Ir - Campus Virtual FFyB
Anuncio

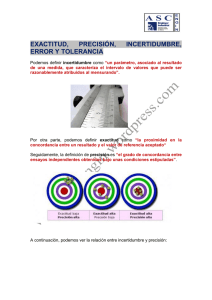
MÓDULO 1 La medición Versión 1.1 Cátedra de Física FFYB - UBA Nos preguntamos…. ¿Qué significa “medir” algo? ¿El valor experimental en una medición es el verdadero? ¿Las medidas están afectadas de error? ¿Qué es veracidad? ¿Qué es precisión? ¿Qué es exactitud? ¿Cómo se expresan los resultados? ¿Qué es la medición? Es un proceso que consiste en obtener experimentalmente uno o varios valores que pueden atribuirse “razonablemente” a una magnitud*. *según Vocabulario Internacional de Metrología (VIM, 2008) ¿Qué es Medir? Es asignar “un valor” a una magnitud o propiedad del objeto por comparación con un “patrón” o una “referencia” donde dicha magnitud o propiedad es certeramente conocida. ¿Qué elementos interactúan en una medición? • • objeto (mensurando)* instrumento operador ¿Qué se obtiene de este hecho? una “medida” o “resultado” ¿Ese resultado es un valor único o es una franja de valores? * “mensurando” es la magnitud que se quiere medir del objeto En la medición debemos tener en cuenta… El instrumento debe ser adecuado para la magnitud que se desea medir. Hay limitaciones del instrumento de medida. ej: mínima división del instrumento: regla, termómetro, tensiómetro. La perturbación del objeto por parte del instrumento debe ser mínima, de lo contrario el resultado puede ser seriamente alterado. ej: distinta presión al colocar el objeto a medir entre los topes de un calibre. Las limitaciones de nuestros sentidos. ej: vista: solo permite apreciar hasta algunas décimas de milímetro; tiempo de reacción del operador con un cronómetro. Antes de medir…¡hay que Calibrar! ¿Qué elementos interactúan en una calibración? • • • material de referencia instrumento operador La calibración establece qué cantidad de magnitud corresponde a la unidad de lectura del instrumento de medida, por ello se realiza con un material cuyo valor de magnitud es conocido. ¿Qué es un patrón? Es el que define la unidad de una magnitud, tiene un valor determinado de magnitud y una incertidumbre de medida asociada. Ej: Metro = longitud del trayecto recorrido en el vacío por la luz durante 1/299.792.458 segundos Un patrón debe ser “inalterable” y “reproducible” a través del tiempo. ¿Qué es un material de referencia? Es un material o sustancia que tiene un comportamiento conocido respecto de la magnitud a medir y lleva una incertidumbre asociada mayor que el patrón. Permite la calibración de un instrumento o sistema de medición. Ej: peso de pesas para calibrar un tensiómetro, temperatura de ebullición del agua, para calibrar un termómetro. Algunas unidades fundamentales MAGNITUD UNIDAD SIMB. LONGITUD metro m longitud del trayecto recorrido en el vacío por la luz durante 1/299.792.458 segundos. TIEMPO segundo s 9.192.631.770 períodos de radiación correspondiente a la transición entre 2 niveles hiperfinos del estado fundamental del isótopo 133 del Cesio (133Cs), medidos a 0 K. MASA kilogramo kg Masa de un cilindro patrón de platino e iridio (único patrón que es un objeto). DEFINICIÓN Evolución del patrón METRO AÑO ORGANISMO 1795 Asamblea Francesa 1799 Asamblea Francesa 1889 DEFINICIÓN 1/10.000.000 del cuadrante del meridiano terrestre. Materialización del valor anterior en una regla, a extremos, de platino depositada en los archivos de Francia.. Francia 1.ª C.G.P. y M M.. Patrón material internacional de platino iridiado, a trazos, depositado en el BIPM. Es llamado metro internacional. 1960 11.ª C.G.P. y M. 1.650.763,73 long. de onda en el vacío de la radiación del Kriptón 86 (transición entre los niveles 2p10 y 5d5. (Incertidumbre 1·10-8) 1983 17.