- Ninguna Categoria
Diseño Planta Procesadora Conserva Verduras Jaén - Tesis
Anuncio
UNIVERSIDAD NACIONAL DE JAEN CARRERA PROFESIONAL DE INGENIERIA DE INDUSTRIAS ALIMENTARIAS DISEÑO DE UNA PLANTA PROCESADORA DE CONSERVA DE VERDURAS EN LA PROVINCIA DE JAÉN INTEGRANTES: • Arce Cieza merly Marilú • Maluquis Sanchez jackeline Elizabeth • Fernandez Guerrero Hervía Martina • Rinza Tineo Carlos • Dalia Fernandez Palma INTRODUCCION: El presente trabajo se realizara con la finalidad de diseñar una planta de conserva de verduras a nivel industrial, para ello se elaborara cinco procesos industriales los cuales son: esparrago, pepinillo, vainita, zanahoria, alcachofa. Se entiende por conserva el producto alimenticio que, envasado herméticamente y sometido a un tratamiento térmico, no se altera ni representa peligro alguno para la salud del consumidor bajo condiciones habituales de almacenamiento durante un tiempo prolongado. Los tratamientos térmicos autorizados pueden ser: esterilización industrial o técnica, congelación, deshidratación, encurtido, otros procedimientos distintos pero autorizados por el Ministerio de Sanidad y Consumo. Las conservas han adquirido una importancia tal que ahora nos sería difícil imaginar la vida sin ellas. Además de cubrir el objetivo de conservación de productos vegetales durante un largo período de tiempo, las conservas vegetales cumplen con otra serie de requisitos que actualmente se demandan a los alimentos: con ellas se iniciaron lo que se conoce como alimentos "fáciles de preparar" y los productos, es decir, hortalizas, verduras, legumbres y frutas, son parte fundamental de lo que se conoce como "dieta mediterránea". OBJETIVOS Objetivo general: • Realizar detalladamente un diseño de distribución en planta de conserva de verduras. Objetivo específico: • Analizar claramente las técnicas de conservación de las verduras. • Conocer las características de las verduras en su descomposición. • Identificar los cambios que sucede en la elaboración de conserva de verduras. • Mantener las características del producto fresco el mayor tiempo posible. MARCO TEORICO • CONSERVA DE VERDURAS Aquel producto que generalmente esterilizado, permanece sin contaminarse a temperatura ambiente durante largos períodos de tiempo, preparado en recipientes metálicos, de vidrio, o de plástico, que tiene cierre hermético y ha sido sometido a un tratamiento que debe garantizar la destrucción de todas las formas bacterianas vegetativas y de cualquier enzima. Según la norma INEN 405, conserva vegetal, es el producto elaborado a base de las partes comestibles de hortalizas, legumbres o de frutas, conservado por medios físicos exclusivamente envasado en recipientes apropiados. Las conservas evitan la acción natural de las enzimas sobre los alimentos cuando estos se encuentran al ambiente por ejemplo el obscurecimiento de las superficies cortadas de las frutas expuestas al aire por el cambio que se produce de pectina a ácido péptico presentes en las frutas, y además el crecimiento de microorganismos contenidos en el propio alimento. Hay varios procedimientos empleados en la elaboración de conservas, el más empleado esmediante el empleo de temperaturas altas; dentro de los cuales está: la pasterización, el calentamiento alrededor de los 100ºC y el calentamiento por encima de los 100ºC (esterilización) la más emplea. Las desventajas de las conservas vegetales son pocas, una es considerar la pérdida de contenido vitamínico durante el proceso pero no es significativo por lo tanto se considera que, por ejemplo la conserva más universal, el enlatado, posee prácticamente el mismo valor nutritivo de los alimentos frescos. • CARACTERÍSTICAS DE UNA CONSERVA Inocuidad para el consumidor. Mantenimiento inalterable de sus caracteres organolépticos; durante largos períodos de tiempo. Para lograr la inocuidad de una conserva, será suficiente utilizar un tratamiento térmico elevado, lo que, por otra parte, daría lugar a modificaciones en sus caracteres organolépticos. Por esta causa se tiene en cuenta los siguientes conceptos: Esterilidad biológica: Ausencia total de microorganismos y sus toxinas, así como la inactivación absoluta de enzimas celulares y microbianas. Esterilidad comercial: Es aquella condición de un alimento que es consecuencia de un tratamiento generalmente térmico, aplicado para lograr que esté libre de gérmenes patógenos, o que sean incapaces de multiplicarse en él en condiciones de temperatura ambiente durante su almacenamiento y distribución. • CARACTERISTICAS FISICAS: Aroma y sabor: frutas y legumbres depende de la relación de contenido de azucares y ácidos, de la riqueza en taninos y de la presencia de compuestos más o menos volátiles, tales como esteres, alcoholes, aldehídos, cetonas, terpenos, etc. Color: De frutas y legumbres se debe a los pigmentos localizados en los plastos, vacuolas y el líquido citoplasmático de las células. Los pigmentos más característicos pertenecen a: Clorofilas: verdes y liposolubles Carotenos: amarillos y naranja; también liposolubles. Por ejemplo el beta caroteno, precursor de la vitamina C, el licopeno de los tomates. Antocianinas: Son rojas o azules e hidrosolubles De frutas y legumbres se debe a los pigmentos localizados en los plastos, vacuolas y el líquido citoplasmático de las células. Los pigmentos más característicos pertenecen a: Clorofilas: verdes y liposolubles Carotenos: amarillos y naranja; también liposolubles. Por ejemplo el beta caroteno, precursor de la vitamina C, el licopeno de los tomates. Antocianinas: Son rojas o azules e hidrosolubles 3.4 CARACTERISTICAS QUÍMICAS Tomando en cuenta su pH y envase las conservas se clasifican: Según el pH: De acuerdo con el valor del pH del producto envasado se clasifican en: Conservas no ácidas de pH superior a 4.5 (exigen tratamiento térmico elevado). Conservas ácidas de pH inferior a 4.5 (tratamiento térmico alrededor de 100ªC.) Según el envase: Tomando en cuenta el envase que las contiene, pueden ser: Conservas en envases metálicos, herméticamente cerrados. Conservas en envase de vidrio, cerrados con cápsulas metálicas o de plástico al vacío. Conservas en envase de plástico flexible o duro, cerrados por termo sellado o cápsula. Conservas en envase de cartón parafinado o de plástico estériles, donde se introduce asépticamente el producto previamente esterilizado. El envase se cierra mediante cápsula termo sellado. 1.1 BIOQUIMICA DEL ALIMENTO: Los vegetales en estado crudo son considerados como parte indispensable en la dieta. Estos alimentos son ricos en agua y vitaminas, además contienen azúcares, ácidos orgánicos y minerales. La proporción de los diversos constituyentes químicos varía considerablemente durante el crecimiento, maduración, almacenamiento, etc. Los nutrientes que se destacan son: Agua: Constituye el 83 % del peso de la mayoría de vegetales. Los alimentos ricos en carbohidratos, como plátanos y papas tienen un menor contenido de agua que aquellos con bajo nivel de carbohidratos, como la lechuga. Hidratos de Carbono: Su presencia varía considerablemente, siendo de 3-5 % en las verduras de hojas, y superior al 30 % en tubérculos como el camote. Este grupo consta de variadas proporciones de almidón, dextrina, glucosa, celulosa, hemicelulosa y sacarosa. La presencia de estos elementos suministra una fuente de calorías y energía. Según el contenido de carbohidratos los vegetales se dividen en: Grupo A: Contienen 5 % de hidratos de carbono, ejemplo: acelga, col negra, coliflor, tomate, rábano. Grupo B: Contienen 10 % de hidratos de carbono, como: zanahoria, vainita, remolacha, cebolla. Grupo C: Contenido 20 % de hidratos de carbono, ejemplo: camote, papa, choclo. Proteínas: Los vegetales contienen del 1 al 2 % de proteínas aproximadamente. Grasas: A excepción de los aguacates y aceitunas, los vegetales contienen muy poca cantidad de grasa, puede destacarse la presencia de esteroles que son beneficiosos para la salud. Fibra: Aproximadamente el 2% de la fruta es fibra dietética. Los componentes de la fibra vegetal que podemos encontrar en las frutas son principalmente pectinas y hemicelulosa. La piel de la fruta es la que posee mayor concentración de fibra. Vitaminas: Los vegetales son ricos en vitaminas hidrosolubles, y en menor proporción liposolubles. La concentración de vitamina es directamente proporcional a la intensidad de color. Los alimentos de color claro como lechuga, col y duraznos blancos son fuentes pobres de vitamina, aunque las hojas exteriores de la lechuga contienen 30 veces más vitamina A que las hojas pálidas del interior. Las verduras y las frutas son fuentes regulares de las vitaminas del complejo B. Minerales: La mayor parte de las cenizas de los vegetales son sales de potasio, sodio y calcio. Su efecto fundamental radica en el equilibrio ácido-básico en el organismo aumentando las reservas alcalinas, y de este modo actuando como antiácidos. Los principales minerales que se encuentran en los vegetales son: Calcio: E/n los vegetales de hojas verdes como el nabo, col y brócoli. Hierro: En los vegetales de hojas verdes oscuras. 1.2 METODO DE CONSERVAS DE VERDURAS: La refrigeración: la más utilizada, es la única que no permite una conservación a largo plazo. No olvides que es mejor separar las diferentes verduras en el cajón de tu nevera (puedes utilizar bolsas de papel, papel de cocina seco o húmedo según tus verduras). Los periodos de refrigeración raramente van más allá de siete días. La congelación: la más práctica, congelando las verduras podrás conservarlas al menos un año. La temperatura del congelador tiene que mantenerse entre -18ºc y -20ºc. La maceración en aceite o vinagre en un bote: el vinagre impide a los microbios desarrollarse gracias a su acidez. Para las verduras, se recomienda mejor un vinagre con alcohol. El aceite permite dar aroma a las verduras que quieres conservar, echa en el tarro un puñado de romero, un poco de pimiento... ¿lo más? Puedes reutilizar este aceite, también aromatizado con las verduras que has conservado. La salazón: consiste en cubrir íntegramente las verduras de sal o dejarlas en tarros de agua extremadamente salada. Es suficiente con aclararlas bien cuando desees consumirlas. Tiempo de conservacion de las verduras El tiempo de conservación de las verduras dependerá de la variedad, desde las más perecederas que hay que tratar de consumirlas el mismo día que se adquieren, hasta otras bastante más duraderas. (4 a 5 días aproximadamente). Temperatura adecuada de la conservación de las verduras La planta de la vainita crece bien entre temperaturas promedio de 15° a 27° c. Existiendo un rango de tolerancia. Se considera que como mínimo requiere de 8° a 12° c para germinar; de 15° a 18° c para la floración; y, de 18° a 20° c para la formación y desarrollo de las vainas. Las bajas temperaturas retardan el crecimiento mientras que las altas temperaturas lo acortan. Una planta de vainita puede soportar por períodos cortos temperaturas de 5° c a 40° c, pero si se prolonga ocurren daños irreversibles, como falta de floración o problemas de esterilidad. 1. CONSERVA DE ESPARRAGO: 1. ESPÁRRAGO Hortaliza originaria de Asia, su cultivo en el Perú se inicia a principio de los años 50 en el departamento de la libertad es un producto natural de textura carnosa y firme, un aroma intenso con un sabor ligeramente dulce que requiere una mayor exposición a la luz solar para obtener un color verdoso. Es considerado un alimento gourmet por su consumo exclusivo y dietético. Las presentaciones en las cuales se comercializa son: fresco, procesado -conserva o congelado. 2. VARIEDADES MÁS IMPORTANTES Existe un amplio rango de clasificación de variedades de los espárragos, entre los cuales la coloración de los "rotes es uno de los factores más importantes a considerar. Existen variedades que se utilizan para obtener espárragos blancos, que se cultivan sin recibir luz directa, espárragos verdes y espárragos violetas. 2 Esparrago Blanco: Se cultiva bajo la tierra sin recibir la luz del sol se recolecta cuando la tierra se eleva ligeramente antes de que la yema entre en contacto con la luz. 3 Esparrago morado: Se cultiva igual que el blanco, pero se recolecta cuando la yema ha traspasado la superficie de la tierra y ha entrado en contacto con la luz solar su sabor es algo más intenso. 