Unidad 5: Tornos y roscadoras
Anuncio

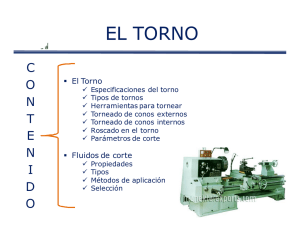
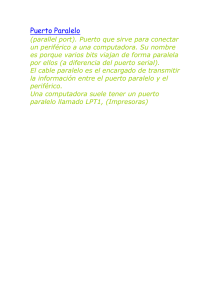
Tecnologí Tecnología Mecá Mecánica I 67.15 Unidad 5: Tornos y roscadoras TEMARIO A) El torno: descripció descripción y utilizació utilización. Accionamientos. Cadenas cinemá cinemática. Barra y tornillo. Movimientos manuales y automá automáticos. - Accesorios: lunetas, platos de mordazas y arrastre, contrapunta. - Clasificació Clasificación: paralelos, revolver, automá automáticos, al aire, verticales, copiadores, etc. Herramientas mú múltiples. B) Roscado: corte, laminado. Roscadoras. Roscadoras. Clasificació Clasificación:1 TORNEADO El torneado es una operació operación mediante la cual se produce el corte de un metal, por el desplazamiento de una herramienta, monocortante frente a una pieza animada de un movimiento de rotació rotación, permitiendo la ejecució ejecución de superficies de revolució revolución. En el torneado, la pieza provee el movimiento principal de corte (Mc ), que es circular, continuo y rá (Mc), rápido, y la herramienta el movimiento de avance ó alimentació ), alimentación (Ma (Ma), que es rectilí rectilíneo, uniforme y lento. Las operaciones fundamentales en el torno son el torneado cilí cilíndrico exterior, el torneado cilí cilíndrico interior y el frenteado (generació (generación de superficies planas perpendiculares al eje del torno). 2 TORNEADO Movimiento relativos entre herramienta y pieza De acuerdo a como sea el movimiento de traslació traslación de la herramienta con respecto al eje de la pieza: 1) Paralelo ⇒ se forma una superficie cilí cilíndrica (torneado cilí cilíndrico ó en general cilindrado) 2) Perpendicular ⇒ se forma una superficie plana (frenteado ó en general perfilado) 3) Oblicuo ⇒ se forma una superficie có cónica (torneado cónico) 3 TORNEADO Movimiento relativos entre herramienta y pieza Un tercer movimiento, llamado de penetració penetración ó profundidad (Mp) Mp) permite regular la posició posición de la herramienta antes de comenzar una nueva pasada. Cada pasada quita una capa de metal, por lo cual esta posició posición define el espesor ó secció sección de viruta. Este movimiento es perpendicular a la superficie de la pieza y se acciona manualmente. Debe efectuarse en el intervalo entre las sucesivas pasadas, hasta llegarse a la medida final. Con la combinació combinación de los movimientos de avance (Ma (Ma)) y penetració penetración (Mp (Mp)) se puede obtener la generació generación de 4 superficies de revolució revolución de forma cualquiera. Movimiento principal de corte: Velocidad de corte Vc (velocidad tangencial) fn Profundidad de corte Ap Movimientos principales del torno Movimiento principal: giro de la pieza – Husillo y plato de mordazas Movimientos Secundarios: -Movimiento longitudinal (accionamiento manual o automatico) -Movimiento Transversal (accionamiento manual o automatico) -Movimiento del charriot (accionamiento manual) Continua con … tipos de agarre TORNOS: CLASIFICACION Y CARACTERISTICAS La clasificació clasificación actual de los tipos de tornos es la siguiente: A) B) C) D) E) F) Tornos paralelos horizontales Tornos verticales Tornos copiadores Tornos semiautomá semiautomáticos Tornos automá automáticos Tornos a control numé numérico Dentro de los horizontales, se tiene la siguiente subdivisió subdivisión: a) b) c) d) Torno paralelo Torno revó revólver Torno de plato Torno de escote 7 TORNOS: CLASIFICACION Y CARACTERISTICAS La elecció elección del tipo de torno adecuado para el desarrollo de una determinada fabricació fabricación, está está condicionada por las caracterí características denominadas principales del mismo, que son las dimensiones má máximas de las piezas que pueden montarse en él, y la capacidad de arranque de viruta. Ellas son: -Altura de puntas desde la bancada - Distancia entre puntas - Altura en el escote - Volteo - Potencia del motor elé eléctrico 8 TORNOS: CLASIFICACION Y CARACTERISTICAS Otras caracterí características importantes de un torno, denominadas técnicas, son: 1/(n-1) - Velocidades del husillo, escalonamiento r=(Nmax/ r=(Nmax/Nmin) Nmin) - Avances longitudinal y transversal posibles - Pasos de roscas - Dimensiones totales (ancho, largo y alto) - Peso aproximado - Máximo diá diámetro para pasaje de barra por el interior del husillo 9 TORNO PARALELO HORIZONTAL 10 CONTRAPUNTA 12 15 TORNO PARALELO HORIZONTAL: COMPONENTES C = Manguito B = Punto A = Soporte D = Volante J = Tapa T = Tornillo trapezoidal cabezal mó móvil E = manija de bloqueo o contrapunta F = tornillo del perno de fijació fijación a la bancada L = placa intermedia P = base 17 20 21 Tipos de montaje de la pieza: Al Vuelo Entre puntas Entre plato y punta Continua con …Op. frenteado TORNO PARALELO HORIZONTAL: SUJECION PIEZA Montaje entre plato y lunetas 24 Principales procesos de torneado 25 TORNEADO Diferentes procesos de torneado 26 TORNEADO: HERRAMIENTAS DE CORTE Herramientas de acero rá rápido 28 TORNEADO: HERRAMIENTAS DE CORTE Plaquetas de metal duro soldado 29 TORNEADO: HERRAMIENTAS DE CORTE PlaquItas de metal duro Y sus porta herramientas 30 TORNEADO: HERRAMIENTAS DE CORTE Ángulos caracterí característicos de las herramientas de tornear 31 TORNEADO: HERRAMIENTAS DE CORTE - FORMAS 32 TORNEADO: HERRAMIENTAS DE CORTE Herramientas de forma ó perfiladas 33 TORNEADO: HERRAMIENTAS DE CORTE Afilado de herramientas de perfil constante 34 TORNEADO: HERRAMIENTAS DE CORTECORTE-MONTAJE Montaje de la herramienta de corte en el torno 35 Operación de Cilindrado Exterior Continua con … Op. De ranurado TORNO PARALELO HORIZONTAL: OPERACIONES Torneado exterior cilí cilíndrico 37 Operación de Frenteado Continua con … Op. Cilindrado ext. TORNO PARALELO HORIZONTAL: OPERACIONES Torneado interior cilí cilíndrico 39 TORNO PARALELO HORIZONTAL: OPERACIONES Torneado có cónico ⇒ los cuerpos de revolució revolución de forma cónica pueden ser obtenidos en el torno de distintas formas. Todas ellas está están destinadas a hacer coincidir la trayectoria de la punta de la herramienta con la generatriz del cono deseado. Los procedimientos son los siguientes: 1) Por inclinació inclinación del charriot 2) Por desplazamiento de la contrapunta 3) Por reglas de guí guía ó plantillas copiadoras Sea cual fuere el procedimiento que se utilice para el torneado có cónico, la punta de la herramienta debe quedar 40 exactamente a la altura del eje de la pieza. Operación de Cilindrado de cono Continua con … tipos de fresadoras TORNO PARALELO HORIZONTAL: OPERACIONES Por inclinació inclinación del charriot ⇒ este mé método es aplicable para conos cortos y de gran ángulo. El valor del desplazamiento angular (α (α) que habrá habrá que girar el charriot se calcula con la siguiente expresió expresión: tg α = D – d/2.l D = diá diámetro de la base mayor del tronco de cono d = diá diámetro de la base menor del tronco de cono l = longitud del tronco de cono 42 TORNO PARALELO HORIZONTAL: OPERACIONES Torneado có cónico por inclinació inclinación del charriot 43 TORNO PARALELO HORIZONTAL: OPERACIONES Por desplazamiento de la contrapunta ⇒ este mé método es aplicable para conos largos y de poco ángulo. Por construcció construcción, la contrapunta está está dividida en dos partes: inferior ó base, y superior ó soporte. En la parte posterior y en la zona media de ambas partes, existen dos índices que se llaman marcas de desplazamiento cero. Inclusive, a cada lado del índice superior, puede haber una escala milimé milimétrica. En posició posición normal (cilindrado) estos índices está están alineados pero si la parte superior se desplaza algunas divisiones hacia uno ú otro lado, el eje de la contrapunta se desplaza en forma paralela al eje del torno. La lí línea