Preservation of pressure vessels and fullfilling of current
Anuncio

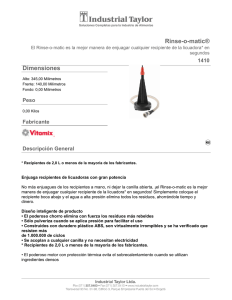
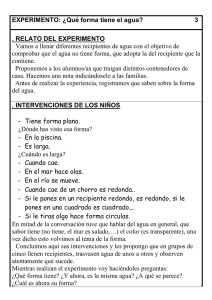
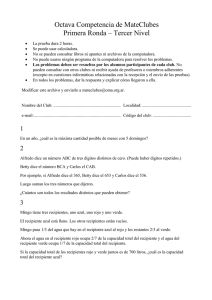
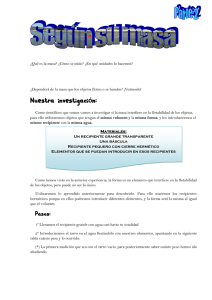
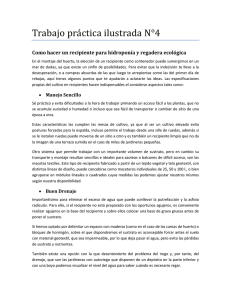
BACK PRESERVATION OF PRESSURE VESSELS AND FULLFILLING OF CURRENT REGULATIONS Carlos Kisel (1) Lucas Mantovani (1) Hernán Moscoso (1) Héctor Sbuttoni (1) ABSTRACT The Instituto Argentino de Siderurgia (Argentina Iron and Steel Institute) is carrying out the service of control, habilitation and rehabilitation of pressure vessels, in Ternium Siderar since 2005 and in Tenaris Siderca since 2004. This service consists of the authorization, periodical controls, useful life extension and laying off of pressure vessels in the Environmental Policy Secretary of Buenos Aires province (SPA) and Santa Fe Provincial Energy Company. In the SPA case, the task includes visual inspection, determination of volume and pressure or caloric working surface, tabulation and designs of the vessel under consideration, and the habilitation of a record number. After obtaining the record number, measurements of thickness each year for pressure vessels with and without fire; hydraulic tests annually for boilers and each five years for vessels. For vessels with more than 30 years in service, it is required to ask SPA for extension of useful life. In Buenos Aires Province, all vessels with volume larger than 100 liters and pressure larger than 3 Kg/cm2 must be registered. To develop this service there is a team at IAS integrated by two certified engineers, and a technician. For homologation in SPA vessels must be submitted to hydraulic test or acoustic emission, as well as measurement of wall thickness. IAS team is equipped with ultrasonic thickness device, portable hardness meters and hydraulic bombs. The purpose of this paper is to spread awareness on the need of periodically controlling pressure vessels, to determine the real condition for safety and reliability. Control tools applied to assess the state of a pressure vessel are described. The regulatory frame is detailed for the Buenos Aires Province. The basis for the evaluation of the result of tests is layed Key words: Pressure vessles, regulations, control, safety, maintenance. 16th IAS Rolling Conference, 2006, San Nicolas, Argentina 471 (1) Instituto Argentino de Siderurgia, Área de Recipientes a Presión, Av. Central y Calle 19 Oeste, 2900 San Nicolás, Pcia. Buenos Aires, Argentina. e-mail [email protected] PRESERVACION DE LOS APARATOS SOMETIDOS A PRESION Y CUMPLIMIENTO DE LAS NORMAS VIGENTES Carlos Kisel (1) Lucas Mantovani (1) Hernán Moscoso (1) Héctor Sbuttoni (1) 1. INTRODUCCIÓN El Instituto Argentino de Siderurgia comenzó en 2004 en Ternium Siderar y en 2004 en Tenaris Siderca con el servicio de control, habilitación y rehabilitación de los recipientes a presión. Este servicio consiste en la habilitación, controles periódicos, extensión de vida útil y baja de recipientes sometidos a presión, ante la Secretaría de Política Ambiental de la Provincia de Buenos Aires (SPA) o la Empresa Provincial de la Energía de la Provincia de Santa Fe (EPE). En el caso de la SPA, la tarea incluye la realización de la inspección visual, la determinación del volumen y de la presión o superficie calórica de trabajo, la tabulación y planos del equipo y la habilitación de número de registro. Luego de obtenido el número de registro, deben realizarse mediciones de espesores cada año para recipientes a presión con y sin fuego; pruebas hidráulicas cada año para las calderas y cada 5 años para los recipientes. Para los recipientes con más de 30 años en servicio, debe gestionarse ante la SPA la habilitación de la extensión de la vida útil. En el ámbito de la Provincia de Buenos Aires, deben habilitarse los recipientes que tengan un volumen de más de 100 litros y que estén sometidos a una presión de más de 3 Kg/cm2. Para desarrollar seta tara el IAS cuenta con un grupo de dos ingenieros matriculados y habilitados ante la SPA y la EPE, y un técnico. Para ser habilitados ante la SPA o la EPE los recipientes deben ser sometidos a prueba hidráulica o emisión acústica, y medición de los espesores de las paredes. El IAS