proyecto propuesta de mejora de métodos
Anuncio

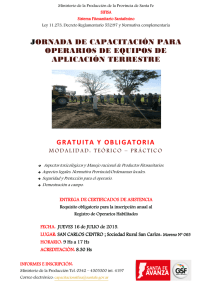
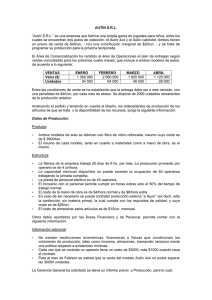
PROYECTO PROPUESTA DE MEJORA DE MÉTODOS Y DETERMINACIÓN DE LOS TIEMPOS ESTÁNDAR DE PRODUCCIÓN EN LA EMPRESA G&L INGENIEROS LTDA. LUZ NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ UNIVERSIDAD TECNOLÓGICA DE PEREIRA PROGRAMA DE TECNOLOGÍA INDUSTRIAL PRIMER SEMESTRE DE 2007 PEREIRA PROYECTO PROPUESTA DE MEJORA DE MÉTODOS Y DETERMINACIÓN DE LOS TIEMPOS ESTÁNDAR DE PRODUCCIÓN EN LA EMPRESA G&L INGENIEROS LTDA. LUZ NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ Director: ALBERTO JAVIER BOTERO Trabajo de grado. UNIVERSIDAD TECNOLÓGICA DE PEREIRA PROGRAMA DE TECNOLOGÍA INDUSTRIAL PRIMER SEMESTRE DE 2007 PEREIRA 2 NOTA DE ACEPTACIÓN ________________________________ ________________________________ ________________________________ ________________________________ ________________________________ JURADO PEREIRA, ABRIL DE 2007 3 DEDICATORIA “A nuestras familias, por apoyarnos en cada paso de nuestras vidas, y darnos la oportunidad de mejorar como personas”. 4 AGRADECIMIENTOS Queremos agradecer a la empresa G&L INGENIEROS LTDA., y en su nombre a todos los integrantes que la conforman, la oportunidad brindada durante todo el proceso del proyecto, los cuales permitieron dar paso a nuestra carrera profesional. También agradecemos a todas las personas que directa o indirectamente ayudaron a que este proyecto fuera una realidad. 5 TABLA DE CONTENIDO Pág. INTRODUCCIÓN .................................................................................................. 12 1.PROBLEMA DE INVESTIGACIÓN .................................................................... 16 1.1 Planteamiento del problema ......................................................................... 13 1.2 Formulación del problema ............................................................................ 13 1.3 Sistematización ............................................................................................ 14 2. OBJETIVOS ..................................................... ¡Error! Marcador no definido.15 2.1 Objetivo General .......................................................................................... 15 2.2. Obejtivos Específicos .................................................................................. 15 3. JUSTIFICACIÒN ............................................................................................... 13 4. MARCO REFERENCIAL .................................................................................. 14 4.1 Marco Teórico .............................................................................................. 15 4.1.1. Estudio de Métodos ..................................................................................... 17 4.1.2. Estudio de Tiempos ..................................................................................... 17 4.1.3. Estudio de Tiempos con Cronómetro .......................................................... 20 4.1.4. Tiempo Estándar ......................................................................................... 22 4.1.5. Tiempo Real ................................................................................................ 24 4.1.6. Tiempo Normal ............................................................................................ 24 4.1.7. Tiempo Imprevisto ....................................................................................... 24 4.1.8. Esfuerzo ...................................................................................................... 24 4.2 Marco Conceptual ........................................................................................ 26 4.2.1. La Administración Científica ........................................................................ 26 4.3 Marco Legal .................................................................................................. 29 5. DISEÑO METODOLÓGICO .............................................................................. 30 5.1 Tipo de Investigación.................................................................................... 30 5.2 Alcance o Delimitación ................................................................................. 30 5.3 Diseño Estadístico ........................................................................................ 30 5.3.1. Población..................................................................................................... 30 5.3.2. Muestra ....................................................................................................... 31 6. RESEÑA HISTÒRICA ....................................................................................... 32 6.1 Actividades de la empresa ........................................................................... 34 6.2 Productos y servicios de G&L Ingenieros Ltda ............................................. 34 6 6.2.1. Metalmecánica ............................................................................................ 35 6.2.2. Ingeniería .................................................................................................... 36 7. PRINCIPIOS CORPORATIVOS ........................................................................ 37 7.1 Misión ........................................................................................................... 37 7.2 Visión............................................................................................................ 37 7.3 Políticas de Calidad ...................................................................................... 37 7.4 Obetivos de Calidad ..................................................................................... 37 7.5 Valores ......................................................................................................... 38 7.6 Objetivos Corporativos ................................................................................. 38 8. LISTADO DE CARGOS Y FORMACIÓN INDISPENSABLE PARA EL BUEN FUNCIONAMIENTO DE LA PLANTA .................................................................. 39 8.1. Listado Maestro de Cargos ......................................................................... 40 9. ANÁLISIS, DETERMINACIÓN DE TIEMPO ESTÁNDAR Y PROPUESTA ..... 41 9.1 Área de Corte………..……………………………………………………….......41 9.1.1 Descripción del proceso productivo……………………………………..…41 9.1.2 Diagrama del puesto de trabajo….………………………………………...42 9.1.3 Diagrama del proceso operacional………………………………………...43 9.1.4 Diagrama de proceso………………………………………………………..44 9.1.5 Análisis………………………………………………………………………..45 8.1.6 Propuesta de mejora………………………………………………………...45 9.1.7 Evaluación de esfuerzo realizado……………………………………….....46 9.1.8 Cronometraje…………………………………………………………………47 9.1.8.1 Descripción de los elementos……………………………………….....47 9.1.8.2 Descripción de los suplementos……………………………………….48 9.1.8.3 Tiempo estandar área de corte....................................................... 48 9.1.8.4 Tabla de cronometraje................................................................... ..50 9.2 Área de despunte……...………………………..……………………………….52 9.2.1 Descripción del proceso productivo……..……………………………..52 9.2.2 Diagrama del puesto de trabajo….…………………………………………53 9.2.3 Diagrama del proceso operacional…………………………………………54 9.2.4 Diagrama de proceso…………………………………………………….….55 9.2.5 Análisis……………………………………………………………………..…56 9.2.6 Propuesta de mejora………………………………………………………...56 9.2.7 Evaluación de esfuerzo realizado………………………………………….57 9.2.8 Cronometraje…………………………………………………………………58 9.2.8.1 Descripción de los elementos……………………………………….....58 9.2.8.2 Descripción de los suplementos…………………………………….....59 9.2.8.3 Tabla de cronometraje..................................................................... 60 9.3 Área de doblez……………………………….…………………………………….61 9.3.1 Descripción del proceso productivo……..…………………………………...61 7 9.3.2 Diagrama del puesto de trabajo…….………………………………………..62 9.3.3 Diagrama del proceso operacional…………………………………………..63 9.3.4 Diagrama de proceso…….……………………………………………………64 9.3.5 Análisis………………………………………………………………………….65 9.3.6 Propuesta de mejora…………………………………………………………..65 9.3.7 Evaluación de esfuerzo realizado………………………………………........66 9.3.8 Cronometraje…………………………………………………………………...67 9.3.8.1 Descripción de los elementos……………………………………….........67 9.3.8.2 Descripción de los suplementos…………………………………….........68 9.3.8.3 Tabla de cronometraje......................................................................... 69 9.4 Área de pulido….…………………………………………………………………..70 9.4.1 Descripción del proceso productivo……..…………………………………...70 9.4.2 Diagrama del puesto de trabajo…….………………………………………...71 9.4.3 Diagrama del proceso operacional…………………………………………...72 9.4.4 Diagrama de proceso…….……………………………………………………73 9.4.5 Análisis………………………………………………………………………..