que resulta de unir ambas 44 puntas de a sujeció sujeción define la generatriz del cono. TORNO PARALELO HORIZONTAL: OPERACIONES Torneado có cónico por desplazamiento de la contrapunta Desplazamiento (e) Pieza completamente có cónica ⇒ e = D – d/2, con L = l Pieza tronco có cónica ⇒ e=D–d.L 2.l D = diá diámetro mayor del cono d = diá diámetro menor del cono L = longitud entre puntas 45 l = longitud del cono TORNO PARALELO HORIZONTAL: OPERACIONES Torneado có cónico por desplazamiento de la contrapunta 46 TORNO PARALELO HORIZONTAL: OPERACIONES Por reglas de guí guía y plantillas copiadoras ⇒ tambié también pueden obtenerse cuerpos có cónicos haciendo que la herramienta, al mismo tiempo que se desplaza longitudinalmente, se vea obligada a desplazarse en sentido perpendicular al primero, por medio de una regla de guí guía ó plantilla rectilí rectilínea, cuya inclinació inclinación sea la de la generatriz del cono. Con este sistema se obtiene un movimiento combinado aplicable en general para el torneado de piezas de forma, y constituye el principio de funcionamiento del Torno Copiador. 47 TORNO PARALELO HORIZONTAL: OPERACIONES Roscado Cuando se requiere mucha precisió precisión en la constancia del paso de una rosca, y sobre todo tratá tratándose de fileteados largos, éstos deben ejecutarse en el torno. El roscado en el torno constituye una de las operaciones má más importantes, toda vez que la mayorí mayoría de los tornos modernos viene provistos de la caja “Norton” Norton”. Con este mecanismo, pueden obtenerse gran cantidad de pasos, solo haciendo los cambios adecuados mediante palancas de comando para relacionar la velocidad de giro del husillo con el avance de la herramienta para lograr el paso deseado. La cadena cinemá cinemática que se utiliza para roscar es la misma que para tornear, con la diferencia que para roscar se debe usar el tornillo patró patrón en lugar de la barra de cilindrar. 48 Operación de Roscado Continua con … Op. De agujereado TORNO PARALELO HORIZONTAL: OPERACIONES Cadena cinemá cinemática para el roscado 50 TORNO PARALELO HORIZONTAL: ROSCADO Los 2 dispositivos de importancia intercalados en la cadena cinemá cinemática para el roscado en el torno son los siguientes: Tuerca partida ⇒ permite el embrague y desembrague del movimiento de avance automá automático del carro porta herramientas, mediante su cierre ó apertura, accionada por una palanca exterior llamada comando de la tuerca Mecanismo inversor ⇒ hace posible el cambio de rotació rotación del tornillo patró patrón. Sistema de coordinació coordinación de las pasadas. Cantidad de pasadas 51 TORNO PARALELO HORIZONTAL: OPERACIONES La caja Norton lleva en su frente una palanca que puede ocupar varias posiciones la cual, al ser introducida en los orificios practicados en la caja Norton, Norton, vincula distintos pares de engranajes, que se corresponden con diferentes velocidades del tornillo patró patrón y, por lo tanto, definen distintos pasos de roscas. Las placas ó tablas que viene adosadas al cuerpo del cabezal tienen enumerados y dispuestos en casilleros los pasos de rosca Withworth y su equivalentes mé métricas, e indican segú según las posiciones de las palancas de comando, los pasos de rosca obtenibles. La caja Norton tambien proporciona los avances longitudinal y transversal automá automáticos del carro porta herramientas. 52 TORNO PARALELO HORIZONTAL: OPERACIONES Caja Norton 53 TORNO PARALELO HORIZONTAL: OPERACIONES Caja Norton 54 TORNO PARALELO HORIZONTAL: OPERACIONES Operació Operación de roscado 55 TORNO PARALELO HORIZONTAL: OPERACIONES En roscados de perfil cuadrado y en roscas triangulares y trapeciales pequeñ pequeñas, cuando los filetes son grandes, primero de desbasta con una herramienta menor y despué después se termina con la herramienta a medida. Para proceder a efectuar un roscado interior, el movimiento de alimentació alimentación de la herramienta (avance) debe ser de sentido inverso al del fileteado exterior. Las roscas có cónicas tienen los mismos principios que el torneado de conos. La posició posición de la herramienta será será perpendicular al eje del cono, rara vez se hace perpendicular a su generatriz. La medició medición del paso se hace en direcció dirección al eje y no en la de la generatriz. 