a presión portátiles y contenedores de gas comprimido portátiles asociados a la maquinaria de construcción, martinetes, equipos de perforación, equipos de servicio a pozos y su equipamiento, compresores, camiones, barcos, botes y barcazas deberán ser tratados, a efectos de inspección y registro, como parte de esa maquinaria y deberán estar sujetos a las reglas y regulaciones aplicables a ese tipo específico de máquina o contenedor. b) Recipientes a presión que se indican en el Apéndice A están exentos de los requisitos específicos de este código de inspección. 9.2 Definiciones 9.2.1 clases de recipientes Recipientes a presión utilizados en condiciones comunes de servicio, presión y riesgo. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 66 API 510 9.2.2 inspección externa Evaluación realizada desde el exterior de un recipiente a presión usando procedimientos visuales para establecer la aptitud del recipiente para la operación continua. La inspección puede, o no, realizarse mientras el recipiente se encuentre en operación. 9.2.3 inspección La evaluación externa, interna o en línea (o cualquier combinación de las tres) de la condición de un recipiente a presión. 9.2.4 inspección interna Evaluación realizada desde el interior de un recipiente a presión usando procedimientos visuales y/o NDE para establecer la aptitud del recipiente para la operación continua. 9.2.5 inspección en línea La evaluación realizada desde el exterior del recipiente a presión utilizando procedimientos de NDE para establecer la aptitud del recipiente para la operación continua. El recipiente puede, o no, estar en operación mientras que la inspección se lleva a cabo. 9.2.6 inspección progresiva Una inspección cuyo alcance (cobertura, intervalo, técnica, etc.) se incrementa como resultado de los hallazgos de inspección. 9.2.7 recipiente sección 9 Un recipiente a presión que está exento de las reglas establecidas en la Sección 6 de este documento. 9.3 Programa de inspección 9.3.1 General Cada propietario o usuario de recipientes sección 9 deberá tener un programa de inspección el cual asegurará que los equipos tienen suficiente integridad para el servicio previsto. Cada propietario o usuario E&P deberá tener la opción de emplear, dentro de las limitaciones de la jurisdicción en la que se encuentran los equipos, cualquier sistema apropiado de ingeniería, inspección, clasificación y registro que cumpla con los requisitos de este documento. 9.3.2 Inspecciones en línea o interna Una inspección en línea o una interna se pueden utilizar indistintamente para satisfacer los requisitos de inspección. a) Una inspección interna es requerida cuando la integridad de los recipientes no puede ser establecida con una inspección en línea. Cuando se utiliza inspección en línea se deberá emplear inspección progresiva. b) En la selección de la técnica(s) a ser utilizada para la inspección de un recipiente a presión, tanto la condición del recipiente como el medio con el cual opera deberían ser tomados en consideración. La inspección puede incluir cualquier número de técnicas no destructivas, incluida la inspección visual, cuando lo considere necesario el dueño/usuario. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 67 c) En cada inspección en línea o interna, la vida remanente por velocidad de corrosión deberá ser determinada como se describe en 7.2. 9.3.3 Determinación de la vida remanente por velocidad de corrosión 9.3.3.1 Para un recipiente nuevo, un recipiente para el que se están cambiando las condiciones de servicio, o los recipientes existentes, la vida remanente por velocidad de corrosión deberá ser determinada para cada recipiente o estimada para una clase de recipientes con base en la siguiente fórmula: En pulgadas por año o mm por año. Donde: tactual es el espesor actual, en in. (mm) medido durante la inspección en una zona dada o componente del recipiente. trequerido es el espesor requerido, en in. (mm) en la misma zona que se midió el espesor actual, obtenido por alguno de los siguientes métodos: a) Espesor nominal en la condición no corroído, menos el margen por corrosión especificado. b) El espesor medido original, si es documentado, en la condición no corroída, menos el margen por corrosión especificado. c) Los cálculos de acuerdo con los requisitos del código de construcción con que se construyó el recipiente a presión, o por los cálculos que se determinan utilizando las fórmulas adecuadas en la última edición del Código ASME, si todos los detalles esenciales cumplen con los requisitos aplicables del código utilizado. velocidad de corrosión =perdida de espesor de metal, en in. (mm), por año. Para recipientes en los cuales la velocidad de corrosión es desconocida, la velocidad de corrosión deberá ser determinada por alguno de los siguientes métodos. 