08/1986 - Ministerio de Agricultura, Alimentación y Medio Ambiente
Anuncio

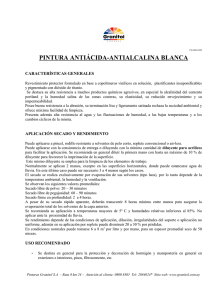
i^ i N ^m. 8/86 HD liil^ DEFORMACIONES DE lA MADERA ASER AADA PR O DUCIDAS DUAANTE Y DESPUES DEL SECA D O HUMBERTO ALVAREZ NOVES Irylsniero da Montes Dapartamento de Madaras (INIA) MINISTERIO DE AGRICULTURA, PESCA Y ALIMENTACION DEFORMACIONES DE LA MADERA ASERRADA PRODUCIDAS DURANTE Y DESPUES DEL SECADO Para utilizarla con éxito, en la inmensa mayoría de los casos, la madera debe estar adecuadamente seca antes de proceder a su elaboración, ya que si no posee el grado de humedad apropiado en este momento experimentará, durante su servicio, un secado incontrolado que puede dar lugar a la aparición de defectos y deformaciones que degraden de calidad el producto final. Por ello, es completamente necesario proceder a un secado correcto de la madera recién aserrada que evite los defectos, seguido de una eliminación de las posibles deformaciones antes de transformarla en objetos o elementos definitivos. Se sabe que durante el secado las piezas de madera, tablones, tablas o listones de diferentes secciones tienen una tendencia más o menos pronunciada a deformarse. Por otra parte, en ciertos casos, cuando se procede al desdoblado o cepillado de una pieza aserrada, ya seca, también se pueden producir deformaciones. Comenzaremos identificando los tipos de deformación más importantes y que con mayor frecuencia aparecen en la práctica, siguiendo con un examen de las causas que los originan y de los efectos que producen. Finalmente se describirán una serie de métodos para evitar o reducir dichas deformaciones. TIPOS DE DEFORMACIONES Los tipos de deformaciones que se presentan con más frecuencia son los siguientes: - Abarquillado. - Curvado de cara. - Curvado de canto. - Alabeo. - Arrombado. - Ovalado. -3Abarquillado. Distorsión por la cual la cara de una pieza aserrada se vuelve cóncava o convexa en sentido perpendicular a la fibra. La madera así distorsionada se denomina también «atejada». Curvado de cara. Curvatura por la cual las caras de una tabla se presentan cóncavas o convexas en sentido paralelo a la fibra. Curvado de canto. Distorsión por la que los cantos se curvan formando un arco poco pronunciado. TIPOS DE DEFORMACION DE LA MADERA ABARQUILLADO ^^^ íj CURVADO DE CARA CURVADO DE CANTO ALABEO ARROMBADO I ^^ I , ^ ( _._ ^ ^ --, ^ OVALADO 1 1^ i ^ ^ _^ Fig. 1.-Tipos de deformaciones de la madera. - 4 - Alabeo. Distorsión causada por el giro o retorcido de los cantos de una tabla de modo que las cuatro esquinas de una misma cara no quedan en el mismo plano, o bien curvatura en espiral que se produce paralelamente a la fibra. ^ ^ ^ CONTRACCION VOWMETRICA 121 91 CONTRACCION TANGENCIAL Fig. 2.-Contracción de la madera en función dcl contenido de humedad. Estos valores varían según la especie. CONTRACCION RAOIAL I I 20 N CONTRACGON LON61lUDINAL _ _^-_. - 30 40 RUMEDAD DE LA MADERA % 50 Arrombado. En madera escuadrada, distorsión por la cual la sección transversal adopta la forma de un paralelogramo 0 trapezoide en lugar de la de un rectángulo o cuadrado original. Ovalado. Deformación por la cual la sección circular de una pieza se transforma en una sección ovalada. CAUSAS QUE ORIGINAN LAS DEFORMACIONES Todas las deformaciones de la madera pueden ser atribuidas a una de las tres causas que se indican a continuación o a una combinación de las mismas. - Contracción desigual de la madera durante el secado. - Reparto desigual de la humedad en el interior de la madera después del secado. - Tensiones producidas durante el secado, puestas de manifiesto después de éste. -5- Las deformaciones producidas después del secado pueden evitarse, en la mayoría de los casos, en su totalidad. Por el contrario, las producidas durante el secado, es decir, las debidas a la contracción desigual de la madera, es dificil evitarlas; lo más que se puede hacer es tratar de reducir su magnitud. CONTRACCION DESIGUAL DE LA MADERA DURANTE EL SECADO Existe una gran diferencia entre la cantidad de agua contenida por el árbol vivo y la que posee la madera en condiciones normales de empleo. La madera verde contiene entre el 50 y el 200 por 100 de agua respecto de su masa anhidra. EI contenido de humedad que en las condiciones climáticas de España debe tener la madera de construcción puesta en servicio oscila entre el 11 y el 16 por 100 para maderas expuestas al exterior, mientras que para las expuestas a ambientes interior'es varia entre el 7 y el 14 por 100. ^ Fig. 3.