ESTUDIO DEL EFECTO PRODUCIDO POR PROCESOS DE
Anuncio

ESTUDIO DEL EFECTO PRODUCIDO POR PROCESOS DE
DESLIGNIFICACIÓN Y DECOLORACIÓN SOBRE EL COLOR DEL
CUESCO Y LAS PROPIEDADES MECÁNICAS DE LA PARTÍCULA
Y EL AGLOMERADO
NIDIA CASAS FORERO
ANDREA LILIANA GONZÁLEZ VARGAS
Proyecto de grado para optar al título de Ingeniero de Producción
Agroindustrial
Director
NIXON ZUMAETA
Ingeniero Químico
UNIVERSIDAD DE LA SABANA
FACULTAD DE INGENIERÍA
PROGRAMA DE PRODUCCIÓN AGROINDUSTRIAL
CHÍA
2003
T Å|á ÑtwÜxá? Öâx vÉÇ xÄ ÜxztÄÉ wx Ät ä|wt
w|xÜÉÇ |Ç|v|É t Ät ÜxtÄ|étv|™Ç wx Å|á áâx©ÉáA
T Å| {xÜÅtÇÉ ÑÉÜ uÜ|ÇwtÜÅx áâ tÑÉçÉ xÇ
vtwt ÅÉÅxÇàÉA
T Å| tÅtwÉ xáÑÉáÉ ÑÉÜ vÉÇäxÜà|Ü Å|á áâx©Éá
xÇ áâá áâx©Éá ç Å| ä|wt xÇ Ät áâçt? Öâ|xÇ vÉÇ
vtwt áÉÇÜ|át tÄ tÅtÇxvxÜ ç vtwt uxáÉ tÄ
àxÜÅ|ÇtÜ xÄ w•t Åx wx}t átuxÜ Öâx vâxÇàÉ vÉÇ áâ
tÅÉÜ ÑtÜt ÄÉzÜtÜ Å|á ÅxàtáA
Andrea Liliana González V.
T W|Éá ÑÉÜÖâx áâ ÑÜxáxÇv|t Åx tçâwt t
xÇvÉÇàÜtÜÄx áxÇà|wÉ t Å| ä|wtA
T Å|á ÑtwÜxá? Öâx wx xÄÄÉá {x tÑÜxÇw|wÉ t áxÜ
ÜxáÑÉÇátuÄx wx Å|á tvàÉá ç Öâx vÉÇ Å|á tvàÉá
vÉÇáàÜâçt xÄ yâàâÜÉ Öâx wxáxÉA
T Å| {xÜÅtÇt Öâ|xÇ á|xÅÑÜx xáàt t Å| ÄtwÉ
vÉÅÑtÜà|xÇwÉ Å|á áâx©Éá ç tÄxzÜ•táA
Nidia Casas Forero.
AGRADECIMIENTOS
Agradecemos especialmente a Dios por iluminar nuestros caminos en la
búsqueda de las metas que nos planteamos un día y que hoy hemos logrado.
A nuestras familias, quienes con su confianza fortalecieron en nosotras la certeza
de lograr este sueño.
A la Universidad de la Sabana por darnos la formación que nos convierte en unas
profesionales capaces de contribuir mediante nuestro conocimiento al bienestar
del país.
A nuestro director de tesis Nixon Zumaeta quien fue gestor del sueño de convertir
nuestros conocimientos en un proyecto sólido, el cual hace parte de una serie de
investigaciones que beneficiarán el medio ambiente de nuestra nación.
A Tatiana, Gabriela y John Alba por su asesoría para el avance de este proyecto.
A Hernán Valderrama y su familia por brindarnos su ayuda en el momento en que
más lo necesitamos. A Pilar Gómez por el excelente trabajo que realiza día a día
por el bienestar de todos los que hacemos uso del laboratorio. Y finalmente a
todos los que creyeron en nosotras y también a los que no lo hicieron, pues los
primeros nos dieron el regalo de saber que alguien espera que logres tus
objetivos, y los que no confiaron en nosotras: lograron hacer de cada dificultad un
motivo mas fuerte para seguir luchando.
2
RESUMEN
Para lograr decolorar el cuesco de palma africana se hace necesario realizar un
previo proceso de deslignificación en el cual se logra retirar un alto contenido de
lignina presente en la materia prima; la cual desfavorece las reacciones de
decoloración, ya que impide la interacción de los decolorantes con las sustancias
cromóforas causantes de la tonalidad oscura en el cuesco.
En la etapa de deslignificación se utiliza como solución deslignificante hidróxido de
sodio al 50% y 25%, y se trabaja con temperaturas de 40 y 70ºC y tiempos de 1 y
2 horas. Para realizar la decoloración son usados el peróxido de hidrógeno y el
metabisulfito de sodio, con concentraciones de 50% y 25 %, temperaturas de
30ºC, 50ºC y 70ºC y tiempos de 1 y 3 horas.
Posterior a los procesos de deslignificación y decoloración se realizan pruebas
mecánicas como impacto partículas, impacto al aglomerado y prueba de absorción
de agua, para estudiar el efecto que tienen estos procesos en la variación de las
propiedades mecánicas de la muestra. Junto con estas pruebas es necesario
realizar cuantificación de lignina después del proceso de deslignificación y
medición del color después del proceso de decoloración.
Posterior a los análisis estadísticos realizados se encuentra que el mejor proceso
de deslignificación es 25% de NaOH, 25°C y 1hora, ya que logra retirar una mayor
cantidad de lignina y afecta en menor grado las propiedades mecánicas del
producto. Para el proceso de decoloración se encuentra que el mejor tratamiento
es 50% de peróxido de hidrógeno, 50°C y 1 hora, por lograr una buena
decoloración y reducir en menor grado la resistencia mecánica de las partículas y
el aglomerado
3
ABSTRACT
In order to bleach the African palm shell is necessary to make a previous process
of delignification in which high amounts of lignin are retired. This process is
necessary because the lignin acts againts the chemical agents use in the
bleaching process.
In the delignification stage caustic sodium solutions at 50% and 25%, was used.
The operations conditions were 40 and 70ºC, 1 and 2 hours. In order to make the
decoloration hydrogen peroxide and the sodium metabisulfite was used, at 50%
and 25 %, 30ºC, 50ºC and 70ºC during 1 and 3 hours.
After the delignification and bleaching processes, mechanical tests like impact
particles were carry out. Once the agglomerate is made, test of impact to
agglomerate and water absorption were done. This test are vital to stablish
variations in the mechanical propertiers of the agglomerate. Along with these test
it is necessary quantify the content of lignin after the delignification and color after
the bleaching processes as referents parameters.
Based on statistical analyses best process of delignification is 25% of NaOH, at
25°C during 1hour, since it retires greater amounts of lignin and affects in smaller
degree the mechanical properties of the product. For the bleaching process the
best treatment is 50% of hydrogen peroxide at 50°C during 1 hour, in order to
obtain a good bleach and to reduce in smaller quantify the mechanical resistance
of particles and the agglomerate.
4
CONTENIDO
Pág.
INTRODUCCIÓN ...................................................................................................13
1. OBJETIVOS .....................................................................................................14
1.1
OBJETIVO GENERAL ............................................................................14
1.2
OBJETIVOS ESPECIFICOS ...................................................................14
2. REVISIÓN BIBLIOGRÁFICA ...........................................................................15
2.1 CUESCO .....................................................................................................15
2.2
AGLOMERADOS ....................................................................................18
2.2.1
Elaboración de aglomerados ............................................................18
2.2.2
Resinas ............................................................................................19
2.3 LIGNINA.....................................................................................................21
2.4 DESLIGNIFICACIÓN .................................................................................23
2.4.1 Proceso químico ...................................................................................23
2.4.2 Proceso mecánico ................................................................................24
2.4.3 Procesos alternativos...........................................................................24
2.5 DECOLORANTES ......................................................................................24
2.5.1
Tipos de decolorantes ......................................................................25
2.5.2
Peróxido de hidrógeno .....................................................................26
2.5.3
Metabisulfito de sodio (Na2S2O5)......................................................27
2.5.4
Mecanismo de blanqueo ..................................................................27
2.6
PROPIEDADES MECÁNICAS ................................................................28
2.6.1
Prueba impacto partícula..................................................................29
2.6.2
Prueba de absorción de agua ..........................................................29
2.6.3
Prueba resistencia impacto aglomerado ..........................................29
2.7 COLOR .......................................................................................................30
2.7.1
Sistemas RGB ..................................................................................30
2.7.2
Sistema XYZ ....................................................................................31
2.7.3
Sistema CIELab................................................................................33
2.8 MÉTODOS INSTRUMENTALES PARA MEDICIÓN DE COLOR ..............35
2.8.1 Espectrofotómetros..............................................................................35
2.8.2 Colorímetros triestímulo.......................................................................35
2.8.3 Colorímetros Visuales..........................................................................35
2.8.4 Cámara digital y software de análisis de imagen..................................35
4. MATERIALES Y MÉTODOS ............................................................................37
5
4.1
DISEÑO EXPERIMENTAL......................................................................37
4.1.1
Ensayos preliminares .......................................................................37
4.1.2
Proceso de deslignificación ..............................................................38
4.1.3
Proceso de decoloración ..................................................................39
4.2
MÉTODOS EXPERIMENTALES.............................................................40
4.2.1
Preparación de la materia prima.......................................................40
4.2.2
Proceso de deslignificación ..............................................................41
4.2.3
Proceso de decoloración ..................................................................42
4.2.4
Elaboración de aglomerado..............................................................43
4.3
MÉTODOS ANALÍTICOS........................................................................44
4.3.1
Determinación del contenido de lignina............................................44
4.3.2
Pruebas de color ..............................................................................45
4.3.3
Prueba de Abrasión..........................................................................47
4.3.4
Prueba impacto partículas................................................................47
4.3.5
Prueba impacto aglomerado ............................................................49
4.3.6
Prueba de absorción ........................................................................50
5.
RESULTADOS Y ANÁLISIS ..........................................................................51
5.1
ENSAYOS PRELIMINARES ...................................................................51
5.2
PROCESO DE DESLIGNIFICACIÓN......................................................52
5.2.1
Determinación del contenido de lignina............................................52
5.2.2
Prueba impacto partículas................................................................56
5.2.3 Prueba impacto aglomerado.................................................................58
5.2.4 Prueba de absorción.............................................................................60
5.2.5 Elección del mejor tratamiento de deslignificación .............................63
5.3 PROCESO DE DECOLORACIÓN ..............................................................64
5.3.1 Prueba impacto partículas ....................................................................64
5.3.2
Prueba de impacto al aglomerado....................................................69
5.3.3 Prueba de absorción.............................................................................75
5.3.4 Luminosidad .........................................................................................79
5.3.5 Coordenada a*......................................................................................85
5.3.6 Coordenada b*......................................................................................90
5.3.7
Diferencia de color ∆E ......................................................................95
5.3.8
Elección del mejor tratamiento de decoloración ..............................98
6. CONCLUSIONES ...........................................................................................101
7. SUGERENCIAS..............................................................................................102
8. BIBLIOGRAFÍA ..............................................................................................103
6
LISTA DE TABLAS
Pág.
Tabla 1. Composición química del cuesco de palma .............................................17
Tabla 2. Alternativa de subproductos a partir del cuesco .....................................17
Tabla 3. Propiedades fisicoquímicas del Poliser P-115A líquido. ........................20
Tabla 4. Propiedades mecánicas del Poliser P-115A curado ...............................20
Tabla 5. Propiedades fisicoquímicas del Polímero Col 80 ....................................21
Tabla 6. Condiciones de uso de la soda cáustica. ................................................24
Tabla 7. Condiciones de uso de algunos agentes blanqueadores........................26
Tabla 8. Propiedades físicas del peróxido de hidrógeno ......................................26
Tabla 9. Propiedades físicas del metabisulfito de sodio .......................................27
Tabla 10. Grupos cromóforos ...............................................................................28
Tabla 11. Diseño experimental ensayos preliminares decoloración .....................37
Tabla 12. Diseño experimental ensayos preliminares deslignificación .................38
Tabla 13. Diseño experimental proceso de deslignificación ..................................39
Tabla 14. Diseño experimental proceso de decoloración. .....................................39
Tabla 15. Resultados determinación de contenido de lignina para el proceso de
deslignificación. .....................................................................................52
Tabla 16. Análisis de varianza: Determinación del contenido de lignina para el
proceso de deslignificación. ..................................................................54
Tabla 17. Prueba de Scheffé: Determinación del contenido de lignina para el
proceso de deslignificación. ..................................................................55
Tabla 18. Resultados prueba impacto partículas para el proceso de
deslignificación. .....................................................................................56
Tabla 19. Análisis de varianza: Porcentaje de finos producidos para el proceso de
deslignificación. .....................................................................................57
Tabla 20. Prueba de Scheffé: Porcentaje de finos producidos para el proceso de
deslignificación. .....................................................................................57
Tabla 21. Resultados prueba impacto aglomerado para el proceso de
deslignificación. .....................................................................................58
Tabla 22. Análisis de varianza: Prueba impacto aglomerado para el proceso de
deslignificación. .....................................................................................59
Tabla 23. Prueba de Scheffe: Prueba impacto aglomerado para el proceso de
deslignificación. .....................................................................................60
Tabla 24. Resultados prueba de absorción para el proceso de deslignificación...61
Tabla 25. Análisis de varianza: Porcentaje de absorción de agua para el proceso
de deslignificación. ................................................................................62
Tabla 26. Prueba de Scheffé: Porcentaje de absorción de agua para el proceso
de deslignificación. ................................................................................62
7
Tabla 27. Condiciones óptimas de operación para el proceso de deslignificación.
..............................................................................................................63
Tabla 28. Resultados prueba impacto partículas en procesos de decoloración. ..65
Tabla 29. Análisis de varianza: Porcentaje de finos producidos en el proceso de
decoloración con peróxido de hidrógeno...............................................67
Tabla 30. Análisis de varianza: Porcentaje de finos producidos en el proceso de
decoloración con metabisulfito de sodio...............................................67
Tabla 31. Prueba de Scheffé: Prueba impacto partícula para el proceso de
decoloración con peróxido de hidrógeno.............................................68
Tabla 32. Prueba de Scheffé: Prueba impacto partícula para el proceso de
decoloración con metabisulfito de sodio................................................69
Tabla 33. Resultados prueba impacto aglomerado en procesos de decoloración
..............................................................................................................70
Tabla 34. Análisis de varianza: Prueba impacto al aglomerado para el proceso
de decoloración con peróxido de hidrógeno.........................................72
Tabla 35. Análisis de varianza: Prueba impacto al aglomerado para el proceso
de decoloración con metabisulfito de sodio..........................................72
Tabla 36. Prueba de Scheffé: Prueba impacto al aglomerado proceso de
decoloración con peróxido de hidrógeno..............................................73
Tabla 37. Prueba de Scheffé: Prueba impacto al aglomerado para el proceso de
decoloración con metabisulfito de sodio...............................................74
Tabla 38. Resultados prueba de absorción en procesos de decoloración...........75
Tabla 39. Análisis de varianza: Porcentaje de absorción de agua en el proceso de
decoloración con peróxido de hidrógeno...............................................77
Tabla 40. Análisis de varianza: Porcentaje de absorción de agua en el proceso de
decoloración con metabisulfito de sodio................................................77
Tabla 41. Prueba de Scheffé: Porcentaje de absorción de agua en el proceso de
decoloración con peróxido de hidrógeno...............................................78
Tabla 42. Prueba scheffe: Porcentaje de absorción, proceso de decoloración con
metabisulfito de sodio............................................................................79
Tabla 44. Análisis de varianza: Luminosidad de la muestra en el proceso de
decoloración con peróxido de hidrógeno...............................................82
Tabla 45. Análisis de varianza: Luminosidad de la muestra en el proceso de
decoloración con metabisulfito de sodio................................................82
Tabla 46. Prueba de Scheffé: Luminosidad de la muestra en el proceso de
decoloración con peróxido de hidrógeno...............................................83
Tabla 47. Prueba de Scheffé: Luminosidad de la muestra en el proceso de
decoloración con metabisulfito de sodio................................................84
Tabla 48. Resultados coordenada a* en procesos de decoloración ...................85
Tabla 49. Análisis de varianza: Coordenada a* para el proceso de decoloración
con peróxido de hidrógeno....................................................................87
Tabla 50. Análisis de varianza: Coordenada a* para el proceso de decoloración
con metabisulfito de sodio.....................................................................88
Tabla 51. Prueba de Scheffé: Coordenada a* para el proceso de decoloración con
peróxido de hidrógeno...........................................................................88
8
Tabla 52. Prueba scheffe: Coordenada a* para el proceso de decoloración con
metabisulfito de sodio............................................................................89
Tabla 47. Resultados coordenada b* en procesos de decoloración ...................90
Tabla 54. Análisis de varianza: Coordenada b* para el proceso de decoloración
con peróxido de hidrógeno....................................................................92
Tabla 55. Análisis de varianza: Coordenada b* para el proceso de decoloración
con metabisulfito de sodio.....................................................................93
Tabla 56. Prueba de Scheffé: Coordenada b* para el proceso de decoloración
con peróxido de hidrógeno....................................................................93
Tabla 57. Prueba de Scheffé: Coordenada b* para el proceso de decoloración con
metabisulfito de sodio............................................................................94
Tabla 58. Resultados diferencia de color ∆E en procesos de decoloración........95
Tabla 59. Análisis de varianza: diferencia de color para el proceso de
decoloración con peróxido de hidrógeno...............................................97
Tabla 60. Análisis de varianza: diferencia de color para el proceso de
decoloración con metabisulfito de sodio................................................98
Tabla 61. Condiciones óptimas de operación para el proceso de decoloración con
peróxido de hidrógeno...........................................................................99
Tabla 62. Condiciones óptimas de operación para el proceso de decoloración con
metabisulfito de sodio............................................................................99
9
LISTA DE FIGURAS
Pág.
Figura 1.
Figura 2.
Figura 3.
Figura 4.
Figura 5.
Figura 6.
Figura 7.
Fruto de palma de aceite. ......................................................................15
Molécula de Lignina. ..............................................................................22
Coordenadas de cromaticidad Sistema RGB ........................................31
Semejanza sistema RGB y XYZ ............................................................32
Coordenadas de cromaticidad sistema CIELab.....................................34
Equipo de impacto partículas.................................................................48
Equipo de impacto aglomerado .............................................................49
10
LISTA DE GRÁFICAS
Pág.
Gráfica 1. Porcentaje de lignina en función de la concentración de NaOH...........53
Gráfica 2. Porcentaje de finos producidos en función de la concentración de
NaOH ....................................................................................................56
Gráfica 3. Altura de caída antes de producirse la rotura en función de la..59
Gráfica 4. Porcentaje de absorción de agua en función de la concentración de
NaOH ....................................................................................................61
Gráfica 5. Porcentaje de finos producidos en función de la concentración de
peróxido de hidrógeno...........................................................................66
Gráfica 6. Porcentaje de finos producidos en función de la concentración de
metabisulfito de sodio............................................................................66
Gráfica 7. Altura de caída antes de producirse la rotura en función de la..71
Gráfica 8. Altura de caída antes de producirse la rotura en función de la
concentración de metabisulfito de sodio ...............................................71
Gráfica 9. Porcentaje de absorción de agua en función de la concentración de
peróxido de hidrógeno...........................................................................76
Gráfica 10. Porcentaje de absorción de agua en función de la concentración de
metabisulfito de sodio............................................................................76
Gráfica 11. Luminosidad en función de la concentración de peróxido de hidrógeno
..............................................................................................................81
Gráfica 12. Luminosidad en función de la concentración de metabisulfito de sodio
..............................................................................................................81
Gráfica 13. Coordenada a* en función de la concentración de peróxido de
hidrógeno ..............................................................................................86
Gráfica 14. Coordenada a* en función de la concentración de metabisulfito de
sodio......................................................................................................87
Gráfica 15. Coordenada b* en función de la concentración de peróxido de
hidrógeno ..............................................................................................91
Gráfica 16. Coordenada b* en función de la concentración de metabisulfito de
sodio......................................................................................................92
Gráfica 17. Diferencia de color en función de la concentración de peróxido de
hidrógeno ..............................................................................................96
Gráfica 18. Diferencia de color en función de la concentración de metabisulfito de
sodio......................................................................................................97
11
ANEXOS
Pag
Anexo A. DIAGRAMAS DE FLUJO......................................................................105
A.1 Preparación de materia prima............................................................105
A.2 Proceso de deslignificación ...............................................................106
A.3 Proceso de decoloración ...................................................................107
A.4 Elaboración de aglomerado ...............................................................108
A.5 Determinación del contenido de lignina .............................................109
A.6 Pruebas de color................................................................................111
A.6.1 Análisis de imágenes.......................................................................112
A.7 Prueba impacto partícula....................................................................113
A.8 Prueba impacto aglomerado..............................................................114
A.9 Prueba de absorción..........................................................................115
Anexo B. FICHAS TÉCNICAS DE REACTIVOS Y AGLOMERANTES..............116
B.1 Hidróxido de sodio..............................................................................116
B.2 Peróxido de hidrógeno.......................................................................117
B.3 Metabisulfito de sodio.........................................................................118
B.4 Polímero Col 80..................................................................................119
B.5 Poliéster ..….......................................................................................120
Anexo C. NORMAS TÉCNICAS..........................................................................121
C.1 NTC 998............................................................................................121
C.2 NTC 1085..........................................................................................124
C.3 NTC 4321 - 3.....................................................................................135
Anexo D. FOTOS MUESTRAS DECOLORADAS...............................................138
D.1 Peróxido de hidrógeno.......................................................................138
D.2 Metabisulfito de sodio........................................................................139
D.3 Blanco................................................................................................140
Anexo F. FOTOS AGLOMERADO......................................................................141
F.1 Peróxido de hidrógeno.......................................................................141
F.2 Metabisulfito de sodio.........................................................................142
F.3 Blanco.................................................................................................143
12
INTRODUCCIÓN
En la extracción de aceite de palma se generan diferentes subproductos entre los
que se encuentra el cuesco, una parte de este es usado actualmente como
combustible en las calderas de las plantas extractoras o como relleno en
carreteras sin pavimentar, aprovechando su gran poder calorífico, alta dureza y
baja biodegradabilidad. Debido a la elevada generación de este subproducto, se
produce un alto impacto ambiental por la difícil disposición final del cuesco que no
se logra aprovechar al haberse suplido todos los requerimientos energéticos en las
plantas extractoras.
Hoy en día la población esta tomando conciencia de los problemas ambientales
que aquejan al planeta y se han comenzado a buscar alternativas para
contrarrestarlos, este es el caso de las investigaciones realizadas en la
Universidad de la Sabana por Nixon Zumaeta y Oskar Ariza en las cuales se logró
establecer la viabilidad técnica de desarrollar un aglomerado de cuesco para
utilizarse como piso.
El producto en vía de desarrollo presenta el inconveniente de poseer un color
oscuro, lo cual hace disminuir su competitividad frente al mercado de pisos de
madera, razón por la cual, el objetivo de este proyecto es estudiar alternativas
para disminuir la tonalidad del cuesco y de esta manera convertirlo en una
alternativa industrial frente a la madera.
Para disminuir el color oscuro del cuesco es necesario realizar un proceso de dos
etapas: la primera es un proceso de deslignificación en el cual se retira parte de la
lignina presente en el cuesco, para luego pasar a un proceso de decoloración
donde se retira gran parte de las sustancias coloreadas, a este producto es
necesario realizarle mediciones de color, para determinar la variación en la
tonalidad que se obtuvo después de los tratamientos.
La aplicación de estos tratamientos afectan las propiedades mecánicas de la
partícula y del aglomerado, influyendo en la calidad final de este. Para determinar
el efecto producido sobre dichas propiedades se realizan tres pruebas: prueba de
absorción de agua y pruebas de impacto a partículas y al aglomerado.
13
1. OBJETIVOS
1.1
OBJETIVO GENERAL
Estudiar el efecto de los procesos de deslignificación y blanqueo sobre el color del
cuesco y las propiedades mecánicas del aglomerado.
1.2
OBJETIVOS ESPECÍFICOS
Cuantificar el contenido de lignina presente en el cuesco después de realizar un
tratamiento de deslignificación.
Determinar el efecto que tiene sobre el color del cuesco la variación de
concentración, tiempo y temperatura de proceso para cada decolorante.
Estudiar la variación de las propiedades mecánicas del aglomerado debido a los
procesos de deslignificación y decoloración, realizando pruebas de impacto y
absorción.