4 Esparrago verde: Se cultiva al aire libre y recibe su color de la luz solar se recolecta cuando sobresale 20 a 25 cm de la tierra, su sabor es más aromático y parecido al espárrago silvestre, contiene más cantidad de vitaminas debido a la clorofila. Diagrama de flujo: 1000 kg Recepción de espárragos 1000 kg Lavado y desinfección Selección y clasificación 100% Hipoclorito de sodio 100 ppm 6% impurezas Pesado Corte Escaldado Ac. Cítrico= 2 % Sal (2.5%)= Adición del líquido de gobierno Agua (97.9%)= Ac. Cítrico (0.50%)= Envasado Exhausting Cerrado Pasteurizado empacado almacenado Balance de materia 100% 1000kg Recepción de esparrago A b= 1000kg Balance general 𝐀 =𝐁+𝐂 𝐂 =𝐀−𝐁 94 % 5% de impurezas 1000kg Selección y clasificación A B C= 950kg Relación 𝑩 = 𝟎. 𝟎𝟓 𝑿 𝟏𝟎𝟎𝟎 𝑩 = 50 kg 𝑪=𝑨−𝑩 𝐶 = 1000 − 50 𝐶 = 950𝑘𝑔 950kg 950kg LAVADO C D 950kg 950kg Pesado D E 950kg 2% CORTE E F G= 950kg Relación 𝑭 = 𝟎. 𝟎𝟐 𝑿 𝟗𝟓𝟎 𝑭 = 19 kg 𝑮=𝑬−𝑭 𝐺 = 950 − 19 𝐺 = 931𝑘𝑔 931 kg AC. CITRICO 2% ESCALDADO G I= 950kg Relación 𝑯 = 𝟎. 𝟎𝟐 𝑿 𝟗𝟑𝟏 𝑭 = 18.62 kg 𝑰=𝑮−𝑯 𝐼 = 931 − 18.62 𝐼 = 912.38𝑘𝑔 H I= 912.38 kg I=912.38 kg Liquido de gobierno Preparación de salmuera J= Ac. Cítrico (0.50%)=4.56 Agua (97.9%)=893.22 Sal (2.5%) =22.81 Sal (2.5%)*(912.38) = 22.81kg AGUA (97.9%%)*(912.38) = 893.22kg AC. CITRICO (0.50%)*(912.38) = 4.56kg LIQ. DE GOBIERNO = agua + ac. Cítrico + sal = 920.59 Total = 920.59 + 912.38 =1832.97 1832.97kg LATAS Pesado K L 𝑥 = 1832.97Kg ∗ Peso neto = 595g envases = 1832970 g 595 g =3081 1000g = 1832970 𝑔 kg DESCRIPCIÓN DEL PROCESO I. Recepción de materia prima: Es la primera fase del proceso de fabricación de espárrago en conserva, en ella se recibe la materia prima procedente del campo. La empresa cuenta con materia prima procedente de campos propios, ubicados aproximadamente a una hora de transporte, desde los centros de acopio de los fundos hasta la planta de proceso. Durante la recepción se lleva a cabo una verificación de pesos y una inspección del estado en que llega de la materia prima. II. Lavado y desinfección: La materia prima pasa por un proceso de lavado, acompañado de una desinfección, utilizando agua con desinfectante (hipoclorito de sodio) a una concentración de 100 ppm. Para este fin se utilizan tinas de acero inoxidable en las que se van sumergiendo las jabas con espárrago. Primero en una tina con agua pura (lavado) y luego en la tina con hipoclorito de sodio (desinfección). La finalidad de esta operación es bajar la carga microbiana proveniente de los campos de cultivo, a una población mínima y manejable, para las demás etapas del proceso de elaboración. III. Corte inicial: A continuación de la operación de lavado y desinfección la materia prima pasa por una máquina cortadora en la cual se le da el tamaño deseado, por lo general se corta a una longitud promedio de 20 cm. También se dispone de un sistema de duchas con agua a presión en la máquina cortadora para lavar la materia prima a medida que se va realizando el corte. IV. Primera clasificación: La materia prima procedente de los campos viene bajo la modalidad “al barrer”; esto quiere decir que el espárrago viene mezclado tanto en diámetros como en calidad de puntas, además de presentar descartes. Al pasar por esta operación manual, el personal operario retira todos los descartes (turiones que no reúnen condiciones para continuar su proceso), y al mismo tiempo se realiza una clasificación tanto por diámetros como por calidad de puntas. La materia prima clasificada se coloca en jabas previamente lavadas y desinfectadas para su posterior control de pesos y refrigeración. La clasificación se realiza de acuerdo al programa de producción existente y a las especificaciones de los clientes. V. Almacenamiento refrigerado: Todas las jabas conteniendo la materia prima, clasificada y pesada son almacenadas en una cámara de refrigeración a una temperatura de 2 a 4 ºC en espera de la continuidad de su proceso. En la cámara de refrigeración se lleva un control de pesos tanto a la entrada como a la salida antes de iniciar la etapa de pelado. VI. Pelado: Es una operación manual, mediante la cual se elimina la capa externa de los turiones (peladuras); realizada por personal femenino entrenado y calificado (peladoras). Para esta operación se utilizan cuchillos peladores especiales, graduables y de acero inoxidable. La eficiencia del pelado depende de buen uso o manejo del cuchillo por parte de las operarias, quienes están a cargo de una supervisora permanente en línea, y respaldada por un Jefe de Turno de Producción. Es importante mencionar que en esta etapa el producto inicia un proceso continuo a través de fajas transportadoras, la cual las conduce a las siguientes operaciones hasta finalizar en el cerrado de envases. La materia prima que se reparte a las peladoras está sujeto a un programa de producción, el cual se elabora de acuerdo a la demanda existente y a la disponibilidad de materia prima. Se empieza por terminar el saldo que queda en cámara del día anterior, para así evitar el envejecimiento de la materia prima y luego sigue la materia prima del día. VII. Clasificación: Si bien es cierto que la materia prima entregada al área de pelado es una materia prima clasificada de acuerdo a las especificaciones del cliente, por ser esta una operación manual los diámetros resultantes de esta operación no son uniformes, de igual forma la primera clasificación nunca es perfecta. Mediante la etapa de clasificación se trata de corregir estas desviaciones, continuando a la siguiente etapa del proceso sólo la materia prima destinada a un producto específico. Los turiones que por diámetro o calidad de punta no cumplen con las especificaciones del producto que se está pasando, son retenidos y almacenados en jabas para luego continuar su proceso. Esta operación se realiza manualmente por operarias entrenadas, quienes se basan en las especificaciones indicadas por los clientes, para cada referencia de envase. Los criterios de clasificación empleados son diámetros y tipos de puntas VIII. Corte final: Se realiza a través de una máquina cortadora, la cual cuenta con faja transportadora para desplazar el producto y un sistema de corte, fácil de calibrar para el tamaño de formato que se desee trabajar. IX. Escaldado: Se realiza mediante un sistema de vapor directo continuo a 88°C por tres minutos. Esta etapa tiene la finalidad de inactivar las enzimas causantes del pardeamiento, eliminar el aire de las células del turión, ablandar el tejido del turión y permitir un fácil manipuleo durante la siguiente operación de envasado. Se emplea máquinas escaldadoras que cuentan con fajas transportadoras. La velocidad de la faja, así como la temperatura de escaldado depende básicamente del diámetro del turión. X. XI. Enfriamiento: Se realiza con agua a una concentración de cloro de 2ppm, a continuación de la operación de escaldado. Al igual que las máquinas escaldadoras la etapa de enfriado también se realiza mediante fajas transportadoras. XII. Envasado: Se realiza manualmente, por operarias entrenadas con las especificaciones por referencia de producto y ubicadas a cada lado de la faja transportadora que está a continuación de las operaciones de escaldado y enfriado. Las operarias colocan el producto en envases según el formato (tipo de envase) que se esté trabajando y en la posición siguiente: con las puntas hacia arriba, para el caso de frascos y envases de hojalata circulares y en posición horizontal para el caso de envases de hojalata de forma rectangular. Pesado: Paralelamente a la operación de envasado se realiza el control de pesos para cada uno de los envases y formato que se esté procesando, a través de balanzas electrónicas. El control de pesos al 100 % de los envases se realiza con la finalidad de conseguir después del tratamiento térmico el peso drenado (peso escurrido - vienen a ser el peso que se obtiene luego de escurrir al espárrago por un período de dos minutos) que solicita el cliente a través de sus especificaciones de calidad. Se toma en cuenta que durante el esterilizado (o tratamiento térmico) el peso merma entre un 2% y 4%. XIII. XIV. Adición de líquido de gobierno: Consiste en adicionar directamente un líquido de cubierta, previamente preparado, a los envases que contienen producto previamente pesado. El líquido de gobierno es preparado en marmitas de acero inoxidable y calentados con vapor a través de serpentines. Básicamente el líquido de gobierno contiene agua, sal y ácido cítrico. Exhausting: Los envases conteniendo producto más líquido de gobierno, pasan por un pequeño túnel de calentamiento, (exhausting) con la finalidad de mantener la temperatura del envase, para asegurar un buen vacío en su etapa de cerrado y por consiguiente en su producto terminado. XV. B.CONSERVA DE VAINITAS: 1. VAINITAS Esta planta papilionácea, nos aporta muchos nutrientes que nos mejora la calidad de vida. Las vainitas son una rica fuente de antioxidantes y vitaminas, en las que destacan el retinol, B6, C y proteínas como lisina, un aminoácido esencial para la absorción ideal de minerales como calcio, hierro, fósforo y zinc. También se le atribuye propiedades antiinflamatorias, sin contar que es una gran portadora de fibra y sus calorías son bajas, convirtiéndola en un alimento especial para personas que tienen problemas de sobrepeso y colesterol elevado. Todas sus propiedades nutritivas son un gran aporte de salud para el organismo de todos y cada uno de los miembros de la familia. Se cocine salteada o en ensalada o guisada con pollo, carne o jamón, tienen un sabor muy exquisito y es una excelente forma de que, la familia consuma más verduras y tenga una nutrición correcta para su buen desarrollo. 1. PROPIEDADES LAS VAINITAS Los minerales que más destacan son el hierro, el magnesio y el potasio. Son ricas en vitaminas A, B6 y C. Contienen ácido fólico y fibra. El calcio, de su vaina, contribuye al crecimiento de los niños, en el embarazo, en la menopausia y en enfermedades como la osteoporosis. 2. BENEFICIOS DE LAS VAINITAS Las propiedades que contienen las vainitas son variadas y nos ayudan a conservar una buena calidad de vida: Contribuyen a disminuir el colesterol y evita trastornos coronarios. Es diurético y depurativa, ayudan a reducir el contenido de grasa en las arterias. Es un buen anti anémico. Las vainitas son una fuente de hierro y muy recomendables para incluir en la dieta de los que padecen anemia. El consumo de vainitas baja el nivel de azúcar en la sangre, por lo que es recomendada para diabéticos. Ayuda a aliviar dolores reumáticos. 3. NUTRIENTES DE LAS VAINITAS La vainita es rica en vitaminas A, B6 y C, en ácido fólico y fibra. Bajo en grasas, como se observa en el cuadro 1. Cuadro 1: Composición nutricional del fruto de la vainita Valor nutricional de la vainita en 100g de producto comestible Calorías (g) 35 Agua (g) 89 Hidratos de carbono (g) 8.2 Grasas (g) 0.6 Fibra (g) 2.4 Fosforo (mg) 44 Hierro (mg) 1 Proteínas (g) 2.6 Folatos (m.c.g) 62.3 Sales minerales (%) Potasio 260 Sodio 2 Calcio 51.7 Magnesio 22.2 Hierro 1 Fosforo 44 Vitaminas Vitamina A 28 m.c.g Vitamina B1 0.06 mg Vitamina B2 0.10 mg Vitamina B3 1.40 mg Vitamina B6 0.22 mg Vitamina C 23.4 mg Fuente: Perez,2002 4. CULTIVO DE VAINITAS En el Perú contamos con varios tipos de vainita que son agrupados de acuerdo a su forma de crecimiento, color de su vaina y forma de su sección transversal. Según su forma de crecimiento: I. Enano o arbustivo, plantas determinadas y de corto periodo vegetativo. II. De guías o trepador, plantas que forman guía y pueden requerir soporte. Según el color de vaina: a. Verde, son los más comunes y son de uso fresco, conserva y congelado. b. Amarillo, considerados de muy buena calidad, para determinados mercados. Según su sección transversal de la vaina: 1. Redondo, esto lo poseen la mayoría, sin fibra, ni hilium. 2. Ovalado, son gran número, a diferencia del redondo no tienen ni fibra, ni hilium. 3. Aplanado o achatado, son productivos, y poseen fibra e hilim al llegar a la madurez. 