5.2 Para la determinación de la rugosidad (hnu.)
la altura de la ondulación será tomada de la siguient eserie:
0,000508 mm
(0,00002")
0,000762 mm
(0,00003")
0,001270 mm
(0,00005")
0,002032 mm
(0,00008")
0,00254 mm
(0,0001")
0,00508 mm
(0,0002")
0,00762 mm
(0,0003")
0,01270 mm
(0,0005")
0,02032 mm
(0,0008")
0,0254
mm
(0,001")
0,0508
mm
(0,002")
0,0762
mm
(0,003")
0,1270
mm
(0,005")
0,2032
mm
(0,008")
0,2540
mm
(0,010")
0,3810
mm
(0,015")
0,5080
mm
(0,020")
0,7062
mm
(0,030")
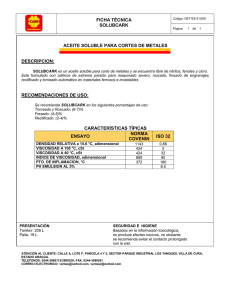
TABLA i
Valores de rugosidad máxima compatibles con las tolerancias IRAM
GRUPOS DE DIMENSIONES
IRAM
^ 3 mm
> 3 -s 18 mm
Tolerancia
> 18 ^ 80 mm
> 80 ^250 mm
> 250 mm
Rugosidad
hm
Gtm)
132
IT 6
0,20
0,32
0,50
0,80
1,25
IT 7
0,32
0,50
0,80
1,25
2,0
IT 8
0,50
0,80
1,25
2,0
3,2
IT 9
0,80
1,25
2,0
3,2
5,0
IT 10
1,25
2,0
3,2
5,0
8,0
IT 11
2,0
3,2
5,0
8,0
12,5
IT 12
3,2
5,0
8,0
12,5
20,0
IT 13
5,0
8,0
12,5
20,0
IT 14
8,0
12,5
20,0
MANUAL DE NORMAS IRAM PARA DIBUJO TÉCNICO
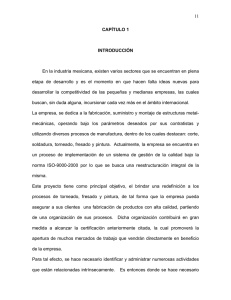
TABLA (I
RELACIÓN ENTRE EL MECANIZADO Y LA RUGOSIDAD
RUGOSIDAD
MECANIZADO
CSJ
o LO
o *=§^° -í,°<CL£
o"" o"* o" cf o o
-
10
>ado, cizallado, corte a la llama
'orneado, fresado, limado
Taladrado
Cepillado
Alesado
Brochado
Rectificado
Bruñido
Superacabado (lapeado)
Pulido especular
Granallado
Laminado en caliente
Colado en arena
Forjado
Colado en coquilla
Colado a presión
Laminado, cilindrado y trefilado
en frió
Extruido
Electroerosión
Rugosidad
más frecuente
MANUAL
DE
NORMAS
IRAM
PARA
DIBUJO
TÉCNICO
menos frecuente
133
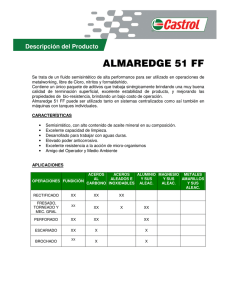
TABLA
GRUPO DE
VALORES
hm
(í¿m)
MI
COSTO
RELATIVO
* .
ALGUNOS MEDIOS PARA
OBTENER LA RUGOSIDAD
DE LA SUPERFICIE
APLICACIONES
0-0,016
100
Rectificado, iapeado, bruñido.
Calibradores de gran precisión, bloques calibradores.
0,016-0,025
80
Rectificado, iapeado, bruñido. Calibradores, piezas de calibradores
micrométricos.
0,025-0,040
60
Ejes de émbolos, émbolos de bomba
Rectificado, Iapeado, bruñido. de inyección, rodillos y alojamiento,
calibradores.
0,040-0,063
50
Rectificado, lapeado, bruñido, escariado con diamante Rodamientos, camisas de cilindros,
alojamientos de rodillos.
(materiales no férreos).
40
Ejes de émbolo, superficies para retención de fluidos, cojinetes lubricaRectificado, laoeado, bruñi- dos a presión, gorrones con velocido, rasqueteado, torneado dad de 1,5 m/s a 2 m/s, camisas y
con diamante (materiales no cilindros de motores, vastagos de válferros).
vulas, rodillos de laminadoras, rodillos de cojinetes para fuertes cargas.
35
Rectificado, lapeado, bruñido, rasqueteado, escariado
con plaquitas de metal duro,
laminado.
