ORGANITZACIÓ INDUSTRIAL
(Enginyeria Industrial)
Examen final
30-06-2008
Ejercicio 1.
Nota: Los cinco apartados de los ejercicios 1 y 2 son independientes y pueden resolverse sin
necesidad de los resultados de los apartados previos.
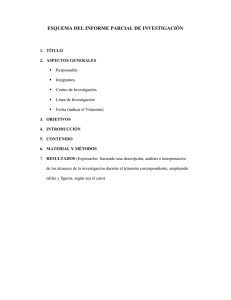
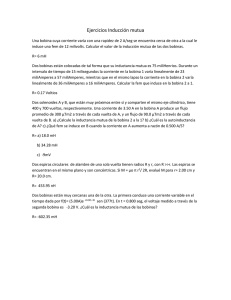
Talleres Rosca, SA ha puesto en marcha un
pequeño almacén cuadrado para productos de
gran volumen y peso en el que los artículos,
grandes bobinas de cable coaxial de 2,5 metros
de diámetro, se depositan directamente en el
suelo. El esquema de este almacén se muestra
en la figura adjunta.
1
2
3
4
5
6
7
8
9
10
11
12
15
16
17
18
N
O
R
El almacén dispone de 18 posiciones para ubicar
los productos, de forma cuadrada de 5 m de lado,
numeradas en el esquema del 1 al 18, en cada
una de las cuales hay espacio para cuatro
bobinas, según se muestra en el gráfico adjunto.
También hay la zona de recepción/expedición (R)
y una pequeña oficina.
13
0
14
5
10
15
20
25
30
m
Para tener controlado el estoc y su ubicación, se
desea localizadas las bobinas mediante una
tarjeta de identificación por radiofrecuencia (RFID tag). Cada bobina llevará adherida una de
estas tarjetas y en el techo del almacén se ubicará una única antena lectora.
1. Suponiendo que el almacén a su máxima capacidad (todas las ubicaciones con bobinas) y
que la señal que emite hacia el RFID tag es inversamente proporcional al cuadrado de la
distancia a la antena, con lo cual se quiere minimizar dicha distancia al cuadrado entre
ambos. ¿Cuál es la posición en el techo más adecuada para ubicar la antena si se pretende
minimizar la distancia por la señal? No es necesario considerar en los cálculos la distancia
vertical al techo. Justificar numéricamente la respuesta.
2. La empresa decide finalmente optar por otro modelo de antena cuyo alcance efectivo es de
17 metros de radio. Dichas antenas sólo pueden instalarse en el techo y sobre el centro de
cada una de las ubicaciones del almacén. ¿Cuántas antenas son necesarias y en qué
posiciones para dar cobertura a todo el almacén? No es necesario considerar en los
cálculos la distancia vertical al techo. Se valorará la utilización de un procedimiento
formalizado.
Se ha realizado un cronometraje para determinar el tiempo que requiere el operario en realizar
el almacenaje de una bobina según el procedimiento establecido. Los resultados de las diez
mediciones realizadas se muestran en la tabla siguiente (los tiempos están medidos en
segundos):
Observación
Tiempo (s)
Actividad
1
160
120
2
173
110
3
192
100
4
178
110
5
195
100
6
201
90
7
176
110
8
189
110
9
210
90
10
200
100
3. Calcular, a partir de los datos anteriores:
a) El tiempo normal representativo del almacenaje de una bobina.
b) Considerando un nivel de confianza del 95%, indicad el intervalo de confianza asociado
a dicho tiempo normal representativo.
c) Si se consideran unos suplementos por fatiga y condiciones del trabajo del 12% del
tiempo, ¿cuál sería el tiempo tipo del almacenaje de una bobina?
ORGANITZACIÓ INDUSTRIAL
(Enginyeria Industrial)
Examen final
30-06-2008
Ejercicio 2.
En el almacén se custodian tres tipos de bobinas de cable coaxial, A, B y C. La dirección ha
decidido dedicar 6 huecos o posiciones del almacén a las bobinas de tipo A, 4 huecos a las de
tipo B y 5 huecos a las de tipo C, dejando el resto de posiciones reservadas para usos futuros.
Se ha realizado un análisis estadístico de los pedidos recibidos durante las dos últimas
semanas, considerándose que los valores de estas dos semanas son representativos de las
salidas medias del almacén. Los resultados se indican en la tabla adjunta.