-Inlluencia de los aniIlos dc crecimiento en la deformación de la madera. ®( ® \^ ^ o )I c^I^^^ / \ / / / En consecuencia, es necesario eliminar el exceso de agua en la madera antes de proceder a su elaboración final; de este modo se evitará que este exceso se elimine una vez puesta en servicio la pieza construida y, por tanto, las variaciones dimensionales que esto conlleva. -6- Cuando la madera se seca por debajo del punto de saturación de las fibras (aproximadamente el 30 por 100 de humedad) se manifiesta el fenómeno de la contracción (merma), caracterizado por una disminución de las dimensiones de la pieza. No obstante, este fenómeno no es uniforme en todas las direcciones, siendo mayor en la dirección tangencial (tangente a los anillos de crecimiento) que en la radial (perpendicular a los anillos de crecimiento) y normalmente muy pequeña en la longitudinal (paralela a la dirección del hilo de la madera). Este último valor puede ser anormalmente alto en la madera juvenil, que es la formada cerca del centro del árbol, o en la denonúnada de reacción, procedente de ciertas zonas de fustes inclinados o torcidos, así como de ramas. En la práctica, la contracción experimentada por la madera entre el estado verde y el 12 por 100 de humedad, expresada en porcentaje sobre las dimensiones en verde, es del siguiente orden: Contracción de la madera al pasar de) Tangencial Radial Longitudinal est^do verde al 12 por 100 de humedad % % % 5- 10 2- 8 3- 8 1- 5 0,1 - 0,3 0,1 - 0,3 Frondosas Coníferas Las diferencias que se observan en los valores tomados por las contracciones alcanzadas en las diferentes direcciones, son las causantes de las deformaciones que aparecen en la madera. Esto, que es un fenómeno normal, puede ser, sin embargo, limitado en su magnitud, aunque no eliminado por completo, como veremos más adelante. Las deformaciones son consecuencia de la desigual contracción experimentada por la madera al perder humedad por debajo del punto de saturación de las fibras. Analizaremos sucintamente estas deformaciones: Abarquillado Se produce en tablas y tablones al ser mayor la contracción tangencial que la radial. -^Las tablas obtenidas de las partes más exteriores de los troncos gruesos presentan anillos de crecimiento con relativamente poca curvatura, lo que da lugar a que se abarquillen menos que las tablas procedentes de las partes más interiores o de troncos delgados, en los cuales la curvatura de los anillos de crecimiento es más pronunciada. La superficie cóncava del abarquillado se presenta en la cara más cercana a la corteza. Curvados de cara y de canto Se producen cuando existe una diferencia en la contracción. longitudinal de las caras o de los cantos opuestos de una tabla. La madera juvenil se contrae longitudinalmente más que la adulta, en especial en especies de crecimiento rápido. Otro tanto ocurre en la madera de reacción. Cuando una cara o un canto de una tabla contiene madera normal y la cara o el canto opuesto contiene madera juvenil o de reacción, la diferencia existente en la contracción longitudinal provoca el curvado de la pieza. La desviación de las fibras sobre los cantos, o las caras de las tablas, puede causar también una contracción longitudinal desequilibrada y, por tanto, el curvado. Igualmente, los nudos, al ser otra fuente de desviación localizada de las fibras, pueden ocasionar curvado. Alabeo Es un tipo de deformación causado por la combinación de una contracción longitudinal desigual y la presencia de desviaciones en las fibras, tales como fibras reviradas, onduladas o localmente torcidas. Arrombado y ovalado Cuando se trata de piezas de sección cuadrada que presentan anillos de crecimiento en diagonal, de esquina a esquina, o bien cuando se trata de secciones circulares, las diferencias entre la contracción radial y tangencial pueden producir el arrombado 0 el ovalado. -8- REPARTO DESIGUAL DE LA HUMEDAD EN EL INTERIOR DE LA MADERA, DESPUES DEL SECADO Cuando una pieza de madera se seca rápidamente, sobre todo cuando ha sido sometida a un secado en cámara o bien al aire durante un verano seco y caluroso, se produce un reparto muy desigual de la humedad en su espesor; la superficie queda mucho más seca que el centro, dando lugar a una curva de repartición de la humedad de forma análoga a la de la figura n.° 4. Esta desigualdad del grado de humedad puede ser causa de deformaciones cuando se proceda a su utilización. Así, si se desdobla una tabla recién sacada del secadero, que tiene lógicamente la superficie más seca que el centro, las dos nuevas piezas sufrirán una deformación del tipo abarquillado y, a veces, E = Espesor de la pieza. H^ = Humedad en el centro de la pieza. Hm = Humedad media de la pieza. Hs = Humedad en la superficie de la pieza. Fig. 4.-Repartición de la humedad de la madcra. curvado de cara, debido a que las nuevas caras producidas por el corte están más húmedas que las caras exteriores, las cuales pueden tener un grado de humedad inferior a la humedad de equilibrio de la madera con el nuevo ambiente. Si ocurre esto, al -9- quedar expuestas a la intemperie, las nuevas caras se contraerán y las caras exteriores se hincharán hasta alcanzar ambas la humedad de equilibrio con las condiciones higrotérmicas del ambiente. Zona seco en hinchazón Zona húmeda en contraccidn Fig. 5.-Tabla desdoblada, un tiempo después del aserrado. Por consiguiente, siempre que sea posible, se deberá efectuar en el secadero una operación de equilibrado como más adelante se verá, o no utilizar la madera hasta varios días después del secado, para dar tiempo a que la humedad se distribuya uniformemente. TENSIONES PRODUCIDAS DURANTE EL SECADO, PUESTAS DE MANIFIESTO DESPUES DE ESTE Una tensión es simplemente una fuerza aplicada a un material que, al actuar, produce una deformación en el mismo. Si al cesar '.a tensión actuante la deformación producida desaparece por completo, se dice que es una deformación «elástica» y al material que presenta esta propiedad se le denomina elástico. Por el contrario, cuando la deformación no desaparece, se dice que es «plástica» y el material se denomina plástico. También se da el caso intermedio de que desaparezca solamente una parte de la deformación; esto es debido a que el material posee propiedades elásticas y plásticas a la vez, recibiendo entonces el nombre de «viscoelástico». -10- La madera, según todas las investigaciones realizadas y los resultados obtenidos, posee propiedades viscoelásticas. Pues bien, cuando una pieza de madera se está secando (para simplificar se tratará de ahora en adelante de una tabla de sección rectangular), la humedad eliminada de la superficie pasa al medio ambiente en forma de vapor. Para que el secado continúe, es necesario reemplazar el agua desaparecida de la superficie por aquélla que se encuentra en el interior de la madera, estableciéndose de este modo un «gradiente» de humedad del interior de la pieza hacia su superficie. Por consiguiente, durante el secado, hay siempre menos humedad en las capas superficiales que en el interior de las tablas. Como se ha indicado, la contracción de la madera depende de su grado de humedad. A1 ser éste más bajo en las capas superficiales se producirá una contracción más elevada en esta parte que en la interior. Pero si dentro de una tabla, que no es más que un bloque macizo de madera, una parte tiene tendencia a contraerse más que otra, se ejercerá una compresión sobre esta última, dando lugar de esta manera a la aparición de tensiones. +++++++++++++++ ^+++++++++++t+++ -; +; TENSION DE TRACCION TENSION DE COMPRES(ON ++ + + + + + + + ++ + + + + + + ^ + ------------ -i^ + - - - - - - - - - - - - + + + + + ^ + + + + + + + + ^ + + + Fig. 6.-Distribución esquemática de las tensiones en una tabla durante el secado. A1 principio del secado la parte interior de la madera es comprimida por la parte exterior, al intentar contraerse ésta por haber perdido humedad. Este efecto es impedido por la resistencia que ejerce la parte interior todavía demasiado húmeda para -11- contraerse. Como resultado de todo ello, en la primera fase del secado el interior de la madera se encuentra sometido a compresión y, para asegurar el equilibrio de fuerzas, la parte exterior estará sometida a tracción. Cuando esta tensión de tracción en las capas superficiales es superior a la resistencia de la madera en el sentido perpendicular a las fibras, se producen las grietas o fendas externas. Bajo el efecto de las tensiones que acabamos de describir, la madera, por tratarse de un material elástico-plástico, se deforma. Esta deformación aumenta en el caso de altas temperaturas y elevadas humedades relativas, circunstancias que se dan dentro de las cámaras de secado. ^• F } . ' , . ^F Y . Fig. 7.-A = Contracción de la madera sometida a esfuerzo de tracción. B= Contracción de la madera sin estar sometida a esfuerzo alguno. C= Contracción de la madera some[ida a esfuerzo de compresión. La parte interior, sometida a esfuerzos de compresión, al principio del secado, es comprimida sin que su grado de humedad cambie. Sus dimensiones, debido a la viscoelasticidad, serán, pues, más pequeñas que las que tenía inicialmente. Posteriormente, cuando la parte interior comience a secarse, y su humedad quede por debajo del punto de saturación de las fibras (30 por 100), tendrá dimensiones más pequeñas,que aquéllas que habría tenido si se hubiera secado sin haber estado sometida a tales tensiones. -12- Por el contrario, las capas superficiales están al principio del secado sometidas a esfuerzos de tracción y sufrirán los efectos de tal tracción. Sus dimensiones serán, pues, mayores que aquellas que corresponderían a la madera que se contrae sin estar sometida a tales fuerzas. En consecuencia, estos fenómenes conducen a una inversión del sentido de las tensiones durante la fase final del secado. En ese momento, el interior se seca y se contrae, «tirando» de la envuelta constituida por las capas superficiales, ya secas y rígidas, las cuales a su vez resisten esta tracción. A causa de ello, el interior estará sometido a tracción y las capas superficiales a eompresión. Sin embargo, por el efecto de la deformación inicial, las dimensiones de la parte interior y exterior tendrán tendencia a ser, respectivamente, menores y mayores que las que corresponden a la contracción «libre». La inversión de las tensiones se admite que ocurre, en caso de maderas de frondosas de secado lento, cuando se ha eliminado aproximadamente un tercio de la humedad correspondiente al estado verde. En la madera de coniferas tal inversión tiene lugar cuando se está cerca del 30 por 100 de humedad, es decir, cuando se ha perdido más del 75 por 100 de la humedad correspondiente al estado verde. Si esta tensión de tracción en el interior es superior a la resistencia de la madera en el sentido perpendicular a las fibras, se producirán grietas internas o apanalado. Para comprobar la existencia y magnitud de las tensiones de secado se puede recurrir a cortar una porción de la tabla de unos 2 cm de espesor (en el sentido de las fibras), y hacer en ella varios cortes de aproximadamente las tres cuartas partes de su longitud total (es decir, en el sentido de la anchura). Si el «tenedor» procede de una tabla que se encuentra en la primera