ª C.G.P. y M. Longitud del trayecto recorrido en el vacío por la luz durante 1/299.792.458 segundos. (Incertidumbre 1·1010). Derivación del seg. C.G.P. Y M: CONFERENCIA GENERAL DE PESOS Y MEDIDAS, BIPM: BUREAU INTERNATIONAL DES POIDS ET MESURES ¿Qué es la Incertidumbre? Nos preguntamos… ¿Cuánto puede variar la magnitud de un “patrón”? ¿Dicha variación está asociada a la “incertidumbre”? La Incertidumbre* es un parámetro asociado al resultado de una medición que caracteriza al rango de valores que podrían ser razonablemente asignados a un mensurando. *Definida por la Organización Internacional para la Estandarización (ISO) Incertidumbre … Es un intervalo, que representa una estimación adecuada de una zona de valores entre los cuales se supone que se encuentra el valor verdadero del mensurando. El valor de la incertidumbre es el primer índice de la calidad de una medida. Cuanto menor sea la incertidumbre de la medida, ésta tendrá mejor calidad. Trazabilidad ¿Porqué podemos usar material de referencia en lugar de patrones? La trazabilidad está relacionada con la “historia del resultado de una medición”… La trazabilidad es la propiedad del resultado de una medida o del valor de un patrón donde éste pueda estar relacionado con referencias especificadas, usualmente patrones nacionales o internacionales, a través de una cadena continua de comparaciones todas con incertidumbres especificadas (ISO) La cadena ininterrumpida de comparaciones se denomina “cadena de trazabilidad” Trazabilidad incertidumbre Patrón internacional Organismo internacional MR Primario Organismo Nacional MR Secundario Empresas Privadas MR Terciario (Calibrador) Laboratorios Usuarios Controles internos Laboratorios Usuarios Tipos de medida Medidas únicas (un solo resultado) Medidas directas Medidas indirectas Más de una medida (varios resultados del mismo mensurando) Medidas directas Medidas indirectas Tipos de medida MEDIDA DIRECTA • MEDIDA INDIRECTA UNA INTERACCIÓN • n INTERACCIONES CÁLCULO RESULTADO RESULTADO Errores en las Mediciones El “Valor Verdadero” de una medida es algo abstracto e imposible de medir y conocer. Se denomina ERROR a la diferencia entre el valor verdadero y el valor obtenido. Para una medida única debe informarse el resultado y será acompañado por su error como “un indicador de calidad” de la medida. Para varias medidas de un mismo mensurando el resultado se acompaña con indicador de calidad distinto. Medidas únicas Tipos de errores: Error absoluto Error relativo Error relativo porcentual Error Absoluto Es la diferencia entre el valor medido y el valor verdadero de la magnitud medida. EA = X m – Xv En general XV no se conoce, entonces tampoco puede calcularse EA. El EA se “estima” mediante la sensibilidad, franja de indeterminación o error de apreciación del instrumento de medida. Sensibilidad Mínima cantidad de magnitud que puede diferenciar un sistema de medida. Cuanto menor sea la cantidad de magnitud que discrimina un sistema de medida decimos que dicho sistema es más sensible. en una balanza: mínima cantidad de masa para que esta registre una lectura en un amperímetro: la mínima cantidad de intensidad de corriente eléctrica que circule por el circuito para que la aguja del display indique una lectura Apreciación o Aproximación Mínima cantidad de magnitud que es capaz de asignar un instrumento de medida Es la mínima cantidad que se aprecia con el instrumento. mínima división de una regla o de una pipeta diferencia en un calibre entre una división de la escala principal y una del vernier Cuando se realiza una medida directa, donde se puede considerar que el método consta únicamente de la interacción del instrumento con el mensurando, sensibilidad y apreciación están representados por un mismo parámetro. A su vez, a mayor sensibilidad, menor será el error de apreciación. Expresión del resultado Una sola medida (Directa o Indirecta) El valor de la magnitud se expresa como: Xm EA Donde: EA se expresa con una sola cifra significativa y el último dígito del valor de la magnitud debe ser del mismo orden de magnitud que el del EA. El EA es el indicador de calidad para medidas únicas. Error Relativo Es la diferencia entre el valor medido y el valor verdadero de la medida relacionado con el valor verdadero: ER = (Xm – XV) / XV Como el valor verdadero no lo conocemos y