14
2. REVISIÓN BIBLIOGRÁFICA
2.1 CUESCO
El cuesco es un subproducto generado por la industria de extracción de aceite de
palma africana, que actualmente no tiene ningún valor comercial y es usado
como parte del combustible en las calderas que generan la energía requerida para
el funcionamiento de la planta extractora. El poder calorífico del cuesco húmedo
es de 5.278 Kcal/Kg [Okiy, 1999]. Una parte del cuesco producido queda sin
quemar, ya que los requerimientos energéticos están satisfechos, generando un
problema ambiental por su difícil disposición final. En la actualidad se usa una
parte como relleno de las carreteras sin pavimentar, aprovechando su alta dureza,
resistencia a las condiciones ambientales y su baja biodegradabilidad.
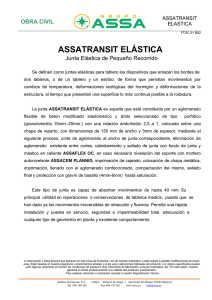
El cuesco es un material de color café oscuro, muy duro que proviene del fruto de
la palma aceitera. El fruto de palma está compuesto por el mesocarpio (de color
rojo de donde se extrae el aceite de palma) en un 60-70% de su peso
dependiendo de la especie de la palma, y por el pericarpio formado por la
almendra recubierta por el cuesco, de donde se extrae el aceite de palmiste
[Garcés, 1997]. La Figura 1muestra un fruto de palma africana con sus principales
constituyentes.
Figura 1. Fruto de palma de aceite.
Cuesco
Fuente: Garcés, Isabel. Productos derivados de la palma de aceite. Palmas.
V18 No1 1997.
El diagrama 1 muestra el proceso completo de extracción de aceite de palma, su
balance de materia. Se puede observar que por cada 10.000 Kg de RFF (racimos
y frutos) que ingresan a la planta se obtienen 520 kg de cuesco.
15
Diagrama 1. Diagrama de flujo del proceso de extracción de aceite de palma
Fuente: GARCÉS, Isabel. Productos derivados de la palma de aceite. Palmas. V 18. 1997.
16
Según datos de FEDEPALMA en el año 2001 Colombia procesó 2.7 millones de
toneladas de fruto de palma de aceite [Anuario Estadístico FEDEPALMA 2002],
conociendo que el cuesco (cáscara) representa el 7.43% del fruto y el 44.4 % de la
nuez completa, esto arroja una producción anual de 200.610 Ton de cuesco.
La destilación seca del cuesco es similar a la destilación seca de la madera y
produce carbón vegetal, gases combustibles, ácido piroleñoso y breas. Los gases
de combustión sirven de combustible industrial, las breas tienen aplicaciones
industriales y el ácido piroleñoso es fuente de productos químicos orgánicos
[Garcés, 1997].
En la Tabla 1 se muestra la composición química del cuesco.
Tabla 1. Composición química del cuesco de palma
Análisis Próximo
Materia volátil
Carbón fijo
Cenizas
76.3%
20.5%
3.2%
Análisis Elemental
Carbono
Hidrógeno
Azufre
Nitrógeno
Oxígeno
Cenizas
52.4%
6.3%
0.2%
0.6%
37.3%
3.2%
Fuente: Khai, B. Boiler Design for Palm Waste Firing. 1998
En la Tabla 2 se relacionan los subproductos obtenidos a partir del cuesco y una
cantidad estimada de estos:
Tabla 2. Alternativa de subproductos a partir del cuesco
DESECHO
Cuesco
800.000 Ton
SUBPRODUCTOS
Carbón vegetal
Carbón activado
Vapor
Electricidad
CANTIDAD
120.000 Ton
80.000 Ton
14 MM Btu
109 MW
Fuente: CENIPALMA, Primer curso internacional de palma de aceite. Bogotá 1996.
17
2.2 AGLOMERADOS
El aglomerado es un material compacto compuesto por partículas ligadas
mediante una sustancia aglomerante. Existen numerosos tipos, entre los más
conocidos se encuentran los de virutas de madera o corcho, ciertos plásticos y los
aglomerados pétreos.
Los aglomerados de virutas de madera o corcho son habituales en la fabricación
de muebles, tableros y en distintos tipos de revestimientos.
Además de estos aglomerados, desde la década de los 40 se ha venido
trabajando en la fabricación de paneles a partir de residuos agrícolas, entre los
que se pueden encontrar los obtenidos a partir de bagazo de caña, cáscara de
maní y coco, obteniéndose buenos resultados en comparación con aglomerados
de madera, con relación a pruebas de flexión, absorción de agua, densidad y
modulo de rotura.
Respecto a la utilización de cuesco en la elaboración de paneles aglomerados no
existe antecedente alguno, salvo el trabajo que esta realizando en la Facultad de
Ingeniería de la Universidad de la Sabana.
En la actualidad, del total de material fibroso que se utiliza mundialmente para
producir paneles aglomerados, 3.5 % corresponden a residuos agrícolas [Medina y
Ambrogi, 2003].
Este porcentaje revela que a nivel mundial hay una
concientización del problema medio ambiental que dichos residuos generan, ya
que estos en su gran mayoría son quemados, generando así un alto grado de
contaminación.
Los distintos paneles aglomerados obtenidos tienen una calidad establecida, a la
hora de determinar dicha calidad, el tipo y forma de la partícula es determinante;
así la resistencia del aglomerado depende de la propia resistencia de la partícula y
de su capacidad para transmitir la misma al panel. La resistencia de la partícula
depende fundamentalmente de su peso específico, y su capacidad de transmisión
depende del tipo y forma de aplicación de la resina, así como de las
características de las partículas [Medina y Ambrogi, 2003].
2.2.1 Elaboración de aglomerados
En la fabricación de aglomerados de madera se utilizan tamaños de partícula
homogéneos, estos oscilan entre 0.2 y 0.4 mm, y la utilización de cualquiera de
ellos depende del tipo de panel que se desee elaborar. Estos tamaños son
referenciados para aglomerados de madera. En la revisión no se encuentra
18
ninguna referencia para aglomerados de cuesco salvo el trabajo realizado en la
Universidad de la Sabana por Ariza y Zumaeta en los cuales se encontró que los
tamaños adecuados para este tipo de producto son: T25 (1 a 0.707 mm), T30
(0.707 – 0.570 mm) y finos (menor a 0.570 mm).
A nivel industrial se vienen usando resinas
termoendurecibles de úrea
formaldehído. Las formulaciones manejadas varían de acuerdo al calibre de la
lámina que se quiere obtener y oscilan entre 45 y 50 % de resina.
De acuerdo a los resultados obtenidos en la investigación realizada por Ariza y
Zumaeta, la cantidad de resina necesaria para un aglomerado de cuesco es del
40%, respecto al peso de la muestra. Las proporciones de resinas utilizadas son
50% de Polímero col 80, 45% de poliéster y 5% de aceite mineral.
El proceso de prensado a nivel industrial se realiza vertiendo la mezcla en los
marcos formadores y ejerciendo sobre ella una presión durante 30 minutos, para
nivelar la mezcla a la altura deseada. Para esto se utiliza una prensa hidráulica de
platos calientes, la cual ejerce una presión de 450 ton / m2 y trabaja a una
temperatura de 150°C. El aglomerado ya ha obtenido un nivel de dureza, pero es
indispensable someter la lámina a un nuevo prensado en frío para buscar la
rectitud y la firmeza del producto, para esto la lamina se lleva a una prensa fría de
tornillos por 12 horas.
En el trabajo de Ariza y Zumaeta se utilizó una prensa de 15 ton / m2 para la
elaboración del aglomerado de cuesco, sin embargo no fue posible conseguirla
para la presente investigación, por lo que fue necesario usar una prensa de 5 ton /
m 2.
2.2.2 Resinas
En la elaboración de dichos paneles se utilizan materiales aglomerantes o resinas,
las cuáles pueden ser naturales o sintéticas, las resinas naturales son producto
de las exudaciones de diferentes tipos de plantas entre las cuáles están: la
colofonia, las gomas laca y la resina de copal. Las resinas sintéticas son
sustancias artificiales con propiedades similares a las resinas naturales y se usan,
al igual que éstas, como lacas, aglutinantes para pigmentos, adhesivos, las más
comunes son: las resinas vinílicas, acrílicas, melamínicas y epoxídicas.
A continuación se describen las resinas sintéticas utilizadas en la elaboración del
aglomerado de cuesco de palma africana (Ariza y Zumaeta).
Poliser P-115A. Es una resina poliéster no saturada de tipo tereftálico, rígida,
de media reactividad y viscosidad, en solución de estireno. El poliser P-115A
19
posee una buena aceptación de carga y elevada resistencia mecánica y al
calor.
El poliéster se obtiene por polimerización del estireno y otros productos
químicos. Se endurece a la temperatura ordinaria y es muy resistente a la
humedad, a los productos químicos y a las fuerzas mecánicas. Se usa en la
fabricación de fibras, paneles y recubrimientos de láminas.
Las propiedades fisicoquímicas de la resina líquida se muestran en la Tabla 3
y en la Tabla 4 las propiedades mecánicas de la resina curada.
Tabla 3. Propiedades fisicoquímicas del Poliser P-115A líquido.
Parámetro
Aspecto
Color
Viscosidad (25°C, aguja #3, 20 r.p.m)
Contenido de Monómero (Estireno)
Número de acidez (Máximo)
Tiempo de gel (25 °C)
Temperatura de Exotermia
Valor
Liquido viscoso
Mora
350 – 550 cp
38 ± 2 %
30 mg KOH / g
8 – 12 min.
150 ± 10 °C
Fuente: Ficha técnica Poliser P-115A.
Tabla 4. Propiedades mecánicas del Poliser P-115A curado
PARAMETRO
Dureza Superficial
Esfuerzo de Tensión
Esfuerzo de Flexión
Modulo de Flexión
Absorción de agua
Contracción lineal
VALOR
40 Barcol
55 Mpa
115 Mpa
3000 Mpa
< 0.15 %
2%
Fuente: Ficha técnica Poliser P-115A.
Polímero COL 80. Es una resina líquida de melamina – formaldehído
metilada.
Los grupos metilados que posee el polímero lo hacen
completamente soluble en agua a temperatura ambiente y compatible con
otras resinas de formaldehído, lo cual permite una combinación rápida e
íntima con las fibras celulósicas como las que componen la madera.
20
La melamina está constituida por tres moléculas de úrea formando un
heterociclo aromático que puede reaccionar con el formaldehído dando la
resina melamina-formaldehído.
Esta resina
se le conoce como
aminorresina. Los artículos hechos con esta resina son fuertes y duros.
Las aminorresinas se usan principalmente como adhesivos para hacer
madera aglomerada y triples, usados en la construcción residencial y
fabricación de muebles.
Ventajas del uso del polímero Col 80:
Durante el proceso, se produce la polimerización de la melamina,
introduciéndose ésta en el tablero, proporcionando un agarre perfecto.
También debido a la polimerización de la melamina, se provoca que ésta
fluya en la superficie, proporcionando un acabado excelente.
Debido a estos procesos, el tablero de melamina adquiere unas
características propias, que lo hacen más resistente a la acción de
agentes externos como el vapor de agua, los agentes químicos, la
erosión, el rayado y las altas temperaturas.
Las propiedades fisicoquímicas de la resina se muestran en la Tabla 5.
Tabla 5. Propiedades fisicoquímicas del Polímero Col 80
Parámetro
Aspecto
Color
Olor
Sólidos (%peso, 75°C,2h)
Gravedad específica (20 – 25°C)
Viscosidad (cps, 25°C)
pH (25°C)
Formol libre (% peso)
Color APHA (°Hazen)
Solubilidad en agua ( 5 resina /95 agua, 25°C)
Valor
Líquido viscoso
Cristalino
A Formaldehído
78.0 – 82.0
1.265 – 1.275
400 – 1000
8.5 – 9. 5
1.0 máximo
50 máximo
Completa
Fuente: Ficha técnica Polímero Col 80.
2.3 LIGNINA
La Lignina es un componente natural, amorfo, de color oscuro, que une
fuertemente las fibras entre sí (pegamento) y se encuentra en las células
21
formando incrustaciones.
Representan un complejo grupo de sustancias
presentes en las paredes celulares. Son macromoléculas heterogéneas que
forman polímeros tridimensionales por copolimerización oxidativa de alcoholes de
la serie fenilpropano: alcohol cumarílico, alcohol coniferílico y sinapílico. En la
naturaleza se pueden encontrar tres tipos de ligninas: ligninas de angiospermas,
formadas por polimerización de coniferílico y sinapílico; ligninas leñosas formadas,
por alcohol coniferílico y ligninas herbáceas que son polímeros de los tres
alcoholes precursores [Canalejo y Sánchez, 1998].
Las ligninas son polímeros reactivos por sus funciones fenólicas, hidroxilos de
éter, insolubles en disolventes, donde forman una red infinita en la que el grado de
polimerización únicamente esta limitado por el volumen disponible.
Después de los polisacáridos, la lignina es el polímero orgánico más abundante en
el mundo vegetal. Es importante destacar que es la única fibra no polisacárido que
se conoce.
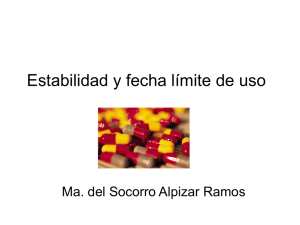
En la Figura 2 se presenta una aproximación de la molécula de lignina.
Figura 2. Molécula de Lignina.
Fuente: BIERMANN, Christopher. Handbook of pulping and papermarking. 1996
22
Aunque muchas propiedades, métodos de aislamiento y reacciones químicas de la
lignina han sido estudiadas a través de los años, el progreso en la esclarecimiento
de su estructura ha sido lento. Una de las razones es que nunca se ha podido
aislar lignina sin que haya sufrido algún cambio; sin embargo, en años recientes,
el uso de la técnica de molienda vibratoria seguida de la extracción o remoción de
los carbohidratos por digestión con enzimas celulolíticas, ha producido ligninas
con un mínimo de alteración [Hernández, 2001].
2.4 DESLIGNIFICACIÓN
Es necesario realizar este proceso en fibras que van a decolorarse
posteriormente, ya que una característica importante de la lignina es que puede
ser blanqueada, pero esta recupera su color oscuro cuando es expuesta a la luz
directa del sol.
El proceso de deslignificación es utilizado para extraer
vegetales, para lo cual existen tres métodos:
-
la lignina de fibras
Proceso químico
Proceso mecánico
Procesos alternativos
2.4.1 Proceso químico
Se utilizan reactivos como el sulfuro sódico y la soda cáustica, cuyo objetivo es
disolver la lignina contenida en la madera, liberando las fibras.
Ya que es un
proceso bastante energético, se logra extraer gran parte de la lignina facilitando el
blanqueado de las fibras. En este proceso la concentración de la solución
deslignificante, el tiempo y temperatura de la reacción, son funciones de las
especies de maderas o materiales a deslignificar y del empleo que se le desee dar
a estos. La soda cáustica es el reactivo mas usado en el mundo en el proceso de
deslignificación.
En la Tabla 6 se muestran las condiciones de uso de la soda cáustica en procesos
de deslignificación. El valor de la concentración de soda cáustica que se presenta
en la Tabla 6 es para deslignificación de pulpa de madera. Considerando la
dureza del cuesco y alto contenido de lignina en la presente experimentación se
utiliza concentraciones de 25 y 50%.
23
Tabla 6. Condiciones de uso de la soda cáustica.
Soda cáustica
NaOH
20 – 30
40 – 80
40 – 110
8 – 11,5
Concentración (%)
Temperatura (°C)
Tiempo (min)
Valor pH
Fuente: BIERMAM, Christopher J. Handbook of pulping
and papermarking. 1996.
2.4.2 Proceso mecánico
Se obtiene a partir de un proceso en el cual el producto es molido y triturado
mecánicamente pasándolo a través de unas muelas cilíndricas, siendo sometido a
altas temperaturas y presiones. Con ayuda de agua se evita que la fibra se queme
y, además, ésta sirve como vehículo de la lignina. Posteriormente la pasta es
clasificada y lavada. Este proceso requiere un alto consumo de energía eléctrica.
A nivel mundial, de un total de 175 millones de toneladas de celulosa producida
(2001), cerca de un 76% corresponden a celulosa química y sólo un 24% a
celulosa mecánica.
2.4.3 Procesos alternativos
Hoy en día se esta estudiando el proceso de deslignificación por métodos no
convencionales y mas ecológicos. Para esto se ha pensado en el uso de enzimas
que remuevan directamente la lignina como las lacasas - enzimas producidas por
hongos que degradan madera, o que ayuden a su remoción como las xilanasas".
Según el estudio "las lacasas son cuproenzimas y forman parte de un complejo
enzimático utilizado por los hongos degradadores de madera para degradar la
lignina. Las lacasas pueden ser producidas en grandes cantidades en bioreactores
con relativa facilidad, a diferencia de otras enzimas ligninolíticas como la Ligninaperoxidasa y la Manganeso-peroxidasa" [Mora, 2000]
2.5 DECOLORANTES
Sustancias que decoloran o blanquean un sustrato por acción química. Esta
acción puede ser por procesos de oxidación o reducción, que hacen que las
24
sustancias de color en el sustrato sean más solubles y se eliminen más fácilmente
en el proceso. El blanqueo también puede obedecer a procesos químicos que
cambian la capacidad de las sustancias coloreadas de absorber la luz, cambiando
su grado de instauración.
2.5.1 Tipos de decolorantes
De acuerdo al componente activo y su mecanismo de acción los agentes
blanqueadores se dividen en tres grupos: los blanqueadores que contienen cloro,
los compuestos de peróxido y los blanqueadores reductores.
Blanqueadores que contienen cloro. Se utilizan como blanqueadores tres
clases de compuestos que contienen cloro: El cloro, los hipocloritos y
compuestos N-cloro; y el dióxido de cloro y clorita. Las primeras dos clases,
se denominan compuestos de cloro disponible, producen ácido hipocloroso y
el anión hipoclorito en los baños de blanqueo. El dióxido de cloro (ClO2) es un
gas extremadamente explosivo en concentraciones elevadas y debe
almacenarse y transportarse bajo refrigeración en forma del octahidrato que
es estable. El clorito de sodio (NaClO2) es un sólido relativamente estable
que produce dióxido de cloro [Tonelli, 1980].
Compuestos de peróxido. Los compuestos preoxigenados siempre contienen
un enlace peróxido (-O-O-) donde uno de los átomos de oxígeno es activo. El
peróxido de hidrógeno es uno de los blanqueadores más comunes. El
peróxido de hidrógeno puro tiene un contenido de oxígeno activo de 47%. Es
la fuente más barata de oxígeno activo que existe disponible. Una ventaja del
peróxido de hidrógeno es que no es contaminante y en último término llega a
descomponerse en oxígeno y agua [Tonelli, 1980].
Blanqueadores reductores. Los agentes reductores que generalmente se
utilizan en el blanqueo incluyen el dióxido de azufre, ácido sulfuroso, bisulfitos,
sulfitos, hidrosulfitos (ditionitos), sulfosilato del formaldehído de sodio y
borohidruro de sodio. Estos materiales se utilizan principalmente en el
blanqueo de pulpa y textiles. [Tonelli, 1980].
En la Tabla 7 se muestran las condiciones de uso de algunos agentes
blanqueadores. Las concentraciones de peróxido de hidrógeno y sulfitos que se
presentan en la Tabla 7 son para procesos de decoloración de pulpa de madera.
Considerando que el cuesco tiene una tonalidad más oscura que la que presenta
la pulpa de madera, en esta experimentación se utilizan concentraciones de 25 y
50% de decolorante.
25
Tabla 7. Condiciones de uso de algunos agentes blanqueadores.
AGENTE BLANQUEADOR
Hipoclorito
de sodio
NaOCl
Dióxido de
cloro
ClO2
Peróxido de
hidrógeno
H2O2
Oxígeno
gaseoso
O2
Concentración (%)
Temperatura (°C)
Tiempo (min)
18
30 – 40
60 - 120
12
60 – 86
150 – 240
20
60 – 80
20 – 180
Valor pH
8,5 – 9,5
3,5 – 6
10 – 11
30
86 – 140
5 – 60
3 – 17%
NaOH
Sulfitos
25
60 – 77
120 – 280
8.0 – 8.4
Fuente: BIERMAM, Christopher J. Handbook of pulping and papermarking. 1996
Los decolorantes
continuación.
usados en el proceso de decoloración, se describen a
2.5.2 Peróxido de hidrógeno
Es un líquido ligeramente claro, viscoso e incoloro. Es ligeramente más denso que
el agua y es soluble en ella en todas las concentraciones. El peróxido de
hidrógeno se descompone exotérmicamente en agua y oxígeno sin dejar residuos
tóxicos. Por regla general, la descomposición es lenta (<1%/año) sin elevaciones
de temperatura; no obstante, el calor y los catalizadores de descomposición la
aceleran, tales como los metales de transición y los compuestos de éstos, los
ácidos y álcalis fuertes.
Para incrementar la velocidad de actuación del peróxido de hidrógeno se puede
aumentar la temperatura de proceso, pero esta no debe estar por encima de 80°C,
ya que a temperaturas más altas este empieza a descomponerse.
Las
propiedades físicas del peróxido se muestran en la Tabla 8
Tabla 8. Propiedades físicas del peróxido de hidrógeno
PROPIEDAD FÍSICA
VALOR
Punto de congelación (°C)
Punto de ebullición a 760 mmHg (°C)
Presión de vapor (mmHg, 30°C)
Apariencia y estado a temperatura ambiente
Olor
Peso específico (20°C)
Solubilidad en agua (% en peso)
pH
- 52
114
18.3
Líquido incoloro y claro
Inoloro
1.196
100
1.0 – 3.0
Fuente: BIERMAM, Christopher J. Handbook of pulping and papermarking. 1996
26
2.5.3 Metabisulfito de sodio (Na2S2O5)
Sólido cristalino de color blanco, de peso molecular 190.10, tiene una solubilidad
en agua de 65.3 % a 20°C. Es utilizado en la fabricación de fibras sintéticas, como
agente reductor en la industria textil, como blanqueador en la industria papelera y
textil.
En la Tabla 9 se muestran las propiedades físicas del metabisulfito de sodio.
Tabla 9. Propiedades físicas del metabisulfito de sodio
PROPIEDAD FÍSICA
VALOR
Gravedad específica
Temperatura de descomposición
Apariencia y estado a temperatura ambiente
Solubilidad en agua (% en peso)
pH
Densidad aparente (lb / pie3)
2.6
Aprox. 400°C
Cristales de color blanco
65.3
4.7
85 – 95
Fuente: BIERMAM, Christopher J. Handbook of pulping and papermarking. 1996
2.5.4 Mecanismo de blanqueo
El blanqueo es esencialmente un proceso de decoloración. Los agentes que
producen color en las fibras son con frecuencia compuestos orgánicos que
contienen cadenas conjugadas, es decir, enlaces dobles y sencillos alternados.
Estos grupos se llaman cromóforos. En la Tabla 10 se muestran los más
importantes grupos cromóforos.
La decoloración puede realizarse, con frecuencia, destruyendo uno o más de los
dobles enlaces del sistema conjugado. Estos pueden llevarse a cabo por adición
del agente blanqueador al doble enlace o por ruptura del mismo.
Las reacciones de los blanqueadores que contienen cloro pueden clasificarse en
tres grupos: clorhidrinación, cloración y oxidación; todos los tres tipos son
irreversibles. El peróxido de hidrógeno y otros preoxigenados pueden destruir los
dobles enlaces por epoxidación.
El peróxido de hidrógeno actúa en la pulpa removiendo la brea, productos de
degradación de carbohidratos, otras sustancias cromóforas y absorbentes en el
uv, por lo cual se puede obtener una pulpa de un blanco elevado.
27
El metabisulfito reacciona con las sustancias coloreadas hasta eliminarlas,
además este actúa sobre los derivados coloreados de los hidratos de carbono y
otras sustancias de color que se puedan encontrar en la pulpa.
Tabla 10. Grupos cromóforos
NOMBRE
ESTRUCTURA
Azoxi
-N = N–O
Carbonilo
- C=O
Tiocarbonilo
-C=S
Nitroso
-N=O
Azo
-N=N-
Azoamino
- N = N – NH –
Fuente: RESTREPO, Fabio. Química Orgánica.1970
2.6 PROPIEDADES MECÁNICAS
Para determinar la calidad de un aglomerado se deben evaluar las propiedades
mecánicas tanto de la partícula como del panel, y para ello existen varios
procedimientos que se pueden seguir.