…74 9.4.6 Propuesta de mejora…………………………………………………………..74 9.4.7 Evaluación de esfuerzo realizado………………………………………........75 9.4.8 Cronometraje…………………………………………………………………...76 9.4.8.1 Descripción de los elementos……………………………………….........76 9.4.8.2 Descripción de los suplementos…………………………………….........77 9.4.8.3 Tabla de cronometraje......................................................................... 78 9.5 Área de lavado………...…………………………………………………………..79 9.5.1 Descripción del proceso productivo……..…………………………………...79 9.5.2 Diagrama del puesto de trabajo…….………………………………………..80 9.5.3 Diagrama del proceso operacional…………………………………………..81 9.5.4 Diagrama de proceso…….…………………………………………………....82 9.5.5 Análisis………………………………………………………………………..…83 9.5.6 Propuesta de mejora………………………………………………………..…83 9.5.7 Evaluación de esfuerzo realizado………………………………………........84 9.5.8 Cronometraje…………………………………………………………………...85 9.5.8.1 Descripción de los elementos……………………………………….........85 9.5.8.2 Descripción de los suplementos…………………………………….........86 9.5.8.3 Tabla de cronometraje......................................................................... 87 9.6 Área de pintura………...…………………………………………………………..89 9.6.1 Descripción del proceso productivo……..…………………………………...89 9.6.2 Diagrama del puesto de trabajo…….………………………………………..90 9.6.3 Diagrama del proceso operacional…………………………………………..91 9.6.4 Diagrama de proceso…….……………………………………………………92 9.6.5 Análisis…………………………………………………………………………..93 9.6.6 Propuesta de mejora…………………………………………………………..93 9.6.7 Evaluación de esfuerzo realizado………………………………………........94 9.6.8 Cronometraje……………………………………………………………….......95 8 9.6.8.1 Descripción de los elementos……………………………………….........95 9.6.8.2 Descripción de los suplementos…………………………………….........96 9.6.8.3 Tabla de cronometraje......................................................................... 97 10. SEGUIMIENTO Y CONTROL DE ACCIONES IMPREVISTAS E INPRODUCTIVAS DEL TRABAJO……………………………...……………………98 11. CONCLUSIONES ........................................................................................... 99 12. RECOMENDACIONES ................................................................................. 100 13. BIBLIOGRAFIA ............................................................................................ 101 ANEXOS ............................................................................................................. 102 9 LISTA DE ANEXOS Anexo 1. Tabla de Cronometraje Anexo 2. Plano Planta de Producción Anexo 3. Plano de Distribución en Planta a Estudio Anexo 4. Plano Propuesto de Distribución de Planta Anexo 5. Organigrama 10 LISTA DE TABLAS PAG. Tabla 1. Listado maestro de cargos……………………………………………. 40 Tabla 2. Descripción de los elementos área de corte………………………. 47 Tabla 3. Cronometraje área de corte (Dos cortes distintos)……………….. 50 Tabla 4. Cronometraje área de corte (Tres cortes distintos)……………….. 51 Tabla 5. Descripción de los elementos área de despunte……………….. … 58 Tabla 6. Cronometraje área de despunte……………….. …………………… 60 Tabla 7. Descripción de los elementos área de doblez……………….. …… 67 Tabla 8. Cronometraje área de doblez……………….. ……………………… 69 Tabla 9. Descripción de los elementos área de pulido…………………….. 76 Tabla 10. Cronometraje pulido…………………………………………….. … 78 Tabla 11. Descripción de los elementos área de lavado……………….. … 85 Tabla 12. Cronometraje área de lavado……………….. …………………… 87 Tabla 13. Descripción de los elementos área de pintura……………….. … 95 Tabla 14. Cronometraje área de pintura……………….. …………………… 97 Tabla 15. Seguimiento y control de acciones imprevistas e improductivas del Trabajo………………………………………………………………. 98 11 INTRODUCCIÓN En el ámbito operativo existen muchos factores por medio de los cuales se ve afectada la producción de la mayoría de las empresas. Factores como reprocesos, malas especificaciones del producto y una mala administración de los recursos, nos llevan a tener un costo adicional dentro del proceso de producción; el análisis y estudio de estos factores pueden contribuir a mejorar el proceso productivo volviéndose más óptimo y eficiente, generando así la programación de todas las actividades de acuerdo con una orden de trabajo específica. Todo estudio analítico de trabajo, hecho de una manera sistemática va dando a descubrir uno por uno los puntos donde se desperdician tiempos y energías que pueden ser útiles en las operaciones de trabajo. Para suprimir este desperdicio hay que determinar sus causas, que suelen ser la mala planificación y organización, un control insuficiente, una formación inadecuada de los trabajadores y la falta de un buen estudio de métodos y tiempos de producción. Por lo tanto se desea realizar un estudio dentro de los parámetros del manejo adecuado de los métodos y la determinación de los tiempos estándar, basado en las actividades del proceso productivo y en la necesidad de la empresa “G&L INGENIEROS LTDA.” de estandarizar sus tiempos de producción. 12 1. PROBLEMA DE INVESTIGACION 1.1 Planteamiento del Problema Dentro de la empresa “G&L INGENIEROS LTDA.” se puede observar que el tipo de planeación que realizan es de una forma empírica, debido a que la programación de actividades que se hace, depende principalmente de la experiencia que tiene los dirigentes de la empresa y su criterio personal. Además de esto se encuentran un sin número de reprocesos que retardan aun más la entrega a tiempo de los productos, tiempos que se encuentra estipulados en un contrato de entrega, afectando así la imagen y la seriedad de la empresa. Por lo tanto se desea plantear un estudio dentro de los parámetros del manejo adecuado de los métodos y tiempos de producción en donde se pueda definir los tiempos estándar en la parte metalmecánica, lavado y pintura que sirva como base para una planeación de la producción. El proyecto se va a realizar en dos etapas: • Realizar un examen crítico de los procesos existentes con que se lleva a cabo las actividades como medio para proponer mejoras en los métodos de producción. • Definir los tiempos estándar de trabajo en cada una de las áreas y que sirvan como base para la planeación de la producción. 1.2 Formulación del Problema ¿Cuál es el método y la definición de los tiempos estándar de producción que sirva como base para una planeación de la producción en la empresa G&L INGENIEROS LTDA? 13 1.3 Sistematización • ¿Cómo podemos describir los métodos de trabajo de la empresa en mención, y cuál sería los procesos utilizados para dicha descripción? • ¿De qué manera podemos efectuar un análisis de métodos, con el fin de mejorar los mismos, en las áreas metalmecánica, lavado y pintura, de modo que se pueda presentar mejoras en la forma de ejecución de las actividades? • ¿Cómo determinamos el tiempo estándar de cada una de las áreas de metalmecánica, lavado y pintura de la planta de producción de la empresa G&L INGENIEROS LTDA.? 14 2. OBJETIVOS 2.1 Objetivo General Elaborar la propuesta de mejora de métodos y determinar los tiempos estándar de las áreas de metalmecánica, lavado y pintura en la planta de producción de la empresa “G&L INGENIEROS LTDA”. 2.2 Objetivos Específicos • Describir los métodos de trabajo de la empresa en mención, observando detalladamente el proceso de producción, el recorrido del material procesado y a procesar para estandarizar las tareas que se llevan a cabo en cada una de las áreas a estudio. • Efectuar un análisis de métodos en el área metalmecánica, lavado y pintura; para presentar mejoras en la forma de ejecución de las actividades. • Determinar el tiempo estándar de trabajo de las áreas de metalmecánica, lavado y pintura de la planta de producción. 15 3. JUSTIFICACIÓN Dentro de la empresa “G&L INGENIEROS LTDA” se evidenció la falta de un estudio de métodos y la problemática en que se enfrentan al programar su producción, puesto que ésta es elaborada de acuerdo a la experiencia de su jefe de producción, afectando de manera directa los tiempos de entrega a los clientes. La falta de una determinación en los tiempos de producción ha llevado a dicha empresa a invertir en un proyecto de investigación donde se analicen cada una de las actividades elaboradas en la empresa especialmente en las áreas de metalmecánica, lavado y pintura, las cuales son las que más afecta al proceso de producción. Por lo tanto se pretende determinar los tiempos estándar de producción y proponer una mejora en los métodos de trabajo en cada una de las actividades realizadas en las áreas de metalmecánica, lavado y pintura, que sea acorde para la realización de la planeación de la producción. 