IIT - Universidad Pontificia Comillas
Anuncio

[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
PROYECTO FIN DE CARRERA
CONTROL AVANZADO DE UNA
CALDERA.
AUTOR: David Morales Galán
MADRID, Junio de 2010
[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
RESUMEN DEL PROYECTO
El control de procesos de forma automática se ha configurado como uno de
los grandes artífices del progreso industrial en lo que ahora se conoce como
la segunda revolución industrial. El uso intensivo de las técnicas de medición
y control han desembocado en un nueva concepción de los procesos
industriales.
Para la implementación de los controles se requiere de grandes inversiones
en los equipos pero que reducen enormemente los costes de los procesos
industriales y tienen otros muchos beneficios intangibles como el ahorro en
mano de obra o la eliminación de errores.
Además, la evolución de los microprocesadores y el mundo digital ha
propiciado la aplicación de ideas y algoritmos de control a sistemas físicos
que hasta hace no mucho eran muy difíciles de analizar o controlar. Las
aplicaciones hoy en día son múltiples: control de máquinas herramientas,
suelos con sistemas de calefacción, control de procesos químicos, etc.
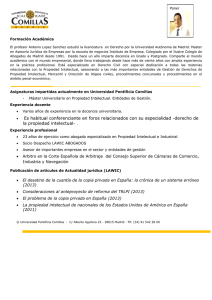
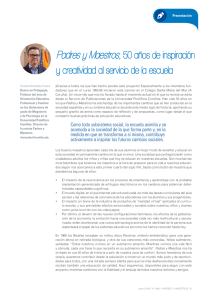
En la línea de lo expuesto, este proyecto tratará sobre el diseño del control
de una caldera industrial, que seguirá el esquema implementado con
Simulink de la Figura 1.
Resumen
I
[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 1: Esquema Simulink del sistema control con caldera.
Siguiendo lo expuesto en la Figura 1, la caldera objeto de estudio presenta
tres salidas a controlar (presión de vapor, exceso de oxígeno y nivel de agua),
tres entadas al sistema o mandos (caudal de combustible, aire y agua) y una
perturbación medible (demanda de vapor).
Como en la mayoría de procesos industriales el sistema a estudiar es no
lineal, siendo necesario un diseño entorno a un punto de trabajo, y
multivariable. La existencia de una multiplicidad de variables a controlar
supone una de los principales problemáticas del proyecto al presentar sus
respuestas acoplamientos entre ellas.
Como en cualquier diseño de control se procederá a identificar en primer
lugar la dinámica que caracteriza el proceso a estudiar, es decir, de la caldera.
Este primer paso es de gran importancia ya que de él dependerá la fiabilidad
del control diseñado a posteriori.
Resumen
II
[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Es importante destacar que este proyecto surge con motivo del concurso
2009-2010 propuesto por el Grupo de Ingeniería de control de CEA. Se
propone la elaboración de un control que ofrezca mejores prestaciones que el
proporcionado por el concurso por lo que servirá de referencia para los
controles desarrollados. En consecuencia, se ha procedido en primer lugar a
optimizar y mejorar dicho control propuesto para, a continuación, estudiar
métodos más complejos como el control predictivo.
Como resultado del proyecto, se ha logrado a través de dos procedimientos
distintos un sistema estable y robusto frente a perturbaciones con una
notable mejoría respecto del control de partida.
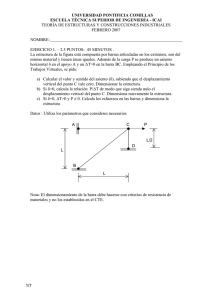
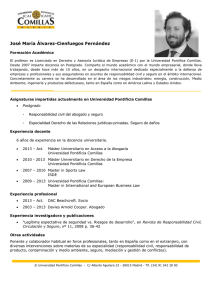
Como ejemplo se recoge en la Figura 2 la respuesta ante un escalón en la
perturbación medible (demanda) de la primera variable a controlar (presión
de vapor), con los dos modelos de control que finalmente han resultado
satisfactorios: PI optimizado y control predictivo monovariable.
Presión de vapor y consigna (%)
60.5
60
59.5
Caso referencia
Predictivo monovariable
Consigna
PI optimizado
59
58.5
58
57.5
0
200
400
600
800
1000
1200
Tiempo (sg)
1400
1600
1800
2000
Figura 2: Respuesta de la primera salida (presión de vapor) ante un escalón
en la perturbación.
Resumen
III
[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ABSTRACT
Automatic control process is configured as one of the major architects of
industrial progress developed in what is now known as the second industrial
revolution. The intensive use of measurement and control techniques has led
to a new conception of industrial processes.
For the implementation of controls it is required large investments in
equipment but, on the other hand, it greatly reduces costs of industrial
processes and has many other intangible benefits such as savings in worker
salaries or debugging.
In addition, the development of microprocessors and the digital world has
led to the implementation of ideas and control algorithms to physical systems
that in the past were very difficult to analyze or control.
Applications today are many: control of machine tools, floor heating systems,
control of chemical processes, etc.
In line with the above, that project will focus on the design of the control of
an industrial boiler, which will continue the scheme implemented with
Simulink (Matlab) in Figure 1.
Abstract
I
[Escribir texto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figure 1: Simulink diagram of the boiler control system.
Following what it is showed in Figure 1, the boiler under consideration has
three control outputs (steam pressure, excess oxygen and water level), three
inputs to the system or controls (fuel flow, air and water) and a measurable
disturbance (steam demand).
As in most industrial processes the system under study is nonlinear,
requiring a design around a working point, and multivariable. The existence
of a multiplicity of variables to control is one of the main problems of the
project because of the interference between them.
As in any control design the first goal must be the identification of the
dynamics that characterize the process to be studied, the boiler. This first
step has great importance because the reliability of the designed control will
depend on it.
Abstract
II
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
It can be stood that this project comes up on the occasion of the 2009-2010
contest proposed by the Control Engineering Group of CEA. It proposes
creating a control that offers better features than the provided by the contest.
This control will work as a reference for the developing controls.
The first goal to achieve is to optimize and improve the proposed control and
then consider more complex methods such as predictive control. As a result
of the project, it was achieved a stable and robust control against
disturbances with a significant improvement over the initial control through
two different procedures.
An example is shown in Figure 2: the response of the first variable to be
controlled (vapor pressure) to a step in the measurable disturbance (steam
demand) with the two control models that have been successfully
implemented.
Presión de vapor y consigna (%)
60.5
60
59.5
Caso referencia
Predictivo monovariable
Consigna
PI optimizado
59
58.5
58
57.5
0
200
400
600
800
1000 1200
Tiempo (sg)
1400
1600
1800
2000
Figure 2: Response of steam pressure to a step in the disturbance.
Abstract.
III
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Documento Nº1
Memoria
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice
Parte I Memoria ................................................................................................................................. 1
Capítulo 1 Introducción ..................................................................................................................... 1
1.1 Estado del arte ........................................................................................................................... 1
1.2 Motivación del proyecto ........................................................................................................ 2
1.3 Objetivos del proyecto............................................................................................................ 3
1.4 Metodología de trabajo y recursos a utilizar ................................................................. 4
1.5 Estructura de la memoria ..................................................................................................... 5
Capítulo 2 Descripción de la planta y del sistema de control ............................................. 7
2.1 Modelo de la caldera ............................................................................................................... 7
2.2 Sistema de control PID de referencia ............................................................................ 11
2.3 Resultados obtenidos con el controlador de referencia ........................................ 12
2.4 Índice de calidad. Comparativa con el caso de referencia ..................................... 14
Capítulo 3 Modelado de la planta para el sistema de controles ...................................... 16
3.1 Procedimiento de identificación ..................................................................................... 17
3.2 Resultados obtendidos ........................................................................................................ 18
Capítulo 4 Optimización del control multivariable PID ..................................................... 31
4.1 Determinación inicial de los controles PID. Diseño
por respuesta en frecuencia ..................................................................................................... 32
4.2 Optimización de los parámetros de los controles .................................................... 42
4.3 Resultados ................................................................................................................................ 44
Capítulo 5 Discretización ............................................................................................................... 61
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.1 Introducción a la discretización y resultados............................................................. 61
5.2 Conclusiones ........................................................................................................................... 74
Capítulo 6 Desarrollo de un control predictivo ..................................................................... 75
6.1 Fundamentos del control predictivo ............................................................................. 75
6.2 Diseño de un control predictivo monovariable ......................................................... 86
6.3 Diseño de un control predictivo multivariable .......................................................... 95
Capítulo 7 Resultados y conclusiones del proyecto............................................................. 99
Bibliografía de la memoria .......................................................................................................... 104
Parte II Estudio económico ..................................................................................................... 105
1. Estudio económico ................................................................................................................ 106
Bibliografía estudio económico ................................................................................................. 108
Parte III Código fuente ............................................................................................................... 109
1. Diseño de un control PID por respuesta en frecuencia ........................................... 111
2. Programa “coeficientes_multivariable.m” .................................................................... 113
3. Programa “ajuste.m” ............................................................................................................. 115
4. Programa “evalúa_control_caldera.m” ........................................................................... 119
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de figuras
Figura 2.1 Planta industrial de generación de vapor ............................................................. 8
Figura 2.2: Esquema simplificado de la caldera industrial ............................................... 10
Figura 3.1: Representación proceso de ajuste ....................................................................... 17
Figura 3.2: Salida con ajuste del término G11(s) .................................................................. 19
Figura 3.3: Salida con ajuste del término G22(s) .................................................................. 20
Figura 3.4: Salida con ajuste del término G33(s) .................................................................. 22
Figura 3.5: Salida y ajuste del término cruzado G13(s) ..................................................... 23
Figura 3.6: Salida y ajuste del término cruzado G21(s) ..................................................... 24
Figura 3.7: Esquema Simulink G31(s) ...................................................................................... 26
Figura 3.8: Esquema en Simulink del detalle del ajuste..................................................... 27
Figura 3.9: Salida y ajuste del término cruzado G31(s) ..................................................... 28
Figura 4.1: Mando ante escalón en referencia del 6% en control .................................. 36
Figura 4.2: Salida ante escalón en referencia del 6% en control1 ................................. 37
Figura 4.3: Mando ante escalón en referencia del 6% en control 2 .............................. 38
Figura 4.4: Salida ante escalón en referencia del 6% en control 2 ................................ 39
Figura 4.5: Mando ante escalón en referencia del 6% en control 3 .............................. 41
Figura 4.6: Salida ante escalón en referencia del 6% en control 3 ................................ 41
Figura 4.7: Esquema de ajuste de parámetros en Simulink ............................................. 44
Figura 4.8: Esquema en Simulink para realizar el segundo ajuste ................................ 47
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 4.9: Nichols en lazo abierto del control1 ................................................................... 52
Figura 4.10: Nichols en lazo abierto del control2................................................................. 53
Figura 4.11: Nichols en lazo abierto del control3................................................................. 54
Figura 4.12: Nichols en lazo abierto controlador 1 ............................................................. 57
Figura 4.13: Nichols en lazo abierto controlador 2 ............................................................. 58
Figura 4.14: Nichols en lazo abierto controlador 3 ............................................................. 58
Figura 4.15: Comparativa de los Nichols vs caso referencia ............................................ 59
Figura 5.1: Esquema proceso de discretización .................................................................... 63
Figura 5.2: Esquema Simulink de la caldera con los controles discretizados ........... 67
Figura 5.3: Nichols en lazo abierto control 1 ......................................................................... 68
Figura 5.4: Diagrama Bode en lazo cerrado del control 1 ................................................. 68
Figura 5.5: Zoom diagrama Bode con amplitud de pico .................................................... 69
Figura 5.6: Nichols en lazo abierto control 2 ......................................................................... 70
Figura 5.7: Diagrama Bode en lazo cerrado del control 2 ................................................. 71
Figura 5.8: Zoom diagrama Bode con amplitud de pico .................................................... 71
Figura 5.9: Nichols en lazo abierto control 3 ......................................................................... 72
Figura 5.10: Diagrama Bode en lazo cerrado del control 3 .............................................. 73
Figura 5.11: Zoom diagrama Bode con amplitud de pico .................................................. 73
Figura 6.1 Esquema de control predictivo-adaptativo ....................................................... 78
Figura 6.2. Trayectorias de referencia ...................................................................................... 84
Figura 6.3 Esquema Simulink del control predictivo .......................................................... 87
Figura 6.4: Esquema Simulink control predictivo monovariable .................................. 88
Figura 6.5: Parámetros a introducir en el bloque predictivo monovariable ............. 89
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 6.6 Salida2 (exceso de oxígeno) para tiempo de muestreo
encontrolador 1 ts=30s .................................................................................................................. 92
Figura 6.7 Salida3 (exceso de oxígeno) para tiempo de
muestreo en controlador 1 ts=30s ............................................................................................. 93
Figura 6.8 Esquema Simulink del control predictivo multivariable ............................. 96
Figura 6.9 Parámetros a introducir en el bloque predictivo
multivariable....................................................................................................................................... 98
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de tablas
Tabla2.1: Puntos de operación de los mandos y salidas de la caldera ......................... 11
Tabla 2.2: Parámetros de los controladores de referencia ............................................... 12
Tabla 2.3 Resultados obtenidos con los controladores
referencia ante un escalón en demanda de vapor del 20% .............................................. 14
Tabla 4.1: Parámetros iniciales de diseño para los tres controles................................. 42
Tabla 4.2: Gráficas de mandos y salidas del 1º ajuste de parámetros .......................... 46
Tabla 4.3: Funciones de transferencia de los controles referencia
y los que se procede a evaluar ..................................................................................................... 49
Tabla 4.4: Gráficas de mandos y salidas resultantes del tercer ajuste ......................... 51
Tabla 4.5: Índices de calidad J en función de w para el tercer ajuste ........................... 51
Tabla 4.6: Gráficas de mando y salida para ajuste con amortiguamiento .................. 56
Tabla 4.7: Índices de calidad J en función de w para ajuste con
amortiguamiento .............................................................................................................................. 56
Tabla 4.8: Datos característicos de la respuesta en frecuencia
de los controles optimizados y del modelo referencia ....................................................... 60
Tabla 5.1: Tiempos de muestreo y retraso correspondiente ........................................... 64
Tabla 5.2: Funciones de transferencia discretizadas .......................................................... 66
Tabla 5.3: Valores característicos de la respuesta en frecuencia del control 1 ........ 70
Tabla 5.4: Valores característicos de la respuesta en frecuencia del control 2 ........ 72
Tabla 5.5: Valores característicos de la respuesta en frecuencia del control 3 ........ 74
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 5.6: Comparativa de los índices de calidad de los
dos controles discretizados y el control analógico .............................................................. 74
Tabla 6.1 Funciones de transferencia y constantes de tiempo ....................................... 91
Tabla 6.2: Valores de los parámetros de los tres controles predictivos ...................... 92
Tabla 6.3 Gráficas resultantes de salida y mando del
control predictivo en comparación con el caso referencia ............................................... 95
Tabla 6.4: Comparativa de los índices de calidad del
control predictivo y el PID ............................................................................................................. 95
Tabla 7.1 Gráficas de la respuesta temporal ante escalón en perturbación de
los controles válidos ...................................................................................................................... 103
Tabla 7.2 Índices de calidad de los dos controles válidos
PI optimizado y predictivo monovariable ............................................................................. 103
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
PARTE I
MEMORIA
Memoria
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1
Introducción
1.1
Estado del arte
Las calderas se hayan ampliamente extendidas tanto para uso industrial
como no industrial para la generación de electricidad, calefacción, agua
sanitaria, etc. Su objetivo principal consiste en transformar en energía
térmica la energía química que proviene de la combustión de un combustible
para transferirla al agua y generar vapor, fuente de energía útil para muchos
procesos.