fase del secado, ésta se encontrará sometida a tracción en el exterior y a compresión en el interior. Cuando se cortan los «dientes» , la superficie exterior de ellos se contrae y la interior se expande. A consecuencia de ello, los exteriores se curvan hacia el exterior mientras que los interiores permanecen casi rectos. En el caso de preparar el «tenedor» hacia el final del secado, -13- la parte exterior de la tabla estará sometida a compresión y la interior a tracción. Por tanto, la superficie exterior de los «dientes» se expande y la interior se contrae, con lo que éstos se curvan hacia el interior. Separando los «dientes» con precaución con los dedos, se puede estimar su grado de «pinzamiento» hacia el interior y, por tanto, juzgar, si se tiene un poco de experiencia, la intensidad de las tensiones presentes. A B c A= Superficie en tracción, interior en compresión (al principio del secado). B= Superficie en compresión, interior en tracción (hacia el final del secado). C= Libre de tensiones (madera verde, madera perfectamente seca o después del tratamiento adecuado de «acondicionado»). Fig. 8.-Prueba del «tenedor» para comprobar la e^tistencia y magnitud de las tensiones de secado. Cuando la madera ha finalizado su secado, la superficie se encuentra sometida a compresión y el centro a tracción. Estas tensiones no afectan a la forma exterior de la tabla, pero sí se ponen de manifiesto si dicha tabla es cepillada o reaserrada, produciéndose, en el momento del corte, el «abarquillado» de las piezas resultantes, como ocurría con los dientes del «tenedor»; sin embargo, pueden ser eliminadas en la cámara de secado mediante el «equilibrado», el cual también tiende a reducir el gradiente de humedad en el interior de la madera. Si el secado y el «equilibrado» han sido cuidadosos, y el «acondicionado» realizado durante el tiempo suficiente, para eliminar cualquier tensión residual, será posible reaserrar el -14- material con la seguridad de que no se «abarquillará» (figura 8-C). METODOS PARA EVITAR O REDUCIR LAS DEFORMACIONES Las deformaciones que se ponen de manifiesto al cepillar o reaserrar una pieza de madera recién secada pueden ser, en la mayoría de los casos, evitadas en su totalidad. Por el contrario, las que se producen durante el secado, son dificiles de evitar; lo más que se puede pretender es reducir su magnitud. METODOS PARA REDUCIR LAS DEFORMACIONES PRODUCIDAS POR LA CONTRACCION DESIGUAL DE LA MADERA Las deformaciones producidas por esta causa pueden ser reducidas realizando un apropiado y cuidadoso aserrado, apilado, sujeción y secado de las piezas. Aserrado La primera forma de minimizar las deformaciones es la de realizar un correcto aserrado. En esta operación se puede controlar: la orientación de los anillos anuales, la situación de la madera juvenil y de reacción, así como de los nudos, con relación a los cantos y caras de la tabla. Planificando convenientemente su posición, se puede reducir el efecto de sus diferentes grados de contracción y de este modo reducir la deformación. Si el abarquillado constituye un problema serio, la madera debe ser aserrada radialmente en lugar de tangencialmente, lo que dará lugar a que los anillos de crecimiento resulten orientados en sentido perpendicular a las caras de la tabla, por lo que el abarquillado será mínimo. La madera procedente de la zona cercana a la médula puede contener madera juvenil, la cual, por lo general, tiene una contracción longitudinal anormalmente alta. Esta es una buena razón para «encerrar» el corazón de la madera al efectuar el -15- aserrado, de modo que la médula no caiga cerca del canto o de la cara de la pieza. Lo mismo se puede decir cuando está presente la madera de reacción, que también posee una contracción longitudinal más alta de lo normal. ^o^ - ^^^^^ Fig. 9.