56 TORNO PARALELO HORIZONTAL: OPERACIONES Taladrado, escariado y aterrajado La operació operación de perforar en el torno es a menudo necesaria para la preparació preparación y el montaje de piezas sobre mandriles, y como fase preliminar al escariado y roscado. La mayorí mayoría de los agujeros en el torno se realizan sobre piezas montadas en el plato “al vuelo” vuelo”, y utilizando la contrapunta como porta herramientas, en cuyo manguito se introduce la broca. Tambié También, si se fija en lugar del punto un mandril con alojamiento có cónico tipo “Morse” Morse” insertado en el manguito de la contrapunta, previa extracció extracción del punto. 57 TORNO PARALELO HORIZONTAL: OPERACIONES Agujereado, escariado y aterrajado 58 TORNO PARALELO HORIZONTAL: OPERACIONES El empuje en la direcció dirección axial que debe darse a la broca en el sentido del avance, se realiza por medio del volante de comando de avance de la contrapunta, acompañ acompañado de abundante lubricació lubricación y refrigeració refrigeración. A partir de este agujero, se podrá podrá posteriormente trabajar con la herramienta de torneado interior, cuando fuera necesario agrandarlo para llevarlo a la medida de plano. Para operació operaciónes de acabado interior tambié también se pueden utilizar los escariadores ó calisuares, que lo hacen con mayor exactitud, con igual montaje que la broca. 59 TORNO PARALELO HORIZONTAL: OPERACIONES Para el roscado con machos y terrajas, este sistema reemplaza el uso de la herramienta perfilada de filetear, utilizando el mismo juego de machos de serie normal usado en la operació operación manual. Se emplea preferentemente para el mecanizado de roscas de perfil triangular, cuando no se exija una calidad especial como la de las roscas de sujeció sujeción. El movimiento principal (Mc (Mc)) lo realiza la pieza, y con el objeto de que la rosca no resulte oblicua, se conducen el macho y la terraja con el punto de la contrapunta. Así Así, el macho de roscar se atornilla en el agujero del nú núcleo previamente taladrado y va generando los filetes. 60 Operación de Tronzado Ap Continua con … Op. Roscado TORNO PARALELO HORIZONTAL: OPERACIONES Tronzado 62 TORNO PARALELO HORIZONTAL: OPERACIONES Proceso de tronzado Herramientas de tronzar 63 Operación de Ranurado Exterior Ap Continua con … Op. Tronzado TORNO PARALELO HORIZONTAL: OPERACIONES Torneado esfé esférico a.a.- Superficie esfé esférica b.b.- Combinació Combinación de los movimientos en forma simultá simultánea del carro transversal y del charriot c.c.- Con herramienta de forma d.d.- Dispositivo copiador 66 TORNO PARALELO HORIZONTAL: OPERACIONES Torneado excé excéntrico TORNO PARALELO HORIZONTAL: OPERACIONES El torneado de cigü cigüeñales es una adaptació adaptación del torneado excé excéntrico. Los adaptadores ó puntos de centrado paralelos ejecutados en cada extremo de la pieza para su montaje, corresponden a la excentricidad (e) del cigü cigüeñal. Las distintas fases de operació operación son: 1) Determinació Determinación de los pares de centros para el montaje de la pieza. 2) Formació Formación del diá diámetro má máximo, determinando a la pieza, al comenzar las operaciones subsiguientes. 