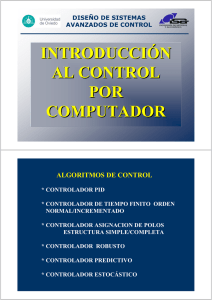
UNIDAD IX "ESTRATEGIAS DE CONTROL" 1. INTRODUCCIÓN Se ha revisado anteriormente aspectos importantes sobre los sistemas de control realimentados. Existen algunas aplicaciones sin embargo en las cuales no basta con tener un lazo simple como el estudiado para un control óptimo de uno o más procesos. Se requieren entonces algunas variaciones sobre lo anterior que son conocidas como estrategias de control. 2. OBJETIVOS Reconocer las estrategias de control más importantes. Identificar las características y aplicaciones de las mismas 2.1 Control en cascada Es una técnica que usa dos sistemas de medición y control para manipular un solo elemento final de control. Su propósito es incrementar la estabilidad en problemas de control de procesos particularmente complejos. Esta ha sido usada durante años y es muy efectiva en muchas aplicaciones. La relación que existe entre los controladores es referida a una denominada de maestro-esclavo o de primario-secundario. La unidad maestra es el controlador de la variable cuyo valor es el de principal importancia. Por ejemplo en la figura 1 se simboliza un quemador, en donde el calor obtenido de la combustión de aire con combustible se transfiere a un determinado material, esta variable principal sería temperatura. El esclavo o unidad secundaria, es el controlador de la variable cuyo valor es importante sólo si afecta a la variable primaria. En el ejemplo anterior podría ser el flujo de combustible que alimenta al quemador. Se puede lograr un control de temperatura más cercano y estable con el sistema en cascada que con un control realimentado simple. El control en cascada realiza dos funciones importantes: reduce el efecto de los cambios de carga cerca a su fuente y mejora el control reduciendo el efecto de los retardos de tiempo. La segunda mención es la más obvia; típicamente ocurre en aplicaciones de temperatura y analíticas en donde estos retardos de tiempo son generalmente largos. Fundamentos de Medición y Control de Variables Industriales 91 El otro efecto es menos obvio y tal vez es mejor explicarlo tomando en cuenta el sistema simple. En la en el esquema superior de la figura 1 se muestra un control realimentado simple de temperatura del quemador antes mencionado. Aquí la temperatura es enviada por el transmisor (TT) al controlador (TC), e cual regula directamente el flujo de combustible de entrada a través de la válvula de control. Este sistema trabaja muy bien excepto, cuando los disturbios ocurren en el sistema de alimentación (ingreso de material; en la figura descrito como medio controlado) o cuando las variaciones del flujo de combustible afectan a la temperatura. Debido a la capacidad del fluido en el tanque y al retardo, el controlador no detecta inmediatamente los disturbios. Al tiempo que se hace la detención, probablemente el disturbio haya desaparecido y se produzca una acción cíclica. F medio controlado T sali da TT F combu stible TC F medio controlado T sali da FC TT FT F combu stible TC Figura N° 1: Comparación entre control simple y en cascada El esquema inferior de la figura 1 muestra cómo opera un sistema en cascada. El flujo de alimentación de combustible es medido a través 92 Fundamentos de Medición y Control de Variables Industriales del transmisor de flujo (FT) y controlado para mantenerlo en el valor deseado, independientemente de las variaciones del suministro. El controlador de temperatura es puesto en cascada con el controlador de flujo (FC), de modo tal que otras variaciones como velocidad de alimentación del producto, efectos de la temperatura ambiente y otros, sean superados, manteniéndose la variable principal (temperatura) al punto deseado. La salida de este controlador viene a ser el set point del controlador de flujo, variando lo que fuese necesario para mantener una temperatura correcta. Los sistemas en cascada no son siempre la solución para toda condición inestable en el proceso o para problemas de retardo de medición; sin embargo, proveen soluciones satisfactorias para muchos problemas de aplicación. 2.2 Control de razón Como su nombre lo indica, este tipo de control debe mantener una razón o relación fija entre dos variables. La aplicación más común es la de mantener una relación fija entre dos flujos y tales como airecombustible en hornos, material de alimentación y catalizador en reactores y mezclas de dos o más materias primas en operaciones de mezclado. Existen algunas variaciones de esquemas de control usados para obtener una razón entre dos variables. El esquema predominante desde hace varios años usa una razón ajustable entre la variable primaria o no controlada y el índice de control de la variable secundaria o controlada. Aquí el flujo no controlado (primario) es medido y usado para controlar el otro flujo (secundario) para mantener la razón deseada. Para este fin se han empleado por mucho tiempo equipos denominados estaciones de razón con una escala ajustable en forma manual; posteriormente se emplearon controladores especiales. Actualmente esta relación se ajusta por software como una opción en controladores digitales que reciben las dos señales de campo correspondientes a las variables controlada y no controlada y entregan la señal de ajuste al elemento final de control en función a esta razón y al tipo de control elegido. La variable primaria no es siempre no controlada. A veces por diferentes razones también se controla. Como en el caso anterior, la