Existen multitud de diseños con características particulares pero las calderas
se pueden clasificar básicamente en dos grandes grupos: pirotubulares y
acuotubulares. En las pirotubulares los gases calientes procedentes de la
combustión circulan por el interior de unos tubos estando bañados por el
agua de la caldera.
Sin embargo, en las acuotubulares el agua circula por interior de tubos
formando un sistema cerrado y siendo calentado por los gases calientes. Son
utilizadas generalmente cuando se requiere de grandes cantidades de vapor
como, por ejemplo, en centrales termoeléctricas. Ésta última es el modelo de
caldera que se estudiará en este trabajo.
Las calderas son sistemas complejos que presentan comportamientos no
lineales, multivariables (más de una entrada y salida) y con numerosas
Parte I. Memoria
Página 1
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
interferencias o acoplamientos. Para su control la industria viene adoptando
distintas estrategias entre las que se pueden destacar: control de uno, dos y
tres elementos, control maestro, control de combustión, con corrección de
oxígeno, control de temperatura, de presión, etc. Todas estrategias
mencionadas se basan principalmente en la aplicación de controladores PID a
lazos simples, linealizando previamente el sistema entorno a un punto de
trabajo lo que supone una aproximación ya que el modelo de las calderas es
no lineal. Estos métodos vienen siendo el estándar de aplicación en la
industria de los últimos años [1]. Sin embargo, en muchos casos resultan ser
ineficientes provocando grandes consumos de combustible y contaminación.
La necesidad de nuevos controles que ofrezcan mejores prestaciones a nivel
de eficiencia, seguridad y de emisiones ha posibilitado la investigación y
profundización de sistemas de control más avanzados como el predictivo,
adaptativo o basado en redes neuronales. El control predictivo se postula
como una gran solución a los problemas citados y está gozando de una
creciente popularidad.
Este proyecto tratará desarrollar un control predictivo que se adapte
adecuadamente a la caldera estudiada verificando las ventajas que aporta
respecto de un sistema PID que también será optimizado y mejorado.
1.2 Motivación del proyecto.
Este proyecto surge con motivo a la propuesta BENCHMARK 2009-10 del
concurso de diseño de controladores, que a iniciativa del Grupo de Ingeniería
de Control de CEA se viene convocando anualmente.
En este caso, el proceso elegido es una caldera industrial que consta de tres
salidas o variables a controlar y que presenta acoplamientos entre ellas,
Parte I. Memoria
Página 2
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
principal dificultad del presente proyecto. En definitiva, se aborda el control
de un proceso multivariable 3x3 no lineal y caracterizada por una gran
interacción y fuertes restricciones en la magnitud y variación de las señales
de control.
Se partirá de tres controladores PID independientes para cada salida
propuestos por el concurso y que funcionarán como referencia y comparativa
de los controladores desarrollados. Para la comparativa se empleará un
índice de calidad, concepto que se explicará en los siguientes capítulos.
Por tanto, el objetivo principal será el de lograr un controlador que mejore
sustancialmente, tanto en respuesta temporal como en estabilidad, el modelo
de referencia basado en PID independientes. Para ello, se tratará de
optimizar dichos controles y se hará uso de otras teorías de control más
avanzadas como la predictiva.
1.3 Objetivos del proyecto
De la motivación del proyecto se desprenden los siguientes objetivos:
Estudio de los modelos suministrados por BENCHMARCK
consistentes en una estrategia descentralizada de tres controladores
PID que no contemplan los acoplamientos.
Revisar y mejorar los modelos suministrados a través de un
ajuste de los parámetros, atendiendo tanto a las características
temporales como a la respuesta en frecuencia. En caso de que las
interacciones entre los lazos sean fuertes, como es de prever, un
modelo de control descentralizado como el suministrado puede no ser
adecuado. Por ello, la optimización se efectuará considerando los
acoplamientos.
Parte I. Memoria
Página 3
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Desarrollo de un control de tipo predictivo monovariable y otro
multivariable. Dicho control ofrece unas mejores prestaciones que las
que proporciona el control clásico PID aunque requiere un modelo
detallado de la planta. Supone una alternativa más robusta y
sofisticada respecto de los controles más tradicionales.
Comparación de todos los modelos desarrollados con el fin de
extraer conclusiones.
1.4 Metodología de trabajo y recursos a utilizar.
De acuerdo a los objetivos expuestos anteriormente se va a proceder a
estructurar el proyecto en tres fases claramente diferenciadas:
Fase1: Estudio del funcionamiento de los sistemas de control suministrados y
mejora de éstos.
Dado que los controladores proporcionados no están bien ajustados puesto
que tan sólo se emplean las acciones proporcional e integral prescindiendo
de la derivativa se procederá en un primer momento a hacer un mejor uso de
las tres acciones (P,I y D) así como de sus otros grados de libertad (filtro en la
acción derivativa, estructuras PI-D,I-PD).
Fase2: Diseño de un sistema de control más sofisticado: control predictivo
Tras una primera fase en la que se analiza la estrategia más simple, se
procede a estudiar el sistema predictivo tanto en versión monovariable como
la multivariable (que considera los acoplamientos en su dinámica interna).
Parte I. Memoria
Página 4
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Fase3: Comparación de los resultados obtenidos con los distintos
controladores.
Una vez reunida toda la información necesaria se evaluarán todos los
controladores de forma conjunta con el objetivo de identificar el más
adecuado para el control de la caldera industrial.
Para el desarrollo del proyecto se va a emplear el programa de cálculo Matlab
y la librería Simulink. Las razones principales para su uso son su rapidez y
facilidad de depuración, además de ser el programa elegido por el concurso
de diseño de controladores BENCHMARK.
1.5 Estructura de la memoria
La presente memoria se ha desarrollado según la estructura siguiente:
En el segundo capítulo se presenta un estudio minucioso acerca de las
características de la caldera industrial, sus requerimientos y requisitos de
funcionamiento.
Ante la necesidad de conocer el modelo matemático de la planta (caldera)
para el diseño de los controles, en el capítulo tercero se procederá a la
identificación de la dinámica de la misma obteniendo las funciones de
transferencia correspondientes.
En el capítulo cuarto, y partiendo de las funciones de transferencia antes
citadas, se estudiarán los posibles diseños de los controles. A continuación se
ajustarán para reducir el efecto que produce la perturbación (demanda) en
las diferentes variables a controlar.
Parte I. Memoria
Página 5
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En el capítulo quinto se procederá a una discretización del mejor control
obtenido hasta el momento ya que este paso es fundamental para su
implementación como sistema digital en un microprocesador.
En el capítulo sexto se estudiará el control predictivo en sus dos versiones,
monovariable y multivariable, y su aplicación concreta al proceso.
Por último en el capítulo séptimo se presentarán tanto los resultados finales
del proyecto como las conclusiones.
Parte I. Memoria
Página 6
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 2
Descripción de la planta y del sistema
de control.
2.1 Modelo de la caldera
Como se explicó en el capítulo de introducción el proceso elegido es una
caldera industrial, la cual se ha implementado en Simulink y que reproduce
con
pequeñas modificaciones el modelo de caldera propuesto por
G.Pellegrinetti y J.Benstman en 1996 [2].
La caldera forma parte de una unidad de cogeneración usada para calefacción
y generación de energía eléctrica diseñada para suministrar un caudal de
vapor de 22.10 kg/s a una presión de 2.24MPa.
Su funcionamiento se basa en la conversión en vapor del agua introducida en
el calderín a partir de la transferencia de calor por los tubos. Esta energía se
obtendrá a partir de la combustión de aire y combustible en el hogar, el cual
está formado por tubos de agua que reciben directamente el calor de la llama
consiguiendo la máxima transferencia de calor. Los gases resultantes de la
combustión se enfrían y abandonan el depósito. El funcionamiento del ciclo
se puede observar a través de la representación gráfica de la Figura 2.1.
Parte I. Memoria
Página 7
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 2.1 Planta industrial de generación de vapor
Para un correcto funcionamiento de la caldera se debe de cumplir una serie
de requerimientos básicos que se exponen a continuación:
El vapor resultante del ciclo deberá mantenerse a unos niveles de
presión y temperatura óptimos de tal forma que no se vean
influenciados por las variaciones en la demanda de vapor. En el diseño
del controlador se considerará que la temperatura se encuentra
Parte I. Memoria
Página 8
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
internamente regulada por lo que sólo habrá que atender al nivel de
presión.
La combustión deberá ser eficaz independientemente de la carga a la
que esté sometida con el fin de cumplir con los estándares de
seguridad, eficiencia energética y condiciones ambientales. Este
objetivo se consigue fijando un porcentaje de oxígeno en exceso
respecto de la combustión estequiométrica, siendo necesario que el
sistema de control tenga una medida instantánea de dicha variable
(exceso de oxígeno).
Con el fin de evitar sobrecalentamientos indeseados en las piezas del
calderín e inundaciones de las líneas de vapor será necesario tener
una medida instantánea del nivel de agua en el calderín con el fin de
mantener dicho nivel a un valor fijo y especificado.
En resumen, el sistema de control presenta tres variables a controlar: presión
de vapor, exceso de oxígeno y nivel del agua en el calderín. Para lograr este
objetivo el control podrá actuar sobre otras tres variables (mandos):
combustible, aire y agua. Las variaciones en la demanda de vapor se tomarán
como una perturbación medible del sistema, que como es lógico no podrá ser
manipulada. El esquema simplificado de la caldera se presenta en la Figura
2.2.
Parte I. Memoria
Página 9
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Combustible
Entradas (mandos)
Aire
Oxígeno
Perturbación
Presión de vapor
Exceso de oxígeno
Variables a controlar
(salidas)
Nivel de agua
Demanda de vapor
Figura 2.2: Esquema simplificado de la caldera industrial.
Las tres variables de entrada podrán ser manipuladas en un rango del 0% al
100%.Además el caudal de aire presenta una limitación en la velocidad de
cambio, no pudiendo superar el valor de 1%/s. Sin embargo todas ellas están
afectadas de ciertos retardos desconocidos.
El modelo proporcionará información de sus tres variables de salida en %
estando todas ellas afectadas por ruido para simular unas condiciones
similares a una planta industrial.
Debido a que el modelo de la caldera es no lineal se procederá a trabajar en
su punto de trabajo habitual tal y como se recoge en la Tabla 2.1:
Parte I. Memoria
Página 10
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Entradas
Salidas
Combustible (0)=35.2%
Presión de vapor(0)=60%
Aire(0)=36.01%
Exceso de oxígeno(0)=50%
Agua(0)=57.57%
Nivel de agua(0)=50%
Demanda de vapor(0)=46.36%
Tabla2.1: Puntos de operación de los mandos y salidas de la caldera.
2.2 Sistema de control PID de referencia
Como se indicó en el capítulo introductorio se partirá del controlador de
referencia propuesto por el concurso que consiste en tres PID
descentralizados que se encargan independientemente de controlar cada una
de las variables (presión de vapor, exceso de oxígeno y nivel de agua) y que
están definidos a partir de los siguientes parámetros de la Tabla 2.2.
Parte I. Memoria
Página 11
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Controlador referencia 1
2.5
50 s
Controlador referencia 2
0.1
20 s
Controlador referencia 3
1.25
50 s
Tabla 2.2: Parámetros de los controladores independientes de referencia.
Como se puede observar en la Tabla 2.2 en los controladores de referencia
tan sólo se emplean las acciones proporcional e integral prescindiendo de la
derivativa presentando por ello un gran margen de mejora.
2.3 Resultados obtenidos con el controlador de referencia
Con este primer controlador de referencia se hace trabajar a la caldera en el
punto de operación inicial durante los 100 primeros segundos, estando
únicamente sometida a las perturbaciones no medibles asociadas al ruido en
las tres variables controladas y a la demanda de vapor. Se observa que las
tres variables de salida están perfectamente reguladas moviéndose en unas
bandas inferiores al 1%.
En el instante t=100segundos se provoca un cambio brusco en forma de
escalón en la demanda de vapor (perturbación medible) con un valor del
20%.Como consecuencia de este cambio se puede apreciar que las salidas
recuperan sus respectivas consignas con oscilaciones y rapidez variable
dependiendo del caso.
Parte I. Memoria
Página 12
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Se puede destacar que las salidas recuperan la consigna en un tiempo
aproximado de 1900 segundos. La evolución de los caudales (mandos) es
creciente y suave a excepción del caudal de agua que inicialmente responde
en dirección contraria. Todos los resultados se encuentran recogidos en la
Tabal 2.3.
Salida1(presión vapor)
Mando1 (combustible)
Caudal de combustible (%)
Presión de vapor y consigna (%)
90
60.5
Control referencia
Control referencia
Referencia (60%)
80
60
70
59.5
60
59
50
58.5
40
58
30
57.5
0
200
400
600
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Salida2(exceso oxígeno)
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Mando2 (aire)
Caudal de aire (%)
Oxígeno en exceso y consigna (%)
90
55
Control referencia
Control referencia
Referencia(50%)
80
50
70
45
60
40
50
35
30
40
0
200
400
600
Parte I. Memoria
800 1000 1200 1400
Tiempo (sg)
1600 1800
2000
30
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Página 13
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida3 (nivel de agua)
Mando3 (agua)
Caudal de agua de alimentación (%)
Nivel en el calderín y consigna (%)
90
54
control referencia
Control referencia
Referencia(50%)
53
85
52
80
51
75
50
70
49
65
48
60
47
55
46
50
45
45
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Tabla 2.3 Resultados obtenidos con los controladores referencia ante un
escalón en demanda de vapor del 20%.
Este modelo expuesto así como sus resultados va a suponer el punto de
partida y la referencia para verificar si los controles que se desarrollarán son
más adecuados o no.
2.4 Índice de calidad. Comparativa con el caso de referencia
Para comprobar si los controles diseñados ofrecen mejores prestaciones que
el control referencia será imprescindible el uso de un índice de calidad que
muestre las mejorías de una forma cuantitativa. El índice de calidad que será
utilizado en el presente proyecto se rige por la siguiente expresión:
[Ec.2.1]
Parte I. Memoria
Página 14
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Donde
(t)-
es el error de la i-ésima variable controlada (error a
la salida),
es la i-ésima variable manipulada (mando), tfinal es la
duración de la simulación y tcambio es el instante de tiempo en el que se ha
provocado el correspondiente cambio.
El error introducido por la integral del valor absoluto de la derivada del
mando vendrá ponderado por el coeficiente w en una escala de 0 a 1, lo cual
condicionará mucho el diseño cuando se tomen valores altos de w.
El cálculo del índice de calidad J se va a realizar de una forma relativa
respecto
del
control
de
referencia
propuesto
(Jcontrol_referencia/Jcontrol_propuesto) según los distintos pesos del
coeficiente w. Por tanto a medida que el índice J sea más pequeño el control
será mejor.
Parte I. Memoria
Página 15
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 3
Modelado de la planta para el diseño
de controles
En primer lugar y antes de empezar a desarrollar los controles es necesario
identificar las funciones de transferencia del sistema.
