Descargar el artículo completo
Anuncio

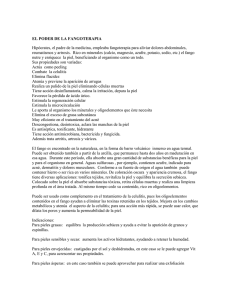
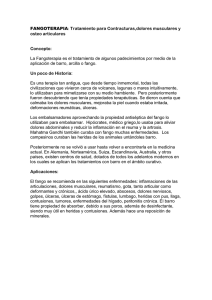
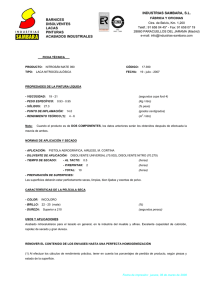
Así será la nueva EDAR de Lagares, Vigo Juan Carlos Rodrigo Director de Ingeniería de Veolia Water Technologies Ibérica El proyecto de ampliación y modernización de to medioambiental, reduciendo la emisión de la EDAR de Lagares, Vigo, es un proyecto aco- olores y ruidos, consiguiendo así una máxima metido por AcuaEs, Augas de Galicia y Conce- integración de la instalación en su entorno. llo de Vigo que supondrá una inversión total de casi 230 millones de euros (IVA incluido), in- Veolia Water Technologies se encarga del dise- cluyendo las obras complementarias (emisario ño, construcción y puesta en marcha de los pro- submarino y subestación eléctrica). cesos BIOSTYR™, ACTIFLO™ y BIOCON™. La nueva EDAR tendrá una capacidad de tratamiento equivalente a 800.000 habitantes (año horizonte 2042) y el objetivo principal de las obras de esta instalación es mejorar la calidad de vertido de agua a la ría y minimizar el impacPágina 1 1. Tratamiento Biológico. Proceso Biostyr™ El tratamiento biológico se basa en el proceso BIOSTYR™ para la biofiltración de flujo ascendente por agua y aire que permite la eliminación de materia orgánica, sólidos en suspensión y nitrógeno, con una capacidad máxima de tratamiento 3,28 m3/s. BIOSTYR™ es un proceso muy compacto, que ha permitido reducir el espacio ocupado ya que el agua tratada es de alta calidad y no requiere decantación secundaria. Además, gracias a esta compacidad, el 45% del proceso se ha realizado de forma soterrada. Una de las principales características del proceso BIOSTYR™ es el empleo de un lecho de pequeñas bolas flotantes muy ligeras fabricadas en poliestireno granular, denominado Biostyrene™, especialmente diseñado para aguas residuales con alto contenido de DQO soluble. El peso específico del medio en la EDAR de Lagares es de 50 kg/m3. Biostyrene™ queda flotando y retenido gracias a que un falso techo impide su salida. El aire de proceso es suministrado a través de una parrilla situada en el fondo de las celdas, parrilla que en el caso de las celdas anóxicas sólo se emplea durante los lavados. de polipropileno que impiden que el medio filtrante salga con el efluente. La accesibilidad a estas boquillas es por consiguiente fácil y rápida, sin necesidad de vaciar toda la celda, además de entrar en contacto únicamente con agua ya tratada y filtrada. Descripción del proceso de biofiltración Todas estas características de la tecnología hacen que siempre el agua ya tratada esté en contacto con la atmósfera, incluso durante los lavados, puesto que de hecho será esa agua la empleada para esos lavados, traduciéndose en menores costes de operación y mayor respeto medioambiental al reducir las emisiones de CO2. El proceso de biofiltración se ha construido en dos etapas, la primera para desnitrificar y la segunda para nitrificar. Tras estas etapas, el proceso consigue alcanzar una calidad de agua biofiltrada de 10 mg/l de N-total durante las situaciones de percentil 50 (actual y futuro), con una capacidad hidráulica máxima de 5,24 m3/s, considerando todas las corrientes de retorno (ej: efluente del agua de lavado tratada). Las dos etapas son: • • Etapa 1: biofiltración con predesnitrificación en celdas anóxicas (Biostyr PreDN) Etapa 2: biofiltración con nitrificación en celdas aerobias (Biostyr N). Medio filtrante Biostyrene® Ventajas del empleo de Biostyrene™ Una de las principales ventajas del empleo de Biostyrene™ en el proceso BIOSTYR™ es que no existe necesidad de reponer en ningún momento dicho relleno en una celda, puesto que éste no sufre desgaste. Este hecho redunda en una continuidad y estabilidad de la eliminación de contaminación incluso a largo plazo. El falso techo está compuesto por placas prefabricadas estandarizadas de unos 7 m2 en donde se equireparten injertos para enroscar las boquillas Página 2 Esquema del proceso Biostyr® Configuración del proceso Biostyr™ Celdas