señal transmitida primaria es alimentada a un dispositivo de razón cuya salida fija el punto de control del controlador secundario. Al usar sistemas de control de razón, uno debe asegurarse que ambas mediciones estén en las mismas unidades (ejemplo galones por Fundamentos de Medición y Control de Variables Industriales 93 minuto, libras por hora, etc.) y que las escalas usadas sean las mismas. Los sistemas de control de razón son muy comunes en procesos de mezclado en donde se requieren altas precisiones en la relación de mezcla. En la figura 2 se tiene un sistema de mezclado. Las señales representativas de los flujos medidos por los transmisores de flujo respectivos (FT-1 y FT-2) son enviadas al controlador de razón (FFC) para ajustar el flujo secundario a través de la válvula de control (FV). La razón como se ha mencionado es ajustada en el mismo controlador. FFC FV FT 1 FT 2 fluj o controlado fluj o no controlado salida Figura N° 2: Control de razón 94 Fundamentos de Medición y Control de Variables Industriales 2.3 Control prealimentado (Feedforward) Consiste en la aplicación de una acción de control a un proceso antes de que ocurra una desviación en la variable controlada. En este punto, todas las discusiones sobre los principios de control se han centrado de modos de control que utilizan el concepto de realimentación (feedback) para regular variables de procesos. El control realimentado actúa sólo después de sensarse una desviación con respecto al set point. El control prealimentado teóricamente previene esa desviación. Esto lo logra midiendo las variables que causan cambios de carga en el proceso y manipulando aquellas variables que cancelan los efectos de cambios de carga antes de que aparezcan las perturbaciones. Esta técnica no es común en sistemas de control convencionales, debido tal vez, al poco conocimiento acerca del balance de energías de un proceso. Más bien es aplicable a sistemas de un controlador por computador o lazos de control convencionales, a los cuales se les ha añadido funciones de computación o cálculo para incrementar sus capacidades de control. Este tipo de control es más aplicable a procesos difíciles de regular. Adicionalmente, se requiere un gran conocimiento del proceso y de cómo va a reaccionar el cambio de carga. El uso de este control se da mucho en sistemas en los cuales hay retardos de tiempo apreciables. Una falla de control prealimentado es su dependencia a la precisión. Para obtener un control perfecto, es necesario modelar exactamente el sistema. Esto no es posible debido a que las cargas y variables medidas son imprecisas y la información acerca de un proceso es relativamente insuficiente. Para permitir un mejor control, a menudo su usan lazos alimentados cuando se usa un control prealimentado. Sin embargo, el rol del control realimentado es reducido en este caso. En suma, hay algunas condiciones que permiten que el control prealimentado sea una técnica efectiva. Sin embargo, su necesidad de un mayor conocimiento del proceso para diseñar el sistema lo hace más complejo que el control realimentado y por su naturaleza, impide la producción masiva de sistemas prealimentados ajustables. 2.4 Control de rango partido (Split Range) Este tipo de control involucra dos válvulas operadas por el mismo controlador. Utilizando posicionadores de válvula es posible establecer el rango de acción para cada una de las válvulas. Bajo ciertas condiciones, es a menudo deseable tener una pequeña banda muerta entre las operaciones de las válvulas; el porcentaje de banda muerta varía según la aplicación. En algunos casos no se necesita una banda muerta y en otros se necesita un traslape en la acción de las válvulas. Fundamentos de Medición y Control de Variables Industriales 95 En la figura 3 podemos observar un ejemplo de esta estrategia. Se trata de controlar la presión de un gas en el tanque, manipulando la válvula de ingreso (A), de modo tal que a medida que la presión (medida por el transmisor PT) se va incrementando, el controlador (PC) envía una señal en ascenso de 3 a 15 psi para ir cerrando la válvula. Es importante señalar que A obedece a una parte de la señal de control (3-9 psi para el ejemplo). En realidad esto solamente se logra con la presencia de un posicionador de válvula que trabaja calibrado para ese rango. Si la presión debe ser disminuida, la señal del controlador, que debe ser en estas condiciones mayor que 9.6 psi (se ha empleado una banda muerta en este caso), irá abriendo la válvula de venteo (B), la cual debiera estar totalmente para una señal de 15 psi. Del mismo modo, B trabaja con un posicionador calibrado para el rango de 9.6-15 psi. PC Venteo B La válvula B se abre con una señal de 9.6-15 psi PT A Suministro de N 2 La válvula A se cierra con una señal de 3-9 psi Figura N° 3: Control de rango partido 2.5 Control por programa Es usado tanto en procesos continuos como en procesos tipo discontinuos para controlar operaciones de mezclado para eventos secuenciales, en operaciones de secado para controlar procesos batch o para otros esquemas de control que involucran secuencias repetitivas de eventos. 96 Fundamentos de Medición y Control de Variables Industriales Los controladores programables varían en complejidad y en flexibilidad de su ajuste. Actualmente, la secuencia de eventos puede fácilmente controlarse con los denominados controladores lógicos programables (PLC). Fundamentos de Medición y Control de Variables Industriales 97