La normativa existente que determina la resistencia de un aglomerado no es para
productos utilizados como pisos, por lo tanto para el análisis de la resistencia del
aglomerado de cuesco se hace necesario utilizar las pruebas que determinan la
calidad en baldosas, establecidas por el Instituto Colombiano de Normas Técnicas
(ICONTEC), ya que el producto que se está trabajando tiene la aplicación final
como piso.
A continuación se describen cada una de las pruebas mecánicas que se
realizarán.
28
2.6.1 Prueba impacto partícula
En este proyecto se diseña y se propone una técnica alternativa para medir la
resistencia de las partículas. La base del diseño de esta prueba es que sea
reproducible y permita cuantificar el efecto de aplicación de los tratamientos sobre
la resistencia de la partícula, sin indicar que esta sea una prueba absoluta,
ninguno de los parámetros tenidos en cuenta tienen fundamento teórico o serán
validados con los resultados obtenidos por la prueba impacto aglomerado, con la
cual debe mantener un comportamientos similar ya que la resistencia del
aglomerado depende de la resistencia de la partícula.
Con el fin de determinar la incidencia de los tratamientos aplicados sobre la
partícula de cuesco, se desarrolló esta prueba que consiste en tomar una muestra
de cuesco de aproximadamente 20 g, a esta se le determina la cantidad de finos
contenidos, luego la muestra se coloca en el aditamento del equipo para prueba
impacto partícula, a continuación se deja caer cinco veces sobre la muestra una
masa de 500 g y se determina nuevamente la cantidad de finos; con los datos
obtenidos se procede a calcular el porcentaje de finos producidos.
Este valor indica que tanto se afectó la resistencia de la partícula al aplicar el
tratamiento de deslignificación y blanqueo comparado con una muestra de cuesco
sin tratamiento.
2.6.2 Prueba de absorción de agua
La norma guía utilizada en esta prueba es la NTC 4321 – 3. Esta prueba consiste
en sumergir el aglomerado en agua a ebullición durante 2 horas, luego este se
coloca en agua a 20°C durante 4 horas. Al cumplirse este tiempo se saca del
líquido, y se seca. Posteriormente se pesa la muestra y se calcula el porcentaje
de agua absorbida por el panel.
2.6.3 Prueba resistencia impacto aglomerado
Para esta prueba se utiliza la norma guía NTC 1085. Este ensayo consiste en
dejar caer en el centro de la baldosa una esfera de acero con una masa de 500 g,
desde diferentes alturas, iniciando en 15 cm y se va incrementando la altura de
caída en 1 cm después de cada golpe. Después de cada golpe se debe examinar
la superficie del aglomerado con el fin de detectar si existen mellas o grietas. El
valor que se reporta es la altura de caída antes de producirse cualquier mella o
grieta.
29
Cada una de las pruebas descritas determinan el efecto producido sobre el
cuesco y el aglomerado al aplicar los diferentes tratamientos de deslignificación y
decoloración.
2.7 COLOR
El color, en el ámbito de la física óptica es un haz de radiaciones luminosas con
una determinada distribución espectral. Los objetos, transforman la luz que les
llega de forma que la luz transmitida a través de ellos (cuerpos transparentes) o
reflejada en las capas superficiales (cuerpos opacos) tienen distinta distribución
espectral.
Para cuantificar el color en diferentes objetos se han desarrollado métodos de
medición, entre los cuales se encuentran:
2.7.1 Sistemas RGB
Las terminales RGB poseen como colores primarios, el rojo (r), el verde (g) y el
azul (b); basados en las propiedades que establece la retina humana, la cuál esta
constituida por tres tipos de fotopigmentos con diferente sensibilidad relativa a las
longitudes de onda.
El modelo más simple para tales dispositivos es el modelo RGB (Rojo-VerdeAzul); este modelo se basa en la sensibilidad del ojo. (Figura 3)
Se parte de valores triestímulo y no otro tipo de unidades. Las radiaciones de
partida son: 700nm para el rojo, 546nm para el verde, 535nm para el azul.
Las componentes tricromáticas en este sistema se denominan r, g, b iniciales de
los primarios en inglés.
El blanco equienergético E ocupa el centro del triángulo rectángulo y su ecuación
unitaria es:
E = 0,33R + 0.33G + 0,33B
30
Figura 3. Coordenadas de cromaticidad Sistema RGB
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
El triángulo representado se denomina triángulo de colores R-G utilizándose solo
dos de las tres coordenadas ya que la tercera es fácil de calcular partiendo de la
igualdad:
r+g+b=1
El principal problema de esta representación es que la mayoría de los colores
tienen una de las coordenadas negativas, lo que dificulta los cálculos
colorimétricos y el cálculo de la luminancia partiendo de las componentes
tricromáticas. (Figura 4)
La elección de los puntos (XYZ) como primarios permite que todos los colores
espectrales tengan componentes positivas.
2.7.2 Sistema XYZ
Debido a los problemas inherentes al sistema RGB, se vio la
necesidad de buscar otro sistema de representación que no tuviera coordenadas
negativas, el blanco equienergético debía seguir siendo x = y = z = 0,33.
El valor de "y" debe indicar la luminancia del color mientras que "x" y "z" deben
representar la cromaticidad.
Para que no existan coordenadas tricromáticas se situaron tres luces fuera de la
curva lugar del espectro, en los puntos (1,0), (0,1), (0,0). Estas luces poseen una
realidad matemática pero no física.
Para determinar estos primarios, estímulos irreales, se partió de una serie
de premisas:
-
El lado XY del triangulo de color (Figura 4) debe coincidir con la zona GR del
espectro, esto es, con la hipotenusa del triángulo.
31
-
El lado XZ debe situarse en la recta que tiene cero de luminosidad, para
que sea el componente "y" el que de la luminosidad.
-
El lado YZ debe ser tangente al lugar del espectro.
Con todas estas premisas se llegó a la utilización de los primarios X, Y, Z,
con las coordenadas en el plano RGB:
X (r = 1,275; g = -0,278)
Y (r = -1,739; g = 2,767)
Z (r = -0,743; g = 0,141)
Una vez establecidos estos valores, se puede pasar del lugar del espectro RGB
(figura 4) al XYZ, tomando en la abscisa la coordenada cromática "x" y en la
ordenada la "y".
Figura 4. Semejanza sistema RGB y XYZ
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
32
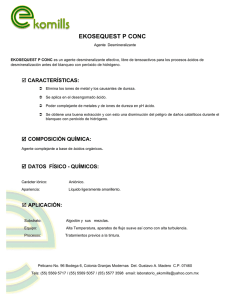
2.7.3 Sistema CIELab
Con el fin de normalizar la medición de color, la CIE (Commision Internationale
des I`Eclairage) propuso un nuevo espacio cromático mediante coordenadas
cilíndricas de claridad (L*), croma o saturación (C*) y tonalidad (H*) además de las
coordenadas rectangulares L*, a* y b* (Figura 5). Existen una serie de relaciones
matemáticas para convertir los valores triestímulo X, Y, Z a los valores L*, a*, b*.
Y
L* = 116 * f
Yn
X
a* = 500 * f
−
Xn
Y
f
Yn
Y
b* = 200 * f −
Yn
Z
f
Zn
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
donde Xn, Yn y Zn corresponden al iluminante utilizado para un observador
apropiado.
La solución de estas relaciones depende del valor de f, si este es mayor, menor o
igual a 0.008856; las soluciones más frecuentes son:
Y
L* = 116 *
Yn
0.33
− 16
X
a* = 500 * [
Xn
Y
b* = 200 * [
Yn
0.33
0.33
Y
−
Yn
Z
−
Zn
0.33
0.33
]
]
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
Cuando estas coordenadas cartesianas son transformadas a coordenadas
cilíndricas, las variables utilizadas son la claridad, la croma o saturación (C*) y el
tono (h) definidas por:
33
b*
h = arctag
a *
C * = a * 2 +b * 2
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
Finalmente la diferenciación de color entre dos muestras utilizando este sistema
se define por:
[
∆E* = (∆L *) + (∆a *) + (∆b *)
2
2
]
2 0,5
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
Figura 5. Coordenadas de cromaticidad sistema CIELab
Blanco
L*
Verde
-a*
-b*
Gris
b* Amarillo
a*
Rojo
Azul
Negro
Fuente: CALVO, C. y DURÁN, L. Propiedades físicas II. Ópticas y color. 1997
34
2.8 MÉTODOS INSTRUMENTALES PARA MEDICIÓN DE COLOR
La medición del color de cualquier material se puede realizar por diferentes
dispositivos, esto depende de las características del producto al que se le realiza
la medición y de la disponibilidad de los equipos para realizar el proceso, entre los
que se encuentran:
2.8.1 Espectrofotómetros
Es el instrumento básico para medir factores de reflectancia espectrales. Estos
equipos constan de una fuente de luz blanca que al pasar a través de un prisma
se descompone para producir el espectro, del que se pueden aislar diferentes
segmentos mediante el uso de una red de difracción. La luz monocromática
resultante pasa a través de la muestra dando lecturas de transmisión o reflexión
de acuerdo al tipo de muestra.
2.8.2 Colorímetros triestímulo
En estos equipos la muestra es irradiada por un iluminante de luz policromática a
45º y la luz reflejada se pasa a través de tres filtros (en algunos casos cuatro) y es
medida por una fotocelda; la combinación de la distribución espectral de energía
del iluminante, las características de transmisión de los filtros y la respuesta
espectral de la fotocelda hacen que estas tres o cuatro señales sean procesadas a
valores triestímulo X, Y y Z.
2.8.3 Colorímetros Visuales.
En estos equipos el detector de color sigue siendo el ojo humano, pero se ha
normalizado el tipo de iluminante y los colores utilizados como estándares varian
de forma semicontinua o continua a través de la mezcla de colores rojo, verde y
azul en los conocidos como “colorímetros aditivos” o bien, a través de la mezcla
sustractiva de colores en los que se eliminan fragmentos de luz blanca con ayuda
de filtros, hasta que el color es igualado con el de la muestra, en cuyo caso el
equipo se conoce como “colorímetro sustractivo”.
2.8.4 Cámara digital y software de análisis de imagen
Consiste en una cámara digital encargada de capturar las imágenes que se
desean analizar, estas imágenes son introducidas en el software UTHSCSA
35
IMAGEN TOOL para determinar las coordenadas de color RBG en cada una de
ellas.
En el presente proyecto se utiliza la cámara digital para realizar la medición de
color del producto, ya que es un material granuloso y poco uniforme, lo cual
dificulta la medición de color por el espectrofotómetro, y los otros equipos no los
posee la Universidad.
36
4. MATERIALES Y MÉTODOS
En este capítulo se describen los métodos analíticos utilizados para determinar el
contenido de lignina, el color y las propiedades mecánicas de la materia prima y el
producto obtenido. También se especifican los equipos, materiales y reactivos
usados en la fase experimental.
4.1 DISEÑO EXPERIMENTAL
En el presente numeral se describe el diseño experimental llevado a cabo para la
realización de los procesos de deslignificación, decoloración y análisis del color
del cuesco y resistencia mecánica del aglomerado.
4.1.1 Ensayos preliminares
Para determinar el procedimiento a seguir en el proceso de decoloración,
seleccionar los mejores agentes blanqueadores y determinar la necesidad de un
proceso de deslignificación se realizaron los ensayos que se resumen en la Tabla
11.
Tabla 11. Diseño experimental: ensayos preliminares decoloración
Decolorante
Concentración
(% masa/masa)
50
Ambiente
720
Ambiente
25
Hipoclorito de calcio
Tiempo
(hora)
50
Peróxido de hidrógeno
Hipoclorito de sodio
Temperatura
(°C)
50
5.25
Ambiente
13
50
0.1
50
37
1
3
720
1
3
720
1
3
1
3
Permanganato de
potasio
Ácido
tricloroisocianurico
Sulfito de sodio
15
50
1
3
0.1
50
1
25
50
50
50
50
30
1
1
3
1
3
Metabisulfito de sodio
Igualmente se realizó un proceso previo de deslignificación con hidróxido de sodio
seguido por el proceso de decoloración, resultados que son comparados con los
obtenidos por los tratamientos de decoloración sin deslignificación y así determinar
la necesidad de retirar la lignina antes de eliminar el color. En la Tabla 12 se
muestran las condiciones de operación para el proceso de deslignificación
Tabla 12. Diseño experimental: ensayos preliminares deslignificación
Deslignificante
Temperatura
(°C)
40
Hidróxido de sodio al
50%
70
Tiempo
(hora)
1
2
1
2
Las muestras de cuesco tomadas son de 20 g cada una y la cantidad de solución
decolorante y deslignificante adicionada es de 2.5 veces el peso de la muestra,
con el fin de garantizar que todo el cuesco se encuentre sumergido en la solución.
4.1.2 Proceso de deslignificación
En esta etapa se realiza un arreglo factorial 23 (3 factores, 2 niveles), totalmente al
azar con dos réplicas. Los factores usados son concentración, temperatura y
tiempo de aplicación del agente deslignificante.
En la Tabla 13 se presenta el diseño experimental para el proceso de
deslignificación.
38
Tabla 13. Diseño experimental: proceso de deslignificación
Temperatura
(°C)
Deslignificante
1
2
1
2
1
2
1
2
70
Hidróxido de sodio
50%
40
70
Hidróxido de sodio
25%
Tiempo
(hora)
40
4.1.3 Proceso de decoloración
Inicialmente en esta etapa se busca estudiar dos agentes decolorantes, dos
concentraciones, tres tiempos y tres temperaturas de proceso (arreglo 2 X 2 X 3
X 3) el cual fue necesario cambiar a un arreglo 2 X 2 X 2 X 3 (Tabla 14), debido a
que la cantidad de materia prima inicial no fue suficiente para obtener el número
de muestras necesarias, ya que en el proceso de molienda se tuvieron pérdidas
por encima de lo esperado al no obtener los tamaños de partículas establecidos
en las cantidades requeridas. Al tratar de adquirir la cantidad de materia prima
faltante se incrementa el tiempo de trabajo ya que la etapa de preparación de esta
conlleva más de dos meses, por la dificultad de conseguir la materia prima y
obtener los tamaños de partículas requeridos para la preparación de la muestra.
Se decidió eliminar un tiempo de proceso y no una temperatura, ya que de
acuerdo a los ensayos preliminares, cualitativamente se obtuvo que la variable de
mayor influencia es la temperatura de operación.
Tabla 14. Diseño experimental: proceso de decoloración.
Decolorante
Concentración
Tiempo
(horas)
1
Metabisulfito de
sodio
25%
3
50%
1
39
Temperatura
(°C)
30
50
70
30
50
70
30
50
70
Decolorante
Concentración
Tiempo
(horas)
Metabisulfito de
sodio
50%
3
1
25 %
3
Peróxido de
hidrógeno
1
50 %
3
Temperatura
(°C)
30
50
70
30
50
70
30
50
70
30
50
70
30
50
70
4.2 MÉTODOS EXPERIMENTALES
A continuación se describen cada uno de los procedimientos seguidos para el
desarrollo experimental del proyecto.
Los diagramas de flujo de estos
procedimientos y métodos de análisis se encuentran en el anexo A y las fichas
técnicas de las sustancias utilizadas en la fase experimental se incluyen en el
anexo B.
4.2.1 Preparación de la materia prima
El diagrama de flujo se encuentra en el anexo A.1.
Los materiales y equipos utilizados en esta etapa son:
Secador de bandejas
Molino Corona con motor eléctrico
Tamizadora eléctrica
Tamiz serie Taylor (T16, T25, T30 y Tapadera)
Balanza digital Mettler
Baldes
40
Para la realización del proyecto se empleó cuesco de palma africana, proveniente
de una planta de extracción de aceite localizada en Acacias (Meta).
El cuesco proveniente de la planta contiene gran cantidad de impurezas: aceite y
almendra, las cuales alteran la calidad final del aglomerado. Para la limpieza del
material es necesario realizar un proceso de selección en el que se retiran las
nueces enteras, residuos de almendra y cualquier material extraño.
Posteriormente se procede a realizar un lavado con agua y detergente para retirar
restos de aceite, polvo y cualquier sustancia adherida a la partícula; es necesario
retirar completamente el detergente para evitar cualquier reacción de este con los
reactivos utilizados. El cuesco limpio se seca a una temperatura de 70°C en el
secador de bandejas durante dos horas.
Una vez seco, se muele el material en un molino “Corona” al que se le ha ajustado
un motor eléctrico, una tolva de alimentación y una tolva de recolección del
material molido.
Posteriormente se pasa a la etapa de tamizado, en la cual se utilizan tamices de la
serie Taylor fabricados en bronce. Para la vibración se utiliza una tamizadora
eléctrica que se acciona durante 10 minutos. Son usados los tamices T16, T25,
T30 y Tapadera, para separar los tamaños de partículas requeridos. Los tamaños
de partícula obtenidos para cada uno de los tamices son: mayor a 1 mm para T16,
entre 1 y 0.707 mm para T25, entre 0.707 y 0.570 mm para T30 y los tamaños de
partícula menor a 0.570 pasan a la tapadera.
La cantidad de mezcla requerida para llevar a cabo cada uno de los ensayos es de
450 g, de los cuales un 45% corresponde al tamiz 25, al tamiz 30 otro 45% y el
restante 10% a finos (Zumaeta, Ariza. 2002). De la cantidad de muestra inicial,
355 g son usados en la elaboración del aglomerado, 20 g son utilizados en la
prueba de impacto partícula y análisis de color, y el restante se tuvo en cuenta
para suplir las pérdidas en los procesos de lavado por retirar NaOH y agente
decolorante.
4.2.2 Proceso de deslignificación
El diagrama de flujo se encuentra en el anexo A.2.
Los materiales y equipos utilizados en esta etapa son:
Estufa Binder
Balanza digital Mettler
Vasos de precipitado
Agitadores de vidrio
Bandejas de aluminio
41
Coladores
Materia prima y reactivos:
NaOH al 50% y 25%
Agua
Mezcla de cuesco de diferentes tamaños
Para facilitar el proceso de decoloración de la materia prima es necesario realizar
un proceso previo de deslignificación en el cual se retira la lignina presente en el
cuesco.
En el proceso de deslignificación se toma la muestra preparada anteriormente y se
mezcla con una solución de NaOH (solución deslignificante) a diferentes
concentraciones, tiempos y temperaturas, de acuerdo al diseño experimental
(Tabla 13).
De acuerdo a ensayos preliminares la cantidad de solución deslignificante
apropiada para cada ensayo es 2.5 veces el peso de la muestra, con el fin de
garantizar que todo el cuesco se encuentre sumergido en la solución.
Después de realizar el proceso de deslignificación la muestra se lava con
abundante agua, hasta obtener un agua residual incolora y se deja secar la
muestra a 100ºC durante cinco horas, posteriormente se realiza el aglomerado
como se explica en el numeral 4.2.4.
Al finalizar este proceso se realizan pruebas de contenido de lignina e impacto a
las partículas, y de absorción e impacto al aglomerado, para escoger el mejor
tratamiento y ser aplicado posteriormente en todos los procesos de decoloración.
Los métodos de análisis se encuentran descritos en el numeral 4.3.
4.2.3 Proceso de decoloración
El diagrama de flujo se encuentra en el anexo A.3.
Los materiales y equipos utilizados en esta etapa son:
Estufa Binder
Balanza digital Mettler
Vasos de precipitado
Agitadores de vidrio
Bandejas de aluminio
Coladores
42
Materia prima y reactivos:
H2O2 al 50% y 25%
Metabisulfito de sodio al 50% y 25%
NaOH al 25%
Agua
Mezcla de cuesco de diferentes tamaños
El cuesco deslignificado con el tratamiento elegido anteriormente se somete al
proceso de decoloración en el cual se utilizan como soluciones decolorantes
peróxido de hidrógeno y metabisulfito de sodio variando concentración,
temperatura y tiempo a cada uno de ellos, de acuerdo al diseño experimental
(tabla 14).
Después del proceso de decoloración, se lava el cuesco con abundante agua y
seca en la estufa a 100ºC durante cinco horas, posteriormente se realiza el
aglomerado como se explica en el numeral 4.2.5.
Al finalizar esta etapa se realizan pruebas de color e impacto a las partículas, y de
absorción e impacto al aglomerado, para escoger el mejor proceso de
decoloración. Los métodos de análisis se encuentran descritos en el numeral 4.3.
4.2.4 Elaboración de aglomerado
El diagrama de flujo se encuentra en el anexo A.4.
Los materiales y equipos utilizados en esta etapa son:
Prensa mecánica
Balanza de brazo Ohaus
Marcos de hierro de 20 X 20 cm
Tablas de madera
Vasos de precipitado
Agitadores de vidrio
Materia prima y reactivos:
Resina Poliéster
Resina Polímero Col 80 (melamína)
Aceite mineral
Mezcla de cuesco de diferentes tamaños
43
Se pesan 355 g de muestra decolorada, esta se mezcla con las masas de
aglomerantes requeridos, homogeneizándola completamente para asegurar que
todas las partículas queden impregnadas de aglomerante.
La mezcla
aglomerante debe ser el 40% del peso de la muestra de cuesco; esta se
encuentra constituida por melamina en un 50%, poliéster en un 45% y aceite
mineral en un 5% (Zumaeta, Ariza. 2002).
La muestra se pone en un marco metálico de 20 cm X 20 cm en medio de dos
placas de madera, para poder realizar el prensado, el cual se lleva a cabo en una
prensa mecánica que ejerce una presión de 5 Ton / m2; la presión se ejerce
durante 30 minutos.
El aglomerado se retira de la prensa y se deja secar a temperatura ambiente
durante tres días, antes de realizarle cualquier prueba.
4.3 MÉTODOS ANALÍTICOS
4.3.1 Determinación del contenido de lignina
Después de realizado el proceso de deslignificación se determina el contenido de
lignina remanente en la muestra de acuerdo a la norma NTC 988, que se
encuentra en el Anexo C.1.
El diagrama de flujo se encuentra en el anexo A.5.
El contenido de lignina se expresa como porcentaje en peso de cuesco libre de
humedad.
Materiales y equipos:
Equipo de extracción tipo Soxhelt
Baño maría
Estufa Binder
Desecador
Cápsulas de porcelana
Vasos de precipitado
Materia prima y reactivos:
Benceno
Ácido sulfúrico
44
Etanol
Agua
Muestra de cuesco
El método a seguir se describe a continuación:
Se pesan aproximadamente 2 g de cuesco, se secan durante 2 horas a 105 °C, se
pasan a las cápsulas de extracción, se colocan en el extractor tipo soxhelt y se
hace una primera extracción con agua para remover cualquier licor residual.
Posteriormente se realiza una extracción con una solución de alcohol – benceno.
Completada la misma se retira la muestra, se extiende y se deja secar
completamente al aire.
Se transfiere la muestra seca al aire a un vaso de precipitado lentamente con
agitación se agrega 40 cm3 de solución fría de ácido sulfúrico al 72%.
La muestra debe mezclarse bien y disgregarse los grumos agitando
constantemente durante tres minutos. Luego se deja en reposo al baño maría a
una temperatura de 18 a 20°C durante 2 horas.
Se lava el material en un vaso de precipitado de 2000 ml, se adicionan 1500 mL
de agua destilada, se hierve durante 4 horas manteniendo el volumen constante,
se filtra la muestra y el residuo libre de ácido se lava con 500 ml de agua caliente,
se seca la muestra a 105 °C durante 2 horas, se pasa por un desecador y se
enfría; posteriormente se pesa como lignina.
4.3.2 Pruebas de color
El diagrama de flujo se encuentra en el anexo A.6.
Materiales y equipos:
Cuarto oscuro
Lámparas fluorescentes
Cámara digital
Software para análisis de imágenes
Para realizar la medición de color se toma una muestra homogénea del material
previamente decolorado, se captura la imagen mediante una cámara digital Nikon
Coolpix 950, la cual se encuentra graduada para toma de imágenes a corta
distancia y sin flash, con una inclinación de 10° sobre la horizontal. Se utiliza
además un cuarto oscuro, el cual se conforma por una caja de madera y el
iluminante. La caja de madera tiene como dimensiones 80 X 80 X 100 cm3 (L X A
45
X h), su interior es de color negro y se encuentra cubierta por una cortina del
mismo color con el fin de evitar la reflexión de la luz presente.
El iluminante consta de dos lámparas paralelas fluorescentes ubicadas con un
ángulo de inclinación de 45°, con temperatura de color de 6400 K y un índice de
rendimiento de color de más del 90% (Philips, Natural daylight). Estas lámparas se
emplean como reemplazo del iluminante D65, y se encuentran ubicadas a 30 cm
de las muestras.