Puesto que no se dispone de una caldera industrial de estas características
resulta imposible realizar ensayos por lo que para realizar la identificación
de la planta tendremos que recurrir a la simulación de ésta a parir del
modelo de Simulink proporcionado.
De esta forma y partiendo del modelo de Simulink se va a proceder a
introducir un escalón en cada una de las variables de entrada( combustible,
aire y agua) sobre sus respectivos puntos de trabajo registrando las salidas
obtenidas en el sistema (presión de vapor, exceso de oxígeno y nivel de agua).
Una vez registrada se podrá obtener la relación entrada-salida (función de
transferencia) a través de un proceso de ajuste.
Es importante indicar que la salida obtenida tendrá que estar comprendida
entorno al 10% aproximadamente ya que para que el ajuste sea válido
tenemos que movernos en puntos cercanos al punto de trabajo. Por ello la
amplitud del escalón introducido variará en cada caso. También será
necesario considerar la amplitud del ruido a la salida que en ningún caso
podrá alterar significativamente la salida medida.
Parte I. Memoria
Página 16
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.1 Procedimiento de identificación.
El proceso de ajuste desarrollado está basado en la optimización a partir del
algoritmo de Gauss-Newton. Se parte de unos parámetros aproximados de la
planta de tal forma que la diferencia entre la salida obtenida con estos
parámetros y la ensayada (error) es integrada y posteriormente optimizada
con el algoritmo reajustando los parámetros. La complejidad de la expresión
de la planta se incrementará gradualmente hasta conseguir el ajuste óptimo.
Por ejemplo se partirá de un primer orden para ir añadiéndole polos y ceros.
El procedimiento a seguir se puede observar en el esquema de la Figura 3.1.
Planta
Error
Optimización
GaussNewton
Figura 3.1: Representación proceso de ajuste.
Parte I. Memoria
Página 17
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Es importante puntualizar que cuando se indica en la figura 1.2 la entrada y
salida del ensayo en realidad se refiere a la entrada y salida obtenida como
resultado de la simulación puesto que no tenemos una caldera para realizar
el ensayo.
3.2 Resultados obtenidos
3.2.1 Diagonal principal
G11(s): Combustible-Presión de vapor
La entrada introducida será un escalón desde el punto de trabajo (35.2) hasta
70. La salida obtenida con su respectivo ajuste será la presentada en la Figura
3.2.
Parte I. Memoria
Página 18
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
Amplitud(%)
INGENIERO INDUSTRIAL
Tiempo (seg.)
Figura 3.2: Salida con ajuste del término G11(s)
Función de transferencia:
Parte I. Memoria
Página 19
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
G22(s): Aire-exceso de oxígeno:
La entrada introducida será un escalón desde el punto de trabajo (36) hasta
38. En este caso la amplitud del escalón es mucho menor que en el primer
caso (g11) con el fin de obtener una salida entorno al 10%.Como el ruido
obtenido a la salida es grande y alteraba la señal se ha optado por llegar al
12%.
La salida obtenida con su respectivo ajuste será la presentada en la Figura
Amplitud(%)
3.3.
Tiempo (seg.)
Figura 3.3: Salida con ajuste del término G22(s)
Parte I. Memoria
Página 20
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Función de transferencia:
G33(s) :Agua-Nivel de agua
En este caso cuando se introduce un escalón la salida diverge y crece
indefinidamente lo que hace necesario realimentar en lazo cerrado para
medir de forma adecuada la salida. Se introduce un escalón desde el punto de
trabajo (57.57%) hasta 65% y se realimenta con un control proporcional con
Kp=2.Como es lógico la función de transferencia de la planta presentará
necesariamente un polo en s=0 debido a la divergencia ya comentada.
La salida obtenida con su respectivo ajuste se presenta en la Figura 3.4.
Parte I. Memoria
Página 21
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
Amplitud(%)
INGENIERO INDUSTRIAL
Tiempo (seg.)
Figura 3.4: Salida con ajuste del término G33(s)
Función de transferencia:
Parte I. Memoria
Página 22
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.2.2 Términos cruzados:
G13(s): Agua-Presión de vapor:
Este término de la matriz de funciones de transferencia la obtenemos
introduciendo en la entrada 3(agua) un escalón desde el punto de trabajo
Uo(3)(57.57%) hasta 90% .La salida registrada(presión de vapor) con su
Amplitud(%)
ajuste se presenta en la Figura 3.5.
Tiempo (seg.)
Figura 3.5: Salida y ajuste del término cruzado G13(s)
Parte I. Memoria
Página 23
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Función de transferencia:
G21(s): Combustible-Exceso de oxígeno
Como en el resto de casos se introduce un escalón desde 35.2% (punto de
trabajo) hasta 36.5% obteniendo la salida y ajustes óptimos de la Figura 3.6.
Amplitud(%)
Salida con ajuste:
Tiempo (seg.)
Figura 3.6: Salida y ajuste del término cruzado G21(s)
Parte I. Memoria
Página 24
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Se puede observar en la Figura 3.6 que el ruido obtenido es
significativamente mayor que en otros casos con un escalón de entrada
mayor. Sin embargo, resulta inevitable si no queremos obtener una salida
fuera del rango del 10% comentado anteriormente.
Función de transferencia
G31(s): Combustible-Nivel de agua
Como ha ocurrido anteriormente el sistema diverge si se introduce un
escalón siendo necesaria la realimentación en lazo cerrado.
Se introduce un escalón en la referencia desde 35.21% (punto de trabajo)
hasta 50% y se realimenta con un control proporcional de Kp=8 según se
observa en el esquema de la Figura 3.7.
Parte I. Memoria
Página 25
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 3.7: Esquema Simulink G31(s)
Para el ajuste de parámetros del término G31(s) será necesario restarle,
haciendo uso de la función de transferencia G33(s) anteriormente calculada,
el efecto que producirá la entrada en el mando (agua) en la salida (nivel de
agua) puesto que se está obteniendo la relación entre combustible-nivel de
agua.
Este procedimiento se puede ver en la siguiente Figura 3.8:
Parte I. Memoria
Página 26
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Resta del término agua-nivel
de agua.
Figura 3.8: Esquema en Simulink del detalle del ajuste.
Parte I. Memoria
Página 27
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Amplitud(%)
La salida (nivel de agua) y su ajuste es la presentada en la Figura 3.9.
Tiempo (seg.)
Figura 3.9: Salida y ajuste del término cruzado G31(s).
Función de transferencia:
Parte I. Memoria
Página 28
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
El resto de funciones de transferencia entre las variables cruzadas son nulas
por lo que a modo de resumen podemos sacar las siguientes conclusiones:
1.
El caudal de aire sólo influye en el exceso de oxígeno en los
gases.
2.
El exceso de oxígeno sólo está afectado por los caudales de
combustible y aire, y más concretamente por su proporción.
3.
El nivel en el calderín tiene carácter integrador para los dos
caudales que le afectan (combustible y agua), como se ha explicado en
el cálculo de las funciones G31(s) y G33(s).
4.
La presión de vapor presenta un comportamiento estable para
los dos caudales que le afectan (combustible y agua).
Este análisis permite postular un modelo lineal en el punto de operación
descrito por la siguiente ecuación matricial (Ec.3.1) entre las funciones de
entrada de las entradas y de las salidas:
(Ec.3.1)
A continuación se muestra una tabla con todas las funciones de transferencia
calculadas en los apartados anteriores:
Parte I. Memoria
Página 29
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla funciones de transferencia
Salida 1 (presión de vapor)
Salida 2 (exceso oxígeno)
Salida3 (nivel de agua)
Entrada 1
(combustible)
G11=
G12=
G13=
Entrada 2
(aire)
Entrada 3
0
0
G22=
0
G33=
(agua)
Parte I. Memoria
Página 30
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 4
Optimización del control multivariable
PID
Una vez realizada la identificación de la planta que caracteriza la caldera
industrial se procede en un primer momento, al diseño de unos
controladores PID a partir de la respuesta en frecuencia. Este primer diseño
se realiza con la función de servir de estimación y de punto de partida para
una posterior optimización, ya que a priori este modelo inicial no cumplirá
con las exigencias de rapidez y sobrepaso necesarias para mejorar el
controlador de referencia.
Para la optimización de empleará de nuevo un programa basado en el
algoritmo de Gauss-Newton. Se comprobarán los márgenes de estabilidad
tras cada ajuste ya que no interesa un sistema muy rápido y con buenas
características de respuesta si en algún momento se pudiera volver inestable.
Por tanto y al no tiene ninguna aplicación práctica se tratarán de evitar
márgenes de estabilidad estrechos.
Parte I. Memoria
Página 31
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.1 Determinación inicial de los controles PID. Diseño por
respuesta en frecuencia.
Con las funciones de transferencia de la diagonal principal y cruzadas se
procede al diseño por respuesta en frecuencia de los controles PID
descentralizados para, posteriormente, reajustar y optimizar la respuesta
considerando el efecto de los acoplamientos entre las variables a controlar.
Las condiciones de las que se parte para el diseño en frecuencia de los
controles PID son las expuestas a continuación:
Margen de fase = 50º
Ángulo de retraso del PI (positivo)= 5º
Factor de filtrado=0.1
Con el objetivo de partir de un control que proporcione una respuesta lo más
rápida posible antes del ajuste se tomará el máximo ángulo de adelanto
posible para el valor del factor de filtrado fijado (0.1) que se determina según
la siguiente expresión:
Por tanto:
Para el diseño inicial de los controles se establecerá como condición que el
mando tome un valor moderado, nunca superior al 100%, ante un escalón en
la referencia del 6%.
Parte I. Memoria
Página 32
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Diseño función de transferencia C1(s):
La función de transferencia de la que se parte es la siguiente:
Atendiendo a las condiciones de diseño del control PID mostrado
anteriormente se procede a determinar los parámetros del formato serie
cuya expresión y esquema se muestra en (I).
Puesto que en la implantación de los controles se va a emplear la versión en
paralelo de los controles PID es necesario establecer la equivalencia serieparalelo para su correcta utilización. La expresión y esquema del formato
paralelo se presenta en (II).
referencia
mando
salida
Parte I. Memoria
Página 33
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
referencia
mando
salida
Para la función de transferencia dada se muestran a continuación los
parámetros correspondientes tanto para el formato serie como para el
paralelo equivalente.
Parámetros del formato serie:
Frecuencia de corte: w0 =0.0292 rad/s
Parámetro del PI: I = 0.1034
Parámetro del PD D=0.0282
Ganancia K =0.0122
Parte I. Memoria
Página 34
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Parámetros del formato paralelo:
Ganancia Kp=0.0152
Parámetro del PI Ti=0.1288
Parámetro del PD Td=0.0198
N=7.0309
Una vez determinados los parámetros se verifica el correcto funcionamiento
con las respuestas de mando y salida ante un escalón del 6% en la referencia
tal como se muestra en las Figuras 4.1 y 4.2.
Figura 4.1: Mando ante escalón en referencia del 6% en control 1
Parte I. Memoria
Página 35
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
7
6
Amplitud(%)
5
4
3
2
1
0
200
250
300
350
400
450
500
550
Tiempo(seg.)
Figura 4.2: Salida ante escalón en referencia del 6% en control1
El mando se encuentra acotado al 30%, por lo tanto cumple con el requisito
de diseño de no superar el 100%.
Diseño función de transferencia C2(s):
La función de transferencia de la que se parte es la siguiente:
Con dicha función y las condiciones de diseño expuestas anteriormente se
obtienen los siguientes parámetros del control serie y paralelo equivalente:
Parte I. Memoria
Página 36
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Parámetros del formato serie
Frecuencia de corte: w0 =0.0901 rad/s
Parámetro del PI: I = 3.0396
Parámetro del PD D=0.8281
Ganancia K =0.0491
Parámetros del formato paralelo:
Ganancia Kp=0.0612
Parámetro del PI Ti=3.7849
Parámetro del PD Td=0.5822
N=7.0309
De nuevo en las Figuras 4.3 y 4.4 la comprobación del mando y de la
salida ante escalón en referencia del 6%.
1.2
1
Amplitud(%)
0.8
0.6
0.4
0.2
0
180
200
220
240
260
280
300
320
340
360
Tiempo(seg.)
Figura 4.3: Mando ante escalón en referencia del 6% en control 2
Parte I. Memoria
Página 37
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
7
6
Amplitud(%)
5
4
3
2
1
0
200
250
300
350
Tiempo(seg.)
Figura 4.4: Salida ante escalón en referencia del 6% en control 2
Diseño función de transferencia C3(s):
La función de transferencia de la que se parte es la siguiente:
A continuación los parámetros del control en formato serie y paralelo
equivalente:
Parte I. Memoria
Página 38
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Parámetros del formato serie:
1.
Frecuencia de corte: w0= 0.00902 rad/s
2.
Parámetro del PI: I = 110.9503
3.
Parámetro del PD D=30.2262
4.
Ganancia K =0.6072
Parámetros del formato paralelo:
1.
Ganancia Kp=0.7561
2.
Parámetro del PI Ti=138.1592
3.
Parámetro del PD Td=21.2520
4.
N=7.0309
En las figuras 4.5 y 4.6 la comprobación del mando y salida ante escalón del
6% en referencia como en los dos casos anteriores.
Parte I. Memoria
Página 39
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
35
30
Amplitud(%)
25
20
15
10
5
0
200
250
300
350
400
450
Tiempo(seg.)
Figura 4.5: Mando ante escalón en referencia del 6% en control 3
8
7
6
Amplitud(%)
5
4
3
2
1
0
-1
0
500
1000
1500
Tiempo(seg.)
Figura 4.6: Salida ante escalón en referencia del 6% en control 3
Parte I. Memoria
Página 40
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
De forma resumida se pueden comprobar los distintos parámetros finales de
diseño en la Tabla 4.1:
G11(S)
G22(s)
G33(s)
Parámetros serie
Parámetros paralelo
w0 =0.0292 rad/s
Kp=0.0152
I = 0.1034
Ti=0.1288
D =0.0282
Td=0.0198
K = 0.0122
N=7.0309
w0 =0.0901 rad/s
K=0.0612
I = 3.0396
Ti=3.7849
D=0.8281
Td=0.5822
K=0.0491
N=7.0309
w0= 0.00902 rad/s
K=0.7561
I= 110.9503
Ti=138.1592
D =30.2262
Td=21.2520
K =0.6072
N=7.0309
Tabla 4.1: Resumen de los parámetros iniciales de diseño en frecuencia para
los tres controles.
Parte I. Memoria
Página 41
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.2 Optimización de los parámetros de los controles:
A partir de los diseños iniciales de los controles se va a proceder a
optimizarlos teniendo en cuenta su respuesta ante un escalón en la
perturbación (demanda). El objetivo principal de este reajuste será el de
mejorar el índice de calidad del control de referencia propuesto por el Grupo
de Ingeniería de Control de CEA, compuesto como ya se ha visto por tres
controladores PI descentralizados.
A continuación y a modo de recordatorio se indica la expresión del índice de
calidad:
El proceso de optimización que se va a emplear en este apartado es el mismo
que el utilizado en el ajuste de los parámetros de identificación de la planta
realizado anteriormente. Como se indicó, dicha optimización está basada en
el algoritmo de Gauss-Newton. El archivo “ajuste.m” que contiene dicho
algoritmo se puede encontrar en el apartado de anexos de este proyecto.