1) La velocidad de corrosión se puede calcular a partir de datos recogidos por el dueño o usuar io del recipiente en un servicio igual o similar. 2) Si no se disponen de datos sobre recipientes en el mismo servicio o servicio similar, la velocidad de corrosión puede ser estimada a partir de la experiencia del dueño o usuario o con datos publicados de recipientes prestando servicios similares. 3) Si la velocidad de corrosión probable no se puede determinar por cualquiera de a o b, se deberá determinar en línea después de aproximadamente 1000 horas de servicio mediante el uso de dispositivos de monitore o de corrosión adecuados o a través de la medición de espesores no destructiva del recipiente o del sistema. Se deberán realizar determinaciones posteriores con intervalos apropiados hasta que se establezca la velocidad de corrosión. 9.3.3.2 La vida remanente deberá ser determinada por una persona con experiencia en el diseño y/o inspección de recipientes a presión. Si se determina que se ha realizado una inadecuada suposición, ya sea de la velocidad de corrosión o el espesor, la vida remanente deberá ser aumentada o disminuida de acuerdo con la velocidad o el espesor real. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 68 API 510 9.3.3.3 Deberán ser tenidos en cuenta otros mecanismos de falla (corrosión bajo tensión, fractura frágil, ampollado, etc.) para determinar la vida remanente del recipiente. 9.3.4 Inspecciones externas Lo siguiente aplica a las inspecciones externas: a) La inspección visual externa deberá, al menos, determinar el estado del cuerpo, cabezales, conexiones, aislamiento exterior, soportes y piezas estructurales, dispositivos de alivio de presión, margen para la expansión térmica, y la alineación general del recipiente sobre sus soportes. Toda evidencia de fuga debería ser investigada de manera que se pueda establecer la causa. No es necesario retirar el aislamiento si el recipiente completo se mantiene a una temperatura suficientemente baja o suficientemente alta para evitar la condensación de humedad. Referirse a API 572 para guías sobre la inspección externa de recipientes. b) Las secciones enterradas de los recipientes deberán ser monitoreadas para determinar su condición externa por el medio. Este monitoreo se deberá realizar a intervalos que deberán ser establecidos en base a la información de velocidad de corrosión obtenida durante las actividades de mantenimiento de tuberías adyacentes o conectadas de material similar, a la información obtenida entre intervalos de examinación en muestras enterradas de pruebas de corrosión de material similar, a la información de porciones representativas del recipiente real, o a la información de un recipiente en circunstancias similares. c) Los recipientes que se sabe que tienen una vida remanente de más de 10 años o que están protegidos contra la corrosión externa, por ejemplo, 1) recipientes aislados eficazmente para impedir la entrada de humedad; 2) recipientes criogénicos encamisados; 3) recipientes instalados en una caja de frío en la cual la atmósfera es purgada con un gas inerte; y 4) recipientes en los cuales la temperatura se mantiene suficientemente baja o suficientemente alta para evitar la presencia de agua no necesitan que la aislación sea removida para la inspección externa; sin embargo, la condición del sistema de aislación o su revestimiento exterior, tales como el cuerpo de la caja fría, deberá ser observado al menos cada cinco años y reparada si fuera necesario. 9.3.5 Clasificación de recipientes 9.3.5.1 General El dueño o el usuario del recipiente a presión deberán tener la posibilidad de establecer clases de inspección de los recipientes mediante la agrupación de los recipientes según clases comunes de servicio, presión y/o de riesgo. La clasificación de los recipientes deberá ser determinada por un individuo(s) experimentado en los criterios descritos a continuación. Si los recipientes se agrupan en clases (como menor y/o mayor riesgo), deberá considerarse como mínimo lo siguiente para establecer la clase de riesgo. a) Posibilidad de falla del recipiente, como MDMT; potencial para la formación de fisuras, corrosión y erosión; y la existencia de factores de mitigación. b) Antecedentes del recipiente, diseño, y las condiciones de operación, tales como, el tipo y el historial de reparaciones o alteraciones, la edad del recipiente, margen de corrosión remanente, propiedades de los fluidos contenidos, presión de operación, y la temperatura en relación con los límites de diseño. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS CÓDIGO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN: INSPECCIÓN EN SERVICIO, CLASIFICACIÓN, REPARACIONES Y ALTERACIONES 69 c) Consecuencias por falla del recipiente, tales como, la ubicación del recipiente en relación con los empleados o el público, posibilidad de daños en equipos, y las consecuencias ambientales. 