Las Propiedades Del Acero Al Carbono
Anuncio

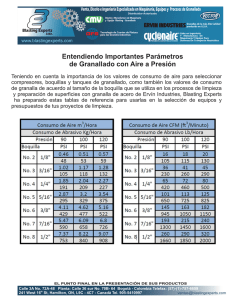
The Shot Peener’s Corner Nº 5 The Shot Peener’s Corner es una colaboración entre ELECTRONICS INC. e IPAR-BLAST, S.L. Cada artículo, es una traducción del reportaje más destacado de la revista THE SHOT PEENER. ELECTRONICS INC. es lider mundial en formación y difusión del shot peening. IPAR-BLAST, S.L. es subcontratista de tratamientos superficiales de precisión. Entre los cuales se encuentra el shot peening. 2 The Shot Peener’s Corner Nº 5 PROPIEDADES DE LA GRANALLA DE ACERO AL CARBONO por David Kirk. El Dr. Kira es colaborador habitual de la revista The Shot Peener. Es investigador de honor en la Universidad de Coventry (Texto traducido por Eduardo Vázquez—IPAR-BLAST, S.L.). INTRODUCCION La mayor parte del shot peening se hace utilizando granalla de acero al carbono. Este tipo de granalla se fabrica bien por fundición ó cortando secciones de alambre y acondicionándolas después a una forma esferoidal aceptable. Las partículas de granalla, tienen un núcleo duro con una capa superficial de óxido frágil. Véase la figura 1 (la capa de óxido frágil superficial ha sido aumentada a propósito) Fig.1 Sección de una partícula esférica de acero al carbono. La granalla de acero de fundición y la de alambre cortado, son fabricadas en calidades de alta dureza ó dureza normal. La Tabla 1 resume algunas de las características especificadas por la norma AMS2431. Se puede observar que el contenido en carbono de la granalla de acero fundido debe ser un 50% mayor que el de la granalla de alambre cortado. Tabla 1. Algunos requerimientos para la granalla de acero al carbono. Granalla de fundición Alambre cortado Carbono 0.8 – 1.2 wt.% Carbono 0.45 – 0.85 wt.% Dureza Normal 45 – 52 HRC Dureza Normal 45 – 52 HRC Alta Dureza 55 – 62 HRC Alta Dureza 55 – 62 HRC La granalla de acero al carbono es fabricada en cantidades muy grandes. La magnitud de estas cantidades tan grandes es fácil de calcular con ejemplos como los que siguen: un cazo con 10 metros cúbicos de acero líquido puede ser fundido vertiéndolo de una sola vez. Un metro cúbico de acero tiene una masa de 7,8 toneladas 3 The Shot Peener’s Corner Nº 5 métricas. Si la masa promedio de una partícula de granalla es de un miligramo, entonces, habremos fabricado 7.800 millones de partículas en cuestión de minutos. Si la sección media de un alambre es de un milímetro cuadrado entonces en diez metros cúbicos de cable tendríamos 10.000 kilómetros en longitud. Cortando dicho cable en longitudes de un milímetro, tendríamos 10.000 millones de partículas. La granalla de acero al carbono, tiene que tener diversas características entre las que se deben encontrar la dureza, forma, tamaño, tenacidad, resistencia al desgaste y bajo coste. Este artículo, trata algunos de los factores que hacen posible que dichas cualidades puedan ser alcanzadas. PIEL FRAGIL DE OXIDO DE ACERO El hierro del acero al carbono expuesto a contacto con el aire se oxida. Hierro más oxígeno resulta en óxido de hierro. El óxido de hierro es un material frágil, de tipo cerámico, que se rompe fácilmente al impacto. El impactado de un componente con granalla de acero hace que parte de su capa de óxido se desprenda y esto con grandes cantidades de granalla implica que el ambiente del interior de la cabina de granallado este compuesto de estas partes desprendidas. Cuando la capa de óxido se desprende, la “piel” es rápidamente sustituida por más oxidación. Consecuencia de lo anterior es que (a) hay una inevitable pérdida de masa y (b) se genera una nube de polvo explosiva. La Fig.2 representa una sección de una partícula de granalla de acero al carbono. La capa de óxido de hierro tiene una composición química variable - FexOy -. El ratio x-y varía de 1 en la zona de más interior a 1,5 en la zona más en contacto con el aire. Un ratio de 1 da FeO, 1,33 da Fe3O4 y un ratio de 1,5 da Fe2O3. Fig.2 Sección de una partícula de granalla con la composición química variable de óxido de hierro. 