-Esquema de aserrado radial. En ambos casos no es conveniente reaserrar o desdoblar la pieza después de secada, para no romper el equilibrio de las tensiones existentes en su interior, pues en el caso de efectuar alguna de estas operaciones se puede producir el curvado de cara o de canto. Los nudos deben ser eliminados o quedar situados de manera que no causen una contracción desigual sobre las caras o cantos opuestos. -16- Apilado Después de efectuar el aserrado más conveniente, es fundamental proceder a un correcto apilado. Para ello se requiere, en primer lugar, que las piezas posean un grueso uniforme a fin de asegurar un buen contacto con los rastreles y, de este modo, reducir lo más posible las deformaciones que se producen durante el secado. La base de la pila de madera debe permanecer, en todo momento, plana y horizontal, pues lo contrario causaría el curvado o el alabeo de la madera durante el secado. Los rastreles deben estar perfectamente alineados verticalmente y su espaciamiento debe ser el adecuado en función del grueso de la madera. CARACTERISTICAS DE LOS RASTRELES Grueso de la madera en mm Separación entre rastreles en mm Grueso de los rastreles en mm 18 20 20 40 40 - 50 50 - 65 65 - 80 gp 300 - 400 400 - 500 500 - 600 700 800 900 1.000 20 25 30 35 40 45 La primera y la última fila de rastreles deben estar lo más cerca posible de los extremos de las tablas para, de esta forma, evitar el voladizo. Cuando se trate el secado al aire las pilas deberán ser protegidas de modo que la capa superior no quede expuesta al sol y a la lluvia, lo que causaría contracciones e hinchamientos alternativos, con las consiguientes deformaciones y grietas. Sujeción Se ha observado que las tablas situadas en la parte baja de una pila desarrollan menos deformaciones que las de la parte superior. Esto es debido a que el peso de la pila impide la distorsión; de aquí la importancia del perfecto alineamiento vertical de los rastreles. Aplicando alguna forma de sujeción, tal como abrazaderas de muelles sujetas en la parte baja de la pila o añadiendo peso (bloques de hormigón, por ejemplo) en la parte superior, se consigue reducir la deformación en todo el conjunto de la pila. Fig. 10.-Apilado y enrastrclado de madcra para el secado al aire libre. Las experiencias realizadas han demostrado que se puede reducir la deformación sometiendo la pila a un peso entre 250 y 1.000 kilos por metro cuadrado, dependiendo de la especie, grueso de madera y grado de reducción deseado. Secado Un aserrado conveniente, un perfecto apilado y una apropiada sujeción y carga de la pila son los métodos más efectivos para reducir la deformación. En ciertos casos también puede resultar útil la modificación del programa recomendado en los manuales de secado. Así, empleando al comienzo del secado temperaturas y humedades relativas más bajas que las indicadas en los manuales, se consigue disminuir la tendencia de la madera a la deformación. METODO PARA REPARTIR UNIFORMEMENTE LA HUMEDAD EN EL INTERIOR DE LA MADERA DESPUES DEL SECADO (EQUILIBRADO O IGUALACION) Como ya se indicó anteriormente, al final del secado el reparto de la humedad en el interior de la madera es desigual, por lo que si se desdobla una tabla recién extraída del secadero las dos nuevas piezas obtenidas sufrirán un «abarquillado» y, a veces, un «curvado de cara». Fig. I1.-Igualación de la humedad en el interior de la madera mediante el procedimiento de equilibrado. Para evitar estos inconvenientes se puede utilizar el procedimiento llamado de equilibrado de igualación consistente en que cuando la muestra más seca de la carga de madera que se está secando alcance un grado de humedad dos puntos por debajo de la humedad final deseada, manteniendo o bajando ligeramente la temperatura más alta de las utilizadas durante el secado, se eleva la humedad relativa de la cámara hasta alcanzar un valor al que le corresponda una humedad de equilibrio de la madera en secado igual a la que tiene precisamente la muestra más seca. -19- (Para ampliar el concepto de humedad de equilibrio consultar la Hoja