Después de tomadas las fotos estas se almacenan en el disco duro de un PC
como formato jpg para su análisis. Por medio del programa UTHSCSA Image
Tool se extraen los valores de las señales R, G, B. La forma de usar el software
para el análisis de imágenes se describen en el anexo A.6.1.
Estos valores deben ser transformados a coordenadas XYZ a través de la
siguiente matriz:
X 0.21708 0.13640 0.07705 R
Y = 0.11178 0.28197 0.03073 G
Z 0.01007 0.05185 0.40646 B
Fuente: GUZMÁN, Alejandro. Procesamiento digital de imágenes colposcopicas. Iztapalapa. 2003
Posteriormente se convierten a coordenadas CIELab mediante estas ecuaciones:
Y
L* = 116 *
Yn
X
a* = 500* [
Xn
Y
b* = 200* [
Yn
0 .33
0.33
0.33
− 16
Y
−
Yn
Z
−
Zn
0.33
0.33
]
]
Fuente: CALVO, DURAN. Propiedades físicas II. Ópticas y color. México. 1997
Donde para el iluminante D65 los valores triestímulo son:
Xn = 94.811
Yn = 100
Zn = 107.304
46
Con el fin de calcular la diferencia de color entre cada una de las muestras y el
blanco se determina ∆E
[
∆E* = (∆L *) + (∆a *) + (∆b *)
2
2
]
2 0, 5
Fuente: CALVO, DURAN. Propiedades físicas II. Ópticas y color. 1997
4.3.3 Prueba de Abrasión
Se basa en la norma NTC 1085 que se encuentra en el Anexo C.2. Este ensayo
consiste en provocar por abrasión con arena una huella en la cara de desgaste del
aglomerado con el borde de un disco de acero de 20 cm de diámetro y 10 mm de
espesor, que gira a una velocidad de 75 rpm. Posteriormente se mide la longitud
de la huella producida.
Esta prueba fue descartada de los métodos de medición de la resistencia
mecánica del aglomerado, debido al elevado costo del equipo necesario para
realizarla.
Con el ánimo de estudiar y cuantificar el efecto del proceso de deslignificación y
decoloración sobre la resistencia mecánica de la partícula fue necesario plantear
una nueva prueba. Esta prueba alternativa no tiene relación de ninguna forma con
la de abrasión, pero sí permite evaluar la resistencia de la partícula y cuantificar el
efecto que tienen los diferentes procesos sobre su resistencia.
4.3.4 Prueba impacto partículas
El diagrama de flujo se encuentra en el anexo A.7.
Los materiales y equipos utilizados en esta etapa son:
Tamizadora eléctrica
Tamiz serie Taylor (T16, T25, T30 y tapadera)
Balanza digital Mettler
Cilindro macizo
Equipo para prueba impacto partículas: Este equipo consta de una base
metálica cuadrada de 25 cm X 25 cm, en la cual se encuentra sostenida una
varilla que soporta un tubo metálico de 1 m de altura y 5 cm de diámetro.
Tiene un aditamento móvil de 10 cm de alto y 5cm de diámetro, el cual se
emplea para introducir la muestra a analizar. Para producir el impacto de las
partículas se utiliza un cilindro macizo de 5 cm de alto y 4 cm de diámetro, con
una masa de 500 g. (Ver figura 6)
47
El procedimiento utilizado en esta etapa es el siguiente:
Se toman 20 g de cuesco previamente deslignificado y decolorado, se tamiza
para determinar el contenido de finos presentes. Las partículas son introducidas
dentro del aditamento del equipo para esta prueba (ver Figura 6), se deja caer
cinco veces un cilindro macizo de 500 g, se tamiza nuevamente las partículas y
se pesa la cantidad de finos, para de esta manera determinar la cantidad de finos
producidos, esto indicará la resistencia mecánica del material.
El porcentaje de finos producidos se calcula mediante la ecuación:
m − m1
* 100 , donde:
% Finos = 2
m
1
m1: masa inicial de finos (g)
m2: masa final de finos (g)
Figura 6. Equipo de impacto partículas.
48
4.3.5 Prueba impacto aglomerado
El diagrama de flujo se encuentra en el anexo A.8.
Materiales y equipos:
Equipo para prueba impacto aglomerado: Se emplea un marco con fondo
plano de 25 cm X 25 cm con una varilla, la cual lleva un dispositivo adecuado
que permite la caída libre de una esfera. Esta debe tener una masa 590 g y un
radio de 25 mm. (Ver Figura 7)
Esfera de acero
Metro
Figura 7. Equipo de impacto aglomerado
Esta prueba se basa en la norma NTC 1085 que se encuentra en el Anexo C.2, la
cual señala que se debe colocar una capa de arena seca de 20 mm de espesor
sobre la base del equipo, luego se ubica horizontalmente la baldosa de modo que
la esfera golpee el centro de ella. Se sitúa la esfera a una altura de 120 mm sobre
la superficie superior de la baldosa, aumentando la altura de caída en 10 mm
49
después de cada golpe, hasta detectar mellas o grietas en su superficie. La
resistencia al choque se expresa como altura de caída antes de producirse
cualquier grieta.
4.3.6 Prueba de absorción
El diagrama de flujo se encuentra en el anexo A.9.
Materiales y equipos:
Baño maría
Estufa Binder
Desecador
Balanza digital Mettler
Paño absorbente
La norma guía utilizada en esta prueba es la NTC 4321 – 3 que se encuentra en
el Anexo C.3. Para este ensayo se lleva a cabo el siguiente procedimiento: se
seca el aglomerado durante dos horas a 105°C, se pesa, para luego ser
sumergido en agua en ebullición durante 2 horas, posteriormente se introducen en
agua a 20°C durante 4 horas, al cumplirse este tiempo se saca del líquido, y se
retira el agua superficial con un paño absorbente, a continuación se pesa la
muestra y se calcula el porcentaje de agua absorbida por el aglomerado mediante
la siguiente ecuación:
m − m1
*100 , donde:
% Agua = 2
m1
m1: masa inicial de aglomerado (g)
m2: masa final de aglomerado (g)
50
5. RESULTADOS Y ANÁLISIS
5.1 ENSAYOS PRELIMINARES
Con estos ensayos se busca determinar la relación solución – cuesco que se debe
usar para la experimentación, el rango de tiempo, temperatura, concentración y
tipo de decolorante que logra las mejores decoloraciones en las muestras de
cuesco, para ello se evalúa la variación del color cualitativamente mediante
observación.
Los ensayos arrojan como resultado que es necesario realizar un proceso previo
de deslignificación para obtener tonalidades más claras en las muestras de cuesco
a las encontradas con el solo proceso de decoloración.
Para lograr una mezcla en donde todas las partículas de cuesco logren
impregnarse completamente de decolorante, la mejor relación es usar 2.5 veces
de solución respecto a la masa de cuesco.
De los decolorantes utilizados los que ofrecieron una mejor decoloración del
cuesco fueron el metabisulfito de sodio y el peróxido de hidrógeno.
Con los tratamientos aplicados se determinó que la variable de mayor influencia
en el proceso es la temperatura de operación, ya que se obtuvieron diferencias
significativas en el color de la muestra al variar la temperatura, lo cual no ocurre
con la variación de los tiempos de proceso.
Con relación a la concentración de deslignificante o decolorante, se toma como
base, la máxima concentración utilizada en los ensayos preliminares (50%), ya
que esta fue la que arrojó las mejores deslignificaciones y decoloraciones, por ser
el cuesco un material con alto contenido de lignina y tonalidades muy oscuras no
pueden ser usados los valores teóricos utilizados para pulpa de madera. Con el
fin de observar la variación en el color al disminuir la concentración se opta por
elegir 25%, de esta manera las concentraciones utilizadas son 25 y 50%.
En los resultados obtenidos cualitativamente para los ensayos preliminares se
observa que el tiempo de proceso no tiene influencia significativa sobre la
disminución del color, por esta razón se prefiere utilizar las mismas condiciones de
51
operación usadas en los ensayos preliminares (1 y 3 horas).
Con las
temperaturas que se emplean en el proceso, el aumento en el tiempo de
operación incrementa de manera considerable el gasto energético.
5.2 PROCESO DE DESLIGNIFICACIÓN
5.2.1 Determinación del contenido de lignina
Los resultados arrojados en la prueba de determinación de contenido de lignina
representan la cantidad de lignina no eliminada en el proceso de extracción con
NaOH, por lo tanto el tratamiento de mejores resultados será aquel que arroje el
menor contenido de lignina, estos resultados se presentan en la Tabla 15.
Tabla 15. Resultados determinación de contenido de lignina para el proceso de
deslignificación.
Tratamiento
50% - 70°C - 1 h
50% - 70°C - 2 h
50% - 40°C - 1 h
50% - 40°C - 2 h
25% - 70°C - 1 h
25% - 70°C - 2 h
25% - 40°C - 1 h
25% - 40°C - 2 h
Blanco
Réplica 1
47,86
41,94
44,88
42,15
33,05
35,97
32,6
41,05
56.28
% LIGNINA
Réplica 2
48,24
43,95
45,92
46,68
32,29
36,48
34,8
41,69
56.98
Media
48,05
42,94
45,40
44,41
32,67
36,22
33,70
41,37
56.63
De acuerdo a la Gráfica 1 se puede observar que a menor concentración de
hidróxido de sodio se obtiene un porcentaje menor de lignina presente en la
muestra, es decir este tratamiento extrae una mayor cantidad de lignina. Con
relación a las otras dos variables (temperatura y tiempo) no se observa claramente
como influyen en el tratamiento.
Los datos se analizaron estadísticamente mediante análisis de varianza y prueba
de Scheffé, con el fin de determinar las variables de mayor influencia en el
tratamiento y si existe diferencia entre la aplicación de cada uno de estos, para el
análisis se utilizó el paquete estadístico SPSS for Windows Student version Data
Editor.
52
Gráfica 1. Porcentaje de lignina en función de la concentración de NaOH
% DE LIGNINA EN FUNCIÓN DE LA CONCENTRACIÓN DE NaOH
% DE LIGNINA
50
45
70°C - 1h
70°C - 2h
40
40°C - 1h
40°C - 2h
35
30
20
25
30
35
40
45
50
55
CONCENTRACIÓN NaOH (masa/ masa)
Nota: Para todas las gráficas se traza una línea recta entre dos puntos con el fin de facilitar
la lectura de los resultados, pero en ningún momento significa que los resultados presenten
un comportamiento lineal. La línea facilita la ubicación relativa entre los dos puntos y por lo
tanto la toma de decisiones.
Para el análisis de varianza se planteó la siguiente hipótesis nula:
Ho = µ1 = µ2 = µ3
Lo cual indica que todos los tratamientos son iguales, es decir que se retira la
misma cantidad de lignina usando cualquiera de ellos, y
Hα = µ1 ≠ µ2 ≠ µ3
Esto indica que existe diferencia entre los tratamientos, por lo tanto es diferente
usar cualquier concentración, tiempo o temperatura de proceso.
En la Tabla 16 se muestran los resultados del análisis de varianza para este
experimento con tres factores, donde el Fo se calcula dividiendo el cuadrado
medio de cada factor entre el cuadrado medio del error, este valor (Fo) se
compara con el F teórico, de esta comparación se obtienen los valores de
significancia (última columna de la tabla). Con niveles de significancia menores a
0.05, se rechaza la hipótesis nula, es decir hay diferencia entre los tratamientos ya
que se trabaja con un nivel de confianza del 95%.
53
Tabla 16. Análisis de varianza: Determinación del contenido de lignina para el
proceso de deslignificación.
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de
cuadrados
libertad
339.389
1
6.238
1
6.592
1
13.524
1
74.952
1
16.954
1
6.25X 10-6
1
235.122
9
33476.384
18
Cuadrados
medios
339.389
6.238
6.592
13.524
74.952
16.954
6.25X10-6
26.125
Fo
12.991
.239
.252
.518
2.869
.649
.000
Sig.
.006
.637
.627
.490
.125
.441
1.000
Con base en los resultados arrojados por el análisis de varianza se rechaza la
hipótesis nula para el factor concentración, mientras que para los otros dos
factores (tiempo y temperatura) y la interrelación entre ellos se acepta la hipótesis;
lo cual indica que la variable que influye en el contenido final de lignina en la
muestra es la concentración de la solución de NaOH y la relación de esta con las
otras variables no tiene influencia en el tratamiento.
Para poder analizar los resultados arrojados por la prueba de Scheffé es necesario
tener en cuenta el nivel de significancia, el cual debe ser menor a 0.05 ya que se
tiene un nivel de confianza del 95%. Con niveles de significancia menores a 0.05
se rechaza la hipótesis nula, esto quiere decir que existe diferencia entre los
tratamientos que se están analizando.
La prueba de Scheffé (Tabla 17) determina que existe diferencia entre no utilizar
ningún tratamiento y usar una concentración del 25 % (Sig < 0.05), lo cual no
ocurre al usar una concentración del 50 % (Sig > 0.05), al comparar el efecto de
usar 25% o 50% se encuentra que si existe diferencia significativa (Sig < 0.05).
Por otro lado, al analizar la variable tiempo se encuentra que no existe diferencia
entre aplicar 1 o 2 horas (Sig >0.05), pero que existe diferencia entre el blanco y
cualquier tiempo (Sig < 0.05), esto indica que se puede seleccionar cualquier
tiempo de proceso fijando otro criterio de selección, este mismo comportamiento
se observa en la variable temperatura. En este caso se prefiere usar una
temperatura de 40 °C y tiempo de operación de 1 hora, por requerir el menor gasto
energético y reducir el tiempo de proceso.
54
Temperatura
Concentración
Tabla 17. Prueba de Scheffé: Determinación del contenido de lignina para el
proceso de deslignificación.
Var. 1
Var. 2
0
25
50
0
50
0
25
40
70
0
70
0
40
1
2
0
2
0
1
25
50
0
40
70
Tiempo
0
1
2
Diferencia
Error
media (1 - 2)
20.638
4.041
11.427
4.041
-20.639
4.041
-9.211
2.556
-11.427
4.041
9.211
2.556
15.409
4.041
16.657
4.041
-15.409
4.041
1.249
2.556
-16.657
4.041
-1.249
2.556
16.675
4.041
15.391
4.041
-16.675
4.041
-1.284
2.556
-15.391
4.041
1.284
2.556
Sig.
.002
.057
.002
.018
.057
.018
.013
.008
.013
.889
.008
.889
.008
.013
.008
.883
.013
.883
De acuerdo al análisis realizado se determina que la concentración del 25% de
hidróxido de sodio en el tratamiento de deslignificación retira una mayor cantidad
de lignina (Gráfica 1), que es lo que se busca en esta etapa del proceso. Este
resultado es conveniente a nivel industrial, pues se utilizan menores cantidades de
hidróxido de sodio en el proceso de deslignificación, reduciéndose de esta manera
los costos en el tratamiento y el impacto ambiental causado por este reactivo.
Se concluye que el tratamiento más conveniente para retirar el mayor contenido
de lignina es 25% de NaOH, 40°C y 1 hora. Estos resultados son favorables ya
que son las condiciones menos drásticas de las utilizadas, y reduce los gastos
energéticos, también abre la necesidad de hacer estudios utilizando
concentraciones menores a 25%, temperaturas mas bajas de 40 °C y tiempos
inferiores a 1 hora, con el fin de estudiar si con tratamientos menos rigurosos se
obtiene la misma eliminación de lignina y se puede lograr menor deterioro en las
propiedades mecánicas.
55
5.2.2 Prueba impacto partículas
En la Tabla 18 se muestran los resultados arrojados en la prueba de impacto de
partículas.
Tabla 18. Resultados prueba impacto partículas para el proceso de
deslignificación.
% FINOS PRODUCIDOS
Réplica 1
Réplica 2
Media
Tratamiento
50% - 70°C - 1 h
50% - 70°C - 2 h
50% - 40°C - 1 h
50% - 40°C - 2 h
25% - 70°C - 1 h
25% - 70°C - 2 h
25% - 40°C - 1 h
25% - 40°C - 2 h
Blanco
20,37
17,61
17,52
14,35
17,56
15,44
11,75
11,82
7.01
16,94
18,41
17,4
10,9
17,81
14,05
11,88
11,39
6.98
18,65
18,01
17,46
12,62
17,68
14,74
11,81
11,60
6.99
Gráficamente se observa que la concentración de hidróxido de sodio, la
temperatura y el tiempo de proceso tienen influencia significativa en la pérdida de
resistencia de la partícula (ver Gráfica 2).
Gráfica 2.
Porcentaje de finos producidos en función de la concentración de
NaOH
% DE FINOS EN FUNCIÓN DE LA CONCENTRACIÓN DE NaOH
20
% DE FINOS
18
70°C - 1h
16
70°C - 2h
14
40°C - 1h
40°C - 2h
12
10
20
25
30
35
40
45
CONCENTRACIÓN DE NaOH (% masa / masa)
56
50
55
Al realizar el análisis de varianza (Tabla 19) se encontró que el resultado
concuerda con el obtenido gráficamente ya que todas las variables independientes
y la interrelación entre todas ellas (CONC * TEMP * TIEM) tienen influencia en la
pérdida de resistencia de la partícula (Sig < 0.05).
Tabla 19. Análisis de varianza: Porcentaje de finos producidos para el proceso de
deslignificación.
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
36,396
1
36,396
43,395
1
43,395
16,381
1
16,381
,506
1
,506
,714
1
,714
,481
1
,481
1,860
1
1,860
1,600
7
,229
3628,534
16
Fo
159,248
189,869
71,671
2,212
3,126
2,102
8,140
Sig.
,000
,000
,000
,181
,120
,190
,025
En la prueba de Scheffé (Tabla 20) se observa que para las variables
concentración, temperatura y tiempo de proceso existe variación entre ellas y el
blanco, y también entre cada una de los niveles usados (Sig < 0.05), indicando
que la resistencia de la partícula se ve afectada al cambiar estas condiciones de
proceso, por esta razón, para poder elegir el tratamiento adecuado es necesario
recurrir a la gráfica 2, en la cual se observa que con una concentración de 25% y
una temperatura de 40°C se conserva mejor la resistencia de la partícula, con
relación al tiempo de proceso no hay diferencia significativa en el resultado al
elegir 1 ó 2 horas, se prefiere trabajar con 1 hora, ya que gráficamente se observa
muy poca diferencia entre 1 y 2 horas de proceso y de esta manera se minimizan
los costos de operación: al aumentar la cantidad de cuesco procesado y disminuir
la energía requerida en cada proceso.
Concentración
Tabla 20. Prueba de Scheffé: Porcentaje de finos producidos para el proceso de
deslignificación.
Var. 1
Var. 2
0
25
50
0
50
0
25
25
50
Diferencia
Error
media (1 - 2)
-7,1800
,3779
-10,6150
,3903
7,1800
,3779
-3,4350
,2582
10,6150
,3903
3,4350
,2582
57
Sig.
,000
,000
,000
,000
,000
,000
Temperatura
Var. 1
Var. 2
0
40
70
0
70
0
40
1
2
0
2
0
1
40
70
Tiempo
0
1
2
Diferencia
Error
media (1 - 2)
-7,1800
,3779
-10,6150
,3903
7,1800
,3779
-3,4350
,2582
10,6150
,3903
3,4350
,2582
-9,5150
,3833
-7,7893
,3833
9,5150
,3833
1,7257
,2555
7,7893
,3833
-1,7257
,2555
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,001
,000
,001
5.2.3 Prueba impacto aglomerado
Los resultados obtenidos en esta prueba se encuentran en la Tabla 21.
Según la tabla de resultados y la Gráfica 3, la tableta se debilita con la aplicación
de los diferentes tratamientos. Gráficamente también se observa que el
aglomerado presenta una mayor resistencia al impacto al utilizarse una
concentración del 25%, una temperatura de 40°C y 1 hora de proceso, esto se
debe a que estas condiciones de trabajo son las menos agresivas para el
producto.
Tabla 21. Resultados prueba impacto aglomerado para el proceso de
deslignificación.
Tratamiento
50% - 70°C - 1 h
50% - 70°C - 2 h
50% - 40°C - 1 h
50% - 40°C - 2 h
25% - 70°C - 1 h
25% - 70°C - 2 h
25% - 40°C - 1 h
25% - 40°C - 2 h
Blanco
ALTURA DE CAIDA ANTES DE
PRODUCIRSE LA ROTURA (cm)
Réplica 1
Réplica 2
Media
42
45
43,5
48
46
47,0
37
39
38,0
51
48
49,5
55
58
56,5
62
59
60,5
65
63
64,0
59
61
60,0
70
73
71,5
58
Gráfica 3. Altura de caída antes de producirse la rotura en función de la
concentración de NaOH
ALTURA ANTES DE ROTURA (cm)
ALTURA ANTES DE ROTURA EN FUNCIÓN DE LA CONCENTRACIÓN DE NaOH
70
60
70°C - 1h
70°C - 2h
50
40°C - 1h
40°C - 2h
40
30
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE NaOH (% masa / masa)
Con base en el análisis de varianza (Tabla 22) se observa que las variables que
tienen mayor influencia en la resistencia al impacto del aglomerado son la
concentración, el tiempo, la interacción entre concentración – tiempo,
concentración – temperatura y concentración – tiempo - temperatura.
Tabla 22. Análisis de varianza: Prueba impacto aglomerado para el proceso de
deslignificación.
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
992,250
1
992,250
4,000
1
4,000
56,250
1
56,250
25,000
1
25,000
56,250
1
56,250
,000
1
,000
64,000
1
64,000
30,500
9
3,389
55343,000
18
Fo
292,795
1,180
16,598
7,377
16,598
,000
18,885
Sig.
,000
,306
,003
,024
,003
1,000
,002
Para el caso de la concentración la prueba de Scheffe (Tabla 23) indica que hay
diferencia entre las dos concentraciones y el blanco y entre usar 25% y 50%, por
lo tanto es necesario recurrir a la gráfica para determinar la concentración
adecuada, este mismo comportamiento se observa en los resultados para la
variable tiempo. Para la temperatura la prueba de Scheffé arroja que no existe
59
diferencia entre aplicar 40 y 70°C (Sig > 0.05), lo cual coincide con la Gráfica 3,
pero si hay diferencia entre el blanco y cualquiera de estas temperaturas (Sig <
0.05) este resultado con lleva a elegir cualquier temperatura, para lo cual es
necesario utilizar otro criterio de selección.
Gráficamente se observa que el mejor tratamiento (mayor altura de rotura) es
utilizar una concentración de 25% de hidróxido de sodio, 40°C y 1 hora de
proceso.
Si se compara el comportamiento de las gráficas de impacto partícula e impacto
aglomerado (Gráfica 2 y Gráfica 3) se observa que es similar. A bajas
concentraciones se obtiene mayor resistencia de partícula y de aglomerado,
mostrando que la prueba propuesta permite cuantificar la resistencia de la
partícula, también se observa el mismo comportamiento para el tiempo.
Temperatura
Concentración
Tabla 23. Prueba de Scheffe: Prueba impacto aglomerado para el proceso de
deslignificación.
Var. 1
Var. 2
0
25
50
0
50
0
25
40
70
0
70
0
40
1
2
0
2
0
1
25
50
0
40
70
Tiempo
0
1
2
Diferencia
Error
media (1 - 2)
11,2500 1,4554
27,0000 1,4554
-11,2500 1,4554
15,7500
,9204
-27,0000 1,4554
-15,7500
,9204
18,6250 1,4554
19,6250 1,4554
-18,6250 1,4554
1,0000
,9204
-19,6250 1,4554
-1,0000
,9204
21,0000 1,4554
17,2500 1,4554
-21,0000 1,4554
-3,7500
,9204
-17,2500 1,4554
3,7500
,9204
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,574
,000
,574
,000
,000
,000
,009
,000
,009
5.2.4 Prueba de absorción
La Tabla 24 muestra los resultados obtenidos en la prueba de absorción.
60
Tabla 24. Resultados prueba de absorción para el proceso de deslignificación.
Tratamiento
50% - 70°C - 1 h
50% - 70°C - 2 h
50% - 40°C - 1 h
50% - 40°C - 2 h
25% - 70°C - 1 h
25% - 70°C - 2 h
25% - 40°C - 1 h
25% - 40°C - 2 h
Blanco
% DE ABSORCIÓN DE AGUA
Réplica 1
Réplica 2
Media
78,63
74,22
55,41
57,29
52,34
48,95
45,31
50,24
38,52
81,73
70,2
55,87
60,24
50,16
46,31
42,03
58,21
40,77
80,18
72,21
55,64
58,76
51,25
47,63
43,67
54,22
39,64
En la Gráfica 4 se observa que a mayor concentración de hidróxido de sodio y
temperatura de operación el aglomerado absorbe mayor cantidad de agua, lo cual
es indeseable pues afectaría la vida útil del producto.
