Luis Echegaray-Dresser Rand
Anuncio

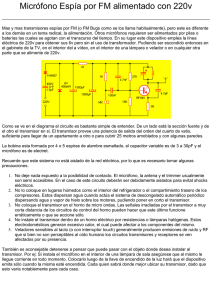
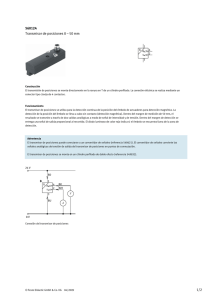
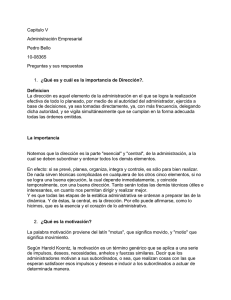
ESTACIONES DE COMPRESION EN MEXICO MEJORAN PRODUCCION E INCREMENTAN CONFIABILIDAD Y DISPONIBILIDAD CON LA ACTUALIZACION Y MODERNIZACION DE SUS SISTEMAS SUPERVISORES Y DE CONTROL LUIS ENRIQUE ECHEGARAY DRESSER – RAND Houston,Texas - USA JORGE ALDANA PEMEX México Presentado en XIV Convención Internacional de Gas de la Asociación Venezolana de Procesadores de Gas (AVPG) Mayo 10 - 12, 2000 Caracas, Venezuela ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Estaciones de Compresión en México mejoran producción e incrementan confiabilidad y disponibilidad con la actualización y modernización de sus sistemas supervisores y de control 1. Introducción El usuario (PEMEX, Activo Jujo/ Tecominoacan, sistemas de compresión) tenia problemas de disponibilidad y confiabilidad con 15 paquetes de compresión Ruston/Dresser-Clark en las plantas de “Jujo” y “Paredón” en la zona del estado de Tabasco, México. Los trenes cuentan con turbina Ruston TB-5000, y compresores Dresser-Clark 341B4/3 (compresores de baja) y 25.08B8 (compresores de alta), patín de separadores, y patín de enfriadores. Por los altos problemas de confiabilidad y disponibilidad de estas plantas, el usuario optó por modernizar y actualizar las estaciones con tecnologías que efectivamente resolvieran los problemas causados por el ambiente sulfúrico y la obsolescencia de los sistemas de control instalados. 2. Situación Las estaciones de Compresión “Jujo” y “Paredón” iniciaron operación en 1979 y 1989 respectivamente para manejar la producción de gas de estas baterías de separación del activo de Producción Jujo/Tecominoacan para su envío a los centros procesadores de gas de Cactus y Nuevo Pemex. Con la siguiente capacidad Estación de Compresoras Jujo 52,260 HP 149 MMPCD Estación de Compresoras Paredón 100,100 HP 431 MMPCD El servicio principal de estas estaciones es la compresión a alta presión de vapores, baja presión e intermedia presión de las baterías. El gas manejado de estas baterías contiene relativamente alta concentración de sulfúrico (H2S) que ha causado el prematuro deterioro por corrosión de los sistemas de la planta. Además, los sistemas de control no se prestaban a efectivamente diagnosticar un fallo o a asistir los sistemas de mantenimiento preventivo que el usuario quería instalar. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 2 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS 3. Problemas Las altas concentraciones de H2S causaron el deterioro de todos los sistemas de la planta. En particular los sistemas de apoyo, seguridad, supervisorios y de controles estaban operando en forma muy deteramental para los trenes de compresión ya que estos causaron altos problemas de disponibilidad para la planta. Aunque la corrosiva atmósfera causaba altos requerimientos de mantenimiento preventivo, eventos de mantenimiento correctivo de turbinas, compresores, sistemas de control, y sistemas de planta (separadores, controladores de presión y proceso, etc.) fueron los principales causantes de esta baja disponibilidad. 3.1. Daños de turbinas y compresores La falta de confiabilidad del Sistemas en; Control de temperaturas de combustión de la turbina, control de inestabilidad del compresor (Surge), supervisorios de detección de flama (ignición), control de velocidad, control de proceso, etc. causaron varios fallos catastróficos de los trenes de compresión. 3.2. Excesivo Daños de sistemas de control. El ambiente corrosivo afecto drásticamente a los tableros de control en que; las tarjetas sé corroían al punto de que las vías perdían interconexión por la corrosión, los sistemas analógicos que contaban con potenciometros de ajustes perdían el ajuste, las interfaces de los tableros no trabajaban confiablemente ya que los contactos de las botoneras o lamparas sé corroían, y los dispositivos en campo (como los transmisores de temperatura y presión, sistemas de detección de flama, sistemas de interfaces a la válvula de control de gas combustible) tenían frecuentes fallos. Siguiente se ilustra la corrosión en las tarjetas del sistema de control siendo reemplazado. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 3 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Como resultado de la falta de confiabilidad de los sistemas de control fue que los trenes de compresión tuvieran alta necesidad de mantenimiento correctivo por, daños al generador y turbina de gas, daños a los compresores, inhabilita de afectar arranques de los equipos, y muy altos tiempo en determinar y repara fallos de operación ya que varios de los subsistemas carecían de operación confiable. El tablero de control original se le habían hecho tanto mantenimiento correctivo para mantenerse operando que estaban en malas condiciones. 