bpm - La Molina Virtual
Anuncio

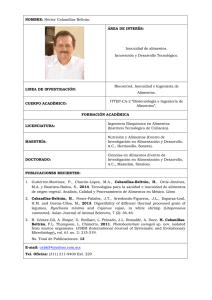
Historia de las Capitulo 1 BUENAS PRÁCTICAS DE MANUFACTURA Buenas Prácticas de Manufactura Ing. Victor Meneses Taboada [email protected]; [email protected] La Jungla UPTON SINCLAIR La jungla (fragmento)- Upton Sinclair Desde el primer día de trabajo en su puesto de recogedor de tripas, había notado una cosa muy curiosa: el truco al que recurrían los capataces de la matanza en piso cuando se encontraban con una ternera preñada. Todo el que sabe algo acerca del negocio de carnicería está enterado de que la carne de vaca recién parida, o que está a punto de parir, no es comestible. Ahora bien, todos los días llegaban a los mataderos muchas vacas en estas condiciones y, si los jefes hubiesen querido, habría sido muy fácil mantenerlas en establos hasta que se hallasen en buenas condiciones para ir al matadero. Pero, con el objeto de ahorrarse tiempo y forraje, se había dispuesto que las vacas en tales circunstancias recibieran el mismo trato que todas las demás. Cuando un obrero cualquiera advertía que la vaca estaba preñada, corría a advertírselo al capataz, quien entonces se acercaba a hablar con el inspector del Gobierno y ambos salían a dar una vuelta. En un abrir y cerrar de ojos el tronco de la vaca era abierto en canal, y las entrañas con el feto desaparecían. La tarea de Jurgis consistía en empujar toda aquella mezcla por la trampilla correspondiente, y en el departamento inferior separaban el feto de las entrañas y utilizaban la piel. Alguna vez, cuando abrían la vaca en canal, los terneros se ponían de pie y comenzaban a andar, de modo que había que matarlas allí mismo. La jungla (fragmento)- Upton Sinclair Si la gente comía esa salchicha y moría de tuberculosis, los empresarios no llegarían siquiera a enterarse. Nunca se atendía a la carne que se cortaba para salchichas. Las salchichas que se importaban de Europa y que habían sido rechazadas allí, ya mohosas y blancas, se las trataba con bórax y glicerina, se volcaban en las tolvas y se procesaban de nuevo para consumo alimenticio. También se aprovechaba la carne que andaba tirada por el suelo, en la suciedad y el serrín, donde los obreros pisaban y escupían millones de gérmenes. Había, también, carne apilada en montones, sobre la que goteaba el agua que rezumaba de los techos y corrían las ratas por millares. La oscuridad que reinaba en aquellos antros impedía ver a dos pasos de distancia, pero un obrero que pasase la mano por estos montones de carne encontraba siempre la masa cubierta de excrementos secos de los roedores. Las ratas, en efecto, constituían una verdadera plaga que los patronos intentaban exterminar dejando pan envenenado en los almacenes. Así, las ratas morían a centenares y, después, éstas, el pan, el veneno y la carne iba todo junto a las tolvas de trituración. • Esto trae como consecuencia que en el año 1906, el presidente Theodore Roosevelt firma la Ley de Alimentos y Fármacos Puros que autoriza al gobierno federal a inspeccionar las empresas de alimentación y obliga a los fabricantes a especificar la lista de ingredientes. • En el año 1938, se promulgó la "Ley Federal de Alimentos, Medicamentos y Cosméticos de Estados Unidos" (Federal Food, Drug, and Cosmetic Act) de 1938, como consecuencia de que más de 100 personas murieron después de haber consumido un elíxir sulfanilamida con sabor a frambuesa, el cual había sido introducido al mercado por la empresa S.E. Massengill Company sin las pruebas correspondientes. Alrededor del 70% del elixir era dietilenglicol, producto altamente tóxico. Como consecuencia del escándalo y protesta públicos, se dio poder a la FDA