Predesnitrificación - primera etapa Número de Celdas 10 Superficie unitaria de celda 173 m2 Volumen unitario de celda 518 m3 Altura total de medio filtrante Tamaño de medio filtrante 3,0 m 4,5 mm Celdas Nitrificación - segunda etapa Número de Celdas 18 Superficie unitaria de celda 215 m2 Volumen unitario de celda 667 m3 Altura total de medio filtrante Tamaño de medio filtrante ducir oxígeno, gracias al empleo de una parrilla de aireación situada en el fondo del filtro. La parrilla consiste en un número de tuberías en acero inoxidable con orificios distribuidas sobre la superficie del fondo del filtro. El aire que sale de los orificios lleva oxígeno a las bacterias situadas en el biofilm. El agua tratada, que contiene el nitrato formado, abandona la celda a través del falso techo. Para eliminar parte de este nitrato, se recircula al canal de entrada de la primera etapa, consiguiéndose así un efluente final con menos de 10 ppm de nitrógeno total. 3,1 m 3,6 mm Etapa de desnitrificación en Biostyr™ PreDN Para completar la eliminación de nitrógeno, los nitratos producidos en el Biostyr™ N deben convertirse en nitrógeno libre. Este proceso se llama desnitrificación y se lleva a cabo por bacterias heterótrofas que utilizan la materia orgánica del propio afluente como fuente de energía y carbono. El agua bruta, procedente del tratamiento primario y del efluente del tratamiento conjunto del agua de lavado del Biostyr™ y de los fangos del Actiflo™ terciario, junto con la corriente rica en nitratos que se recircula desde la salida de Biostyr™ N, entra en las celdas PreDN. Aquí, las bacterias unidas al medio filtrante Biostyrene™ forman un biofilm que cubre su superficie y es donde el nitrato se convierte en nitrógeno libre. Etapa de nitrificación en Biostyr™ N El efluente del Biostyr™ PreDN entra en las celdas N. En esta etapa igualmente proliferan las bacterias que se adhieren al Biostyrene™ para formar un biofilm que cubre toda su superficie. En esta zona aerobia, diferentes grupos de bacterias utilizan el oxígeno y la materia orgánica para formar biomasa (fango) y utilizan NH4-N junto con carbono inorgánico (HCO3) y oxígeno para formar biomasa y NO3-N. Son las denominadas bacterias autótrofas. Vista de una galería de una instalación Biostyr™ Contralavado Como las celdas filtrantes se van ensuciando gradualmente, unas válvulas de apertura automática situadas en la base del filtro garantizan el contralavado del filtro mediante enjuagues por gravedad, alternados con expansiones del medio por aire. Existe a su vez una válvula situada en la tubería común de recogida de agua de lavado que permite fijar su velocidad. Finalmente el agua es bombeada para su tratamiento fisico-quimico con decantacion lamelar, originando un efluente que es nuevamente llevado al Biostyr™. Un ciclo de contralavado puede ser completo con fases sucesivas agua - aire, así como simples minilavados donde puede lavarse el medio sólo con agua si así se quisiera. En esta etapa tiene lugar la transformación del nitrógeno y la eliminación de los compuestos orgánicos que quedan, para lo que es necesario introPágina 3 2. Tratamiento terciario para eliminación de fósforo. Proceso Actiflo™ Turbo cación de similar capacidad. La eliminación de fósforo se realiza mediante el nada con una tecnología patentada que consiste en proceso Actiflo™ Turbo, que ha sido diseñado para la floculación con microarena. El proceso Actiflo™ Turbo está basado en la precipitación química y la decantación lamelar combi- el tratamiento del agua residual procedente del tratamiento biológico de la EDAR durante el tiem- En el sistema Actiflo™ se añade primero un coa- po seco, con un caudal máximo de 4,42 m3/s. gulante al afluente que es conducido al tanque de coagulación. El coagulante es una sal metálica, En el diseño también se ha considerado que en cloruro férrico o policloruro de aluminio, con la que tiempo de lluvias, la planta trate el caudal de agua una parte de la materia disuelta se convierte en de tormentas hasta un máximo de 4 m3/s. El cau- una