5. CONDICIONES ECOLÓGICAS: I. TEMPERATURA: Este cultivo de verano de crecimiento y rendimiento óptimos en T° cálidas de (18-29C°). No tolera heladas, siendo afectado su desarrollo vegetativo, reproductivo y calidad de la vaina a temperaturas de 10°C o menores. La vainita en presencia de lluvias fuertes y ambiente cálido, propio de zonas tropicales, no alcanza producciones óptimas, debido al desarrollo de enfermedades, ataque de insectos y el efecto físico de la lluvia sobre las flores, ocasionando su caída. Los vientos secos o calurosos de igual manera pueden ocasionar caída de flor o falta polinización. II. HUMEDAD RELATIVA: La vainita prefiere una humedad relativa del aire entre 70 y 80%. III. LUZ: Factor fundamental para la fotosíntesis, influenciado en la morfología y fenología. Siendo el tamaño y orientación las que se verán afectadas por la radiación; La luz no es una limitante para su óptimo desarrollo. La inducción o diferenciación floral y desarrollo de la vaina son independientes de la duración del día, es decir es foto periódicamente neutra. Se pueden lograr en condiciones de baja luminosidad excelentes rendimientos en cuanto a calidad y cantidad. IV. AGUA: La falta de agua puede afectar seriamente el rendimiento y más si es en las etapas de floración, formación y llenado de vainas, por otro lado el exceso de humedad puede interrumpir el desarrollo de la planta, incrementando el ataque de enfermedades. Esta planta mesolítica, requiere de agua constantemente que sea de buena calidad, para alcanzar máximos rendimientos. La presencia salina o de elementos tóxicos puede afectar el rendimiento de manera notoria, especialmente en presencia de boro cuando este supera el nivel de 0,5 – 1 ppm. V. SUELO: La vainita se adapta a distintos tipos de suelo, siendo los mejores los de textura franca, bien drenados y con un alto contenido de materia orgánica. Son medianamente tolerante a la acidez del suelo. Se obtienen muy buenas cosechas en suelos de reacción alcalina como los de nuestra Costa. La vainita es muy sensible a la salinidad del suelo, siendo afectado notoriamente por el exceso de boro. Esta planta se adecua fácilmente a diferentes tipos de suelos. Entre sus características que más les favorece: • Textura: Franco a franco arcilloso. • Profundidad efectiva: Superior a 60cm. • Densidad aparente: 1,2 g.cm-3 • Materia Orgánica: 3.5 % • Drenaje interno y externo: Excelente • pH: 5,5 a 7,0 • Acidez total: Mayor a 10% • Conductividad eléctrica: Mayor a 2 mmhos.cm-1 2.7.6 Densidad de siembra Es importante el contacto de la semilla con las partículas de tierra húmeda para obtener una germinación rápida y uniforme. Donde se usa el riego, es recomendable mojar el suelo con anterioridad y efectuar inmediatamente la siembra cuando el suelo está a punto en cuanto a humedad. VI. DENSIDAD DE SIEMBRA: La vainita se siembra en forma directa pudiendo ser mecanizada o manual. han determinado un distanciamiento óptimo de 0.7 m entre surcos con dos hilera de plantas por surco y 0.1 m entre plantas en la hilera de siembra. La siembra manual se hace en terreno húmedo con riego de enseño, alcanzando 63 488 plantas/ha; mientras que la siembra mecanizada alcanza altas densidades de 142 850 plantas/ha. Siendo aproximadamente 120 kg de semilla por hectárea para siembras mecanizadas y de 60-70 kg de semilla por hectárea en siembras manuales. Cuando la siembra es directa también se usa 70-100 kg de semilla por hectárea. Con un distanciamiento entre surcos de 0.8 m y entre plantas de 0.2 – 0.3m, sembrando de 2-3 semillas por golpe en las dos hileras del surco. Diagrama de flujo de conserva de vainita 1000 kg Recepción de la vainita 100% Control de calidad Pesado 96% Selección y clasificación 960 kg Lavado Pelado y cortado 864 Kg 4% perdidas = 40 kg Cocción 10 % cascara 8 min 3% sal = 25.95 kg 5 % vinagre= 43.2 Preparación de salmuera Total = salmuera + vainitas=956.812 kg envasado 2.8 % condimentos= 24.142 Total =92.842 1610.00 envases Peso neto= 595 g Exhausting ¿ Cerrado autoclavado Enfriado Almacenado DESCRIPCION DEL PROCESO Materia prima: Debe ser de buna calidad, en estado óptimo de madurez. Pesado: Es importante para determinar el rendimiento que se podrá obtener de la verdura. Selección: En esta operación se eliminan aquellas verduras magulladas y que presentan . contaminación por microorganismos. Clasificación: Los frutos se clasifican según su diámetro. Esta característica es muy importante debido a la fuerte demanda comercial de tamaños pequeños. No existe uniformidad internacional en la clasificación teniendo cada país su norma. El tamaño va a ser un factor muy importante, que determinará la aparición de ciertas alteraciones que deprecian el valor del encurtido en salmuera y del producto elaborado. La clasificación se realiza manual o mecánicamente mediante calibradoras que constan de varios canales de calibrado, formados por cordones de caucho o nylon en forma divergente. Regulado la divergencia de los cordones se consiguen los distintos calibres que se recogen en tolvas. Lavado y desinfección: El lavado constituye uno de los procesos más importantes en la fabricación de encurtidos, pues la suciedad de los frutos y la presencia de hojas y frutos descompuestos, dificulta el normal desarrollo de la fermentación natural. El lavado se realiza simplemente con agua, la maquinaria empleada suele ser lavadoras de tipo rotativo compuestas por cilindro de chapa perforada semi sumergido en agua y cintas transportadoras, también perforadas, con duchas a presión. Pelado: Consiste en la extracción de la piel de toda la materia prima (a las que sea necesaria extraerle la piel) el cual se puede realizar manual o mecánicamente con peladoras abrasivas, por pelado químico, procurando que no queden restos dela piel de las hortalizas. Cortado: Una operación usualmente incluida en los diversos procesos de conservación es el cortado. Esta es una operación que permite alcanzar diversos objetivos, como la uniformidad en la penetración del calor en los procesos térmicos, la uniformidad en el secado y la mejor presentación en el envasado al lograr una mayor uniformidad en formas y pesos por envase. En el caso específico del secado, el trozado favorece la relación superficie / volumen, lo que aumenta la eficacia del proceso. Cocción: Si el encurtido es de varias hortalizas, estas deben ser cocidas por separado. El tiempo de cocción depende del tipo y variedad de la hortaliza. Envasado: Los frascos se llenan con las hortalizas, en los porcentajes que se determinan en la elección del producto. Puede agregarse solo una hortaliza o una mezcla de hortalizas. Adición de la salmuera: La salmuera que ha sido preparada previamente, se calienta de 82 a 86°C y se agrega a los frascos que contienen las hortalizas. En encurtidos se le llama salmuera a la solución del 3% de sal y 5% de vinagre, pudiéndose utilizar de 2 al 10% de azúcar, según el tipo de encurtido. A la salmuera puede añadírsele condimentos tales como: pimienta, ajo y otros. Desairado (exhausting): Esta operación se hace para evitar que en el frasco quede aire a la hora del sellado. La ausencia de aire impide el desarrollo de microorganismos y forma un buen sello. El desairado puede hacerse manualmente, agitando los frascos luego de ser llenados con la salmuera caliente; o bien aplicando a un baño maría. Cerrado: El cerrado se práctica inmediatamente después del desairado. Este se hace para impedir el contacto del producto con el ambiente. Este paso se puede hacer manual o mecánicamente Etiquetado y encajado: Consiste en el pegado de etiquetas (con los requerimientos de la ley), y la puesta del producto en cajas. Almacenado: Según el tipo de envase, se podrá colocar un número de cajas en forma ordenada de caja sobre caja. A este procedimiento se le conoce como estibado. El ambiente de almacenamiento debe ser ventilado, fresco y sin humedad. FLUJO ASMET DEL PROCESO DE PRODUCCIÓN Agua destilada Ácido Cítrico Fundas polietileno Vainita Estado, forma, color textura Mezclar 1% Agua Lavar Desinfectar Escurrir Cortar Buen estado Agua Solución 1% Balance de materia 100% 1000kg Recepción de vainita A b= 1000kg Balance general 𝐀 =𝐁+𝐂 𝐂 =𝐀−𝐁 96 % 1000kg A 4 % de impurezas Selección y clasificación B C= kg Relación 𝑩 = 𝟎. 𝟎𝟒 𝑿 𝟏𝟎𝟎𝟎 𝑩 = 40 kg 𝑪=𝑨−𝑩 𝐶 = 1000 − 40 𝐶 = 960𝑘𝑔 960 kg 960kg D LAVADO E 10% cáscara 960kg PELADO Y CORTE E F G = kg Relación F= 𝟏𝟎% 𝑿 𝟗𝟔𝟎 𝑭 = 96 kg 𝑮=𝑬−𝑭 𝐹 = 960 − 96 𝐹 = 864 𝑘𝑔 kg Cocción F=864 kg F=864 kg t= 8 - 10 min Preparación de salmuera 3% sal=25.45 kg G= 5% vinagre= 43.2 2.8 % condimentos= 24.192 Sal (3%)*(864) = 25.92kg Vinagre (5%)*(864) = 43.2kg Condimentos (2.8%)*(864)=24.192 kg Total de salmuera= 25.92 + 43.2+ 24.192 = 92.842 kg Total salmuera + vainitas= 92.842 kg + 864 =956.812 kg PESO NETO = 595 G 956.812kg envasado H I 956.812 Kg ∗ 1000 g = 956812 𝑔 1 kg 956812 g 1. ENVASES= 595 g = 1608.08 = 1610 envases CONSERVA DE ALCACHOFA 1. Alcachofa: La alcachofa pertenece a la especie Cynara Scolymus de la familia Compositae y es una hortaliza “light” debido a su bajo contenido calórico, grasas y alta proporción de fibra. Tiene un exquisito sabor, catalogada en el rubro de hortaliza especial o de banquete, similar al esparrago. Debido a su alto contenido en hidratos de carbono, proteínas, ácido fólico, vitamina A y C, antioxidantes, calcio, magnesio y potasio se considera a la alcachofa como una hortaliza altamente protectora de la salud ya que previene la formación de tumores, cáncer de colon, senos y próstata, problemas cardiovasculares y reduce el colesterol. Debido a la alta proporción de magnesio le confiere efectos antidepresivos y refuerza el sistema reproductivo y sumado al fosfato reduce en las mujeres el riesgo de ciertos defectos cerebrales o espinales del feto durante la gestación. En estado fresco regula diversas funciones hepáticas, páncreas y del riñón; tiene virtud curativa para los enfermos del hígado y diabéticos pues no deja azúcares en la sangre ni en la orina. También es utilizado como tónico cardiaco depurativo, sanguíneo antitóxico diurético, favoreciendo la eliminación de urea, del exceso de colesterol y ácido úrico. Se usa como medicina natural mezclado con agua azucarada y limón para los diabéticos y los males de hígado curando enfermedades del sistema óseo, artritis, reumatismo, raquitismo y osteoporosis. En farmacia clínica se utilizan las hojas, que tienen como constituyente principal la cynarina y cynaropicrina, que son anti coleréticos; es decir estimulan a la vez la formación y eliminación de la bilis, protege y regenera las células hepáticas y en los pacientes cirróticos ayuda a la regeneración de tejidos hepáticos. 2. Origen e historia de la alcachofa La actual alcachofera es una planta que procede de la alcachofera silvestre que es natural del este de África. Posteriormente, se fue extendiendo su cultivo a lo largo de todos los países mediterráneos de occidente. A medida que, por procedimiento de selección, se iban obteniendo cada vez ejemplares más productivos, con mejor sabor (la especie silvestre era muy amarga) y mejores propiedades alimentarias. Desde aquí se extendió al este del mediterráneo y, posteriormente, a todos los lugares del mundo con el clima y el suelo adecuado. El cultivo de la alcachofera es muy antiguo. Las primeras referencias hay que buscarlas en los dibujos grabados en las tumbas egipcias. Los griegos y los romanos la comieron en abundancia y siempre pensaron que era una planta que les aportaba grandes propiedades digestivas y afrodisiacas. En aquel tiempo de esta planta solamente se comían los tallos. La primera referencia en la que aparece la alcachofa como una hortaliza comestible es en el año 1400 en Italia. La alcachofa se cultiva en países de clima cálido, sin presencia de heladas, en una tierra rica en nutrientes, bajo un buen grado de humedad y un drenaje conveniente que evita la aparición de hongos. 