de examinar todos los nuevos medicamentos antes de ser introducidos en el mercado interestatal. • 1963/1978 : Se establecen las primeras directrices y estándares mínimos para la manufactura de comida y productos médicos. Se establece en 1978 el nombre de Buenas Prácticas de Manufactura. • La Comisión de Codex Alimentarius adoptó en 1969, el Código Internacional Recomendado de Prácticas - Principios Generales de Higiene de los Alimentos, que reúne aportes de toda la comunidad internacional. • 2002 : La Ley de Seguridad de la Salud Pública y de Preparación y Respuesta contra el Bioterrorismo estipuló nuevas facultades en ciertas áreas; por ejemplo, el mantenimiento de registros, la inscripción de establecimientos, la notificación previa de las importaciones y la detención administrativa. Perú • El Código Sanitario de Alimentos se aprobó en el año 1963. • En 1969, se aprobó el Código Sanitario de Salud - Decreto Ley 17505, incorpora al Código Sanitario de Alimento con la denominación de Reglamento Sanitario de Alimentos. • 1997, se aprobó la Ley de Salud – Ley N° 26842 (año 1997) • En 1998 se aprobó el Reglamento de Vigilancia y Control Sanitario de Alimentos y Bebidas aprobado por D.S. N° 007-98SA. • El año 2001, se aprobó la Norma Sanitaria Para las Actividades Pesqueras y Acuícolas, a través del Decreto Supremo N° 0402001-PE. Estos son los pasos ha seguir para llegar al HACCP Perú • El 2006, se aprobó la Norma para la Implementación del Plan HACCP, a través de la RM 449-2006/MINSA. • El 2008, se aprobó la Ley de Inocuidad de los Alimentos aprobada por el Decreto Legislativo N° 1062, que establece los principios de una Política de Inocuidad de Alimentos, el derecho a un alimentación saludable y segura. • En el año 2011, se aprobó el Reglamento de Inocuidad Agroalimentaria, a través del D.S. Nº 004-2011-AG, que tiene por objeto establecer disposiciones para garantizar la inocuidad de los alimentos agropecuarios primarios. HACCP POE POES BPM Compromiso del personal Compromiso General (Política de inocuidad) PIRAMIDE DE LA INOCUIDAD ¿Qué pasa si alguno de los niveles de la pirámide falla? HACCP HACCP PO POE E POES POES HACCP HACCP HACC P POE POES POE POES POE P OE S BP M BPM Comprom iso del personal Compromiso person al Comprom iso Ge Compromiso General (Po neral lítica (Políticadedeino inocuidad) cuidad ) HACCP HA HACCP CC P P OE POE POE POES POES P OE S BP BPM BPM M Com pro mis od Compromiso personal el p del del personal Com Compromiso erso nal (Po promis lítica Compromiso oG General dCompromiso e in eneral General (Política ocu de inocuidad) idde (Política ad) inocuidad) Compromiso de la Gerencia HACCP BPM BPM BPM Comp Compromiso del personal personal romisodel Compromiso del pe rsona l Co Compromiso General mpromi Compromiso General soinocuidad) (P(Política General (Política de olítica de inocuidad) de ino cuida d) POE BPM HACCP HACCP HA CC P S E O POE POE PPOES POES PO POES Compromiso del personal E BPM BPM PM B n rso pe al el od Compromiso del personal al r is Compromiso del m personal ne d) ro Ge ida o cu mp Compromiso General mis ino Co ro e Compromiso General (Política de inocuidad) mp a d Co olític (Política de inocuidad) (P Compromiso General (Política de inocuidad) 1ro HACCP Compromiso de la Gerencia ¿Y esto como se traduce en la Empresa? POE POES HACCP BPM POE El compromiso de la Gerencia debe POES BPM estar enfocado a proporcionar los Compromiso del personal Compromiso del personal recursos para llevar a cabo el Compromiso General (Política de inocuidad) desarrollo y mantención de la Compromiso General (Política de inocuidad) documentación, los planes de capacitación, el monitoreo y la verificación de dichos programas. Es, POLÍTICA DE CALIDAD E INOCUIDAD OBJETIVOS. METAS. INDICADORES en definitiva, establecer una política de inocuidad. Compromiso del personal Compromiso del personal Respecto al compromiso del personal debe tenerse en cuenta: HACCP POE POES BPM 2do Compromiso del personal Compromiso General (Política de inocuidad) Buenas Prácticas de Manufactura (BPM) 1. Mantener informado al personal. 2. Establecer responsabilidades claras 3. Establecer objetivos y metas realistas 4. Realizar un proceso de capacitación ¿Qué son las BPM? 0 Las Buenas Prácticas de Manufactura son prácticas de higiene recomendadas para que el manejo de alimentos garantice la obtención de productos inocuos. HACCP POE POES BPM Compromiso del personal Compromiso General (Política de inocuidad) 3ro 0 Conjunto de prácticas adecuadas, cuya observancia asegurará la calidad sanitaria e inocuidad de los alimentos y bebidas. (D.S. 007-98-SA) Lo primero es establecer el marco normativo que aplique a mi sector Un establecimiento implementa las Buenas Prácticas de Manufactura dependiendo de su mercado objetivo y tipo de líneas de fabricación, procesamiento y/o elaboración. Sólo Mercado Nacional Sólo Mercado Internacional Mercado Nacional Principales Normas ALIMENTOS PROCESAMIENTO PRIMARIO ALIMENTOS INDUSTRIALIZADOS ALIMENTOS HIDROBIOLOGICOS http://www.senasa.gob.pe/0/m odulos/JER/JER_Interna.aspx ?ARE=0&PFL=3&JER=750&J ERR=735 http://www.digesa.minsa.gob.p e/Expedientes/LeyesReglamentos.aspx http://www.itp.gob.pe/normativ idad/demos/accordion/naciona les.php Ambos mercados ¿Cuál es el marco Normativo del SENASA? ¿Cuál es el marco Normativo de DIGESA? REGLAMENTO DE INOCUIDAD AGROALIMENTARIA DECRETO SUPREMO- Nº 004-2011-AG “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” El presente Reglamento tiene por objeto establecer disposiciones para garantizar la inocuidad de los alimentos agropecuarios primarios, así como de los piensos, con el propósito de proteger la vida y la salud de las personas, reconociendo y asegurando los derechos e intereses de los consumidores y promoviendo la competitividad de la agricultura nacional. Establece las normas generales de higiene así como las condiciones y requisitos sanitarios a que deberán sujetarse la producción, el transporte, la fabricación, el almacenamiento, el fraccionamiento, la elaboración y el expendio de los alimentos y bebidas de consumo humano con la finalidad de garantizar su inocuidad. ¿Cuál es el marco Normativo de ITP/SANIPES? Decreto Supremo Nº 007-98-SA Norma Sanitaria para la aplicación del Sistema HACCP- R.M. 449-2006/MINSA 0 Articulo 7: Requisitos previos Decreto Supremo N° 040-2001-PE- Norma Sanitaria Para las Actividades Pesqueras y Acuícolas. Tiene por objetivo fundamental asegurar la producción y el comercio de pescado y productos pesqueros, sanos, seguros sanitariamente, adecuados para el consumo humano, apropiadamente etiquetados y/o rotulados, manipulados, procesados y almacenados en ambientes higiénicos, libres de cualquier otro factor o condición que signifique peligro para la salud de los consumidores. 0 El profesional responsable de Control de Calidad sanitaria de la empresa, previamente a la aplicación del Sistema HACCP, debe verificar que se cumplan los siguientes requisitos previos: 0 Los Principios Generales de Higiene de los Alimentos del Codex 0 Los Códigos de Prácticas para cada producto (de nivel nacional o en su defecto del Codex) 0 Las disposiciones legales en materia sanitaria y de inocuidad de alimentos y bebidas Mercado Internacional Principales Protocolos • Norma BRC (British Retail Consortium)Asociación de Minoristas Británicos. Versión 6. • International