MIS001200 1300 1400 HORNO PRECALENTAMINETO SR 725
Anuncio

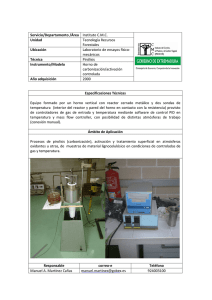
SIRIO DENTAL s.r.l. Horno de precalentamiento de cilindros SR 725 "INfire Light" MANUAL DE INSTRUCCIONES SIRIO DENTAL Srl Via A.Accardi, 11 - 47014 Meldola FC Italy Tel. +39 0543 490327 Fax: +39 0543 499126 Email: [email protected] Website: www.siriodental.it Reg. Empresas de Forlì-Cesena N.IVA y NIF: 03694510409 Capital social: € 60.000,00 depositado 1 1 - INFORMACIONES GENERALES 1.1 - Objetivo del manual Este manual ha sido redactado por el fabricante y constituye una parte integrante de la máquina suministrada. Las informaciones contenidas en el mismo están dirigidas al usuario y contienen indicaciones de seguridad. Antes de utilizar la máquina, y especialmente la primera vez que se utiliza, es necesario leer con atención el manual para habituarse a los mandos y comprender su función y posición. Además, se aconseja efectuar algunas pruebas con la máquina. El manual se debe conservar como referencia futura. 1.2 - Identificación del fabricante de la máquina. En la máquina está colocada una placa de identificación como se muestra en la Fig. 1 SIRIO DENTAL snc Meldola FO - Italy Mod Anno SR 725 2010 V 230 AC Hz 50-60 N° 6001 VA 1500 T Max 1200°C FIG. 1 1.3 - Informaciones técnicas El horno "SR 725 INfire Light" está controlado y regulado por un control electrónico con microprocesador y ha sido diseñado y construido para la cocción y el precalentamiento del revestimiento de los cilindros para facilitar fusiones en laboratorios odontotécnicos y de orfebrería. El horno SR 725 puede trabajar con 2 ciclos (o programas) de calentamiento (1 programa "Normal" y 1 programa "Rápido"), que se mantienen perennemente en memoria hasta que el operador decide modificarlos. El programa Normal puede tener hasta 6 fases y en cada fase se pueden configurar 3 magnitudes: temperatura, velocidad de subida, tiempo de estacionamiento. Además, se puede configurar un retardo de encendido (encendido posticipado hasta 100 horas), las temperaturas de encendido y de apagado del ventilador de aspiración de humos (chimenea), y el tiempo de mantenimiento en temperatura al final del ciclo. 2 FIG 2 Leyenda (FIG. 2): A B C Mufla Control electrónico Puerta D E F Cámara de material refractario Alimentación 230V 50Hz Chimenea de aspiración de humos (opcional) 1.4 - Dispositivos de seguridad Las partes de la máquina alimentadas por corriente eléctrica están protegidas a través de protecciones fijas para impedir el acceso del usuario. El acceso a dichas partes está permitido sólo para el personal especializado, autorizado y adiestrado para el mantenimiento extraordinario y las reparaciones. 1.5 - Características Técnicas Tensión de alimentación Potencia de las resistencias Dimensiones de la cámara Dimensiones externas LxPxH Peso – Kg Número programas Número de programas Normales Número de programas Rápidos Número de fases de Prog. Normal Retardo de encendido hasta 100 horas Fusibles 725S 725M 230V-50/60Hz 1600W cm15x15x10 cm32x40x47 230V - 50/60Hz 2200W cm18x23x11.5 cm36x46x49 230V - 50/60Hz 2800W cm23x30x15 cm42x53x52 25 2 1 35 2 1 45 2 1 1 1 1 3 3 3 Si Si Si 16A 16A 16A 3 725L 2- TRASLADO E INSTALACIÓN 2.1 - Embalaje y desembalaje El embalaje está formado por: • Revestimiento de chapas de poliestireno K10 que protegen la máquina por el lado lateral, superior e inferior. • Cobertura de cartón duro • Cinta de sujeción 2.2 - Carga y descarga La máquina embalada puede ser trasladada mediante la carga o por 2 personas. Durante el traslado, evitar absolutamente que sufra golpes, caídas o se voltee: esto pudiera dañarla, incluso de manera irreparable. La eliminación de los materiales de embalaje debe ser efectuada respetando el medio ambiente y las normas vigentes. 