3. Ventajas del consumo de alcachofa La alcachofa presenta un efecto reductor del colesterol y de los triglicéridos, debido a la presencia de cinarina, una sustancia que actúa evitando la síntesis endógena de colesterol y otros lípidos. Por ello, está indicada para todas las enfermedades funcionales y orgánicas del hígado, vesícula biliar y vías biliares, así como para los trastornos digestivos que de ellas deriven. La inulina es el hidrato de carbono mayoritario, esta sustancia se metaboliza en el organismo dando lugar a unidades de fructuosa, un azúcar asimilable sin la necesidad de insulina. Por este motivo, las alcachofas están indicadas en la dieta de las personas diabéticas. Además, por su riqueza en fibra proporciona sensación de saciedad y favorecen el tránsito intestinal, contribuyendo a aliviar o prevenir el estreñimiento. 4. Valor nutritivo de la alcachofa En la tabla: se presenta el valor nutritivo de la alcachofa. ELEMENTO UNIDAD CONTENIDO Agua g 92.90 Ceniza g 1.20 Carbohidratos g 2.90 Proteínas g 2.80 Grasa G 0.20 Fibra G 1.40 Calcio Mg 42.00 Hierro Mg 1.10 Fosforo Mg 51.00 Retinol Mg 50.00 Tiamina Mg 0.7 Riboflamina Mg 0.04 Niacina Mg 0.85 5. ANÁLISIS DE OFERTA Y DEMANDA DE ALCACHOFAS EN CONSERVA Materia Prima Datos históricos de oferta de alcachofa En la Tabla 1 podemos observar los datos históricos de la oferta de alcachofa en el Perú, esta si bien corresponde a la suma de las toneladas de alcachofa cosechadas más las importadas, para este caso específico solo corresponde a la producción peruana debido a que no se importa alcachofa en fresco al Perú. Tabla 1. Datos históricos de la oferta de alcachofa en el Perú Años Peso (Tn) Neto Importaciones (Tn) Oferta (Tn) Total 2012 141,496.00 141,496.00 2011 150,417.00 150,417.00 2010 127,323.00 127,323.00 2009 115,710.00 115,710.00 2008 126,201.00 126,201.00 2007 134,244.00 134,244.00 2006 113,200.00 113,200.00 2005 67,942.00 67,942.00 2004 42,031.00 42,031.00 2003 19,752.00 19,752.00 2002 8,406.00 8,406.00 2001 6,772.00 6,772.00 2000 4,310.00 4,310.00 Fuente: FAOSTAT, Elaboración: Propia En la tabla 1 vemos la evolución de las cosechas de alcachofa expresadas en toneladas, aquí se aprecia como las cosechas han pasado de 4,310 toneladas en el año 2000 ha 141,496 toneladas en el 2012, esto corresponde a un crecimiento de alrededor del 3000%, lo que le ha valido al Perú pasar del puesto 17 en el año 2000 al puesto 4 al 2006, lugar en el cual se mantiene hasta la actualidad. Proyección de la oferta de alcachofa Con el motivo de obtener una predicción sobre la oferta de alcachofa en los años en los que funcionara la planta, se procedió a graficar las toneladas cosechadas en función al tiempo, esto con el fin de poner modelar estadísticamente y obtener una tendencia de los datos, lo cual fue reflejado en la figura 1 en donde podemos ver dos tendencias marcadas la que va del año 2000 al 2007, en la que se tiene un comportamiento claramente cuadrático, y la del 2008 hasta el 2012 en la que se optó por modelar linealmente. El comportamiento de la primera etapa es atribuido al gran entusiasmo de las empresas agroindustriales peruanas, que al contar con mayores áreas para el cultivo así como de la gran cantidad de subsidios de esa época, ampliaron en gran medida el cultivo de alcachofa, ante la baja de cosechas de Italia, Egipto y España (principales productores), quienes además destinaban el mayor porcentaje de su producción al consumo local, lo cual originaba la insatisfacción en la demanda a nivel mundial. Sin embargo en una segunda etapa podemos apreciar como el crecimiento disminuyo y se hizo más constante en el tiempo, esto debido quizás a la apertura de nuevos cultivos en el Perú tales como los pimientos o algunos tipos de berries. 160 000 OFERTA TOTAL (TN) 140 000 120 000 100 000 80 000 y = 3285,1x2 - 1E+07x + 1E+10 R² = 0,9887 y = 6529,7x - 1E+07 R² = 0,5685 60 000 40 000 20 000 0 1998 2000 2002 2004 2006 2008 2010 2012 2014 AÑOS Figura 1. Evolución de la oferta de alcachofas en el Perú Por otro lado en la Tabla 2, podemos ver la proyección realizada hasta el año 2020 para la oferta de alcachofa en el Perú, estos datos fueron obtenidos con la ecuación de la recta encontrada para el intervalo de años de 2008-2012. Tabla 2. Proyección de la oferta de alcachofas en el Perú Años Peso Neto (Tn) 2013 2014 2015 2016 2017 151,818.50 158,348.20 164,877.90 171,407.60 177,937.30 2018 2019 2020 184,467.00 190,996.70 197,526.40 Datos históricos de la demanda de alcachofa Tabla 3. Datos históricos de la demanda de alcachofa en el Perú Años Valor FOB USD. 2014 2013 2012 2011 2010 2009 2008 2007 2006 2005 Peso Neto (Tn) 91,991.90 23,118.69 87,353.74 20,486.15 114,087.44 24,768.59 128,521.89 28,272.11 97,094.70 25,588.13 74,599.50 20,359.15 83,247.16 23,560.23 64,799.23 19,365.66 66,030.44 19,760.61 44,073.81 12,655.67 Fuente: Sunat, Elaboración: Propia *Peso Consumo Demanda Alcachofa (Tn) Industrial (TN) (Tn) 30,363.70 31,669.64 28,299.20 30,083.40 25,464.60 23,142.00 25,240.20 26,848.80 22,640.00 13,588.40 53,482.39 52,155.79 53,067.79 58,355.51 51,052.73 43,501.15 48,800.43 46,214.46 42,400.61 26,244.07 53,482.39 52,155.79 53,067.79 58,355.51 51,052.73 43,501.15 48,800.43 46,214.46 42,400.61 26,244.07 En la Tabla 3 podemos observar los datos históricos de la oferta de alcachofa en el Perú, esta corresponde a la suma de las toneladas de alcachofa exportadas más las destinadas al consumo nacional, para este caso específico se trabajó con los datos proporcionados por la Sunat pero en relación a la partida arancelaria: 2005.99.10.00 – “ALCACHOFAS (ALCAUCILES) PREPARADAS O EN CONSERVAS” por esto, para obtener el peso de alcachofa se calculó el contenido de este producto dentro de las conservas y para esto utilizamos el promedio del peso escurrido mínimo de todas las presentaciones de este conservas, datos proporcionados por el SIICEX. Para el caso de las toneladas destinadas al Consumo Industrial el cálculo fue realizado en base a una aproximación del 20% de la producción nacional del Perú, dato obtenido de la empresa Danper. Se puede observar claramente como en los últimos 10 años la exportación de alcachofa en fresco creció en un 183%, mientras que el del consumo industrial fue del 223%, lo que nos da como resultado un crecimiento de la demanda total de 204%. Proyección de la demanda de alcachofa En el caso de la demanda vemos como los datos se ajustan moderadamente a la tendencia lineal, y las variaciones presentadas, se deben al carácter no constantes de los negocios internacionales, en los que las variaciones de los precios de los productos más comercializados o quizás la baja en la economía restringe los negocios, o los eleva en el caso contrario, sea cual fuera el caso, se destaca el comportamiento ascendente de la demanda mundial y nacional. 70 000 Demanda total (Tn) 60 000 50 000 40 000 y = 2326,8x - 5E+06 R² = 0,6237 30 000 20 000 10 000 2004 2006 2008 2010 Años 2012 2014 2016 Figura 2. Evolución de la demanda de alcachofas en el Perú Por otro lado en la Tabla 4, podemos ver la proyección realizada hasta el año 2020 para la oferta de alcachofa en el Perú, estos datos fueron obtenidos con la ecuación de la recta encontrada para el intervalo de años de 2005-2014. Tabla 4. Proyección de la oferta de alcachofas en el Perú Años Peso Neto (Tn) 2013 52,155.79 2014 53,482.39 2015 60,324.53 2016 62,651.28 2017 64,978.04 2018 67,304.79 2019 69,631.55 2020 71,958.30 Análisis de Oferta y Demanda 250 000 200 000 150 000 Oferta Disponible 100 000 50 000 2012 2013 2014 2015 2016 Demanda Total 2017 2018 2019 2020 2021 Oferta Total Figura 3. Proyección de la Oferta y Demanda al año 2020 de alcachofa en el Perú En el enfrentamiento de la oferta y la demanda de alcachofa como materia prima en el Perú, podemos ver que las tendencias de estas dos da como resultado un crecimiento mucho mayor de la oferta frente al de la demanda, con lo cual concluimos de que en el Perú existe una oferta disponible de esta materia prima, por lo cual determinamos de que nuestra planta tendrá siempre la posibilidad de adquirir alcachofa para la producción.924204971 Producto Terminado Datos históricos de oferta mundial de conserva de alcachofa Tabla 5. Datos históricos de la oferta mundial de conserva de alcachofa Años España Francia Egipto Italia Holanda Marruecos Otros Total 2011 12409 7545 5945 5687 1191 708 707 34192 2010 10603 10436 8303 6419 845 1062 594 38262 2009 15037 7194 18188 3239 1093 521 650 45922 2008 13570 9292 6456 3485 1013 530 2505 36851 2007 11097 6819 7466 4158 1119 675 4462 35796 2006 19640 5870 13588 4618 2836 720 7764 55036 2005 21645 7391 12030 4102 1478 528 10165 57339 Fuente: FAOSTAT, Elaboración: Propia Podemos observar que las cantidades en toneladas exportadas a nivel mundial disminuyen a través de los años, presentando también fluctuaciones de descensosaumentos-descensos. Esto se debe a que nuevos países han ingresado como exportadores de alcachofa, este es el caso de Perú cuyo porcentaje de exportación representa un 9% del total de envíos del mundo. En la tabla 5 podemos observar que España es el principal exportador de alcachofas en conserva, aproximadamente, el 90% de la producción mundial de alcachofa, que se encuentra estabilizada en torno a 1,2 millones de toneladas. Los países de la Unión Europea obtienen cerca del 80% de la producción mundial, siendo Italia, con el 45%, y España, con el 24% de la oferta, los países más relevantes como productores de este cultivo. La principal característica de la producción española es su alta tasa de transformación industrial. Aunque España es el segundo productor mundial, ocupa el primer lugar como país exportador de alcachofas frescas y en conserva. España es uno de los países que destina un gran porcentaje de su producción (70%) al proceso industrial, destinando la mayoría de corazones de alcachofa a la industria conservera (65%). Proyección de la oferta mundial de conserva de alcachofa En la Figura 4 podemos apreciar que, si bien las cantidades exportadas de conserva de alcachofa son altas, la oferta a través de los años ha ido en descenso. En los años 2005 y 2006 se registraron la mayor cantidad de exportaciones, sin embargo en el periodo 2007-2011 las exportaciones disminuyeron notablemente, esto puede explicarse debido a la crisis económica, que originó un desplome comercial en el mundo. 70000 Oferta Total (Tn) 60000 50000 40000 30000 20000 y = -3316,5x + 7E+06 R² = 0,5621 10000 0 2004 2005 2006 2007 2008 Años 2009 2010 2011 2012 Figura 4. Evolución de la oferta mundial de conservas de alcachofa Datos históricos de la demanda mundial de conserva de alcachofa Como podemos observar la importación de alcachofa durante los años del 2005, 2006,2009 alcanzaron una demanda total y un valor FOB de millones de dólares mayores que en los demás años esto se debió a que en esos años el auge de las exportaciones y la gran demanda que había tenido la alcachofa en los mercados externos , debido a que el hábito de consumo de este producto entre los consumidores peruanos eran muy bajos .Como sabemos el mercado norteamericano es uno de los más grandes y competitivos del mundo donde la alcachofa con propiedades benéficas para la salud presenta un gran potencial pero en los años 2010 y 2011 presentaron un déficit comercial cercano a los 10 mil millones de dólares en los últimos 2 años respecto de vegetales procesados (incluye verduras y frutas procesadas), diferencia negativa que se explica principalmente por la introducción de productos con precios competitivos en un mercado relativamente abierto. Tabla 6. Datos históricos de la demanda mundial de conserva de alcachofa Años Francia Italia Alemania Canadá Países Bajos Bélgica Reino Unido Otros Total 2011 2010 2009 2008 2007 2006 2005 12793 12939 15941 17817 12755 20264 20765 9852 14626 19901 10953 9070 16963 15165 1923 1916 2154 1572 1887 1885 1991 2074 2278 1780 2754 2045 1942 2166 1989 1970 2068 2299 2414 1882 2329 1355 1438 2161 1834 2338 1550 1928 1042 474 373 392 536 780 842 1273 1216 1567 1425 1513 3108 5514 32301 36857 45945 39046 32558 48374 50700 Proyección de la demanda mundial de conserva de alcachofa 60000 Demanda Total (Tn) 50000 40000 30000 20000 y = -2315,9x + 5E+06 R² = 0,4409 10000 0 2004 2005 2006 2007 2008 2009 2010 2011 2012 Años Figura 5. Evolución de la demanda mundial de conserva de alcachofa Los datos obtenidos en la Tabla 6, fueron proyectados en función al año, y con eso se logró modelar matemáticamente, de tal forma que se pueda obtener los datos hasta el 2020 y de esa forma poder analizar la viabilidad de la planta. Análisis de Oferta y Demanda Podemos ver en lo que respecta a los negocios internacionales referentes al consumo de conservas de alcachofas que existe una mayor demanda en relación el oferta, con lo cual en el ámbito mundial existe una Demanda Insatisfecha, por lo que la creación de nuestra planta solucionaría en parte ese problema, ya que la producción estaría destinada a su totalidad a la exportación. 