Nota del Director - Universidad de Pamplona
Anuncio

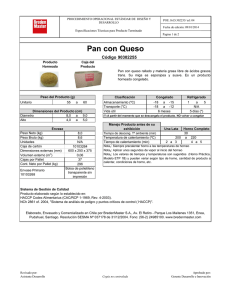
ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada ALGORITMOS Y SISTEMAS DE CONTROL BORROSO APLICADOS EN LA PLANTA DE CALCINACIÓN DE LA INDUSTRIA DE PRODUCCIÓN DE NÍQUEL Ph.D. Antonio Faustino Muñoz Moner, Ph.D. Aldo Pardo García Universidad de Pamplona Ciudadela Universitaria, Pamplona, Norte de Santander, Colombia Tel: 57-975-5685303, Fax: 57-975-5685303 ext 156 e-mail: [email protected], [email protected] Abstract: Los hornos rotatorios de calcinación constituyen procesos multivariables caracterizados por una gran incertidumbre y fuerte no linealidad en su comportamiento. Los principales objetivos del control en los mismos son garantizar la calidad del producto final y lograr un ahorro de energía, lo que se obtiene manteniendo un perfil de temperaturas adecuadas y una buena combustión. En el presente trabajo se presentan los resultados alcanzados con la simulación del control borroso de un horno de calcinación de níquel empleando un software propio que se corresponde con una estructura clásica de controlador borroso. Se realiza una comparación de estos resultados con los que se obtienen mediante la utilización de un algoritmo PI discreto, observándose que el control borroso ofrece respuestas más suaves. Keywords: Control Borroso, Proceso de calcinación, algoritmo de control PI discreto El control borroso (FUZZY) constituye un método de emular el comportamiento humano cuando se controlan procesos complejos, especialmente adecuado para sistemas con un alto grado de incertidumbre, los cuales a menudo son controlados exitosamente por operadores humanos, quienes utilizan como estrategia de control reglas lingüísticas. 1. INTRODUCCIÓN El proceso tecnológico de calcinación de níquel es un proceso muy complejo, pues su naturaleza no lineal, distribuida y variable en el tiempo hace imposible la obtención de un modelo matemático preciso, utilizable para fines de control. Esto ha llevado a apelar al desarrollo de estrategias de control que no requieren de modelos clásicos, entre ellas técnicas de inteligencia artificial basadas en la experiencia de operación manual (humana) del proceso. Este artículo describe los ensayos realizados a escala de simulación (con datos reales) para el control borroso del horno mencionado, con el objetivo de obtener conclusiones preliminares para la posible implementación del algoritmo en un sistema de supervisión y control en tiempo real. 25 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada 2. BREVE DESCRIPCIÓN DEL PROCESO DE CALCINACIÓN EN EL HORNO (KILN) La operación del horno tiene los siguientes objetivos: • Obtener un producto con calidad, lo que se expresa a través de las especificaciones siguientes: Níquel ≥ 76 % Hierro ≤ 0.70 % Azufre ≤ 0.03 % Cobalto ≤ 1.30 % Densidad: 275 - 285 g/cm3 • Obtener la mayor cantidad posible de producto en la unidad de tiempo. • Consumir la menor cantidad posible de petróleo. El proceso de calcinación de níquel constituye una importante etapa dentro de esta planta niquelífera, la cual usa como materia prima mineral laterítico y lixiviación amoniacal. En este proceso se obtiene óxido de níquel a partir de carbonato básico de níquel en un horno rotatorio (kiln). En la primera etapa dentro del horno el material se seca, eliminándose totalmente el agua libre y parcialmente la de constitución de las moléculas. En la segunda etapa ocurre la calcinación consistente en la descomposición del carbonato, la cual se puede representar por la siguiente ecuación: (1) NiCO 3 5 Ni (OH )2 NiSO 4 4H 2 O → 7 NiO + CO 2 + SO 3 + 9H 2 O Según la experiencia, acumulada durante años por el personal encargado del trabajo del horno para obtener un producto con calidad, es decir, dentro de las especificaciones dadas se deben tener en cuenta los tres aspectos principales siguientes: • Mantener cierto perfil dado de temperaturas dentro del horno. • Lograr una buena combustión. • Mantener una alimentación estable. En la