4 The Shot Peener’s Corner Nº 5 Cuando se calienta granalla en un horno la capa de óxido crece y crece. El mecanismo de crecimiento consiste en que los átomos de hierro se difunden hacia la capa de óxido desde la zona granalla/óxido de la misma manera los que átomos de oxigeno se difuminan hacia la capa de óxido desde la zona óxido/aire. Así pues, la capa exterior está saturada de oxigeno y la capa interior esté saturada con hierro. El crecimiento de la capa de óxido se puede reducir, incluso revertir, controlando la atmósfera del horno. Las partículas fragmentadas de óxido son minúsculas con lo que la relación área a volumen es enorme. Por ejemplo, 1 centímetro cúbico podría tener 10 metros cuadrados. Cada partícula, tiene regiones que varían entre la saturación de Fe2O3 hasta el hierro puro. Por definición, la capa de óxido está químicamente adherida a la partícula de granalla, así, en el momento de la fractura, hay pequeñas partículas de acero que se desprenden junto con el óxido. Debido a que la mayor parte del fragmento de óxido está insaturada de oxígeno, se necesitará más oxidación para tener estabilidad química. Esta oxidación necesaria, es exotérmica, con lo que contribuye la potencial explosivo de la atmósfera de la cabina de granallado. LA ESTRUCTURA DE LA GRANALLA DE ACERO AL CARBONO A ALTA TEMPERATURA Si se calienta granalla de acero al carbono a una temperatura adecuada, la granalla adopta una estructura cristalina simple, la austenita. Los átomos de carbono pueden circular libremente en una matriz cúbica de átomos de acero, centrada en cara. En la superficie de una partícula de granalla, estos átomos pueden emigrar (decarburización) ó inmigrar (carburización) todo dependerá de la atmosfera de alrededor. Dentro de cada partícula, la distribución es aleatoria entre los intersticios (agujeros) de los átomos de hierro pudiéndose mover libremente de agujero en agujero. La relación entre el contenido de carbono y la temperatura adecuada, es un factor crucial. La Fig.3 ilustra esta relación. 5 The Shot Peener’s Corner Nº 5 Fig.3 Representación esquemática de la austenización de la granalla de acero al carbono. La temperatura mínima a partir de la cual el acero al carbono se austeniza es más o menos 730 ºC para un acero del 0,8%. Este el llamado punto eutectoide. Contenidos superiores ó inferiores al 0,8% necesitan temperaturas superiores a 730ºC. Aceros con contenidos inferiores de carbono son conocidos como hipoeutectoides y los de contenidos superiores de carbono son conocidos como hipereutectoides. Estos términos derivan del termino griego “eutectos”. Los valores de 730 ºC y 0,8% podrán variar mínimamente en función a la presencia de elementos aleados. La temperatura de austenización adecuada para la granalla de alambre cortado varía entre 780ºC hasta unos 870ºC dependiendo de su contenido de carbono – según lo que muestra la figura 3. La granalla de acero al carbono puede ser austenizada a temperaturas entre 780ºC y 900ºC una vez más dependiendo del contenido de carbono. La temperatura de austenización no debería de exceder demasiado de la mínima, de cara a no aumentar el tamaño del grano de la austenita (lo que resultaría en una disminución de algunas propiedades) La austenización es un proceso vital en la fabricación de la granalla de acero al carbono. Solo se requiere una austenización para la granalla de acero al carbono. Las partículas de carbono son austenizadas normalmente antes de endurecerlas en el temple. La producción de alambre para la producción de granalla de alambre cortado, requiere de varias austenizaciones. El acero, puede ser fundido en colada continua de una sección aproximada de 10.000 mm2 . Las palanquillas, son laminadas en caliente en múltiples reducciones hasta alcanzar una sección media de 100 mm2. Esto, se corresponde con una elongación de un 10.000% - únicamente alcanzable por 6 The Shot Peener’s Corner Nº 5 los recocidos