35 000,00 30 000,00 Toenaldas 25 000,00 20 000,00 15 000,00 Demanda insatisfecha 10 000,00 5 000,00 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 Años Figura 6. Proyección de la Oferta y Demanda Mundial al año 2020 de conserva de alcachofa. Descripción de la elaboración I. Recepción: La recepción consiste en recibir la alcachofa criolla comprada a los campesinos de las zonas indicadas. En esta primera etapa se detectan y se separan las alcachofas marchitas ocasionadas por la pérdida de agua, pérdida de peso, las alcachofas que tienen las brácteas endurecidas y/o abiertas, que evidencian un aumento de la pilosidad del receptáculo, alteraciones del color y alcachofas podridas. II. Selección y clasificación: Una vez recepcionada la alcachofa se procede a realizar la selección retirando las alcachofas que presenten las brácteas abiertas, con formas planas o con lesiones ya sea por hongos o por insectos, las alcachofas dañadas, picadas, fofas o con presencia de hongos, de manera que cumpla con los requerimientos de calidad, para luego clasificarlas de acuerdo a su diámetro. Esta operación se realiza en una faja transportadora de dos bandas, con personal capacitado para seleccionar correctamente y con bastante cuidado ya que en función a los diámetros, se determina los tiempos de escaldado. Se comprobara en esta operación el estado del fruto, así como sus diversos calibres, ya que de esto se elige los formatos de los envases a ser producidos, y la existencia de plagas o podredumbre eliminándolas para evitar el riesgo de contaminación durante el procesamiento. III. Escaldado Se realiza una precocción de aproximadamente 15 a 17 minutos, aunque la duración del tiempo debe guardar relación con el diámetro del fruto y tiene por objeto neutralizar las enzimas que lo descomponen. Se adiciona ácido cítrico, para evitar la oxidación responsable del oscurecimiento y pardeamiento del fruto. Ph: 2.6 – 2.8. IV. Enfriamiento manual: Evita un recocido prolongado que en determinados casos podría dar lugar a alteraciones que se manifiestan de distinta forma, pero fundamentalmente en obscurecimientos, reblandecimientos por perdida de textura, posible aparición de gérmenes termófilos. V. Pelado manual Cada operario deberá de contar con cuchillos afilados para eliminar las brácteas externas del fruto (fibrosas no comestibles), formándose el corazón de alcachofa. Esta fase del proceso tiene una gran incidencia en el rendimiento, calidad y costo de elaboración. VI. Perfilado y Cortado Se hace de forma manual y consta de lo siguiente en eliminar el pedúnculo, perfilar la base dándole forma cónica. En caso que no cumpla la calidad para enteros se deriva para cuartos . VII. Envasado y pesado: Para el envasado se realiza una previa selección de diámetros para que obtengamos frutos de tamaños uniformes. Existe una relación entre el diámetro mayor y el menor. Cada tipo de envase determina el peso que se debe dar y cumplir con las especificaciones dadas por el cliente. VIII. Preparación y dosificación del líquido de gobierno: Puesto que se trata de un fruto de baja acidez, el Ph de la alcachofa está comprendido entre 5.4 -5.6. Hay que ratificar el Ph del producto final para poder aplicar un proceso de pasteurización, de modo que no puedan desarrollarse microorganismos, ya que hay un tratamiento térmico a diferentes temperaturas, haciendo que el producto pierda su consistencia y buen aspecto. Los insumos para el líquido de gobierno serán los siguientes: Agua potable (blanda) 97.9 % E330 (ácido cítrico) 0.50% Sal 2.3- 2.6 % El objetivo es obtener un Ph 2.5- 3.0 .La temperatura de dosificación debe ser superior a los 90°C , para facilitar la salida del aire ocluido en el fruto y con seguir una temperatura de cerrado de 70 °C. IX. Exhausting y Cerrado Luego de pasar por el exhauster los envases ( 80°C – 85°C), donde se calienta el líquido de gobierno con vapor, que además de eliminar las burbujas de aire que se forman al llenarlos, dilata el líquido permitiendo el cierre hermético del envase, que al enfriarse produce vacío en su interior, se procede al cerrado teniendo en consideración que el cierre que se efectúe va a determinar absolutamente la buena calidad del producto elaborado, teniendo en consideración que se va a realizar un tratamiento térmico. Una vez cerrado los frascos se proceden a colocarlos en coches de acero inoxidable, esta operación se realizar con bastante cuidado. Finalmente los envases sellados se someten a un tratamiento térmico en autoclave. X. Tratamiento térmico: Se realiza en autoclaves horizontales para que no se altere las condiciones normales durante su almacenamiento. Después de su pasteurización (100°C), se procede al enfriamiento para evitar sobre cocciones y cambios de textura en el producto. El agua de enfriamiento ha de tener de 0.5 a 1.5 ppm de 𝐶𝑙2 activo, de modo que en las dilataciones y contracciones de un cierre originadas por los cambios de presión interna y temperatura del cuerpo metálico no puedan introducirse microorganismos existentes en el agua. En los esterilizadores continuos va acoplado un sistema de enfriamiento por duchas dejando el producto a temperaturas de 30- 35° C que permita el secado del envase y evite corrosiones externas. La temperatura y el tiempo que dura la pasteurización varían de acuerdo al formato, considerando el calentamiento previo (10 min) que se da hasta alcanzar la temperatura óptima indicada para cada formato. Presión atmosférica: 0.5 bar. XI. Codificado y almacenamiento El codificado se realiza para identificar, la fecha de producción y/o vencimiento, número de batch, lote de producción y otros, dependiendo del mercado destino. Luego del codificado, se coloca los envases en pallets de exportación, forrándolos con polifilm y registrando el conteo de envases en kardex por cada ballet Diagrama de flujo de conserva de alcachofa 1000 kg Recepción de alcachofa 1000 kg Control de calidad 100% Pesado 980 kg 980 kg Selección y clasificación 2% impurezas Lavado Escaldado Escurrido Pelado Cortado y perfilado Envasado Exhausting Cerrado Pasteurización Empacado Almacenado Ac. Cítrico al 1.5% Diagrama de operaciones A-1 Control de calidad I-1 Tamaño y madurez T-1 Pesado O-1 T-2 Selección y clasificación Recepción de materia prima O-2 T-3 Lavado Montacarga Balanza de plataforma Manualmente Selección manual Faja Transportadora Lavadora 1000 kg/h O-3 Demora D-1 T-4 60 min Faja Transportadora O-4 Escaldado Escaldador T-5 Pelado O-5 T-6 Cortado O-6 T-7 Escurrido Pelado manual Transporte Cortado manual Bandejas de acero Envasado O-7 T-7 Exhausting O-8 T-7 Sellado Control de calidad I-2 Transporte O-10 T-9 empacado Transporte O-9 T-8 Pasteurización Transporte O-11 Transporte Balance de materia 100% 1000kg Recepción de alcachofa A b= 1000kg Balance general 𝐀 =𝐁+𝐂 𝐂 =𝐀−𝐁 98 % 2 % de impurezas 1000kg Selección y clasificación A B C= kg Relación 𝑩 = 𝟎. 𝟎𝟐 𝑿 𝟏𝟎𝟎𝟎 𝑩 = 20 kg 𝑪=𝑨−𝑩 𝐶 = 1000 − 20 𝐶 = 980𝑘𝑔 980kg 980kg LAVADO C D Ácido cítrico =1.5% T°= 97°C 980kg D ESCALDADO F= kg E Relación 𝑬 = 𝟏. 𝟓% 𝑿 𝟗𝟖𝟎 𝑬 = 14.7 kg 𝑭=𝑬−𝑫 𝐹 = 980 − 14.7 𝐹 = 965.3𝑘𝑔 Agua(10%) F=965.3 kg ESCURRIDO G=96.53 kg H=868.77 kg Relación 𝑮 = 𝟏𝟎% 𝑿 𝟗𝟔𝟓. 𝟑 𝑮 = 𝟗𝟔. 𝟓𝟑kg 𝑯 = 𝑭−𝑮 𝐻 = 965.3 − 96.53 𝐻 =868.77 kg I= cáscara y pedúnculo (30%) = 260.631Kg H=868.77𝑘𝑔 Pelado J= 616.4739kg Relación 𝑰 = 𝟑𝟎% 𝑿 𝟖𝟔𝟖. 𝟕𝟕 𝑰 = 𝟐𝟔𝟎. 𝟔𝟑𝟏kg 𝑱 = 𝑯−𝑰 𝐽 = 868.77 − 260.631 𝐽 = 608.139𝑘𝑔 608.139kg 608.139 kg CORTADO Y PERFILADO J K K= 608.139 kg Liquido de gobierno Envasado Ac. Cítrico (0.50%)=3.041 Agua (97.9%) =595.368 Sal (2.3 – 2.6%) =14.595 sa M= 613.004 AGUA = 608.139 * 97.9 % = 595.368 AC. CITRICO = 608.139 * 0.50% = 3.0406 kg SAL = 608.139 * 2.4% = 14.595 kg lt LIQ. DE GOBIERNO = agua + ac. Cítrico + sal =613.004 Total = 613.004 + 608.139 = 1221.143 kg Envasado 1221.143kg peso neto=595 envasado H 𝑥 = 1221.143 ∗ I 1000g = 1221143 𝑔 kg Peso neto = 595g / envase 2. ENVASES= 1221143 g 595 g = 2052.34 = 2053 envases D. ENCURTIDOS DE PEPINILLO 1. ENCURTIDO Los encurtidos son todos aquellos productos a base de vegetales u hortalizas cuyo fundamento de conservación es el alto grado de acidez. Dicha acidez se logra ya sea por una fermentación de los azúcares del producto por parte de microorganismos específicos, así como también por una simple adición de algún ácido comercial, como por ejemplo el ácido acético. Entre los productos de consume humano tenemos: Chucrut o Sauerkraut, los encurtidos o pickles (cebollitas, pepinillos, zanahorias, ajíes, berenjenas, nabos, etc.) y las aceitunas. 1.1.1. Clases de encurtidos A. Encurtidos fermentados Se elaboran mediante la fermentación del azúcar de los vegetales. El proceso se inicia ante una determinada concentración de sal (10%) que debe mantenerse constante. La elaboración de estos encurtidos tarda entre uno y dos meses, dependiendo de la temperatura en la que se realice. Mediante este proceso la hortaliza no se acidifica por la producción de ácido láctico, sino que, además, se forman otros productos como el ácido acético, alcohol, esteres y aldehídos que confieren al producto característica especiales de textura, sabor y color. Los cuales se elaboran mediante una fermentación láctica. Esta fermentación presenta tres fases: Fase Primaria: es muy importante que desarrollen microorganismos que produzcan fermentación láctica. Para esto es necesario que el vegetal se encuentre en una determinada concentración de sal, para lo cual se puede utilizar una salmuera. Fase Intermedia: predominan las especies que desarrollan en acidez baja como Leuconostoc y tolerantes a la acidez alta como Lactobacillus. Fase Final: los Leuconostoc empiezan a decrecer y son reemplazados por especies Lactobacillus, que son ácidos tolerantes. Cuando se ha fermentado todo, el contenido de ácido en el medio no puede aumentar. B. Encurtidos no fermentados Son encurtidos que no son sometidos a una fermentación, ya que el vinagre o ácido acético es adicionado en forma directa sobre las hortalizas, las cuales son previamente sometidas a un blanqueado o escaldado. Este método es bastante sencillo y rápido. 