cuenta con medidores de espesores por ultrasonido, urómetros portátiles y bombas hidráulicas. Se procura brindar el conocimiento de algunas herramientas de control que se aplican para poder llegar a conocer el estado de un recipiente bajo presión, describir el marco legal regulatorio en la Provincia de Buenos Aires, y dar pautas para la evaluación de los resultados de los ensayos 2. TIPOS DE RECIPIENTES A PRESIÓN Se considera como recipiente a presión, a todo elemento contenedor de un fluido, bajo condiciones de presión interna o externa, por encima de la presión atmosférica. Los recipientes a presión, podemos dividirlos en dos grandes categorías: a) Recipientes a Presión con fuego: son aquellos que están sometidos a la acción directa del fuego; dentro de esta categoría se encuentran los generadores de vapor, tanto humo-tubulares como acuo-tubulares y calderas de recuperación, y los generadores de agua caliente. b) Recipientes a Presión sin fuego: son aquéllos que bajo ninguna circunstancia, estarán expuestos a la acción directa del fuego; dentro de esta categoría, existen una amplia variedad de recipientes; a continuación se enumeran los más comunes. recipientess a presión con excepción de las calderas) para contener vapor, agua caliente, gases o aire a presión obtenidos de una fuente externa o por la aplicación indirecta de calor. recipientes sometidos a presión calentados con vapor, incluyendo a todo recipiente hermético, vasijas o pailas abiertas que tengan una camisa, o doble pared con circulación o acumulación de vapor, usados para cocinar, y/o destilar, y/o secar, y/o evaporar, y/o tratamiento. 472 16th IAS Rolling Conference, 2006, San Nicolas, Argentina (2) Instituto Argentino de Siderurgia, Área de Recipientes a Presión, Av. Central y Calle 19 Oeste, 2900 San Nicolás, Pcia. Buenos Aires, Argentina. e-mail [email protected] tanques de agua sometidos a presión que puedan ser utilizados para calentar agua por medio de vapor o serpentinas de vapor y los que se destinan para almacenar agua fría para dispersarla mediante presión. tanques de aire sometidos a presión, o de aire comprimido que se emplean como tanques primarios o secundarios en un ciclo ordinario de compresión de aire, o directamente por compresores. recipientes para cloro líquido. recipientes de gases comprimidos, licuados y disueltos. cilindros para gases comprimidos, permanentes, licuados y disueltos. recipientes para líquidos refrigerantes 3. CAUSAS DE ROTURA Dado que los recipientes a presión, constituyen una fuente de energía potencial que puede alcanzar valores considerables, una falla en los mismos, puede dar lugar a una expansión brusca del fluido contenido, pudiendo ocasionar no solo daños materiales considerables en instalaciones, sino también poner en riesgo la integridad física de las personas; o en otros casos la contaminación del medio ambiente y lo que aun es más grave, para el caso de que se liberen sustancias letales, poner en serio riesgo las vidas de las personas.Ya a fines de 1700, ante el crecimiento en el uso de calderas, surge la necesidad de proteger al personal e instalaciones de fallas catastróficas. Las calderas para generación de vapor con presiones mayores a la atmosférica, el descuido, la negligencia de los operadores, las fallas de diseño y la falta de inspecciones adecuadas, producen muchas fallas y explosiones de calderas en los Estados Unidos y Europa. Es por ello que en junio de 1817, el comité del consejo de Filadelfia ante las explosiones en calderas de barcos. Expone la necesidad de que se establezca un Instituto Legislador y se reglamenten las capacidades de presión, la instalación de sistemas de protección adecuados y un plan periódico de inspecciones. La cantidad creciente de accidentes que se sucedieron, hicieron que surgieran duras críticas por parte de la opinión pública, y se exigieron medidas para prevenir dicho tipo de accidentes. Estas protestas tuvieron sus frutos en 1911 al producirse la creación del "Boiler Code Committee" dentro de "The American Society of Mechanical Engineering" (ASME) que elaboró un Código sobre Calderas, publicado en 1915 y posteriormente incorporado a las leyes de los EEUU y Canadá. Desde entonces ASME ha seguido progresando y ampliando sus códigos, entre