El análisis de varianza (Tabla 25) arroja como resultado que la concentración, la
temperatura, la interacción entre concentración y temperatura y entre tiempo y
temperatura, son las variables que afectan el porcentaje de absorción de agua del
aglomerado ya que su nivel de significancia es menor a 0.05.
Gráfica 4. Porcentaje de absorción de agua en función de la concentración de
NaOH
% DE ABSORCIÓN DE AGUA
% DE ABSORCIÓN DE AGUA EN FUNCIÓN DE LA CONCENTRACIÓN DE
NaOH
80
70°C - 1h
70
70°C - 2h
40°C - 1h
60
40°C - 2h
50
40
20
25
30
35
40
45
CONCENTRACIÓN DE NaOH (% masa / masa)
61
50
55
Tabla 25. Análisis de varianza: Porcentaje de absorción de agua para el proceso
de deslignificación.
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de
cuadrados
libertad
1225.700
1
379.665
1
1.092
1
342.250
1
34.692
1
159.643
1
2.372
1
62.874
9
81004.627
18
Cuadrados
medios
1225.700
379.665
1.092
342.250
34.692
159.643
2.372
6.986
Fo
175.450
54.346
.156
48.991
4.966
22.852
.339
Sig.
.000
.000
.702
.000
.053
.001
.574
Los resultados arrojados en la prueba de Scheffé (tabla 26) indican que existe
diferencia entre el blanco y los tiempos utilizados pero no entre ellos, por lo tanto
se puede elegir cualquier tiempo de operación con base en otro criterio de
selección. Sin embargo en las variables concentración y temperatura es necesario
analizar gráficamente el resultado, pues existe variación entre ellas y el blanco y
entre cada uno de los niveles (Sig < 0.05).
Temperatura
Concentración
Tabla 26. Prueba de Scheffé: Porcentaje de absorción de agua para el proceso
de deslignificación.
Var. 1
Var. 2
0
25
50
0
50
0
25
40
70
0
70
0
40
25
50
0
40
70
Diferencia
Error
media (1 - 2)
-9.5487 2.0896
-27.0537 2.0896
9.5487 2.0896
-17.5050 1.3216
27.0537 2.0896
17.5050 1.3216
-13.4300 2.0896
-23.1725 2.0896
13.4300 2.0896
-9.7425 1.3216
23.1725 2.0896
9.7425 1.3216
62
Sig.
.005
.000
.005
.000
.000
.000
.000
.000
.000
.000
.000
.000
Tiempo
Var. 1
Var. 2
0
1
2
0
2
0
1
1
2
Diferencia
Error
media (1 - 2)
-18.0400 2.0896
-18.5625 2.0896
18.0400 2.0896
-.5225 1.3216
18.5625 2.0896
.5225 1.3216
Sig.
.000
.000
.000
.925
.000
.925
De acuerdo al análisis gráfico se elige una concentración del 25% de hidróxido de
sodio, una temperatura de 40°C, y tiempo de proceso de 1 hora, ya que con estas
condiciones se obtiene los mejores resultados (menor % de absorción de agua)
con un menor gasto energético.
En la Gráfica 4 se observa que a mayor concentración mayor porcentaje de
absorción, esto pudo deberse a que en la partícula se logra eliminar lignina mas
un contenido mayor de otros componentes lo cual hace que ella quede porosa y
pueda absorber mayor cantidad de agua. Si se compara el porcentaje de
absorción con el de una tableta de cerámica (7%) resulta bastante alto, por varias
razones:
Porque sé esta utilizando un material biológico el cual puede absorber un
mayor contenido de agua
La presión utilizada para hacer el aglomerado es muy baja ya que a nivel
industrial se utiliza una presión de 450 ton / m2, por lo que se prevé que con
una presión más alta se logre mayor compactación en la tableta dejando
menos espacios para la absorción de agua.
Dentro de la mezcla de resinas sé esta utilizando polímero col 80, el cual es
afín con el agua, esto hace que absorba mayor contenido de ella, por lo cual
se sugiere cambiar esta resina por una termoendurecible de úrea
formaldehído
5.2.5 Elección del mejor tratamiento de deslignificación
La Tabla 27 resume las condiciones de operación mas adecuadas que arrojaron
cada una de las pruebas.
Tabla 27. Condiciones óptimas de operación para el proceso de deslignificación.
Prueba
Contenido de lignina
Resistencia de partícula
Concentración
(%)
25
25
63
Temperatura
(°C)
40
40
Tiempo
(h)
1
1
Resistencia del
aglomerado
Absorción de agua
25
40
1
25
40
1
Basados en los resultados anteriores se obtiene que las mejores condiciones de
operación en el proceso de deslignificación son:
Concentración: 25% de NaOH
Temperatura: 40°C
Tiempo: 1 hora
Con estas condiciones se logra retirar un mayor contenido de lignina del cuesco, lo
cual favorece el proceso de decoloración que se lleva a cabo posteriormente, ya
que se obtiene una mejor interacción del decolorante con las sustancias
cromóforas causantes de la coloración oscura.
Con relación a la resistencia de la partícula, esta se afecta menos con las
condiciones de operación establecidas, lo cual es definitivo a la hora de determinar
la resistencia del aglomerado, ya que esta depende de la propia resistencia de la
partícula, por lo tanto entre menos la partícula se vea afectada por el tratamiento,
el aglomerado tendrá una mejor calidad.
Las condiciones de operación establecidas logran que el aglomerado absorba una
menor cantidad de agua. Este hecho ayuda a que se disminuya el deterioro del
producto cuando esté sometido a las condiciones ambientales de humedad.
Con las condiciones de operación establecidas se logran disminuir los costos de
proceso, por utilizarse menor cantidad de reactivo, la temperatura más baja de
operación y el menor tiempo de proceso. Las dos últimas condiciones minimizan
la energía de operación requerida en el proceso.
5.3 PROCESO DE DECOLORACIÓN
5.3.1 Prueba impacto partículas
En la Tabla 28 se muestran los resultados arrojados por la prueba de impacto de
partículas para los procesos de decoloración con peróxido de hidrógeno y
metabisulfito de sodio.
64
Tabla 28. Resultados prueba impacto partículas en procesos de decoloración.
Decolorante
Peróxido de
Hidrógeno
Metabisulfito
de Sodio
% DE FINOS
Tratamiento
Réplica 1
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Blanco
23,31
22,85
20,79
21,13
18,93
21,2
17,82
19,15
17,21
15,02
13,87
13,95
25,02
24,97
20,38
21,15
18,45
19,99
17,41
18,34
15,19
16,31
12,93
12,46
7,01
Réplica 2 Promedio
25,18
24,16
22,03
23,2
19,52
19,97
18,25
20,02
19,88
17,14
14,15
12,37
23,26
22,45
21,56
22,77
19,68
20,64
17,97
19,26
18,08
14,74
13,45
11,96
6,98
24,245
23,505
21,410
22,165
19,225
20,585
18,535
19,585
18,545
16,080
14,010
13,170
24,140
23,710
20,970
21,960
19,065
20,315
17,690
18,800
16,635
15,525
13,190
12,210
6,995
Según la Gráfica 5 existe una tendencia de disminución en la resistencia de la
partícula (mayor % de finos) con el aumento en la concentración de decolorante,
este mismo comportamiento se presenta con la variación de las temperaturas de
operación. Las variaciones en los tiempos de operación no presentan un
comportamiento específico en la pérdida de resistencia de las partículas, aunque
se puede observar una tendencia a que con menores tiempos de proceso se
obtiene una mayor resistencia de la partícula cuando se utiliza una concentración
de 50% de peróxido de hidrógeno, mientras, para una concentración del 25% la
resistencia de la partícula disminuye con el aumento en el tiempo de proceso.
La Gráfica 6 muestra una tendencia de incremento en la cantidad de finos
producidos al aumentar la concentración de decolorante, este comportamiento
también se observa con la variación de las temperaturas. La variable tiempo no
65
presenta un comportamiento específico en la pérdida de resistencia de las
partículas, aunque existe la tendencia a que con mayores tiempos de proceso se
obtiene menor resistencia de la partícula cuando se utiliza una concentración de
50% de metabisulfito de sodio, mientras, que para una concentración del 25% la
resistencia de la partícula disminuye con el aumento en el tiempo de proceso.
Gráfica 5. Porcentaje de finos producidos en función de la concentración de
peróxido de hidrógeno
% DE FINOS EN FUNCIÓN DE LA CONCENTRACIÓN DE PERÓXIDO
% DE FINOS
26
24
70°C - 1h
22
70°C - 3h
50°C - 1h
20
50°C - 3h
18
30°C - 1h
16
30°C - 3h
14
12
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE PERÓXIDO (% masa / masa)
Gráfica 6.
Porcentaje de finos producidos en función de la concentración de
metabisulfito de sodio
% DE FINOS EN FUNCIÓN DE LA CONCENTRACIÓN DE METABISULFITO
% DE FINOS
26
24
70°C - 1h
22
70°C - 3h
20
50°C - 1h
18
50°C - 3h
16
30°C - 1h
14
30°C - 3h
12
10
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE METABISULFITO (% masa / masa)
La Tabla 29 indica que la concentración de peróxido y la temperatura de operación
tienen influencia sobre la cantidad de finos producidos (Sig < 0.05), rechazándose
la hipótesis nula (Ho = µ1 = µ2 = µ3)
66
En la Tabla 30 se observa que para las variables concentración y temperatura se
rechaza la hipótesis nula ya que tiene una valor de Sig < 0.05, esto concuerda con
lo obtenido gráficamente donde estas variables son las que influyen en la
producción de finos
Tabla 29. Análisis de varianza: Porcentaje de finos producidos en el proceso de
decoloración con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
167,693
1
167,693
85,915
2
42,957
2,535X 10-2
1 2,535X 10-2
3,551
2
1,776
1,643
1
1,643
1,895
2
,947
8,605
2
4,303
14,019
13
1,078
9240,090
26
Fo
155,508
39,836
,024
1,647
1,524
,879
3,990
Sig.
,000
,000
,880
,230
,239
,439
,055
Tabla 30. Análisis de varianza: Porcentaje de finos producidos en el proceso de
decoloración con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
217,322
1
217,322
95,742
2
47,871
,115
1
,115
2,919
2
1,460
1,297
1
1,297
,160
2 8,002X 10-2
4,580
2
2,290
13,949
13
1,073
8812,299
26
Fo
202,533
44,613
,107
1,360
1,209
,075
2,134
Sig.
,000
,000
,749
,291
,291
,929
,158
Los resultados arrojados en la prueba de Scheffé para el proceso de decoloración
con peróxido de hidrógeno (Tabla 31) se observa que para las variables
concentración y temperatura existe variación entre ellas y el blanco, y también
entre cada una de ellas (Sig < 0.05), indicando que la resistencia de la partícula se
ve afectada al cambiar estas condiciones de proceso, por esta razón, para poder
elegir el tratamiento adecuado es necesario recurrir a la gráfica, en la cual se
observa que con una concentración de 25% y una temperatura de 30°C se
conserva mejor la resistencia de la partícula. Con relación al tiempo de proceso
67
no hay diferencia significativa en el resultado al elegir 1 ó 3 horas, se prefiere
trabajar con 1 hora pues de esta manera se minimizan los costos de operación: al
aumentar la cantidad de cuesco procesado y disminuir la energía requerida en
cada proceso.
Concentración
Tabla 31. Prueba de Scheffé: Prueba impacto partícula para el proceso de
decoloración con peróxido de hidrógeno
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
-9,5742
,7931
-14,8608
,7931
9,5742
,7931
-5,2867
,4239
14,8608
,7931
5,2867
,4239
-9,7500
,8210
-12,5550
,8210
-14,3475
,8210
9,7500
,8210
-2,8050
,5192
-4,5975
,5192
12,5550
,8210
2,8050
,5192
-1,7925
,5192
14,3475
,8210
4,5975
,5192
1,7925
,5192
-12,2500
,7931
-12,1850
,7931
12,2500
,7931
6,50X10-2
,4239
12,1850
,7931
-6,50X10-2
,4239
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,001
,000
,000
,001
,033
,000
,000
,033
,000
,000
,000
,988
,000
,988
En la Tabla 32 se muestran los resultados arrojados por la prueba de Scheffé para
el proceso de decoloración con metabisulfito de sodio, los cuales señalan que
tanto para la concentración como para la temperatura y el tiempo existe diferencia
entre ellas y el blanco y entre cada una de ellas (Sig < 0.05). Con los resultados
anteriores es necesario recurrir a otro criterio de selección para determinar las
condiciones de operación que ofrezcan los mejores resultados.
Mediante análisis gráfico (Gráfica 6) se observa que con una concentración de 25
% metabisulfito de sodio, 30 ºC y 3 horas de proceso, se obtiene el menor
68
deterioro en la partícula, estas condiciones de operación son convenientes a nivel
económico pues se requiere una menor cantidad de solución decolorante y
menores gastos energéticos al utilizar la temperatura mas baja.
Concentración
Tabla 32. Prueba de Scheffé: Prueba impacto partícula para el proceso de
decoloración con metabisulfito de sodio
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
-8,6800
,7912
-14,6983
,7912
8,6800
,7912
-6,0183
,4229
14,6983
,7912
6,0183
,4229
-9,2000
,8189
-11,7775
,8189
-14,0900
,8189
9,2000
,8189
-2,5775
,5179
-4,8900
,5179
11,7775
,8189
2,5775
,5179
-2,3125
,5179
14,0900
,8189
4,8900
,5179
2,3125
,5179
-9,2000
,8189
-11,7775
,8189
-14,0900
,8189
9,2000
,8189
-2,5775
,5179
-4,8900
,5179
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,002
,000
,000
,002
,006
,000
,000
,006
,000
,000
,000
,000
,002
,000
5.3.2 Prueba de impacto al aglomerado
Los resultados arrojados en la prueba de impacto al aglomerado para los procesos
de decoloración con peróxido de hidrógeno y metabisulfito de sodio se encuentran
en la Tabla 33.
Los resultados obtenidos para la prueba de impacto aglomerado son superiores a
los exigidos en la norma NTC 1085 (15 cm), esto indica que se ha obtenido un
producto resistente, estos resultados no pueden ser comparados literalmente ya
69
que esta norma hace referencia a baldosas de cemento, pero fue necesario
utilizarla por que no se encuentra ningún valor para aglomerados de madera.
Tabla 33. Resultados prueba impacto aglomerado en procesos de decoloración
Decolorante
Tratamiento
ALTURA DE CAÍDA ANTES DE
PRODUCIRSE LA ROTURA (cm)
Réplica 1
Réplica 2
Promedio
Peróxido de
Hidrógeno
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
37
37
41
44
38
40
46
44
47
52
55
55
40
38
38
39
42
45
47
46
48
51
51
54
38,5
37,5
39,5
41,5
40
42,5
46,5
45
47,5
51,5
53
54,5
Metabisulfito
de Sodio
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
41
37
42
46
40
45
48
49
49
54
56
57
38
39
40
43
45
49
52
47
51
57
59
60
39,5
38
41
44,5
42,5
47
50
48
50
55,5
57,5
58,5
Blanco
73
70
71,5
Gráficamente se observa que para los dos decolorantes usados, a una mayor
concentración disminuye la resistencia del aglomerado al obtenerse una menor
altura de rotura, este resultado coincide con la prueba de impacto partícula ya que
la resistencia del aglomerado depende de la propia resistencia de ella. Con
relación a la variable temperatura se observa una pequeña disminución en la
resistencia del aglomerado al aumentar la temperatura de operación, por otra
parte para el tiempo de proceso no se puede determinar el comportamiento que
tiene éste sobre la resistencia del aglomerado, pero existe una tendencia a
70
aumentar la altura de rotura con el aumento del tiempo de proceso (Ver Gráfica 7
y Gráfica 8).
Gráfica 7. Altura de caída antes de producirse la rotura en función de la
concentración de peróxido de hidrógeno
ALTURA ANTES DE
ROTURA (cm)
ALTURA ANTES DE ROTURA EN FUNCIÓN DE LA CONCENTRACIÓN DE
PERÓXIDO
56
54
52
50
48
46
44
42
40
38
36
70°C - 1h
70°C - 3h
50°C - 1h
50°C - 3h
30°C - 1h
30°C - 3h
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE PERÓXIDO (% masa/ masa)
Comparando la Gráfica 5 y la Gráfica 7 se observa que a mayor concentración de
agente decolorante hay mayor resistencia la partícula y del aglomerado, lo cual
indica que la prueba propuesta guarda relación con la prueba impacto
aglomerado, esto mismo ocurre con la Gráfica 6 y la Gráfica 8.
Gráfica 8.
Altura de caída antes de producirse la rotura en función de la
concentración de metabisulfito de sodio
ALTURA ANTES DE
ROTURA (cm)
ALTURA ANTES DE ROTURA EN FUNCIÓN DE LA CONCENTRACIÓN DE
METABISULFITO
70°C - 1h
56
70°C - 3h
50°C - 1h
51
50°C - 3h
46
30°C - 1h
30°C - 3h
41
36
20
25
30
35
40
45
50
CONCENTRACIÓN DE METABISULFITO (% masa / masa)
71
55
Los análisis de varianza para los dos decolorantes (Tabla 34 y Tabla 35) indican
que las variables que influyen en la pérdida de resistencia del aglomerado son la
concentración y la temperatura (Sig < 0.05), lo cuál coincide con lo obtenido por el
análisis gráfico.
Tabla 34. Análisis de varianza: Prueba impacto al aglomerado para el proceso
de decoloración con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
570,375
1
570,375
127,083
2
63,542
9,375
1
9,375
24,250
2
12,125
4,167X10-2
1
4,167X10-2
19,750
2
9,875
2,583
2
1,292
59,000
13
4,538
59188,000
26
Fo
125,676
14,001
2,066
2,672
,009
2,176
,285
Sig.
,000
,001
,174
,107
,925
,153
,757
Tabla 35. Análisis de varianza: Prueba impacto al aglomerado para el proceso
de decoloración con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
748,167
1
748,167
225,083
2
112,542
20,167
1
20,167
13,083
2
6,542
,667
1
,667
41,583
2
20,792
7,583
2
3,792
109,000
13
8,385
66946,000
26
Fo
89,231
13,422
2,405
,780
,080
2,480
,452
Sig.
,000
,001
,145
,479
,782
,122
,646
De acuerdo a la prueba de Scheffé (Tabla 36), en el proceso de decoloración con
peróxido de hidrógeno, para la variable concentración existe diferencia entre las
concentraciones y el blanco y entre cada una de ellas (Sig < 0.05), para poder
elegir la concentración que ofrece mejores resultados es necesario recurrir a un
análisis gráfico. Para la variable temperatura existe diferencias entre cada
temperatura y el blanco y entre 30 y 70 ºC (Sig < 0.05), pero no existe diferencia
entre 30 – 50 ºC y 50 – 70 ºC, (Sig > 0.05), esto quiere decir que la temperatura
de 50 ºC no tiene influencia sobre la variación en la altura de rotura del
72
aglomerado, por esta razón es necesario utilizar otro criterio de selección para
elegir la temperatura adecuada. Para el tiempo de proceso la prueba de Scheffé
arrojo que existe diferencia entre los tiempos y el blanco, pero no entre cada uno
de ellos, razón por la cuál se puede elegir cualquier tiempo de operación teniendo
en cuenta solo criterios de selección económicos ya que gráficamente no se
observa una variación significativa.
Concentración
Tabla 36. Prueba de Scheffé: Prueba impacto al aglomerado proceso de
decoloración con peróxido de hidrógeno.
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
21,8333 1,6271
31,5833 1,6271
-21,8333 1,6271
9,7500
,8697
-31,5833 1,6271
-9,7500
,8697
24,0000 1,6842
26,5000 1,6842
29,6250 1,6842
-24,0000 1,6842
2,5000 1,0652
5,6250 1,0652
-26,5000 1,6842
-2,5000 1,0652
3,1250 1,0652
-29,6250 1,6842
-5,6250 1,0652
-3,1250 1,0652
27,3333 1,6271
26,0833 1,6271
-27,3333 1,6271
-1,2500
,8697
-26,0833 1,6271
1,2500
,8697
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,190
,002
,000
,190
,077
,000
,002
,077
,000
,000
,000
,383
,000
,383
De acuerdo al comportamiento gráfico el tratamiento que ofrece una mayor
resistencia a la rotura del aglomerado, es el que tiene unas condiciones de
operación de 25% en concentración de peróxido y 30 ºC, con relación a la
variable tiempo es mejor elegir 1 hora de proceso: con esta condición se logran
buenos resultados y económicamente es más factible, ya que se puede procesar
mayor cantidad de cuesco.
73
Para el proceso de decoloración con metabisulfito de sodio la prueba de Scheffé
(Tabla 37) arroja como resultado que para las variables concentración y
temperatura existen diferencias entre ellas y el blanco y entre cada una de ellas,
mientras que para la variable tiempo solo existe diferencia entre estos y no aplicar
ningún tratamiento. Para poder realizar la elección de las condiciones de
operación que ofrecen la mejor resistencia del aglomerado se requiere utilizar
análisis gráfico y económico.
Con base en la Gráfica 8, se determina que con una concentración de 25% y una
temperatura de 30ºC se logran los mejores resultados respecto a la resistencia del
aglomerado, mientras que para el tiempo de operación lo más conveniente es
utilizar 1 hora de proceso, pues de esta manera se reducen los costos de
operación.
Concentración
Tabla 37. Prueba de Scheffé: Prueba impacto al aglomerado para el proceso de
decoloración con metabisulfito de sodio
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
18,2500 1,6880
29,4167 1,6880
-18,2500 1,6880
11,1667
,9023
-29,4167 1,6880
-11,1667
,9023
20,1250 1,7473
23,7500 1,7473
27,6250 1,7473
-20,1250 1,7473
3,6250 1,1051
7,5000 1,1051
-23,7500 1,7473
-3,6250 1,1051
3,8750 1,1051
-27,6250 1,7473
-7,5000 1,1051
-3,8750 1,1051
24,7500 1,6880
22,9167 1,6880
-24,7500 1,6880
-1,8333
,9023
-22,9167 1,6880
1,8333
,9023
74
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,044
,000
,000
,044
,030
,000
,000
,030
,000
,000
,000
,167
,000
,167
5.3.3 Prueba de absorción
La Tabla 38 muestra los resultados obtenidos en la prueba de absorción de agua
para los procesos de decoloración con peróxido de hidrógeno y metabisulfito de
sodio.
Con base en la Gráfica 9 y la Gráfica 10 se observa que las curvas de absorción
tienen un comportamiento similar al obtenido en la prueba de impacto partícula,
este resultado concuerda con lo esperado, ya que al haber un mayor daño en la
partícula se produce un aumento en su relación superficie – volumen, permitiendo
que la partícula absorba una mayor cantidad de agua.
Tabla 38. Resultados prueba de absorción en procesos de decoloración
Decolorante
Tratamiento
Peróxido de
Hidrógeno
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Metabisulfito
de Sodio
% DE ABSORCIÓN DE AGUA
Réplica 1
Réplica 2 Promedio
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
70,71
67,34
69,15
66,59
67,24
64,22
55,33
59,58
55,3
54,21
45,82
48,77
69,89
68,11
66,07
60,04
61,56
59,37
58,33
54,46
53,17
51,2
49,22
46
71,38
69,95
68,32
69,01
63,81
61,35
58,03
57,2
54,2
52,8
47,01
49,92
67,07
67,67
64,82
62,95
63,18
57,42
56,2
51,95
50,82
53,15
47,58
47,03
71,045
68,645
68,735
67,8
65,525
62,785
56,68
58,39
54,75
53,505
46,415
49,345
68,48
67,89
65,445
61,495
62,37
58,395
57,265
53,205
51,995
52,175
48,4
46,515
Blanco
40,77
38,52
39,645
75
Gráfica 9. Porcentaje de absorción de agua en función de la concentración de
peróxido de hidrógeno
% DE ABSORCIÓN DE
AGUA
% DE ABSORCIÓN DE AGUA EN FUNCIÓN DE LA CONCENTRACIÓN DE
PERÓXIDO
75
70°C - 1h
70
70°C - 3h
65
50°C - 1h
60
50°C - 3h
30°C - 1h
55
30°C - 3h
50
45
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE PERÓXIDO (% masa/masa)
Si se comparan las gráficas 5, 7 y 9 se observa que tienen una relación directa ya
que a menor concentración de agente decolorante se obtiene menor daño en las
partículas, esto indica que la partícula tiene menor porosidad en su interior
evitando la absorción de agua, arrojando un menor porcentaje de absorción.