2.3 - Instalación La máquina se debe colocar sobre un plano seguro en posición horizontal, en locales suficientemente ventilados. Es una tarea del usuario asegurarse, antes de la instalación, de que la instalación eléctrica del local haya sido realizada siguiendo las normas de seguridad en vigor. En particular, es necesario comprobar que la tierra de la instalación eléctrica funcione correctamente. Además, es importante comprobar también la tensión de alimentación eléctrica. Si la tensión es demasiado baja (inferior a 210 V) el horno pudiera tener dificultades de funcionamiento, por lo que sería necesario instalar un grupo de estabilización. Después de haber colocado el horno y efectuado las comprobaciones del caso, proceder de la siguiente manera: • Colocar el interruptor general del horno en la posición OFF (0) • Conectar el horno a una toma de corriente de 220-230 V CA 3- INFORMACIONES DE UTILIZACION 3.1 - Panel En el panel de la máquina se encuentran los siguientes elementos de mando y visualización: 1 – Display LCD : se visualizan las MAGNITUDES, los tiempos y las temperaturas 4 2 – Teclas SET UP : (flecha ARRIBA Y flecha ABAJO). Sirven para modificar el valor de las magnitudes durante la configuración de los programas o para seleccionar los programas. 3 – Tecla trivalente START/STOP/ENTER: esta tecla sirve para ejecutar un programa (START) a partir de la condición de standby, de tener un programa cuando se está ejecutando (STOP), confirmar los valores visualizados de las varias funciones durante la configuración (enter) y pasar a la magnitud siguiente. 3.2 Prestaciones y utilización Como ya se explicó, el horno SR 725 INfire Light puede obrar con 2 programas de calentamiento (P1 programa "Normal" y P2 programa "Rápido") que se mantienen en memoria si el usuario no los modifica. El programa "Normal" puede estar compuesto por 3 fases, es decir, se pueden configurar hasta 3 paradas en temperatura (como máximo, ya que si se desea, se pueden configurar e incluso ciclos con un número inferior de fases). En cada fase se pueden configurar: temperatura, velocidad de subida y tiempo de estacionamiento. Se puede incluso configurar un retardo de encendido. Además, se puede configurar un tiempo de mantenimiento de la temperatura al final del ciclo (F): esto se realiza para mantener los cilindros en temperatura y dar tiempo para que el usuario esté listo para el próximo trabajo. 3.3 – Encendido Cuando se enciende el horno, aparece la pantalla principal que se llama "STAND BY": 5 En la parte izquierda se indica el último programa realizado o modificado (P2 o P1) y, en la parte derecha se indica la temperatura interna. 3.4 – CONFIGURACIÓN DE LOS PROGRAMAS Pulsando sobre una de las dos flechas (ARRIBA o ABAJO) se pasa de un programa a otro P1 o P2. A – Programa Normal P1 En STAND BY poner el display en P1. Para entrar en la sección de programación PULSE CONTEMPORÁNEAMENTE las dos flechas ARRIBA + ABAJO: Aparece la siguiente pantalla que se refiere al número de fases que debe tener el programa. A través de las flechas se puede seleccionar 1, 2 o 3, es decir, el ciclo que se está programando tendrá 1, 2 o 3 fases. Confirmando con ENTER esta pantalla el ciclo tendrá 3 fases. Así se pasa a la pantalla siguiente: Configurar con las flechas ARRIBA y ABAJO la temperatura T1 de la primera fase, confirmar con ENTER y pasar a: 6 Confirmar la velocidad de subida V1 en ºC/min, confirmar con ENTER y pasar a: Configurar el tiempo de estacionamiento t1 de la primera fase. Configurar las horas con ENTER, configurar los minutos, confirmar con ENTER y pasar a la fase sucesiva con T2. De la misma manera se configuran las fases sucesivas. Después de haber configurado el tiempo de mantenimiento de la última fase, pulsando ENTER se pasa a: Es el tiempo suplementario de mantenimiento de la Temperatura al final del ciclo que sirve como tiempo de reserva para permitir la fusión, en caso de varios cilindros o si el usuario no está presente o todavía no está listo. Es un tiempo que se configura en horas. El tiempo mínimo que se puede configurar es de 1 hora. Pulsando ENTER se termina la configuración y se vuelve a la pantalla de STAND BY B – Programa Rápido P2 En STAND BY poner el display en P2. Para entrar en la sección de programación, como se ha explicado anteriormente, PULSAR CONTEMPORÁNEAMENTE las dos flechasARRIBA + ABAJO: Se muestra la siguiente pantalla: 7 Configurar la Temperatura T del ciclo, luego confirmar con ENTER y pasar a: Confirmar la velocidad