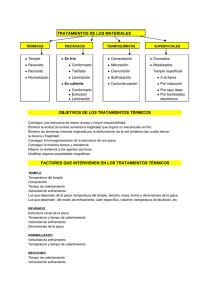
5.- TRATAMIENTOS TÉRMICOS
Los tratamientos térmicos son procesos donde únicamente se varía la temperatura, pero sin modificar
la composición de los materiales.
El objetivo consiste en mejorar las propiedades mecánicas de los metales y aleaciones, de tal forma que
unas veces interesa aumentar la dureza y resistencia mecánica, y otras veces la ductilidad o plasticidad
para facilitar su conformación.
En el grupo de los tratamientos térmicos se incluyen: el temple, el recocido, el revenido y el
normalizado.
5.1.- TEMPLE
El acero se calienta a una temperatura elevada para, a continuación, someterlo a un proceso de
enfriamiento rápido. De este modo, se consigue una estructura de la superficie del metal anormalmente
dura. Esta dureza se debe a la tensión a que quedan sometidos los cristales por la deformación de su
estructura cristalina, ya que en el proceso de enfriamiento rápido les impide alcanzar un equilibrio
estable.
Para llevar a cabo el temple de una pieza se han de tener en cuenta diversos factores, como la
composición del acero o de la aleación, la temperatura a la que hay que calentar, el tiempo de
calentamiento, la velocidad de enfriamiento y los medios empleados para enfriar la pieza.
Según estas características, se pueden distinguir distintos tipos de temple, aunque sólo hablaremos de
uno de ellos: el temple martensítico.
El temple martensítico se utiliza para la obtención de aceros martensíticos. Debe su nombre a la
martensita, aleación muy rica en carbono que se forma en la superficie del material durante el proceso
de enfriamiento rápido y que se caracteriza por su extremada dureza y fragilidad
El enfriamiento se realiza en: agua, aceite o aire.
La capacidad de un acero aleado para transformarse en martensita durante un determinado temple
depende de la composición química y de un parámetro denominado templabilidad.
Definimos la templabilidad como la aptitud de la aleación para endurecerse por formación de
martensita como consecuencia de un tratamiento térmico.
5.1.1.- Ensayo de templabilidad o ensayo de Jominy
El procedimiento empleado para determinar el grado de templabilidad se conoce como ensayo Jominy.
Este ensayo consiste en mantener constantes todos los factores que influyen en la profundidad del
endurecimiento de la pieza, excepto la composición
El proceso es el siguiente:
1º.-
Una probeta de acero normalizada de 25 mm de diámetro y 100 mm de longitud se calienta a una
temperatura constante durante un tiempo determinado
2º.Se saca del horno, y el extremo de la
pieza se templa mediante un chorro de agua de
caudal y temperatura constante, de tal manera
que la velocidad de enfriamiento es máxima en el
extremo templado y disminuye a lo largo de la
probeta
3º.Una vez que la probeta se ha enfriado a
temperatura ambiente, se desbasta una tira de
0,4 mm de espesor y se determina la dureza a lo
largo de los 50 mm primeros. Se traza una curva
de templabilidad, representando los valores de
dureza en función de la distancia al extremo
templado.
5.1.2.- Curvas de templabilidad
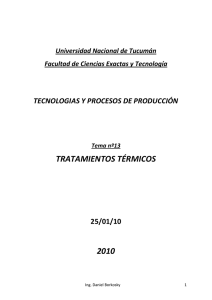
Al lado se representa una gráfica de templabilidad típica. El
extremo templado se enfría más rápidamente y presenta un
máximo de dureza. En este punto, y en la mayoría de los aceros,
la microestructura coincide con el 100 por 100 de martensita. La
velocidad de enfriamiento decrece con la distancia del extremo
templado, y, en consecuencia, la dureza disminuye.
La curva de templabilidad asegura que si la dureza disminuye
rápidamente conforme nos alejamos del extremo templado, el
acero tendrá una templabilidad baja, mientras que un acero con alta templabilidad mantiene valores
elevados de dureza durante distancias relativamente largas.
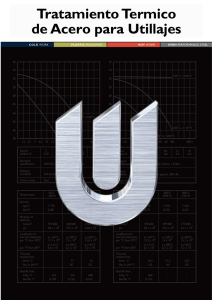
La siguiente representación corresponde a dos ensayos Jominy
con dos materiales diferentes. Se puede observar que el
descenso de la dureza en la curva inferior es más rápido, con
lo cual podemos afirmar que en ese caso, la probeta tendrá
baja templabilidad, es decir, que ese acero tiene menos
capacidad para transformarse en un acero de alta dureza
(martensita) cuando se enfría rápidamente con un líquido.
5.2.- REVENIDO
El revenido es un tratamiento que sigue al temple con objeto de eliminar la fragilidad y las tensiones
internas ocasionadas (recordar que un acero templado es aquel que tiene una dureza muy alta (llamado
martensita), pero que tiene el inconveniente de ser frágil).
El revenido sólo se aplica a los materiales templados.
Consiste en un calentamiento de las piezas templadas a una temperatura inferior a la del temple para
lograr que la martensita se transforme en una estructura más estable. El proceso termina con un
enfriamiento más bien rápido.
5.3.- RECOCIDO
Tratamiento térmico de un material que consta de tres etapas fundamentales: 1º calentamiento hasta
una temperatura prefijada, 2º mantenimiento de la temperatura anterior durante un tiempo
conveniente, 3º enfriamiento lento hasta la temperatura ambiente, pero también realizado a una
velocidad conveniente
Los objetivos que se persiguen con este tratamiento térmico son:
Eliminar tensiones del temple
Aumentar la plasticidad, ductilidad y tenacidad
Conseguir una microestructura específica
Como podemos observar, el tiempo constituye la variable fundamental a controlar. Tanto en el
calentamiento como en el enfriamiento, existen variables de temperatura entre el interior y el exterior
de las piezas a tratar. Por consiguiente, el tiempo y la velocidad de variación de la temperatura estarán
en función del tamaño y geometría de la pieza. Si la velocidad de variación de la temperatura es muy
grande, provoca tensiones internas en las piezas, que inducen a la aparición de deformaciones e incluso
de agrietamientos. El tiempo de recocido debe ser lo suficientemente largo para permitir la
transformación estructural deseada.
5.4.- NORMALIZADO
El normalizado es un tratamiento térmico que se emplea para dar al acero una estructura y unas
características tecnológicas que se consideran el estado natural o inicial del material que fue sometido
a trabajos de forja, laminación o tratamientos defectuosos. Se hace como preparación de la pieza para
el temple.
Es un tratamiento térmico similar al recocido del que sólo se diferencia en la velocidad de enfriamiento,
que en este caso es más elevada y se suele hacer al aire libre
 0
0