Teniendo en cuenta estos condicionantes se va a proceder en primer lugar a
optimizar los controles de una forma descentralizada para obtener una
primera aproximación y ver si es considerable el efecto de las funciones de
transferencia cruzadas. Para el ajuste se deja fijo N=7.0309 y los demás
parámetros
variables
siendo
el
esquema
de
ajuste
del
modelo
descentralizado el mostrado en la Figura 4.7.
Parte I. Memoria
Página 42
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 4.7: Esquema de ajuste de parámetros en Simulink.
Como puede advertirse en el esquema de la Figura 4.7, se suma el valor del
punto de trabajo en el mando con el objetivo de eliminar en el ajuste el
transitorio inicial al que tiende el sistema. Gracias a ello se consigue que el
sistema arranque siempre en su punto de trabajo con lo que de aquí en
adelante todas las gráficas se obtendrán aplicando esta operación.
Parte I. Memoria
Página 43
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.3 Resultados
4.3.1 Resultados del primer ajuste de los controles de forma
descentralizada.
Los resultados obtenidos después de un primer ajuste sin tener en cuenta los
efectos de los acoplamientos se recogen en la Tabla 4.2:
Salida1(presión vapor)
Mando1 (combustible)
Salida2(exceso oxígeno)
Mando2 (aire)
Parte I. Memoria
Página 44
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida3 (nivel de agua)
Mando3 (agua)
Tabla 4.2: Gráficas de mandos y salidas del primer ajuste de parámetros
El índice de calidad J calculado es 0.4094 para w=0.Sin embargo para
w=1(máximo peso para las desviaciones del mando) se obtiene J=29.53.
De los gráficos y de los índices obtenidos se pueden sacar las conclusiones
expuestas a continuación:
A.
En primer lugar se observa, como era de prever, una clara
influencia del mando1 en las salidas 2 y 3 así como del mando 3 sobre
la salida1. Estas influencias empeoran en gran medida el índice de
calidad.
B.
En segundo lugar el efecto del control del PD afecta
negativamente al índice J para valores de w altos puesto que al
optimizar la acción diferencial logra una respuesta en la salida mejor
pero a costa de una reacción de los mandos rápida en exceso
provocando mucho ruido. Claro de ejemplo de ello es el valor que
toma J (29.53) cuando se pondera con w=1 el efecto de las
Parte I. Memoria
Página 45
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
desviaciones del mando. Este valor de J resulta inadmisible para los
objetivos marcados.
Por las razones comentadas se procede a optimizar los parámetros en un
segundo ajuste teniendo en cuenta el efecto de las variables cruzadas además
de controlar en mayor medida el efecto de la parte diferencial. Como en este
primer ajuste se va a dejar fijo N=7.0309 y variables el resto de parámetros
siendo el esquema seguido el de la Figura 4.8.
Figura 4.8: Esquema en Simulink para realizar el segundo ajuste
Parte I. Memoria
Página 46
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En el esquema de la Figura 4.8 se muestra como se introducen los tres
controles, dos de ellos con los parámetros (Kp, Td, Ti, N) fijos y el otro con los
parámetros variables a excepción, como ya se ha comentado, de N que tiene
el valor de 7.0309. Se buscará que en la iteración las tres salidas tiendan a
cero de forma conjunta. En primer lugar se ajusta el control de la salida1 por
ser el que más afecta al resto de salidas, seguido del control 3 para terminar
con el control 2.
4.3.2 Resultados segundo ajuste de los controles teniendo en
cuenta la influencia de las variables cruzadas.
En este segundo ajuste se obtiene una mejora del índice J pero sin alcanzar
los niveles requeridos. Sin embargo se puede extraer una conclusión muy
importante: El coeficiente correspondiente al PD (Td) de los tres
controladores teniendo en cuenta los efectos cruzados tiende a un valor muy
pequeño con lo que se indica que el efecto de dicho control diferencial tiene
que ser muy reducido para alcanzar unos niveles de calidad altos. Por ello y
partiendo de los parámetros obtenidos en este segundo ajuste se procede a
ajustar el parámetro N que antes estaba fijo. Como era de esperar este
también se hace muy pequeño dando como resultado Td=7.3880e-2 y
N=2.4638e-3 .
En conclusión, los valores tan pequeños de Td y N que se han obtenido
indican claramente que se debe de prescindir de la parte diferencial si se
quiere mejorar el índice de calidad. Esto es debido a que el efecto diferencial
afecta principalmente de manera negativa al mando ya que un exceso de
rapidez en la salida se traduce en más oscilaciones y valor más alto en el
mando, lo que se comprueba al ponderar con el coeficiente w el índice de
calidad. Puesto que el mando tiene una gran importancia ya que supone un
coste económico alto se ha preferido eliminar el efecto diferencial.
Parte I. Memoria
Página 47
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Consecuencia de ello, se va a realizar un tercer y último ajuste en el que solo
se tendrá en cuenta la optimización de la parte proporcional-integral. De esta
forma Td y N tomarán valor nulo, es decir, no hay acción diferencial.
4.3.3 Resultados tercer ajuste sin acción diferencial.
Empleando el modelo Simulink del segundo ajuste resultan los siguientes
parámetros finales en el formato [Kp,Ti,] para cada uno de los tres
controladores:
PID1: [6.64e-1 4.52 ]
PID2: [2.3417e-1 4.2563]
PID3: [2.9 29]
Los resultados obtenidos en comparación con los casos de referencia y las
expresiones de los controles finales se recogen en la Tabla 4.4.En la Tabla 4.3
las funciones de transferencia de los controles referencia y los controles a
evaluar.
C1(s)
C2(s)
C3(s)
Caso
referencia
Caso a evaluar
Tabla 4.3: Funciones de transferencia de los controles referencia y los que se
procede a evaluar.
Parte I. Memoria
Página 48
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 1( Presión de vapor)
Mando 1(Combustible)
Salida 2 (Exceso de oxígeno)
Mando 2( Aire)
Parte I. Memoria
Página 49
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 3 (Nivel de agua)
Mando 3(Agua)
Tabla 4.4: Gráficas de mandos y salidas resultantes del tercer ajuste.
Los índices de calidad J resultantes de éste último ajuste alcanzan claramente
los objetivos propuestos siendo mejor para cualquier valor del coeficiente w,
como se muestra en la tabla 4.5.
w
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
J
0.2614
0.3379
0.4075
0.4710
0.5292
0.5828
0.6322
0.6780
0.7206
0.761
0.79
Tabla 4.5: Índices de calidad J en función de w para el tercer ajuste.
Como se observa en las gráficas, las salidas 2 y 3 presentan oscilaciones
(poco amortiguamiento) que podría ser indicativo de unos márgenes de
estabilidad un poco pequeños, además de las complicaciones que pueda
presentar en la respuesta temporal. Para salir de dudas se muestran los
gráficos de Nichols de los tres controladores en lazo abierto en las Figuras
4.9, 4.10 y 4.11 mostradas a continuación:
Parte I. Memoria
Página 50
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
System: caso_evaluar1
Phase Margin (deg): 50.7
Delay Margin (sec): 25.1
Nichols Chart
At frequency (rad/sec): 0.0353
Closed Loop Stable? Yes
0
System: referencia1
Phase Margin (deg): 110
Delay Margin (sec): 100
At frequency (rad/sec): 0.0192
Closed Loop Stable? Yes
caso_evaluar1
referencia1
-5
-10
Open-Loop Gain (dB)
-15
-20
-25
-30
System: caso_evaluar1
Gain Margin (dB): 30.7
At frequency (rad/sec): 0.229
Closed Loop Stable? Yes
-35
-40
-45
-50
-180
-135
Open-Loop Phase (deg)
-90
Nichols Chart
0
caso_evaluar1
referencia1
-5
-10
Open-Loop Gain (dB)
-15
-20
-25
-30
-35
-40
-45
-50
-180
-135
Open-Loop Phase (deg)
-90
Figura 4.9: Nichols en lazo abierto del control1
Parte I. Memoria
Página 51
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Nichols Chart
20
System: caso_evaluar2
Phase Margin (deg): 13.3
Delay Margin (sec): 1.22
At frequency (rad/sec): 0.19
Closed Loop Stable? Yes
10
System: caso_evaluar2
Gain Margin
0 (dB): 10.4
At frequency (rad/sec): 0.322
Closed Loop Stable? Yes
caso_evaluar2
referencia2
System: referencia2
Phase Margin (deg): 104
Delay Margin (sec): 48.7
At frequency (rad/sec): 0.0371
Closed Loop Stable? Yes
Open-Loop Gain (dB)
-10
-20
-30
-40
-50
-60
System: referencia2
Gain Margin (dB): 59.9
At frequency (rad/sec): 3.3
Closed Loop Stable? Yes
-70
-80
-180
-135
Open-Loop Phase (deg)
-90
Nichols Chart
System: x
Phase Margin (deg): 13.3
Delay Margin (sec): 1.22
At frequency (rad/sec): 0.19
Closed Loop Stable? Yes
5
Open-Loop Gain (dB)
0
-5
System: x
Gain Margin (dB): 10.4
At frequency (rad/sec): 0.322
Closed Loop Stable? Yes
-10
-15
-20
-182
-180
-178
-176
-174
-172
Open-Loop Phase (deg)
-170
-168
-166
Figura 4.10: Nichols en lazo abierto del control2
Parte I. Memoria
Página 52
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Nichols Chart
caso_evaluar3
referencia3
15
10
System: caso_evaluar3
Phase Margin (deg): 12.4
Delay Margin (sec): 5.48
At frequency (rad/sec): 0.0396
Closed Loop Stable? Yes
Open-Loop Gain (dB)
5
0
-5
System: caso_evaluar3
Gain Margin (dB): 6.19
At frequency (rad/sec): 0.0712
Closed Loop Stable? Yes
System: referencia3
Phase Margin (deg): 25.6
Delay Margin (sec): 24.1
At frequency (rad/sec): 0.0185
Closed Loop Stable? Yes
System: referencia3
Gain Margin (dB): 15.7
At frequency (rad/sec): 0.0867
Closed Loop Stable? Yes
-10
-15
-20
-25
180
210
Open-Loop Phase (deg)
Figura 4.11: Nichols en lazo abierto del control3
Como era de esperar las oscilaciones presentes en las salidas 2 y 3 son
causadas por un margen de fase pequeño como puede comprobarse en las
Figuras 4.9, 4.10 y 4.11.En general los márgenes han empeorado por el
ajuste en comparación con el caso referencia. Obsérvese que incluso el
margen de fase del controlador 3 de referencia es pequeño. Sin embargo, el
margen de ganancia es suficiente en todos los casos.
En consecuencia, este margen de fase es insuficiente para garantizar un
mínimo nivel de seguridad en el control por lo que es necesario realizar un
cuarto ajuste que mejore el margen a pesar de que empeore el índice de
calidad. De nuevo se realizará sin acción diferencial.
Parte I. Memoria
Página 53
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.3.4 Resultados cuarto ajuste con más amortiguamiento:
Con este cuarto ajuste se va a pretender alcanzar un margen de fase mínimo
de 40º optimizando el índice de calidad en la medida de lo posible. El mejor
ajuste alcanzado es el siguiente:
PID1: [6.65e-1 4.52 7.3880e-2 2.4638e-3]
PID2: [2.35e-1 8.5 7.3880e-2 2.4638e-3]
PID3: [2.5 80 7.3831e-2 2.4638e-3]
Sus salidas y mandos así como el índice de calidad se presentan en las Tablas
4.6 y 4.7.
Salida 1( Presión de vapor)
Mando 1(Combustible)
Presión de vapor y consigna (%)
Caudal de combustible (%)
60.5
90
Caso referencia
Caso a evaluar
Caso referencia
Caso a evaluar
60
80
59.5
70
59
60
58.5
50
58
57.5
40
0
200
400
600
Parte I. Memoria
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
30
0
200 400
600 800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Página 54
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 2 (Exceso de oxígeno)
Mando 2 (Aire)
Oxígeno en exceso y consigna (%)
Caudal de aire (%)
55
100
Caso referencia
Caso a evaluar
Caso referencia
Caso a evaluar
90
50
80
45
70
60
40
50
35
40
30
0
200
400
600
30
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
0
200
Salida 3 (Nivel de agua)
400
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Mando 3 (Agua)
Caudal de agua de alimentación (%)
Nivel en el calderín y consigna (%)
90
54
Caso referencia
Caso a evaluar
53
80
51
75
50
70
49
65
48
60
47
55
46
50
45
0
200
400
600
Caso referencia
Caso a evaluar
85
52
45
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Tabla 4.6: Gráficas de mando y salida para ajuste con amortiguamiento.
w
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
J
0.4443
0.5061
0.5624
0.6137
0.6608
0.7041
0.7441
0.7811
0.8154
0.8474
0.8773
Tabla 4.7: Índices de calidad J en función de w para ajuste con
amortiguamiento.
Parte I. Memoria
Página 55
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Se observa que los índices son ligeramente peores respecto de los ajustes
anteriores. Sin embargo, la estabilidad del sistema debe ser prioritaria al
nivel de calidad alcanzado.
Las respuestas en frecuencia del lazo abierto se recogen individualmente
para cada control en las Figuras 4.12, 4.13, 4.14. En la Figura 4.15 las
respuestas de todos los controles de forma conjunta respecto de los modelos
de referencia. Los valores de interés de las mismas se recogen en la Tabla 4.8.
Controlador 1
Nichols Chart
10
Open-Loop Gain (dB)
0
System: caso_evaluar1
Phase Margin (deg): 50.7
Delay Margin (sec): 25.1
At frequency (rad/sec): 0.0353
Closed Loop Stable? Yes
-10
-20
System: caso_evaluar1
Gain Margin (dB): 30.7
At frequency (rad/sec): 0.229
Closed Loop Stable? Yes
-30
-40
-180
-150
Open-Loop Phase (deg)
-120
Figura 4.12: Nichols en lazo abierto controlador 1
Parte I. Memoria
Página 56
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Controlador 2
Nichols Chart
20
10
Open-Loop Gain (dB)
0
System: caso_evaluar2
Phase Margin (deg): 40.5
Delay Margin (sec): 4.41
At frequency (rad/sec): 0.16
Closed Loop Stable? Yes
-10
-20
-30 System: caso_evaluar2
Gain Margin (dB): 47
-40 At frequency (rad/sec): 2.41
Closed Loop Stable? Yes
-50
-60
-70
-80
-180
-150
Open-Loop Phase (deg)
-120
Figura 4.13: Nichols en lazo abierto controlador 2
Controlador 3
Nichols Chart
10
System: caso_evaluar3
Phase Margin (deg): 40
Delay Margin (sec): 25.1
At frequency (rad/sec): 0.0278
Closed Loop Stable? Yes
5
Open-Loop Gain (dB)
0
-5
-10
System: caso_evaluar3
Gain Margin (dB): 10.4
-15 At frequency (rad/sec): 0.0934
Closed Loop Stable? Yes
-20
-25
-30
180
210
Open-Loop Phase (deg)
Figura 4.14: Nichols en lazo abierto controlador 3
Parte I. Memoria
Página 57
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Nichols Chart
10
0
Open-Loop Gain (dB)
-10
referencia1
referencia2
referencia3
caso_evaluar1
caso_evaluar2
caso_evaluar3
-20
-30
-40
-50
-60
-70
-80
-180
-135
Open-Loop Phase (deg)
-90
Figura 4.15: Comparativa de los Nichols en lazo abierto finales con el caso
referencia.