9.3.5.2 RBI Se puede utilizar RBI para determinar los intervalos y el tipo y extensión de las inspecciones/exámenes futuros. Remitirse a 5.2 por requisitos generales. 9.3.5.3 Clasificación del riesgo Lo siguiente aplica a los intervalos de inspección. a) Las inspecciones deberán ser realizadas a intervalos determinados por la clasificación del riesgo del recipiente. Los intervalos de inspección para las dos clasificaciones principales del riesgo (menor y mayor) se definen abajo. Cuando se establecen clases de riesgos adicionales, los intervalos de inspección y muestreo deberán ser establecidos entre las clases de mayor riesgo y de menor riesgo como lo determine el dueño o el usuario. Si el dueño o el usuario deciden no clasificar los recipientes en clases de riesgos, se deberán seguir los requisitos de inspección y los intervalos de los recipientes de mayor riesgo. Si el dueño o el usuario deciden utilizar RBI, entonces el intervalo, extensión, y los métodos de inspección deberán ser determinados por el análisis RBI. b) Los recipientes de menor riesgo deberán ser inspeccionados como sigue: 1) Se pueden realizar inspecciones en una muestra representativa de recipientes en esa clase, o todos los recipientes en esa clase. 2) Se deberán realizar inspecciones externas cuando se realizan inspecciones internas o en línea, o a intervalos menores si lo decide el dueño. 3) Las inspecciones internas o en línea se deberán realizar por lo menos cada 15 años o tres cuartos de la vida remanente por velocidad de corrosión, lo que sea menor. 4) Toda evidencia de pérdidas o deterioro detectados en el intervalo entre inspecciones deberá requerir una inspección interna o en línea de ese recipiente y una reevaluación del intervalo de inspección para esa clase de recipientes. c) Los recipientes de mayor riesgo deberán ser inspeccionados como sigue: 1) Se deberán realizar inspecciones externas cuando se realizan inspecciones internas o en línea, o a intervalos menores si lo decide el dueño. 2) Las inspecciones internas o en línea se deberán realizar por lo menos cada 10 años o la mitad de la vida remanente por velocidad de corrosión, lo que sea menor. 3) En casos en que la vida remanente estimada es menor de cuatro años, el intervalo de inspección puede ser la vida remanente hasta un máximo de dos años. Se debería considerar también incrementar el número de recipientes inspeccionados dentro de una clase para aumentar la probabilidad de detectar el peor caso de corrosión. 4) Toda evidencia de pérdidas o deterioro detectados en el intervalo entre inspecciones deberá requerir una inspección interna o en línea de ese recipiente y una reevaluación del intervalo de inspección para esa clase de recipientes. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 70 API 510 d) Los recipientes a presión (ya sea que estén agrupados en clases de riesgos o no) deberán ser inspeccionados a intervalos de tiempo suficientes para asegurar su aptitud para servicio continuo. Las condiciones operacionales y la integridad del recipiente pueden requerir inspecciones a intervalos menores que los indicados arriba. e) Si cambian las condiciones de servicio, se deberán reevaluar la temperatura máxima de operación, la presión, y los intervalos entre inspecciones. f) Para recipientes grandes, con dos o más zonas con diferentes velocidades de corrosión, cada zona puede ser tratada independientemente en lo que respecta a los intervalos entre inspecciones. 9.3.6 Requisitos adicionales de inspección Existen requisitos adicionales de inspección para los siguientes equipos, sin importar su clasificación: a) Los recipientes que hayan cambiado de dueño y ubicación deberán tener una inspección interna o en línea para establecer el próximo intervalo de inspección y asegurar que el recipiente es apto para el servicio propuesto. La inspección de recipientes nuevos no es requerida si está disponible el reporte de datos del fabricante. b) Si un recipiente se transfiere hacia una nueva ubicación, y han pasado más de cinco años desde la última inspección, se requiere inspección interna o en línea. (los recipientes montados en camiones, en soportes skids-, en barcazas o en barcos no están incluidos). c) Los recibidores de aire (que no sean portátiles) deberán ser inspeccionados al menos cada cinco años. d) Los recipientes a presión portátiles o temporarios que son empleados para pruebas de pozos de petróleo y gas durante la terminación o re-terminación deberán ser inspeccionados al menos una vez durante cada periodo de tres años de uso. Deberán realizarse inspecciones más frecuentes si los recipientes han estado en ambientes corrosivos severos. 9.4 Prueba de presión Cuando se realice una prueba de presión, la prueba deberá estar de acuerdo a los procedimientos de 5.8. 9.5 Dispositivos de alivio de presión Los dispositivos de alivio de presión deberán ser inspeccionados, ensayados y reparados de acuerdo a 6.6. 