Igualmente ocurre para las gráficas 6, 8 y 10 para el metabisulfito.
Gráfica 10.
Porcentaje de absorción de agua en función de la concentración de
metabisulfito de sodio
% DE ABSORCIÓN DE AGUA
% DE ABSORCIÓN DE AGUA EN FUNCIÓN DE LA CONCENTRACIÓN DE
METABISULFITO
70
70°C - 1h
65
70°C - 3h
50°C - 1h
60
50°C - 3h
30°C - 1h
55
30°C - 3h
50
45
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE METABISULFITO (% masa/masa)
El análisis de varianza para el proceso de decoloración con peróxido de hidrógeno
(Tabla 39) arroja como resultado que la concentración y la temperatura son las
76
variables que afectan el porcentaje de absorción de agua del aglomerado (Sig <
0.05), rechazándose la hipótesis nula para estas variables, mientras que para el
tratamiento con metabisulfito de sodio (Tabla 40) las tres variables independientes
y la interrelación entre todas ellas son las influyen en la cantidad de agua
absorbida por el aglomerado (Sig < 0.05).
El que la interrelación entre
concentración – temperatura – tiempo influyan sobre el porcentaje de absorción de
agua indica que las tres variables deben variar para generar un cambio en el
parámetro de estudio.
Tabla 39. Análisis de varianza: Porcentaje de absorción de agua en el proceso de
decoloración con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
1216,950
1
1216,950
245,099
2
122,550
1,197
1
1,197
15,752
2
7,876
14,947
1
14,947
1,435
2
,718
9,622
2
4,811
28,881
13
2,222
91948,320
26
Fo
547,780
55,163
,539
3,545
6,728
,323
2,165
Sig.
,000
,000
,476
,022
,059
,730
,154
Tabla 40. Análisis de varianza: Porcentaje de absorción de agua en el proceso de
decoloración con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
925,538
1
925,538
242,744
2
121,372
33,986
1
33,986
3,214
2
1,607
1,260
1
1,260
1,101
2
,551
15,473
2
7,736
26,789
13
2,061
84580,655
26
Fo
449,135
58,898
16,493
,780
,612
,267
3,754
Sig.
,000
,000
,001
,479
,448
,770
,048
Los resultados de la prueba de Scheffé (Tabla 41) señalan que se puede elegir
cualquier tiempo de operación ya que existe diferencia entre ellos y el blanco y no
entre cada uno de ellos (Sig < 0.05), por esta razón se debe usar el criterio del
investigador para seleccionar el mejor tiempo de operación. Con relación a las
77
variables concentración y temperatura es necesario utilizar un análisis gráfico para
determinar las mejores condiciones de operación, ya que existe diferencia entre
las variables y el blanco y entre cada una de ellas (Sig < 0.05).
El tratamiento que brinda el menor porcentaje de absorción de agua es 25% en
concentración de peróxido de hidrógeno, 30 ºC y 1 hora.
Concentración
Tabla 41. Prueba de Scheffé: Porcentaje de absorción de agua en el proceso de
decoloración con peróxido de hidrógeno
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
-13,5358 1,1384
-27,7775 1,1384
13,5358 1,1384
-14,2417
,6085
27,7775 1,1384
14,2417
,6085
-16,3725 1,1783
-21,5525 1,1783
-24,0450 1,1783
16,3725 1,1783
-5,1800
,7453
-7,6725
,7453
21,5525 1,1783
5,1800
,7453
-2,4925
,7453
24,0450 1,1783
7,6725
,7453
2,4925
,7453
-20,8800 1,1384
-20,4333 1,1384
20,8800 1,1384
,4467
,6085
20,4333 1,1384
-,4467
,6085
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,039
,000
,000
,039
,000
,000
,000
,768
,000
,768
La prueba de Scheffé para el tratamiento con metabisulfito de sodio indican que
para las variables concentración, temperatura y tiempo existe diferencia entre ellas
y el blanco y entre cada una de ellas (Sig < 0.05), por esta razón es necesario
utilizar un análisis gráfico para determinar las condiciones mas adecuadas de
operación, el cual arroja que estas condiciones son 25% , 30ºC y 3 horas.
78
Concentración
Tabla 42. Prueba scheffe: Porcentaje de absorción, proceso de decoloración con
metabisulfito de sodio
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
-11,9475 1,0964
-24,3675 1,0964
11,9475 1,0964
-12,4200
,5860
24,3675 1,0964
12,4200
,5860
-14,2750 1,1349
-18,1325 1,1349
-22,0650 1,1349
14,2750 1,1349
-3,8575
,7178
-7,7900
,7178
18,1325 1,1349
3,8575
,7178
-3,9325
,7178
22,0650 1,1349
7,7900
,7178
3,9325
,7178
-19,3475 1,0964
-16,9675 1,0964
19,3475 1,0964
2,3800
,5860
16,9675 1,0964
-2,3800
,5860
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,001
,000
,000
,001
,001
,000
,000
,001
,000
,000
,000
,005
,000
,005
5.3.4 Luminosidad
En la Tabla 43 se resumen los resultados obtenidos en la prueba de color para la
variable luminosidad en los procesos de decoloración con peróxido de hidrógeno y
metabisulfito de sodio.
En la Gráfica 11 se observa que a mayor concentración de peróxido de hidrógeno
se obtiene una mayor luminosidad, es decir, la muestra tiende hacia el color
blanco, siendo este resultado el que se desea obtener. Este comportamiento es
coherente, ya que el decolorante se encuentra en mayor proporción y así puede
reaccionar con una mayor cantidad de sustancias coloreadas de la partícula. Con
relación a las otras dos variables del proceso no se puede determinar un
comportamiento específico, aunque se puede observar una tendencia a que con
79
mayores tiempos de proceso se obtiene una luminosidad mas alta y a mayor
temperatura también.
Tabla 43. Resultados luminosidad en procesos de decoloración.
Decolorante
Tratamiento
Peróxido de
Hidrógeno
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Metabisulfito
de Sodio
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
LUMINOSIDAD
Réplica 1
77,145
82,009
70,663
76,602
65,765
76,602
65,174
69,235
65,873
68,025
64,321
67,609
67,582
67,503
60,671
65,871
59,096
57,410
54,774
59,373
56,995
55,444
55,049
51,321
56,732
Blanco
Réplica 2 Promedio
75,139
78,597
70,556
79,359
69,157
72,465
67,618
73,916
66,594
68,573
64,189
67,989
66,727
67,153
60,567
65,040
59,991
58,553
54,520
57,020
55,288
56,698
53,941
50,658
57,418
76,142
80,303
70,610
77,980
67,461
74,534
66,396
71,575
66,234
68,299
64,255
67,799
67,155
67,328
60,619
65,456
59,544
57,982
54,647
58,197
56,142
56,071
54,495
50,990
57,075
Si se comparan las gráficas 5 y 11 se observa que en la Gráfica 11 a mayor
concentración de decolorante se logra retirar mayor cantidad de sustancias
cromóforas, guardando concordancia con la Gráfica 5 donde a mayor
concentración se disminuye la resistencia de la partícula al retirarse estas
sustancias. Este comportamiento también se presenta para el metabisulfito de
sodio en la Gráfica 6 y la Gráfica 12.
80
Gráfica 11. Luminosidad en función de la concentración de peróxido de hidrógeno
LUMINOSIDAD EN FUNCIÓN DE LA CONCENTRACIÓN DE PERÓXIDO
81
79
70ºC -1h
LUMINOSIDAD
77
70ºC - 3h
75
50ºC - 1 h
73
50ºC - 3 h
71
30ºC - 1 h
69
30ºC - 3 h
67
65
63
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE PERÓXIDO (% m/m)
Para el proceso de decoloración con metabisulfito de sodio (gráfica 12) se observa
un aumento en la luminosidad de la muestra al incrementar las concentraciones y
temperaturas de operación, comportamiento más deseable ya que se obtienen
partículas mas decoloradas. Con relación a la variable tiempo no se observa un
comportamiento específico pero existe una tendencia al aumento en la
luminosidad de la muestra al incrementar esta variable.
Gráfica 12. Luminosidad en función de la concentración de metabisulfito de sodio
LUMINOSIDAD
LUMINOSIDAD EN FUNCIÓN DE LA CONCENTRACIÓN DE METABISULFITO
70
68
66
64
62
60
58
56
54
52
50
70ºC -1h
70ºC - 3h
50ºC - 1 h
50ºC - 3 h
30ºC - 1 h
30ºC - 3 h
20
25
30
35
40
45
50
CONCENTRACIÓN DE METABISULFITO (% masa/masa)
81
55
De acuerdo al análisis de varianza (Tabla 44) para el proceso de decoloración con
peróxido de hidrógeno, las variables que influyen en el grado de luminosidad
obtenido son la concentración, la temperatura y el tiempo (Sig < 0.05).
Tabla 44. Análisis de varianza: Luminosidad de la muestra en el proceso de
decoloración con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
300,638
1
300,638
104,125
2
52,062
143,996
1
143,996
18,210
2
9,105
10,180
1
10,180
,505
2
,252
10,638
2
5,319
40,618
13
3,124
128010,900
26
Fo
96,221
16,663
46,087
2,914
3,258
,081
1,702
Sig.
,000
,000
,000
,090
,094
,923
,220
Utilizando metabisulfito de sodio como decolorante se obtiene que la
concentración, la temperatura y la variación simultanea de concentración –
temperatura son las variables que afectan el grado de luminosidad de la muestra
(Tabla 45).
Tabla 45. Análisis de varianza: Luminosidad de la muestra en el proceso de
decoloración con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
376,731
1
376,731
151,062
2
75,531
1,949
1
1,949
25,984
2
12,992
2,014
1
2,014
29,169
2
14,585
17,622
2
8,811
7,949
13
,611
90818,094
26
Fo
616,125
123,527
3,187
21,248
3,294
23,852
14,410
Sig.
,000
,000
,098
,000
,093
,056
,134
En el proceso de decoloración con peróxido de hidrógeno la prueba de Scheffé
(tabla 46) arroja que para la concentración y el tiempo de proceso existe diferencia
entre ellos y el blanco y entre cada uno de ellos (Sig < 0.05), razón por la cual se
recurre al análisis gráfico para determinar las mejores condiciones del tratamiento.
En la variable temperatura hay diferencia entre ellas y el blanco y entre 30 – 50ºC
82
y 30 – 70ºC (Sig < 0.05), pero no se observa ninguna variación entre 50 – 70ºC
(Sig > 0.05). Este resultado indica que es lo mismo aplicar 50 y 70°C pero no es
igual aplicar cualquiera de estas temperaturas y 30°C, por lo tanto se debe hacer
la elección entre 30 y 50°C.
Prueba de Scheffé: Luminosidad de la muestra en el proceso de
decoloración con peróxido de hidrógeno
Concentración
Tabla 46.
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
25
50
Temperatura
0
30
50
70
Tiempo
0
1
3
Diferencia
Error
media (1 - 2)
-10,3513 1,3500
-17,4299 1,3500
10,3513 1,3500
-7,0786
,7216
17,4299 1,3500
7,0786
,7216
-11,4371 1,3974
-13,7056 1,3974
-16,5291 1,3974
11,4371 1,3974
-2,2685
,8838
-5,0920
,8838
13,7056 1,3974
2,2685
,8838
-2,8235
,8838
16,5291 1,3974
5,0920
,8838
2,8235
,8838
-11,4412 1,3500
-16,3401 1,3500
11,4412 1,3500
-4,8989
,7216
16,3401 1,3500
4,8989
,7216
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,037
,001
,000
,037
,060
,000
,001
,060
,000
,000
,000
,000
,000
,000
Gráficamente se obtiene que las condiciones de operación más favorables son: 50
% de peróxido de hidrógeno y 3 horas de proceso, también el análisis gráfico
señala que la temperatura que ofrece los mejores resultados es 70ºC, sin embargo
económicamente es mejor utilizar una temperatura de 50ºC, ya que se requiere un
menor gasto energético, y de acuerdo a los resultados obtenidos
experimentalmente se observa que la diferencia entre las luminosidades que
ofrecen la utilización de cualquiera de estas temperaturas es solo de un 2.89% y la
prueba de Scheffe indican lo mismo.
83
En la Tabla 47 se presentan los resultados arrojados por la prueba de Scheffé en
los cuáles se observa que existe diferencia entre las concentraciones y el blanco y
entre cada una de ellas (Sig < 0.05), para la variable temperatura no existe
diferencia entre usar una temperatura de 30ºC y no utilizar ningún tratamiento,
pero existe diferencia entre el blanco y las otras dos temperaturas (50ºC y 70ºC) y
entre todas ellas. Con relación al tiempo de proceso existe diferencia entre ellos y
el blanco, pero no entre cada uno de ellos.
Al realizar el análisis gráfico se obtiene que las condiciones de operación que
ofrecen un mayor grado de luminosidad son: 50% de metabisulfito de sodio y
70ºC, en la elección del tiempo proceso no solo se tuvo en cuenta los resultados
arrojados por la gráfica, ya que en esta no se observa variación entre 1 y 3 horas,
si no que determino con un tiempo de 1 hora se reduce el consumo energético y
aumenta la cantidad de cuesco procesado, todo esto disminuye los costos de
operación.
Concentración
Prueba de Scheffé: Luminosidad de la muestra en el proceso de
decoloración con metabisulfito de sodio
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
25
50
0
Temperatura
Tabla 47.
30
50
70
Diferencia
Error
media (1 - 2)
1,9853
,5972
-5,9387
,5972
-1,9853
,5972
-7,9239
,3192
5,9387
,5972
7,9239
,3192
1,3226
,6182
-2,4963
,6182
-4,7565
,6182
-1,3226
,6182
-3,8189
,3910
-6,0791
,3910
2,4963
,6182
3,8189
,3910
-2,2602
,3910
4,7565
,6182
6,0791
,3910
2,2602
,3910
84
Sig.
,018
,000
,018
,000
,000
,000
,255
,012
,000
,255
,000
,000
,012
,000
,001
,000
,000
,001
Var. 2
0
1
3
0
3
0
1
Tiempo
Var. 1
1
3
Diferencia
Error
media (1 - 2)
-1,6917
,5972
-2,2617
,5972
1,6917
,5972
-,5699
,3192
2,2617
,5972
,5699
,3192
Sig.
,044
,008
,044
,240
,008
,240
5.3.5 Coordenada a*
Los resultados obtenidos en la prueba de color para la variable a* en los procesos
de decoloración con peróxido de hidrógeno y metabisulfito de sodio se presentan
en la Tabla 48.
Los valores de los ejes de la coordenada a* varían entre – 80 y 100, siendo los
valores positivos los que indican las tonalidades rojizas y los negativos los tonos
verdes. Para este caso se desea que los valores de a* sean positivos y cercanos
al punto cero, con el fin de no tener rojos saturados en la muestra.
Tabla 48. Resultados coordenada a* en procesos de decoloración
Decolorante
Peróxido de
Hidrógeno
Metabisulfito
de Sodio
COORDENADA a*
Tratamiento
Réplica 1
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
9,858
9,993
11.568
10,483
10,535
10,033
12,431
12,953
13,090
13,847
11,623
12,570
10,010
10,953
12,650
12,975
11,000
85
Réplica 2 Promedio
9,480
9,498
11.109
10,138
10,712
10,535
12,554
13,193
13,509
13,648
11,947
12,835
10,307
10,498
11,960
13,198
10,730
9,669
9,746
11.339
10,311
10,624
10,284
12,493
13,073
13,300
13,748
11,785
12,703
10,159
10,726
12,305
13,087
10,865
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Blanco
11,567
11,694
12,049
13,674
12,583
11,489
10,891
6,995
12,189
12,588
12,800
13,171
12,747
11,218
11,859
7,546
11,878
12,141
12,425
13,423
12,665
11,354
11,375
7,271
En la Gráfica 13 se observa una disminución de la coordenada a* con respecto al
aumento de la concentración de peróxido de hidrógeno, mientras que para las
variables temperatura y tiempo no se observa claramente su tendencia.
De acuerdo a la Gráfica 14 no se observa un comportamiento definido para
ninguna de las tres variables, pero presenta una tendencia de aumento en la
coordenada a* con la disminución de la concentración y el aumento del tiempo y
la temperatura de operación.
Gráfica 13. Coordenada a* en función de la concentración de peróxido de
hidrógeno
a* EN FUNCIÓN DE LA CONCENTRACIÓN DE PERÓXIDO
14,0
a*
13,5
13,0
70ºC -1h
12,5
70ºC - 3h
12,0
50ºC - 1 h
11,5
50ºC - 3 h
11,0
30ºC - 1 h
10,5
30ºC - 3 h
10,0
9,5
9,0
20
25
30
35
40
45
CONCENTRACIÓN DE PERÓXIDO (%m/m)
86
50
55
Gráfica 14. Coordenada a* en función de la concentración de metabisulfito de
sodio
a*
a* EN FUNCIÓN DE LA CONCENTRACIÓN DE METABISULFITO
14,0
13,5
13,0
12,5
12,0
11,5
11,0
10,5
10,0
9,5
9,0
70ºC -1h
70ºC - 3h
50ºC - 1 h
50ºC - 3 h
30ºC - 1 h
30ºC - 3 h
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE METABISULFITO (m/m)
De acuerdo al análisis de varianza para el proceso de decoloración con peróxido
de hidrógeno (tabla 49) se observa que las variables de influencia en el
tratamiento son la concentración, la temperatura, la relación entre concentración –
temperatura, concentración – tiempo y la interrelación entre las tres variables, lo
mismo ocurre en el tratamiento con metabisulfito de sodio (tabla 50) con excepción
de la interrelación de las tres variables independientes.
Tabla 49. Análisis de varianza: Coordenada a* para el proceso de decoloración
con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
38,148
1
38,148
2,297
2
1,149
7,15X10-2
1
7,15X10-2
3,558
2
1,779
1,746
1
1,746
,163
2
8,141X10-2
,615
2
,307
,884
13
6,799X10-2
3376,660
26
87
Fo
561,111
16,895
1,052
26,168
25,687
1,197
4,520
Sig.
,000
,000
,324
,000
,000
,333
,032
Tabla 50.
Análisis de varianza: Coordenada a* para el proceso de decoloración
con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
3,173
1
3,173
12,074
2
6,037
,607
1
,607
3,846
2
1,923
1,320
1
1,320
,290
2
,145
,396
2
,198
2,119
13
,163
3509,172
26
Fo
19,464
37,037
3,726
11,799
8,097
,889
1,215
Sig.
,001
,000
,076
,001
,014
,435
,328
En el proceso de decoloración con peróxido de hidrógeno (Tabla 51), los
resultados arrojados por la prueba de Scheffé indican que existe diferencia entre
las concentraciones y el blanco y entre cada una de ellas (Sig < 0.05), mientras
que para el tiempo, solo hay diferencia entre ellos y el blanco. En la temperatura
de operación se observa que no existe diferencia entre 30 – 70 ºC, pero si entre
las demás relaciones, lo cual lleva a elegir entre 30ºC y 50ºC.
Del análisis gráfico se obtiene que las mejores condiciones de operación son 25%
de peróxido de hidrógeno y 50 ºC, ya que se obtienen los valores mas altos en la
coordenada a*, sin tener estos una tonalidad roja saturada. Para la elección del
tiempo no se pueden utilizar los resultados de la gráfica ya que la variación entre
ellos no es significativa, lo cual concuerda con lo obtenido en la prueba de
Scheffé, por esto es necesario mirar el factor económico, el cual indica que el
tiempo mas adecuado es 1 hora, ya que con éste, se optimiza el proceso de
decoloración al poder procesar una mayor cantidad de cuesco.
Prueba de Scheffé: Coordenada a* para el proceso de decoloración
con peróxido de hidrógeno
Concentración
Tabla 51.
Var. 1
Var. 2
0
25
50
0
50
0
25
25
50
Diferencia
Error
media (1 - 2)
-5,5795
,1991
-3,0580
,1991
5,5795
,1991
2,5215
,1064
3,0580
,1991
-2,5215
,1064
88
Sig.
,000
,000
,000
,000
,000
,000
Var. 1
Temperatura
0
30
50
70
Tiempo
0
1
3
Var. 2
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
Diferencia
Error
media (1 - 2)
-4,2570
,2061
-4,7248
,2061
-3,9745
,2061
4,2570
,2061
-,4678
,1304
,2825
,1304
4,7248
,2061
,4678
,1304
,7503
,1304
3,9745
,2061
-,2825
,1304
-,7503
,1304
-4,2642
,1991
-4,3733
,1991
4,2642
,1991
-,1092
,1064
4,3733
,1991
,1092
,1064
Sig.
,000
,000
,000
,000
,026
,245
,000
,026
,001
,000
,245
,001
,000
,000
,000
,603
,000
,603
En la Tabla 52 se observan los resultados arrojados por la prueba de Scheffé para
el proceso de decoloración con metabisulfito de sodio, los cuales presentan el
mismo comportamiento que los observados en la decoloración con peróxido de
hidrógeno.
Los mejores tratamientos para la decoloración con metabisulfito de sodio
obtenidos gráficamente son 25% – 50ºC – 1 hora y 50% – 50ºC – 3 horas, sin
embargo utilizando criterios técnicos y económicos, y partiendo de la prueba de
Scheffe que indica que no hay diferencia entre 1 y 3 horas, es mas factible utilizar
la primera opción, ya que de esta manera se usa menor cantidad de solución
decolorante y menor tiempo de proceso, reduciendo así los costos de operación.
Prueba scheffe: Coordenada a* para el proceso de decoloración con
metabisulfito de sodio
Concentración
Tabla 52.
Var. 1
Var. 2
0
25
50
0
50
0
25
25
50
Diferencia
Error
media (1 - 2)
-4,9598
,3084
-4,2326
,3084
4,9598
,3084
,7272
,1648
4,2326
,3084
-,7272
,1648
89
Sig.
,000
,000
,000
,003
,000
,003
Temperatura
0
30
50
70
Tiempo
0
1
3
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
-4,0974
-5,5992
-4,0919
4,0974
-1,5019
5,50X10-3
5,5992
1,5019
1,5074
4,0919
-5,50X10-3
-1,5074
-4,4371
-4,7553
4,4371
-,3182
4,7553
,3182
,3192
,3192
,3192
,3192
,2019
,2019
,3192
,2019
,2019
,3192
,2019
,2019
,3084
,3084
,3084
,1648
,3084
,1648
,000
,000
,000
,000
,000
1,000
,000
,000
,000
,000
1,000
,000
,000
,000
,000
,194
,000
,194
5.3.6 Coordenada b*
En la Tabla 53 se muestran los resultados obtenidos en la prueba de color para la
variable b* en los procesos de decoloración con peróxido de hidrógeno y
metabisulfito de sodio.
La coordenada b* se mueve entre los valores de –50 y 70, siendo los valores
positivos los que indican tonos amarillos y los negativos tonalidades azules. Para
este caso se desea que los valores de b* sean positivos y tienda hacia la
saturación, de esta manera se obtiene colores similares a los que presentan la
mayoría de las maderas.
Tabla 53. Resultados coordenada b* en procesos de decoloración
Decolorante
Tratamiento
Peróxido de
Hidrógeno
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
COORDENADA b*
Replica 1
23,820
17,044
29,230
14,379
19,826
15,790
14,377
90
Replica 2 Promedio
23,737
17,563
28,817
14,701
19,967
16,110
14,083
23,779
17,304
29,024
14,540
19,897
15,950
14,230
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Metabisulfito
de Sodio
13,372
15,980
16,587
20,026
16,310
17,854
13,876
14,352
13,011
15,684
16,032
9,907
9,300
11,956
12,912
11,892
9,256
11,486
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
Blanco
12,935
15,555
16,959
19,611
16,218
17,984
14,097
13,930
13,487
16,055
15,933
10,471
9,846
11,335
13,432
12,433
9,702
11,955
13,154
15,768
16,773
19,819
16,264
17,919
13,987
14,141
13,249
15,870
15,983
10,189
9,573
11,646
13,172
12,163
9,479
11,721
En la Gráfica 15 no se observa un comportamiento definido para ninguna de las
variables, sin embargo se muestra una tendencia de aumento en la coordenada b*
al incrementar la concentración de peróxido y el tiempo de proceso.