Featured Standards· IFS Food · Versión 6. ALEMANIA Las Buenas Prácticas incluyen procedimientos relacionados a: • Personal • Instalaciones • ISO/TS 22002-1: 2009 ahora ISO/TS 22002-1. Programas Pre requisitos en Inocuidad de los alimentos. MUNDIAL • GMP de la AIB. Guía de Pre-requisito: La Base para Seguridad Alimentaria y HACCP • Operaciones y Controles Sanitarios • Equipos y Utensilios • Código SQF 2000. Safe Quality Food Institute • CFR - Code of Federal Regulations Title 21. FDA • Producción y Proceso Principales aspectos Todos los trabajadores que manipulan alimentos deben estar sanos; I. El Personal ◦ No tener resfriado u otras enfermedades respiratorias ◦ No deben ser portadores de bacterias patógenas ◦ No deben presentar heridas o infectadas ◦ No deben tener diarrea Usar ropa adecuada: ◦ Ropa limpia ◦ Ropa a la medida ◦ Zapatos adecuados ◦ Guantes en caso de ser necesarios ◦ De preferencia sin bolsillos ◦ Usar uñas cortas, limpias, sin esmalte Principales aspectos Damas: • Pelo limpio y recogido • Deben presentarse a su puesto de trabajo, sin maquillaje o pintura. Caballeros: • Pelo corto • Barba rasurada • Bigote corto • Sin joyas: Pulseras. Anillos. Aretes. Relojes Que hacer durante el procesamiento de los alimentos • No fumar • No comer • Evitar las posibilidades de contaminación cruzada • En caso de usar delantales y guantes, lavarlos con jabón continuamente • Lavar y secarse las manos antes de iniciar cualquier operación de proceso ¿Cuándo deben lavarse las manos? Después de: • Usar el baño • Trabajar con comida cruda • Tocar cara, pelo • Estornudar o toser • Fumar o masticar chicle • Comer o beber • Limpiar utensilios • Eliminar basura Forma de lavarse las manos • Arremangarse hasta el codo • Enjuagarse lo más cercano al codo • Jabonarse cuidadosamente desde codo a manos. • Cepillarse las manos y uñas por lo menos 20 seg. • Enjuagarse con agua limpia para eliminar el jabón. • Secarse con papel absorbente desechable, secado por aire u otro método. Ubicación de un establecimiento: II. Instalaciones Debe ser en un lugar: • Libre de posibilidades de inundaciones • Alejado de fuentes de malos olores • Libre de contaminación ambiental En cuanto a la Construcción del establecimiento: • Las entradas de las instalaciones deben mantenerse cerradas y debe verificarse que no existan aberturas u orificios en puertas, paredes y ventanas • Estar delimitada por paredes de cualquier ambiente utilizado como vivienda. • Contar con vías de acceso y patios de maniobra pavimentados, adoquinados, asfaltados o similares, a fin de evitar la contaminación de los alimentos con polvo. Algunas consideraciones en cuanto al Diseño • Los ambientes del edificio deben incluir un área específica para vestidores, con muebles adecuados para guardar implementos de uso personal. • Los ambientes del edificio deben incluir un área específica para que el personal pueda ingerir alimentos Algunas consideraciones en cuanto al Diseño Se debe disponer de instalaciones de almacenamiento separadas para: materia prima, producto terminado, productos de limpieza y sustancias peligrosas Algunas consideraciones en cuanto al Diseño • Todos los materiales de construcción de los edificios e instalaciones deben ser de naturaleza tal que no transmitan ninguna sustancia no deseada al alimento. • En el área de producción no se permite la madera como material de construcción Pisos y paredes Instalaciones físicas: Puertas y ventanas Deben tener las siguientes características: • Lisas y lavables • Con cortinas de goma o aire • Deben estar bien ubicadas • De vaivén o que abra hacia afuera • Con protección de malla • Los marcos de las ventanas en ángulo de 45° • Deben encontrarse en buen estado • • • • Lisas Lavables De colores claros De material no corrosivo • El piso debe ser antideslizante • Los ángulos entre piso y pared redondeados Sistema de Ventilación Debe tener las siguientes características: • En buen estado • Mantención permanente • Con capacidad suficiente para el lugar de trabajo • Tal que facilite las operaciones • Con protección • Buena ubicación • Fácil acceso Sistema de Iluminación Debe tener las siguientes características: • Adecuada para el lugar de trabajo • Los puntos de producción exigen menos grados lux que los puntos de inspección: • 540 lux control de calidad o inspección • 220 lux sala de producción • 110 lux otras zonas • Deben contar con protección ante una rotura • No deben permitirse lámparas colgantes en sala de proceso • No ubicarlas en lugares donde se tenga que higienizar con agua. Instalaciones de Acopio de desperdicios • Debe estar afuera de la misma, en un lugar tal que el flujo de desechos sea correcto, para no tener contaminaciones cruzadas. • Este lugar debe estar en orden e igualmente debe ser de fácil limpieza. • Si es un contenedor móvil, debe existir un espacio adecuado y lo suficientemente alejado de la operación para que no permita la proliferación de plagas y debe ser cambiado regularmente. Limpieza y Desinfección III. Operaciones y Controles Sanitarios Suciedad y Tipos de suciedad a Eliminar COMPOSICION DE LA SUCIEDAD SOLUBILIDAD FACILIDAD PARA LIMPIAR CAMBIOS POR CALENTAMIENTO PRODUCTO DE LIMPIEZA Azúcares (glucosa, sacarosa) Solubles en agua o solubilidad baja Muy fácil Caramelización; más difícil de limpiar Alcalinos Hidratos de carbono (almidón, celulosa y otros polisacáridos) Solubilidad baja o nula; formación de geles Poco fácil Caramelización; más difícil de limpiar Alcalinos Grasa y aceites Insoluble en agua, Soluble en álcali Poco fácil Proteínas Insoluble en agua, soluble en álcali, poco soluble en ácidos Muy difícil Desnaturalización; muy difícil de limpiar Sales minerales (sales de cocina, incrustaciones, óxidos metálicos) Hidrosolubilidad variable, la mayoría soluble en ácidos Fácil a difícil (depende del grado de incrustación) Generalmente insignificante Polimerización; más difícil de limpiar Alcalinos Alcalinos Ácidos • Limpieza: Es el conjunto de operaciones que permiten eliminar la suciedad visible o microscópica (tierra, residuos de alimentos, grasa, u otras materias). Estas operaciones se realizan utilizando productos químicos (detergentes), los que son elegidos en función del tipo de suciedad y las superficies a limpiar. • Desinfección: Es el conjunto de operaciones que tienen como objetivo la reducción del número de microorganismos presentes en las superficies, a un nivel que no comprometa la inocuidad del alimento. Estas operaciones se realizan con medios químicos y/o físicos. Elementos Necesarios para la Limpieza y Desinfección A. CALIDAD DEL AGUA: • La dureza del agua se expresa en ppm de Carbonato de Calcio: – Aguas blandas: – Aguas Duras: – Aguas muy duras: De 0 a 50 ppm De 100 a 150 ppm Más de 200ppm • Aguas duras afectan el proceso de limpieza, disminuyendo la cantidad de espuma y efectividad de los detergentes. • HIERRO: El nivel de hierro arriba del limite de 0.1 mg/lt de agua trae consigo la destrucción de la ropa en el proceso de blanqueamiento (por formación de oxicelulosis) o la aparición de manchas de “Oxidación”. Elementos Necesarios para la Limpieza y Desinfección B. • • • • • • • • • DETERGENTES: Poseer acción humectante y emulsionante Mantener la suciedad en suspensión Tener buenas propiedades de enjuague No ser corrosivo con los materiales a limpiar No ser tóxico para el manipulador