16 4. MARCO REFERENCIAL 4.1 MARCO TEÓRICO “El estudio del trabajo, es el examen sistemático de los métodos preferentes para llevar a cabo una operación, con el fin de mejorar la utilización de recursos y desarrollar normas de rendimiento con respecto a las actividades que forman parte del proceso productivo.”1 4.1.1 Estudio de Métodos 4.1.1.1 Definición “El estudio de métodos es una técnica que permite registrar y analizar de una manera crítica y coherente los modos existentes para llevar a cabo una tarea específica. Con objeto de buscar y aplicar las formas más sencillas, económicas y eficaces para realizarlas. Es la búsqueda de alternativas mejores para la ejecución de una tarea. El estudio de métodos es la técnica principal para reducir la cantidad de trabajo, principalmente al eliminar movimientos innecesarios del material o de los operarios y sustituir métodos malos por buenos. La medición del trabajo, a su vez sirve para investigar, reducir y finalmente eliminar el tiempo improductivo, es decir, el tiempo durante el cual no se ejecuta trabajo productivo, por cualquier causa que sea. La fase del estudio de métodos, se define como “El registro y examen crítico – sistemático de los modos de realizar actividades, con el fin de efectuar mejoras”. “2 4.1.1.2 Propósitos en el estudio del método de trabajo. a). Evaluar el comportamiento del trabajador. 1 Definición consultada en www.monografias.com/trabajos7/mono7mono.shtml. Administración Científica de Taylor. Teorías Administrativas. 2 Estudios de métodos y tiempos para la manufactura. Autor: MEYERS, Fred. Segunda Edición. 17 Esto se lleva a cabo comparando la producción real durante un periodo de tiempo dado con la producción estándar determinada por la medición del trabajo. b). Planear las necesidades de la fuerza de trabajo. Para cualquier nivel dado de producción futura, se puede utilizar la medición del trabajo para determinar que tanta mano de obra se requiere. c). Determinar la capacidad disponible. Para un nivel dado de fuerza de trabajo y disponibilidad de equipo, se pueden utilizar los estándares de medición del trabajo para proyectar la capacidad disponible. d). Determinar el costo o el precio de un producto. Los estándares de mano de obra obtenidos mediante la medición del trabajo, son uno de los ingredientes de un sistema de cálculo de precio. En la mayoría de las organizaciones, él calculo exitoso del precio es crucial para la sobre vivencia del negocio. 4.1.2 Estudio de Tiempos 4.1.2.1 Definición “Es una técnica para determinar con la mayor exactitud posible, partiendo de un número de observaciones, el tiempo para llevar a cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido. La medición del trabajo o estudio de tiempos, es la aplicación de técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea efectuándola según una norma de ejecución preestablecida. La fase del estudio de tiempos se puede definir como: “La aplicación de técnicas para determinar el tiempo que invierta un trabajador calificado en llevar a cabo una actividad definida efectuándola según una norma de 18 ejecución preestablecida.”3 4.1.2.2. Elementos y preparación para el Estudio de tiempos Es necesario que, para llevar a cabo un estudio de tiempos, el analista tenga la experiencia y los conocimientos suficientes para la comprensión de la totalidad de una serie de elementos que a continuación se describen para llevar a buen término dicho estudio: 4.1.2.2.1. Selección del operador. Al elegir al trabajador se deben considerar los siguientes puntos: Habilidad, deseo de cooperación, temperamento, experiencia. 4.1.2.2.2. Actitud frente al trabajador • • • • El estudio debe hacerse a la vista y conocimiento de todos. El analista debe observar todas las políticas de la empresa y cuidar de no criticarlas con el trabajador. No debe discutirse con el trabajador ni criticar su trabajo sino pedir su colaboración. El operario espera ser tratado como un ser humano y en general responderá favorablemente si se le trata abierta y francamente. 4.1.2.2.3. Análisis de comprobación del método de trabajo. Nunca se debe cronometrar una operación que no haya sido normalizada. La normalización de los métodos de trabajo es el procedimiento por medio del cual se fija en forma escrita una norma de método de trabajo para cada una de las operaciones que se realizan en la fábrica. En estas normas se especifica el lugar de trabajo y sus características, las máquinas y herramientas, los materiales, el equipo de seguridad que se requiere para ejecutar dicha operación como lentes, mascarilla, extintores, delantales, botas, etc. 3 Consulta en “Estudio de Movimientos y Tiempos”. Autor: BARNES, Ralph M. Quinta Edición. 19 Un trabajo estandarizado o con normalización significa que una pieza de material será siempre entregada al operario de la misma condición y que él será capaz de ejecutar su operación haciendo una cantidad definida de trabajo, con los movimientos básicos, mientras siga usando el mismo tipo y bajo las mismas condiciones de trabajo. La ventaja de la estandarización del método de trabajo resulta en un aumento en la habilidad de ejecución del operario, lo que mejora la calidad y disminuye la supervisión personal por parte de los supervisores; el número de inspecciones necesarias será menor, lográndose una reducción en los costos. 4.1.2.2.4. Ejecución del estudio de tiempos. Obtener y registrar toda la información concerniente a la operación. Es importante que el analista registre toda la información pertinente obtenida mediante observación directa, en previsión de que sea menester consultar posteriormente el estudio de tiempos. La información se puede agrupar como sigue: • • • • Información que permita identificar el estudio de cuando se necesite. Información que permita identificar el proceso, el método, la instalación o la máquina. Información que permita identificar al operario. Información que permita describir la duración del estudio. 4.1.3. Estudio de Tiempos con Cronómetro 4.1.3.1 Definición “El estudio de tiempos es una técnica para determinar con la mayor exactitud posible, partiendo de un número limitado de observaciones, el tiempo 20 necesario para llevar a cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido.”4 Un estudio de tiempos con cronómetro se lleva a cabo cuando: a). b). c). d). e). Se va a ejecutar una nueva operación, actividad o tarea. Se presentan quejas de los trabajadores o de sus representantes sobre el tiempo de una operación. Se encuentran demoras causadas por una operación lenta, que ocasiona retrasos en las demás operaciones. Se pretende fijar los tiempos estándar de un sistema de incentivos. Se encuentran bajos rendimientos o excesivos tiempos muertos de alguna máquina o grupo de máquinas. 4.1.3.2. Pasos para su realización I. Preparación o o o o I. Ejecución o o o o I. 4 Se obtiene y registra la información. Se descompone la tarea en elementos. Se cronometra. Se calcula el tiempo observado. Valoración o o o I. Se selecciona la operación. Se selecciona al trabajador. Se realiza un análisis de comprobación del método de trabajo. Se establece una actitud frente al trabajador. Se valora el ritmo normal del trabajador promedio. Se aplican las técnicas de valoración. Se calcula el tiempo base o el tiempo valorado. Suplementos Definición consultada libro Administración Científica de Taylor 21 o o I. Análisis de demoras Cálculo de suplementos y sus tolerancias Tiempo estándar o o Determinación de tiempos de interferencia Cálculo de tiempo estándar 4.1.4. Tiempo Estándar 4.1.4.1 Definición Es el patrón que mide el tiempo requerido para terminar una unidad de trabajo, utilizando método y equipo estándar, por un trabajador que posee la habilidad requerida, desarrollando una velocidad normal que pueda mantener día tras día, sin mostrar síntomas de fatiga. El tiempo estándar para una operación dada es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo la operación. 4.1.4.2 Aplicaciones del tiempo estándar a). b). c). d). Para determinar el salario devengado por esa tarea específica, sólo es necesario convertir el tiempo en valor monetario. Ayuda a la planeación de la producción. Los problemas de producción y de ventas podrán basarse en los tiempos estándares después de haber aplicado la medición del trabajo de los procesos respectivos, eliminando una planeación defectuosa basada en las conjeturas o adivinanzas. Facilita la supervisión. Para un supervisor cuyo trabajo está relacionado con hombres, materiales, máquinas, herramientas y métodos; los tiempos de producción le servirán para lograr la coordinación de todos los elementos, sirviéndole como un patrón para medir la eficiencia productiva de su departamento. Es una herramienta que ayuda a establecer estándares de producción precisos y justos. Además de indicar lo que puede 22 e). f). g). h). i). producirse en un día normal de trabajo, ayuda a mejorar los estándares de calidad. Ayuda a establecer las cargas de trabajo. Facilita la coordinación entre los obreros y las máquinas, y proporciona a la gerencia bases para inversiones futuras en maquinaria y equipo en caso de expansión. Ayuda a formular un sistema de costo estándar. El tiempo estándar al ser multiplicado por la cuota fijada por hora, nos proporciona el costo de mano de obra directa por pieza. Proporciona costos estimados. Los tiempos estándar de mano de obra, presupuestarán el costo de los artículos que se planea producir y cuyas operaciones serán semejantes a las actuales. Proporciona bases sólidas para establecer sistemas de incentivos y su control. Se eliminan conjeturas sobre la cantidad de producción y permite establecer políticas firmes de incentivos a obreros que ayudarán a incrementar sus salarios y mejorar su nivel de vida; la empresa estará en mejor situación dentro de la competencia, pues se encontrará en posibilidad de aumentar su producción reduciendo costos unitarios. Ayuda a entrenar a nuevos trabajadores. Los tiempos estándar serán parámetro que mostrará a los supervisores la forma como los nuevos trabajadores aumentan su habilidad en los métodos de trabajo. 