austeníticos en cada reducción. Así, cada varilla laminada en caliente, es transformada, en frío, al diámetro requerido. Una varilla de 100 mm2 transformada en una varilla de 1 mm2 habrá sido alargada en un 10.000 %. El alambre, deberá ser austenizado varias veces durante el estirado en frío de forma que recupere su ductilidad. Una consecuencia de los anteriores factores es que un acero al carbono cerca de la temperatura eutectoide es muy apropiado para convertirlo en granalla. Este tipo de aceros, requieren de la mínima temperatura de recalentamiento para poder ser austenizados. El calentamiento a este rango de temperaturas, es más rápido y más económico que calentarlos a temperaturas más altas. Otro factor beneficioso e importante es que a bajas temperaturas de austenización, se dan cantidades bajas de oxidación. Así, el espesor de la capa de óxido se puede minimizar. LA ESTRUCTURA DEL ACERO AL CARBONO A BAJAS TEMPERATURAS A altas temperaturas, los átomos de hierro y carbono, conviven felizmente como austenita. Por el contrario, a bajas temperaturas, se cumple todo lo contrario. Los átomos de carbono, son forzados a migrar formando estructuras que dependen del ritmo de enfriamiento desde el estado austenítico. Enfriamiento Lento Si el enfriamiento de la austenita es relativamente lento, habrá suficiente tiempo para que los átomos de carbono migren de una forma extrema. Así, la mayoría de los átomos de hierro formarán ferrita por si mismos que es la forma virtual más pura de acero con estructura cúbica centrada en el cuerpo. Los restantes átomos de acero, se unirán a los átomos de carbono en una relación de tres átomos de acero por cada átomo de carbono. Esta relación de tres a uno se expresa químicamente con la fórmula Fe3C una sustancia cerámica frágil llamada cementita. La combinación de capas de cementita alternadas con capas de ferrita, formarán cristales de perlita, como se muestra en la fig.4. La perlita consiste en siete partes de ferrita suave y dúctil y una parte de cementita dura y frágil. Esta estructura, por su combinación, es lo suficientemente dúctil como para soportar la ingente cantidad de laminaciones en frío necesarias para producir el alambre. 7 The Shot Peener’s Corner Nº 5 Fig.4 Representación esquemática de una estructura perlítica. La microestructura de un acero al carbono enfriado despacio, dependerá de su contenido en carbono. La fig. 5 muestra la relación. Para composiciones hipoeutectoides de acero como el alambre cortado, la estructura lentamente enfriada consistirá en perlita con algo de ferrita dúctil – donde la cantidad de ferrita aumentará con la disminución del contenido de carbono. Para composiciones hipereutectoides de acero como la granalla fundida, la estructura lentamente enfriada consistirá en perlita con algo de cementita primaria frágil – donde la cantidad de cementita primaria aumentará con el incremento de contenido de carbono. Afortunadamente, la granalla de acero fundido no necesita ser enfriada lentamente en ninguna de sus fases de fabricación. Fig.5 Representación esquemática de estructuras de acero al carbono enfriadas lentamente. 8 The Shot Peener’s Corner Nº 5 Enfriamiento Rápido Si la austenita es enfriada rápidamente, no se da el tiempo suficiente como para que los átomos de carbono migren de la estructura bien hacia perlita ó cementita. El templado a temperaturas inferiores lejanas a la temperatura crítica de 730ºC (véase la fig.3) induce en la estructura un cambio realmente catastrófico. A temperatura ambiente, el acero al carbono austenítico contiene tanta energía, que “explota” en una estructura llamada martensita. Se crean agujas de martensita y después se propagan, casi a la velocidad del sonido, en cualquiera de las veinticuatro direcciones de cada grano de austenita. A medida que las agujas se van generando, creciendo y chocando entre ellas a la vez que se combinan, se crean enormes cantidades de micro estreses. La estructura enredada de