Gráfica 15. Coordenada b* en función de la concentración de peróxido de
hidrógeno
b*
b* EN FUNCIÓN DE LA CONCENTRACIÓN DE PERÓXIDO
30
28
26
24
22
20
18
16
14
12
10
70ºC -1h
70ºC - 3h
50ºC - 1 h
50ºC - 3 h
30ºC - 1 h
30ºC - 3 h
20
25
30
35
40
45
CONCENTRACIÓN DE PERÓXIDO (m/m)
91
50
55
Para el proceso de decoloración con metabisulfito de sodio (Gráfica 16) no se
observa en las variables de proceso un comportamiento especifico, pero la gráfica
muestra la tendencia de que al aumentar la concentración y el tiempo de proceso
se incrementa el valor en la coordenada b*.
Gráfica 16. Coordenada b* en función de la concentración de metabisulfito de
sodio
b*
b* EN FUNCIÓN DE LA CONCENTRACIÓN DE METABILSUFITO
18
17
16
15
14
13
12
11
10
9
8
70ºC -1h
70ºC - 3h
50ºC - 1 h
50ºC - 3 h
30ºC - 1 h
30ºC - 3 h
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE METABISULFITO (m/m)
Con base en el análisis de varianza de la Tabla 54 y la Tabla 55 se observa que
para los dos procesos de decoloración, las variables independientes y su
interrelación influyen sobre la coordenada b*.
Tabla 54.
Análisis de varianza: Coordenada b* para el proceso de decoloración
con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
Fo
cuadrados
libertad
medios
99,923
1
99,923 1787,281
14,629
2
7,314 130,830
135,665
1
135,665 2426,574
54,682
2
27,341 489,038
75,470
1
75,470 1349,888
11,808
2
5,904 105,606
59,134
2
29,567 528,849
,727
13
5,591E-02
8538,711
26
92
Sig.
,000
,000
,000
,000
,000
,000
,000
Tabla 55.
Análisis de varianza: Coordenada b* para el proceso de decoloración
con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
Fo
cuadrados
libertad
medios
103,555
1
103,555 1034,892
,880
2
,440
4,397
7,008
1
7,008
70,037
25,613
2
12,807 127,985
1,439
1
1,439
14,382
6,841
2
3,421
34,185
10,895
2
5,448
54,442
1,301
13
,100
4559,747
26
Sig.
,000
,035
,000
,000
,002
,000
,000
En la Tabla 56 para la prueba de Scheffé del proceso de decoloración con
peróxido de hidrógeno, se observa que para la concentración, el tiempo y la
temperatura, existe una variación entre ellos y el blanco y entre cada uno de ellos
(Sig < 0.05). Gráficamente se obtiene que el tratamiento que ofrece el mayor valor
en la coordenada b* es 50%, 50ºC y 1 hora de proceso.
En la prueba de Scheffé para la decoloración con metabisulfito de sodio (Tabla 57)
se obtuvo que para las variables concentración y tiempo existe diferencia entre
ellos y el blanco y entre cada uno de ellos (Sig < 0.05), para determinar las
condiciones óptimas operación de estas variables se debe recurrir a un análisis
gráfico. Para la temperatura de operación solo existe diferencia entre ellas y el
blanco pero no entre cada una de ellas, razón por la cual se puede elegir cualquier
temperatura basados en criterios económicos.
Concentración
Tabla 56. Prueba de Scheffé: Coordenada b* para el proceso de decoloración
con peróxido de hidrógeno
Var. 1
Var. 2
0
25
50
0
50
0
25
25
50
Diferencia
Error
media (1 - 2)
-4,2806
,1806
-8,3615
,1806
4,2806
,1806
-4,0809 0.0096
8,3615
,1806
4,0809 0.0096
93
Sig.
,000
,000
,000
,000
,000
,000
Var. 1
Temperatura
0
30
50
70
Tiempo
0
1
3
Var. 2
30
50
70
0
50
70
0
30
70
0
30
50
1
3
0
3
0
1
Diferencia
Error
media (1 - 2)
-6,2618
,1869
-7,3055
,1869
-5,3959
,1869
6,2618
,1869
-1,0437
,1182
,8659
,1182
7,3055
,1869
1,0437
,1182
1,9096
,1182
5,3959
,1869
-,8659
,1182
-1,9096
,1182
-8,6986
,1806
-3,9435
,1806
8,6986
,1806
4,7551 0.0096
3,9435
,1806
-4,7551 0.0096
Sig.
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
,000
Concentración
Tabla 57. Prueba de Scheffé: Coordenada b* para el proceso de decoloración
con metabisulfito de sodio
Var. 1
Var. 2
0
25
50
0
50
0
25
30
50
70
0
50
70
0
30
70
0
30
50
25
50
Temperatura
0
30
50
70
Diferencia
Error
media (1 - 2)
,6837
,2416
-3,4707
,2416
-,6837
,2416
-4,1544
,1291
3,4707
,2416
4,1544
,1291
-1,6529
,2501
-1,3314
,2501
-1,1964
,2501
1,6529
,2501
,3215
,1582
,4565
,1582
1,3314
,2501
-,3215
,1582
,1350
,1582
1,1964
,2501
-,4565
,1582
-,1350
,1582
94
Sig.
,044
,000
,044
,000
,000
,000
,000
,001
,003
,000
,294
,083
,001
,294
,865
,003
,083
,865
Var. 2
0
1
3
0
3
0
1
Tiempo
Var. 1
1
3
Diferencia
Error
media (1 - 2)
-1,9339
,2416
-,8532
,2416
1,9339
,2416
1,0808
,1291
,8532
,2416
-1,0808
,1291
Sig.
,000
,013
,000
,000
,013
,000
Las condiciones de operación óptimas para obtener un alto valor en la
coordenada b* para el proceso de decoloración con metabisulfito de sodio son:
50%, 30 ºC y 1 hora.
5.3.7 Diferencia de color ∆E
En la Tabla 58 se presentan los resultados de las diferencias de color (∆E*) entre
cada una de las muestras tratadas y el blanco. Es conveniente obtener
resultados de ∆E * altos, pues de esta manera existe una mayor decoloración en
las muestras analizadas.
En la Gráfica 17 se observa que a mayor concentración, temperatura y tiempo de
operación aumenta la decoloración de las muestras (mayor ∆E*), este
comportamiento es coherente ya que existe mayor cantidad de decolorante, una
temperatura y tiempo de operación más altos, ofreciendo mayor energía en la
reacción de decoloración.
Tabla 58. Resultados diferencia de color ∆E en procesos de decoloración
Decolorante
Tratamiento
Peróxido de
Hidrógeno
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
DIFERENCIA DE COLOR ∆E
Réplica 1
24,021
26,054
23,562
20,380
12,794
20,556
10,449
13,977
11,870
14,160
95
Réplica 2 Promedio
21,368
21,995
21,671
22,264
14,561
15,894
11,561
17,465
11,520
13,664
22,6946
24,0242
22,6164
21,3217
13,6773
18,2251
11,0046
15,7210
11,6952
13,9120
25%, 30°C, 1h
25%, 30°C, 3h
Metabisulfito
de Sodio
12,326
13,140
12,937
11,721
7,464
11,027
6,265
6,483
5,330
6,107
6,701
5,909
4,816
7,031
50%, 70°C, 1h
50%, 70°C, 3h
50%, 50°C, 1h
50%, 50°C, 3h
50%, 30°C, 1h
50%, 30°C, 3h
25%, 70°C, 1h
25%, 70°C, 3h
25%, 50°C, 1h
25%, 50°C, 3h
25%, 30°C, 1h
25%, 30°C, 3h
11,336
12,565
10,844
10,396
5,771
9,612
5,794
6,219
6,002
5,675
6,047
5,454
5,080
8,329
11,8314
12,8526
11,891
11,059
6,617
10,320
6,029
6,351
5,666
5,891
6,374
5,682
4,948
7,680
Gráfica 17. Diferencia de color en función de la concentración de peróxido de
hidrógeno
∆E*
∆E EN FUNCIÓN DE LA CONCENTRACIÓN DE PERÓXIDO
24
70°C - 1 h
22
70°C - 3 h
20
50°C - 1h
18
50°C - 3h
16
30°C - 1h
14
30°C - 3h
12
10
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE PERÓXIDO (% masa/masa)
Gráficamente se observa que a mayor concentración de metabisulfito de sodio
aumenta la diferencia de color respecto al blanco, para las variables temperatura y
tiempo no se observa un comportamiento definido, sin embargo existe la tendencia
que a mayor temperatura y tiempo de operación aumenta el valor de ∆E* (ver
Gráfica 18).
Con base en el análisis de varianza para el tratamiento con peróxido de hidrógeno
(Tabla 59), se observa que para las variables concentración, temperatura, tiempo
y la interrelación entre concentración y temperatura se rechaza la hipótesis nula
(Hα = µ1 ≠ µ2 ≠ µ3), por lo tanto existe diferencia entre usar diferentes
concentraciones, temperaturas y tiempos de proceso.
96
Gráfica 18. Diferencia de color en función de la concentración de metabisulfito de
sodio
∆E EN FUNCIÓN DE LA CONCENTRACIÓN DE METABISULFITO DE SODIO
16
70°C - 1 h
14
70°C - 3 h
∆E*
12
50°C - 1h
10
50°C - 3h
8
30°C - 1h
30°C - 3h
6
4
20
25
30
35
40
45
50
55
CONCENTRACIÓN DE METABISULFITO (% masa/masa)
Tabla 59. Análisis de varianza:
diferencia de color para el proceso de
decoloración con peróxido de hidrógeno
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
345,702
1
345,702
77,897
2
38,948
26,198
1
26,198
48,237
2
24,119
1,895
1
1,895
8,011
2
4,006
16,220
2
8,110
35,289
12
2,941
7197,911
24
Fo
117,556
13,244
8,909
8,202
,644
1,362
2,758
Sig.
,000
,001
,011
,006
,438
,293
,103
Para la variable ∆E* no fue necesario utilizar la prueba de Scheffe, ya que esta
analiza los datos obtenidos respecto al blanco, y la variable que se esta
analizando realiza esta comparación por diferencia de los resultados con relación
al blanco.
La elección del mejor tratamiento se realiza gráficamente y por criterio del
investigador, teniendo en cuenta que todas las variables tienen influencia en la
diferencia de color de acuerdo a lo obtenido en el análisis de varianza. De la
Gráfica 17 se obtiene que las condiciones que ofrecen una mayor decoloración
97
son 50% de peróxido de hidrógeno, 70°C y 3 horas, pero, el tratamiento de 50%,
50°C y 1hora solo difiere 1.4078 respecto a las primeras condiciones, por esta
razón se elige este último, como el mejor tratamiento, ya que requiere un menor
gasto energético y se puede procesar mayor cantidad de cuesco.
Con base en los resultados arrojados por el análisis de varianza para el proceso
de decoloración con metabisulfito de sodio (Tabla 60) se rechaza la hipótesis nula
para las variables concentración, temperatura, tiempo y la interrelación entre
concentración – temperatura y concentración – temperatura – tiempo, lo cuál
indica que todas estas variables influyen en la variación del color de las muestras
respecto al blanco.
Tabla 60. Análisis de varianza:
diferencia de color para el proceso de
decoloración con metabisulfito de sodio
Fuente de variación
CONC
TEMP
TIEM
CONC * TEMP
CONC * TIEM
TEMP * TIEM
CONC * TEMP * TIEM
Error
Total
Suma de
Grados de Cuadrados
cuadrados
libertad
medios
42,805
1
42,805
22,746
2
11,373
4,961
1
4,961
34,029
2
17,014
,143
1
,143
4,413
2
2,207
12,976
2
6,488
7,162
12
,597
1434,817
24
Fo
71,722
19,056
8,313
28,508
,240
3,697
10,871
Sig.
,000
,000
,014
,000
,633
,056
,002
La elección del mejor tratamiento con metabisulfito de sodio se realiza
gráficamente, de esta manera se obtiene que el tratamiento que se ajusta a los
requerimientos de decoloración que se buscan son 50% de metabisulfito de sodio,
70°C y 1 hora de proceso.
5.3.8
Elección del mejor tratamiento de decoloración
La Tabla 61 y la Tabla 62 resumen las condiciones de operación óptimas que
arrojaron cada uno de los parámetros medidos.
98
Tabla 61. Condiciones óptimas de operación para el proceso de decoloración con
peróxido de hidrógeno.
Parámetro
Resistencia de partícula
Resistencia del aglomerado
Absorción de agua
Luminosidad
Coordenada a*
Coordenada b*
Diferencia de color ∆E*
Concentración
(%)
25
25
25
50
25
50
50
Temperatura
(°C)
30
30
30
50
50
50
50
Tiempo
(h)
1
1
1
3
1
1
1
Tabla 62. Condiciones óptimas de operación para el proceso de decoloración con
metabisulfito de sodio.
Parámetro
Resistencia de partícula
Resistencia del aglomerado
Absorción de agua
Luminosidad
Coordenada a*
Coordenada b*
Diferencia de color ∆E*
Concentración
(%)
25
25
25
50
25
50
50
Temperatura
(°C)
30
30
30
70
50
30
70
Tiempo
(h)
3
1
3
1
1
1
1
Después de haber realizado los procesos de decoloración con peróxido de
hidrógeno y metabisulfito de sodio se obtuvieron diferentes tonalidades en cada
una de las muestras (ver fotos en el anexo E), siendo el primer decolorante el que
ofrece un mayor grado de decoloración puesto que no solo reacciona con las
sustancias cromóforas por epoxidación, sino, que elimina las breas y absorbentes
de U.V [TONELLI, 1954], mientras que el metabisulfito de sodio como agente
reductor solo reacciona con las sustancias coloreadas del cuesco. Este resultado
coincide con los obtenidos a nivel industrial para el proceso de decoloración de
pulpa, en donde las reacciones de oxidación son las que ofrecen un mayor grado
de blancura en las muestras, utilizando como agentes oxidantes el peróxido de
hidrógeno y el ozono [TONELLI, 1954].
El peróxido de hidrógeno es el decolorante que ofrece un mayor grado de
decoloración en el cuesco, los niveles de resistencia mecánica obtenidos tanto en
la partícula como en el aglomerado son menores a los que ofrece la decoloración
99
con metabisulfito de sodio, este resultado es netamente experimental, pues no hay
antecedentes con relación a las pruebas mecánicas realizadas para este tipo de
producto.
Los resultados que se muestran en las tablas 61 y 62 son los que ofrecen las
mejores condiciones de operación para cada una de las pruebas realizadas, no
obstante, estas no brindan el equilibrio que se busca entre disminución de color y
conservación de las propiedades mecánicas de las partículas y del aglomerado.
Por tal razón se escoge la condición que brinda la mejor decoloración, teniendo en
cuenta que la diferencia de color ∆E* es la variable que más influye en la
determinación del color.
Considerando los valores de luminosidad por encima de 70 que tienden hacia el
blanco y observando el color del material, se establece que se logra el objetivo de
decolorar en alto grado el cuesco, esto permitiría obtener una amplia gama de
tonos entre un amarillo claro (con tratamiento 50% de peróxido de hidrógeno, 70°C
y 3 horas) a un café oscuro (sin tratamiento) de las tabletas, posibilitando la
comercialización del material a futuro.
Teniendo en cuenta las consideraciones anteriores la condición de operación
sugerida para la elección del proceso de decoloración es:
Decolorante: Peróxido de hidrógeno
Concentración: 50%
Temperatura: 50 ºC
Tiempo: 1 hora.
Con estas condiciones se logra un buen nivel de decoloración en el cuesco ya que
existe una diferencia de color respecto al blanco de 22.62 y aunque estas
condiciones no son las que favorecen el mantenimiento de las propiedades
mecánicas, se observa una diferencia de la muestra respecto al blanco de
14.41% en la producción de finos, de 32 cm para la altura de rotura y de 29.09%
para el porcentaje de absorción de agua.
Las condiciones establecidas presentan un detrimento en las propiedades
mecánicas respecto a las mejores condiciones de operación que se eligieron para
cada prueba (tabla 61), estas variaciones son:
Prueba impacto partícula: 7.4 %
Prueba impacto aglomerado: 13.5 cm
Prueba de absorción de agua: 22.32 %
Sin embargo como se mencionó anteriormente es necesario sacrificar la obtención
de las mejores propiedades mecánicas por conseguir una decoloración apropiada.
100
6. CONCLUSIONES
Los diferentes tratamientos del proceso de deslignificación logran retirar entre
10.36% y 26.78% de la lignina inicial presente en el cuesco, causando una
disminución de las propiedades mecánicas de la partícula y del aglomerado.
Las condiciones de operación para el proceso de deslignificación que afectan en
menor grado las propiedades mecánicas tanto de la partícula como del
aglomerado y logran retirar mayor cantidad de lignina, facilitando los posteriores
procesos de decoloración son: 25% de hidróxido de sodio, 40ºC y 1 hora.
El metabisulfito de sodio como decolorante no ofrece las mismas ventajas con
relación a la disminución del color como lo hace el peróxido de hidrógeno, pero
este último afecta en mayor grado la resistencia de la partícula y por ende la del
aglomerado. Siendo recomendable el uso de peróxido para lograr tonos más
claros ya que con este se logra en promedio un 19.25% de finos, 44.8 cm de altura
y 60.3% de absorción de agua, mientras con el metabisulfito se logran 18.68%,
47.7 cm y 57.7 % respectivamente, con estos resultados existe una pequeña
diferencia en la resistencia con los dos decolorantes usados.
Los decolorantes utilizados afectan negativamente las propiedades mecánicas de
la partícula y del aglomerado, por disminuir su resistencia, y de manera positiva
las coordenadas de cromaticidad, al aumentar la concentración y la temperatura
de operación.
El tratamiento que ofrece la mayor decoloración y afecta en menor grado las
propiedades mecánicas tanto de la partícula como del aglomerado es: 50% de
peróxido de hidrógeno, 50ºC y 1 hora.
101
7. SUGERENCIAS
Seria favorable para los procesos de deslignificación y decoloración contar con un
reactor con agitación constante, que posea un sistema de operación similar al de
una marmita, para garantizar una distribución homogénea de las partículas en las
soluciones deslignificantes y decolorantes.
Para futuras experimentaciones se hace necesario contar con una prensa que
ejerza mayor presión (450 ton/m2): similares a las utilizadas en la elaboración de
aglomerados de madera y donde sean usadas temperaturas superiores a las
ambientales (150°C), para que el producto logre mayor compactación
y
homogeneidad en la superficie de la tableta y de esta manera se puedan
favorecer las propiedades mecánicas de esta. Al aplicar mayor presión se debe
conseguir disminuir el porcentaje de absorción y lograr mayor uniformidad en la
superficie de la tableta. Se deben desarrollar experimentos que conduzcan a
determinar la presión de operación entre 5 y 450 ton/m2 y la temperatura de
prensado entre 20 y 150°C que mayor resistencia mecánica del aglomerado
arroje.
Se debe estudiar la posibilidad de realizar un cambio en las resinas que se utilizan
actualmente para la elaboración del aglomerado, ya que cualitativamente se
observó un oscurecimiento de la materia prima al ser mezclada con la resina. Se
sugiere utilizar en futuras investigaciones resinas termoendurecibles de urea
formaldehído. Esta resina debe emplearse en lugar del polímero col 80 ya que
este es soluble en agua haciendo aumentar el porcentaje de absorción de agua
en el aglomerado. Se deben conducir investigaciones que determinen la relación
óptima entre poliéster y urea en términos de resistencia y costo de aglomerado.
Se debe explorar la posibilidad de utilizar concentraciones menores a 25% de
NaOH, temperaturas por debajo de 40°C y tiempo inferiores a 1hora en el proceso
de deslignificación con el ánimo de reducir el daño del material y costo de
operación.
Sería conveniente realizar procesos de decoloración por etapas donde
intervengan diferentes agentes decolorantes que al actuar conjuntamente
produzcan un mejor resultado, se sugiere utilizar ozono y peróxido de hidrógeno
que son decolorantes que ofrecen los mejores resultados a nivel industrial.
102
8. BIBLIOGRAFÍA
ALVARADO, Juan de Dios. Métodos para medir propiedades físicas en industrias
de alimentos. España: Acribia. s.f.
BARBOSA, Alonso. Fabricación de baldosas a base de asfalto y/o resinas.
Bogotá, 1985, p. 79 – 86. Ingeniero Químico. Universidad Nacional de Colombia.
Facultad de Ingeniería Química.
BIERMANN, Christopher J. Handbook of pulping and papermarking. San Diego
California: Academic Press, 1996. p. 123 – 133.
CALVO, C y DURÁN, L. Propiedades físicas opticas II: Opticas y color.
Temas en tecnología de alimentos. México: Aguilera, 1997. v. 1.
En:
COLORADO, Alexandra. Tableros de madera aglomerada: el uso inteligente de
los desechos.
Abril 2003.
Disponible en internet: www.revista.mm.com/rev28/aglomerados.htm.
GARCES, Isable Cristina. Productos derivados de la industria de palma de aceite:
usos. En: Palmas. Vol 18, No 1. 1997
GUZMÁN, Alejandro. Procesamiento digital de señales e imágenes. Universidad
Autónoma Metropolitana. Iztapalapa. México. 1999. Disponible en internet en:
www.xanum.uam.mx.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Baldosas cerámicas.
Parte 3: Método de ensayo para determinar la adsorción de agua, porosidad
aparente, densidad relativa aparente y densidad aparente.. Bogotá: ICONTEC,
1993. 6 p. (NTC 4321-3).
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS.
Bogotá: ICONTEC, 1985. 5 p.: il (NTC 1085).
Baldosas de cemento.
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS.
Pulpas celulósicas:
Determinación de lignina. Bogotá: ICONTEC, 1990. 3 p. (NTC 998).
MEDINA, Juan, AMBROGI, Alejandro. Cáscara de maní en la elaboración de
aglomerados. En: Quebracho, No. 2 (noviembre 2002); p. 47 – 57.
103
OKIY, J. Chemical and biological caractherization of the byproducts of nifor palm
oil mill. En: Proccedings of the biofuel. Vol 5 (mayo 1999); p. 25 – 32
PAPELNET.
Blanqueo de pulpa. Enero /2003. Disponible en internet:
www.papelnet.cl.
RIQUELME, Manuel. Química aplicada a la industria textil. Barcelona España:
Provenza, 1947. v. 2.
RUIZ, MORENO Y VILLARREAL. Manejo de los racimos vacíos de la palma
africana para su transformación como materia prima útil: fabricación de tableros
aglomerados. Disponible en internet: http://apolo.uniandes.edu.co/∼siga/articulos/
15_palma.doc.
TONELLI, Luigi. Tecnología Textil. Barcelona España: Hoepli S.L., 1980. v. 2. p
2610 – 261, 1161 – 1162.
XUHE, Ch, KELIN, Y. Composite Products from non-wood fibrous raw materials.
En: Actas del XIX Congreso Mundial del IUFRO. Canadá, 1990.
ZUMAETA, Nixon, ARIZA Oskar David. Elaboración de aglomerados a partir de
cuesco de palma africana. En: Muestra y seminario: Producción agroindustrial
hacia la sostenibilidad. Universidad de La Sabana. Bogotá, 2002.
104
ANEXO A
DIAGRAMAS DE FLUJO
A.1. Preparación de materia prima
INICIO
Recepción de
materia prima
Selección manual
Lavar
Secar en secador de
bandejas
Moler
Tamizar
Pesar 450 g de
cuesco
Retirar nueces enteras, residuos de almendras o
cualquier material extraño.
Con abundante agua y jabón.
Temperatura: 70ºC
Tiempo: 2 horas
Mínimo 3 tapadas por el molino con progesiva
reducción del tamaño de paso
Utilizar tamices de la Serie Taylor (T16, T25, T30 y
Tapadera)
Tiempo: 10 minutos
45% Tamiz 25
45% Tamiz 30
10% Finos (< Tamiz 30)
Mezclar
Almacenar
FIN
105
A. 2 Proceso de deslignificación
INICIO
Tomar la muestra
preparada
450 g
mezcla cuesco
Mezclar la solución de
NaOH con la muestra de
cuesco
Calentar la mezcla en la
estufa
Preparar solución de
NaOH
25 % ó 50 %
2.5 Veces de solución NaOH, respecto
a la masa de cuesco.
Según diseño experimental
40º C, 70º C, 1h, 2h
Retirar la muestra de la
estufa
Lavar el cuesco con
abundante agua
Hasta obtener el agua de lavado
totalmente incolora.
Secar la muestra en
estufa
A 100 ºC
5 horas
FIN
106
A.3. Proceso de decoloración.
INICIO
Tomar muestra de
cuesco
Cantidad: 450 g.