4.1.4.3. Ventajas de la aplicación de los tiempos estándar a). b). Reducción de los costos; al descartar el trabajo improductivo y los tiempos ociosos, la razón de rapidez de producción es mayor, esto es, se produce un mayor número de unidades en el mismo tiempo. Mejora de las condiciones obreras; los tiempos estándar permiten establecer sistemas de pagos de salarios con incentivos, en los cuales los obreros, al producir un número de unidades superiores a la cantidad obtenida a la velocidad normal, perciben una remuneración extra. 23 4.1.5. Tiempo Real 4.1.5.1 Definición El tiempo real se define como el tiempo medio del elemento empleado realmente por el operario durante un estudio de tiempos. 4.1.6. Tiempo Normal 4.1.6.1 Definición La definición de tiempo normal se describe como el tiempo requerido por el operario normal o estándar para realizar la operación cuando trabaja con velocidad estándar, si ninguna demora por razones personales o circunstancias inevitables. 4.1.7. Tiempo Imprevisto 4.1.7.1 Descripción La cantidad de tiempo agregado al tiempo normal para elaborar una actividad, le causa al trabajador tanto retrasos en la operación, como necesidades personales y fatiga. 4.1.8 Esfuerzo 4.1.8.1 Definición El esfuerzo se define como: " Una demostración de la voluntad, para trabajar con eficiencia". El esfuerzo es representativo de la velocidad con que se aplica la habilidad y puede ser controlada en un alto grado por el operario. El 24 analista debe ser muy cuidadoso de calificar sólo el esfuerzo real demostrado. Puede darse el caso de que un operario aplique un esfuerzo mal dirigido, durante un periodo largo, a fin de aumentar también el tiempo del ciclo y, sin embargo, obtener un factor de calificación liberal. 4.1.8.2 Tipos de esfuerzo a. Esfuerzo deficiente 123456- b. Esfuerzo regular 123456- c. Las mismas tendencias que el anterior pero en menor intensidad Acepta sugestiones con poco agrado Su atención parece desviarse del trabajo Es medianamente sistemático, pero no sigue siempre el mismo orden Trabaja también con demasiada exactitud Hace su trabajo demasiado difícil Esfuerzo promedio 123456- d. Pierde el tiempo claramente Falta de interés en el trabajo Le molestan las sugerencias Dar vueltas innecesarias en busca de herramienta o material Efectúa más movimientos de los necesarios Mantiene en desorden su lugar de trabajo Trabaja con consistencia Mejor que el regular Es un poco escéptico sobre la honradez del observador de tiempos o de la dirección. Tiene una buena distribución en su área de trabajo Planea de antemano Trabaja con buen sistema Esfuerzo bueno 25 1. 2. 3. 4. e. Esfuerzo excelente 12345- f. Pone interés en el trabajo Muy poco o ningún tiempo perdido No se preocupa por el observador de tiempos Está bien preparado y tiene en orden su lugar de trabajo Trabaja con rapidez Utiliza la cabeza tanto como las manos Toma gran interés en el trabajo Reduce al mínimo los movimientos innecesarios Trabaja sistemáticamente con su mejor habilidad Esfuerzo excesivo 1. 2. Se lanza a un paso imposible de mantener constantemente El mejor esfuerzo desde el punto de vista menos el de la salud. 4.2 MARCO CONCEPTUAL 4.2.1 La Administración Científica 4.2.1.1. Definición “Se le llama Administración Científica por la Racionalización que hace de los dos métodos de ingeniería aplicados a la administración y debido a que desarrollan investigaciones experimentales orientadas hacia el rendimiento del obrero. El enfoque típico de la escuela de la administración científica es el énfasis en las tareas. El nombre administración científica se debe al intento de aplicar los métodos de la ciencia a los problemas de la administración, con el fin de alcanzar elevada eficiencia industrial. Los principales métodos científicos aplicables a los problemas de la administración son la observación y la medición. La escuela de la administración científica fue iniciada en el comienzo de este siglo por el ingeniero mecánico americano Frederick W. Taylor, considerado el fundador de la moderna TGA. 26 A esta Corriente se le llama Administración Científica por la Racionalización que hace de los dos métodos de ingeniería aplicados a la administración y debido a que desarrollan investigaciones experimentales orientadas hacia el rendimiento del obrero. TGA: Teoría general de la administración. 4.2.1.2 Principios de la administración científica de Taylor. Para Taylor, la gerencia adquirió nuevas atribuciones y responsabilidades descritas por los cuatro principios siguientes: 1- 2- 3- 4- Principio de planeación: Sustituir en el trabajo el criterio individual del operario, la improvisación y la actuación empírico-práctica por los métodos basados en procedimientos científicos. Sustituir la improvisación por la ciencia, mediante la planeación del método. Principio de la preparación/planeación: Seleccionar científicamente a los trabajadores de acuerdo con sus aptitudes y prepararlos, entrenarlos para producir más y mejor, de acuerdo con el método planeado. Principio del control: Controlar el trabajo para certificar que el mismo esta siendo ejecutado de acuerdo con las normas establecidas y según el plan previsto. Principio de la ejecución: Distribuir distintamente las atribuciones y las responsabilidades, para que la ejecución del trabajo sea disciplinada. En la mayoría de los oficios, la ciencia es desarrollada mediante un análisis y estudio del tiempo y de los movimientos que debe realizar el obrero para efectuar una pequeña parte de su trabajo, y este estudio es hecho por un hombre provisto de un cronómetro y un cuaderno de apuntes. Centenares de estos hombres se ocupan en desarrollar un conocimiento científico elemental allí donde existían reglas empíricas. Las medidas generales a tomar en el desarrollo de una simple ley de esta clase son las siguientes: Encontrar, obreros distintos que sean expertos en el trabajo. Con la filosofía de la administración de "iniciativa e incentivo" se deja a cada obrero usar su propio criterio, de manera que el trabajo se ejecute en el tiempo más breve, y esto trae como resultado una gran variedad de formas y tipos de herramientas usadas en cada tarea. La administración científica 27 exige, un examen de cada una de las modificaciones que ha experimentado cada herramienta bajo las reglas empíricas; y, después de un estudio de la velocidad, deberán agruparse las buenas cualidades halladas en cada una de ellas en una herramienta modelo, que permitirá al obrero trabajar más rápidamente y con mayor facilidad. Esta nueva herramienta es adoptada como modelo, y permanece en uso hasta que el estudio de los movimientos y del tiempo permite descubrir una mejor. El desarrollo de una ciencia para reemplazar las reglas empíricas no es en la mayoría de los casos una empresa formidable, y que puede ser realizada por hombres comunes; pero el éxito requiere registros, sistema y cooperación. 4.2.1.3. Planeación La Planeación la cual constituye un sistema gerencial que desplaza el énfasis en el "qué lograr" (objetivos) al "qué hacer" (estrategias) con la Planificación Estratégica se busca concentrarse en sólo, aquellos objetivos factibles de lograr y en qué negocio o área competir, en correspondencia con las oportunidades y amenazas que ofrece el entorno. Se consideran cuatro puntos de vista en la planeación estratégica: • El Porvenir de las Decisiones Actuales Primero, la planeación trata con el porvenir de las decisiones actuales. Esto significa que la planeación estratégica observa la cadena de consecuencias de causas y efectos durante un tiempo, relacionada con una decisión real o intencionada que tomará el director. • Proceso Segundo, la planeación estratégica es un proceso que se inicia con el establecimiento de metas organizacionales, define estrategias y políticas para lograr estas metas, y desarrolla planes detallados para asegurar la implantación de las estrategias. • Filosofía Tercero, la planeación estratégica es una actitud, una forma de vida; requiere de dedicación para actuar con base en la observación del futuro. • Estructura 28 Cuarto, un sistema de planeación estratégica formal une tres tipos de planes fundamentales, que son: planes estratégicos, programan a mediano plazo, presupuestos a corto plazo y planes operativos. 