martensita es muy difícil de deformar – de ahí su dureza. La correspondiente fragilidad puede ser reducida mediante un post temple. El calentado a unos pocos cientos de grados Celsius, permitirá la migración de átomos de carbono a posiciones más cómodas reduciendo los niveles de micro estrés. La estructura resultante es conocida como martensita templada. El templado incrementa la tenacidad y la deformabilidad. La estructura cristalina de la martensita es casi idéntica (que es cúbica centrada en el cuerpo). Un cubo tiene tres bordes de igual longitud. Los átomos de carbono en la austenita templada, hacen una oscilación hacia uno de los tres bordes (véase la fig.6) al mismo tiempo que la austenita de estructura cúbica centrada en cara se transforma en una estructura cúbica centrada en el cuerpo de átomos de acero. Los átomos de carbono son más pequeños que los de acero, pero aún así deben ser desplazados para que encajen en los espacios disponibles. Este tipo de estructura cristalina es llamada “centrada en el cuerpo tetragonal”. Debido a que los átomos de carbono desplazan átomos de acero en una de las tres posibles direcciones, esa dirección “c” se hace más larga que las otras direcciones “a”. 9 The Shot Peener’s Corner Nº 5 Fig.6 Atomos de carbono distorsionando estructuras cúbicas de átomos de acero. La tetragonalidad, ó ratio c/a, incrementa con el contenido de carbono, tal y como se ilustra en la figura 7. La dureza se incrementa proporcionalmente al incremento de la tetragonalidad. Fig.7 Incremento de la tetragonalidad de la martensita con el contenido de carbono. 10 The Shot Peener’s Corner Nº 5 Del enfriamiento rápido a las temperaturas de temple El templado de acero al carbono austenítico con plomo fundido ó sales, crea una estructura intermedia entre la martensita y la perlita, llamada bainita. Así, se puede dar una migración significativa de carbono de forma que se formen partículas minúsculas de cementita dentro de la matriz de ferrita. El templado de alambre con plomo fundido ó sales antes del cortado, lo usa al menos un gran fabricante de granalla de alambre cortado. La fig.8 ilustra la diferencia entre el templado en frío convencional y el templado en caliente. Fig.8 Transformación de la austenita con temple en frío ó en caliente. Trabajo en frío El trabajo en frío del acero al carbono aumenta su dureza, pero reduce su ductilidad. Una vez alcanzada una dureza máxima, esta comienza a caer – “work softening”. La granalla de acero fundida no es trabajada en frío antes de su uso. Por el contrario la granalla de alambre cortado sufre gran cantidad de trabajo en frío como parte necesaria del proceso de acondicionado y estirado del alambre. En el alambre estirado se debe recuperar la ductilidad en las fases de estirado. El proceso de corte del alambre estirado en cilindros supone una gran deformación plástica en la zona de corte. Esto 11 The Shot Peener’s Corner Nº 5 induce un trabajo de endurecimiento localizado e incluso puede provocar una transformación de fase. Algunas especificaciones, indican que la granalla se debe de producir con dos niveles de dureza. La granalla de alambre cortado de alta dureza se puede fabricar si se controla el contenido de carbono, y las contribuciones del trabajo en frío y del tratamiento térmico. La dureza de la granalla de acero fundido se controla mediante el contenido de carbono y el nivel de temple. LA FORMA Cuando el acero líquido se atomiza, aparecen formas cuasi esféricas. Las esferas, tienen el ratio de superficie/volumen más pequeño. Por lo tanto, la energía superficial es minimizada si las gotas son esféricas. La generación de la forma partiendo de cilindros de alambre cortado es mucho más complicada. El acondicionamiento es usado para pasar partículas de forma cilíndrica a forma cuasi esférica. El cambio de la forma, se da por una combinación de deformación plástica y erosión a medida que las partículas son lanzadas contra superficies duras. La especificación SAE J441 indica que cualquier tamaño de granalla de alambre cortado debe ser fabricada con alambre del mismo diámetro. Por ejemplo, SCW/ CW-41 se debe fabricar usando alambre de un diámetro de 41 milésimas de pulgada. 