1.1.2. A. Proceso de Elaboración industrial de encurtidos de pepinillo Materia prima. En el caso del pepinillo, principal integrante de los encurtidos, la materia prima en está constituida por los frutos inmaduros de las especies cucumis sativus. Son de color más o menos verde y uniforme, su forma es cilíndrica, La textura de los frutos destinados a encurtir debe ser firme y éstos deberán estar exentos de sabores extraños y amargos, así como de malos olores B. Selección clasificación Los frutos de pepinillo se clasifican según su tamaño, color. La selección se realiza eliminando todos aquellos frutos que estén rotos, blandos, podridos, curvados y aplastados. Asimismo se eliminan restos vegetales que pudieran acompañar a los frutos. Se recomienda evitar fermentar en el mismo depósito frutos de tamaños extremos, puesto que los pequeños fermentan con mayor rapidez que los grandes. C. Lavado. Esta operación se realiza previa a la fermentación, los pepinillos beben ser lavados para disminuir la suciedad y los restos de tierra que los frutos llevan adheridos. El lavado constituye uno de los procesos más importantes en la fabricación de encurtidos, pues la suciedad de los frutos, dificulta el normal desarrollo de la fermentación natural. D. Fermentación. Es la operación más importante en todo el proceso de fabricación. Consiste en colocar las especies hortícolas en solución salina salmuera y dejar que la flora microbiana, realice la fermentación natural. La fermentación ácido-láctica se consigue mediante la combinación de dos factores: la concentración de sal y el descenso del pH de la salmuera debido a la producción de ácido láctico por las bacterias fermentativas. La fermentación tiene lugar en depósitos de plástico (vinilo), madera con diferentes capacidades, pudiendo oscilar estas entre 120 - 14.000 litros, dependiendo del lugar de emplazamiento y de las facilidades operativas. Los depósitos han de ser limpiados antes y después de su uso. En este caso se utilizara bidones de 220 litros. Transcurridas 24 horas de la recolección; una vez llevadas a cabo las operaciones de selección, calibrado y lavado, se introduce la materia prima en los bidones y se adiciona una salmuera que contenga 10% de sal. En estas condiciones se mantiene durante la primera semana. A continuación semanalmente, se añade sal en cantidad suficiente para elevar la concentración de la salmuera en 1% de sal, hasta alcanzar 16% de sal. Durante la fermentación se producen numerosos cambios físicos, químicos y microbiológicos, que se describen seguidamente: a) Cambios físicos En las primeras 48-72 horas el agua, los azúcares, proteínas, minerales y otras sustancias contenidas en los frutos se difunden por ósmosis a la salmuera. En la salmuera estas sustancias constituirán el alimento de las bacterias productoras de ácido láctico y otros microorganismos. Como consecuencia, el producto pierde peso y se produce en él un arrugamiento. Transcurrido este periodo, la sal comienza a penetrar en los tejidos y con ella se produce la entrada de agua, con la que los frutos ganan peso y vuelven a su situación normal. El cambio de textura de los productos durante la fermentación es el aspecto físico más importante, ésta va a determinar las diferencias cualitativas entre los encurtidos procedentes de producto fermentado y fresco. b) Cambios químicos El principal cambio químico consiste en la transformación de los azúcares contenidos en los frutos en ácido láctico debido a la acción microbiana. Aunque el principal producto de la fermentación es el ácido láctico, también producen cantidades inferiores de ácido acético. Otros compuestos que aparecen en menores proporciones son alcoholes y ésteres. En ocasiones, durante la fermentación ácido-láctica se originan cantidades importantes de anhídrido carbónico e hidrógeno. c) Cambios microbiológicos Los microorganismos más importantes que intervienen en la fermentación son: bacterias productoras de ácido láctico, bacterias productoras de gases y levaduras. Estos microorganismos están presentes de forma natural en los frutos. Las bacterias productoras de ácido láctico, aunque presentan variaciones estacionales y de distribución, son siempre las responsables de los mayores cambios en los frutos. Dentro de este grupo se encuentran Leunostoc mesenteroides, que en los primeros momentos de la fermentación predomina sobre el resto, esta bacteria se cultiva sobre medios hipersacarosados produciendo voluminosas cápsulas (dextrano), esta producción se ha empleado en la producción de alimentos de textura más o menos filante o espesa. E. Desalado Los frutos almacenados en salmuera no pueden consumirse directamente. Para poder procesar el producto almacenado, éste debe ser previamente desalado, reduciendo su contenido salino a un nivel aceptable por los consumidores. Se trata de un proceso inverso al de salazón, que consiste en eliminar la sal con agua. Mediante escurrido se elimina la salmuera inicial de los bidones. A continuación se vuelven a llenar de agua y al cabo de unos minutos se escurren nuevamente, alcanzando así los productos una concentración aproximada del 2% de sal. En cada lavado se consumen 25 litros de agua para 100 kg de producto. F. Cortado Esta etapa se realiza mediante una maquina cortadora para facilitar el envasado. G. Envasado Se empleará como único material de envasado el vidrio. Su elección se debe a las siguientes ventajas: Son impermeables al agua, gases, olores, etc. Son inertes. Se pueden someter a tratamientos térmicos. Son transparentes. Realzan el contenido que contienen. Previamente al llenado, el envase debe ser lavado, lo cual se lleva a cabo en una lavadora de frascos dispuesta para tal fin. En primer lugar se vierte el envase y, a continuación, se lanza un chorro de agua caliente, manteniéndose los frascos invertidos para evitar contaminaciones y facilitar el escurrido antes del llenado. Una vez preparada la materia prima para su envasado, es enviada por medio de una banda transportadora a la llenadora-dosificadora, que realiza el llenado de los frascos de manera precisa sin derramar el producto, ni contaminar la zona de cierre. H. Adición del líquido de gobierno La adición del líquido de gobierno cumple entre otros los siguientes objetivos: Mejorar la transferencia de calor a las porciones sólidas del alimento. Desplazar el aire de los envases. Mejorar el sabor y la aceptabilidad del alimento, así como contribuir a su conservación. Actuar como medio de distribución para otros componentes (especias, aditivos, etc.). El preparado consistirá en una disolución al 10% de vinagre puro de vino en agua. Su añadido, a los envases con el producto, se realizará por medio de una dosificadora volumétrica que se alimenta de un depósito en el cual se formula el líquido de gobierno. La máquina permite variar de forma automática e independiente el volumen a dosificar. La temperatura del líquido en el momento de su incorporación será de unos 85ºC. I. Cerrado. Si los envases se cerraran a presión atmosférica, difícilmente resistirían la presión interna producida durante el tratamiento térmico. Por tanto, es necesario expulsar el aire del espacio de cabeza reservado y producir un vacío parcial. Esto se consigue con una temperatura elevada del líquido de gobierno. De esta forma, también se reduce la cantidad de oxígeno disponible que acarrearía la corrosión, la destrucción de vitaminas y la decoloración del producto. Para esta operación se empleará una cerradora de tapas de rosca. J. Tratamiento térmico El pH influye considerablemente en la temperatura y el tiempo de tratamiento, condiciones que definen el procesado térmico, para obtener un producto aceptable. Los ácidos ejercen un efecto inhibidor sobre los microorganismos. Por tanto, en productos muy ácidos con pH < 3.7 no se multiplican las bacterias, solo los hongos y bastaría con un tratamiento térmico consistente en un proceso de pasteurización. El tratamiento térmico se llevará a cabo en un túnel de pasteurizado, con duchas de agua caliente a la entrada y fría a la salida, para evitar roturas en los envases. Una vez concluido el proceso de pasteurización, se enfrían los envases paulatinamente, evitando un cambio térmico brusco que pueda aumentar la fatiga de los envases por sobrepresiones. La temperatura final de enfriamiento será de unos 38ºC, para que el calor residual ayude a secar los envases, con lo que se evita la corrosión y se contribuye a evitar la contaminación. K. Etiquetado Una vez finalizado el proceso de envasado se llevará a cabo etiquetado de los productos, para ser posteriormente embalados. Para esta operación se empleará una etiquetadora lineal automática autoadhesiva, dotada de dos cabezales para practicar, según las circunstancias, etiquetado simple o doble. L.Almacenamiento. Para mantener los elaborados durante el periodo de almacenamiento en condiciones adecuadas que garanticen su calidad, se llevarán a cabo las siguientes recomendaciones: Evitar la exposición prolongada de los productos a la luz solar directa, principal causa de la aparición de decoloraciones. Mantener la temperatura ambiental por debajo de los 25ºC, evitando así el efecto de cocido y de ablandamiento del producto y, por tanto, la aceleración de la oxidación. Realizar controles periódicos del tiempo y de la temperatura de almacenamiento, de la evolución de la calidad, estado de los palets, etc. Se trata de productos de duración media superior a dieciocho meses, que en condiciones adecuadas pueden permanecer varios años en perfecto estado de consumo. 1.1.3. Diagrama de flujo para el proceso de elaboración de encurtidos de pepinillo por fermentación Cuadro de resumen Evento Símbolo Operación Número 12 Transporte 7 Inspección 2 Demora 1 Almacén 2 Total 24 1.1.4. Diagrama de flujo de proceso de elaboración del encurtido de pepinillo SIMBOLOGÍA DESCRIPCIÓN DEL PROCESO Recepción de materia prima Control de calidad (color, olor, tamaño, textura, etc.) Transportar al área de almacenamiento TIEMPO DISTANCIA 15 - 20 min ----------- 3min ----------- 15 – 20 min mts Área de almacenamiento de la materia prima 1–2 días ------------ 2 min 3mts Transportar al área de selección y limpieza Área de Selección y clasificación según el calibre 1min ------------- de los pepinillos Transportar al área de lavado 2 min 2mts 15 min ------------ 2min 4mts 1-2 meses ------------ 2 min 3mts Área de lavado y desinfección Transportar los pepinillos al área de fermentado Área de fermentación (fermentar hasta obtener una salmuera del 16%) Transportar los pepinillos fermentaos al área de desalado Área de desalado del 16 al 2% 20min Área de cortado (10mm) 4seg/kg ----------------------Área de envasado 80btll/ min ----------- Área Adición de líquido de gobierno a 85 °C Área de cerrado del envase 30seg/ env 80env/ min ---------- ---------- Área de Tratamiento térmico a T° 85°C y enfriado a 38 °C 15-20 min ----------- Transportado al Área de enfriamiento Área de enfriamiento 2min 3mts 15-20 min ----------- 5min ------------ 2min 8mtrs 30 seg/env ----------- 2min ------------ ---------- ----------- Control de calidad (color, textura y olor) Trasportado al área de etiquetado Área de etiquetado Área de empacado Área de almacén (Temperatura ambiente 25°C) 1.1.5. Balance de materia 2000kg/d Recepción de materia prima Control de calidad 2000 kg Pepinillos aplastados y hojas pérdidas (1%) = 20kg Selección y clasificación Tiempo = un mes y ½ 1980 kg Lavado y desafección 1era semana = 10% sal 2era semana =1% Salmuera 10% Pepino = 1980kg Fermentado Desalado . Salmuera 2% Pepinillo = 1731.09kg Perdida de sal = 288.5kg Cortado Pepinillo=1731.09kg Pepino =595g/bll Agua = 90% Vinagre puro 10% L.G= 230ml/btll 16% . v Salmuera 16% A 2%= 2019.6 kg 3era semana 1% Envasado Botellas = 3000 Adición de líquido de gobierno Botellas = 3000 Cerrado Tratamiento térmico Etiquetado Empacado y Almacenamiento Botellas = 3000 1) Cálculos de Balance de materia Materia prima(M. P) = 2000kg/dia Perdía 2% = 20kg Pepinillos seleccionados = 1980kg Preparación de la salmuera Sal = 10 % producto = 10 ∗ 1980 = 198kg de sal 100 Fermentación 1era semana = 10% sal =198 kg 2da semana = 1% sal = 19.8 kg 3era semana = 1% sal = 19.8 kg . . . . . = 1% sal 19.8 kg Cada semana se concentra con 1% de sal hasta llegar a 16% esta fermentación se realiza por 1-2 meses Con respecto a la salmuera el producto aumento 2% Concentración de salmuera en el producto = 1980*2/100 +1980 = 2019.6 kg Desalado (16% al 2% de sal) 0.84 2019.6 ∗ 0.98 = 1731.09 kg de pepinillo 𝑝𝑒𝑟𝑑𝑖𝑑𝑎 = 288.51kg en sal Envasado 1000𝑔 1731.09𝑘𝑔 ∗ = 1 731 090𝑔 𝑘𝑔 Peso neto = 595g/botll Peso bruto = 1200g Peso del envase vacio = 375g N° envases = 1731090g/595g = 2909.4 = 3000 botellas Liquido de gobierno LG = 1200 – 375 -5 95 = 230ml Total de líquido de gobierno = 230*3000 = 690 000 ml = 690L Vinagre puro 10% = 69000ml = 69L Agua 90% = 621000 ml =621 L Producto total Producto entrante = 3061.4 kg Sal 16% = 302.4 kg Vinagre 10% = 69 L Materia prima = 2000 kg Agua 90% = 690L Producto saliente = 2421.09 kg 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = 2421.09 ∗ 100 = 79.08% 3061.4 E. CONSERVA DE ZANAHORIA 3.1. CONSERVA Se llama conserva al resultado del proceso de la manipulación de los alimentos de tal forma que se evite o ralentice su deterioro. Esto suele lograrse evitando el crecimiento de pasto natural, levaduras, hongos y otros microorganismos, así como retrasando la oxidación de las grasas que provocan su enrranciamiento. Las conservas también incluyen procesos que inhiben la decoloración natural que puede ocurrir durante la preparación de los alimentos, como la reacción de dorado enzimático que sucede tras su corte. Muchos métodos de elaboración de conservas incluyen diversas técnicas de conservación de los alimentos. Las conservas de frutas, por ejemplo elaborando mermeladas a partir de ellas, implican cocción (para reducir su humedad y matar bacterias, hongos, etcétera), azucarado (para evitar que vuelvan a crecer) y envasado en un tarro hermético (para evitar su contaminación). Son aspectos importantes de las conservas mantener o mejorar los valores nutricionales, la textura y el sabor, si bien históricamente algunos métodos han alterado drásticamente el carácter de los alimentos conservados. En muchos casos estos cambios han pasado a ser cualidades deseables, como es el caso de los quesos, yogures y encurtidos. 