4.2.1.4. Análisis Operacional y Modelo de Control El análisis operacional y el modelo de control es el camino al avance. El modelo integra a todos los aspectos de la operación de trabajo. Este modelo emergente es de tres etapas como prosigue: Etapa 1 – Analizar la Operación Etapa 2 – Administrar la Operación Etapa 3 -- Revisar la Efectividad de la Operación.”5 4.3. MARCO LEGAL La empresa está regida por las normas del Código de Comercio y Sustantivo del Trabajo, a los cuales se acogen las sociedades limitadas. 5 Texto trascrito de libro “Principio de la Administración Científica”. Autor: TAYLOR, Frederich. 29 5. DISEÑO METODOLÓGICO 5.1. Tipo de investigación La investigación descriptiva fue el método utilizado para este proyecto el cual consiste en llegar a conocer las situaciones, costumbres y actitudes predominantes a través de la descripción exacta de las actividades, objetos, procesos y personas. Su meta no se limita a la recolección de datos, sino a la predicción e identificación de las relaciones que existen entre dos o más variables. Los investigadores no son solo tabuladores, sino que recogen los datos sobre la base de una hipótesis o teoría, exponen y resumen la información de manera cuidadosa y luego analizan minuciosamente los resultados, a fin de extraer generalizaciones significativas que contribuyan al conocimiento. 5.2. Alcance o delimitación La cobertura del presente trabajo queda demarcada en las siguientes áreas: METALMECÁNICA • Corte • Despunte • Doblez • Pulido LAVADO PINTURA 5.3 Diseño Estadístico 5.3.1. Población La población —a veces llamada universo o agregado— constituye siempre una totalidad. Las unidades que la integran pueden ser individuos, hechos o elementos de otra índole. Una vez identificada la población con la que se trabajará, entonces se decide si se recogerán datos de la población total o de una muestra representativa de ella. Es por esto que la población total del presente proyecto es la planta de producción de la empresa G&L INGENIEROS LTDA. 30 5.3.2. Muestra De acuerdo a la necesidad de la empresa se llevo a estudio las siguientes áreas de la planta de producción: METALMECÁNICA • Corte • Despunte • Doblez • Pulido LAVADO PINTURA 31 6. RESEÑA HISTÓRICA G&L INGENIEROS LTDA, surge en el año de 1989 bajo la sociedad de los ingenieros electricistas Carlos Eduardo Gómez y José Fernando Lopera, quienes en primera instancia crearon una empresa familiar con el ánimo de poner en ejecución sus conocimientos en el campo de la ingeniería eléctrica, buscando la manera de aprovechar las oportunidades en el sector industrial, debido a su creciente dinamismo en la región. Posteriormente, la empresa comenzó un periodo de transición y crecimiento en todos sus niveles, empezaron a incrementarse sus recursos físicos, humanos y financieros. Con el paso de los años, los socios optan por crear una nueva empresa la cual ya no se dedicará a la prestación de servicios de Ingeniería sino a la fabricación de Tableros Eléctricos, la cual recibió el nombre de FATEL LTDA, encargándose además de producir otros productos metal-eléctricos; como Ductos y Bandejas Porta cables, entre otros. Luego se realizó un proceso de reajuste y unión de las dos empresas (G&L INGENIEROS LTDA. Y FATEL), quedando una sola empresa bajo el nombre de G&L Ingenieros Ltda., y fabricando los productos bajo la marca Fatel. Además de fabricar Tableros Eléctricos y prestar servicios de ingeniería, también se inició una relación con la multinacional SCHNEIDER ELECTRIC, a través de la integración de sus productos marca Merlin Gerin y Telemecanique, en el desarrollo de proyectos y en la fabricación de tableros eléctricos. Debido a los cambios que involucra el crecimiento de la organización, la empresa se separó en dos unidades de negocios: • • Montajes Industriales y Automatización. Fabricación de Tableros. Dichas unidades de negocios se encuentran dirigidas principalmente a la satisfacción del cliente a través de las necesidades del sector comercial, industrial e infraestructura, no solo en la región cafetera sino que además la calidad, compromiso, cumplimiento, proyección y empuje ha permitido ampliar la cobertura tanto en el ámbito nacional como internacional, permitiendo la participación en obras de importancia en la industria Colombiana e incursionar en algunos proyectos en el exterior. Debe tenerse en cuenta que la empresa también se está desempeñando en el área de comunicaciones industriales en tiempo real, lo que abre nuevos horizontes para ingresar a nuevos mercados. 32 G&L INGENIEROS LTDA, es una empresa que ha logrado sostenerse en un ámbito de inestabilidad económica, sin embargo es una organización que trata de mantener estable su planta laboral y busca no sólo mejorar, sino también generar bienestar interno, seguridad y respaldo, con la prestación de sus servicios y la entrega de productos con la más alta calidad a sus clientes. Por la experiencia que poseían los socios en el campo industrial, decidieron montar una firma de ingeniería que se dedicara a cumplir y atender las necesidades de dicho campo, para ello empezaron por escoger la zona en la cual sería creada, entonces escogieron la zona del Eje Cafetero por ser una región industrial, además vieron la oportunidad de que en la región no existían firmas similares que ejecutaran esta clase de trabajos. La evolución de G&L INGENIEROS LTDA., ha sido constante y progresiva, y de ésta manera han ido surgiendo necesidades de tipo tecnológico que hicieron necesaria la creación por parte de los socios de una nueva empresa que comenzó a funcionar en el año de 1994 y la cual estaría dedicada a complementar su actividad comercial de montajes y automatización de procesos elaborando gabinetes metálicos, tableros eléctricos, entre otros. Para cumplir con los objetivos establecidos, la empresa está estructurada en varios procesos. Cada proceso está definido así: • Proceso de Ingeniería y Proyectos: Encargado del estudio, diseño, desarrollo y puesta en marcha de soluciones a proyectos relacionados con automatización de procesos y montajes electromecánicos. • Proceso de Ventas (Técnico-Comercial): Encargado de conocer, analizar y solucionar las necesidades de los clientes, plasmándolas en una cotización ganadora a cada uno de nuestros clientes. Definir las estrategias y planes de mercadeo para los productos y servicios que proveen al mercado. • Proceso Administrativo y Financiero: Es el encargado de planear, organizar, ejecutar, dirigir y evaluar las actividades de la empresa a nivel administrativo. • Proceso de Producción: Responde por la ejecución, eficiencia, cumplimiento y calidad de los programas de producción establecidos para la fabricación de productos metal eléctricos y también es el encargado del diseño y construcción de los tableros eléctricos de fuerza y control, celdas, bandejas porta cables entre otros. 33 6.1 Actividades de la Empresa • Automatización de procesos industriales. • Diseño y fabricación de tableros con control programables. • Cálculo y fabricación de bancos de condensadores. • Estudio, diseño y construcción de montajes industriales. • Diseño y construcción de redes de baja y media tensión. • Montaje de equipos industriales. • Fabricación de gabinetes para el sector metal-eléctrico. • Fabricación de celdas de media tensión. • Prestación de servicios en las áreas corte y doblez. 6.2 Productos y Servicios de G&L INGENIEROS LTDA • • Subestaciones Eléctricas Celdas de medida Celdas de transformador Celdas de baja tensión Celdas de entrada y protección Celdas Sf6 (metal enclosed) hasta 36 KV Tableros general de baja tensión Tableros de transferencia de energía: o Transferencias manuales o automáticas o Por interruptores motorizados o Por contactotes Tableros de distribución 34 • Tableros de fuerza y control Tableros de uso industrial • Tableros de control Tableros de tensión regulada Consolas de mando Tableros con arrancador estrella triángulo Tableros con variadores de velocidad y/o arrancadores suaves Tableros con PLC programables Centros de control de motores (CCM): o Agrupados o Compartimentos fijos Bancos de condensadores • Automáticos Manuales Tableros de medida Tableros de medida directa Tableros de medida semidirecta 6.2.1 Metalmecánica • Gabinetes Metálicos: Manejan una amplia línea de gabinetes metálicos de uso exterior e interior, los cuales son utilizados por la industria, en diversas aplicaciones del sector metal-eléctrico. • Servicios de corte y doblez: La empresa presta en su planta metalmecánica servicios de corte y doblez de lámina cold rolled, galvanizada y acero inoxidable, además de suministrar la lámina que se requiera para la fabricación de las piezas. 35 6.2.2 Ingeniería G&L Ingenieros es distribuidor autorizado y proveedor de: Equipos de maniobra en baja tensión, autómatas programables, arrancadores y variadores electrónicos, interruptores de protección, contactores. En instrumentación distribuyen equipos para control en procesos tales como: nivel, flujo, presión y análisis industrial. Para control de producción y procesos: contadores, medidores y controladores. Sistemas de conexión, interfaces y protecciones para equipos electrónicos. 