Ejes de levas y excéntricas de calidad
extra fina, asientos de válvulas, roscas laminadas sistema PeWe, cuellos
de ejes para ruedas de vagones, rodillos de cojinetes, rodillos de laminadora en frío.
30
Rectificado, laminado, torneado con plaquitas de metal duro, mandrilado con diamante, brochado, rasqueteado, fresado plano.
Ejes de levas y excéntricas de calidad
fina, anterior de cojinetes antifricción, interior de cilindros, ejes para
cojinetes, gorrones con velocidad de
1 m/s a 1,5 m/?, ejes poco lubricados, cojinetes de biela, cilindro para
émbolo con anillos de cuero o goma.
0,063-0,100
0,100-0,16
0,16-0,25
Vastago de válvula, excéntricas de
CO líctad
0,25-0,40
0,40-0,63
134
morl ¡a (
í^.í 1 í nrlrtt
pa ra
amHn \e\n anillos de cuero o goma,
25
Rectificado, cepillado, fresado, mandrilado, escariado,
brochado, rasqueteado, laminado.
de engranajes de fuerte carga, ejes
para cojinetes, superficies deslizantes, dientes de tornillos sinfín y su
rueda correspondiente, superficies de
rozamiento, superficie de piezas con
movimiento giratorio, rodillos para
laminadoras en caliente.
20
Superficies para j u n t a s de cobre,
guías laterales deslizantes, dientes
en engranaje con módulo < 2,5, ejes
Rectificado, laminado, lima- para cojinetes lisos e interior de ésdo, cepillado, torneado con tos, ajustes üe empuje, iuperíiuea
diamante, fresado, mandrila- deslizantes, dientes de 'rueda para
tornillos, sinfín, rodillos para cojinedo, brochado.
tes, ejes deslizantes y giratorios con
velocidad de 0,5 m/s a 1 m/s, cojinetes antifricción de calidad común.
MANUAL. JE NORMAS IRAM PARA DIBUJO TÉCNICO
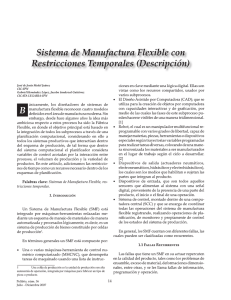
TABLA
III
(Continuación)
GRUPO DE
VALORES
Hm
Um)
0,63-1,00
1,00-1,6
1,6-2,5
2,5-4,0
4,0-6,3
6,3-10,0
COSTO
RELATIVO
*
ALGUNOS MEDIOS PARA
OBTENER LA RUGOSIDAD
DE LA SUPERFICIE
15
Rectificado, fresado, torneado, brochado, cepillado, taladrado, mandrilado, escariado, moldeado, ext ruido, fundido a presión.
Alojamiento para aros de émbolo, exterior de cojinetes lisos, acabado para piezas endurecidas, superficies
deslizantes en seco, superficies de
piezas para ajustes precisos.
13
Rectificado, torneado, fresado, mandrilado, cepillado,
taladrado, brochado, fundido
a presión, extruido, moldeado, laminado en frío, trefilado, limado.
Excéntricas, dientes de engranajes
con módulo < 2,5; ajustes fijos, chavetas y chávetenos, superficies deslizantes poco cargadas.
11
Rectificado, torneado, fresado, brochado, cepillado, taladrado, mandrilado, forjado,
fundido a presión, extruido,
laminado en frío, limado, trefilado.
Superficies para juntas blandas
metálicas, superficies de apoyo
junta y sin. retención de .fluidos,
rramientas de roscar, superficies
freno de tambores.
APLICACIONES
no
sin
hede
9
Rectificado, basto, torneado,
mandrilado, brochado, cepi- Superficies sin requisitos especiales
llado, fresado, taladrado, for- de calidad.
jado, extruido, laminado en
frío.
6
Torneado, mandrilado, fresado, cepillado, corte con so- Superficies comunes de piezas mecaplete, chorro de arena, forja- nizadas, superficies de piezas estamdo, extruido, laminado en ca- padas y pulidas.
liente y en frío, chorro de
bolas, pulido, estampado.
4
Torneado,
taladrado,
chorro de
tampado,
liente.
cepillado, fresado,
corte con soplete,
arena, forjado, eslaminado en caSuperficies no solicitadas, para las
cuales sólo tienen importancia las
medidas dimensionales.
10,0-25
2
Torneado, cepillado, fresado,
mandrilado, corte con soplete, soldado, chorro de arena,
laminado en caliente.
25-63
0
Elaboración con máquinas Supfirfirjfift PstampaHac:, ríe fundición, etc.
sin arranque de viruta.
El costo relativo toma como 100 el acabado óptimo.
MANUAL DE NORMAS IRAM PARA DIBUJO TÉCNICO
135
 0
0