etapa final (la 3ra.) tiene lugar la combustión, donde la temperatura alcanza valores entre 1000 y 1400 °C, aquí ya se obtiene el producto final que pasa a la zona de enfriamiento antes de su descarga. Existe invariablemente incertidumbre en las características del material procesado que pueden atribuirse al contenido de humedad variable y a la naturaleza también variable de su composición química. El proceso de calcinación es por tanto no lineal y no estacionario por naturaleza. El horno que analizamos (ver fig. 1), consiste en este caso concreto en un cilindro rotatorio de acero de 56 m de longitud y 3.5 m de diámetro, éste posee una ligera inclinación con respecto a la horizontal y está revestido interiormente con aislante refractario. Dicho cilindro rota a una velocidad constante de 48 rph y el material es alimentado por el extremo superior. La inclinación del cilindro y su rotación permiten que el material se desplace a través de las distintas zonas. El proceso de intercambio calórico tiene como fuerza motriz el gradiente de temperatura dentro del horno, y es el principal factor en la obtención de un producto con la calidad requerida, Es por esto que es importante mantener el perfil de temperaturas dentro del horno. A su vez, en la práctica, este perfil está gobernado por la temperatura en la zona de secado. Para operar con un consumo mínimo posible de petróleo es decir de forma eficiente, se debe lograr una combustión adecuada. Esto se consigue manteniendo una relación correcta aire-petróleo-vapor de atomización. Una combustión adecuada garantiza además una atmósfera favorable dentro del horno para la reacción química y evita la presencia de azufre en el producto calcinado. Entre el 20 - 40 % del aire necesario para la combustión (aire primario), se introduce en el horno junto con el combustible, la otra parte del aire necesario (aire secundario), se obtiene mediante el tiro inducido y penetra al horno a través del sistema de descarga del producto final, contribuyendo a su enfriamiento, por tanto entra caliente al horno. Por otra parte el tiro inducido modifica la forma de la llama, lo que permite transportar calor de una zona a otra del horno. Fig.1 Horno rotatorio de calcinación. El calor en el horno se provee mediante la combustión de petróleo atomizado con vapor y mezclado con aire en un quemador situado en la parte inferior. Los gases que se producen durante el proceso son extraídos contínuamente mediante un ventilador de tiro inducido, por la parte superior; mientras que el polvo arrastrado por éstos se recupera en un ciclón y un precipitador electrostático dispuestos en serie y se devuelve al horno a través de transportadores sinfín. En cuanto a producir la mayor cantidad posible de óxido, esto se logra manteniendo un flujo alto y estable de material dentro del horno, lo que depende básicamente de la operación de los equipos precedentes, así como de los otros subprocesos de la planta. 26 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada En el pasado, en este mismo horno objeto de nuestra investigación se implementaron diferentes estrategias de control clásico las cuales no tuvieron éxito. La dirección de la empresa atribuye esto fundamentalmente a la concepción de aquellos sistemas de control, formados por lazos separados para las variables sin tener en cuenta las interacciones mutuas entre éstas. Al realizarse nuestros trabajos la operación está totalmente en manos de los operadores. Para propósitos de modelado y control es necesario caracterizar al proceso con un enfoque sistémico (de caja negra): estados, entradas, salidas. De entre las principales variables de estado y de control del horno, se seleccionaron como variables de entrada: el cambio en el flujo de petróleo (∆Fp), el cambio en la presión de tiro (∆P) , el flujo másico de carbonato alimentado o carga (Fc), la humedad (Hc) y la composición del mismo (Cc), de ellas las dos primeras son variables de acción, en tanto que las últimas son consideradas perturbaciones, y como variables de salida se tomaron la temperatura de la zona de secado (T3) y el porciento de oxígeno en los gases de salida (O2). En la figura 2 se muestra un esquema en bloques que representa el proceso del horno como “caja negra” Fc ∆Fp ∆P Hc elegimos funciones trapezoidal, donde: de forma MB: Muy baja(o) B: Baja (o) DM: D: Disminuir Mucho Disminuir N: A: Normal Alta(o) M: AU: Mantener Aumentar MA: Muy Alta(o) AM: Aumentar mucho IF (X is Ai AND Y is Bi ) THEN (Z1 is Ci , Z2 is Di ), i=1,2,...,25 (2) Donde: X e Y : variables lingüísticas que representan las dos variables de estado del proceso. Z1 , Z2 : variables lingüísticas que representan las variables de control. Ai , Bi , C i , Di : conjuntos borrosos en los universos de discurso U, V, W, S, respectivamente. O2 T3 Fig.2 Proceso de calcinación como “caja negra”. La base de reglas está integrada por 75 reglas agrupadas en 3 “sub-bases’’ de 25 reglas, para cada uno de los tres rangos de carga considerados (Baja, Media y Alta): Baja (7 a 10 t/h) Media (11 a 15 t/h) Alta (16 a 20 t/h) 3. ESTRATEGIA DE CONTROL DEL HORNO Nuestro controlador borroso posee una estructura conceptual clásica [3], puede trabajar con cualquier número de variables de entrada y salida, (solo limitado por la memoria disponible), cuyos universos de discurso pueden tener cualquier número de particiones con funciones de pertenencia de diferentes tipos, tales como: triangulares, trapezoidales, gaussianas, exponenciales y sigmoidales. Además permite la selección de dos operadores composicionales sup-min y sup-producto y es capaz de admitir los datos de diferentes formas: teclado, programa, fichero, memoria y puerto. La base de conocimiento y especialmente la partición borrosa de las variables, se obtuvieron a partir de los criterios de operadores experimentados. La partición borrosa de las variables de entrada y salida se muestra en la figura 3 a y b. Como puede verse, El antecedente forma un conjunto borroso Ai × Bi en el espacio producto U×V. El consecuente es la unión de dos acciones de control independientes, es decir, el algoritmo de control funciona como el de dos controladores borrosos de múltiple entrada y simple salida separados. Por tanto la i-ésima regla RiMIMO puede representarse como una implicación borrosa RiMIMO : ( Ai × Bi ) → ( Z1 × Z2 ) (3) Una de las sub-bases que integran la base de reglas, representada en forma de arreglo, resulta como sigue: 27 Universidad de Pamplona I. I. D. T. A. pertenencia En este caso existen “metareglas ” de inferencia clásicas (no borrosas), que conmutan a cada una de las tres sub-bases de reglas independientes. Lo que se explica a continuación valdría cualitativamente para cualquiera de ellas. El rango distintivo entre las tres sub-bases de reglas viene dado por el hecho de que, ante igual antecedente tienen en general diferente consecuente. Siendo el proceso de múltiple entradamúltiple salida y teniendo en cuenta las interacciones entre las variables, optamos por un controlador también de M.E.M.S., en el que cada regla puede ser expresada mediante una sentencia lingüística de la forma: Cc HORNO DE CALCINACIÓN de ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada CARGA µ µ 1 1 A L T A 0.5 0 400 µ 600 1 M E D I A 0 400 µ 0 800 T3 [° C] 0.5 600 800 T3 [° C] 1 0.5 0 400 600 1 2 3 O2 [ % ] 1 2 3 O2 [ % ] 1 2 3 O2 [ % ] M D DM 0 2 ∆P[mmH2 O] 0 2 ∆P[mmH2 O] 0 2 ∆P[mmH2 O] µ 1 0.5 0 µ B A J A 0.5 0 0 1 0.5 0 800 0 T3 [° C] (a) CARGA µ 1 0.5 0 -200 µ 1 DM D A µ 1 L M A AM T 0.5 A 0 0 200 -2 ∆Fp[ l/h ] M µ 1 E D I 0.5 0 -200 µ ∆Fp[ l/h ] µ B A J A 0.5 0 -200 0 -2 200 1 0 A 0.5 A 0 AM 1 0.5 0 -2 200 ∆Fp[ l/h ] (b) Fig. 3 Partición borrosa de las variables. 28 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada Tabla 1. - Sub-base de reglas para carga baja →T3 MB ↓ O2 MB B N A MA ∆Fp MA AU AU AM AM B ∆P AM AM AU M A N ∆Fp MA AU AU A AM ∆P AM AM AU M M ∆Fp D MA MA M M Una regla típica de esta sub-base sería, por ejemplo: (5) La estrategia de desemborronado empleada es el centro de gravedad ∫ µ.