6.2.2.1. Montajes Industriales: Se encarga del montaje de campo, así como de la parte de sistemas de potencia, tales como subestaciones, centros de control de motores, montajes industriales en alta y baja tensión, entre otros. Actualmente existen convenios con empresas de ingeniería mecánica, para montajes electrónicos. 6.2.2.2 Automatización: Estudio, planeación, diseño, desarrollo y puesta en marcha de proyectos relacionados con sistemas de control de máquinas y procesos industriales. 36 7. PRINCIPIOS CORPORATIVOS 7.1 Misión Ofrecer lo mejor de nuestro recurso humano, físico y tecnológico, para brindar soluciones a procesos industriales y fabricación de productos relacionados en el sector Metal eléctrico, el manejo de la energía y las comunicaciones, suministrando calidad, respaldo, seriedad, lealtad, precios justos, seguridad y confiabilidad a nuestros clientes; pensando siempre en el crecimiento de los valores de nuestros colaboradores y de la sociedad. 7.2. Visión Ser líderes a nivel nacional en las áreas de prestación de servicios de automatización, montajes industriales, comercialización de insumos eléctricos industriales, así como la fabricación de productos para el sector eléctrico y las comunicaciones. Nuestro respaldo tecnológico, de mercadeo y administrativo, nos permitirán ejecutar procesos altamente eficientes, que se reflejarán en la calidad y confiabilidad de nuestros productos servicios, la satisfacción de nuestros clientes, colaboradores y nuestro aporte al desarrollo social. 7.3 Política De Calidad Fabricar productos y prestar servicios para el sector eléctrico, cumpliendo con los requerimientos convenidos con el cliente, las especificaciones técnicas ofreciendo óptima calidad y entrega oportuna, a través del trabajo conjunto con proveedores, el desarrollo del talento humano y los recursos necesarios que faciliten el mejoramiento continuo de todos nuestros procesos. 7.4 Objetivos De Calidad • • • Aumentar la satisfacción de nuestros clientes. Garantizar la sostenibilidad y rentabilidad de la empresa en el largo plazo. Aumentar el grado de calificación del personal que labora en la empresa. 37 7. 5 Valores • • • • Honestidad. Calidad de nuestro trabajo. Respeto por los clientes. Orden y Responsabilidad. 7.6 Objetivos Corporativos • • • Aumentar eficiencia y productividad Desarrollar altos niveles de rentabilidad Sostenibilidad a largo plazo 38 8. LISTADO DE CARGOS Y FORMACIÓN INDISPENSABLE PARA EL BUEN FUNCIONAMIENTO DE LA PLANTA Para un óptimo funcionamiento de la planta es necesario mantener la formación que cada uno de los operarios necesita para el manejo adecuado de las máquinas y las herramientas correspondientes, por lo tanto las capacitaciones constantes para cada empleado hacen parte fundamental para el buen desarrollo de la empresa. Por lo tanto se debe concienciar tanto a los operarios como a la parte administrativa de mantener la formación constante acerca del buen manejo de la planta. A continuación se presenta un listado de cargos, con sus respectivos conocimientos y formación que se debe implementar para el desarrollo óptimo de las labores que son encomendadas. 39 8.1 LISTADO MAESTRO DE CARGOS (Tabla No. 1) 40 9. ANALISIS, DETERMINACIÓN DE TIEMPO ESTÁNDAR Y PROPUESTA 9.1 ÁREA DE CORTE. 9.1.1 Descripción del proceso productivo Esta actividad es realizada entre dos personas; se manejan distintos tipos y pesos de la lámina, como son el Cold Rollled, calibre 16. La actividad que se realiza en esta área comienza desde que se transporta la lámina que se va utilizar desde el stand hasta la base de madera donde es descargada la cual se encuentra al lado de la cizalla. Luego de esto deben desplazar una lámina hacia la máquina, donde realizan un rayado con las medidas apropiadas de acuerdo a las especificaciones que les hayan sido entregadas en las órdenes de trabajo y luego de esto se disponen a accionar la máquina. La cizalla es accionada por un pedal mecánico que solo puede realizar la persona que se encuentre a cargo del puesto de trabajo. Luego de esto los 2 operarios deben verificar la medida de corte, y estando cortada la lámina, la desplazan hacia el área de despunte. 41 9.1.2 Diagrama del puesto de trabajo 42 9.1.3 Diagrama del Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Proceso de corte de lámina X Estand de lámina Área de despunte NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ OPERARIO DE PIE 43 9.1.4 DIAGRAMA DE PROCESO 44 9.1.5. Análisis Se está efectuando un desplazamiento muy largo por parte de los operarios al trasladarse por las láminas lo que ocasiona tiempos improductivos. En algunos casos se ha presentado alguna dificultad para sostener las láminas en la máquina, esto ocurre cuando se deben cortar piezas pequeñas o en el rayado de la lámina, por lo tanto esto presenta un mayor esfuerzo por parte los operarios tratando de sostener la lámina. La ocurrencia de reprocesos de algunas partes tanto de esta área como en la de las demás, constituye tiempos improductivos adicionales. Una de las problemáticas principales de la parte metalmecánica ocurre por el mal desarrollo de los planos; debido a esto, la parte de reprocesos y tiempos improductivos aumentan. 9.1.6 Propuesta de Mejora Se debería realizar una reubicación del estand de lámina que disminuya el desplazamiento para así evitar los tiempos improductivos y el desgaste de las personas encargadas de esta área. Se debería implementar una base fija al frente de la máquina para el sostenimiento de la lámina y así disminuir el esfuerzo y facilitar la labor de los operarios. La inspección constante de las órdenes de trabajo tanto en esta área como en las demás son la solución más factible para la eliminación de los reprocesos. También se debe tener en cuenta la posibilidad de brindar a cada área una capacitación acerca de las labores a realizar. 45 9.1.7. Evaluación de Esfuerzo Realizado El operario titular de esta área realiza un esfuerzo excelente, trabaja con rapidez y demuestra gran interés por las actividades que realiza. 46 9.1.8. CRONOMETRAJE AREA: Corte PROCESO: Trazar y cortar la lámina de acuerdo con el plano entregado ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.1.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No 2) Sección: Corte Unidad: Cizalla Descripción detallada del elemento indicando al final el punto de Numero del rompimiento Elemento Desplazamiento de 2 operarios hacia el stand de lámina, coger lámina cold rolled calibre 16 con un peso aproximado de 50 Kg. 1 y colocarla en los ganchos para volver a realizar el recorrido hacia el soporte cerca de la máquina. Desplazamiento de la lámina desde el soporte hacia la base de la máquina y medida de la misma con el flexómetro verificando 2 medida total. Verificar las medidas con plano de cut master y medir con el flexómetro realizando el rayado de la lámina con el lápiz de 3 acero. Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar corte de lámina en la cizalla Arrastrar lámina hacia el punto de corte y activar la máquina presionando el pedal con el pie. 4 Desplazarse hacia la parte trasera de la máquina y recoger las partes cortadas y llevarlas hacia la parte trasera de la maquina dobladora. 5 47 9.1.8.2. DESCRIPCION DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (20kg) 9% 5. Nivel ruido 2% 6. Atención estricta 5% 7. Esfuerzo mental 1% TOTAL 28% 9.1.8.3. TIEMPO ESTÁNDAR ÁREA CORTE Para definir el tiempo estándar se tomaron en cuenta 2 maneras de cortar la lámina: De 2 cortes distintos (no se toma en cuenta el número de piezas, sino la cantidad de piezas distintas por cada lámina) 1er corte distinto 2do corte distinto 48 De 3 cortes distintos (no se toma en cuenta el número de piezas, sino la cantidad de piezas distintas por cada lámina) 3ero 1er corte distinto 2do 49 9.1.8.4 TABLA DE CRONOMETRAJE (Tabla No3) 50 TABLA DE CRONOMETRAJE (Tabla No4) 51 9.2 ÁREA DE DESPUNTE 9.2.1 Descripción del proceso productivo El proceso inicia a un lado de la mesa de trabajo de dicha área, donde se debe recoger las láminas de la orden de trabajo correspondiente y ponerlas en la mesa. Luego de esto se revisan los planos donde se especifica la distancia del despunte seleccionado, se raya y se dispone a realizar dicho despunte en la máquina despuntadora, accionándola por medio de un pedal mecánico. Después de esto se trasladan las partes a un lado de la mesa del área de doblez. 