los cuales se encuentran los relacionado con el cálculo y diseño de Recipientes a Presión, regulado por las Secciones I (calderas de potencia) y VIII División 1 (recipientes en general).En el año 1997 el Parlamento Europeo y el Consejo de la Unión Europea ponen en vigencia la Directiva 97/23/CE, relativa a la aproximación de las legislaciones de los Estados Miembros sobre Aparatos a Presión. Como posibles causas de fallas en Recipientes a Presión, se puede mencionar: a) Pérdidas de espesores por corrosión: los fluidos contenidos en los recipientes, pueden poseer elementos que actúen en detrimento de los materiales con que está construido el recipiente; ejemplo de esto, es la presencia de sulfuros, cloruros, ácidos, agua, que pueden constituirse como posibles causantes de procesos corrosivos de distinta naturaleza b) Pérdidas de espesores por erosión: suelen presentarse por ejemplo en intercambiadores en zonas donde hay un cambio en la dirección del fluido circulante c) Fatigas de material: en los procesos operativos pueden darse fluctuaciones de presiones y temperaturas, que pueden llevar al recipiente a una rotura por fatiga (tanto mecánica como térmica) d) Fractura frágil: en recipientes que trabajan a bajas temperaturas, debido a la pérdida de tenacidad de los materiales e) Fluencia lenta o “creep”: en recipientes que trabajan a temperaturas elevadas f) Carburización: puede presentarse en recipientes sometidos a temperaturas elevadas, por precipitación de carburos en bordes de granos de los materiales y consiguiente disminución de sus propiedades mecánicas g) Ataques por hidrógeno: bajo la acción de elevadas presiones y/o temperaturas, el hidrógeno puede producir dos tipos de fallas; su inclusión dentro del material que luego se manifiesta en forma de ampolladuras o pérdida de carbono por formación de metano, dando lugar a la formación de grietas con la consiguiente pérdida de resistencia del material h) Sobrepresión: pueden darse por el uso de inadecuados elementos de protección o mal funcionamiento de los mismos i) Problemas de diseño y/o fabricación: fundamentalmente en recipientes no fabricados bajo normas o códigos vigentes 16th IAS Rolling Conference, 2006, San Nicolas, Argentina 473 j) Debilitamientos por golpes, abolladuras: por pérdidas de espesores del material o zonas bajo deformaciones plásticas La figura 1 muestra una rotura producida en un recipiente a presión motivada por una falla en el mismo. La forma de prevenir este tipo de problemas, es someter a los recipientes a un programa de control periódico, que permita determinar el estado real del grado de seguridad y confiabilidad de los mismos, y anticiparse a las fallas mediante la implementación de adecuados planes de mantenimiento aplicable a lo recipientes, como así también poder llegar a una estimación de la vida útil remanente de los mismos. Para ello existen distintas herramientas de control que pueden llegar a utilizarse, que se detallan en el párrafo 4. Figura 1. Recipiente a presión explotado, en exhibición. Figure 1. Exploded pressure vessel in exhibition. 4. HERRAMIENTAS DE CONTROL Los aparatos a presión deberán ser inspeccionados periódicamente, a los efectos de asegurar la integridad del recipiente, evaluando para ello la condición del recipiente, el fluido contenido, y el medio ambiente en el cual se opera. Las inspecciones podrán ser internas o externas, y pueden incluir numerosas técnicas no destructivas: (1) Inspección visual (2) Control de espesores (3) Medición de dureza (4) Prueba hidráulica / neumática (5) Emisiones Acústicas (6) Replicas metalográficas (7) Radiografías - Gamma grafías (8) Partícula magnetizable (9) Líquido penetrante (10) Calculo de resistencia (11) Modelización por elementos finitos (12) Control de elementos de seguridad Inspección visual. El objetivo de la inspección visual es recabar información sobre el estado físico en que se encuentra el recipiente; estas deben ser tanto externas, como así también, en la medida de lo posible, internas. Los aspectos a tener en cuenta, fundamentalmente son el estado general de corrosión en las superficies del recipiente, el deterioro de los sistemas de recubrimiento (pinturas, aislaciones), distorsiones y deformaciones tanto en cuerpo y casquetes