9.6 Registros Aplican los siguientes requerimientos para los registros. a) Los dueños y usuarios de recipientes a presión deberán mantener registros de los recipientes. El método preferido de guarda de registros es mantener datos por cada recipiente. Si los recipientes están agrupados por clase, los datos pueden ser mantenidos por clases de recipientes. Si se realizan inspecciones, reparaciones o alteraciones en un recipiente particular, estos datos especiales deberán ser registrados para ese recipiente. b) Ejemplos de la información que puede ser mantenida son los números de identificación del recipiente; información de los dispositivos de alivio; y los formularios en los cuales se registran los resultados de las inspecciones, reparaciones, alteraciones o reclasificación. Cualquier formulario apropiado puede ser usado para registrar estos resultados. Se muestra un ejemplo de registro de inspección de recipientes a presión en el anexo C. Un ejemplo de formulario de alteración o reclasificación de recipientes a presión se muestra en el anexo D. Debería incluirse en los registros del recipiente información sobre actividades de mantenimiento y eventos que afecten a la integridad del recipiente. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Anexo A (normativo) Excepciones del Código Las siguientes clases de contenedores y recipientes a presión están excluidas de los requerimientos de este código de inspección, a menos que sea especificado por el dueño/usuario. a) Recipientes a presión en estructuras móviles cubiertas por regulaciones jurisdiccionales: 1) tanques de carga o volumen para camiones, barcos y barcazas; 2) recibidores de aire asociados con sistemas de frenos en equipos móviles 3) recipientes a presión instalados en barcos, barcazas y embarcaciones flotantes oceánicas. b) Todas las clases de contenedores listados como excepción en el alcance de la Sección VIII División 1 del Código ASME, como sigue: 1) Aquellas clases de contenedores dentro del alcance de otras secciones del Código ASME diferentes a la Sección VIII División 1. 2) Calentadores tubulares de proceso con fuego. 3) Contenedores de presión que sean partes integrales o componentes de equipos mecánicos rotantes o alternativos, tales como bombas, compresores, turbinas, generadores, motores y cilindros hidráulicos o neumáticos donde las consideraciones y/o tensiones primarias de diseño son derivadas de los requerimientos funcionales del equipo. 4) Toda estructura cuya función primaria es el transporte de fluidos desde una ubicación a otra dentro de un sistema del cual es una parte integral (es decir, sistemas de tuberías). 5) Componentes de tuberías, tales como tubos, bridas, pernos, empaquetaduras, válvulas, juntas de dilatación, accesorios y las partes contenedoras de presión de otros componentes, tales como filtros y dispositivos los cuales sirven para propósitos tales como mezcladores, separadores, amortiguadores, distribuidores y medidores o controladores de flujo, siempre que las partes contenedoras de presión de dichos componentes sean generalmente reconocidas como componentes de tubería o accesorios. 6) Un recipiente para contener agua bajo presión, incluyendo aquellos que contienen aire donde la compresión del mismo sirve sólo como un amortiguador, cuando ninguna de las siguientes limitaciones sean excedidas: i) una presión de diseño de 300 lbf/in.2 (2067.7 kPa), ii) una temperatura de diseño de 210°F (99°C). 7) un recipiente de almacenaje de agua caliente para suministro, calentado por vapor o cualquier otro medio indirecto de calentamiento, cuando ninguna de las siguientes limitaciones se exceden: i) una entrada de calor de 200,000 Btu/hr (211 × 108 J/hr) ii) una temperatura del agua de 210 °F (99°C) 71 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 72 API 510 iii) una capacidad nominal de contenido de agua de 120 gal (455L) 8) Recipientes con una presión de diseño interna o externa que no exceda 15 psig (103.4 kPa) 9) Recipientes con diámetro interior, ancho, altura o diagonal de la sección transversal que no exceda 6 in. (15 cm) sin limitaciones en su altura o presión. 10) Recipientes a presión para ocupación humana. d) Recipientes a presión que no excedan los siguientes volúmenes y presiones: 1) 5 ft3 (0.141 m³) en volumen y 250 lbf/in.² (1723. 1 kPa) de presión de diseño; 2) 3 ft³ (0,08 m3) en volumen y 350 lbf/in.² (2410 kPa) de presión de diseño. 3) 1 ½ ft3 (0,042 m³) en volumen y 600 lbf/in.² (4136.9 kPa) de presión de diseño. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Anexo B (normativo) Certificación del Inspector B.1 Examen El examen escrito para certificar inspectores dentro del alcance de API 510 deberá estar basado en la versión vigente de API 510 Inspector Certification Examination Body of Knowledge, publicada por API. Para convertirse en un inspector de recipientes a presión autorizado API, los candidatos deben aprobar el examen./usuario. B.2 Certificación Para calificar para el examen de certificación, la educación y experiencia del postulante combinadas deberán ser igual a al menos una de las siguientes: a) un título de grado en ingeniería o tecnología más un año de experiencia en supervisión de actividades de inspección o de realización de actividades de inspección tal como se describen en API 510; b) estudios de grado de dos años o certificado en ingeniería o tecnología más dos años de experiencia en diseño, construcción, reparación, inspección u operación de recipientes a presión, de los cuales un año debe ser en supervisión de actividades de inspección o de realización de actividades de inspección tal como se descri ben en API 510; c) un diploma de colegio secundario o equivalente más tres años de experiencia en diseño, construcción, reparación, inspección u operación de recipientes a presión de los cuales un año debe ser en supervisión de actividades de inspección o de realización de actividades de inspección tal como se describen en API 510; d) Un mínimo de cinco años de experiencia en diseño, construcción, reparación, inspección u operación de recipientes a presión de los cuales un año debe ser en supervisión de actividades de inspección o de realización de actividades de inspección tal como se describen en API 510. B.3 Recertificación B.3.1 Se requiere una recertificación luego de tres años de la fecha de emisión del certificado de inspector autorizado de recipientes a presión API 510. La recertificación por examen escrito será requerida para inspectores que no hayan estado involucrados activamente como inspectores dentro del periodo más reciente de certificación de tres años. Los exámenes serán de acuerdo con las previsiones de API 510. B.3.2 I a) Un mínimo del 20% de tiempo dedicado a actividades de inspección o supervisión de actividades de inspección o soporte de ingeniería de las actividades de inspección como lo describe el Código de inspección API 510 en el periodo más reciente de certificación de tres años. b) Desempeño de actividades de inspección o supervisión de actividades de inspección o soporte de ingeniería a las actividades de inspección de 75 recipientes como lo describe API 510 en el periodo más reciente de certificación de tres años. 73 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 74 API 510 NOTA: acá pueden considerarse otras actividades de inspección comunes a otros documentos de inspección API (NDE, mantenimiento de registros, revisión de documentos de soldadura, etc.). B.3.3 Una vez cada dos periodos recertificados (cada seis años), los inspectores involucrados activamente como inspectores deberán demostrar conocimiento de las revisiones de API 510 que fueron instituidas durante los seis años previos. Este requerimiento deberá ser efectivo a los seis años de la fecha de la certificación inicial del inspector. Los inspectores que no hayan estado involucrados activamente como inspectores autorizados de recipientes a presión dentro del periodo más reciente de tres años deberán ser recertificados por B.3.1. Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Anexo B (informativo) Ejemplo de registro de inspección de recipientes a presión 75 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 76 API 510 EJEMPLO DE REGISTRO DE INSPECCIÓN DE RECIPIENTES A PRESIÓN a API 510, 10 EDICIÓN Fecha formulario____________________________________ Número formulario_________________________________ Dueño o usuario ________________________________ Nombre del recipiente _______________________________ Descripción Nombre del proceso _______________________________ Número de dueño o usuario Ubicación _______________________________________ Número de Jurisdicción/National Board_____________ Diámetro interno __________________________________ Fabricante _____________________________________ Longitud de tangente/Altura _________________________ N° serie fabricante ______________________________ Especificación del material del cuerpo__________________ Fecha de fabricación ____________________________ Especificación del material del cabezal_________________ Contratista ____________________________________ Material de Internos _______________________________ Número de planos______________________________ Espesor nominal del cuerpo________________________ ____________________________________________ Espesor nominal del cabezal_______________________ Código de construcción ___________________________ Temperatura de diseño _________________________ Eficiencia de junta _______________________________ Presión máxima admisible de trabajo ________________ Tipo de cabezales_________________________________ Máxima presión de prueba ______________________ Tipo de junta ___________________________________ Presión de diseño ______________________________ Clase de brida ___________________________________ Presión de ajuste de válvula de alivio _____________ Clase de cuplas _____________________________ Contenido ________________________________________ N° entradas de hombre ____________________________ Condiciones especiales _________________________ Peso ___________________________________________ __________________________________________________________________________________________________ __________________________________________________________________________________________________ Esquema o Descripción de ubicación Medición de espesores Número de Espesor posición original Espesor mínimo requerido Fecha Comentarios (ver nota 2) _____________________________________________________________________________ __________________________________________________________________________________________________ Método ___________________________________________________________________________________________ Inspector autorizado ________________________________________________________________________________ Notas: 1. Utilizar hojas adicionales cuando sea necesario. 2. Se debería describir la posición a la cual hace referencia cada comentario Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Anexo D (informativo) Ejemplo de formulario de reparación, alteración o reclasificación de recipientes a presión 77 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS 78 API 510 EJEMPLO DE FORMULARIO DE REPARACIÓN, ALTERACIÓN O RECLASIFICACIÓN DE RECIPIENTES A PRESIÓN a API 510, 10 EDICIÓN Fecha formulario_____________________________________ Número formulario__________________________________ Número de dueño o usuario_______________________ Nombre del recipiente _______________________________ 1. Número original de identificación del recipiente__________________________________________ 2. Ubicación original del recipiente _______________________________________________________ 3. Fabricante _________________________________Número de serie_________________ _____________________________________________________________________________________ _____________________________________________________________________________________ 4. Ver archivos adjuntos para información adicional Si No 5. Código original de construcción ________________________________________________________ 6. Presión máxima admisible de trabajo original ___________ Año de construcción _____________ 7.Temperatura de diseño original _______________________ Año de construcción ____________ 8. Temperatura mínima de diseño del material, original ______ A la presión _____________________ 9. Presión de prueba original _________________________ Fluido _________ Posición ________________ 10. Material del cuerpo_____________________________ Material del cabezal__________________ ____________________________________________________________________________________________ ___________________________________________________________________________________________ 11. Espesor cuerpo _________________________________ Espesor cabezal_____________________ 12. Eficiencia original de junta __________________________________________________________ 13. Radiografiado original Si No 14. PWHT original Si No Si si, _____________ Temp (°F) _____________ Tiempo (hs) 15. Margen por corrosión original________________________________________________________ 16. Trabajo en el recipiente clasificado como: Reparación Alteración Reclasificación 17. Organización que realiza el trabajo ____________________________________________________ 18. Código de construcción utilizado para el presente trabajo _________________________________ 19. Nuevo número de identificación del recipiente (si aplica) _________________________________ 20. Nueva ubicación del recipiente (si aplica) ______________________________________________ 21. Nueva presión máxima admisible de trabajo____________________________________________ 22. Nueva temperatura de diseño ________________________________________________________ 23. Nueva temperatura mínima de diseño del material ___________ A la presión _________________ 24. Nuevo PWHT Si No _____________ Temp (°F) _____________ Tiempo (hs) 25. Nueva eficiencia de junta, si aplica E = ______________ 26. Tipo de examen o inspección realizada: radiográfico ultrasonido partículas magnetizables líquidos penetrantes visual otro 27. Nueva presión de prueba, Presión ______Fluido de prueba_______ Posición de prueba ________ 28. Nuevo margen por corrosión_________________________________________________________ 29. Describa el trabajo realizado (adjuntar esquemas, cálculos, y otra información pertinente): ______ _____________________________________________________________________________________ _____________________________________________________________________________________ Declaración de conformidad Certificamos que los datos contenidos en este inf orme son correctos y que todo el material, construcción y mano de obra de esta reparación alteración reclasificación cumple los requisitos de la ____ edición del código de inspección de recipi entes a presión API 510,. __________________________________________ (organización de reparación, alteración o recertificación) Firma ______________________________________ (Representante autorizado) Fecha ______________________________________ Declaración de inspección Yo, quien firma, un inspector empleado por _________________________________ , habiendo inspeccionado el trabajo arriba descripto, declaro que a mi mejor saber el trabajo ha sido completado satisfactoriamente de acuerdo con la_______ edición de l código de inspección de recipientes a presión API 510. Firma ______________________________________ N° de certificación API 510 _____________________ Fecha ______________________________________ Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS Anexo E (informativo) Consultas técnicas E.1 Introducción API considerará las solicitudes escritas para las interpretaciones de API 510. El personal de API realizará tales interpretaciones por escrito luego de consultar, si es necesario, a las autoridades y los miembros del comité apropiado. El comité responsable API para mantener API 510, se reúne periódicamente para examinar las solicitudes escritas de interpretaciones y revisiones y para desarrollar nuevos criterios dictaminados por el desarrollo tecnológico. Las actividades del comité en lo que a esto respecta, se limitan estrictamente a las interpretaciones de la norma o a la consideración de las revisiones de la norma actual sobre la base de nueva información o tecnología. Como cuestión de política, API no aprueba, certifica, califica, ni aprueba ningún ítem, construcción, dispositivo patentado, o actividad; por lo tanto, en consecuencia, las solicitudes que requieren tal consideración serán devueltas. Por otra parte, API no actúa como consultor en problemas de ingeniería específicos o sobre la comprensión general o aplicación de las reglas. En caso que, sobre la base de la información de la solicitud presentada, es la opinión del comité que el solicitante debe buscar asistencia, la solicitud será devuelta con la recomendación que dicha solicitud ha obtenido. Se devolverán todas las solicitudes que no se pueden entender porque carecen de información. E.2 Formato de las consultas Las consultas deberán limitarse estrictamente a las solicitudes de interpretación de la norma, o para la consideración de revisiones a la misma sobre la base de nueva información o tecnología. Las consultas se deberán presentar en el siguiente formato: a) Alcance - La consulta deberá involucrar un solo tema, o temas estrechamente relacionados. Una carta de consulta sobre temas no relacionados será devuelta. b) Antecedentes - La carta de consulta deberá indicar el propósito de dicha consulta, el cual deberá ser ya sea para obtener una interpretación de la norma o para proponer la consideración de una revisión de la norma. La carta deberá proporcionar de forma concisa la información necesaria para la completa comprensión de la consulta (con esquemas, en caso de ser necesario). Esta información deberá incluir una referencia a la edición aplicable, revisión, párrafos, figuras y tablas. c) Consulta - La consulta deberá ser realizada en formato de pregunta condensado y preciso. Los antecedentes innecesarios deberán ser omitidos de la consulta, y cuando sea apropiado, la consulta se deberá redactar de editorialmente correcta. Quien consulta deberá establecer qué es lo que cree que la norma requiere. Si en su opinión se necesita una revisión de la norma, deberá entregar la redacción recomendada. La consulta deberá ser escrita a máquina o en computadora; sin embargo, se tendrán en cuenta las consultas escritas a mano legibles. El nombre y la dirección postal de quien consulta se deberán incluir con la consulta. La consulta se deberá enviar a la siguiente dirección: Director of the Standards Department, American Petroleum Institute, 1220 L Street, NW, Washington, DC 20005-4070, or via e-mail to [email protected]. E.3 Respuestas a las consultas técnicas Las respuestas a las consultas técnicas anteriores se pueden encontrar en el sitio web de API en http://mycommittees.api.org/standards/ techinterp/refequip/default.aspx. 7 Copyright American Petroleum Institute Provided by IHS under license with API No reproduction or networking permitted without license from IHS
 0
0
Anuncio
Documentos relacionados
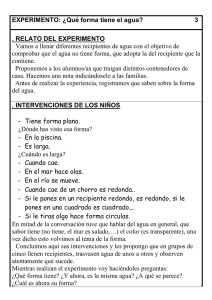
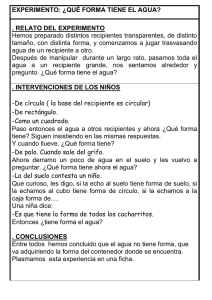

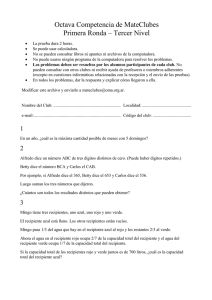

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados