detalle descriptivo de hornos rotativos y térmico
Anuncio

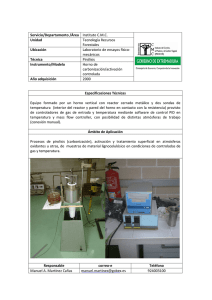
DETALLE DESCRIPTIVO DE HORNOS ROTATIVOS Y TÉRMICO: Sección fundición gris y nodular: (X3) HORNOS ROTATIVOS DE FUSIÓN OXI-GAS DE 5TN “SIDER PROGETTI”, OXITERM 50. Descripción de la instalación: El horno está constituido por un elemento central realizado con un cilindro de lámina electro soldada de gran espesor, al cual se hallan soldadas las pistas de rodadura. Dichas pistas han sido torneadas sobre todas las paredes, de modo que permitan una perfecta rotación del horno sin saltos, movimientos irregulares o contragolpes. Tanto en la parte delantera corno trasera del elemento central están situadas las dos cabezas cónicas, que se unen al cilindro a través de tornillos de gran diámetro y muelles de disco para absorber las dilataciones del revestimiento refractario. El horno apoya sus cuatro ruedas sobre un soporte con rodamientos que, a su vez, sostiene una cuna metálica. Dos de las cuatro ruedas soporte son accionadas a través de un motorreductor autofrenante, permitiendo la rotación del horno sobre su propio eje. Además de las cuatro ruedas de apoyo, en la cuna existen dos pares de ruedas sueltas que unen axialmente horno y cuna, permitiendo de esta manera la rotación correspondiente. La cuna está formada por una estructura con perfil de acero y por dos barras laterales a las cuales están fijados los tornillos o pasadores de rotación. Estos se alojan en dos soportes con rodamientos teniendo base de hormigón armado. Dos cilindros hidráulicos con amortiguadores incorporados permiten el basculamiento de la cuna inclinando el horno tanto hacia atrás corno hacia adelante. De este modo es posible: cargar el horno elevando la boca de carga hasta la altura de entrada con el canal vibrante; distribuir adecuadamente la carga de hierro fundido dentro del horno, inclinándolo ligeramente hacia abajo; reparar el revestimiento refractario colocando el horno en posición vertical (rotación de 90° respecto a la horizontal). Sobre los cilindros están instaladas las válvulas de seguridad con retención hidro-pilotada, para operar en las mejores condiciones y no correr ningún riesgo, incluso en el caso de rotura simultánea de los dos conductos del aceite. El quemador se sitúa en la parte delantera (en el cono opuesto a la boca de carga) y está sujeto a un brazo metálico rodante a través de un soporte, alrededor de una columna de sostén de hormigón armado. Los hornos vienen totalmente provistos de cajas, construidas en acero electro soldada, completamente desmontables y con dispositivos con el fin de facilitar la formación del revestimiento. Sistema de elevación de la carga: La carga es elevada y colocada en el canal vibrante por medio de un skip, constituido por una caja corrediza verticalmente y por una estructura de sostén con guía de deslizamiento para su elevación y descenso. Dicho sistema está completamente dotado de motor reductores de elevación autofrenante, enrolladores de cable, rodamientos .Un par de poleas de cambio de dirección situadas en la parte más alta del skip permite colocar la parte mecánica y el grupo motor en una posición fácilmente accesible. El grupo está dotado de un sistema de bloqueo de descenso /elevación constituido por dos final de carrera (topes) inductivos y otros dos de seguridad (uno rotativo y otro inductivo) para Ia parada inmediata del dispositivo. El skip está dotado de un sistema de bascula miento mecánico por inercia que entra en funcionamiento en el tramo final del recorrido. En la base del skip están colocadas dos cámaras de carga para la medición de la carga dentro de la caja. Grupo de carga del horno: La carga del horno se realiza con un vibro transportador sobre un canal vibrante. El canal está construido con láminas de acero electro soldado con refuerzo. La capacidad del