asumimos que la diferencia con el valor experimental es pequeña, en la práctica se calcula como: ER = EA / Xm Multiplicando por 100 obtenemos el ER porcentual ER% = (EA / Xm) x 100 Variará en función del valor del mensurando Permite comparar métodos para medir un mismo mensurando Si tenemos que medir un volumen A de 50 ml y otro B de 10 ml, con una probeta de 50 ml ¿En cuál de las dos medidas se cometerá menor error al medir? Si nos referimos al error de apreciación en ambas está dado por la mínima división de la probeta, es decir 1 ml La expresión correcta para cada mensurando será: o A = (50 ± 1) ml y B = (10 ± 1) ml Si relacionamos el EA con el valor de cada medida porcentualmente: ERA% = 1ml / 50 ml x 100 = 2% ERB% = 1ml / 10ml x 100 = 10% Por lo tanto, el ER y el ER% dependerán del valor medido además del EA del material volumétrico utilizado. Siendo mayor en B que en A. ¿Cómo disminuimos el ER en B? Utilizando un material volumétrico más sensible o Por ej. si disponemos de una pipeta de 10.0 ml y otra de 1.00 ml ¿cuál utilizamos? o con la pipeta de10.0 ml o ERB% = 0.1 ml /10.0 ml X 100 = 1% Efectivamente el ER% disminuye al aumentar la sensibilidad del instrumento de medida ¿y con la pipeta de 1.00 ml? tenemos que cargar la pipeta 10 veces ¿cómo influye esto el ER%? Para responderlo primero nos preguntamos ¿la medida con la pipeta de 1.00 ml qué tipo de medida es? o Medidas indirectas o ¿Cómo informamos dicha medida? ¿Cómo se estima el EA? o Para hallar un valor que exprese la calidad de una medida indirecta se aplica “la teoría de propagación del error”. Permite establecer la relación formal entre el error de la medida indirecta y los errores de las medidas directas involucradas. Permite también evaluar cuál es la incidencia que tienen los errores asociados a la obtención de cada magnitud directa en la calidad de la medida indirecta. En el caso de que la medida indirecta sea una suma la “teoría de propagación del error” predice: En una medida indirecta, que sea el resultado de una suma o resta de medidas directas, el error absoluto será la suma de los errores absolutos de cada una de las medidas directas. En todos los casos estos errores absolutos deben considerarse con el mismo signo. Entonces, para la pipeta de 1.00 ml, al medir 10 veces 1 ml, con la misma pipeta el EAB se calculará como: 10 x 0.01ml = 0.1 ml y el ERB% = 0.1ml / 10ml x 100 = 1% Es decir el ER es el mismo en ambos casos, entonces ¿cuál elegimos?¿por qué? Si la medida indirecta no es una suma ¿qué predice la teoría? supongamos que M es una medida indirecta y se calcula según: M = a2 / b M será función de las medidas directas a y b: M = f (a y b) Cuando a experimente una variación da, tomará un valor: a + da, y entonces resultará para M una variación M + dM. Lo mismo sucederá con la variable b Matemáticamente, diferenciando: M M dM da db a b Esta expresión toma sentido físico reemplazando los diferenciales por deltas: M M M a b a b Donde a y b son los indicadores de calidad de las medidas directas a y b, respectivamente. Para la magnitud M aplicando derivadas parciales la expresión será: 2a a2 ΔM = —— Δa - —— Δb b b2 Ahora considerando el error máximo posible el signo negativo de la contribución de b se transformará en positivo y si además dividimos todo por la variable M, reemplazando nos quedará la expresión del ERM: ΔM Δa Δb 2 M a b Donde éste dependerá de los ER de las dos variables según: ERM = 2 . ERa + 1. ERb El factor 2 y el 1 que multiplican al error relativo de a y b respectivamente provienen del exponente al que está elevada cada variable en la ecuación de cálculo de M y recibe el nombre de factor de propagación. Éste es un indicador de cómo influye en el cálculo del error la potencia a la que esté elevada la magnitud medida. En éste caso indica que la contribución de error de a duplica a la de b y esto se deberá considerar a la hora de elegir el instrumento adecuado para cada medida. Varias medidas de un mismo mensurando … ¿Qué ocurre si se mide un mismo mensurando varias veces?