52 9.2.2. Diagrama del puesto de trabajo 53 9.2.3 Diagrama de Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Proceso de despunte de lámina X Área de despunte Área de doblez NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ MESA DE TRABAJO OPERARIO DE PIE 54 9.2.4. DIAGRAMA DE PROCESO 55 9.2.5. Análisis El espacio para el manejo de la lámina en esta área es muy reducido, por lo tanto hace que el operario encargado no pueda moverse, ni desplazarse por los corredores con facilidad. Causando así una restricción para realizar las operaciones de la mejor manera. El desplazamiento de la persona encargada en esta área es en algunos casos muy larga, debido a la inexperiencia manejada. El debe desplazarse hacia los demás compañeros para resolver las dudas que se le presentan. La mayoría de los puestos de trabajo no cuentan con el espacio suficiente para el almacenamiento del producto en proceso, esto hace que se presenten tiempos improductivos en la búsqueda de donde encontrar y dejar el material utilizado. 9.2.6 Propuesta de Mejora El espacio en el cual desarrollen el producto los operarios es parte fundamental para lograr una eficiencia óptima en el proceso, por lo tanto se debe dar un espacio suficiente a cada área para desplazarse dentro de su puesto de trabajo y para movilizar el producto en proceso. Se debería dar una capacitación detallada a cada uno de los operarios acerca del manejo de las áreas que tienen a cargo, así evitaremos el desplazamiento por parte de la inexperiencia de algunos. Es importante fijar un puesto específico en donde se va a encontrar el producto en proceso por cada área, así evitaremos la pérdida de tiempo buscando el material que necesitamos. 56 9.2.7. Análisis de Esfuerzo Realizado El operario de esta área realiza un tipo de esfuerzo promedio, presenta interés por las actividades encomendadas, pero la falta de experiencia hace que su trabajo pueda ser mejorado, se preocupa por realizar las labores de la mejor manera. 57 9.2.8 CRONOMETRAJE AREA: Despunte PROCESO: Despuntar esquinas de las láminas ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.2.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No 5) Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar despunte en las esquinas de las piezas cortadas Descripción detallada del elemento indicando al final el punto de rompimiento Sección: Despunte Unidad: Despuntador Numero del Elemento Desplazamiento del operario hacia el lugar donde ponen las partes de lámina cortada, coger partes y colocarla en la mesa a un lado de la máquina despuntadora. 1 Realizar rayado de las esquinas, haciendo uso de la regleta y lápiz de aluminio en la mesa. 2 Correr la lámina hacia la máquina y realizar el despunte correspondiente presionando el pedal con el pie. 3 Desplazarse hacia la mesa del área de doblez donde se descarga cada una de las partes ya despuntadas. 4 58 9.2.8.2. DESCRIPCION DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (15kg) 5% 5. Nivel ruido 2% 6. Atención estricta 2% 7. Esfuerzo mental 1% TOTAL 21% 59 9.2.8.3 TABLA DE CRONOMETRAJE (Tabla No.6) 60 9.3. ÁREA DE DOBLEZ 9.3.1 Descripción del proceso productivo La operación en esta área inicia a un lado de la mesa de trabajo donde se encuentra ubicado el material previamente cortado y despuntado, la lámina se sube a la mesa, se revisa la orden de trabajo y se dispone a rayar según las medidas indicadas. Luego de esto los operarios deben acercar la lámina hacia la máquina y realizar el respectivo doblez con la máquina plegadora, activándola por medio de un pedal. A continuación de doblar se debe revisar que el doblez quede al Angulo necesario. Luego de haber doblado la lámina se debe desplazar hacia el área de armado. 61 9.3.2. Diagrama del puesto de trabajo 62 9.3.3. Diagrama de Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Proceso de doblez de lámina X Área de doblez Rampa de armado NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ OPERARIO DE PIE MESA DE TRABAJO 63 9.3.4. DIAGRAMA DE PROCESO 64 9.3.5. Análisis La ocurrencia de reprocesos de algunas partes tanto de esta área como en la de las demás, constituye tiempos improductivos adicionales. La máquina plegadora en algunos casos se ve muy limitada debido a que se cuentan con solo los punzones y dados necesarios para realizar un doblez normal. En algunos casos se dificultan las tareas o dobleces que deben hacer los operarios al tratarla lámina puesto que no cuentan con la cantidad de herramienta o maquinaria suficiente para esta. 9.3.6 Propuesta de Mejora Sería factible realizar una capacitación acerca del debido uso de la máquina plegadora hacia el personal, para evitar tiempos improductivos en el proceso de doblez. Se debería implementar distintos tipos de punzones y dados para facilitar y ampliar los tipos de dobleces usados en los productos. Así mismo incrementando los diferentes tipos de dobleces podrían aumentar tanto las órdenes de servicio como los productos a realizar. 65 9.3.7. Análisis de Esfuerzo Realizado El operario titular de esta área presenta un tipo de esfuerzo bueno, se preocupa por las labores que realiza, también presenta un orden adecuado para el sitio de trabajo. El operario auxiliar, al igual que el titular presenta un tipo de esfuerzo bueno y se preocupa por realizar las funciones de la mejor manera, se preocupa por la organización del material. 66 9.3.8 CRONOMETRAJE AREA: Doblez PROCESO: Doblez de lámina ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.3.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No. 7) Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar el doblez correspondiente a cada pieza Descripción detallada del elemento indicando al final el punto de rompimiento Sección: Doblez Unidad: Plegadora Numero del Elemento Desplazamiento del operario hacia el lugar donde descargan las partes de lámina despuntada, coger partes y colocarla en la mesa al frente de la máquina dobladora. 1 Medir y rayar lámina de acuerdo a especificaciones 2 Correr la lámina hacia la máquina y realizar el doblez presionando el pedal con el pie. 3 Desplazarse hacia la rampla donde se encuentra el área de armado y descargar las partes ya dobladas. 4 67 9.3.8.2. DESCRIPCION DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (15kg) 5% 5. Nivel ruido 2% 6. Atención estricta 5% 7. Esfuerzo mental 1% TOTAL 24% 68 9.3.8.3. TABLA DE CRONOMETRAJE (Tabla No.8) 69 9.4. ÁREA DE PULIDO 9.4.1. Descripción del proceso productivo La operación inicia en el área de armado donde se encuentran los gabinetes y sus partes ya soldadas. El operario debe desplazar estas partes hasta la cabina de pulido, donde allí da inicio al pulido de los puntos y uniones hechos con soldadura. Luego de haber pulido esto, se le hace un retoque con una pulidora menos áspera para quitar las marcas que deja la soldadura al otro lado de ella. Después se dispone a trasladar las partes hasta el corredor de lavado. 70 9.4.2. Diagrama de puesto de trabajo 71 9.4.3 Diagrama de Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Pulido de puntos de soldadura X Área de armado Corredor de lavado NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ OPERARIO DE PIE 72 9.4.4. DIAGRAMA DE PROCESO 73 9.4.5. Análisis Algunas veces se dificulta el proceso al pulir tableros pesados o de gran dimensión puesto que hay lugares que son difíciles de llegar o hay que hacer una posición incómoda para realizar los pulidos. La preparación del material antes de comenzar una actividad es parte indispensable para evitar los tiempos imprevistos. En algunas ocasiones la persona encargada debe parar las actividades que esta realizando para ir por las herramientas necesarias. 9.4.6. Propuesta de Mejora Se debería implementar el uso de algunas mesas de distintos tamaños, para facilitar el pulido de algunas piezas y así evitar las posiciones incorrectas que puedan afectar la salud del personal. La organización de las herramientas a manejar es parte fundamental para lograr un tiempo óptimo de producción, ya que así se estarían evitando desplazamientos; por lo tanto se debería exigir a cada área la organización del material que necesitan antes de iniciar labores. 74 9.4.7. Análisis de Esfuerzo Realizado El operario titular de esta área presenta un tipo de esfuerzo bueno, se preocupa por las labores que realiza, también presenta un orden adecuado para el sitio de trabajo. 75 9.4.8. CRONOMETRAJE AREA: Pulido PROCESO: Pulir puntos de soldadura ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.4.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No. 9) Sección: Pulido Unidad: Pulidoras Descripción detallada del elemento indicando al final el punto de Numero del rompimiento Elemento Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar el doblez correspondiente a cada pieza Desplazamiento del operario hacia el lugar donde ponen el gabinete y sus partes, traladarlos hacia la cabina de pulido. 1 Pulir puntos de soldadura y uniones. 2 Realizar retoque de lámina eliminar puntos negros. 3 Desplazamiento de partes pulidas hacia el sitio de lavado. 