canal vibrante es suficiente para la recepción de la totalidad de la carga, constituida por hierro fundido, chatarra y desecho de fundición, acero y aleación. El tamaño de estos materiales deberá ser adecuado a las dimensiones de la boca de carga del horno, con el fin de no crear problemas de obstrucción durante la fase de carga. El avance de la carga se realiza a través de las vibraciones enviadas a la estructura por las dos motos vibradoras colocados en la parte posterior del canal. La apertura de las compuertas de carga y regulación, dirigido electro neumáticamente, permite a la carga pasar, por medio de una rampa de carga, al interior del horno. El canal vibrante tiene la posibilidad de trasladarse tanto longitudinal como transversalmente al propio eje, siendo ensamblado, a través de muelles, a un sistema de dos carretillas ortogonales superpuestas que se desplazan a través de sus correspondientes vías. Él movimiento transversal es necesario para mover el canal de la posición de canal de carga a las tres posiciones en frente de los hornos; el movimiento longitudinal sirve para mover la rampa del canal al interior de Ia boca del horno. El movimiento longitudinal es realizado a través de cilindros hidráulicos, y la traslación del carro inferior se realiza mediante motor reductor. Instalación hidráulica: La elevación y descenso de los hornos se realiza mediante cilindros hidráulicos, así como el desplazamiento del conducto de humos y del canal vibrante de carga. Los cilindros son alimentados a través de una centralita hidráulica, compuesta por un panel sobre el cual están colocadas las electro válvulas para el basculamiento hidráulico del horno, las válvulas de regulación de presión, manómetros. El sistema de control es eléctrico con el fin de permitir un control del horno desde la posición más idónea. Una de las dos electrobombas realiza el envío de aceite al circuito. Grupo de descarga de humos: El sistema de descarga de humos está compuesto por conductos móviles; inmediatamente después de la descarga de los hornos, las chimeneas de seguridad, compuertas y tuberías transportan los hlU110S al sistema de enfriamiento, filtración y evacuación. El conducto móvil de humos se apoya en un carro situado sobre raíles con movimiento en dirección ortogonal hacia el fondo de un cilindro hidráulico. Las chimeneas de seguridad sirven para descargar los humos en caso de avería del sistema. Para el transporte de los humos existen las compuertas sobre las chimeneas de seguridad, que están normalmente cerradas, y sobre los conductos que llevan a los intercambiadores, que están normalmente abiertos; en caso de avería, obviamente, la posición se invertiría. Los humos, antes de ser evacuados, son enfriados en un intercambiador de aire y posteriormente filtrados a través de un filtro de mangueras, y su temperatura de entrada debe ser de 100/120° de modo que no perjudiquen las mangueras filtrantes. El intercambiador está constituido por una caja de chapa y tubos, por el interior de los cuales pasan los humos; en el exterior, los tubos son enfriados a través de aire producido por ventiladores helicoidales. El aire con polvo entra en la parte inferior del filtro y, pasando a través de las mangueras filtrantes, deposita el polvo más fino sobre la superficie externa de las mismas, donde forma una capa que contribuye a la acción filtrante, pero que incrementa los valores de pérdida de carga. Para mantener estos valores entre límites aceptables, se utiliza un dispositivo de lavado en contracorriente con aire comprimido, que determina una onda de presión, la cual se propaga hasta el fondo de la manguera originando una fuerte sacudida de la misma; el sistema es controlado electrónicamente. El polvo que se desprende, decanta en la tolva inferior. A intervalos constantes, un transportador sin-fin lo transporta a los contenedores. Carro de recuperación de la escoria: Constituido por un carro móvil, apoyado sobre cuatro ruedas provistas de soportes y rodamientos, deslizable sobre raíles y colocado centralmente bajo el horno. El carro puede trasladarse longitudinalmente, lo que permite recoger la escoria que es desechada al final de la fusión. En la parte superior existe un contenedor fácilmente extraíble para la eliminación de la escoria. El desplazamiento se realiza por medio de un cable de acero y de un tambor enrollador accionado por un motor reductor electromecánico controlado por topes o final de carrera, que detienen automáticamente el carro al alcanzar una de las dos posiciones límite. HORNO DE TRATAMIENTOS TÉRMICOS “GUINEA”. HCT-F-6X3-6X2, Producción: 1,8TN/Hora, temperatura de trabajo: 900ºC, combustible: Gasóleo, quemadores: 12 auto proporcionales “Guinea-Schieldrop, potencia total max. quemadores: 1.400.000 Kcal/h, potencia instalada: equivalente a 130 l/h de gasóleo, ventilador de aire para combustión: centrífugo a presión constante de 650mm. c.a, caudal: 1.850 m3/h, transportador de carga: cinta de eslabones fundidos, accionamiento electromecánico con grupo moto-variador de 0.75CV, ventiladores zona de enfriamiento: 2 axiales de 10CV, cámara de enfriamiento final: con cinta transportadora y dos ventiladores axiales de 7.5CV. Dimensiones exteriores horno(LxAxH): 21.500x3.500x4.000mm, Dimensiones útiles horno(LxAxH): 11.600x1.372x400mm, Cadena transportadora “cast-link”, calentada por gasóleo, para el recocido de piezas de fundición gris, anchura útil: 1.372mm, producción: 1.800Kgs/hora, tiempo estimado ciclo de trabajo: 200min aprox., carga máx.: 450Kg uniformemente repartidos por cada metro de “cast-link”. El horno consta de cuatro fases - partes: Zona de calentamiento (de 500ºC hasta 900ºC): Equipada con seis quemadores auto proporcionales de gasóleo dispuestos en ambas paredes laterales sobre y bajo la carga. El accionamiento se efectúa mediante servomotores proporcionales “Billman”. El aire de combustión se suministra mediante un ventilador de 1.800 Nm3/hora, a una presión constante de 650mm. Zona de mantenimiento (900ºC): Equipada con seis quemadores auto proporcionales de gasóleo. El accionamiento se efectúa mediante servomotores proporcionales “Billman”, el aire para combustión está suministrado mediante el ventilador de la zona anterior. Zona de enfriamiento rápido(de 900ºC a 650ºC): Se dispone de dos ventiladores con motores de 10CV con sus correspondientes entradas y salidas de aire. Zona de enfriamiento final (de 650ºC a 40ºC): Consta de dos ventiladores de 15.000 Nm3/h a 70mm de c.a y dos motores de 7.5CV. Dimensiones: longitud horno zona de calentamiento: 3.700mm, zona de mantenimiento: 5.380mm, zona de enfriamiento rápido: 2.430mm, anchura tres zonas anteriores: 1.680-1.910mm aprox. y zona de enfriamiento final: 5.000mm, anchura: 1.300mm. Regulación de temperatura en cuatro circuitos independientes mediante aparatos de regulación “Ether”, potencio métricos y servomotores “Billman” para mandos de quemadores. Cada zona dispone de un regulador “Ether” como seguridad contra exceso de temperatura. Quinta zona de regulación en la cámara de enfriamiento rápido, con regulador “Ether” que controla dos servomotores de accionamiento de compuertas para entrada de aire frío. Equipo para almacenaje y descarga de gasóleo: Compuesto por: Depósito de almacenamiento aéreo de 50.000 lts, grupos motobombas para llenado de depósito: Caudal; 24.000lts/h, altura manimétrica: 15m. c.a, potencia motor: 5.5CV, rev/min: 1.500rpm, (x2) filtros, (x4) válvulas, (x2) manómetros….Equipo de trasiego de gasóleo: válvula de corte, (x2) grupos motobombas de circulación de gasóleo: caudal: 1.500lts/h, presión: 6kgs/cm2, potencia motor: 0.5CV, rev/min: 1.500rpm, (x2) filtros auto limpiantes, (x8) válvulas, (x2) manómetros…