como así también en bridas y conexiones en general, pérdidas del fluido contenido, aspecto de las zonas bajo acción directa del fuego, detectar ampollados, abolladuras y todo otro tipo de daños o defectos. Cuando la inspección interna directa, sea dificultosa o imposible, por falta de aberturas de entrada de hombre o por tamaños reducidos de las mismas, se puede llegar a recurrir a una inspección por sistema de video endoscopía. Medición de espesores por ultrasonido. Esta medición, tiene por objeto, relevar los espesores reales de las distintas partes componentes del recipiente, lo que permitirá evaluar las perdidas de material debido a corrosión o cualquier otra causa que fuere. Por otra parte con los valores mínimos registrados, aplicados al cálculo resistente del recipiente, nos determinará su aptitud o no para poder trabajar bajo las condiciones operativas de presión 474 16th IAS Rolling Conference, 2006, San Nicolas, Argentina especificada. Esta técnica, permite también, a través de sucesivas mediciones, determinar la velocidad o tasa de corrosión a que está sometido el recipiente, pudiendo con ello llegarse a predecir la vida útil remanente del mismo.x x Vida útil remanente = Mínimo espesor medido – Espesor requerido por cálculo Velocidad de corrosión Medición de dureza. Para la verificación resistente del recipiente, mediante cálculos acordes a normas o códigos reconocidos (ASME, Ad Merkblater, etc.), es imprescindible conocer la resistencia del material con el cual fue construido. En la mayoría de los casos de recipientes que están instalados en los distintos establecimientos, no se cuentan con las correspondientes certificaciones de materiales con la que fue construido el recipiente; en estos casos, se puede llegar a determinar su resistencia, a través de mediciones de durezas de los materiales con que está construido el recipiente. Los valores de resistencia a la rotura, en función de durezas Brinell ( HB ), pueden expresarse, con muy buena aproximación como: Para aceros al carbono: ıR = 0,36 HB (kg/mm2) Para aceros Cr – Ni : ıR = 0,34 HB (kg/mm2) En la figura 2 se presenta una relación entre los distintos tipos de dureza (Rockwell, Brinell, Vickers) con la resistencia a la rotura por tracción del material. Figura 2. Relación entre diversos tipos de dureza y la resistencia a la tracción de aceros. Figure 2. Relationship between several hardness types and ultimate tensile strength. Prueba hidráulica. Este ensayo, consiste en llenar el recipiente con agua, y someterlo a una presión por encima del la presión máxima admisible que puede soportar el mismo, y tiene por objeto verificar la integridad del recipiente, poniendo en evidencia posibles fallas, que pueden no manifestarse a las presiones normales de trabajo. Durante el desarrollo de las mismas, no deberán observarse variaciones en el valor de la presión de prueba. A continuación se enumeran los requisitos para la prueba hidráulica. Temperatura de la prueba: ASME recomienda que la temperatura del metal del recipiente durante la prueba, este como mínimo 30 ºF ( 17 ºC ) por encima de la temperatura mínima de diseño a efectos de minimizar los riesgos de fractura frágil durante el ensayo. Presión de prueba: ASME establece como presión mínima de prueba, el siguiente valor: Presión de prueba = 1,3 . Pt . k Pt - máxima presión admisible del recipiente ıPadm – tensión adm. del material a temperatura de prueba Siendo: k = ıPadm / ıTadm ıTadm – tensión adm. del material a temperatura de diseño Antes de proceder al llenado del recipiente, deberá verificarse que las estructuras soporte de éste sean lo suficientemente resistentes como para soportar, además de su propio peso, el peso adicional aportado por el agua incorporada para la prueba. Si por alguna causa extraordinaria, no puede efectuarse una prueba hidráulica (como por ejemplo, en caso de que el recipiente no fue diseñado para soportar el peso del liquido o cuando los restos de agua 16th IAS Rolling Conference, 2006, San Nicolas, Argentina 475 que queden en el mismo luego de la prueba, puedan ser no deseables para las condiciones del servicio), esta puede reemplazarse por una Prueba Neumática o por ensayo de Emisión Acústica. Para el caso de una prueba neumática, deberán tomarse