sustancia sólida no soluble en forma de coloi- dal mínimo de entrada a la planta en cualquiera de de. Dichos coloides son primero desestabilizados las aplicaciones propuestas será de 0,9 m3/s. químicamente para después ser precipitados gracias a la acción final del floculante (polímero). Se proponen dos líneas de Actiflo™ Turbo que permitirán conseguir la calidad de efluente requerida. El agua bruta se conduce posteriormente al tanque de floculación que está equipado con un dispositivo El proceso Actiflo™ Turbo es un sistema compac- denominado Turbomix™, que mejora la operación to de clarificación que utiliza microarena como pre- del agitador de velocidad lenta de dicho tanque ha- cursor para la formación de flóculos. La microarena ciendo posible reducir el tiempo de retención. Este aporta un área superficial que mejora la floculación dispositivo elimina zonas muertas, evita cortocir- y actúa como lastre o peso. cuitos y optimiza la agitación al convertir el flujo radial a flujo axial, acercándose a un comportamien- El resultado de la formación de estos flóculos pesa- to de flujo pistón, lo cual redunda en producir unos dos permite un diseño del clarificador con veloci- flóculos más homogéneos y estables de mejor de- dades hidráulicas elevadas y tiempos de retención cantación. En definitiva, se consigue evitar ruptu- cortos. Como consecuencia de ello, la superficie ra de flóculos y a su vez incrementar la velocidad de necesaria de implantación se reduce de 5 a 20 ve- bombeo que lleva intrínseco un ahorro energético ces respecto a un sistema convencional de clarifi- respecto al Actiflo™ clásico. Esquema Proceso Actiflo™ Turbo Página 4 En el tanque de floculación es donde se añade mi- El fango de menor densidad se descarga por la par- croarena y se mezcla con el agua. La microarena te superior del hidrociclón. El caudal de fangos es tiene un tamaño efectivo de aprox. 130 µm (d10), aproximadamente un 3-5% del total de agua trata- con un peso específico de 2,65 Kg/m3 y un coefi- da. ciente de uniformidad < 1,7. En el tanque de floculación, también se añade el floculante, un polímero con una larga cadena de moléculas cargadas. Después de la floculación, el agua entra en el decantador lamelar. Los flóculos sedimentan rápidamente, puesto que la microarena aumenta considerablemente el peso de los flóculos en comparación con otros procesos de precipitación. Esto implica que la velocidad superficial en el separador lamelar puede ser 30-80 veces superior que la de las plantas de precipitación química convencional. Bases del diseño El agua de entrada a las líneas Actiflo™ Turbo presenta las siguientes características que han sido consideradas para el diseño: Agua procedente de Biostyr™ Caudal máximo 15.912 m3/h Caudal mínimo 3.240 m3/h Concentración media SS 10-15 mg/l Concentración media P-total 7,8 mg/l Agua de tormentas Caudal máximo 14.400 m3/h Caudal mínimo 3.240 m3/h Concentración media SS 211 mg/l Concentración media DBO5 271 mg/l Concentración media DQO Concentración media P-total 542 mg/l 12 mg/l Calidad del agua tratada Se espera la siguiente calidad para el efluente del Actiflo™ Turbo en tiempo seco. Calidad esperada en tratamiento terciario (tiempo seco) Vista de una instalación Actiflo® P-total SS ≤ 1 mg/l ≤ 20 mg/l El agua tratada pasa a través de las lamelas y abandona el proceso Actiflo™ por los canales de salida, mientras que los fangos decantados y la microarena se extraen del fondo del separador lamelar y se conducen hacia el hidrociclón. El caudal recirculado está comprendido generalmente entre el 4-6% del caudal influente, dependiendo de la aplicación. Calidad esperada en tratamiento de agua de tormentas Sólidos en suspensión ≥ 75% DQO ≥ 45% DBO5 ≥ 45% La energía para el bombeo se convierte de manera efectiva en fuerza centrífuga dentro del cuerpo del hidrociclón haciendo que el fango químico se separe de la microarena que tiene una densidad superior. Una vez separada, la microarena se concentra y descarga desde la parte inferior del hidrociclón y se reinyecta en el proceso