Parte I. Memoria
Página 58
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Margen
Referencia
Caso a
Referencia
Caso a
Referencia
Caso a
1
evaluar1
2
evaluar2
3
evaluar3
110
50.7
104
40.5
24.1
40
No corta
30.7
59.3
47
15.7
10.4
de fase
Margen
de
ganancia
Tabla 4.8: Datos característicos de la respuesta en frecuencia de los controles
optimizados y del modelo referencia.
En el tercer control el modelo referencia presentaba un margen de fase muy
pequeño, que gracias al nuevo ajuste se ha establecido en 40º.A consecuencia
de ello se ha rebajado el margen de fase respecto del modelo referencia en los
controles 1 y 2.
4.3.5 Conclusiones
Primer y segundo ajuste: los resultados obtenidos indican una
clara influencia de las mandos 1 y 3.No es posible un ajuste
descentralizado.
Tercer ajuste: Necesidad de eliminación de la acción diferencial
ya que un exceso de rapidez en el mando empeora el índice de calidad.
Cuarto ajuste: oscilaciones en la salida son causados por
márgenes de estabilidad demasiado estrechos. Hay que ajustar
teniendo en cuenta los márgenes de ganancia y fase aunque sea en
Parte I. Memoria
Página 59
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
perjuicio del índice de calidad para asegurar un margen de seguridad
adecuado. El aumento de margen de fase en el control 3 ha provocado
que para mantener el índice de calidad en buenas condiciones haya
sido necesario reducir el margen de fase en los controles 2 y 3 ya que
la entrada 3 tiene una incidencia significativa sobre la 1.
El control final obtenido en el ajuste 4 es el que se procederá a
discretizar.
Parte I. Memoria
Página 60
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 5
Discretización
5.1 Introducción a la discretización y resultados.
Para la implementación de los controles diseñados en un sistema real es
preciso proceder a una discretización de los mismos. El proceso de control se
encuentra normalmente integrado en un microprocesador el cual actúa sobre
el mando a partir de la comparación entre la señal muestreada de la salida de
la planta analógica y de la referencia. Al mando discreto resultante a la salida
del control se le aplica un retenedor de orden cero que se encarga de
mantener la salida constante entre instantes de muestreo cuya transformada
de Laplace es la función de transferencia siguiente:
[Ec.5.1]
El proceso de discretización se ilustra en la figura siguiente (Figura 5.1) a
través sistema mixto que emplea la planta analógica, el control PID digital y el
conjunto muestreador-retenedor. Dicho esquema es empleado para realizar
la simulación de la respuesta temporal de un sistema de control ya que refleja
fielmente la respuesta que se obtendrá en el ensayo real.
Parte I. Memoria
Página 61
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Planta analógica
Parte digital
Figura 5.1: Esquema proceso de discretización.
Un aspecto importante en la discretización de un sistema de control es la
selección del periodo de muestreo, la cual implica considerar temas muy
variados: especificaciones del sistema de control, hardware disponible,
precio del mismo, coste de desarrollo del software, etc.
En este proyecto entre los requisitos de diseño del concurso se establece
como periodo de muestreo Ts=0.2 seg.
El sistema del muestreador y el retendedor de orden cero introducen un
retardo de la mitad del periodo de muestreo (Ts/2), lo cual puede
condicionar el diseño de los controles de la caldera y en el caso de que dicho
retraso tuviese una significativa influencia habría que rediseñar y optimizar
de nuevo los controles calculados teniendo en cuenta el retraso a la hora de
diseñar el control a partir de la planta.
Parte I. Memoria
Página 62
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Para ver el nivel de influencia del retardo se establece una relación entre el
periodo de muestreo con la rapidez del sistema según la expresión 2 lo que
permite clasificar los tiempos de muestreo en pequeños, medianos y grandes
de la forma en que se recoge en la Tabla 5.1 [3].
[Ec.5.2]
Periodo de
Grande
Mediano
Pequeño
muestreo
2
1
0.5
0.2
0.1
57.3
28.6
14.3
5.7
2.9
Tabla 5.1: Tiempos de muestreo y retraso correspondiente.
En el caso de que el tiempo de muestreo del presente trabajo quede
encuadrado dentro de los tiempos considerados pequeños no sería necesario
rediseñar los controles sino que directamente se transformarían las
funciones de transferencia de los controles del dominio en s al dominio en z,
siendo en este caso válido el diseño a partir del modelo continuo o analógico.
En el caso de obtener periodos medianos o grandes habría que diseñar con
alguno de los dos modelos siguientes según convenga:
Modelo analógico modificado: Aproxima el efecto de muestreo
y retención con un retardo de ts/2. Es válido para ts pequeños y
medianos.
Modelo digital: Se emplea para el diseño el modelo discretizado
de la planta. Es válido para cualquier tiempo de muestreo. Por su
Parte I. Memoria
Página 63
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
mayor complejidad se suele emplear especialmente para periodos de
muestreo grandes.
Hay que tener en cuenta que dicho diseño a partir del modelo continuo es
una aproximación por lo cual el margen de fase quedará retrasado según el
valor correspondiente de la Tabla
, hecho que se comprobará
posteriormente a mediante los correspondientes gráficos de Nichols.
A continuación se comprobará la clasificación según la velocidad del sistema
atendiendo a la w de cruce obtenida en los diseños de los controles PID.
PID1
PID2
PID3
=0.007
=0.032
=0.005
Por suerte los tiempos de muestreo han quedado dentro de los denominados
pequeños por lo que se comprueba que el diseño a partir del modelo
continuo es válido y se procede directamente a la discretización.
Para ello se tienen diversas opciones pero en este proyecto se va a optar por
usar las denominadas transformaciones racionales que se caracterizan por
poder traducirse fácilmente en algoritmo. Se usarán dos: derivada en
adelanto (Ec.5.3) y transformación trapezoidal (Ec.5.4).
Parte I. Memoria
Página 64
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En la siguiente Tabla 5.2 se recogen las expresiones discretizadas de los
controles obtenidos en el cuarto ajuste con más amortiguamiento con los dos
métodos mencionados.
C1(z)
C2(z)
C3(z)
Control analógico
Derivada en
adelanto
Integración
trapezoidal
Tabla 5.2: Funciones de transferencia discretizadas.
Con los controles discretizados y el control original se procede al análisis de
las respuestas temporales y en frecuencia del sistema con los controles
citados anteriormente. Puesto que las respuestas ante un escalón en la
perturbación van a ser muy parecidas se va a comparar directamente los
índices de calidad obtenidos a partir de las respuestas del modelo mixto con
la caldera analógica y el control digital (Figura 5.2).Para el análisis de la
respuesta en frecuencia se van a comparar los gráficos de Nichols en lazo
Parte I. Memoria
Página 65
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
abierto y de Bode en lazo cerrado de las dos discretizaciones y para cada uno
de los controles originales.
Figura 5.2: Esquema Simulink de la caldera con los controles discretizados.
Parte I. Memoria
Página 66
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Controlador 1
Nichols Chart
0
Trapezoidal
Derivada
Analógico
Open-Loop Gain (dB)
-5
-10
-15
-20
-25
-30
-180
-150
Open-Loop Phase (deg)
Figura 5.3: Nichols en lazo abierto control 1
Parte I. Memoria
Página 67
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Bode Diagram
trapezoidal1
derivada1
analógico1
1.5
Magnitude (dB)
1
0.5
0
-0.5
-1
-1.5
-2
10
Frequency (rad/sec)
Figura 5.4: Diagrama Bode en lazo cerrado del control 1
Bode Diagram
trapezoidal1
derivada1
analógico1
1.5
Magnitude (dB)
1
0.5
0
-0.5
-1.6
10
-1.5
-1.4
10
10
-1.3
10
Frequency (rad/sec)
Figura 5.5: Zoom diagrama Bode con amplitud de pico.
Parte I. Memoria
Página 68
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Am
Analógico
φm
ωo
ωu
Apico(dB) ωcorte
30.7 50.7 0.0353 0.229 1.36
0.0575
Trapezoidal 28.5 50.4 0.0353 0.204 1.39
0.0576
modificado
Derivada
por
27.6 50.3 0.0353 0.193 1.42
0.0576
adelanto
Tabla 5.3: Valores característicos de la respuesta en frecuencia del control 1.
Controlador 2
Nichols Chart
0
Trapezoidal
Derivada
Analógico
Open-Loop Gain (dB)
-10
-20
-30
-40
-50
-60
-70
-180
-150
Open-Loop Phase (deg)
Figura 5.6: Nichols en lazo abierto control 2
Parte I. Memoria
Página 69
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Bode Diagram
4
trapezoidal2
derivada2
analógico2
3
Magnitude (dB)
2
1
0
-1
-2
-3
-4
-1
10
Frequency (rad/sec)
Figura 5.7: Diagrama Bode en lazo cerrado del control 2
Bode Diagram
4
trapezoidal2
derivada2
analógico2
3
Magnitude (dB)
2
1
0
-1
-0.9
10
-0.8
-0.7
10
10
Frequency (rad/sec)
Figura 5.8: Zoom diagrama Bode con amplitud de pico.
Parte I. Memoria
Página 70
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Analógico
modificado
Am
φm
ωo
ωu
47
40.5 0.16 2.41
Apico(dB) ωcorte
3.26
Trapezoidal 28.6 39.6 0.16 0.832 3.48
0.249
0.25
Derivada
por
28.6 39.5 0.16 0.832 3.5
0.249
adelanto
Tabla 5.4: Valores característicos de la respuesta en frecuencia del control 2.
Controlador 3
Nichols Chart
0
Trapezoidal
Derivada
Analógico
Open-Loop Gain (dB)
-2
-4
-6
-8
-10
180
210
Open-Loop Phase (deg)
Figura 5.9: Nichols en lazo abierto control 3
Parte I. Memoria
Página 71
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Bode Diagram
4
trapezoidal3
derivada3
analógico3
Magnitude (dB)
3
2
1
0
-1
-2
-2
10
Frequency (rad/sec)
Figura 5.10: Diagrama Bode en lazo cerrado del control 3
Bode Diagram
trapezoidal3
derivada3
analógico3
4
Magnitude (dB)
3.5
3
2.5
2
-1.9
10
-1.8
10
-1.7
10
-1.6
10
-1.5
10
-1.4
10
Frequency (rad/sec)
Figura 5.11: Zoom diagrama Bode con amplitud de pico.
Parte I. Memoria
Página 72
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Analógico
modificado
Am(dB) φm
ωo
10.4
0.0278 0.0934 3.83
0.063
39.8 0.0278 0.0927 3.88
0.063
39.8 0.0278 0.0927 3.88
0.063
Trapezoidal 10.3
40
ωu
Apico(dB) ωcorte
Derivada
por
10.3
adelanto
Tabla 5.5: Valores característicos de la respuesta en frecuencia del control 3.
w
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Janalógico
0.4443
0.5061
0.5624
0.6137
0.6608
0.7041
0.7441
0.7811
0.8154
0.8474
0.8773
Jtrapezoidal
0.4544
0.5161
0.5722
0.6234
0.6704
0.7135
0.7534
0.7903
0.8246
0.8565
0.8863
Jderivada
0.4435
0.5051
0.5611
0.6122
0.6591
0.7022
0.7420
0.7788
0.8130
0.8449
0.8746
Tabla 5.6: Comparativa de los índices de calidad de los dos controles
discretizados y el control analógico.
Del análisis tanto de la respuesta temporal como en frecuencia se desprende
que las dos discretizaciones presentan un ajuste muy bueno al modelo
analógico, siendo muy próximas entre sí y estables en lazo cerrado. En efecto,
el tiempo de muestreo es lo suficientemente pequeño como para no afectar al
diseño de los controles.
Parte I. Memoria
Página 73
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En atención a los datos obtenidos, la discretización trapezoidal presenta de
forma ligera mejores márgenes de estabilidad y amplitudes de pico que la
derivada en adelanto mientras que los índices de calidad son un poco peores.
En definitiva, cualquiera de las dos discretizaciones es válida, la elección
dependerá de los requisitos concretos que se deseen en cada caso.
5.2 Conclusiones
La optimización de los controles diferencial-integral ha producido resultados
cuantitativamente mejores respecto de los que se partía (modelo referencia).
Sin embargo, la imposibilidad de hacer uso de la acción diferencial deja un
considerable margen de mejora. Puesto que los controles PID presentan
numerosas carencias se va a diseñar en el siguiente apartado un control de
tipo de predictivo que a priori va a permitir obtener una respuesta mejor a la
salida sin abusar excesivamente del mando y asegurando la estabilidad.
Parte I. Memoria
Página 74
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 6
Desarrollo de un control predictivo
Como se ha podido observar con lo desarrollado hasta este momento, las
metodologías de diseño tradicionales como los controladores PID presentan
algunas limitaciones que impiden conseguir unos sistemas de control con
mejores características y más eficientes. En consecuencia se precisa de
profundizar en sistemas más complejos y que ofrezcan mejores y mayores
posibilidades. Uno de ellos es el control predictivo , de gran importancia en el
mundo de la industria, y que se va a aplicar en este proyecto para la caldera
industrial.
6.1 Fundamentos del control predictivo.
Las limitaciones de la metodología de control PID ha propiciado el desarrollo
de nuevas teorías de control. Así, por ejemplo, cabe destacar la aparición del
control óptimo como concepto general (que se plasma en distintos métodos
concretos) destinado a conseguir objetivos tales como:
eficiencia
ahorro energético
calidad
seguridad
etc.
Parte I. Memoria
Página 75
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
El control predictivo es una aplicación concreta del control óptimo, cuyo
principio básico de funcionamiento es igualar la salida predicha del sistema
con una salida deseada predefinida basándose en un modelo de proceso. Con
este objetivo se hará uso de una función objetivo que generalmente, suele
minimizar el cuadrado del error de seguimiento de la trayectoria de la
variable de proceso (salida) respecto de la salida deseada.
El controlador predictivo emplea un modelo del proceso con el fin de
predecir su comportamiento futuro en un horizonte de tiempo definido
calculando los valores de las variables manipuladas en cada periodo de
muestreo de acuerdo con los valores de consigna deseados y las restricciones
y condiciones de operación del proceso.
Resumen: En qué se basa el modelo de predicción:
El control predictivo basado en modelos se basa en las siguientes ideas:
1. Se usa un modelo del proceso para predecir su comportamiento futuro,
sobre un horizonte de predicción N. Los valores predichos de las salidas y
(t+k/t), para
k=1,.., N, donde y (t+k/t) es el valor predicho de la salida en el instante t+k a
partir del valor en el instante actual t. De esta forma, depende de los valores
hasta el instante t (valores pasados de las entradas y las salidas) y de los
valores futuros de las señales de control u (t+k/t).
2. Se establece una trayectoria de referencia futura w(t+j) que describe como
se desea conducir el proceso desde el valor actual y(t) a la consigna futura
deseada r(t+j).
3. Se calculan los valores futuros de control {u(t), u(t+1),...,u(t+N)} tratando
de minimizar la función error e(t)=w(t+j)-y(t+j).
Parte I. Memoria
Página 76
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Normalmente se incluye una estructuración en la ley de control,
introduciendo un horizonte de control N. Esta optimización puede incluir
restricciones en los valores futuros de las variables del proceso, por ejemplo,
la salida, la señal de control o la variación de la señal de control.