¿El valor del resultado será el mismo? No, obtendré una serie de resultados dispersos pero semejantes entre sí. ¿Hay alguno que sea más representativo? Si, la Media ¿Cuál será la expresión final del resultado? Será expresado mediante la Media y un indicador de calidad obtenido a partir del tratamiento estadístico de los resultados experimentales. Parámetros representativos en varias medidas: La Media e indicadores de calidad de la medida En estos casos el valor de la medida será expresado a través de la media (XM) que es el promedio aritmético de los N valores medidos Xi y el valor de la incertidumbre, que siempre debe acompañar a la XM, será estimado mediante el cálculo estadístico. Aquí el indicador de calidad es distinto al de las medidas únicas. Estadística Es la disciplina que se ocupa del manejo de series de datos Permite extraer “información” de un conjunto de datos y evaluar propiedades de los sistemas que no pueden obtenerse con un sola medida La estadística es una herramienta que brinda un criterio para tomar decisiones, en un ambiente de incertidumbre, con un riesgo controlado Población o Universo Número total de datos posibles de obtener Muestra Cantidad finita de datos que pertenecen al Universo o Población La muestra es un subconjunto del Universo y debe ser “representativa” de la población Histograma de distribución de frecuencias Para realizar un estudio estadístico, se debe saber si la distribución de los datos “es” o “no es” estadística. Si la distribución es estadística, los valores oscilan alrededor de un único valor central. Con los valores experimentales, esto se puede visualizar mediante la confección del Histograma de distribución de frecuencias. Histograma de distribución de frecuencias 7 Frecuencia 6 5 4 3 2 1 0 0 1 2 3 4 5 6 cc(g/ml) 17 8 9 10 Si “N” aumenta y x→0, el área del histograma se asemeja al área debajo de la curva que describe el tratamiento de datos de la distribución de Gauss o “Normal”. Distribución de Gauss o Normal El área total bajo la curva es igual a 1 El desvío cero corresponde a la frecuencia máxima La curva es simétrica respecto de este máximo La curva es asintótica al eje X Parámetros Estadísticos N: Es el número de datos que conforman la muestra Media Poblacional ( ): Es la media de la población. Se estima con la media ( xM ) de la muestra Desvío Estándar de la población ( ): Se estima con la desviación estándar ( S ) de la muestra Indica la dispersión de los datos alrededor del valor medio Ecuaciones Estadísticas Media de la Muestra Desvío Estándar de la Muestra Curva normal o de Gauss Curva normal o de Gauss El área bajo la curva (integral) representa la probabilidad de que un valor de xi esté comprendido entre: -1 a +1 = 0,683 -2 a +2 = 0,955 -3 a +3 = 0,997 La Estadística … Nos permite expresar la dispersión en dos formas: - mediante la desviación estándar - mediante el intervalo de confianza En el intervalo de confianza se encuentra el valor medio muestral con una determinada probabilidad. Expresión del resultado… Expresaremos el resultado de varias medidas de un mismo mensurando así: ± kS Donde k = 2 para expresar que el valor medio se encuentra comprendido en ese intervalo con una probabilidad de 0,955 o una confianza del 95,5 %. k.S se expresa con dos cifras significativas y el último dígito del XM debe ser del mismo orden de magnitud que el cifra menor del indicador de calidad. Error sistemático Error espurio o equivocación Error aleatorio o casual Error sistemático Es un corrimiento constante de una franja de indeterminación siempre en la misma dirección y sentido Se puede conocer. Una vez determinado son empleado para corregir el valor obtenido en la medición Hay tres tipos: Instrumental: Error de cero en el calibre Personal: Error de paralaje, criterio de enrase Del Método: No considerar el peso de la columna de líquido en el método del Tensiómetro de Lecomte du Noüy Error espurio o equivocación Es una acción