de alimentos, ni afectar su piel Ser efectivo en aguas duras Ser biodegradable (seguro para la naturaleza) Ser económico Ser compatible con el desinfectante si se combina limpieza y desinfección Elementos Necesarios para la Limpieza y Desinfección Elementos Necesarios para la Limpieza y Desinfección B. DETERGENTES: • DETERGENTE ACIDO: Presentan un rango de pH de 0 a 6.7, se conocen como desincrustantes y se caracteriza por remover incrustaciones calcáreas, sarro, óxido. Ejemplos: Ejekutor, JC431, Lejia, etc. • DETERGENTE NEUTRO: Presenta un rango de pH neutro de 6.8 a 7.4, remueven suciedad liviana (polvo, restos de alimentos, grasa en vajillas, etc). Ejemplos: Detergente lava vajilla en polvo, crema lavavajillas, JCM5, etc. • DETERGENTE ALCALINO DEBIL: presentan un rango de pH de 9 a 12, remueven suciedades adheridas en superficialmente (grasas, aceites, proteínas, ceras, etc). Ejemplos: Detergente lava ropa, JCM5 diluidos, soltaire, maziclean. • DETERGENTE ALCALINO FUERTE: Presentan un rango de pH de 12 a 14, remueven suciedades adheridas incrustadas (grasas, aceites, proteínas, ceras, etc.). Ejemplos: Desengrasantes Tekno, JCM5, Grease Strip. Elementos Necesarios para la Limpieza y Desinfección C. DESINFECTANTES C. DESINFECTANTES: • No tóxico ni corrosivo • Amplio espectro bactericida ( no selectivo) • No crear resistencia con el uso prolongado • No perjudicial para el medio ambiente • No dañino a la piel • Fácil enjuague cuando sea necesario • Seguro de manipular y no dañino a la piel. Compuestos de Amonios Cuaternarios: llamados también “Quats”, son agentes tensoactivos catiónicos con actividad bactericida, son más estables y poseen una acción germicida más larga, son poco corrosivos y poco tóxicos, por lo que pueden manejarse con facilidad. Ejemplos: Dimanin, Micro-quat, Jonclean 80, Pino, etc. Compuestos Clorados: Son agentes bactericidas e acción microbiana muy amplio, con propiedades desodorantes, decolorantes y oxidantes. Deben su poder germicida al fuerte desprendimiento de oxígeno que generan, por esta razón ejercen una acción corrosiva sobre las superficies metálicas, por lo que no deberán ser aplicados en concentraciones mayores de lo necesario. Las temperaturas ideales para que el cloro funcione son entre 10 a 30°C, a temperaturas superiores el desprendimiento del cloro es demasiado rápido. Ejemplo: Lejia, mikroclor, etc. Elementos Necesarios para la Limpieza y Desinfección Elementos Necesarios para la Limpieza y Desinfección Compuestos Yodóforos: Son combinaciones del yodo con sustancias tensioactivas no iónicas, el poder germicida se debe al yodo que se libera, no son corrosivos ni tóxicos en las proporciones normales empleadas, por lo que son fácil de manipularlos. Los yodóforos manchan de color amarillo los residuos de minerales y orgánicos, por lo que se utiliza como test para determinar el grado de limpieza de una superficie. Ejemplos: Divosan, Mikloline, etc. Detergente Desinfectante: realizan la limpieza y desinfección en una sola operación. Debe ser eficaz a una gran variedad de situaciones y de microorganismos, puede emplearse cuando la suciedad es ligera y cuando se desea una limpieza a temperatura baja. Ejemplo: Divermite D1, Micro-quat, Divermite D10. CARACTERISTICAS DE LOS PRINCIPALES DESINFECTANTES: VIRUS pH ACTIVIDAD DESARROLLO DE ACTIVIADAD EN PRESENCIA DE MATERIA ORGANICA O AGUA DURA MICROORGANISMOS AGENTES QUIMICOS BACTERIAS OBSERVACION Esporas MOHOS Y LEVADURAS +/- - + - Indiferente Si Ninguna + + + + Alcalino Si Corrosión + + + + + Ácido Si Mancha + + - + - Neutro No ninguna Gram + Gram - Amonio cuaternario + Cloro + Yodo Alcohol Control de Plagas Métodos de Aplicación 1. LIMPIEZA PREVIA, consiste en la eliminación de suciedad grosera (polvo, tierra, restos de alimentos, grasa, etc). Se realiza: Raspado, Desconche, Aspersión de agua, Barrido. 