(U i )dUi ∫ dµ MA ∆P MA MA D DM D ∆Fp DM DM DM M DM ∆P MA D D DM DM ∆T 3( s) K1 = ∆Fp( s) (T1s + 1)(T 2 s + 1) ∆O2 (s ) K2 = ∆Fp( s) (T 3s + 1)(T 4s + 1) ∆T 3( s) K3 = ∆P( s) (T 5 s + 1)(T 6 s + 1) ∆O2 (s ) K4 = ∆P( s) (T 7 s + 1)(T 8s + 1) Para la toma de decisiones se tomó el operador composicional “sup-min” (Zadeh), de forma tal que: U i° = ∆Fp DM D D M D extremadamente variable y depende de las condiciones prevalecientes en el horno. Tomamos las funciones de transferencia [5], siendo las mismas de 2do orden, tal como se aprecia en (7). R4 : Si T3 es MB (“Muy Baja’’) Y O2 es A (“Alto’’) ENTONCES ∆Fp es AM (“Aumentar mucho”); ∆P es M (“Mantener”) (4) 25 i 2 25 R = U R MIMO = U U [( Ai . Bi ) → Z k ] i =1 k −1 i =1 A ∆P MA AU MA DM DM (6) (7) Sobre la base del modelo del proceso previamente definido, el esquema general del sistema de control a simular es el descrito en la figura 4 Donde: Ui : iésima variable de salida (acción) Ui° : valor determinista de Ui para algún vector de entrada dado. µ(Ui) : función de pertenencia que representa la distribución posibilística de salida resultante de la unión R. 4. SIMULACIÓN DEL CONTROL DEL HORNO Ante la necesidad de realizar experimentos sobre un modelo computacional, se simuló el proceso mediante un modelo clásico determinista que se obtuvo a partir de la respuesta dinámica del kiln ante cambios en escalón de las entradas, utilizando el clásico método de la curva de reacción. Esta forma de representación constituye, de hecho, una simplificación grosera debido a que, como antes explicamos, el horno está sometido a perturbaciones aleatorias que no pueden ser cuantificadas y además la respuesta del proceso ante cambios en las entradas de control es no lineal, Fig. 4 Esquema del sistema de control simulado. Para cada rango de carga (baja, media y alta) [5], se 29 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada tomó de un juego de valores de los parámetros del proceso K, T1, T2, según se muestra en la tabla 2, atendiendo a que el comportamiento del horno varía de una condición de carga a la otra. Tabla 2. Parámetros de las funciones de transferencia del proceso Carga Baja Media Alta K1 (° °C/l/h) 0.7 0.6 0.7 K2 (% / l/h) -0.004 -0.005 -0.006 K3 (° °C/mm H2O) -44 -36 -24 En el esquema anterior, para el control borroso, el bloque llamado controlador posee una estructura clásica que aparece en la figura 5. K4 (%/mm H2O) -0.3 -0.4 -0.5 Const. de tiempo (min) T1 T2 T3 T4 T5 T6 T7 T8 3 2 0.5 1 3 2 1 2 En el mismo, las funciones de transferencia de los distintos bloques son las que aparecen a continuación. Los valores de ganancia Kp j y de tiempo de integración Ti j varían en el intervalo señalado para los distintos rangos de carga. 1 : Kp 1 ( 1.6 - 2), Ti1 (7.3 - 8.7) Gc11 ( s) = Kp1 1 + Ti 1s 1 : Kp 2 (-2.94 a -4.18) ,Ti2 (4 - 4.72) (8) Gc 22 (s) = Kp2 1 + Ti 2s (0 .33 s + 0. 33) D 21 ( s) = −146 .6 (s + 0. 33) (0.074 s + 0.0627 ) D12 ( s) = 0 .0684 − 2 (0.5 s + 1.5s + 1) Fig. 5 Estructura interna del regulador borroso En este caso el ajuste de los reguladores se hizo empleando el método BLT (Biggest Log Modulus Tuning) propuesto por R. Luyben [1]. En ambos algoritmos el período de muestreo es de 0.05 seg. 5. EXPERIMENTOS DE SIMULACIÓN Se realizaron varios ensayos para demostrar la eficiencia del regulador borroso propuesto para el control del horno, ante la presencia de diferentes perturbaciones, en igualdad de condiciones con el caso en que se emplea un controlador PI discretizado. La figura 7 ilustra los resultados obtenidos cuando se ha producido una disminución brusca de la temperatura en la zona de secado (de 20 °C), como consecuencia de un aumento de la humedad del carbonato alimentado. En este caso la carga del horno es de 17 t/h y el valor prescrito se situó en 540 °C para T3 y en 1% para el O2. Fig. 6 Estructura interna del regulador PI. Cuando se emplean reguladores PID, la estructura resulta ser la que se muestra en la figura 6, donde se utilizaron desacopladores para eliminar las interacciones. En ella ET3 es el error de T3 y EO2 es el error de O2. La respuesta del sistema cuando se emplea el controlador borroso presenta un error a estado estacionario de 1,9 % para T3 y de 9 % para el O2. 