41 milésimas de pulgada es 1mm. Si un cilindro de 1mm de diámetro y 1 mm de longitud se convierte en una esfera perfecta por deformación, esta tendrá un diámetro de 1,144mm. Este cambio de forma se muestra en la Fig.9 Fig.9 Cambio de cilindro a esfera unitarios. En la realidad, el acondicionado del alambre cortado tiene una gran componente de deformación plástica y una mínima incidencia de la componente de erosión. La cantidad total de cada una de ellas, aumentará con el grado de acondicionamiento. Hay tres grados de acondicionado reconocidos: Acondicionado, Doble Acondicionado y Acondicionado Esférico. Los grados de deformación plástica y erosión aumentarán a 12 The Shot Peener’s Corner Nº 5 medida que se alcance la esfericidad. El ratio entre los dos componentes se verá afectado en diferente medida por las propiedades metalúrgicas del alambre cortado. La erosión se puede medir pesando la misma cantidad de partículas de alambre cortado en cada fase de acondicionamiento. El autor, no dispone de información definitiva a la hora de escribir este artículo. Pero la información disponible, indica que la pérdida de masa es aproximadamente de 1-2% para el grado “Acondicionado”, 2-3% para el “Doble Acondicionado” y 3-5% para el grado de “Acondicionado Esférico”. DISTRIBUCION DE TAMAÑOS DE GRANALLA FUNDIDA Y DE ALAMBRE CORTADO En un mundo perfecto, seríamos capaces de cortar el alambre en cilindros idénticos, cada uno de los cuales recibiría un acondicionado y acabado idénticos de forma que tuviesen tamaños idénticos. En el mundo real, hay una “distribución normal” de tamaños para cada lote. En cualquier caso, la distribución habitual es pequeña con lo que casi todas las partículas de alambre cortado son muy similares. Una colada completa de granalla, tiene una variación similar a aquella de una distribución normal. El posterior tamizado, divide la colada en diferentes categorías por tamaños. Dentro de una categoría de granalla fundida, la distribución es aproximadamente lineal. Granalla Nueva La relativa uniformidad del tamaño de la granalla de alambre cortado, es considerada habitualmente como una ventaja cuando se compara con la variación en tamaños de un lote de granalla fundida tamizada. De un modo esquemático e idealizado, la Fig10 muestra las diferencias de las distribuciones de tamaño entre granalla de alambre cortado y granalla de fundición nuevas. Fig.10 Representación esquemática de la diferencia de tamaños entre alambre cortado y granalla de fundición. 13 The Shot Peener’s Corner Nº 5 La granalla de acero se muestra como una distribución lineal uniforme. Las distribuciones reales, podrían tener algo de pendiente positiva ó negativa con algo de curvatura. Granalla Usada En el momento en el que una partícula de granalla es usada para impactar un objeto, pierde algo de su masa. Así, la distribución de tamaños cambia. Es muy habitual hacer recargas de granalla para compensar la pérdida de granalla y la pérdida de masa debida a la rotura de algunas partículas. Estas recargas, también modifican la distribución de tamaños. Analizado como un modelo simple, considérese una carga de granalla de alambre cortado que ha perdido, debido al desgaste, el 10% del tamaño de forma uniforme, y ha sido recargada con un 10% de granalla nueva del mismo lote. Tendremos una nueva distribución de tamaños “bimodal”, tal y como lo muestra la Fig. 11, esto es, la distribución normal de la granalla usada (tamaño medio reducido a 0.9) y granalla nueva (tamaño medio de valor 1). Fig.11 Representación de la distribución de tamaños de granalla de alambre cortado nueva y usada más nueva. Sucesivas recargas de granalla de alambre cortado nueva generarán una distribución de tamaños “multimodal” más amplia. En el caso