los siguientes recaudos: Presión de prueba: ASME establece como presión mínima de prueba, el siguiente vaLor Presión de prueba = 1,1 . Pt . k La presión en el recipiente, deberá ser incrementada gradualmente a no más de la mitad de la presión de prueba y luego, alcanzar la misma, en incrementos sucesivos de no más del 10% del valor de la misma. Además, previamente, deberán analizarse minuciosamente los riesgos potenciales que podrían presentarse, tanto para el resto de las instalaciones, como así también para la integridad física de las personas, ante una eventual falla del recipiente durante la prueba hidráulica (figura 3). Figura 3. Recipiente roto por fractura frágil durante una prueba hidráulica. Figure 3. Vessel brokenby brittle fracture during hydraulic test. Emisión acústica. Esta técnica de ensayo nos permite controlar e inspeccionar la integridad del recipiente de manera sencilla y sin la necesidad de detener la producción. Este ensayo se realiza mediante un aumento controlado de la presión y la colocación de censores en puntos estratégicos del recipiente los cuales convertirán las ondas mecánicas que generan las deformaciones de las estructuras deterioradas en ondas eléctricas, brindando así información acerca de la creación y propagación de fisuras en el equipo. Se puede optar por Emisión Acústica en los siguientes casos: x Donde no se pueda detener la producción x En los casos en que las bases o soportes del recipiente a ensayar, no soporten el peso adicional de la carga x De agua a incorporar en una prueba hidráulica x En recipientes que contienen fluidos incompatibles con el agua, tal el caso de cloro o amoníaco x Donde la reacción con el agua acelera el proceso de corrosión a valores no deseados x Donde los recipientes no pueden contener humedad tal como en sistemas de aire seco, centralinas x Hidráulicas, equipos de refrigeración, entre otros Réplicas metalográficas. Este ensayo no destructivo consiste en una metalografía in situ y permite determinar la estructura metalográfica del material. Se usa especialmente en equipos con fuego, dado que se busca determinar la degradación micro estructural del material por efecto temperatura - tiempo. Radiografías y Gammagrafías. Se utiliza, para llegar a determinar el grado de la eficiencia de juntas (uniones soldadas), pudiéndose realizar en forma total (radiografiado “full” ) o por puntos (radiografiado “spot”). Para los casos de de recipientes que contengan substancias letales, el código ASME impone la obligatoriedad del radiografiado “full”, en todas las uniones soldadas del recipiente. Cálculo de resistencia en base a Códigos o Normas internacionalmente reconocidas. A los efectos de la verificación del cálculo resistente de un recipiente, es recomendable el uso de Códigos o Normas internacionalmente reconocidas como los Códigos ASME I (para calderas), ASME VIII Div.1, Ad Merkblater o aquel con que haya sido fabricado el recipiente.- Si bien estos son códigos elaborados para aplicar a los procesos de fabricación a efectos de garantizar una construcción segura del recipiente desde el punto de vista de la presión a que estará sometido, su aplicación es totalmente válida para la verificación resistente del recipiente. Para su aplicación, es necesario conocer algunas variables, algunas de las cuales podrán obtenerse de las certificaciones del fabricante, si las hubiere, caso contrario, deberán relevarse a través de algunas de las técnicas de ensayos no destructivos explicitadas en los controles periódicos a realizar a los recipientes. Los datos requeridos para poder desarrollar la memoria de cálculo son: -Geometría del recipiente: 476 16th IAS Rolling Conference, 2006, San Nicolas, Argentina x x x x x x x x x x x x x x x x x Tipo de recipiente: cilíndrico, cónico, elipsoidal, u otra forma geométrica Dimensiones: diámetros, conicidad, otras dimensiones que definan su sección transver-sal. Tipo de cabezales: semiesféricos, semielípticos, torisféricos, cónicos, toricónicos, pla-nos, etc. Aberturas, cantidad y dimensiones (bocas entradas de de hombre, entradas y salidas de fluidos, otros conexionados). Si posee o no refuerzos Tipo apoyos, cantidad y dimensiones. Espesores mínimos de cada una de sus partes (envolventes y cabezales). Tensiones