3) Torneado de los extremos 4) Montaje de la pieza sobre plato de mordazas para tornear 68 la parte central del eje. TORNO PARALELO HORIZONTAL: OPERACIONES Moleteado El moleteado ó ruletado consiste en grabar superficies cilí cilíndricas, obtenidas por compresió compresión del metal produciendo pequeñ pequeños estrí estríados ó rayados. Esta operació operación se realiza en determinadas piezas, con el fin de facilitar su maniobra de movimiento rotativo entre los dedos de la mano para evitar su resbalamiento (perillas, manijas, mangos de herramientas, etc.). Para esta operació operación se emplean rueditas de acero templado llamadas moletas ó ruletas, sostenidas en un soporte especial articulado (porta moletas ó porta ruletas). 69 TORNO PARALELO HORIZONTAL: OPERACIONES Moleteado 70 TORNO PARALELO HORIZONTAL: OPERACIONES Moleteado 71 TORNO PARALELO HORIZONTAL: OPERACIONES Rectificado en el torno 72 TORNO PARALELO HORIZONTAL: OPERACIONES Rectificado en el torno 73 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Fijar una pieza es equilibrar los esfuerzos a los cuales se encuentra sometida: esfuerzos de corte, desequilibrios ó descentrados si es la pieza la que se mueve, mueve, como ocurre en el torno; una buena fijació fijación que, ademá además, no deberá deberá deformar la pieza. Cualquiera sea el medio de montaje y fijació fijación de la pieza en el torno, deben reunirse tres condiciones especiales: 1) Arrastre fijo 2) Centrado perfecto 3) Rigidez de la herramienta 74 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Cumplidas las tres condiciones enumeradas anteriormente, todos los montajes normales de piezas en el torno se hacen segú según la siguiente clasificació clasificación: A) Al vuelo b) Entre plato y contrapunta c) Entre puntas d) Entre puntas y luneta e) Entre plato y luneta 75 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Plato de 4 mordazas independientes Plato de 3 mordazas autocentrante 76 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Platos universales 78 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Platos de mordazas independientes 79 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Montaje entre puntas 80 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Lunetas fijas 81 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Montaje entre plato y lunetas 82 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Montaje entre plato y luneta fija 83 TORNO PARALELO HORIZONTAL: SUJECION PIEZA Lunetas mó móviles 84 TORNO VERTICAL Cuando las piezas a trabajar son de gran diá diámetro ó de gran tamañ tamaño, de configuració configuración asimé asimétrica, pesadas, ó de difí difícil fijació fijación, se recurre a los tornos verticales. Estas má máquinas carecen de contrapunta; contrapunta; la disposició disposición del eje principal es vertical, y los platos está están accionados por árboles dispuestos tambié también verticalmente. Poseen generalmente uno ó dos montantes verticales, que sirven de guí guía a un puente mó móvil dispuesto horizontalmente, pudiendo bajarse y subirse a voluntad. Este puente sirve, a su vez, de guí guía para los carros porta herramientas que deslizan sobre él. 85 TORNO VERTICAL: TERMINOLOGIA 1: Base; 2: Montante; 3: Puente fijo de unió unión; 4: Puente mó móvil; 5: Carro porta herramientas vertical; 6: Carro porta herramientas horizontal; 7: Guí Guías del porta herramientas; 8: Plato porta piezas; 9: Accionamiento del plato; 10: Tornillo para ascenso ascenso y descenso del carro guí guía; 11: Tornillo para desplazamiento del carro porta herramienta; 12: Motor elé eléctrico y caja de velocidades del eje principal; 13: Ídem 12 para movimiento vertical; 14: Ídem 12 pata 86 movimiento horizontal TORNO VERTICAL 87 TORNO VERTICAL 88 TORNO VERTICAL 89 TORNO VERTICAL Por la caracterí característica pesada de este tipo de má máquinas, y teniendo en cuenta los grandes esfuerzos en juego, sus órganos movibles son accionados en forma individual con motores independientes. Cuando existen dos carros porta herramientas, cada uno dispone de su caja de avances y su motor elé eléctrico acoplado. Estos tornos permiten emplear al mismo tiempo hasta una tercera unidad porta herramienta, ó en su defecto, reemplazar todas las unidades por una torreta revó revólver giratoria que posee entre 5 y 6 posiciones. 