Actiflo™ Turbo para su reutilización. Página 5 3. Secado térmico de fangos. Proceso Biocon™ La planta BioCon™ consiste en una cabina, con ais- BioCon™ es un proceso para el secado térmico a fangos, las dos cintas transportadoras, los ventila- baja temperatura de doble banda que ha sido dise- dores de circulación de aire de secado, el tornillo de ñado para ser uno de los más seguros del mercado, extracción de fango seco y los intercambiadores de al mismo tiempo que garantiza una operación efi- calor para el calentamiento del aire de secado. lamiento, en la cual se sitúan los principales componentes tales como el sistema de distribución de ciente y tiene un fácil mantenimiento. Las dos cintas transportadoras están situadas una La temperatura en el secador es aprox.171-102°C encima de la otra y conforman tres zonas de secado en las zonas inicial e intermedia e irá reduciéndose diferenciadas: la cinta superior recorre la primera y hasta aprox. 90-70°C en la zona final de secado. El segunda zona de secado mientras que la cinta infe- tiempo de residencia del fango en el secado es más rior recorre la zona final de secado. de 1 hora, con una temperatura superior a 80ºC. Por tanto, el fango procedente de una planta de se- Cada zona de secado está equipada con dos venti- cado BioCon™ puede ser clasificado como biosóli- ladores de circulación de aire de secado y un inter- do clase A. cambiador de calor. Además, otras de las principales ventajas de este El fango se distribuye en tiras en la cinta inicial a secado térmico son: través de los sistemas de deposición de fango oscilantes. El movimiento pendular de las boquillas • Máxima seguridad al no trabajar con zonas ATEX asegura la distribución del fango a lo largo de la su- • Mínimo coste de explotación perficie de secado, optimizando el proceso. • Simplicidad de operación y mantenimiento • Cumple la sequedad requerida del 90% Debido a que la cinta inicial está templada y a la intensa circulación del aire, se produce un secado Asimismo, las plantas BioCon™ no afectan negati- rápido de la superficie del fango, evitando que el vamente al medioambiente, ni en lo relativo al rui- fango se pegue a la cinta. do, ni al olor, ni al polvo, cumpliendo con la normativa europea a este respecto. Esquema Proceso Biocon® Retención: Página 6 En la cinta inicial, el fango se deshidrata parcial- es que se minimiza el riesgo de incendio. mente. El diseño del proceso y el manejo suave de Para evitar la emisión de olores, se crea un vacío en las cintas aseguran que el fango, parcialmente se- el secador, extrayendo una parte del aire del siste- cado que sale de la cinta inicial, caiga sobre la cinta ma de condensación, a través de un ventilador re- inferior sin ningún problema. gulado por variador de frecuencia. Fango deshidratado obtenido con proceso Biocon™ Vista de una instalación Biocon™ En la cinta final, el fango se seca hasta la concen- El fango seco se extrae del secador en forma gra- tración deseada (90%). El movimiento lento de di- nular. Este fango es adecuado para su aplicación cha cinta transporta el lodo en la misma dirección agrícola y puede utilizarse con sistemas conven- hacia el transportador de tornillo de extracción. El cionales de distribución de fertilizantes o bien para transportador conduce fango seco a una válvula ro- ser utilizado como combustible en el Sistema de tativa situada fuera de la cabina del secador. incineración de fangos BioCon™, o coincinerar en un horno de una cementera, estación eléctrica, etc. Para eliminar el agua evaporada del sistema, una parte del aire de secado se extrae en continuo y se La principal característica del secado térmico Bio- envía al condensador. El aire que sale del conden- Con™ es que se controla en todo momento el tiem- sador es devuelto a la planta. po de residencia y la temperatura del fango. La temperatura disminuye a lo largo del secador, por tanto, en la zona final, cuando se alcanza la máxima sequedad del fango, la temperatura del aire es la mínima. La ventaja de este procedimiento Página 7