admisibles de los materiales con que están construidas cada una de sus partes (envolventes y cabezales), ya sea por documento de certificación de los mismos, proporcionadas por el fabricante del recipiente, o bien mediante mediciones de durezas según lo explicitado precedentemente al respecto.Presiones máximas de trabajo Eficiencia de juntas (uniones soldadas con radiografiado full, spot o sin radiografiar). Eficiencia de ligamentos (en función de orificios, distribución y dimensión de los mismos). Tasa ó velocidad de corrosión. Máximo caudal de fluido que puede llegar al recipiente. Temperaturas máximas y mínimas de trabajo. Peso propio del recipiente. En recipientes de altura considerable: acción del viento sobre el recipiente; en caso de contener líquidos, efecto de la columna líquida sobre al parte inferior del recipiente. Sección de descarga de la o las válvulas de seguridad. Con estos datos se puede entonces, aplicando las fórmulas respectivas de los mencionados códigos, conocer los espesores mínimos requeridos para la presión de trabajo estipulada o en su defecto, la presión máxima admisible que puede llegar a soportar el mismo, como así también estimar su vida útil remanente. Además, a través de dichos cálculos, podrá verificarse la sección requerida para la válvula de seguridad. Modelización basada en elementos finitos. En base a una modelización teórica del recipiente y mediante la aplicación de un programa computacional de cálculo, grafica los valores de tensiones máximos y así es posible comparar éstos con los admisibles. Verificación de los elementos de seguridad y control. Dentro del plan de inspección, se deberá incluir la verificación del estado y correcto funcionamiento de los elementos de seguridad y control, tales como válvulas de seguridad, manómetros, presostatos, termómetros, drenajes y otros si los tuviera. Válvulas de seguridad: deberá verificarse en forma periódica, que las mismas actúen a los valores preestablecidos, a efectos de asegurar que las mismas actúen ante eventuales sobrepresiones, que puedan comprometer la integridad del recipiente, debiendo ser las mismas recalibradas, en caso de ser necesario.- Respecto a la presión de timbrado, para recipientes en general, esta no deberá ser superior al 10% de la presión máxima de trabajo del recipiente, y en cuanto a su sección de descarga, deberá ser tal que la capacidad total de descarga de la válvula, permita que la sobrepresión en el interior del recipiente, no sea superior al 10 % de la presión de timbrado; en tanto que para calderas, ASME I establece que para superficies de calefacción superiores a 47 m2, deberán contar con más de una válvula, y que la capacidad total de descarga sea tal que pueda evacuarse todo el vapor generado, sin que la presión se sobreeleve más del 6% de la presión máxima permitida .- En todos los casos, deberá verificarse, que las válvulas estén montadas directamente sobre el recipiente, sin accesorios intermedios Manómetros: también deben estar montados directamente sobre el recipiente, permitiendo una lectura perfectamente legible, y sus rangos comprendidas entre 1,5 a 4 veces los valores de pruebas de presión. Presostatos: en caso de poseerlos, periódicamente deberá verificarse que los mismos actúen a los valores pre establecidos a efectos de asegurar de que se interrumpa el ingreso de fluido al recipiente cuando la presión alcance valores comprometedores para la integridad del mismo. Termómetros: en caso de poseerlos, deberán permitir una lectura perfectamente legible y periódicamente deberá constatarse su correcto funcionamiento. Drenajes o purgas: en caso de ser manuales deberá establecerse una frecuencia regular de purgado del recipiente; en el caso de que fuera automático, se deberá implementar un plan periódico de limpieza y mantenimiento, que asegure su correcto funcionamiento. Periodicidad del ensayo. El tipo de ensayo y su periodicidad dependen principalmente del tipo de equipo en cuestión (con fuego / sin fuego y tipo de servicio que desempeña) o de los años a partir de la fecha de fabricación 16th IAS Rolling Conference, 2006, San Nicolas, Argentina 477 del mismo (ver tabla 1), salvo que el profesional interviniente, y con la debida justificación técnica, solicite alguna modificación ante la Autoridad de Aplicación, la que deberá ser aprobada por la misma. 