30 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada La figura 8 muestra la respuesta del sistema cuando se ha producido un aumento brusco de la temperatura en la zona de secado (20 °C), producto digamos de un cambio en la composición del carbonato alimentado. La carga del horno es de 8 t/h y se tomaron como valores prescritos T3 = 510 °C y O2 = 0.9 %. Aquí puede apreciarse que la respuesta para el regulador borroso presenta un error a estado estacionario de un 2 % para la temperatura y de un 4 % para el oxígeno; mientras que la respuesta para el PI tiene una gran precisión. 580 TEMPERATURA (T3) [°C] 560 540 520 500 0 20 40 60 80 100 __ Conlazo de control borroso --- Con lazo de control PI En la figura 9 aparecen los resultados alcanzados para ambos casos ante un aumento brusco de la carga en 1 t/h; la carga en el horno es de 12 t/h y los valores prescritos son: T3 = 520 °C y O2 = 0.95 %. En las mismas se aprecia también error a estado estacionario aunque menor que en las experiencias anteriores; 0.6 % para T3 y 1 % para el O2. 120 t[min] 1.5 OXÍGENO (O2) [%] 1 0.5 0 20 40 60 80 100 120 t[min] Fig. 9. Simulación en carga media ante un aumento de carga. 600 TEMPERATURA (T3) [°C ] 580 560 540 520 0 20 40 60 80 100 6. CONCLUSIONES 120 t[min] __ Con lazo de control borroso --- Con lazo de control PI 2 Los resultados obtenidos, nos permiten evaluar de satisfactoria la primera prueba realizada con vistas a la implementación práctica del control borroso en el horno de calcinación estudiado. OXIGENO (O2) [%] 1.5 1 0.5 0 0 20 40 60 80 100 120 La utilización del algoritmo PI para el control de este proceso demostró la necesidad del uso de desacopladores para eliminar las fuertes interacciones entre las variables del proceso, lo que no resulta necesario cuando se usa el controlador borroso, el cual lo tiene en cuenta intrínsecamente. t[min] Fig. 7 Simulación en carga alta ante un cambio brusco de la humedad del material alimentado. 530 TEMPERATURA (T3) [°C] 520 510 Los ensayos realizados demuestran la robustez del controlador borroso ante diferentes perturbaciones. 500 490 0 20 40 60 80 100 120 En trabajos futuros debe continuarse el perfeccionamiento del algoritmo planteado introduciendo otro tipo de consecuente en las reglas que permita usar un método de desemborronado menos consumidor de tiempo así como incluir como variable de entrada el cambio del error lo que debe mejorar la respuesta del sistema. t [min] __ Con lazo de control borroso --- Con lazo de control PI 1.4 OXÍGENO (O2) [%] 1.2 1 0.8 0.6 0 20 40 60 80 100 120 t [min] Fig. 8 - Simulación en carga baja ante un camb io en la composición del material alimentado. 31 Universidad de Pamplona I. I. D. T. A. ISSN: 1692-7257 Volumen 2 - No.4 2004 Revista Colombiana de Tecnologías de Avanzada REFERENCIAS [1]. A.F Muñoz. Tecnología de Control Borroso aplicada en Plantas Minero -Metalurgica ( Lógica Fuzzy ). Editorial Pu eblo y Educación, 298 pags, 2000. [2]. A.F.Muñoz A.Columbie, Identificación Dinámica de un horno de calcinación, Revista Minería y Geología, No. 4, Vol. 2 Cuba, 1998, pp. 14 - 23. [3]. R. Haber, J. R. Alique and C. Perez, Fuzzy Supervisory Control of End Milling Process, For published in Information Sciences: Applications (1995). 32 Universidad de Pamplona I. I. D. T. A. [4]. C. C. Lee, Fuzzy logic in control systems: fuzzy logic controller, parts I,II, IEEE Trans.Syst., Man Cybernetics 20(2):404-435 (1990). [5]. L. P. Holmblad and J.-J. Ostergaard,The FLS application of fuzzy logic, Fuzzy Sets and Systems (70):135-146 (1995). [6]. Y. G. Umbers and P. J. King, An analysis of human decision making in cement kiln control and the implications for automation, Int. J. Man Mach. Studies 12(1): 369 - 381(1979). [7]. L. X. Wang, Adaptive fuzzy Systems and Control, Prentice Hall, Englewood Cliffs, New Jersey, (1994).