Número Total Bobinas Bobinas Bobinas
pedidos bobinas
A
B
C
Lunes
7
18
7
7
4
Martes
8
19
8
6
5
Miércoles
6
18
6
6
6
Jueves
5
20
6
7
7
Viernes
9
23
11
7
5
Lunes
8
19
8
6
5
Martes
7
19
9
6
4
Miércoles
6
17
7
6
4
Jueves
7
21
8
7
6
Viernes
9
22
10
8
4
Día
4. Si se quieren reservar posiciones fijas para cada tipo de bobina, ¿qué parcelas convendrá
asignar a cada tipo para minimizar los recorridos totales al cabo del día?
Los tres tipos de bobinas (A, B y C) se fabrican en una sola línea de producción. Se puede
considerar que la demanda media de cada tipo de bobina durante los 10 días considerados se
mantiene de forma homogénea durante los 250 días de trabajo al año. Fabricar una bobina A
supone un coste de 200 u.m.; 400 u.m. para una de B y 250 u.m. para una de C. La línea
puede producir un máximo de 5.000 bobinas al año, independientemente del tipo que sean.
El tiempo de preparación que se requiere para lanzar un lote, medio día, es el mismo para
cualquier tipo de bobina, siendo el coste asociado a este concepto de 2.000 u.m. El
mantenimiento en stock de una bobina se estima en un 20% anual sobre su valor.
Suponga que el stock puede hallarse no sólo en el almacén descrito en el problema 1, sino
también en la planta de producción de Talleres Rosca (donde su capacidad es ilimitada).
5. El jefe de producción pretende coordinar la fabricación de cada tipo de bobina
estableciendo un ciclo de fabricación en régimen permanente.
a) Si se pretende minimizar los costes de gestión lanzando un lote de cada tipo de bobina
en un ciclo, ¿qué tamaño de lote corresponde a cada tipo de bobina?
b) ¿Cuánto tiempo transcurre entre dos lanzamientos consecutivos de un mismo tipo de
bobina?
c) ¿Cuál es el nivel máximo de stock de cada tipo de bobina?
ORGANITZACIÓ INDUSTRIAL
(Enginyeria Industrial)
Examen final
30-06-2008
Ejercicio 3.
Una empresa está preparando su Plan de Producción para los próximos 12 meses. Para su
producto estrella, ha estimado el volumen de demanda (en unidades):
Trimestre 1
Trimestre 2
Trimestre 3
Trimestre 4
1.400
2.500
3.100
2.000
Después de revisar el Convenio Colectivo del sector, ha determinado el número de días de
trabajo por cada trimestre, así como el número de días extra que podría trabajar durante cada
uno de los 4 trimestres:
Trimestre 1
Trimestre 2
Trimestre 3
Trimestre 4
Días laborables
63
61
43
53
Días extras
12
10
5
8
La producción diaria prevista es de 40 unidades, sean días laborables o extras. El coste
estimado para producir una unidad es de 100 u.m., a lo que cabe añadir 30 u.m. más por
unidad en caso de hacerla en días extras. Si una unidad se tiene en stock de un trimestre para
otro, el coste imputado ha de ser de 12 u.m.
El stock inicial para el año es de 200 unidades. Como la empresa produce bajo stock y el
mercado se encuentra en continuo crecimiento, pueden producirse fluctuaciones en torno a los
valores previstos de demanda. Así, se considera como medida de precaución producir
suficiente para tener al final de cada trimestre un 10% de la demanda prevista de dicho
período, si se cumplieran las previsiones. Se supone que una unidad puede servirse durante el
mismo trimestre en que se fabrica.
a) Determine un plan de producción óptimo en costes, sin permitir diferimientos, con los
datos de que dispone.
b) Indique, para cada trimestre, cuántos días extra se tiene que trabajar (en caso de
valores decimales, considere todo el día y redondee al entero superior).
c) ¿A final de qué trimestres se da exceso de stock sobre el mínimo fijado?
d) ¿Cuál es el coste total del plan de producción definido en a)?
e) ¿La empresa puede satisfacer la producción necesaria sólo utilizando días laborables y
prescindiendo del trabajo en días extras, aunque tuviera que diferir alguna entrega?
Justifíquelo numéricamente.
f) La empresa quiere negociar con el Comité de Empresa un incremento de 2 días extras
en el trimestre 3 y ganar, como mínimo, el 50% de la reducción de costes alcanzada.
¿Qué cantidad ha de estar dispuesta a pagar a los trabajadores, como máximo, para
que el Comité acepte este incremento de capacidad?
 0
0