4. Soluciones. Como soluciones a los problemas arriba mencionados, el usuario considero el cambio de los 15 paquetes de compresión, la actualización de los equipos mecánicos y la actualización y modernización de los sistemas de supervisión y control. El cambio de los paquetes fue descartado por el costo de capital para estos cambios y el tiempo que un proceso de licitación, construcción, entrega, e instalación tomaría. Estos procedimientos tomarían entre dos y tres años para completar a un alto costo y simplemente el usuario no tenía el tiempo para realizar estos trabajos ya que la producción era sumamente importante durante esta época. Para Petróleos Mexicanos, el proceso de licitación se puede tomar fácilmente sobre un año. La fabricación de los nuevos equipos de compresión, pruebas y entregas de estos se tomaría fácilmente otro año, con instalación y puesta en marcha de 6 a 10 meses. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 4 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS La solución selecta entonces fue la de reparar los equipos dañados y integrar un sistema de control nuevo que les diera la reducción en eventos de mantenimiento correctivo. Como una primera fase a la modernización y actualización de estas estaciones, el usuario le pidió al fabricante de los equipos de compresión (Dresser-Rand), que le entregaran una propuesta para el "retrofit” de los tableros de control e instrumentación de los trenes de compresión que contaran con las siguientes capacidades. a) Que sean sistemas de control digital desarrollado con tecnología basada en microprocesadores, que realice las estrategias de control y protección, que permitan una operación segura de los turbocompresores. b) Que sean sistemas flexible y expandibles, que a futuro se les pueda incorporar sistemas de control adicionales. c) Que cuenten con un sistema diagnostico que permita localizar con rapidez y certeza el origen de falla para reemplazar el elemento o elementos con problema y restablecer el sistema. d) Que sea capaz de establecer tendencias de operación de todos los parámetros del sistema y permita la edición de datos para generar reportes. e) Que se mantenga la válvula de gas combustible actual. f) Que los sistemas de control eliminen en su totalidad los sistemas analógicos existentes e instrumentación desconfiable, y que todos los sistemas auxiliares del tren como los sistemas de inestabilidad del compresor, lubricación, gas combustible, enfriamiento, detección de flama, separadores y temperatura de combustión queden propiamente instrumentados e integrados a los sistemas de control supervisorio del nuevo tablero. g) Que el sistema sea respaldado en su totalidad por el contratista, y que este se responsabilice 100% del sistema al igual que la instalación. 5. El proyecto de modernización y automatización de los sistemas de compresión se hizo en tres fases. Ø La primera fue la substitución de los tableros de control y la actualización y adición de dispositivos de instrumentación y actuación de válvula de control de gas combustible. Ø La segunda fue la integración de los tableros de control a la consola de control supervisorio de la planta y la supervisión de los 8 cabezales de las plantas. Ø La tercera fue la integración del control y supervisión de los módulos de compresión (Los módulos comparten los sistemas regulatorios de control de presión de succión y de gas combustible de dos a tres unidades). AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 5 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS 5.1. Primera fase, Substitución de los sistemas de control. La substitución de los sistemas de control en esta fase incluye el nuevo tablero de control, y los siguientes sistemas. Sistema de Control inclusive de: Ø Todas la funciones requeridas de control, supervisión (monitoreo), auto protección, y seguridad para la protección del tren están integradas en el sistema de control. Ø Los parámetros mayores de proceso y condiciones de estados asociadas con la operación precisa del tren, son supervisadas por el sistema de control de acuerdo a los parámetros requeridos. Ø Los controladores exclusivos del contratista integrados en el PLC para: Control del proceso (control de capacidad), surge, temperatura, velocidad, y coordinación de compartimento de carga con el control de estación (segunda fase). Ø El sistema de supervisión de Vibración del contratista integrado al chasis del PLC para hacer la interfaz a los censores de desplazamiento y axial existentes, y los acelerometros añadidos para el generador de gas y turbina de potencia. Ø Secuencia de arranque, carga y paro integrada en el PLC. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 6 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Ø Interfaz al Operador basado en Windows NT. Ø El sistema de Interfaz al Operador de incluye una computadora Pentium PC, teclado, ratón y monitor VGA de 15”. Ø Un (1) Sistema Controlador Lógico Programable (PLC) de GE Fanuc serie 90-70 para el control y supervisión (monitoreo) de cada tren. Ø Los materiales de instalación. Ø Varios transmisores se le añadieron a la aplicación para mejorar la habilidad de supervisar el tren y para integrar los diagnósticos deseados por el usuario. Ø Los Siguientes Transmisores se añadieron: 1. Transmisor de Presión - Presión de Succión 1ra Etapa (control de surge) 2. Transmisor de Presión - Presión de Succión 2da Etapa (control de surge) 3. Transmisor de Presión - Presión de Descarga 1ra Etapa (control de surge) 4. Transmisor de Presión - Presión de Descarga 2nda Etapa (control de surge) 5. Transmisor de Presión - Presión del Sistema de Aceite Lubricante 6. Transmisor de Presión - Presión Aceite Lubricante por la bomba de emergencia 7. Transmisor de Presión - Presión del Aceite Lubricante del Compresor 8. Transmisor de Presión - Presión suministro de gas combustible. 9. Transmisor de Presión - Presión Gas Combustible - a turbinas. 10. Transmisor de Presión - Presión de Gas Combustible a inyectores. 11. Transmisor de Flujo - Flujo de Succión 1 ra. etapa (para control de Surge) 12. Transmisor de Flujo - Flujo de Succión 2 da. etapa (para control de Surge) 13. Transmisor de Flujo - Gas Combustible 14. Transmisor de Presión Diferencial - Alta Presión Sello Aceite del Compresor 15. Transmisor de Presión Diferencial - Baja Presión Sello Aceite del Compresor 16. Transmisor de Presión Diferencial - Alta Presión Sello Gas del Compresor 17. Transmisor de Presión Diferencial - Baja Presión Sello Gas del Compresor 18. Transmisor de Presión Diferencial - Filtros Succión a Bomba de Sello Aceite 19. Transmisor de Presión Diferencial - Filtros Descarga a Bomba de Sello Aceite AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 7 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS 20. Transmisor de Presión Diferencial - Filtros de Aceite Lubricante de la Turbina 21. Transmisor de Presión Diferencial - Filtros de Aceite Lubricante - turbina (GG). 22. Transmisor de Presión Diferencial - Filtros de Aceite Lubricante - Compresor y PT 23. Transmisor de Presión Diferencial - Filtros de Entrada de Aire 24. Transmisor de Presión Diferencial - Separador de Succión Ø Los siguientes Termopares y Termoposo se suministran con este paquete: 25. Termopares y Termoposo - Succión del Compresor 1ra Etapa 26. Termopares y Termoposo - Succión del Compresor 2da Etapa 27. Termopares y Termoposo - Descarga del Compresor 1ra Etapa 28. Termopares y Termoposo - Descarga del Compresor 2da Etapa 29. Termopares y Termoposo - Temperatura del Degasificador 30. Termopares y Termoposo - Temp. de aceite lub. Comp. de Baja. 31. Termopares y Termoposo - Temp. de aceite lub. Comp. de Alta 32. Termopares y Termoposo - Temperatura de Aceite de Sello 33. Termopares y Termoposo - Temperatura de Aceite Lubricante - turbina 34. Termopares y Termoposo - Temperatura Tanque del Aceite Lubricante 35. Termopares y Termoposo - Temperatura Aire Entrada Generador de Gas Ø Los siguientes Transmisores de Nivel se Suministraran con este paquete: 36. Transmisores de Nivel del Separador de 1ra. Etapa 37. Transmisor de Nivel - Separador de Descarga de la 2da Etapa 38. Transmisor de Nivel del Separador del Gas Combustible 39. Transmisor de Nivel del Separador de succión. Ø Controlador digital para el posicionamiento de la válvula de gas combustible. Este ensamblaje esta exclusivamente diseñado y construido por el contratista con el fin de reemplazar las tarjetas analógicas y obsoletas del original equipo. Estos sistemas incluyen un manejador de motor de pasos de 4 fases por el cual la válvula de control de gas combustible puede accionar la válvula existente con mayor resolución y confiabilidad. El nuevo ensamblaje se diseño para ubicarse en campo en la misma caja donde las tarjetas analógicas del sistema anterior estaban. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 8 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Ø Comunicaciones Ethernet por fibra óptica. Los sistemas particulares, registrados de control e interfaces hombre maquina del contratista integran una red Ethernet que integra los sistemas de Control por Lógica Programable (PLC) a su Computadora de interface (PC). De la computadora de interface se integra otra red Ethernet a comunicarse con sistemas remotos supervisorios y/o de control de estación. Ø Comunicaciones por LAN tipo Genios para los módulos de entradas y salidas remotos. Los PLC’s utilizados por el contratista también integran una Red de Control Local (LAN) de alta velocidad para integrar los módulos de entradas y salidas a los sistemas del controlador PLC por medio de un simple par de cables trenzados. Estos módulos se montan en campo cerca de los instrumentos a los cuales le da interface eliminando la mayoría del cableado que un control convencional requeriría. La mayor ventaja de estos módulos es la capacidad de diagnósticos avanzados que estos exhiben. A medida de circuito estos pueden diagnosticar si un dispositivo de campo este fallando hasta sin actuarlo. Esto también incrementa la confiabilidad del sistema integral. Ø Barreras Intrínsecas para la interfaz con los 20 Termopares del generador de gas y las señales de vibración de los compresores. 