90 TORNO REVOLVER El perfeccionamiento del torno paralelo horizontal ha dado lugar a la creació creación de tornos especiales, la cual ha tenido como premisas los siguientes factores, entre otros: 1) Sencillez de órganos 2) Rapidez para montar la pieza 3) Uso simultá simultáneo de varias herramientas En ese sentido, si en un torno paralelo comú común se coloca un dispositivo que puede llevar entre 4 y 12 herramientas, que puedan presentarse frente a la pieza en posició posición de trabajo y en una secuencia prefijada, se habrá habrá convertido a la má máquina en un torno de herramientas mú múltiples ó torno revó revólver. 91 TORNO REVOLVER 93 TORNO REVOLVER 94 TORNO REVOLVER Los tornos revó revólver se subdividen en dos grandes grupos: Grupo I: equipos para series grandes de piezas torneadas de barras trefiladas, alimentadas a travé través del husillo hueco del torno y porta piezas perforado. Grupo II: equipos para series grandes de piezas en bruto ó semielaboradas, fijadas sobre plato ó mandril. 95 TORNO REVOLVER Disposiciones del cabezal revó revólver y mecanismo de accionamiento manual 96 TORNO REVOLVER Torneado manual con porta herramientas transversales 97 TORNO REVOLVER Dispositivos porta herramientas para torreta revó revólver 98 TORNO SEMI AUTOMATICO El husillo de la má máquina está está acondicionado para trabajar piezas de forma complicada en producció producción en serie y para trabajar material de barras, cuya alimentació alimentación se efectú efectúa de forma automá automática. El movimiento de traslació traslación del manguito que afloja ó aprieta contra la pieza se consigue por un sistema de piñó n y cremallera. piñón 99 TORNO COPIADOR El torno copiador modernamente desarrollado permite la reproducció reproducción no solo de formas con poca inclinació inclinación (torneado có cónico) ó con formas ligeramente abombadas (perfil curvo), sino de formas más exigidas, como salientes perpendiculares, medias cañ cañas, redondeos, entalladuras, etc. Como guí guía se puede utilizar una placa convenientemente perfilada llamada plantilla, de 3 a 5 mm. de espesor, ó directamente una pieza terminada. Estos tornos reemplazan a los dispositivos copiadores que se agregaban a los tornos paralelos comunes. 100 TORNO COPIADOR 101 TORNO COPIADOR En estos tornos, un punzó punzón – palpador se mueve a lo largo de la plantilla ó de la pieza terminada que sirve de muestra y guí guía, transportando las variaciones de sus movimientos a la herramienta de tornear que reproduce el perfil de la plantilla ó de la pieza muestra. El carro porta herramientas no se encuentra directamente unido con la plantilla, sino que sus movimientos los manda indirectamente el punzó punzón – palpador que toca la plantilla ó la pieza muestra, con una presió presión muy leve (≈ (≈ 1 Kg.). Este mecanismo reproduce con absoluta fidelidad todas las curvas, inclusive hasta con ángulos de 90° 90° (resaltos en ángulo recto). 102 TORNO COPIADOR Reproducció Reproducción de formas con pieza terminada como guí guía patró patrón. 103 TORNO DE PLATO Cuando se presenta el problema de tornear piezas de gran peso y diá diámetro con altura reducida, sin contar con un torno vertical, vertical, se utilizan los tornos de plato, tambié también llamados frontales, cuya caracterí característica es la de carecer de contrapunta (en general – algunos tipos sí sí llevan). Se emplean preferentemente para tornear poleas, ruedas, llantas, carcasas de turbinas ó dínamos, grandes engranajes. Poseen fuertes y grandes platos, que les permiten asegurar y tornear piezas de mayores dimensiones que las del plato, y su cabezal es muy robusto, dotado de 2 ó 3 mecanismos de retardo, para conseguir las marchas lentas necesarias para fuertes desbastes. 