5. MARCO LEGAL EN LA PROVINCIA DE BUENOS AIRES El marco legal en esta provincia está dado por la resolución 231/96 de la Secretaría de Política Ambiental de la Provincia de Buenos Aires (SPA) y tiene como alcance todos los aparatos y recipientes que se instalen o estén instalados en la provincia de Buenos Aires y que contengan fluidos a presión. Quedan exceptuados aquellos recipientes que estén alcanzados por otras normativas específicas, como los cilindros de G.N.C. alcanzados por normas del ENARGAS. Regula sobre recipientes sometidos a presión con fuego (calderas o generadores de vapor) y sobre recipientes sometidos a presión sin fuego (pulmones de aire, acumuladores óleo dinámicos, matafuegos, recipientes para cloro líquidos, etc.). Todo recipiente que se deba habilitar ya sea desde la fabricación o instalado, debe estar respaldado por: memorias de cálculos de resistencia, de acuerdo a normas internacionales (ASME, DIN, ISO, AD2000, etc.), planos, dueño o destinatario del recipiente, cronogramas de fabricación o inspecciones y todo abalado por la firma de un profesional de la Ingeniería habilitado, y registrado ante la SPA. Para una habilitación de recipientes con menos de 30 años de antigüedad comprobables, los ensayos deben ser al menos prueba hidráulica, medición de espesores, control de elementos de seguridad y cálculos resistentes. Para recipientes con más de 30 años de antigüedad o aquellos que no pueda establecerse su edad o procedencia se tramitan con una Extensión de Vida. Los ensayos son los mismos que en una habilitación, pero debe agregarse el cálculo de vida remanente contemplando la tasa de corrosión y espesor remanente.En el control periódico la prueba hidráulica es quinquenal para recipientes a presión sin fuego y es anual para los recipientes con fuego. La medición de espesores se efectúa en todas las oportunidades. La homologación es aplicada a recipientes fabricados en otras jurisdicciones o importados, donde se acompaña con la memoria de cálculos toda la documentación y certificados que respalden los ensayos realizados, radiografías, espesores, prueba hidráulica, materiales, planos. En su Apéndice 1 describe los requisitos para los profesionales actuantes, metodología de trabajo, inspección de los recipientes y cuadro de periodicidad de inspecciones (tabla). Equipo Ensayo Generadores de Vapor Recipientes para Aire Comprimido Recipientes para Amoníaco Recipientes para Cloro Recipientes Criogénicos Tanques para Anhídrido Carbónico Cillindros Calefaccionados con Vapor Periodicidad Prueba Hidráulica o Emisión Acústica Anual Medición de Espesores Anual Control de los Elementos de Seguridad Semestral Rendimiento Térmico Semestral Prueba Hidráulica o Emisión Acústica Quinquenal Medición de Espesores Anual Control de los Elementos de Seguridad Anual Inspección Visual Interna y Externa Anual Medición de Espesores Anual Control de los Elementos de Seguridad Anual Prueba Hidráulica o Emisión Acústica Quinquenal Medición de Espesores Anual Control Visual Semestral Prueba Hidráulica o Emisión Acústica Cuando se realice Prueba de Estanqueidad una reparación Quinquenal Prueba Hidráulica o Emisión Acústica Decenal Medición de Espesores Decenal Prueba Hidráulica o Emisión Acústica Cuando se realice una rep. Medición de Espesores Anual Tabla 1. Periodicidad de ensayos de recipientes a presión. Table 1. Periodicity of pressure vessel tests. 6. EVALUACIÓN DE LOS RESULTADOS DE LOS ENSAYOS 478 16th IAS Rolling Conference, 2006, San Nicolas, Argentina Aplicando las técnicas antes descriptas, que el profesional considere necesario, y cumpliendo con los períodos establecidos en las reglamentaciones, el profesional debe realizar un análisis de los resultados obtenidos y decidir si el recipiente es apto para operar o seguir operando en las condiciones establecidas. Lo más esperado es que el recipiente verifique en todos sus controles y por lo tanto se habilitará sin más trámites que los de forma. No obstante los datos obtenidos deben analizarse a través del tiempo y estadísticamente para poder conocer y calcular un dato de suma importancia que es “la vida remanente del recipiente”, a partir de la pérdida