5.1.1. Por medio de esta primera fase se cumplieron las siguientes metas; a) Que toda la instrumentación quede a base de transmisores para el monitoreo y protección de las variables de proceso y sistemas auxiliares. b) Se integra un sistema de captura de datos y tendencias. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 9 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Este sistema automáticamente captura eventos de disparo estableciendo un archivo de todo parámetro del sistema tres minutos previos el evento y dos después. El sistema también permite el monitoreo dinámico de todas las variables del sistema con resolución de 0 a 60 segundos, 0 a 60 minutos, 0 a 60 horas, o 0 a 60 días. c) Que se eliminen todos los componentes analógicos que requieren calibración. d) Que se pueda integrar monitoreo individual de temperaturas de combustión de la turbina de gas. e) Que se le añade instrumentación entre las etapas de compresión para supervisar efectivamente los compresores y enfriadores. f) Implementar algoritmo para establecer control de ignición de sistema de flama. Se eliminan los detectores de flama. g) Se integra el sistema de control de surge al control. neumático. Se elimina el sistema h) Se integran los sistemas de supervisión y protección de vibración, eliminando un monitor dedicado y desconfiables interruptores de vibración de la turbina. i) Se integra el control de proceso al sistema de control. j) Se moderniza y actualiza la válvula de control de gas combustible. Se le cambia el motor de pasos por un motor de mayor resolución y torque. Se cambian las electrónicas de interfaz a la válvula. k) Se integran comunicaciones digitales a fibra óptica con sistemas supervisorios remotos. l) Se integran dispositivos inteligentes en campo de entradas y salidas al sistema de control. Elimina cableado y facilita diagnósticos remotos de dispositivos a controlar, cableado y circuitos. m) Se desarrollan pantallas de visualización de todo parámetro del tren de compresión. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 10 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS n) Se implementa un sistema automático de desarrollo de reportes. 5.2. Segunda fase del proyecto; Se integran los tableros a las consolas supervisoras y de control de proceso de las estaciones. Ø Comunicaciones por fibra óptica. Ø Los tableros se integraron a las consolas vía comunicaciones Ethernet por cables de fibra óptica. Se desarrollaron gráficas por las cuales la supervisión de la estación se puede visualizar en forma completa desde las consolas. Residente en estas consolas (una en la planta de Paredón y una en Jujo) también se incluyo un PLC por el cual se realiza el control supervisor de los 9 cabezales de la estación. El PLC también permite el compartimento de cargas de los compresores de la estación. Fiber Optic Cable Control Room Batteries Charger Station Control Console MCC AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Fire & Gas Página 11 ASPECTOS OPERATIVOS Y OPTIMIZACION EN COMPRESION DE GAS Ø Esta importante etapa del proyecto le da al operador habilidad de efectivamente supervisar la estación y de integrar la siguiente etapa de control de los módulos de compresión. 5.3. Tercera etapa. Control de Módulos de compresión e integración de sistema de seguridad a la estación. Dos a tres unidades se integran a lo que es un “Modulo” de compresión. Cada modulo tiene su propio sistema de control de presión de succión y de gas combustible. Estos sistema fueron automatizado por medio del PLC de estación. Dispositivos se añadieron para automatizar estos controles desde el nuevo sistema de control de estación. Los sistemas fueron diseñados para operación segura en el evento que el control remoto falle. También por esta etapa se integra un sistema de paro seguro de los módulos y de la estación de compresión. 6. Resultados La mayoría de las unidades ya están en su segundo año de operación. Las unidades han mejorado a un mas de 98% de disponibilidad. Los ingenieros de planta han logrado a establecer un buen programa de mantenimiento preventivo ya que no están frecuentemente participando en tareas de mantenimiento correctivo. Los diagnósticos del sistema les permite efectivamente identificar áreas problemáticas en forma segura e inmediata. El usuario esta integrando mas controles supervisorios a los sistemas instalados para seguir utilizando los sistemas flexibles de la aplicada estructura. AVPG, XIV Convención de Gas, Caracas, Mayo 10 al 12, 2000. Página 12