de subida V en ºC/min, confirmar con ENTER y pasar a: Configurar el tiempo de estacionamiento t, configurar las horas y confirmar con ENTER. Configurar los minutos, confirmar con ENTER y pasar a: Configurar el tiempo de mantenimiento final de la Temperatura al final del ciclo (durante este tiempo se pueden configurar los micro-ciclos para cada cilindro introducido) en horas, luego confirmar con ENTER para regresar a la pantalla de STAND BY. 3.5 – EJECUCIÓN DE UN PROGRAMA A – Ejecución del programa normal P1 8 Para ejecutar el programa P1 obrar de la siguiente manera: Desde STANDBY, seleccionar al programa P1 y pulsar START/STOP. Se muestra la siguiente pantalla: Se muestra el retardo de encendido, expresado en horas y minutos: si se desea que el horno se encienda, confirmar con ENTER el valor 0 de las horas y en el valor 0 de los minutos. Si por el contrario, se desea introducir un retardo de encendido, introducir con las flechas las horas de retardo (una vez transcurridas el horno se enciende), confirmar con ENTER, luego introducir los minutos y confirmar de nuevo con ENTER. Se muestra un tiempo de retardo decreciente. Cuando el conteo llega a 0 el horno se enciende. NOTA: para introducir el retardo de encendido se calcula el tiempo que falta para el encendido del horno, es decir, a partir del inicio del ciclo. Por lo tanto, si el cilindro que está en el horno debe estar listo a una determinada hora, por ejemplo a las 8:00 de mañana y ahora son las 18:00, teniendo en cuenta que el ciclo durará aproximadamente 1,30 horas, es necesario encender el horno mañana a las 6:30. Es decir, debemos introducir un retardo de 12 horas y 30 minutos. Cuando el horno se enciende (inmediatamente después de pulsar el último ENTER, o bien después de haber esperado el tiempo de retardo correspondiente), se visualiza la siguiente pantalla. En la parte izquierda se observa un símbolo compuesto por dos trazos: un trazo oblicuo y un trazo horizontal. Durante las fases de subida de la temperatura, parpadea el trazo oblicuo. A la derecha se indica le Temperatura de Fase que se debe alcanzar y en el centro se muestra la Temperatura instantánea. Durante las fases de mantenimiento de la T, parpadea el trazo horizontal. En el centro se visualiza el tiempo decreciente y, a la derecha, la temperatura. B – Ejecución del programa Rápido P2 9 Llevar a cabo todas las operaciones como para el programa P1. Una vez transcurrido el calentamiento y el tiempo de estacionamiento, comienza el Tiempo de mantenimiento Final y se muestra la siguiente pantalla: Durante el tiempo de mantenimiento de la Temperatura Final se pueden activar los mini-ciclos. Los mini-ciclos se activan abriendo la puerta del horno para introducir un cilindro con revestimiento rápido. Al abrir la puerta se acciona un timer. En el display parpadean los minutos que se pueden configurar. Introducir un cilindro, cerrar la puerta, corregir el valor del tiempo configurado con las flechas y pulsar START: el horno cuenta el tiempo decreciente y, una vez transcurrido dicho tiempo, se emite una señal de doble BEEP. Ahora el mini-ciclo ha terminado. Se puede extraer el cilindro y eventualmente introducir otro para iniciar otro mini-ciclo. Se puede corregir o confirmar el tiempo con ENTER. Durante todo este tiempo la Temperatura se mantiene constante. El horno se apaga sólo cuando transcurre el Tiempo de mantenimiento final o bien lo puede apagar directamente el usuario al final del trabajo, pulsando y manteniendo pulsada durante por lo menos 2 segundos la tecla START/STOP. 3.6 - VENTILADOR DE LA CHIMENEA En este horno se puede instalar la chimenea de aspiración SR 751. El ventilador de la chimenea se enciende cuando comienza un ciclo y se apaga a 400ºC. De la misma manera, se enciende en el ciclo rápido P2 durante los mini-ciclos y mientras estos duren. 