4. Inicialmente se aplica a la planta el primer elemento del mando u(t/t)
olvidando el resto para volver a repetir el proceso en el instante de muestreo
siguiente. Así se obtiene una nueva ley de control u(t+1/t+1) diferente de la
de la señal de control calculada anteriormente u(t+1/t).
6.1.1 Partes fundamentales del control predictivo
Los elementos que caracterizan el control predictivo basado en modelos son
los que se presentan en la Figura 6.1:
Referencia
Predicción
Planificador
trayectoria
Modelo
predictivo
Señal de
control
Proceso
real
salida
Mecanismo
adaptación
Figura 6.1 Esquema de control predictivo-adaptativo
Parte I. Memoria
Página 77
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
La descripción de los bloques presentados en la Figura puede ser resumida
de la siguiente forma:
Planificador de trayectoria: Genera la señal de salida guiando el
proceso de salida al punto final que se desea de una forma óptima.
Modelo predictivo: Calcula la señal de control (mando)
necesaria para conseguir igualar la salida tras el proceso real con la
deseada que ha establecido previamente el planificador de trayectoria.
Mecanismo
de
adaptación
de
parámetros:
Ajusta
los
parámetros del modelo predictivo para anular el error que se pueda
producir entre la salida y la establecida por el planificador. De la
misma forma, se encarga de informar de las desviaciones producidas
para que pueda redefinir la trayectoria establecida anteriormente.
Para cada uno de estos elementos hay varias opciones, según la elección que
se realice tendremos los diferentes métodos de control predictivo basado en
modelos. Se va a ir viendo ahora cada uno de estos elementos básicos.
6.1.1.1 Modelos de predicción.
Cualquier tipo de modelo a partir del cual se puedan calcular las predicciones
se puede utilizar para la estrategia de control predictivo, algunos de los más
utilizados para el modelo del proceso son [4]:
Modelo respuesta impulsional.
La salida del proceso es:
Parte I. Memoria
Página 78
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
donde hj son las muestras de la respuesta impulsional unidad y q-1 es el
operador retardo unidad, con q-1u(t)=u(t-1) y H(q-1)=h1 q-1+h2 q-2+...+hn
q-n.
La mejor predicción usando este modelo es:
Obsérvese que u (t+k/t)=u(t+k) para k<0.
Las ventajas de este modelo son:
- Requiere poca información a priori.
- Puede describir fácilmente dinámicas poco usuales.
- La predicción es simple y menos sensible a errores puesto que no existen
términos recursivos.
Este modelo no se pude usar con sistemas inestables lo que supone su
principal desventaja.
Modelo respuesta al escalón.
Se supone que la respuesta al escalón se estabilizada tras n períodos de
muestreo.
donde gj son las muestras de la respuesta al escalón unidad y u(t)=u(t)-u(t1), y0 es el efecto acumulativo de los incrementos de control después de n
muestras, estabilizado a un valor constante.
La predicción de la salida del proceso es:
Parte I. Memoria
Página 79
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Este modelo tiene las mismas ventajas e inconvenientes que el modelo
respuesta impulsional.
Modelo de función de transferencia.
El proceso se describe por la ecuación en diferencias:
o
La predicción de la salida del proceso es:
u(t+k/t)
Las ventajas principales de este modelo son:
- Se puede utilizar para modelar sistemas inestables o poco amortiguados.
- El número de parámetros es pequeño.
Por otro lado el modelo presenta las siguientes desventajas:
- Es necesario presuponer el orden del sistema, es decir, n y m.
- La predicción puede hacerse más difícil debido a su naturaleza recursiva.
-Es posible que aumente la sensibilidad frente a los errores.
Este último modelo basado en la función de transferencia es el que se va a
adoptar para el desarrollo de este proyecto.
Tomando u(k) como entrada en el instante k ,y(k) medida en el instante k
como salida e
el modelo basado en
función de transferencia tiene la siguiente expresión:
(Ec.6.1)
Parte I. Memoria
Página 80
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Como en general no se puede saber a priori la dinámica exacta del lazo
abierto descrita por la expresión anterior se empleará como modelo
predictivo una estimación de la expresión anterior:
(Ec.6.2)
Donde
es la salida predicha en el instante k para el próximo instante
k+1.Comose puede observar en esta expresión no se incluye la perturbación
ya que ésta es desconocida. El número de parámetros
así como su
valor pueden ser diferentes a los de Ec.3.1. Además el valor de estos
parámetros podrá ser actualizado en cada instante k por media del
mecanismo de adaptación antes citado.
6.1.1.2 Cálculo del mando a aplicar en el proceso real:
Una vez definido el modelo de predicción así como la trayectoria definida por
el planificador se procede al cálculo del mando de la siguiente forma:
Esta última expresión describe las dos operaciones básicas en el control
predictivo:
i.
Cálculo de la trayectoria deseada.
ii.
Cálculo del control u (k).
6.1.1.3 Trayectoria deseada.
Una de las partes importantes del control predictivo es la elección de la
trayectoria de referencia. Esta trayectoria es la que se desearía conseguir
para alcanzar, en un horizonte dado (h), a la referencia futura. Es decir, en el
Parte I. Memoria
Página 81
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
instante de tiempo k tenemos una predicción de la referencia futura a la cual
queremos aproximarnos de una manera más o menos suave (Figura 6.2).
A partir de esta predicción, obtenemos la secuencia de referencias desde k
hasta k+h. Es ésta una de las principales ventajas del control predictivo sobre,
por ejemplo, los controles PID clásicos. En estos últimos, la referencia se
conoce en el mismo instante en que se necesita, por lo que el esfuerzo de
regulación es más brusco. Sin embargo, con la metodología predictiva, el
regulador dispone de un tiempo para alcanzar la referencia, siendo la
respuesta más suave.
Como es lógico la velocidad de la trayectoria fijará, en cierto sentido, la
velocidad del control predictivo.
Normalmente, suelen emplearse filtros con la finalidad de suavizar la
referencia siendo lo más empleados los siguientes:
-
Filtros de primer orden. Son los más sencillos. Siendo
la
secuencia de referencias futuras, se obtiene la siguiente expresión:
wk .wk 1 (1 ).rk
-
Filtros de segundo orden. Estos filtros permiten que la respuesta
inicial tenga una derivada nula evitando las discontinuidades en el
origen de la trayectoria deseada. Para lograr un filtro lo más rápido
posible sin amortiguaciones es frecuente que se empleen dos polos
iguales y amortiguamiento crítico:
wk n .rk 2. . n .wk 1 n .wk 2
2
-
2
Existen otros filtros de mayor complejidad como, por ejemplo:
wk rk k .(rk y k )
Parte I. Memoria
Página 82
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 6.2. Trayectorias de referencia
En este proyecto se va a partir de un planificador de trayectoria sin filtro ya
que por la naturaleza del sistema no parece estrictamente necesario. En caso
de querer optimizar el control resultante se procederá a añadir el filtro.
Por tanto el planificador de trayectoria es el encargado de generar una salida
deseada. Como principio de diseño, la salida deseada se ajustará a una
trayectoria que partiendo de los actuales valores de la salida alcance el punto
final establecido de una forma suave y poco abrupta y al mismo tiempo
rápida y sin sobrepasos.
Parte I. Memoria
Página 83
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Una forma sencilla y eficiente de generar esta trayectoria consiste en usar la
salida de un modelo estable introduciendo el punto final al que debe llegar
como entrada siendo las salidas del proceso actual las condiciones iniciales.
De esta forma la trayectoria quede definida como:
[Ec.6.4]
Una forma razonable de obtener los parámetros
p q es con la respuesta
a un punto de referencia constante empezando en las condiciones iniciales
y(k) e y(k-1) . Este tipo de respuesta es típicamente la correspondiente a un
segundo orden críticamente amortiguado y de ganancia estática unitaria,
siendo ésta la empleada en el proyecto.
6.1.1.4 Adaptación de parámetros.
De acuerdo al principio por el que se rige el control predictivo, en esta
ocasión se establece la predicción para el instante k+d en vez de k+1.El
control predictivo calcula la acción de control u(k) con la intención de
predecir la salida en el instante k+d. Se puede expresar la salida deseada de la
siguiente forma [5]:
Parte I. Memoria
Página 84
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Esta ecuación también puede ser expresada de la siguiente forma:
De tal forma que:
El error será:
Teniendo en cuenta la expresión del error y aplicando un algoritmo de
optimización basado en mínimos cuadrados con el objetivo de conseguir [5]:
Se obtiene las siguientes dos expresiones de los parámetros y del error
resultante:
(k-1)
[Ec.6.5]
[Ec.6.6]
Parte I. Memoria
Página 85
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
6.2 Diseño de un control predictivo monovariable
El control basado en las ideas expuestas en los párrafos anteriores que se ha
implementado en Simulink es el que se recoge en la siguiente Figura 6.3. El
esquema contiene cálculo del mando (modelo de predicción), predictor
(planificador de trayectoria) y la caja para la adaptación de parámetros.
Figura 6.3 Esquema Simulink del control predictivo.
Parte I. Memoria
Página 86
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En este apartado el control implantado en la caldera será de tipo
monovariable, es decir, se asignará un predictor independiente para cada una
de las tres salidas (Figura 6.4), lo que supone que el control no considerará
el efecto de las variables cruzadas. Para tenerlo en cuenta se desarrollará en
el siguiente apartado un controlador predictivo multivariable.
Los grados de libertad que presenta la caja del control predictivo son tres:
número de muestras, tiempo de muestreo y amplitud incremental del mando.
Se introducirá la planta discretizada con retenedor de orden 0 a través del
comando c2d (planta,ts) de Matlab y que estará por tanto en función del
tiempo de muestreo deseado. Los mandos máximo y mínimo se ajustan al
valor 100 y 0 respectivamente (Figura 6.5).
Figura 6.4: Esquema Simulink control predictivo monovariable
Parte I. Memoria
Página 87
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 6.5: Parámetros a introducir en el bloque predictivo monovariable.
Para conseguir una respuesta óptima y un índice de calidad bueno se probará
por tanteo hasta conseguir la mejor solución.
6.2.1 Resultados predictivo monovariable.
Inicialmente se ha tratado de ajustar los valores partiendo de un tiempo de
muestreo común. Sin embargo, la gran influencia de las variables entre sí,
Parte I. Memoria
Página 88
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
unido a la diferencia de rapidez en sus dinámicas, ha provocado que se tenga
que optar por un tiempo de muestreo distinto en cada caso.
Esta medida no plantea especiales inconvenientes ya que dichos controles
serán implementados en microprocesador y es factible el establecimiento de
distintos periodos de muestreo.
Por otro lado, atendiendo a las funciones de transferencia y sus respectivas
constantes de tiempo (Tabla 6.1) se pueden estimar inicialmente los tiempos
de muestreo a los que funcionará el predictivo. Obsérvese que la constante de
tiempo de la función G11(s) es significativamente mayor que las de G22(s) y
G33(S) por lo que el tiempo de muestreo a priori también lo será.
A medida que el tiempo de muestreo se hace más grande es necesario dejar
un incremento en el mando mayor ya que en caso de limitarlo en exceso para
tiempos de muestreo grandes no consigue alcanzar la salida deseada.
Parte I. Memoria
Página 89
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 6.1 Funciones de transferencia y constantes de tiempo dominantes
Como se ha comprobado en apartados anteriores la primera variable a
controlar (presión de vapor) influye notablemente sobre las otras dos. Por
ello al tantear con tiempos de muestreo mayores los incrementos de mando
afectan a las otras dos salidas provocando grandes oscilaciones e índices de
calidad muy malos.
Por ello y al contrario de lo que se pudiera pensar inicialmente se ha optado
por seleccionar un tiempo de muestreo muy pequeño (0.05 s) que permita un
mando suave (Tabla 6.2).
Los valores finales óptimos de los tres grados de libertad para cada
controlador son los recogidos en la Tabla 6.2.
Parte I. Memoria
Página 90
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Horizonte de
Tiempo de
Incremento
predicción
muestreo(s)
del
mando(%)
Predictor 1
20
0.05
0.1
Predictor 2
25
1
0.5
Predictor 3
20
4
2
Tabla 6.2: Valores de los parámetros de los tres controles predictivos.
Para ejemplificar la imposibilidad de adoptar un periodo de muestreo mayor
en el controlador 1 se ha tomado como tiempo de muestreo 30 s permitiendo
mayor margen en el mando y manteniendo los parámetros de los
controladores 2 y 3 constantes (Tabla 6.2).Las salidas de exceso oxígeno y
nivel de agua (2 y 3) se recogen en las Figuras 6.6 y 6.7 que muestran
claramente las oscilaciones e inestabilidad que se produce.
70
65
60
55
50
45
40
35
30
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Figura 6.6 Salida2 (exceso de oxígeno) para tiempo de muestreo en
controlador 1 ts=30s
Parte I. Memoria
Página 91
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
52
51
50
49
48
47
46
45
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Figura 6.7 Salida3 (exceso de oxígeno) para tiempo de muestreo en
controlador 1 ts=30s
Las gráficas resultantes para los valores de la Tabla 6.2 en comparación con
el caso referencia se muestran en la Tabla 6.3.
Por último, se recoge en la Tabla 6.4 una comparativa de los índices de
calidad logrados con el predictivo y los conseguidos con el mejor ajuste con
los controles PID (cuarto ajuste sin acción diferencial ni oscilaciones)
desarrollado en el apartado anterior.
Parte I. Memoria
Página 92
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 1( Presión de vapor)
Mando 1(Combustible)
Presión de vapor y consigna (%)
Caudal de combustible (%)
60.5
90
Caso referencia
Caso a evaluar
60
Caso referencia
Caso a evaluar
80
59.5
70
59
60
58.5
50
58
40
57.5
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
30
0
Salida 2 (Exceso de oxígeno)
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Mando 2 (Aire)
Oxígeno en exceso y consigna (%)
Caudal de aire (%)
55
100
Caso referencia
Caso a evaluar
Caso referencia
Caso a evaluar
90
50
80
45
70
40
60
50
35
40
30
0
200
400
600
Parte I. Memoria
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
30
0
200 400
600 800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Página 93
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 3 (Nivel de agua)
Mando 3 (Agua)
Nivel en el calderín y consigna (%)
Caudal de agua de alimentación (%)
54
90
Caso referencia
Caso a evaluar
53
Caso referencia
Caso a evaluar
85
52
80
51
75
50
70
49
65
48
60
47
55
46
45
50
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
45
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Tabla 6.3 Gráficas resultantes de salida y mando del control predictivo en
comparación con el caso referencia.
w
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Jpredictivo
0.2641
0.3002
0.3331
0.3631
0.3906
0.4159
0.4392
0.4609
0.4809
0.4996
0.5171
JPID
0.4443
0.5061
0.5624
0.6137
0.6608
0.7041
0.7441
0.7811
0.8154
0.8474
0.8773
Tabla 6.4
Comparativa de los índices de calidad del control predictivo y el PID
Los resultados de la tabla reflejan unos índices considerablemente mejores
que los obtenidos con la metodología de control PID, confirmando de esta
Parte I. Memoria
Página 94
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
forma que el control predictivo proporciona un mejor resultado que con la
metodología de control tradicional.
6.3 Diseño de un control predictivo multivariable
Con el objetivo de mejorar los resultados obtenidos en el apartado anterior
se procede al diseño de un control multivariable. En este caso se emplea un
único controlador para toda la caldera que realiza el proceso de predicción
teniendo en cuenta el efecto de las variables cruzadas.