3.2. DESCRIPCIÓN BOTÁNICA Y MORFOLÓGICA La zanahoria es una planta herbácea la cual, dependiendo del tiempo que tome su desarrollo, se clasifica en anual o bianual. Las primeras presentan su fase vegetativa y reproductiva en el mismo año de plantación, mientras que las bianuales presentan su fase vegetativa en un año y durante el siguiente se presenta la fase reproductiva. 3.3. VARIEDADES EN CONSERVA Actualmente existe un gran número de variedades de zanahoria, presentando una gran diversidad de formas, colores y fecha de cultivo. Todas estas variedades se agrupan en tipos, entre los que se encuentran Danvers, Imperator, Nantes, Touchon, Flakee, Amsterdam, París y Chantenay. El número de variedades cultivadas de zanahoria aumenta cada día debido a las variedades híbridas, formando un grupo muy diverso, tanto en tipos, formas, color y ciclo vegetativo. Danvers: las zanahorias de este tipo son de longitud media a larga, con el cuello ancho y puntiagudo. - Imperator: es un tipo mucho más esbelto que el anterior en la zona del cuello y bastante más largo. - Nantes: estas zanahorias tienen forma cilíndrica, recta y lisa. Tanto el cuello como la base son redondeados o despuntados. Este tipo es el mayoritario para consumo en fresco. Flakee: este tipo es de raíces grandes, largas y cónicas, con hojas vigorosas. Se usa tanto en el mercado en fresco como para la industria. - París: estas zanahorias se caracterizan por un final despuntado y un tamaño menor. Chantenay: son un poco más alargadas que las del tipo París y terminan en punta. Los tipos más usados para la industria son Amsterdam y Flakee. USOS PRINCIPALES: Las zanahorias se pueden consumir de muy diversas formas. Se suelen trocear, y se consumen crudas, cocidas, fritas o al vapor y se cocinan en sopas, guisos, ensaladas, pasteles, así como en comidas preparadas para bebés y animales domésticos. Es un alimento excelente desde el punto de vista nutricional gracias a su contenido en vitaminas y minerales. El agua es el componente más abundante, seguido de los hidratos de carbono, siendo estos nutrientes los que aportan energía. La zanahoria presenta un contenido en carbohidratos superior a otras hortalizas. Al tratarse de una raíz, absorbe los nutrientes y los asimila en forma de azúcares. El contenido de dichos azúcares disminuye tras la cocción y aumenta con la maduración. 3.4. ZANAHORIA EN CONSERVA La zanahoria en conserva es un alimento que no contienen proteínas, contienen 4,20 gramos de carbohidratos, contienen 3,68 gramos de azúcar por cada 100 gramos y no tienen grasa, aportando 26,80 calorias a la dieta. Entre sus nutrientes también se encuentran las vitaminas K, A, B9 y C. Las proporciones de los nutrientes de la zanahoria en conserva pueden variar según el tipo y la cantidad del alimento, además de otros factores que puedan intervenir en la modificación de sus nutrientes. Recuerda que según la preparación de la zanahoria en conserva, pueden variar sus propiedades y características nutricionales. Puedes utilizar esta información para conocer el aporte en tu dieta de este u otros alimentos. Esta información te puede ayudar comer mejor peparando recetas con zanahoria en conserva sanas y nutritivas, sin embargo, la información sobre este y otros alimentos ha sido obtenida de diversas fuentes y podría no ser totalmente exacta por lo que debes consultar a tu médico o un nutricionista antes de comenzar cualquier régimen o hacer cambios drásticos en tu dieta. En esta página también podrás las características de la zanahoria en conserva con otros alimentos. 3.5. PROPIEDADES DE LA ZANAHORIA EN CONSERVA Entre los alimentos de la categoría de las verduras y hortalizas que tenemos disponibles entre los alimentos en nuestra tienda o supermercado habitual, se encuentra la zanahoria en conserva. Este alimento, pertenece al grupo de los tubérculos y raíces en conserva. A continuación puedes ver información sobre las características nutricionales, propiedades y beneficios que aporta la zanahoria en conserva a tu organismo, así como la cantidad de cada uno de sus principales nutrientes. La zanahoria en conserva es un alimento rico en vitamina A ya que 100 g. de este alimento contienen 484 ug. de vitamina A. 3.6. BENEFICIOS DE LA ZANAHORIA EN CONSERVA Al tener mucha vitamina A o niacina, la zanahoria en conserva previene enfermedades en los ojos, fortalece el sistema inmunitario y tiene propiedades anticancerosas. También por su alto contenido de vitamina A, este alimento también favorece el buen estado de la piel y de las mucosas. 3.7. INFORMACIÓN NUTRICIONAL DE LA ZANAHORIA EN CONSERVA Los principales nutrientes de la zanahoria en conserva así como una lista de enlaces a tablas que muestran los detalles de sus propiedades nutricionales de la zanahoria en conserva. En ellas se incluyen sus principales nutrientes así como como la proporción de cada uno. Calorías 26,80 kcal. Grasa 0,20 g. Colesterol 0 mg Sodio 42 mg. Carbohidratos 4,20 g. Fibra 2,47 g. Azucares 3,68 g. Proteínas 0,80 g Vitamina A 484 ug. Vitamina C Vitamina B12 0 ug. Calcio Hierro 0,30 mg. Vitamina B3 1 mg. 30 mg. 0,33 mg. Principales nutrientes Calorías Vitaminas Minerales Proteínas Aminoácidos Carbohidratos La cantidad de los nutrientes que se muestran en las tablas anteriores, corresponde a 100 gramos de este alimento. DESCRIPCION DEL PROCESO Recepción: consiste en pesar las hortalizas, para conocer la cantidad que entrará a proceso. Selección y clasificación: el lavado se efectúa con agua clorada, y su selección con base a color y textura; para garantizar una buena presentación del producto. Lavado: El objetivo de esta fase es disminuir la suciedad y los restos de tierra que llevan adheridos permitiendo así una reducción de la carga microbiana. Escaldado: Se realiza una precocción de aproximadamente 15 a 17 minutos, aunque la duración del tiempo debe guardar relación con el diámetro del fruto y tiene por objeto neutralizar las enzimas que lo descomponen. Se adiciona ácido cítrico, para evitar la oxidación responsable del oscurecimiento y pardeamiento del fruto. Ph: 2.6 – 2.8. Envasado y pesado: Para el envasado se realiza una previa selección de diámetros para que obtengamos frutos de tamaños uniformes. Existe una relación entre el diámetro mayor y el menor. Cada tipo de envase determina el peso que se debe dar y cumplir con las especificaciones dadas por el cliente. Preparación y dosificación del líquido de gobierno: Puesto que se trata de un fruto de baja acidez, el Ph de la alcachofa está comprendido entre 5.4 -5.6. Hay que ratificar el Ph del producto final para poder aplicar un proceso de pasteurización, de modo que no puedan desarrollarse microorganismos, ya que hay un tratamiento térmico a diferentes temperaturas, haciendo que el producto pierda su consistencia y buen aspecto. Exhausting y Cerrado: Luego de pasar por el exhauster los envases ( 80°C – 85°C), donde se calienta el líquido de gobierno con vapor, que además de eliminar las burbujas de aire que se forman al llenarlos, dilata el líquido permitiendo el cierre hermético del envase, que al enfriarse produce vacío en su interior.También se procede al cerrado teniendo en consideración que el cierre que se efectúe va a determinar absolutamente la buena calidad del producto elaborado, teniendo en consideración que se va a realizar un tratamiento térmico. Llenado de frascos: los frascos se llenan con las hortalizas, en los porcentajes que se determinan en la elección del producto. Puede agregarse solo una hortaliza o una mezcla de hortalizas. Cerrado: El cerrado se práctica inmediatamente después del desairado. Este se hace para impedir el contacto del producto con el ambiente. Este paso se puede hacer manual o mecánicamente. Etiquetado: Consiste en el pegado de etiquetas (con los requerimientos de la ley), y la puesta del producto en cajas. Almacenado: Según el tipo de envase, se podrá colocar un número de cajas en forma ordenada de caja sobre caja. A este procedimiento se le conoce como estibado. El ambiente de almacenamiento debe ser ventilado, fresco y sin humedad. DIAGRAMA DE FLUJO DE CONSERVA ZANAHORIA 1000 kg Recepción de la zanahoria Control de calidad Pesado Selección y clasificación Lavado Escaldado Escurrido Pelado Cortado Envasado Exhausting Cerrado Pasteurización Empacado Almacenado BALANCE DE MATERIA 1000kg Recepción de la zanahoria A b= 1000kg Balance general A =B+C 𝐂 =𝐀−𝐁 97 % purezas 3 % de impurezas 1000kg Selección y clasificación A B C= kg Relación 𝑩 = 𝟎. 𝟎𝟑𝑿 𝟏𝟎𝟎𝟎 𝑩 = 30 kg 𝑪=𝑨−𝑩 𝐶 = 1000 − 30 𝐶 = 970𝑘𝑔 970kg 970kg LAVADO C D Ácido cítrico =1.2% T°= 95°C 970kg ESCALDADO D F= kg Relación 𝑬 = 𝟏. 𝟐% 𝑿 𝟗𝟕𝟎 E 𝑬 = 11.64kg 𝑭=𝑬−𝑫 𝐹 = 970 − 11.64 𝐹 = 958.36𝑘𝑔 Agua (10%) ESCURRIDO F=958.36 kg G=95.836 kg H=862.52 kg Relación 𝑮 = 𝟏𝟎% 𝑿 𝟗𝟓𝟖. 𝟑𝟔 𝑮 = 𝟗𝟓. 𝟖𝟑𝟔 kg 𝑯 = 𝑭−𝑮 𝐻 = 958.36 − 95.836 𝐻 = 862.524𝑘𝑔 I= cáscara (25%) = 215.631 Kg H=862.524𝑘𝑔 I= PELADO J= 646.893kg Relación 𝑰 = 𝟐𝟓% 𝑿 𝟖𝟔𝟐. 𝟓𝟐𝟒 𝑰 = 𝟐𝟏𝟓. 𝟔𝟑𝟏kg 𝑱 = 𝑯−𝑰 𝐽 = 862.524 − 215.631 𝐽 = 646.893𝑘𝑔 646.893kg 646.893 kg CORTADO J K K=646.893 kg Liquido de gobierno ENVASADO L= 1% Ac. Cítrico (0.50%)= Agua (97.9%) = NaCl (0.7%) = M= Sal (2.5%) AGUA = 646.893 * 97.9 % = 633.308 lt AC. CITRICO = 646.893 * 0.50% = 3.234kg SAL = 646.893 * 2.5% = 16.172kg 4530.373kg LIQUIDO DE GOBIERNO LIQ. DE GOBIERNO = Agua + Ac. Cítrico + sal = 3883.48 Total = 3883.48 + 646.893 = 4530.373kg ENVASADO 𝑥 = 646.893 ∗ 1000g = 646893 𝑔 kg Peso neto = 595g / envase Peso bruto = 1200g Peso del envase vacío =375g N° envases = 608139 / 595 g = 1022.08=1030 envases IV. MATERIALES E INSUMOS MATERIALES Envases de vidrio Cuchillos Cuchara Olla Tabla de picar Cocina Balanza Termómetro PH metro INSUMOS Zanahoria Vinagre Agua CONTROL DE CALIDAD En la materia prima Controlar que la materia prima esté fresca y que no tengan defectos que le den mala apariencia. Por ejemplo si son zanahorias deben tener un color anaranjado fuerte; si son pepinos estos deben ser delgados; si son chayotes deben estar tiernos etc. Durante el proceso Efectuar el cocinado de las verduras por el tiempo necesario para evitar que se destruyan. Cada hortaliza tiene un tiempo de cocción diferente. En el producto final Verificar si el contenido de los vegetales y la salmuera están de acuerdo a la formulación establecida y si el peso drenado es correcto. Revisar también si el sello es bueno, y el peso igual en todos los frascos. FICHA TÉCNICA APROBADA CARACTERÍSTICAS GENERALES DEL BIEN Denominación del bien : ZANAHORIA Denominación técnica : ZANAHORIA CRIOLLA / ZANAHORIA SERRANA Grupo/clase/familia : Alimentos, bebidas y productos de tabaco/Verduras frescas /Zanahorias/Zanahorias chantenay Nombre del Bien en el Catálogo del SEACE : ZANAHORIA (AL PESO) Código : A5040250400135168 Unidad de medida : KILOGRAMO Descripción General : La zanahoria (daucus carota) es una herbácea de la familia de las umbelíferas de la especie Mucus carota. CARACTERÍSTICAS TÉCNICAS DEL BIEN Características Físico - Organolépticas Forma: Es una raíz gruesa y alargada, apariencia cónica. Tamaño: Suelen tener entre 15 a 17 cm sin embargo, pueden alcanzar hasta los 20 cm de largo y un poco más, su peso oscila entre 100 y 250 g. Color: Tiene piel (cáscara) de color naranja con perpendiculares a su longitud de color amarillas. Textura: Dura, sólida. Sabor: Su sabor es ligeramente dulce. Requisitos mínimos de calidad Las zanahorias deben cumplir con los siguientes requisitos: Estar enteras Estar sanas vetas Estar limpias Estar firmes Estar sin germinar Estar sin