cometida durante el proceso de medición que no se corresponde con el protocolo que se debía seguir En general surge a partir de una falla humana o de mal funcionamiento del instrumento. Por ej: trasposición de dígitos, una burbuja de aire dentro de la celda de un espectrofotómetro que contiene la solución líquida a medir, no se respetó el orden de los pasos en una metodología determinada. Un dato afectado por este error, invalida la medición por lo que debe ser descartado (si no es posible corregirlo). Pueden aplicarse test para detectar datos dudosos Error aleatorio o casual Es el error que aparece de manera aleatoria Es indeterminado (su valor puede estimarse mediante la estadística) Es inherente al proceso de medición Puede reducirse, pero no anularse Solo puede estimarse haciendo varias medidas del mismo mensurando Precisión Grado de concordancia entre resultados de mediciones sucesivas del mismo mensurando* Clases de Precisión: Repetibilidad* Se mantienen todas las condiciones de medida de un mismo mensurando. Reproducibilidad* Cambia alguna de las condiciones de medida de un mismo mensurando. Ej.: El operador, el instrumento o el lugar es distinto. * ISO 5725 Veracidad o Justeza Grado de concordancia entre el promedio de una gran serie de mediciones y el valor del mensurando* *ISO 5725 Exactitud Grado de concordancia entre el resultado de “una” medición y el valor de un mensurando* Exactitud = Precisión + Veracidad “una” no debe interpretarse como cantidad. Advertir que la exactitud sintetiza dos cualidades que corresponden a varias medidas. *ISO 5725 Tiremos al Blanco ¿Cómo es el perfil de este tirador? Es PRECISO Es VERAZ Es EXACTO Tiremos al Blanco ¿Cómo es el perfil de este tirador? Es PRECISO NO es VERAZ NO es EXACTO Tiremos al Blanco ¿Cómo es el perfil de este tirador? NO es PRECISO Es VERAZ NO es EXACTO Medida de la Incertidumbre (U) En el enfoque actual, la incertidumbre (U) es un índice de calidad de la medición Conocer la incertidumbre implica incrementar la confianza en la validez del resultado de la medición U está asociada a un rango de valores donde se considera se encuentra el valor verdadero con cierto grado de confianza (95%) Para el cálculo de la U se evalúan precisión y trazabilidad de la medición. Cuanto mayor sean ambas menor será U y mejor la calidad de la medida Para tener en cuenta… Error de Apreciación (una sola medida) menor error de apreciación Error Sistemático (varias medidas) franja de indeterminación constante, se puede corregir Error Casual (varias medidas) Mayor concordancia de datos (menor dispersión) mayor sensibilidad relacionado con la veracidad de la medida mayor precisión Error Absoluto (1 cifra significativa) Directas Franja de indeterminación Mínima división del aparato Error Absoluto o Error de Apreciación Sensibilidad del instrumento Error Absoluto Una Medida Xm EA (1 cifra significativa) Indirectas Resultado de la propagación del error medida directa medida indirecta Comparar métodos para medir un mismo mensurando Error Relativo % ER% = (EA/ Xm) x 100 Medir Estadística ± 2S Error Casual o Aleatorio Desvío estándar (2 cifras signif.) Varias Medidas Medidas Directas Medidas Indirectas Precisión Comparar S con valor de referencia (S de otro método o límite impuesto por el operador) Exactitud Intervalo de Confianza Error Sistemático Veracidad Comparar Media con valor de referencia Incertidumbre (U) Trazabilidad A modo de cierre… En toda medida se van a cometer errores cuya magnitud dependerá de los medios de que se disponga y de los factores que pueden influir en la estimación realizada. En términos cuantitativos la medida perfecta no existe pero podemos aproximarnos a ella, reduciendo los errores sistemáticos mediante el uso de patrones trazados; y los errores aleatorios minimizando los efectos de las magnitudes de influencia. Sitios de consulta www.cem.es www.european-accreditation.org www.bipm.fr www.iram.com.ar www.inti.gov.ar www.sim-metrologia.org.br/docs/span_VIM.pdf