4 – INFORMACIONES SOBRE EL MANTENIMIENTO 4.1 – Limpieza y mantenimiento ordinario Se aconseja, una vez transcurrido un ciclo de trabajo, eliminar del carter de la máquina los residuos dejados por los humos generados por la combustión de la cera. Dichos residuos, si no se eliminan, pudieran provocar incrustaciones que afectan el correcto funcionamiento de los resortes y de los goznes de la puerta del horno. Para llevar a cabo esta operación, es necesario utilizar un paño húmedo y no encender el horno antes que el mismo no esté completamente seco. 10 Todas las operaciones de limpieza del horno se deben realizar con el horno FRÍO y APAGADO, y con el enchufe de alimentación desconectado. Para limpiar el horno no utilizar nunca diluyentes, gasolina, petróleo u otros líquidos inflamables o corrosivos: Estos pudieran disolver la pintura exterior y se absorbidos por el material refractario, provocando emisiones de gases nocivos cuando se enciende el horno. Además de esta operación de limpieza, el horno no necesita otros mantenimientos. 4.2 -Mantenimiento Extraordinario Para la reparación o la sustitución de las partes, dirigirse exclusivamente a personal reparador calificado o directamente a la empresa constructora. Evitar absolutamente abrir las protecciones de la máquina sin haber tomado previamente las precauciones necesarias. Antes de efectuar cualquier tipo de mantenimiento ordinario hay que desconectar el enchufe de alimentación de la toma de corriente. 4.3 - Lista de piezas de repuesto Fig. 5 -6 LISTA DE PIEZAS DE REPUESTO DEL HORNO SR 725 PO DENOMINACIÓN CÓDIG SR 720S S O 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 15 15 16 17 Pasacables Cable de alimentación Portafusible Interruptor Tarjeta de control electrónico Micro – Switch Panel de policarbonato Resorte Micro Manilla Tubo de chimenea Termopar Resorte de la puerta Material refractario de la puerta Material refractario delantero Material refractario de la Mufla (Sin esistencia) Mufla Completa (con Resistencia) Resistencia Chimenea externa (Sin Aspirador) Aspirador SR 720M SR 720L 725.013M 725.014M 725.015M 725.013L 725.014L 725.015L 725.001 725.002 725.003 725.004 725.005 725.006 725.007 725.008 725.009 725.010 725.011 725.012 725.013S 725.014S 725.015S 725.015RS 725.015RM 725.015R L 725.RS 725.RM 725.RL 725.016 725.017 11 18 Plato decorador 725.018S 725.018M 725.018L FIG.6 12 FIG.6 13 14 SIRIO DENTAL s.r.l. DISEÑO Y FABRICACIÓN DE EQUIPOS PARA TÉCNICOS DENTALES, DENTISTAS Y ESTETICISTAS DECLARACIÓN DE CONFORMIDAD Meldola 02/01/2010 Directivas CEE: 89/392 CEE - 73/23 CEE - 89/336 CEE Incluyendo las modificaciones siguientes La empresa SIRIO DENTAL s.r.l. declara que la máquina de su fabricación HORNO PARA CILINDROS INfire Light (versiones SR 725S, SR725M, SR725L) está conforme con las antedichas directivas. SIRIO DENTAL Srl Ing. Antonio Zaccarelli Via A.Accardi, 11 - 47014 Meldola FC Italy Tel. +39 0543 490327 Fax: +39 0543 499126 Email: [email protected] Website: www.siriodental.it Reg. Empresas de Forlì-Cesena N.IVA y NIF: 03694510409 Capital social: € 60.000,00 depositado 15 SIRIO DENTAL s.r.l. DISEÑO Y FABRICACIÓN DE EQUIPOS PARA TÉCNICOS DENTALES, DENTISTAS Y ESTETICISTAS CERTIFICADO DE GARANTÍA MODELO: SR725 INfire Light (Versiones S, M, L) Nº DE MATRÍCULA DURACIÓN DE LA GARANTÍA 12 meses 1 - La garantía inicia en la fecha de compra del equipo, certificada por un documento de venta expedido por el vendedor (boletín de expedición, recibo o resguardo) en los que aparezcan claramente el modelo y el número de matrícula. 2 - Garantía significa la sustitución o reparación de las partes defectuosas del equipo. 3 - No están cubiertas por garantía las partes que resulten defectuosas a causa de negligencia o de descuido al utilizar el equipo o llevar a cabo su mantenimiento, si el mantenimiento no ha sido efectuado por personal calificado, en caso de daños al transportar el equipo, o bien, por circunstancias que no se pueden imputar a defectos de fabricación. 4 - La garantía pierde siempre validez en caso de utilización inapropiada del equipo. 5 - Los gastos y los riesgos relativos al transporte del equipo están a cargo del usuario. Meldola SIRIO DENTAL Srl Ing. Antonio Zaccarelli Via A.Accardi, 11 - 47014 Meldola FC Italy Tel. +39 0543 490327 Fax: +39 0543 499126 Email: [email protected] Website: www.siriodental.it Reg. Empresas de Forlì-Cesena N.IVA y NIF: 03694510409 Capital social: € 60.000,00 depositado 16