4 76 9.4.7.2. DESCRIPCION DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (25kg) 13% 5. Nivel ruido 5% 6. Esfuerzo mental 1% TOTAL 30% 77 9.4.7.3. TABLA DE CRONOMETRAJE (Tabla No.10) 78 9.5. ÁREA DE LAVADO 9.5.1. Descripción del proceso productivo El área de lavado inicia en el corredor de lavado, donde se debe meter las partes en el interior de la canasta de lavado, luego de esto con el control de la polea se debe pasar la canasta por los tanques, donde se debe mantener las partes durante 10 minutos en los tanques de desengrasado y fosfatado, 3 o 4 minutos en el tanque de sellado y un sumergida rápida por los dos tanques de lavado. Luego se debe sacar las partes de la canasta y secarlas con un pedazo de tela. 79 9.5.2. Diagrama del puesto de trabajo 80 9.5.3 Diagrama del Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Lavado del gabinete y sus partes X Corredor de lavado Corredor de lavado NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ OPERARIO DE PIE 81 9.5.4. DIAGRAMA DE PROCESO 82 9.5.5. Análisis En algunas ocasiones se ha encontrado que la pintura presenta desmoronamiento por el mal lavado que realizan cuando se presiona al encargado de ésta área, por lo tanto se debe tener en cuenta que el lavado manual que se realiza a veces no es el mas óptimo para las piezas, y además no se debería permitir realizar el lavado manual para evitar estos inconvenientes. Algunas veces los químicos que son utilizados no realizan bien el lavado correspondiente, por lo tanto los operarios deben terminar el lavado manualmente presentando tiempos improductivos. 9.5.6. Propuesta de Mejora Evitar al máximo los lavados manuales, puesto que estos representan tiempos improductivos para esta área. Es necesario utilizar un químico un poco más fuerte para evitar los lavados manuales. 83 9.5.7. Análisis de Esfuerzo Realizado El operario que está encargado de esta área realiza un tipo de esfuerzo promedio ya que trabajaba con consistencia, mantiene un buen orden de los materiales y adecua muy bien los productos al espacio utilizado para este proceso. 84 9.5.8. CRONOMETRAJE AREA: Lavado PROCESO: Lavar gabinetes y sus partes ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.5.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No. 11) Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar el doblez correspondiente a cada pieza Sección: Lavado Unidad: Polea Descripción detallada del elemento indicando al final el punto de rompimiento Numero del Elemento Desplazamiento del operario hacia el corredor de lavado donde coge las partes de los gabinetes y los introduce en la canasta de lavado. 1 Mover la canasta por medio de la polea mecánica e ingresarla a desengrasado 2 Mover la canasta por medio de la polea mecánica e ingresarla a lavado 3 Mover la canasta por medio de la polea mecánica e ingresarla a fosfatado 4 Mover la canasta por medio de la polea mecánica e ingresarla a lavado 5 Mover la canasta por medio de la polea mecánica e ingresarla a sellado 6 Sacar las partes de los gabinetes al corredor de lavado 7 Secar las partes 8 85 9.5.7.2. DESCRIPCIÓN DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (15kg) 5% 5. Nivel ruido 2% 6. Condición atmosférica 4% 7. Esfuerzo mental 1% TOTAL 23% 86 9.5.7.3. TABLA DE CRONOMETRAJE (Tabla No.10) 87 88 9.6. ÁREA DE PINTURA 9.6.1. Descripción del proceso productivo Esta área inicia en el corredor de lavado donde se toman las partes y se desplazan hasta la cabina de pintura; allí se cuelgan para poderlas pintar. Luego con una pistola a presión se empieza a rociar el polvo (pintura en polvo electrostática) hasta quedar totalmente pintado y se desplazan hasta la base del horno. Luego de esto se hace un retoque para terminar con el proceso. 89 9.6.2. Diagrama del puesto de trabajo 90 9.6.3 Diagrama del Proceso Operacional ACTIVIDAD: METODO ACTUAL: MÉTODO MEJORADO: DONDE EMPIEZA: DONDE TERMINA: ANALISTAS: Pintura de gabinetes y sus partes X Corredor de lavado Base de horno para secado NATALIA CARDONA LONDOÑO JUAN DIEGO SANZ CARRO BASE DE SECADO OPERARIO DE PIE 91 9.6.4. DIAGRAMA DE PROCESO 92 9.6.5. Análisis El tiempo de espera que debe tener el área de pintura para iniciar una nueva orden representa una pérdida de tiempo de gran magnitud puesto que cesan las actividades hasta terminar todo el proceso de pintura, es decir hasta que las partes salgan del horno. La falta de espacio hace que los operarios no se desempeñen de la mejor manera. Se presenta una gran dificultad para el traslado del material ya pintado, puesto que el desplazamiento es muy extenso y la ruta de pasillos mantiene por lo general ocupada. 9.6.6. Propuesta de Mejora Se debería implementar una base donde se puedan poner partes ya pintadas para evitar tiempos muertos y poder seguir pintando mientras el horno termina de secar la pintura. Mantener los pasillos de transporte despejados para evitar los tiempos improductivos. 93 9.6.7. Análisis de Esfuerzo Realizado El operario encargado de esta área realiza un tipo de esfuerzo bueno, se preocupa por que el producto quede de la mejor manera y realiza inspecciones y retoques constantes. Mantiene en buen orden su espacio y se encuentra bien preparado para este proceso. 94 9.6.8. CRONOMETRAJE AREA: Pintura PROCESO: Pintar gabinetes y sus partes ANALISTAS: JUAN DIEGO SANZ NATALIA CARDONA 9.6.8.1. DESCRIPCIÓN DE LOS ELEMENTOS (Tabla No. 13) Descripción detallada del elemento indicando al final el punto de rompimiento Sección: Pintura Unidad: Pistola Numero del Elemento Desplazamiento del operario hacia el lugar donde ponen el gabinete y sus partes, traladarlos hacia la cabina de pintura. 1 Pintar las partes del gabinete. 2 Trasladar piezas a base de horno. 3 Retoque de partes pintadas. 4 Descomposición de elementos y contenido de trabajo Operación o tarea: Realizar el doblez correspondiente a cada pieza 95 9.6.8.2. DESCRIPCION DE LOS SUPLEMENTOS 1. Tolerancia personal 5% 2. Tolerancia por fatiga 4% 3. Tolerancia posición de pie 2% 4. Empleo de fuerza (15kg) 5% 5. Nivel ruido 2% 6. Condición atmosférica 7% 7. Esfuerzo mental 1% 8. Atención estricta 2% TOTAL 28% 96 9.6.7.3. TABLA DE CRONOMETRAJE (Tabla No.12) 97 10. SEGUIMIENTO Y CONTROL DE ACCIONES IMPREVISTAS E IMPRODUCCTIVAS DEL TRABAJO 98 11. CONCLUSIONES Como resultado del estudio se determinó el estándar de tiempos de producción para cada una de las operaciones anteriormente nombradas, con el fin de contar con una herramienta que facilite la programación de la producción, el control de rendimiento y requisitos de la mano de obra y maquinaria. Se encontraron una serie de procesos improductivos en las labores desarrolladas en la planta, por lo tanto se elaboró una tabla donde se presenta un plan de acción para esta serie de reprocesos. Se presento una propuesta de la capacitación que deben tener los operarios en cada una de las áreas con el fin de mejorar el rendimiento de la planta. El desplazamiento de los operarios en el área de corte además de ser muy extenso, requiere un nivel de esfuerzo muy alto, por lo tanto, se propuso una redistribución de la planta para tratar de disminuir los transportes actuales en un 76%, obteniéndose una mayor eficiencia en las operaciones. 99 12. RECOMENDACIONES Con base en el estudio realizado a continuación se hace una serie de recomendaciones. Es indispensable para evitar los tiempos improductivos y reprocesos dar la capacitación en cada una de las áreas de acuerdo a las actividades que allí se realizan. Los estándares establecidos deben actualizarse en el momento que se presenten cambios en los procesos, en la distribución o maquinaria. 100 13. BIBLIOGRAFIA ADMINISTRACIÓN. Administración Científica de Taylor. Teorías Administrativas [En línea] URL: http:// www.monografias.com/trabajos7/mono7mono.shtml (consulta 16 de mayo de 2006) ADMINISTRACIÓN Y FINANZAS Enfoques Administrativos Principales exponentes de la Administración Trabajo enviado por: RONY GARCIA En línea] URL: http:// WWW. LAFACU.COM Philip McAleenan Socio Administrativo Expert Ease International Un enfoque diferente – Control y Análisis Operacional (Sesión 158) [email protected] Síntesis de "Estrategia de la investigación descriptiva" en Manual de técnica de la investigación educacional Deobold B. Van Dalen y William J. Meyer. http://noemagico.blogia.com/2006/091301-la-investigacion-descriptiva.php Oficina Internacional del Trabajo, Introducción al estudio del trabajo, 4ª ed. Ginebra, Suiza, 2000. 101 ANEXOS 102 ANEXO 1 103 ANEXO 2. DISTRIBUCIÓN DE PLANTA ACTUAL 104 ANEXO 3. DISTRIBUCIÓN EN PLANTA A ESTUDIO 105 ANEXO 4.PROPUESTA DISTRIBUCION DE PLANTA ANEXO 5. ORGANIGRAMA ORGANIGRAMA GENERAL GL INGENIEROS LTDA GERENTE GENERAL GERENTE FATEL DIRECTOR DE INGENIERIA Y PROYECTOS GERENTE TECNICO DIRECTOR DE PRODUCCION JEFE DE COMPRAS Y ALMACEN SUPERVISOR METAL-MECÁNICO AUXILIAR DE COMPRAS Y ALMACEN DIRECTOR DE CALIDAD SUPERVISOR ELÉCTRICO ASISTENTE DE PRODUCCION OPERARIOS ENSAMBLE METALMECANICO ASESOR TECNICOCOMERCIAL DIRECTOR DE MERCADEO INGENIERO TÉCNICO COMERCIAL INGENIERO DE PROYECTOS OFICIAL DE MONTAJES AUXILIAR DE MONTAJES OPERARIOS ENSAMBLE ELECTRICO DIRECTOR ADMINISTRATIVO PRACTICANTE ADMINISTRACION COORDINADORA ADMINISTRATIVA SERVICIOS GENERALES SECRETARIA GENERAL AUXILIAR DE OFICINA