104 TORNO DE PLATO 105 TORNO DE PLATO 106 TORNO DE PLATO 107 ROSCADO 108 ROSCADO Los filetes de rosca se utilizan para: A) Formació Formación de conjuntos rí rígidos desmontables (tornillos) B) Asegurar el desplazamiento de ciertos mecanismos (carros de las má máquinas herramientas, instrumentos de medició medición con tornillo micromé micrométrico, etc.). C) Conseguir, en combinació combinación con una rueda dentada helicoidal, una elevada desmultiplicació desmultiplicación de relació relación de transmisió transmisión (mecanismo tornillo sin fin – corona) D) Realizar instalaciones de cañ cañerí erías, cuya estanqueidad se asegura con roscados có cónicos sellados con masilla 109 ROSCADO Los diferentes usos definen distintos perfiles y calidades de rosca: triangular, trapezoidal/trapecial, cuadrada, redonda, los cuales, menos la cuadrada, está están normalizados en sus caracterí características principales: perfil (estilo), paso y diá diámetro. Las má máquinas herramienta convencionales (torno, fresadora y taladradora) permiten la obtenció obtención de roscas en forma restringida; mientras que en las má máquinas especí específicas para la ejecució ejecución de roscados, la rosca generalmente se forma en una sola pasada con todas sus caracterí características definitivas. La elecció elección del procedimiento de mecanizado está está fijado por la cantidad de piezas a roscar, y por la exactitud y calidad 110 superficial exigida. ROSCADO Las roscas pueden obtenerse por los siguientes métodos: a) Roscado con macho en má máquina taladradora b) Roscado con herramienta de filetear en el torno c) Roscado con peines d) Roscado con fresa de roscar e) Roscado con muela esmeril f) Roscado a presió presión por laminado (sin arranque de viruta) Los mé métodos c) a f) corresponden a máquinas especí específicas para la operació operación de roscado. 111 ROSCADO Métodos para ejecució ejecución de roscas 112 ROSCADO CON PEINES En el trabajo en serie, el roscado mecá mecánico es aná análogo al roscado mecá mecánico con macho. El cabezal porta cojinetes a peine (terraja) ó cabezal roscador, roscador, se halla dispuesto sobre husillo, que puede tener distintos nú números de revoluciones. La barra circular que se desea roscar se sujeta en un carro porta piezas, y para tallar los filetes se introduce en el porta cojinete de la terraja, maniobrando el volante mientras gira el cabezal. Las roscadoras tienen dos movimientos fundamentales: el de giro (Mc (Mc)) en los dos sentidos de marcha, y el de alimentació alimentación (Ma). Ma). 113 ROSCADO CON PEINES Roscadora con peines 114 ROSCADO CON PEINES Terraja graduable de acció acción radial y peines intercambiables 115 ROSCADO CON PEINES Cabezal roscador de acció acción tangencial 116 ROSCADO CON PEINES Cadena cinemá cinemática de una roscadora con peines 117 ROSCADO CON FRESA DE ROSCAR Por medio de la operació operación de fresado, pueden mecanizarse los perfiles usuales de roscas, salvo el de secció sección cuadrada, para grandes pasos y en máquinas especiales. El roscado puede efectuarse con una fresa sencilla (roscas largas) ó con fresa mú múltiple ó fresa – creador (roscas cortas). En el primer caso, se puede comparar con la operació operación de roscado en el torno con herramienta de filetear, cuyo útil es una herramienta del perfil segú según el estilo de rosca, la cual debe ser orientada segú según la tangente de la hé hélice de la rosca La fresa forma el filete de una sola pasada; pasada; el paso se obtiene por desplazamiento longitudinal de la fresa, las velocidades son lentas y la secció sección de viruta pequeñ pequeña. 118 ROSCADO CON FRESA DE ROSCAR Roscado con fresa roscadora 119 ROSCADO A PRESION POR LAMINADO Máquina de rolado en frí frío para roscado sin centros 120