de no variar los parámetros de ajuste, la carga operativa cambiará haciendo, progresivamente, más cobertura y menos intensidad. El desgaste y la rotura de la granalla de fundición en un equipo, generará el correspondiente cambio en la distribución de tamaño en una carga determinada. Este cambio puede ser ilustrado de una manera simplificada. Asumido que (a) una carga de 14 The Shot Peener’s Corner Nº 5 granalla de fundición determinada tiene una distribución de tamaño lineal y uniforme con límites máximo y mínimo de 0.8 y 1.2 (unidades indeterminadas) y que (b) hay una pérdida uniforme del 10% en tamaño, repuesta por un 10% de granalla nueva del mismo lote. La distribución de tamaño cambia en la recarga. La fracción mayor de granalla (1.16 a 1.2) se desgasta en un 10% de forma que este tamaño tiene ahora una frecuencia cero. La fracción desgastada, sustituirá a la siguiente fracción que en si será una sustitución de una fracción de menor tamaño. La Fig.12 representa el resultado neto del desgaste asumiendo una distribución uniforme y lineal entre los límites de 1.16 y 0.8. Se asume que la granalla inmediatamente superior a 0.8 se eliminará por el tamizado en el momento en el que se desgaste por debajo de un tamaño de 0.8. Fig.12 Idealización del cambio de la distribución de tamaño en función al desgaste de la granalla de fundición. En el modelo ideal de la Fig.12 el tamaño medio de la granalla de fundición es 1.0 que caerá a 0.98 después de un desgaste del 10% (y antes de la recarga). Esto es solo una reducción del 2% - que tendrá un efecto marginal en la cobertura y la intensidad. En la Fig.13 se ha modelizado el efecto de una única recarga, del 10% de granalla uniforme, del lote original. La distribución de tamaño, dejará de ser uniforme. La nueva mezcla recargada tendrá un tamaño medio de 0.982 de forma que la cobertura y la intensidad se verán afectadas de forma muy leve. La repetición de recargas provocaría una cambio pequeño pero constante a menores tamaños medios con lo que los efectos podrían llegar a ser significantes. La forma de anular/reducir este efecto sería la de hacer recargas con granalla nueva de valor medio a aquel de la fracción 15 The Shot Peener’s Corner Nº 5 de mayor tamaño. En nuestro ejemplo, 1.18 Fig.13 Distribución de tamaños después de recargas de un 10% de granalla nueva sobre granalla usada de tamaño uniforme. DISCUSIÓN La granalla de acero al carbono es muy eficaz como medio de shot peening en masa. La combinación necesaria de dureza, tenacidad, durabilidad, cuasi-esfericidad y bajo coste, se consigue controlando la composición química, tratamiento térmico y método de fabricación. Puede resultar sorprendente que el mismo objetivo pueda ser conseguido utilizando dos técnicas de fabricación radicalmente diferentes – la fundición y el acondicionamiento del alambre cortado. La granalla de fundición, difiere del alambre cortado en casi todos los aspectos: contenido en carbono, forma, distribución de tamaño y estructura metalúrgica. Es esencial un grado de maleabilidad si se quiere convertir en cuasi-esféricos los cilindros de alambre cortado. Esto, requiere de estructuras hipoeutectoides. Las estructuras de fundición, son habitualmente más débiles que aquéllas forjadas con la misma composición química. Es por ello que los aceros hipereutectoides se usan para hacer granallas de fundición, ya que son potencialmente más duros que los aceros hipoeutectoides. Los modelos usados en este artículo, son muy simples y deben de ser tomados con precaución. En cualquier caso, sirven para destacar diferencias potenciales como la creación de cobertura y la intensidad. 16 The Shot Peener’s Corner 17 Nº 5 ELECTRONICS INC. 56790 Magnetic Drive 46545 MISHAWAKA (Indiana ) EE.UU. TEL: 574-256-5001 / 800-832-5653 FAX: 574-256-5222 www.electronics-inc.com IPAR-BLAST, S.L. Pol. Ind. Ibur Erreka, 40 - bajo 1 20600 EIBAR (Guipúzcoa) TEL. 943 820 516 FAX. 943 820 619 [email protected] www.ipar-blast.com 18