2. LIMPIEZA PROFUNDA: aplicación de detergente y acción mecánica. 3. ENJUAGUE: arrastre de la suciedad y detergente por acción del agua. 4. DESINFECCION: por calor (>74°C por no menos de 30 seg) o desinfectantes: – Cloro: mayor a > 100ppm – Yodo: entre 12.5 a 25 ppm – Amonio Cuaternario: > 200ppm 5. ENJUAGUE FINAL: eliminación del desinfectante en caso de requerirlo. 6. SECADO: en forma espontánea al aire o eventualmente con paños secadores limpios. Programa de Manejo Integrado de Plagas 1. Negar a las plagas el acceso al establecimiento 2. Negar a las plagas alimento, agua y un lugar para refugiarse o anidar. 3. Trabajar con un operador licenciado de control de plagas para eliminar las plagas que lleguen a entrar. Ahuyentador de insectos por ultrasonido Roedores: tales como ratas y ratones Insectos: como moscas, cucarachas, hormigas, gorgojos, entre otros. Pájaros: como palomas y gorriones Disposición de Residuos • Evita contaminaciones, generación de plagas y olores desagradables. • Se debe utilizar recipientes de plástico o metálicos cerrados, que estén correctamente identificados y deben ser de uso exclusivo para dichos fines. • Procedimientos de selección, retiro, acopio y disposición. Diseño de un Equipo IV. Equipos y Utensilios • Tiene que ser diseñados de tal manera que permitan ser adecuadamente limpiados y mantenidos. • El diseño, construcción, y uso de equipo y utensilios tienen que prevenir la adulteración de los alimentos • Todo equipo tiene que ser instalado y mantenido para facilitar la limpieza del equipo. • Resistentes a la corrosión cuando están en contacto con los alimentos. Diseño de un Equipo • Tienen que ser hechos de materiales no tóxicos. • Diseñados para soportar el ambiente de su uso y la acción de los alimentos, y si aplicable, agentes de limpieza y agentes de desinfección. • Las superficies de contacto con alimentos tienen que ser mantenidas para proteger los alimentos de ser contaminados de cualquier fuente. Controles durante el proceso Deben usarse pruebas químicas, microbiológicas, materias extrañas, cuando sea necesario identificar fallas sanitarias. Todo alimento que ha sido contaminado o adulterado tienen que ser rechazado, o si es permisible, tratado o reprocesado para eliminar las posibilidades de contaminación. Consideraciones en las Operaciones de Manufactura • Deben implementarse medidas efectivas para proteger a los alimentos del ingreso de metal u otra materia extraña. Para esto se puede utilizar cedazos, trampas, magnetos, detectores de metal electrónicos, u otras maneras efectivas y adecuadas. • Los alimentos y/o materias primas que sean no conformes tienen que ser dispuestos de tal manera que protejan contra la contaminación a otros alimentos. • Si los alimentos no conformes pueden ser re- procesados, esto tiene que hacerse con un método que se haya demostrado ser efectivo o tienen que ser reexaminados antes de ser utilizados nuevamente en otros procesos 5. Producción y Proceso Controles sobre las Materias Primas Las materias primas y otros ingredientes tienen: ◦ que ser inspeccionados para asegurarse que estén limpios y adecuados para que sean procesados como alimentos, ◦ Almacenados bajo condiciones que protejan la contaminación, ◦ Se tienen que limpiar o lavar cuando sea necesario para remover la tierra u otra contaminación Al recibir contenedores y furgones de materia prima, tienen que inspeccionarse para asegurar que sus condiciones no contribuyan a la contaminación o deterioro del alimento.