bifurcaciones ni raíces secundarias Estar exentas de un grado anormal de humedad exterior, es decir, suficientemente secas tras el lavado al que se hayan sometido en su caso Estar exentas de olores y sabores extraños Las zanahorias se hallarán en un estado y una fase de desarrollo que les permitan: Conservarse bien durante su transporte y manipulación, y Llegar en condiciones satisfactorias a su destino Requisitos microbiológicos (expresados en ufc/g) Las zanahorias deben cumplir con los requisitos mínimos siguientes: Categoría Clase n c Límite por g. m M Escherichia coli 5 3 5 2 102 103 Salmonella sp. 10 2 5 0 Ausencia / 25 g ----- Agente microbiano n: Es el número de unidades de muestra que deben ser examinados de un lote de alimentos, para satisfacer los requerimientos de un plan de muestreo particular. m: Es un criterio microbiológico, el cual, en un plan de muestreo de dos clases separa buena calidad de calidad defectuosa; o en otro plan de muestreo de tres clases, separa buena calidad de calidad marginalmente aceptable. En general “m” presenta un nivel aceptable y valores sobre el mismo que son marginalmente aceptables o inaceptables. M: Es un criterio microbiológico, que en un plan de muestreo de tres clases, separa calidad marginalmente aceptable de calidad defectuosa. Valores mayores a “M” son inaceptables. c: Es el número máximo permitido de unidades de muestra defectuosa. Cuando se encuentra cantidades mayores de este número el lote es rechazado. Contaminantes Para la zanahoria se deberá tener en cuenta lo siguiente: Las zanahorias deberán estar limpias, frescas, enteras y sanas. Pertenecerán al mismo cultivar y deberán tener un grado de madurez comercial, que les permita soportar el manipuleo, transporte y conservación en buenas condiciones. Las zanahorias deberán ser acondicionadas, de tal manera que estén protegidos, ventilados y bien presentados. Las zanahorias se deberán envasar para el expendio al por mayor en sacos de polietileno que pesen aproximadamente 50 Kg. Rotulado Para el etiquetado se permite el uso de materiales, en particular papel o sellos, con indicaciones comerciales, siempre y cuando estén impresos con tinta o pegamento no tóxico. Asimismo el etiquetado contendrá como mínimo lo siguiente: Nombre o marca del producto cuando corresponda. Designación del producto según la calidad y tamaño. Procedencia. Peso neto en kilogramos. Transporte El medio de transporte empleado no deberá transmitir a las zanahorias, características indeseables que impidan su consumo. Vida útil Consumo en fresco. Maquinarias y Equipos 1) Balanzas de piso con plataforma para pesar productos de gran peso Balanzas de piso fabricado especialmente para usos industriales, Amplia Pantalla en LCD con retro iluminación nocturna. Especificaciones técnicas Capacidad 500g – 4000kg Dimensiones (cm) 100 x 100 Estructura Construida de acero inoxiable Indicador industrial Marca BLC 210 2) Carretilla de transporte Especificaciones técnicas Tipo Transporte Carga trasportada 500 – 1000kg Estructura Plataforma Indicador industrial Marca BLC 210 3) Maquina clasificadora TITAN II Es una máquina de alto rendimiento que permite clasificar y calificar en función de la calidad, el tamaño y la seguridad de los alimentos. Titan II utiliza un conjunto superior e inferior de sensores ópticos de color y de infrarrojo cercano para explorar la superficie de cada uno de los elementos "en caída libre". Esto permite ver sin obstáculos ambos lados del producto con una clasificación de alta capacidad. Los sensores de visión en color analizan el tamaño, la forma, el color, etc. Los sensores de infrarrojo cercano analizan los defectos difíciles de apreciar a simple vista, como podredumbres blandas, etc. El diseño de la máquina garantiza una manipulación delicada del producto; los productos de 1ª categoría pasan con delicadeza por la máquina, mientras que los de 2ª y 3ª categoría son desviados de forma individual con gran precisión a otros flujos mediante eyectores inteligentes. Reducción significativa de la mano de obra, hasta un 70% Aumento de la producción de hasta un 20% Especificaciones técnicas Tipo TITAN II 162.x Capacidad Hasta 10 toneladas/h Dimensiones 3.000x1.352x1.500m Anchura de la cinta de alimentación 600mm Entrada de presión de aire 50l/m Consumo eléctrico 3.3 KV 4) Maquina Lavadora de legumbres frutas. Uso de tres condiciones de limpieza, es decir burbuja de aire, el siclo de navegación, aerosol de alta presión para asegurar q las verduras o frutas obtener una gama completa de limpieza a fondo. Válvula de regulación de caudal al lado de la máquina mantener el control de los las verduras velocidad de avance, por lo que es fácil de operar. Ficha técnica Modelo PSBW-4500 Capacidad 1000-1500 kg/h Dimensiones 4500*950*1550mm Voltaje 380 V Potencia 3.37kw Material Acero inoxidable 5) Recipientes para la fermentación Bidón 220 litros tapa rosca, material: polietileno (pehd) material tapa: polipropileno (pp), referencia BR22, Volumen 220 litros Diámetro 590 mm, Altura 1000 mm diámetro de tapa 382 mm, diámetro tapón central 70 mm, color gris --Apto para uso alimentario. Modelo Presión Potencia Dimensión Capacidad Material PSBW-3500 6 Bar 3 KW 6000*2000*1550mm 500-1000 kg/h Acero inoxidable 6) Maquina lavadora La máquina estándar es compuesta de: Tina inoxidable semicilíndrica a U, canal a vibración, con plano en plancha perforada colocado encima del descargue para la separación y el desagüe del producto, tina de recogida agua puesta bajo el canal a vibración, Bomba de recirculo agua, Cuadro eléctrico en caja firme inoxidable. El desalinizador a remolino puede ser utilizado para desalar productos vegetales en salmuera. 7) maquina cortadora Especificaciones técnicas Función Capacidad Dimenciones Potencia Voltaje: tamaño de corte PQC-600 Encurtidos vegetales 950 kg/h 1300*620*1050mm 1.5kw 220 V/380 V 1mm a 25mm 8) Maquina lavadora de envases de vidrio Especificaciones técnicas Capacidad Dimensiones Poencia Voltaje Maquina de llevadora JINRI 1000 – 2000 botellas/h 1400x1400x2050mm 1.5KW 220 V/380 V 9) Maquina llenadora Llenado automático de productos sólidos granulados como aceitunas, legumbres, encurtidos, fabadas, maíz y otros. Especificaciones técnicas Capacidad Dimensiones Poencia Presion Maquina de llenado JINRI 80 botellas/min 2000x1000x1500mm 1.5KW 4 atm 10) Maquina dosificadora Dosificado de alta y media velocidad a través de boquillas por rebose, adecuada para dosificado de líquidos de gobierno como salmueras, aceite y otros. Especificaciones técnicas Capacidad Dimensiones Poencia Voltaje dosificador de liquidos 80env/min 2500x700,x1500m 1.5kw 380 V 11) Cerradora de tarros con tapa twist off Estas máquinas son capaces de cerrar automáticamente entre 20 MC-100 hasta 100 tarros minuto. 12) Tunel de pasteurisado Los frascos, tarros, latas, etc. son distribuidos uniformemente con fin de elevar su temperatura interna tales que la flora bacteriana es reducida a niveles inocuos. Después de un tiempo de mantenimiento a esta temperatura se somete a los envases a un enfriamiento mediante lluvia de agua fría, saliendo al final del túnel a temperatura cercana a la ambiente. Especificaciones técnicas Capacidad Dimensiones Poencia Voltaje PLS-3000 6000 botellas/h 6000*2000*1600mm 8 kw 380 V 13) Coches transportadores de gavetas: Para producto (Alcachofa), elaborado en acero inoxidable AISI 430, incluye ruedas de goma. PRECIO USD $ 300 C/U PRECIO TOTAL USD $ 1.200 14) Banda transportadora (2.44 mts de longitud * 40 cm ancho), construida en acero inoxidable para interconexión de máquinas, incluye banda en teflón alimenticio, incluye motor reductor monofásico 110-220 Volt, variador de frecuencia para velocidades , tablero de mando independiente y soportes regulables al piso. PRECIO USD $ 2.950 15). Cuba de lavado de producto (Alcachofa), de sección rectangular, pared simple elaborado en acero inoxidable AISI 304, para un volumen de 500 litros, incluye patas elaboradas en el mismo material, bomba de recirculación de agua de 2HP monofásica 110-220 voltios, sistema de lavado de aspersión, con banda transportadora de cangilones, banda transportadora para blanqueado construida en teflón alimenticio, túnel de vapor construido en acero inoxidable en la parte en contacto con el producto, incluye mallas y filtros para detención de partículas gruesas, el sistema de aspersión está construido en tubería inoxidable, motor reductor de ½ HP 220 voltios 28 RPM y filtro para recirculación. PRECIO USD $ 10.000 17). Mesas de trabajo con reborde, elaborada en acero inox, AISI-304, montada en una estructura de acero inox. AISI-430, incluye sumidero para drenaje de agua de limpieza, sueldas en tig y acabados totalmente sanitarios. Dimensiones aproximadas (3,00*1.50*0.85h). PRECIO USD $ 1.380 C/U PRECIO TOTAL USD 5.520 18). Mesas planas de trabajo, elaborada en acero inox, AISI-304, montada en una estructura de acero inox. AISI-430, sueldas en tig y acabados totalmente sanitarios. Dimensiones aproximadas (3.00*1.50*0.85h). PRECIO USD $ 1.380 C/U PRECIO TOTAL USD 2.760 19.)Cortadora de producto semiautomática neumática, construida en acero inoxidable AISI-304. Incluye mesa de trabajo, tablero de control, compresor de aire 2Hp y accesorios. PRECIO USD 3.600 20) Caldero automático Acuotubular; pasó de 30 BHP, funcionamiento a 220 -110 Volt, monofásico, del tipo horizontal, incluye: Quemador a diesel de 3 - 5 Gal/h. Presuretrol, controlador de presión. Mc. Donald, controlador de nivel de agua. Bomba de agua de alta presión 1 HP. Válvula de seguridad calibrada a 80 Psi. Manómetro de alta presión. Tanque de Balance y Tratamiento de agua. Tablero eléctrico de mando automático. NOTA: El cliente debe disponer de acometidas de energía eléctrica a 110-220 Volt., y acometidas de agua así como también del cuarto preexistente para alojamiento del caldero, según indicaciones constructivas del fabricante. PRECIO USD $ 19.600 21) Cuarto Frío modular de (24m3), para temperaturas de conservación de +4oC, unidad condensadora de 2HP, hermética a freón R404, evaporador de 12.000 BTU, con sus accesorios de funcionamiento automático: caja de Control, filtro secador, visor de líquidos, Válvula de expansión, termostato, cortina eliminadora de fugas, termómetro exterior de pared, taimer, foco de cámara fría con protección, cuarto forrado con panelería de poliuretano inyectado de 7.5 espesor, puerta en el mismo material con herrajes cromados y resistencias. NOTA: El cliente debe disponer de acometidas de energía eléctrica a 220 Volt y base de cemento, según indicaciones constructivas del fabricante. PRECIO USD $ 10.600 Autoclave, Tipo horizontal cilíndrico, tapa frontal fijada por sistema de cierre hermético, construido bajo normas ASME para recipientes de presión. Sistema de esterilización por recirculación de agua caliente inyectada dentro del recipiente presurizado con vapor, construido en acero inoxidable AISI304, Diámetro del cuerpo 1.000mm x 2.200mm de largo. Temperatura de diseño 147°C, temperatura de trabajo 121°C, desviación de la temperatura aproximada +/-3°C en el interior del equipo, presión de diseño 4.7 Bar (68 PSI), presión de trabajo 2 Bar (29 PSI), aislamiento térmico con lana de vidrio y forro de acero inoxidable, capacidad de cámara de esterilización 1.7 m³, gabinete de control eléctrico, posibilidad de esterilizar alimentos envasados en recipientes de plástico, envases flexibles, envases de hojalata y envases de vidrio. Accesorios: 10 bandejas de acero inoxidable de 1100mm x 650mm x 130mm. 2 coches para bandejas 2 manómetros, rango de 0 – 100 PSI. 2 termómetros, rango de 0 _ 150°C 4 válvulas de seguridad calibrada a 45 PSI. 2 válvulas de pie. 1 bomba centrífuga. Tuberías y accesorios para interconexión. Condiciones de trabajo: Energía eléctrica de 220 V, 3F y 60 Hz. PRECIO USD $ 30.000 Codificadora manual capacidad de impresión porta tipo tres líneas, ancho disponibles de cinta térmica 25, 30, 35mm * 100m, peso neto 9.5 Kg, 110 voltios 60 Hz, potencia 120W. (IMPORTADA) PRECIO USD 2.500
 0
0
Anuncio
Documentos relacionados

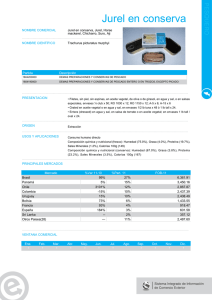

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados