MEDIDAS AMBIENTALES EN LAS OBRAS DE CONSTRUCCIN
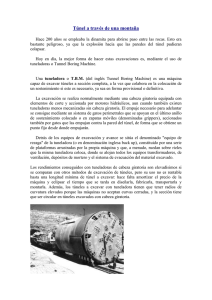
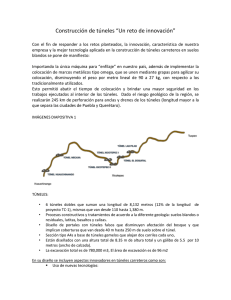
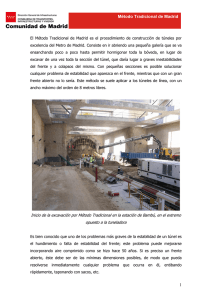
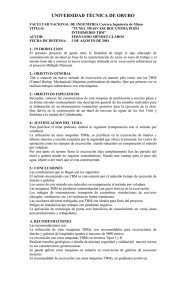
Anuncio

MEJORA DE PROCESOS CONSTRUCTIVOS E INNOVACIÓN TECNOLÓGICA COMO RETO HACIA LA SOSTENIBILIDAD: TÚNELES DE PAJARES LOTE 1 FERNANDO FAJARDO GÉREZ1, LUIS AMADOR MÉNDEZ LANZA1, MIGUEL ORESTES GARCÍA NAVARRO1, IGNACIO MUÑIZ GONZÁLEZ2, RAÚL MÍGUEZ BAILO3 LUCÍA DÍEZ CADAVID4 1 Acciona Infraestructuras 2 FCC Construcción 3 ADIF 4 Euroestudios RESUMEN Durante el año 2004 comenzaron las obras adjudicadas por el ADIF a Acciona Infraestructuras y a FCC Construcción para la ejecución del Lote 1 de los dos túneles gemelos de Pajares incluidos en el proyecto de la nueva Línea de Alta Velocidad León-Gijón, que con una longitud total de 25 Km., serán los sextos más largos de Europa y los séptimos del mundo. Los túneles del Lote 1, que discurren entre La Pola de Gordón y la pedanía de Folledo, y con un desarrollo cada uno de ellos de 10.5 Km., están siendo ejecutados con dos tuneladoras (Øint=8.50 m. y espesores de dovelas de 50 cm.) Esta comunicación pretende exponer cómo esta infraestructura singular contribuye a la Sostenibilidad, a través de: Mejora de procesos constructivos, ejecutando la totalidad de los túneles principales con tuneladora, en lugar utilizar métodos convencionales en los últimos 2.5 Km. Innovación tecnológica, mediante el empleo de hormigones de altas resistencias en la fabricación de dovelas, alcanzándose resistencias características de hasta 105 Mpa2. Esta mejora del proceso constructivo y la innovación tecnológica aplicada, ha permitido, además de disminuir considerablemente el plazo de ejecución y el riesgo de accidentes, optimizar la eficiencia en el uso de recursos (menor excavación, menores volúmenes de hormigón, sin empleo de explosivos) y minimizar el impacto ambiental producido por depósito de materiales de excavación en vertedero. 1.0 DESCRIPCIÓN DE LA OBRA 1.1 Descripción general Los Túneles de Pajares, con una longitud total de 25 kms., constituyen la obra más singular de la variante de Pajares, tramo de la Línea de Alta Velocidad León-Asturias (AVE) que conectará parte del noroeste peninsular con la meseta. Los túneles serán los sextos más largos de Europa y los séptimos del mundo. 1 La parte más importante del Lote 1 de los Túneles de Pajares, adjudicado por el ADIF a Acciona Infraestructuras y FCC Construcción, comprende la ejecución de dos túneles gemelos, con emboquille en el P.K 9+708 y fin en el P.K 20+116 para el Túnel Este y 20+141 para el Túnel Oeste, y con una pendiente del 1.685% en sentido descendente desde León hacia Asturias. A lo largo de los túneles existen 24 galerías transversales, cinco de las cuales se emplean como estaciones de rebombeo durante la ejecución de los túneles, espaciadas cada 400 mts. aproximadamente, que sirven de interconexión entre los túneles principales. Además, en una de cada dos galerías se dispone de espacio para cuartos técnicos, donde se albergan equipos de electrificación. A unos 7.800 mts. desde la Pola de Gordón (León) existe un acceso intermedio, ubicado en la carretera que comunica las localidades leonesas de Buiza y Folledo. Desde aquí parte una galería (Galería de Folledo) que, con una longitud aproximada de 2 kms., una sección interior de 54.31 m2 y una pendiente del 13.5%, desciende hasta entroncar con los túneles en el P.K 17+582. El entronque se materializa mediante una caverna (Caverna de Folledo), con una longitud de 75.8 mts., un diámetro interior de 5 mts. y una sección interior de 14m2. El proyecto constructivo definía inicialmente la ejecución de los túneles principales mediante el empleo de dos procesos constructivos diferenciados: • Excavación mecanizada a sección completa (T.B.M) • Métodos convencionales (perforación y voladura o mediante excavación mecánica de ataque puntual) con el empleo del denominado Nuevo Método Austríaco (NATM) El empleo de las T.B.M se preveía para los 7.7 kms. iniciales del túnel, partiendo desde el emboquille situado en la Pola de Gordón. En dicho punto, el proyecto constructivo define la ejecución de la caverna para el desmontaje de las máquinas y su posterior retirada de los túneles. El empleo de los métodos convencionales estaba previsto para los últimos 2.6 kms. de los túneles principales correspondientes a este lote. Así pues se planteaba la ejecución del Lote 1 con dos sistemas, tuneladora y métodos convencionales, creando para ello un acceso intermedio a través de una galería de 2 km de longitud y 14% de pendiente (Galería de Folledo). Figura 1. Aspecto de la playa de vías, con las cintas transportadoras que extraen el material de excavación 2 1.2 Geología La excavación del túnel ha supuesto un gran reto desde el punto de vista del terreno a atravesar, debido a la complejidad de la geología de la región. El túnel ejecutado atraviesa la unidad geológica denominada Somiedo-Correcilla, perteneciente a la Región de Pliegues y Mantos que, a su vez, se integra en la Zona Cantábrica, parte más externa de la rama septentrional del Macizo Hercínico Ibérico. Los principales retos a los que ha tenido que enfrentarse el Lote 1 han sido, por un lado, los abundantes cambios de terreno, pasando de terrenos competentes (areniscas, calizas y cuarcitas) a otros incompetentes (lulitas). Además, la presencia de cuevas y conductos cársticos llenos de agua y barro en los materiales calcáreos, y la red de fracturación existente en areniscas y cuarcitas, rellena de arenas sin consolidar, han provocado importantes avenidas de agua y barro durante la excavación. El bombeo medio se ha situado entre 200 y 300 litros por segundo, realizándose el tratamiento de aguas con una planta depuradora diseñada a medida para esta obra. Muy problemático ha sido también el sostenimiento, especialmente de los materiales pizarrosos, debido a las elevadas coberteras y presiones existentes sobre el túnel. Desde el emboquille en La Pola de Gordón, la cobertera va aumentando progresivamente hasta alcanzar los 775 mts. en el punto de parada y desmontaje. Esto provoca que haya tramos donde se alcancen presiones litostáticas e hidrostáticas muy elevadas (hasta 25 Mpa y 6 Mpa). 3 Figura 2. Perfil geológico del tramo final. 1.3 Obras complementarias Además de la ejecución de los túneles, el proyecto contempla una serie de trabajos adicionales: • Vial de comunicación de la carretera N-630 con la boca de túnel, con la ejecución de dos estructuras, una sobre el río Bernesga (de dos vanos de 40+24 mts. de luz libre, mediante vigas prefabricadas) y otra sobre la línea de ferrocarril León-Gijón (con un vano de 16.83 mts., también con vigas prefabricadas). • Restitución de servicios afectados: acequias, conducciones gas, eléctricas, etc… • Adecuación de caminos laterales de acceso a los túneles desde Pola de Gordón (1.047 mts. de longitud). • Acondicionamiento de la carretera Buiza-Folledo, pasando de una sección de 3.5 mts. a 7 mts. • Ejecución de una variante a la actual carretera de Buiza que permita que el tráfico pesado no atraviese el pueblo. • Integración ambiental de la obra, incluyendo el acondicionamiento de los vertederos para alojar el material procedente de la excavación. 1.4 Tuneladoras Las máquinas tuneladoras representan actualmente la más novedosa técnica de construcción de túneles, aportando enormes ventajas frente a los métodos tradicionales de perforación y voladura, como son la reducción de plazos, la mejora en la seguridad de los operarios que trabajan en el interior del túnel, la colocación del revestimiento definitivo lo más próximo posible al frente de excavación, la optimización en los 4 volúmenes de hormigón utilizados para el revestimiento y la minimización de material de excavación para su depósito en vertedero. Figura 3. Montaje de las máquinas tuneladoras del Lote 1 Para la realización de los túneles del Lote 1, se están empleando dos tuneladoras, una Herrenknecht para el Túnel Oeste y una Wirth NFM para el Túnel Este. Las características de ambas máquinas son similares. Se trata de dos simples escudos para roca dura de 350 mts. de longitud con sus back-up y californiano. Su peso es de 2.100 Tn en total, y el diámetro de la cabeza de corte es de 9.900 mm. La potencia total instalada es de 8.000 kW, el empuje nominal es de 11.500 Tn y el empuje máximo de 18.000 Tn. El par máximo de la cabeza es de 19.960 Nm a 2,2 r.p.m. Estas tuneladoras, dotadas de la más moderna tecnología existente, se pueden considerar verdaderas fábricas de túneles móviles, realizando ciclos de excavación y revestimiento mediante la colocación de anillos formados por siete dovelas prefabricadas de hormigón, de 50 cm. de espesor. 2.0 MEJORA DEL PROCESO CONSTRUCTIVO A finales del año 2005, tras la realización de nuevas campañas de sondeos con la perforación de 7.000 m. adicionales de sondeos con recuperación de testigo, de los que se realizaron ensayos sobre más de 1.000 muestras parafinadas, la ejecución de la Galeria de Folledo y la excavación ya comenzada con las dos máquinas tuneladoras de este lote, se dispone de nuevos datos geológicos y geotécnicos que permiten plantear una clara mejora de la obra. Bajo estas circunstancias se propone al ADIF la ejecución de la totalidad de longitud de los túneles principales con tuneladora, suprimiendo la excavación por métodos convencionales en los últimos 2.6 kms. Este cambio de procedimiento constructivo implica necesariamente el empleo de dovelas prefabricadas de hormigón con resistencias características de 70, 80, 90, 100 y 105 Mpa, debido a que se atraviesan nuevas formaciones con monteras mucho más elevadas, susceptibles de generar mayores tensiones sobre el anillo de dovelas. 5 No obstante, al final del tramo excavado con tuneladora debe ejecutarse una caverna en cada uno de los túneles, con las dimensiones adecuadas que permitan el desmontaje de las máquinas, excavándose los últimos metros del tramo con métodos convencionales. Las mejoras más importantes que se han alcanzado con esta modificación en el proceso constructivo, han sido: 2.1 Optimización en los volúmenes de excavación Una de las ventajas más importantes desde el punto de vista ambiental, ha sido el poder disminuir considerablemente el volumen de excavación al pasar de métodos convencionales a ejecución con tuneladora (entorno a un 20% menos de excavación), dado que las tuneladoras consiguen secciones tipo próximas a la sección teórica, y el sostenimiento que se realiza es a través de dovelas de hormigón prefabricadas. Esta circunstancia conllevó a que los volúmenes de material de excavación depositados en vertedero fueron menores, consiguiendo una disminución en el impacto ambiental producido por la obra. Figura 4: Secciones tipo de túnel con tuneladora y por métodos convencionales Concretamente, realizando los últimos 2.6 kms. de túnel con tuneladora y revestimiento de dovelas, el volumen total de excavación es de 520.000 m3. Si ese mismo tramo del túnel se hubiese realizado con métodos convencionales de excavación, el volumen total de material extraído hubiese sido 780.000 m3. Por lo tanto estamos hablando de unos 260.000 m3. que evitamos depositar en vertedero. Además, este hecho lleva consigo la reducción de emisiones a la atmósfera producidas por los vehículos utilizados en el transporte de material de excavación a vertedero, esto es: emisiones de ruido, polvo y partículas, así como los propios gases emitidos por los camiones destinados al transporte y los gases procedentes de las voladuras. 6 Figura 5. Cabeza de corte de una de las tuneladoras 2.2 Optimización en el revestimiento de los túneles Como consecuencia de lo anterior, y de las diferencias existentes entre los dos tipos de sostestenimiento-revestimiento, la ejecución del túnel con tuneladora ha permitido ahorrar importantes cantidades de hormigón a la hora de ejecutar este proceso. Esto se traduce directamente en una serie de ventajas ambientales, como son: • Menor consumo de materiales (áridos, cemento, agua,..) • Menor consumo de energía • Menor cantidad de emisiones debidas al transporte del hormigón desde la planta de fabricación al túnel El sostenimiento-revestimiento del túnel utilizando métodos convencionales de excavación, estaba previsto de la siguiente manera: 0.400 m de sostenimiento con hormigón proyectado + 0.650 revestimiento de hormigón HM-60. Esto, aplicado a los últimos 2.6 kms. del túnel, supone un volumen total de hormigón de 210.000 m3. Para el caso del túnel ejecutado con tuneladora y con sostenimiento-revestimiento a base de dovelas prefabricadas de hormigón de 50 cm. de espesor, el consumo de hormigón para los últimos 2.6 kms. del túnel ha sido de 90.000 m3, lo que pone de manifiesto un ahorro de más del 50% del hormigón consumido. Por tanto, otra de las grandes ventajas medioambientales que ha supuesto el cambio del proceso constructivo, ha sido el poder disminuir las cantidades de hormigón empleadas, y en consecuencia, el impacto ambiental producido. 7 2.3 Mejora de plazo de ejecución En el siguiente gráfico se muestra el diagrama espacio-tiempo en el que se compara el plazo de ejecución de la parte final obtenido mediante las tuneladoras, con el plazo que se alcanzaría ejecutando la obra mediante métodos convencionales (rendimientos de 5 m/día de excavación y 12 m/día de revestimiento), donde tal y como puede verse se obtiene un ahorro de plazo de 555 días. Figura 6. Diagrama espacio-tiempo TMB/NATM 2.4 Mejora de la seguridad El empleo de las tuneladoras constituye una garantía de cara a los operarios que trabajan en el interior del túnel, pues se trata de una zona con grandes recubrimientos y con formaciones muy heterogéneas, susceptibles de presentar problemas de inestabilidad del terreno que pueden ser mejor afrontados con un escudo que con sostenimientos tradicionales. Además, la presencia de gases potencialmente peligrosos obligó a dotar a las tuneladoras de potentes sistemas de ventilación, de medida y de control (más difícil de llevar a cabo si la excavación se hubiese realizado con métodos convencionales). Se instalaron tres ventiladores de 500 Kw en cada túnel, que a través de una tubería de 2,60 mts. de diámetro, es capaz de proporcionar un caudal soplante de 60 m3/s en 8 cabeza. Esta ventilación se reforzó con otra situada en la cabeza de carácter aspirante, que permite crear una subpresión que potencie la circulación del aire. Por otro lado, la tuneladora cuenta con un completo conjunto de detectores que han permitido un perfecto control de los gases (CH4, SO2, H2S, CO2 Y CO), así como las concentraciones de O2 en el aire. La existencia de estos sistemas de ventilación, medida y control, junto con las garantías que da un sostenimiento a base de dovelas de hormigón prefabricadas, otorga al sistema de perforación del túnel mediante máquinas tuneladoras un valor añadido superior al de la ejecución por métodos convencionales desde el punto de vista de la seguridad del personal encargado de la ejecución de los trabajos. Cabe resaltar la mejora que supone, desde el punto de vista de la seguridad, la no utilización de explosivos en los trabajos de perforación mediante tuneladora, mejora más importante en este caso, si cabe, debido a la presencia de gases explosivos en los túneles. Figura 7. Aspecto del túnel una vez concluido, tras el paso de la tuneladora 3.0 INNOVACIÓN TECNOLÓGICA 3.1 Diseño específico de tuneladoras La complejidad geológica y geotécnica descrita anteriormente fue tenida en cuenta a la hora del diseño de las dos tuneladoras empleadas en la obra, introduciendo mejoras en su diseño que permitieran afrontarlas con garantías, como son: • Ambas máquinas están dotadas de dos grupos de dos bombas de 160 KW en paralelo que permiten un caudal de bombeo de 500 l/s por máquina, además de estar equipadas con depósitos de regulación con capacidad para 3.000.000 de litros y desarenadores para evitar atascos en las tuberías de evacuación. 9 • La ventilación está diseñada mediante equipos capaces de proporcionar un caudal soplante de 60 m3/s en cabeza, y aspirante en la máquina, dotada de tobera y sistema Coanda que permite la generación de corrientes circulares en el túnel para la dilución de las bolsas de metano. • Las tuneladoras de la obra son las de mayor par y potencia fabricadas en España con objeto de evitar los atrapamientos por fluencia geológica. 3.2 Hormigones de altas resistencias El cambio en el proceso constructivo de los túneles a partir de la Caverna de Folledo implicó el estudio, ensayo y pruebas hasta conseguir hormigones con resistencias características entre 70 y 105 Mpa para las dovelas prefabricadas, dado que las formaciones a atravesar eran susceptibles de generar mayores tensiones sobre el anillo de dovelas. La siguiente tabla resume el número de anillos a fabricar para cada resistencia: Tabla 1. Número de anillos y su resistencia característica Resistencia característica (MPa) 70 80 90 100 105 Nº de anillos a fabricar 778 913 1.119 327 463 Volumen total de HAR Volumen de hormigón (m3) 19.450 22.825 27.975 8.175 11.575 90.000 Partiendo de la experiencia acumulada en la fabricación de anillos hasta ese momento se comenzó la realización de ensayos previos en obra con las siguientes premisas: • Empleo de materiales de la zona, siempre que fuera posible, con objeto de facilitar la logística de abastecimiento de la planta de dovelas. • En principio se emplearía el aditivo que se venía utilizando en la fabricación de dovelas dado los buenos resultados que hasta ese momento se había obtenido. • Se harían pruebas con otros cementos, áridos y adiciones de sílice por si con los materiales próximos a la obra no se pudieran alcanzar los resultados deseados. 10 Figura 8. Planta de fabricación de dovelas y acopio También hay que tener en cuenta que se han fabricado dovelas de alta resistencia con dos métodos distintos, en la Nave 1 se fabricaban mediante carrusel móvil fabricando el hormigón en la propia planta de dovelas, mientras que en la Nave 2 se hormigonaba en moldes estáticos mediante camión hormigonera, transportando el hormigón desde la planta de Buiza (distancia a obra 15 km, con un tiempo de transporte en torno a 25-30 minutos). Con lo que fue necesario la adaptación de las dosificaciones a los dos métodos de puesta en obra del hormigón En las siguientes tablas mostramos los principales materiales empleados en los ensayos previos: Tabla 2. Tipo de árido y su procedencia Tipo de árido Calizas Cuarcitas Ofitas Ofitas Corneana Procedencia La Robla (León) Ciñera (León) La Rioja Navarra Ávila Tabla 3. Tipo de cemento y su procedencia Tipo de cemento I 52,5 R II A/S 52,5 N I 52,5 N I 52,5 R Esp Procedencia La Robla (León) La Robla (León) Aboño (Asturias) Olazagutía (Navarra) Los mejores resultados se obtuvieron con las cuarcitas de Ciñera, y los cementos I 52,5 N de Aboño y el II A-S 52,5N de La Robla, siendo el elegido el tipo II A/S, ya que la 11 demanda de la obra del puerto de El Musel, no permitía garantizar la disponibilidad del cemento tipo I de Aboño, siendo además más fácil la el suministro del cemento tipo II A/S por la proximidad a la obra de la fábrica de La Robla, distante a penas 10 Km de la planta. En el siguiente gráfico se muestran los resultados comparados de los ensayos previos obtenidos para las cuarcitas con los distintos tipos de cemento y adiciones de sílice; destacar que en las dosificaciones de trabajo no se emplearon las adiciones silíceas porque el aumento de resistencias detectado en los ensayos no era significativo. 110 105 100 90 85 80 75 CEM II A/S 52,5 N La Robla CEM I 52,5 N Aboño 70 65 CEM I 52,5 R ESP Olazagutía 60 CE ME NT O Resistencia (MPa) 95 CEM I 52,5 R La Robla humo de sílice 5 % Nano sílice 3 % ADICIÓN DE SÍLICE Figura 9. Ensayos previos utilizando diferentes tipos de cemento y adiciones de sílice En la tabla se muestran las dosificaciones tipo empleadas en las dos plantas de dovelas para los hormigones de HA-80 y 90 en la Nave 2 y para el hormigón HA-90 y 105 en la Nave 1: Tabla 4. Dosificaciones e hormigón utilizado para HA-105, HA-80 y HA-90 Dosificación Nave 1 HA-105 Material Cantidad Arena 0-5 de cuarcita 559 kg Garbancillo 5-12 de cuarcita 1.303 kg Cemento II A/S 52,5 N 500 kg Agua 120 l Superplastificante (sobre peso 2,3% de cemento) Dosificación Nave 2 HA80 y HA-90 Cantidad 753 kg 1.129 kg 470 kg 122 l 1,6 % En el siguiente gráfico se muestran las resistencias alcanzadas para cada una de las dos dosificaciones mostradas en la tabla, con la dosificación de HA-105 se han llegado a 12 obtener resistencias estimadas superiores a 120 MPa, mientras que con la dosificación de HA-80 de la Nave 2 se superaron los 115 MPa de resistencia estimada en alguno de los lotes, de ahí que se empleara también para la fabricación de anillos de HA-90 Resistencias a 28 días Dosificaciones HA-80 y HA-105 140,0 130,0 120,0 MPa 110,0 100,0 90,0 80,0 70,0 60,0 0 200 400 600 800 1000 1200 Nº de serie HA-105 HA-80-90 Figura 10. Gráfico de resistencias a 28 días Los hormigones de resistencia HA-105 fueron fabricados en la planta de dovelas con carrusel, mientras que los de HA-80 se fabricaron en la planta de puestos fijos, transportando el hormigón en cubas desde la planta de hormigón de Buiza (distancia a obra 15 Km., con un tiempo de transporte en torno a 25-30 minutos). A la dificultad que por si mismo implica la fabricación de hormigones de alta resistencia ha de añadirse las propias de una instalación de obra, acopios de áridos no cubierto, lo que obligó a un estricto control de las humedades de los mismos, con el objeto de que la variación de la relación agua-cemento del hormigón fabricado se ajustase lo más posible a la teórica, teniendo en cuenta que la mayor parte de la fabricación se llevó a cabo entre los meses de diciembre y mayo con una elevada pluviometría 4.0 OTRAS ACTUACIONES AMBIENTALES RELEVANTES Entre las actuaciones ambientales más relevantes desarrolladas durante la ejecución de la obra, cabe destacar las siguientes: 4.1 Depuración de aguas Para el tratamiento de las aguas procedentes de la excavación de los túneles con tuneladora, se ha construido una depuradora formada por tres balsas de decantación, con un volumen de 2.000 m3 cada una, dos decantadores lamelares, un espesador de fangos y un sistema de corrección de pH con CO2. Esta depuradora permite un tratamiento de aguas de las tuneladoras en régimen normal de funcionamiento que reduce los sólidos 13 en suspensión de 2.000 a 15 mgr. por litro, parámetros que cumplen holgadamente con las exigencias de la Confederación Hidrográfica del Duero, cuyo límite máximo es de 80 mgr. por litro. Debe destacarse la mejora que constituye la utilización de CO2 para la corrección de pH en las balsas de decantación de la obra, tuneladoras, Galería de Folledo y plantas de hormigón, sistema que presenta grandes ventajas con respecto al uso de ácidos minerales (HCl), principalmente la inocuidad del CO2, así como un mejor control del proceso de neutralización, ya que en caso de sobredosificación en las balsas el pH no baja de 5.9, no superándose en ningún caso los límites permitidos por la normativa. Figura 11. Instalación para la corrección del pH del agua con CO2 4.2 Protección contra las emisiones a la atmósfera Con objeto de evitar las emisiones de polvo a la atmósfera se han construido dos estructuras de protección de la zona de acopio de escombro procedente de la excavación de los túneles, que mediante un sistema de puertas telemandadas y nebulizadores de agua, permiten la evacuación del escombro en las paradas de las tuneladoras para el montaje de los anillos, y el aislamiento total de los conos durante la excavación, evitando la salida del polvo generado por la caída de los materiales. Como se ha mencionado anteriormente, la excavación de los túneles principales mediante tuneladoras evita el empleo de explosivos y, por tanto, la emisión a la atmósfera de los gases nitrosos procedentes de las voladuras. 4.3 Protección contra las emisiones acústicas Para disminuir el impacto sonoro producido por la circulación de vehículos y por la planta de dovelas en la zona adyacente a la Pola de Gordón, se han ejecutado también barreras sónicas en el perímetro de la obra mediante materiales inertes procedentes de la excavación. 14 4.4 Restauración ambiental y paisajística Debido al gran impacto ambiental que genera este tipo de obras, unos de los aspectos en los que se está poniendo más interés es el de la restauración ambiental y paisajística de las zonas afectadas por las obras. Esta restauración comienza con la reutilización de la tierra vegetal extraída en el comienzo de la obra y que, debidamente acopiada y mantenida, se vuelve a extender sobre los terrenos a restaurar. Sobre este sustrato fértil, se realiza una hidrosiembra con semillas de especies autóctonas y bien adaptadas a las condiciones ambientales que les rodean. En los vertederos y emboquilles se procederá a la plantación de árboles y arbustos de especies autóctonas. En las unidades de obra con gran impacto visual, como vertederos o rellenos de falsos túneles, se ha puesto especial cuidado en proporcionarles una morfología de formas suaves y evitando en lo posible las aristas. Por otro lado, desde el principio de la obra se ha puesto gran interés en la protección de los cauces afectados directamente por los diferentes puntos de la obra, como el río Bernesga y los arroyos Villajo, Folledo, y Los Barrios. Todas las partes de la obra adyacentes a estos cauces se han jalonado con protecciones de balas de paja para evitar el arrastre de finos ocasionados por las lluvias, junto con la ejecución de cunetas perimetrales y areneros 5.0 CONCLUSIONES La mejora del proceso constructivo en el último tramo del Lote 1 de los Túneles de Pajares, utilizando máquinas tuneladoras y hormigones de altas resistencias para el revestimiento, en lugar de la excavación por métodos convencionales, ha supuesto una serie de importantes ventajas ambientales, así con la mejora en el plazo de ejecución y en la seguridad del proceso constructivo. En definitiva, se ha conseguido que esta infraestructura singular haya contribuido a la sostenibilidad. Hemos visto como, planificando con criterios de sostenibilidad, grandes obras de ingeniería con la complejidad de la presente, se han mejorado los procesos de ejecución, optimizando la eficiencia en el uso de los recursos (materias primas, energía, etc) y minimizando la contaminación producida, apoyándose en un trabajo de I+D+i. En definitiva, se trata de ir transformando el desarrollo basado en “cada vez más” para convertirlo en “cada vez mejor”. 15