Divulgadora 19/84, «Secado de la madera al aire».) Por ejemplo, si se trata de secar tablones de pino silvestre de 50 mm de grueso hasta el 10 por 100 de humedad media final, cuando la muestra más seca de la carga alcance el 8 por 100 de humedad (dos puntos por debajo de la humedad final), habiendo trabajado la cámara a 80 °C, se mantienen en ésta los 80 °C o se baja a 75 °C, a la vez que se eleva la humedad relativa a 61 por 100 (la humedad de equilibrio de esta madera a 75 °C y 61 por 100 de humedad relativa es 8 por 100). En estas condiciones, la superficie de las tablas toma humedad, mientras que, por el contrario, la de su interior disminuye al difundirse hacia el exterior. De este modo la distribución de la humedad en el interior de la madera tiende a ser uniforme. El tiempo necesario para dar por terminado el equilibrado depende del valor del gradiente de humedad existente dentro de la madera, de su espesor y de la especie considerada. Como regla práctica se pueden considerar dos horas por centímetro de espesor para las maderas blandas y cuatro horas por centímetro para las maderas duras. Con este procedimíento se consigue, además, eliminar casi en su totalidad las tensiones que aparecen en la madera al final del secado, las cuales son fuente de deformaciones en las tablas al ser aserradas longitudinalmente o trabajadas de forma nc uniforme. Después de efectuado el equilibrado aún pueden quedar gradientes de humedad residuales y tensiones ^in eliminar, por lo que se recomienda, antes de proceder al mecanizado, apilar las piezas en bloque para permitir la igualación del contenido de humedad y la disminución de las tensiones. Los períodos de tiempo recomendables varian de unos días hasta cuatro semanas, dependiendo de la especie y el grueso. Cuando la madera se seca en secaderos a baja temperatura, normalmente no puede realizarse la operación de equilibrado después del secado, por no disponer la instalación de sistema de humectación, por lo que es completamente necesario un período de apilamiento en bloque de mayor duración que el utilizado en el caso anterior. -20- METODO PARA ELIMINAR LAS TENSIONES DE SECADO (ACONDICIONADO) En algunos casos, la operación de equilibrado puede no ser suficiente para relajar las tensiones que presenta la madera al final de su secado, por lo que será necesario someterla a un proceso de acondicionado a alta temperatura. Para ello, en la misma cámara en que se ha realizado el secado y el equilibrado, se eleva la temperatura utilizada en la fase final del secado entre 5° y 10 °C, así como la humedad relativa hasta alcanzar el máximo valor que se puede obtener en el secadero (en general, del orden de 90-95 por 100). Se mantienen estas condiciones durante un periodo de tiempo a determinar experimentalmente en función de la especie, grueso e intensidad de las tensiones de que se trate, variando generalmente entre dos y cuatro horas. Con esta operación se consigue relajar las tensiones de forma similar a lo obtenido en el equilibrado, pero en este caso con mayor intensidad debido a las más altas temperaturas y humedad relativa e^rrlpleadas. Si se practica el acondicionado durante un tiempo demasiado largo se produce una excesiva absorción de humedad en la superficie, con lo que se da en ella un estado de tracción análogo al que se daba al principio del secado, pero con la particularidad de que estas tensiones ya no pueden ser eliminadas. MINISTERIO DE AGRICULTURA, PESCA Y ALIMENTACION DIRECCION GENERAL DE INVESTIGACION Y CAPACTI'ACION AGRARIAS Pesqueru y Alimentariu Servicio de Extensión Agraria Corazón de María, 8 - 28002-Madrid Se autoriza la reproducción integra de esta publicación mencionando su origen: KHojas Divulgadoras del Ministerio de Agricultura, Pesca y Alimentación». LS.B.N.: 84-341^0521-7. N.LP.O.: 253^66-019^6 ^ Depósito legal: M. 23.266-1986(24.OOOejemplares) Imprimc: Rivedcncyre, S. A. - Cucsta dc San Viccntc, 28 y 36 ^ 2g008 Madrid