Por tanto el esquema utilizado es el presentado en la Figura 6.8.
Parte I. Memoria
Página 95
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 6.8 Esquema Simulink del control predictivo multivariable.
Para que el controlador tenga en cuenta los efectos cruzados es preciso
introducir como parámetro los coeficientes de los polinomios característicos
en Z tanto de las salidas como de los mandos. De este modo los coeficientes
se toman a partir de la siguiente expresión:
(Ec 6.7)
Parte I. Memoria
Página 96
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En consecuencia:
(Ec.6.8)
La matriz de polinomios característica de la salida será:
En base a la Ec. 6.8 para cada salida se obtendrá una matriz de polinomios
característicos de los mandos:
La matriz que englobe a todas los polinomios característicos de los mandos
será:
matBu=(
..
Para el cálculo de éstas matrices se ha empleado el programa
coeficientes_multivariable” que se encuentra en el Anexo de este proyecto.
Como en el caso del control predictivo monovariable se tienen 3 grados de
libertad: tiempo de muestreo, horizonte de predicción y amplitud del mando
(Figura 6.9).
Cabe decir que las matrices antes indicadas están en función del tiempo de
muestreo por lo que los coeficientes cambiarán cuando lo haga éste.
Parte I. Memoria
Página 97
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 6.9 Parámetros a introducir en el bloque predictivo multivariable.
Como en el caso del control monovariable los parámetros se optimizarán a
tanteo.
6.3.1 Resultados y conclusiones del predictivo multivariable
El control predictivo multivariable supone establecer un tiempo de muestreo
común a todas las variables a controlar. Como se pudo observar en el
apartado anterior del control monovariable está situación provocaba
Parte I. Memoria
Página 98
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
inestabilidades por la gran influencia de los efectos cruzados y la diferencia
entre las constantes de tiempo.
La implementación de un control multivariable que en el modelo de
predicción contemple dichos efectos no ha sido suficiente para unificar el
control bajo un mismo periodo de muestreo. No ha sido posible encontrar
una solución óptima que mejore los índices de calidad desarrollados
anteriormente. De este apartado se desprende que la presión de vapor
(salida 1) condiciona el diseño del resto de controles por su fuerte influencia
y su constante de tiempo notablemente mayor a la de las otras dos variables
a controlar.
Parte I. Memoria
Página 99
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 7
Resultados y conclusiones del proyecto
En el presente proyecto se partía del modelo implementado en el entorno de
Simulink de una caldera industrial. El objetivo principal consistía en lograr
un control que mejorase el aportado por el Grupo de Ingeniería responsable
del concurso en que se basa este proyecto. El control de la caldera presentaba
como principal problema el acoplamiento de efectos de las variables a
controlar.
En primer lugar, el controlador de referencia de partida, basado en un
controlador PI para cada una de las salidas, hacia pensar que el margen de
mejora era grande con un adecuado uso de la acción diferencial. Sin embargo
y a la vista de los resultados obtenidos ha sido imposible aplicar dicha acción
puesto que tanto el índice de calidad como la respuesta temporal ante un
escalón en la perturbación empeoraban considerablemente. Conseguir una
mayor velocidad a través de la acción diferencial repercutía en cambios
bruscos en el mando que, al ser ponderados en la expresión del índice,
ofrecían una respuesta peor.
En consecuencia, de este primer estudio se ha obtenido como resultado un
controlador PI optimizado (sin acción diferencial) para cada una de las tres
salidas que ofrece una respuesta notablemente mejor que la del modelo de
referencia.
Parte I. Memoria
Página 100
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Como consecuencia de las limitaciones del sistema de control anterior en el
que no se ha podido hacer uso de la acción diferencial por los motivos
expuestos ha sido necesario el diseño de un control más sofisticado: el
control predictivo.
El control predictivo que está indicado para resolver de forma efectiva
problemas de control y automatización de procesos industriales que se
caracterizan por presentar un comportamiento dinámico complicado,
multivariable y/o inestable ha solucionado en gran parte el problema en
cuestión.
En el desarrollo del control predictivo se ha optado en primer lugar por una
versión monovariable e independiente para cada una de las salidas en las que
no se han considerado los acoplamientos en la dinámica interna de cálculo
del propio control. Este primer diseño ha resultado muy satisfactorio al
lograr un índice de calidad claramente mejor respecto del controlador de
referencia como se ha observado en el Capítulo 6.
Por otro lado, para mejorar los resultados del monovariable, se optó por
diseñar un control multivariable que sí tuviera en cuenta los efectos de los
acoplamientos y que pudiera arrojar por ello unos resultados mejores.
Este diseño ha resultado ser un tanto decepcionante. La contemplación de
dichos efectos no ha sido suficiente para mejorar los resultados del
monovariable. Las diferencias entre las dinámicas presentes en la caldera
unido a la fuerte influencia que la primera variable a controlar (presión de
vapor) tiene sobre las otras dos han sido las razones fundamentales por las
cuales no se ha logrado un mejor resultado tal y como se esperaba.
Por tanto, los únicos controladores válidos son dos: el control PI optimizado
y el control predictivo monovariable. Los resultados obtenidos en los dos
controles en lo que se refiere a la respuesta temporal se encuentran
recogidos a continuación a modo de comparativa en las Tablas 7.1 y 7.2:
Parte I. Memoria
Página 101
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 1( Presión de vapor)
Mando 1(Combustible)
Presión de vapor y consigna (%)
Caudal de combustible (%)
60.5
90
60
80
59.5
70
Caso referencia
Predictivo monovariable
Consigna
PI optimizado
59
58.5
58
57.5
Caso referencia
Predictivo monovariable
PI optimizado
60
50
40
0
200
400
600
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
30
0
Salida 2 (Exceso de oxígeno)
200 400 600 800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Mando 2 (Aire)
Oxígeno en exceso y consigna (%)
55
Caudal de aire (%)
100
90
50
80
45
70
Caso referencia
Predictivo monovariable
Consigna
PI optimizado
40
Caso referencia
Predictivo monovariable
PI optimizado
60
50
35
40
30
0
200
400
600
Parte I. Memoria
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
30
0
200 400
600 800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Página 102
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Salida 3 (Nivel de agua)
Mando 3 (Agua)
Caudal de agua de alimentación (%)
Nivel en el calderín y consigna (%)
90
54
Caso referencia
Predictivo monovariable
Consigna
PI optimizado
53
52
85
80
51
75
50
70
49
65
48
60
47
55
46
50
45
0
200
400
600
45
800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Caso referencia
Predictivo monovariable
PI optimizado
0
200 400 600 800 1000 1200 1400 1600 1800 2000
Tiempo (sg)
Tabla 7.1 Gráficas de la respuesta temporal ante escalón en
perturbación(demanda) de los dos controles válidos.
w
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Jpredictivo
0.2641
0.3002
0.3331
0.3631
0.3906
0.4159
0.4392
0.4609
0.4809
0.4996
0.5171
JPI
0.4443
0.5061
0.5624
0.6137
0.6608
0.7041
0.7441
0.7811
0.8154
0.8474
0.8773
optimizado
Tabla 7.2 Índices de calidad de los dos controles válidos: PI optimizado y
predictivo monovariable.
Como ya se ha demostrado a lo largo del proyecto el PI optimizado está
ajustado a unos márgenes de estabilidad adecuados y el predictivo
Parte I. Memoria
Página 103
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
monovariable siempre se mantiene estable por las características propias del
algoritmo predictivo en que está basado.
En conclusión y a la vista de los resultados se puede concluir que el control
más adecuado para ser implementado y que ofrece estabilidad y mejores
índices de calidad es el predictivo monovariable con una clara diferencia
respecto del PI optimizado.
Parte I. Memoria
Página 104
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Bibliografía
[1]José Renato Rodríguez; “Desarrollo de un sistema de control avanzado de la
presión de vapor en una caldera de tubos de fuego”. Tesis doctoral, PUCP-2006
[2] Artículo Pellegrinetti y Benstman; “Nonlinear Control Oriented Boiler
Modeling” (1996).
[3]F.Luis Pagola; Control Digital; Universidad Pontificia Comillas.
[4]Fco.Ignacio Argüello;“Modelización e implementación de un control
predictivo en un microrobot autónomo”;ensayo.
[5] P. J. Gawthrop, H. Demircioglu and I. Siller-Alcalá, “Multivariable
Continuous time Generalised.Predictive Control: State Space Approach to linear
and nonlinear Systems” IEE Proceedings
Control Theory and Applications 1998.
Parte I. Memoria
Página 105
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
PARTE II
ESTUDIO ECONÓMICO
Parte II. Estudio económico
Página 106
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1. Estudio económico
Los sistemas de control sobre procesos se han configurado como uno de los
puntos más críticos e imprescindibles en cualquier actividad industrial.
Atendiendo al caso concreto sobre el que versa el proyecto, el vapor es
empleado para tres objetivos principalmente: generación de calor, materia
prima y generación de electricidad.
Las calderas son sistemas complejos formados por una serie de elementos
interrelacionados entre sí y que requieren de sistemas robustos y eficientes
de control. Un control eficaz de las condiciones de trabajo de una caldera es
necesaria por tres razones: económica, seguridad y medio ambiental. En
primer lugar, el control de ciertos parámetros como temperaturas y
presiones son fundamentales a la hora de evitar ciertos peligros como la
explosiones u otros accidentes. Por otro lado, un control funciona para lograr
mantener unas condiciones óptimas de trabajo y que, por tanto,
proporcionan un gran ahorro. Un ejemplo claro, es la fijación de un
porcentaje de oxígeno respecto de la combustión estequiométrica para
mantener unas condiciones de seguridad y eficiencia energética (Capítulo 2).
Por último, la creciente y masiva demanda por parte de la sociedad de
combustibles fósiles para desarrollar todas las actividades productivas puede
conllevar a un agotamiento de los recursos. Además la combustión de estos
fósiles provoca emisiones de dióxido de carbono nocivas para el medio
ambiente. Puesto que las calderas son grandes consumidoras de combustible
fósil se antoja fundamental el desarrollo de sistemas eficientes de control que
administren adecuadamente los recursos disponibles [1].
La labor de construir un sistema de estas características no siempre resulta
sencilla, siendo habitual grandes inversiones de tiempo y dinero.
Por tanto, el proyecto que se ha desarrollado es perfectamente viable y, lo
que es más importante, rentable. Se ha tratado de ofrecer distintas variantes
Parte II. Estudio económico
Página 107
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
factibles, con especial atención a los mandos a través del índice de calidad,
para ofrecer soluciones que aparte de ser robustas y eficaces también son
eficientes ya que se evita en la medida de lo posible incrementos bruscos en
los mandos y, por ende, gastos innecesarios.
Parte II. Estudio económico
Página 108
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Bibliografía
[1]José Renato Rodríguez; “Desarrollo de un sistema de control avanzado de la
presión de vapor en una caldera de tubos de fuego”. Tesis doctoral, PUCP-2006
Parte II. Estudio económico
Página 109
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
PARTE III
CÓDIGO FUENTE
Parte III. Código fuente
Página 110
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1. Diseño de un control PID por respuesta en frecuencia
% Diseño de un control PID por respuesta en frecuencia
% [control,w0]=dis_afpi(planta,Mf,Fa,Fr,fa,sol,wmin,wmax)
% Esta función diseña un control AF
% control: Función de transferencia del control resultante
% w0: pulsación de cruce
% planta: Función de transferencia de la planta
% Mf: Margen de fase en grados
% Fa: adelanto de fase en grados
% Fr: retraso de fase en grados (de debe especificar positivo)
% fa : Factor de filtrado
% sol: 0 (solución de K máxima) y 1 (solución de K mínima)
% wmin: Mínima pulsación para la búsqueda de la pulsación de cruce
% wmax: Máxima pulsación para la búsqueda de la pulsación de cruce
%
Método
de
diseño:
Apuntes
de
Regulación
Automática,
Pagola
(1992), pag. 132
%Parámetros
Mf=50;
Fa=54.9;
Fr=5;
fa=0.1;
wmin=0.01;
wmax=1000;
aux1=mod(180/pi*angle(freqresp(p,wmin)),-360)+180+Fa-Fr-Mf;
aux2=mod(180/pi*angle(freqresp(p,wmax)),-360)+180+Fa-Fr-Mf;
sol=1;
if (aux1*aux2)>=0
disp('No existe una raiz en el intervalo especificado')
Parte III. Código fuente
Página 111
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
control=[];
w0=[];
return
end
if (Fa>asin((1-fa)/(1+fa))*180/pi)
fprintf('El adelanto de fase ha de ser menor que %f', asin((1fa)/(1+fa))*180/pi)
control=[];
w0=[];
return
end
while (wmax-wmin)>1e-5
wmed=(wmin+wmax)/2;
aux0=mod(180/pi*angle(freqresp(p,wmed)),-360)+180+Fa-Fr-Mf;
if aux0*aux1<=0
wmax=wmed;
else
wmin=wmed;
end
end
% Control AFPI (C(s)=K*(1+Ta*s)*(1+Ti*s)/(1+Ta*fa*s))/s
w0=wmed
C=1/abs(freqresp(p,w0));
%modulo de la planta
if sol==0
x=(1-fa)/2/tan(Fa*pi/180)+sqrt(((1-fa)/2/tan(Fa*pi/180))^2-fa);
else
%x=(1-fa)/2/tan(Fa*pi/180)-sqrt(((1-fa)/2/tan(Fa*pi/180))^2-fa)
Parte III. Código fuente
Página 112
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
x1=((1/fa)-1)/(2*tan(Fa*pi/180))-sqrt((((1/fa)1)/(2*tan(Fa*pi/180)))^2-1/fa);
end
Ti=1/w0*tan((90-Fr)*pi/180) %variable I integral
Ca=C*w0/sqrt(1+(Ti*w0)^2);
Ta=(x1/w0)
%modulo integral y planta
%variable D del PD
K1=sqrt(1+(fa*x1)^2)/(sqrt(1+x1^2)); %modulo del pd
K2=Ca*K1 ;
%modulo completo Kp/I
Kp=K2*Ti
control=tf(conv([K2*Ta K2],[Ti 1]),[Ta*fa 1 0])
return
2. Programa “coeficientes_multivariable.m”
Programa destinado a obtener las matrices de los polinomios caracterismos
en el control predictivo multivariable.