de espesores por corrosión. En el caso que un recipiente no verifique en los cálculos de espesores mínimos necesarios, se debe sacar de servicio inmediatamente. Luego de esto puede ser posible que se habilite a una presión menor a la cual verifique, pero será el propietario del mismo quién establezca su disponibilidad. En el caso de que ocurran fallas en operación o en pruebas, pueden ser evaluadas la viabilidad de las reparaciones siempre y cuando los procedimientos y las prácticas utilizadas sigan las pautas del código API 510. De estas posibilidades de resultados debe surgir además un plan de mantenimiento y registros que pongan de manifiesto y con antelación, posibles fallas o previsibilidad de las mismas a los efectos de minimizar costos de paradas en urgencia, costos por daños causados por roturas y planificación de inversiones para reposición de aquellos recipientes que se consideren cercanos al fin de su vida útil. En las figuras 4 y 5 se muestran distintos resultados obtenidos. La figura 6 muestra una reparación con parches solapados. Si bien el API 510 los contempla, en este caso no se cumple en su totalidad con dicho código, dado que éste recomienda para este tipo de parches, efectuar bordes redondeados para no generar concentración de tensiones. Figura 6. Recipiente reparado. Figure 6.Repaired vessel. CALCULO ENVOLVENTE CILINDRICA SEGUN ASME VIII - DIV. 1 Espesor mín. medido en la Envolvente ................... Te 4.2 mm Presión de Trabajo .................................................... Pt 9 kgf cm te Espesor Mín. Requerido por cálculo: 2 3.61 mm Debido a que el espesor mínimo en la envolvente (Te) es mayor que el espesor requerido (te) Quedando un sobreespesor para corroción de: C Te te Presión Max. admisible por cálculo: Pe 10.49 C VERIFICA 0.59 mm kgf cm 2 Debido a que la presión de trabajo (Pt) es menor a la presión máxima admisible (Pe) VERIFICA Figura 4. Cálculo con resultado satisfactorio. 16th IAS Rolling Conference, 2006, San Nicolas, Argentina 479 Figure 4. Calculus with satisfactory result. CALCULO CABEZAL SEMIELIPTICO SEGUN ASME VII - DIV. 1 Espesor mín. medido en el Cabezal ........................... Tc 3.2mm Presión de Trabajo ..................................................... Pt 9 kgf cm tc Espesor Mín. Requerido por Cálculo: 2 3.57 mm Debido a que el espesor mínimo en el cabezal (Tc) es menor que el espesor requerido (tc) Quedando un sobreespesor para corroción de: C Tc tc Presión Max. admisible por Cálculo: Pc 8.06 C NO VERIFICA 0.37 mm kgf cm 2 Debido a que la presión de trabajo (Pt) es mayor a la presión máxima admisible (Pc) NO VERIFICA Figura 5. Cálculo con resultado no satisfactorio. Figure 5. Calculus with unsatisfactory result. 7. CONCLUSIONES De acuerdo a los conceptos desarrollados anteriormente se concluye que debe tenerse en cuenta: Que un recipiente a presión es un acumulador de energía Que como tal las tensiones en sus paredes son elevadas Que si por alguna razón se llega a la rotura del contenedor se produce una expansión brusca que puede traer graves consecuencias Que en algunos casos los fluidos contenidos son contaminantes (medio ambiente y personas) Que la realidad indica que el colapso llega y se produce en forma brusca Que por lo tanto deben chequearse periódicamente los elementos de seguridad que posean Que se debe mantener la trazabilidad (identificación) del recipiente Que se debe mantener a resguardo toda la documentación entregada por el fabricante Que de surgir la necesidad de instalación de un recipiente a presión nuevo, éste sea provisto por fabricantes que se ajusten en sus métodos de producción a normas reconocidas Que hay que tener especial cuidado cuando se intercambian recipientes, ya sea de máquinas o de sectores en cuanto a las nuevas condiciones de trabajo, presión, ambiente, temperatura, etc. Que los responsables de los recipientes deben llevar un historial de los recipientes instalados y deberían mantener una rutina de mantenimiento (check list, verificación de funcionamiento de las válvulas de seguridad, estado general del recipiente, bases y apoyos, manómetros, etc.) Que cumplir con las normas no es un gasto, sino que es una inversión en seguridad START 480 16th IAS Rolling Conference, 2006, San Nicolas, Argentina