%Funciones transferencia diagonales y cruzadas
c11=tf([5.658 0.02982],[2814 557.6 22.01 0.1476]);
c22=tf([449.1],[54.24 4080 793.7 75.03]);
c33=tf([-0.07702 0.009998],[27.96 8.572 1 0]);
c13=tf([-0.1646],[233.3 1]);
c21=tf([3.138 -1.348],[0.009222 4.567 1.962 0.2108]);
c31=tf([0.2513 -0.001516],[205.7 88.31 9.555 0.2818 0]);
%tiempo de muestreo
ts=1;
%planta discretizada
g11=c2d(c11,ts)
Parte III. Código fuente
Página 113
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
g22=c2d(c22,ts)
g33=c2d(c33,ts)
g13=c2d(c13,ts)
g21=c2d(c21,ts)
g31=c2d(c31,ts)
%periodo de muestreo predictivo multivariable
ts=1
%Matriz con los polinomios de las salidas desde q-1
a=[g11.den{1}(2) g11.den{1}(3) g11.den{1}(4)]
b=[g22.den{1}(2) g22.den{1}(3) g22.den{1}(4)]
c=[g33.den{1}(2) g33.den{1}(3) g33.den{1}(4)]
m=[a 0 0;b 0 0;c 0 0];
matA=m'
%Matriz elementos del mando
%Primera salida y1=(B1/A1)*U1+(B2/A2)*U2+(B3/A3)*U3
B1=tf(g11.num{1},1)*tf(g13.den{1},1);
B1=B1/B1.num{1}(1);%se divide coeficiente de mayor orden
B2=tf(0);
B3=tf(g13.num{1},1)*tf(g11.den{1},1);
B3=B3/B3.num{1}(1);
m1=[B1.num{1}(2)
B1.num{1}(3)
0
0
0;B2.num{1}
0
0
0
0
;B3.num{1}(2) B3.num{1}(3) B3.num{1}(4) 0 0];
M1=m1'
%Segunda salida y2
B1=tf(g21.num{1},1)*tf(g22.den{1},1);
B1=B1/B1.num{1}(1);
B2=tf(g22.num{1},1)*tf(g21.den{1},1);
B2=B2/B2.num{1}(1);
B3=tf(0);
m2=[B1.num{1}(2)
B1.num{1}(3)
B1.num{1}(4)
B1.num{1}(5)
0;B2.num{1}(2) B2.num{1}(3) B2.num{1}(4) 0 0 ;B3.num{1} 0 0 0 0 ];
Parte III. Código fuente
Página 114
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
M2=m2'
%Tercera salida y3
B1=tf(g31.num{1},1)*tf(g33.den{1},1);
B1=B1/B1.num{1}(1);
B2=tf(0);
B3=tf(g33.num{1},1)*tf(g31.den{1},1);
B3=B3/B3.num{1}(1)
m3=[B1.num{1}(2) B1.num{1}(3) B1.num{1}(4) 0 0 ;B2.num{1} 0 0 0 0
;B3.num{1}(2)
B3.num{1}(3)
B3.num{1}(4)
B3.num{1}(5)
B3.num{1}(6)];
M3=m3'
%Matriz completa mandos
matBu = cat( 3, M1,M2,M3)
%Matriz de perturbaciones
B1=zeros(5,3);
B2=zeros(5,3);
B3=zeros(5,3);
matBd = cat( 3, B1,B2,B3);
3. Programa “ajuste.m”
Es el programa empleado en los procesos de optimización del proyecto.
%%%%%%%%%%%%%%
ALGORITMO DE AJUSTE DE UN SISTEMA
%%%%%%%%%%%%%%
POR MINIMOS CUADRADOS
%clear all
clear theta thaux dgn J
format compact
format short e
Parte III. Código fuente
Página 115
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
%%%%%%%%
PARAMETROS Y VALORES INICIALES %%%%%%%%%%%%%%%%%%
th=[3.9302 5.3284e1];
theta=th;
Np=length(theta);
%%%%%%%%%%%%
PARAMETROS DEL ALGORITMO
Tsamp=ts;
% Intervalo fijo de integracion
Nd=tfin/Tsamp;
% Numero de datos en el ajuste
tol1=1;
% Tolerancia (variacion de la funcion objetivo
'V')
tol2=1;
% Tolerancia (variacion de los parametros 'theta')
V=1;
% Inicializacion del valor anterior la funcion
objetivo
Vaux=0.01;
% Inicializacion del valor nuevo de la funcion
objetivo
dgn=ones(1,Np); % Direccion de Gauss-Newton (incremento de los
parametros)
niter=0;
% Numero de iteraciones
%%%%%%%%%%%%%%
CHEQUEO DE LA ESTABILIDAD INICIAL
% Matriz de estado del sistema (linealizacion)
% [A,B,C,D]=linmod('sistema');%
% Flag de estabilidad (¿la parte real de todos los
% Autovalores de 'A' son negativas?)
% stb=all(real(eig(A))<=0);
% if stb==0
% disp('SISTEMA INESTABLE. MODIFICA LOS PARAMETROS DEL REGULADOR')
% return
% end
%%%%%%%%%%%%%%%%%%%%%%%
ALGORITMO DE AJUSTE
while (100*(V-Vaux)/Vaux>tol1 | 100*max(abs(dgn./theta))>tol2) %&
niter<10
Parte III. Código fuente
Página 116
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
niter=niter+1;
% Se incrementa el numero de iteraciones
% Actualizacion de los parametros
th=theta;
%h0=theta(2);
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Simulacion del sistema
sim('sistema',tfin);
%ys=[y(:);y1(:);y2(:)];
ys=y(:);
%ym=[sal(:);sal1(:);sal2(:)];
ym=sal(:);
error=ys-ym;
% Funcion objetivo (error cuadratico medio)
V=sqrt(sum((error).^2)/Nd);
% Construccion de la matriz Jacobiana por diferencias finitas
for i=1:Np
thaux=theta;
h=.001*abs(theta(i)); % Incremento para las derivadas
if abs(theta(i))<10*sqrt(eps)
h=.01*sqrt(eps);
end
thaux(i)=theta(i)+h;
Actualizacion de los parametros
th=thaux;
%h0=thaux(2);
sim('sistema',tfin);
%yaux=[y(:);y1(:);y2(:)];
yaux=y(:);
Parte III. Código fuente
Página 117
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
%ym=[sal(:);sal1(:);sal2(:)];
ym=sal(:);
error=yaux-ym;
J(:,i)=(yaux-ys)/h;
end
% Representacion grafica de 'ys', 'ym' y del error=ys-ym
clf
stairs([ym ys error])
grid
% BUSQUEDA DE 'MU' (ajuste del paso en la direccion de Gauss% Newton para garantizar una disminucion de la funcion objetivo
mu=2;
Vaux=V+10;
stb=1;
% Busqueda de 'mu' mientras no se reduzca la funcion objetivo o
% el sistema sea inestable
while Vaux > V | stb==0
mu=mu/2;
thaux=theta+mu*dgn;
% Actualizacion de los parametros del regulador
th=thaux;
%h0=thaux(2);
% Matriz de estado del sistema (linealizacion)
% Simulacion con los nuevos parametros
if stb==0
yaux=zeros(size(yaux));
else
sim('sistema',tfin);
%yaux=[y(:);y1(:);y2(:)];
yaux=y(:);
Parte III. Código fuente
Página 118
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
%ym=[sal(:);sal1(:);sal2(:)];
ym=sal(:);
error=yaux-ym;
end
% Actualizacion de la funcion objetivo
Vaux=stb*sqrt(sum((yaux-ym).^2)/Nd);
end
% Parametros y funcion objetivo en pantalla
theta=thaux;
parametros_theta=[theta]
Vaux
end
4. Programa “evalua_control_caldera.m”
Es el programa empleado para obtener los índices de calidad (J) respecto del
control de referencia.
% Programa para evaluar el control de la CALDERA
% F. Morilla, octubre 2009
% Carga resultados de la simulación correspondiente al controlador
que hace de referencia
load pruebaCaldera_CL1.mat
registrosr=registros;
% Carga resultados de la simulación correspondiente al controlador
que se quiere evaluar
load monovariable
Parte III. Código fuente
Página 119
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
reg=[mando1(:,2) mando2(:,2) mando3(:,2) registros(:,4)
salida1(:,2) salida2(:,2) salida3(:,2) registros(:,8)
registros(:,9) registros(:,10)];
registros=reg;
% Presenta los resultados
figure(1)
plot(t,registrosr(:,5),t,registros(:,5),t,registros(:,8),t,registr
os1(:,5))
title('Presión de vapor y consigna (%)')
xlabel('Tiempo (sg)')
legend('Caso referencia','Caso a evaluar')
figure(2)
plot(t,registrosr(:,6),t,registros(:,6),t,registros(:,9),t,registr
os1(:,6))
title('Oxígeno en exceso y consigna (%)')
xlabel('Tiempo (sg)')
legend('Caso referencia','Caso a evaluar')
figure(3)
plot(t,registrosr(:,7),t,registros(:,7),t,registros(:,10),t,regist
ros1(:,7))
title('Nivel en el calderín y consigna (%)')
xlabel('Tiempo (sg)')
legend('Caso referencia','Caso a evaluar')
figure(4)
plot(t,registros(:,4))
title('Demanda de vapor (%)')
xlabel('Tiempo (sg)')
figure(5)
plot(t,registrosr(:,1),t,registros(:,1),t,registros1(:,1))
title('Caudal de combustible (%)')
xlabel('Tiempo (sg)')
Parte III. Código fuente
Página 120
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
legend('Caso referencia','Caso a evaluar')
figure(6)
plot(t,registrosr(:,2),t,registros(:,2),t,registros1(:,2))
title('Caudal de aire (%)')
xlabel('Tiempo (sg)')
legend('Caso referencia','Caso a evaluar')
figure(7)
plot(t,registrosr(:,3),t,registros(:,3),t,registros1(:,3))
title('Caudal de agua de alimentación (%)')
xlabel('Tiempo (sg)')
legend('Caso referencia','Caso a evaluar')
% Evualúa la efectividad relativa del cambio de controlador
for w=0:0.1:1,
J=evaluaJCaldera(t,registrosr,registros,tcambio,w),
End
Parte III. Código fuente
Página 121
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Documento Nº2
Pliego de condiciones
Pliego de condiciones.
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice
Capítulo 1 pliego de condiciones generales y económicas .................................................. 1
1.Condiciones generales................................................................................................................ 1
2.Condiciones económicas ........................................................................................................... 2
Capítulo 2 pliego de condiciones técnicas y particulares ..................................................... 4
1.Equipo informático ...................................................................................................................... 4
2.Normas de calidad. ...................................................................................................................... 4
3.Normas de Seguridad e Higiene. ............................................................................................ 5
4.Vida útil del proyecto.................................................................................................................. 5
Pliego de condiciones.
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1
Pliego de condiciones generales
1.1 Condiciones generales
Las condiciones y cláusulas que se establecen en este documento son de
obligado cumplimiento por las partes contratantes.
I. Tanto el administrador como el cliente se comprometen desde la
fecha de la firma del contrato a llevar a cabo lo que se estipule.
II. Ante cualquier reclamación o discrepancia en lo concerniente al
cumplimiento de lo pactado por cualquiera de las partes, una vez
agotada toda vía de entendimiento, se tramitará el asunto por la
vía de lo legal. El dictamen o sentencia que se dicte será de
obligado cumplimiento para las dos partes.
III. Al firmarse el contrato, el suministrador se compromete a facilitar
toda la información necesaria para la instalación y buen
funcionamiento del sistema, siempre que sea requerido para ello.
IV. Asimismo, el cliente entregará al suministrador todas las
características distintivas del equipo comprado y aquellas otras
que considere oportunas para el necesario conocimiento de la
misma a efectos del diseño del presente equipo.
V. El plazo de entrega será de tres meses, a partir de la fecha de la
firma del contrato, pudiendo ampliarse en un mes. Cualquier
Pliego de condiciones.
Página1
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
VI. modificación de los plazos deberá contar con el acuerdo de las dos
partes.
VII. En caso de retrasos imputables al suministrador, se considerará
una indemnización del 1 % del valor estipulado por semana de
retraso.Existirá un plazo de garantía de un año a partir de la
entrega del sistema. Dicha garantía quedará sin efecto si se
demostrase que el sistema ha estado sometido a manipulación o
uso indebido.
VIII. Cumplido dicho plazo de garantía, el suministrador queda
obligado a la reparación del sistema durante un plazo de cinco
años, fuera del cual quedará a su propio criterio atender la
petición del cliente.
IX. En ningún momento tendrá el suministrador obligación alguna
frente a desperfectos o averías por uso indebido por personas no
autorizadas por el suministrador.
1.2 Condiciones económicas
I. Los precios indicados en este proyecto son firmes y sin revisión
por ningún concepto, siempre y cuando se acepten dentro del
periodo de validez del presupuesto que se fija hasta Junio de
2010.
II. El pago se realizará como sigue:
75% a la firma del contrato.
25% en el momento de entrega.
III. La forma de pago será al contado mediante cheque nominativo o
mediante transferencia bancaria. En ningún caso se aceptarán
letras de cambio.
Pliego de condiciones.
Página3
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
IV. El suministrador se hará cargo de los gastos de embalaje y del
transporte, dentro de la ciudad donde se encuentre la
instalación. En caso de ser necesario transporte interurbano, el
gasto correrá por cuenta del cliente. En todo caso, el responsable
de los posibles desperfectos ocasionados por el transporte será
el suministrador.
V. Durante el plazo de garantía, la totalidad de los gastos originados
por las reparaciones correrán por cuenta del suministrador.
VI. Fuera de dicho plazo y durante los siguientes cinco años, los
costes serán fijados mediante acuerdo por ambas partes.
Pasados 5 años, éstos los fijará exclusivamente el suministrador.
Pliego de condiciones.
Página3
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 2
Pliego de condiciones técnicas y
particulares
2.1 Equipo informático
El equipo informático debe estar homologado conforme a la
normativa Europea y Española a fecha de Junio de 2010.
El equipo informático debe instalarse conforme a las
indicaciones del fabricante, manteniendo las condiciones de
humedad y temperatura entre los límites marcados.
Los programas informáticos empleados han de contar con la
licencia preceptiva y cumplir con las condiciones de la misma. En
caso de usar programas de licencia GNU, se deberán respetar las
condiciones de la misma.
2.2 Normas de calidad
Los sistemas se diseñarán de forma que cumplan las normas UNE, CEI y EN
aplicables a este tipo de productos, así como las normas ETSI (European
Telecommunications Standards Institute) para sistemas de radiofrecuencia.
Pliego de condiciones.
Página4
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.3 Normas de seguridad e higiene
El proyecto cumplirá con la Ley 31/95 de Prevención de Riesgos Laborales.
2.4 Vida útil del producto
Los sistemas se diseñarán para una vida útil no inferior a 10 años en
funcionamiento continuo.
Pliego de condiciones.
Página5
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Documento Nº3
Presupuesto
Presupuesto
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1. Presupuesto
En este documento se presentan los cálculos aproximados del coste del
proyecto en lo que hace referencia a la compra de hardware y software
necesarios y coste de ingeniería asociado.
Coste de la mano de obra:
Considerando que el coste de un ingeniero es de 50 euros por hora y que el
tiempo invertido en el proyecto ha sido de 300 horas aproximadamente
tenemos que el coste de la mano de obra es:
Coste del software
Para la elaboración del proyecto se ha requerido de las siguientes
herramientas:
1. Matlab………..1500€
2. Micrsoft office 2007…….600€
Coste del hardware
Un PC comercial corriente es suficiente para la elaboración del proyecto.
Según los precios de mercado se estima un valor final de 600€.
Este coste se vería notablemente incrementado en el caso de querer
comprobar a través de un ensayo real los resultados obtenidos en simulación.
Como se ha comentado anteriormente, ha resultado imposible disponer de
una caldera industrial que se ajuste a las características expuestas en el
concurso, siendo el proyecto eminentemente teórico.
Presupuesto
Página1
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Coste total del proyecto
El coste total es aproximado puesto que se han sobreestimado algunos
factores como las licencias del software, que en muchos casos están
incorporados en las empresas siendo necesario el cálculo de la parte
proporcional de la amortización que corresponden a este proyecto.
Presupuesto
Página2
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Control avanzado de una cadera
Fdo: David Morales Galán
Madrid, Junio de 2010