Realizar proceso de
deslignificación
De acuerdo al Anexo A.2
Preparar la solución
decolorante
25% , 50% de peróxido de hidrógeno
25% , 50% de metabisulfito de sodio
Cantidad: 2.5 veces el peso del cuesco
Mezclar
Colocar en la estufa
Lavar el cuesco
Secar en la estufa
La solución decolorante con la muestra de cuesco
Tiempo: De acuerdo al diseño experimental (1,3 h)
Temperatura: De acuerdo al diseño experimental
(30, 50 y 70°C)
Con abundante agua hasta eliminar la solución
decolorante
Temperatura: 100 °C
Tiempo: 5 horas
FIN
107
A. 4 Elaboración de aglomerado
INICIO
Catalizador
80 gotas
Pesar la muestra de cuesco
355 g de mezcla de cuesco decolorado
Pesar resinas, aceite mineral
71 g Melanina,
63.9 g Poliéster
7.1 g Aceite mineral
Mezclar las resinas y el aceite
mineral
Adicionar el cuesco a la
mezcla de resinas
Mezclar uniformemente
Armar la estructura (molde)
para prensar el aglomerado
1. Tabla
2. Marco
3. Tabla
Verter la mezcla en la
estructura
Situar la estructura con la
mezcla en la prensa
Asegurar la prensa y dejar
prensar
Retirar el aglomerado de la
prensa y dejar secar
FIN
108
½ hora de presión
P = 5 Toneladas
3 días de secado a temperatura ambiente
A. 5 Determinación de contenido de lignina
INICIO
Pesar la muestra
Secar en la estufa
2 g Aproximadamente
105 º C
2 horas
Instalar extractor soxhetl
Introducir la muestra en el
extractor
Realizar extracción con
agua
4 horas
Preparar solución etanolbenceno
Realizar extracción con
etanol-benceno
4 horas
Retirar la muestra y dejar
secar al aire
Verter la muestra a un vaso
de precipitados
Agregar 40 ml de ácido
sulfúrico
Ácido al 72 %.
Lentamente y con agitación.
A
109
33 % etanol al 95%
67 % Benceno
A
Mezclar bien
Dejar en reposo
Lavar la muestra
Hervir la muestra
Durante 3 minutos, hasta disgregar grumos
Entre 18-20 ºC, durante 2 horas
Con abundante agua
Con 1500 ml de agua, manteniendo volumen
constante. Tiempo: 4 horas
Filtrar
Lavar la muestra
Secar en estufa
Dejar enfriar
Pesar como lignina
insoluble en ácido
Con 500 ml de agua caliente
Temperatura : 105° C
Tiempo: 2 horas
En desecador
Lignina que no pudo ser retirada de la muestra
FIN
110
A.6. Pruebas de color
INICIO
Tomar una muestra
homogénea de
cuesco
Colocar la muestra
dentro del cuarto
oscuro
Cantidad: 10 g
Sobre una superficie plana blanca a 30 cm de las
lámparas.
Prender las lámparas
Graduar la cámara
digital
Modo: Sin flash y toma de imágenes a corta distancia
Capturar la imagen
Almacenar las
imágenes en un PC
Utilizando formato *jpg
Analizar imágenes
Mediante el programa UTHSCSA Image Tool
FIN
111
A.6.1 Análisis de imágenes
INICIO
Señalar varios
puntos de la imagen
Abrir el programa
Image Tool
Seleccionar la hoja
de datos
Abrir la opción FILE
de la barra de menú
Trasladar los datos a
una hoja de calculo
en Excel
Señalar la opción
OPEN IMAGE
Seleccionar la
imagen a analizar
Dividir los datos de la
columna VALUE en
tres columnas
Trasladar la imagen
Calcular las
coordenadas XYZ
Abrir la opción
PROCESSING de la
barra de menú
Calcular las
coordenadas CIELab
Señalar la opción
COLOR
QUANTIZATION
FIN
Abrir la opción
ANÁLYSIS de la
barra de menú
Señalar la opción
POINTS
112
Los valores
de las
columnas son
RGB
A.7. Prueba impacto partículas
INICIO
Tomar una muestra
de cuesco
Tamizar
Pesar
Cantidad: 20 g.
Utilizar tamices de la serie Taylor (T16, T25,
T30 y Tapadera)
Tiempo: 3 minutos
Cantidad de finos que tiene la muestra inicial
(m1)
Colocar las partículas
en el aditamento del
equipo
Dejar caer el cilindro
macizo sobre las
partículas
Tamizar
Pesar
Calcular
Se debe dejar caer el cilindro por cinco veces
Masa del cilindro: 500 g
Utilizar tamices de la Serie Taylor (T16, T25, T30 y
Tapadera)
Tiempo: 3 minutos
Cantidad de finos producidos (m2)
% de finos producidos
FIN
113
A.8. Prueba impacto aglomerado
INICIO
Colocar una capa de
arena sobre la base
del equipo
Espesor de la capa: 20 mm
Ubicar el aglomerado
sobre la base del
equipo
Se debe ubicar horizontalmente
Dejar caer la esfera
de acero desde
diferentes alturas
Expresar la
resistencia al impacto
Altura inicial: 120 mm
Aumentar la altura de caída en 10 mm después
de cada golpe, hasta obtener mellas o grietas
Masa de la esfera de acero: 590 g
Altura de caída antes de producirse cualquier
mella o grieta
FIN
114
A.9. Prueba de absorción
INICIO
Secar el aglomerado
Tiempo: 2 horas
Temperatura:105 º C
Pesar la muestra
Sumergir la muestra en
agua a ebullición
Introducir la muestra en
agua fría
Tiempo: 2 horas
Temperatura: 4 horas
Tiempo: 20 º C
Retirar la muestra del agua
Secar la muestra
Con paño absorbente
Pesar la muestra
FIN
115
ANEXO B.
FICHAS TÉCNICAS DE REACTIVOS Y AGLOMERANTES
B. 1 Hidróxido de sodio
MANUFACTURA
Álcalis produce dos grados de soda cáustica líquida: rayón, derivada del proceso
electrolítico y solvay obtenida por reacción entre el carbonato de sodio y el
hidróxido de calcio. Por otra parte, la soda cáustica sólida se produce por
concentración de soda cáustica líquida.
PROPIEDADES
Físicas: Sólido blanco, duro, traslucido, delicuescente y corrosivo; altamente
soluble en agua; existen seis hidratos diferentes que contienen respectivamente 1,
2, 3.5, 4, 5 y 7 moléculas de agua.
Químicas: Base fuerte altamente reactiva que se calienta espontáneamente en
contacto con la humedad, fuertemente higroscópica; ataca metales y aleaciones
tales como el zinc, aluminio, cobre, plomo y latón; reacciona violentamente con los
ácidos y con compuestos como el acrilonitrilo, acroleina, anhídrido maléico; no es
inflamable; puede formar compuestos explosivos como el dicloroacetileno, por
reacción con cloroetilenos.
ESPECIFICACIONES TÉCNICAS*
PARÁMETRO
Diafragma
Hidróxido de sodio
48.00
Cloruro de sodio
3.00
Sulfato de sodio
0.30
Carbonato de sodio
1.00
Hierro como Fe2O3
0.02
* Consultar norma ICONTEC - 947
ESPECIFICACIÓN
LÍQUIDA
Rayón
Solvay
48.00
48.00
0.10
2.00
0.04
0.30
0.60
2.00
0.01
0.02
SÓLIDA (%)
70.00 mínimo
3.00 máximo
0.40 máximo
3.00 máximo
0.03 máximo
USOS
Se utiliza especialmente en las siguientes industrias: Papel:
pastas “al sulfato” y “a la soda”.
116
Preparación de
B.2 Peróxido de hidrógeno
PROPIEDADES
Liquido pesado incoloro. Concentración 50 gr/100 Gr
PROPIEDADES FISICOQUÍMICAS
Densidad a 20 ºC: 1.114 g/m.
Punto de ebullición a 760 mm: 106 ºC
Contenido de O2 activo: 141 g/Kg
USOS
Blanqueo y desodorante de textiles, pulpa de madera, cabello, piel, etc.
Plastificantes, combustible de cohetes, antiséptico, agente blanqueante y oxidante
para alimentos, agente neutralizante en la destilación del vino, desinfectante de
semillas y cosméticos.
PRECAUCIONES
Líquido muy tóxico y fuertemente irritante, peligroso por su alto riesgo de incendio
y explosión.
MANEJO Y PRIMEROS AUXILIOS
Se debe emplear guantes de caucho, gafas, blusa, careta y botas.
En caso de contacto con los ojos o piel lavar con abundante agua, si persiste los
síntomas acudir al medico.
ALMACENAMIENTO
Se debe almacenar en un lugar ventilado, donde no le de luz solar ya que esta la
descompone, debe estar retirado de compuestos químicos corrosivos.
117
B.3 Metabisulfito de sodio
DESCRIPCIÓN
Sólido cristalino de color blanco a blanco cremoso
PROPIEDADES GENERALES
Símbolo químico: Na2S2O5
Peso molecular: 190.10
Punto de fusión: Desc. a 150°C
Solubilidad en agua: 65.3 %
ANÁLISIS
pH : 4.28
Humedad: 0.30 % máximo
PRESENTACIÓN Y EMPAQUE:
Sacos de papel de 25 kgs.
USOS
Fabricación de fibras sintéticas.
Agente reductor ( tenería para reducir sales de cromo en aguas
residuales).
Agente anticloro (Industria textil).
Agente reductor (Industria textil).
Coagulante de Látex de caucho.
Reductor industria papelera y fotográfica.
Fabricación de colorantes.
118
B.4. Polímero COL 80
GENERALIDADES
El Polímero COL 80 es una resina líquida de melamína - formaldehído metilada.
Los grupos metilados-que posee el polímero COL 80 lo hace completamente
soluble en agua a temperatura ambiente y compatible con otras resinas de
formaldehído, lo cual permite una combinación rápida e íntima con las fibras
celulósicas como las que componen la madera.
El polímero COL 80 es una resina de gran estabilidad durante el almacenamiento.
DESPACHO
El polímero COL 80 se suministra en garrafa plástica de 55 galones ó en menor
unidad de acuerdo a la necesidad del cliente.
ALMACENAMIENTO
Se recomienda almacenar el producto bajo techo, a temperaturas inferiores a los
25 °C y con buena ventilación.
RECOMENDACIONES DE SALUD Y SEGURIDAD
Rotulación: El polímero COL 80 no esta clasificada como peligrosa para la salud
Instrucciones para manejo y limpieza: Se recomienda manipular este producto
con guantes y careta de seguridad. Mantener lejos del alcance del fuego y del
calor.
119
B. 5 Poliéster
DESCRIPCIÓN
El poliser P – 115A es una resina poliéster no saturada de tipo tereftálico, rígida,
de media reactividad y viscosidad, en solución de estireno. El poliser P – 115A se
suministra preacelerado.
PROPIEDADES FISICOQUÍMICAS DE LA RESINA LÍQUIDA
PARÁMETRO
VALOR
Líquido viscoso
Mora
350 – 550 cp
38 ± 2 %
30 mg KOH / g
8 – 12 min.
150 ± 10 °C
Aspecto
Color
Viscosidad (25°C, aguja #3, 20 r.p.m)
Contenido de Monómero (Estireno)
Número de acidez (Máximo)
Tiempo de gel (25 °C)
Temperatura de Exotermia
APLICACIONES
El poliser P – 115A es apropiado para todos los usos generales en la fabricación
de productos de plástico reforzado. Posee buena aceptación de carga y elevada
resistencia mecánica y al calor.
PROPIEDADES MECÁNICAS DEL POLISER P-115A CURADO
PARAMETRO
Dureza Superficial
Esfuerzo de Tensión
Esfuerzo de Flexión
Modulo de Flexión
Absorción de agua
Contracción lineal
VALOR
40 Barcol
55 Mpa
115 Mpa
3000 Mpa
< 0.15 %
2%
ALMACENAMIENTO
El poliser P – 115A debe almacenarse en un lugar cerrado, fresco, protegido de la
luz y a una temperatura inferior de 25°C. Bajo estas condiciones, el P – 115A
tiene una vida útil de 3 meses
EMPAQUE
Tambor metálico de 220 kg. Garrafa plástica de 20 kg
120
ANEXO C.
NORMAS TÉCNICAS
C.1. NTC 998. Pulpas celulósicas: Determinación de lignina.
1. OBJETO.
Esta norma tiene por objeto establecer el método para la determinación de
lignina en pulpas celulosicas.
2. ENSAYOS
2.1 APARATOS.
Crisoles filtrantes de alúndum o porcelana porosa, de porosidad fina o
crisoles tipo Gooch con capa filtrante de asbesto.
Aparato de extracción, tipo soxhlet preferiblemente constituido por un
matraz de extracción de 250 cm3 de capacidad, en un tubo de extracción
de diámetro interno de 45 mm a 50 mm y 100 cm3 de capacidad al punto
superior de sifoneamiento, un condensador y cápsulas de extracción de
vidrio sinterizado con porosidad fina o media.
2.2 REACTIVOS
Solución de alcohol – benceno: Se prepara mezclando 33 volúmenes de
alcohol etílico al 95% aproximadamente con 67 volúmenes de benceno
grado analítico.
Solución 72% de ácido sulfúrico: Se prepara agregando cuidadosamente
665 cm3 de ácido sulfúrico concentrado a 300 cm3 de agua. Se enfría y
se diluye a 1 dm3. se estandariza contra una solución de hidróxido de
sodio, empleando metil naranja como indicador.
Se ajusta la
concentración del ácido a 72 ± 0.1% agregando agua o ácido según sea
el caso.
2.3 ESPÉCIMEN DE ENSAYO
Debe estar constituido por una porción representativa de pulpa,
completamente seca al aire. Los pedazos grandes deben disgregarsen a
mano o con un desintegrador apropiado.
121
2.4 PROCEDIMIENTO.
2.4.1 Determinación de la humedad:
Se pesan dos muestras de 1 gr.
Aproximadamente en dos pesa muestras provistos de tapa, se secan en un
estufa durante 2 h a 105 ± 3 °C, se tapan los pesa muestras, se pasan a un
desecador, se enfrían destapándolos para igualar las presiones, se pesan,
se continua el secado en periodos de 1 hora hasta obtener peso constante.
Finalmente se calcula el % de pulpa libre de humedad.
2.4.2 Determinación de la lignina
2.4.2.1
Se pesa cuidadosamente 3 porciones de pulpa de 2 gr.
aproximadamente, se pasan a las capsulas de extracción, se colocan en
el extractor y se hace la extracción con la solución de alcohol –
benceno. Completada la misma se retira la pulpa, se extiende y se deja
secar completamente al aire.
a) Para pulpas semiquímicas, puede ser necesario la extracción con
agua caliente para remover cualquier licor residual esta extracción
debe efectuarse en una muestra de pulpa seca al aire, previamente a
la extracción con la solución de alcohol
2.4.2.2
Se transfiere la muestra seca al aire a un pesa sustancias u otro
recipiente que pueda taparse con un vidrio de reloj, lentamente con
agitación se agrega 40 cm3 de solución fría de ácido sulfúrico al 72%.
La muestra debe mezclarse bien y disgregarse los grumos agitando
constantemente durante un minuto o más si es necesario, se deja en
reposo a una temperatura de 18 a 20°C durante 2 horas, luego de que la
pulpa se halla dispersado en el ácido, agitando con frecuencia. Para
mantener la temperatura dentro de estos límites puede utilizarse un
baño de agua.
2.4.2.3
Se lava el material en un vaso de precipitado de 2 dm3 o en un
erlenmeyer, se diluye a una concentración de 3% con 1500 cm3 de
agua destilada, se hierve durante 4 horas manteniendo el volumen
constante, mediante un condensador de reflujo o agregando
ocasionalmente agua destilada.
2.4.2.4
Se deja sedimentar la muestra insoluble, se filtra en el crisol
previamente secado a 105 ± 3 °C y pesado. El residuo libre de ácido se
laca con 500 cm3 de agua caliente, se seca el conjunto en una estufa a
105 ± 3 °C durante 2 horas, se tapa, se pasa por un desecador y se
enfría destapándolo para igualar presiones, posteriormente se pesa
122
como lignina. Se repite el pesado y secado del residuo hasta obtener
peso constante.
2.5 INFORME
El contenido de lignina insoluble en ácido se expresa como % en peso de
pulpa libre de humedad
3. APÉNDICE
3.1 DOCUMENTO DE REFERENCIA
Método TAPPI T 222 D5-54 Acid Insoluble Lignin in Wood pulp
123
C.2. NTC 1085. Baldosas de cemento.
1. OBJETO
1.1 Esta norma tiene por objeto establecer los requisitos que deben cumplir y los
ensayos á los cuales deben someterse a las baldosas de cemento, destinadas
principalmente al recubrimiento de pisos.
2. DEFINICIÓN Y CLASIFICACIÓN.
2.1 DEFINICIONES
2.1.1 Baldosa: Placa prefabricada de pequeño espesor, de forma rectangular o de
polígono regular y de diferentes tamaños, destinada principalmente al
recubrimiento de pisos.
2.1.2 Baldosa en relieve: Aquella cuya superficie de desgaste es un plano principal
que presenta acanaladura, estrías o bordes biselados.
2.1.3 Baldosa lisa: Aquella cuya superficie de desgas --te es un-plano Continuo.
2.1.4 Baldosa al seco: La constituida por dos capas de mortero: una inferior
formada por arena y cemento y una superior constituida por cemento y un material
inerte con pigmento o sin ellos. Los morteros de ambas capas se aplican
húmedos.
2.1.5 Baldosa al liquido: La constituida por tres capas: una inferior compuesta de
cemento y agregados; una intermedia llamada secante, compuesta de una mezcla
de arena fina y cemento y una superior formada de cemento, un material inerte
con pigmentos o sin ellos. Esta última capa se aplica en estado liquido.
2.1.6 Pasta de cemento: Aquella mezcla manejable, constituida por agua y
cemento portland.
2.2 CLASIFICACIÓN: Las baldosas be clasifican de acuerdo con sus propiedades
mecánicas en los tipos A y B (numeral 4).
3. CONDICIONES GENERALES
3.1 CEMENTO
3.1.1 Cemento portland: Debe cumplir con los requisitos especificados en las
normas ICONTEC 121 y 321.
124
3.2 AGREGADOS. Deben cumplir con los requisitos especificados en la norma
ICONTEC 174.
3.2.1
En caso de arena especialmente tratada, si el materia[que pasa el tamiz
ICONTEC 74 , es polvo libre de arcilla, el límite de 3,0% especificado en
Ia norma ICONTEC 174, puede aumentarse a 5%.
3.3 PIGMENTOS
3.3.1 Los pigmentos que se empleen en la fabricación de las baldosas deben ser
inalterables y no pueden contener sustancias que afecten desfavorablemente la
pasta de cemento.
3.4 AGUA
3.4.1 El agua debe ser limpia, exenta de materias en suspensión o en disolución
que pueden afectar desfavorablemente la pasta de cemento, tales como arcilla
coloidal o glúpidos. Su pH debe ser aproximadamente de 7.
3.4.2 En todo caso se deben rechazar las aguas que contengan las sustancias en
disolución en mayor cantidad que la indicada en la tabla 1.
TABLA 1 Cantidad de sustancias permitidas en el agua
Sustancia
Contenido máximo
Anhídrido Sulfurico (SO3)
0.3 %
Cloruro de sodio
1.0 %
Cloruro de magnesio (MgCl2)
1.0 %
Oxido magnesio (MgO)
100 mg / l
Materia orgánica (expresada como la demanda
3 mg / l
de oxígeno Biológico máximo, DBO)
3.5 ACABADO: Las baldosas al ser sometidas a inspección visual no deben
presentar defectos que puedan afectar su durabilidad, resistencia y apariencia.
3.6 HOMOGENEIDAD: Al golpear las baldosas con un cuerpo metálico deben
producir un sonido claro.
4. REQUISITOS
4.1 TOLERANCIA RESPECTO A LAS DIMENSIONES
125
4.1.1 Las tolerancias respecto a las dimensiones especificadas por el fabricante,
serán las siguientes:
4.1.1.1 Para la longitud de las aristas: serán las indicadas en la tabla 2.
4.1.1.2 Para la angularidad: El ángulo de cada vértice deberá ser el especificado
por el fabricante ± 0,2%.
TABLA 2 Tolerancias permitidas en la longitud de las aristas.
Dimensiones (mm)
≤ 300
> 300
Tolerancias
+ 0.1 %
de la longitud de la arista
- 0.4 $
+ 0.3 mm
- 0.9 mm
4.2 ABSORCIÓN DE AGUA: La cantidad de agua absorbida por las baldosas,
deberá corresponder a un coeficiente máximo de absorción de 7%, cuando se
sometan al ensayo descrito en el numeral 6.1.
4.4 RESISTENCIA AL CHOQUE: Las baldosas deberán soportar, sin fracturarse,
la calda de una masa de 0,59 kg en: la forma como se indica a continuación,
cuando se sometan al ensayo descrito en 01 numeral 6.2.
Altura mínima caída en mm
Individual
Promedio de 5 baldosas
150
170
4.4 RESISTENCIA A LA FLEXIÓN: Las baldosas deberán soportar sin rotura las
cargas que se indican a continuación, cuando se sometan al ensayo descrito en el
numeral 6.3
Promedio de 5
Baldosas N (kg)
Baldosas Tipo A
Baldosas Tipo B
1 100 (110)
900 ( 90)
Mínimo individual
N (kg)
950 (95)
750 (75)
4.5 RESISTENCIA AL DESGASTE
4.5.1 La longitud promedio de la huella producida en la baldosa, cuando se
someta al ensayo descrito en el numeral 6.4, no deberá ser mayor de 32 mm.
126
4.5.2 A cada baldosa se le hará un número de huellas según sea su área y de
acuerdo con la tabla 3.
TABLA 3 Número de huellas en las baldosas según área
Área de las baldosas (cm2)
Hasta 400
Desde 401 a 1600
Desde 1600 en adelante
No de huellas
2
4
8
4.6 RESISTENCIA A LA COMPRESIÓN
4.6.1 Las baldosas deberán cumplir con los valores que se indican a continuación,
cuando se sometan al ensayo descrito en el numeral 6.5.
Promedio de 5
Baldosas
N / cm2
Baldosas Tipo A
Baldosas Tipo B
1500
1300
Mínimo individual
(Kg/cm2) N/cm2
(150) 1 350
(130) 1 100
(Kg/2)
(135)
(110)
5. TOMA DE MUESTRAS Y RECEPCIÓN DEL PRODUCTO
5.1 LOTE: Conjunto de baldosas de cemento de iguales características, fabricadas
bajo condiciones similares de producción, que se someten a una inspección. Se
considera como tamaño del lote de inspección el formado por 5000 unidades.
5.1.1 En ningún caso se efectuarán ensayos para lotes inferiores a 5000 unidades.
5.2 INSPECCIÓN VISUAL: La cantidad de muestras utilizadas para este fin,
deberá ser igual al 1 % del lote especificado en el numeral 5.1.
5.2.1 Con las muestras separadas según numeral 5.2, se comprobarán: color,
acabado, homogeneidad, las medidas especificadas y sus tolerancias. Si alguna
de las muestras no cumple con estos requisitos se rechazará el lote.
5.3 Verificado el cumplimiento del numeral 5.21, se tomarán muestras de un
mismo lote para la verificación de requisitos de la manera como aparece a
continuación:
5.3.1 Absorción de agua: La muestra estará constituida por un número de
baldosas igual al 0,06% del tamaño del lote, pero en ningún caso menor de 3
unidades.
127
5.3.2 Resistencia al choque: La muestra estará constituida por el 0,1 % del tamaño
del lote pero en ningún caso menor de 5 unidades.
5,.3.3 Resistencia a la flexión: La muestra estará constituida por un número de
baldosas igual al 0,1 % de¡ tamaño del lote, pero en ningún caso menor de 5
unidades.
5.3.4 Resistencia al desgaste: La muestra estará constituida por el 0,04% del
tamaño del lote, pero en ningún caso menor de 2 unidades.
5.3.5 Resistencia a la compresión: La muestra estará constituida por un número
de baldosas igual al 0,11,10 del tamaño del lote, pero en ningún caso menor de
5unidades
5.4 Si cualquiera de las muestras iniciales utilizadas en cada ensayo (numeral
5.3), no cumple con su correspondiente requisito, deberá repetirse la verificación
de dichos requisitos, tomando como muestra un número de baldosas igual a la
establecida en el numeral 5,3 de acuerdo al ensayo que se deba repetir. En caso
de que alguna de estas muestras no cumpla, se rechazará el lote: en caso
contrarió se aceptará dicho lote.
6.1 ABSORCIÓN DE AGUA
6.1.1 Preparación de la probeta: De baldosas enteras de un mismo lote, se
recortan 5 probetas de 10 cm x 5 cm, teniendo el cuidado de quitarles las demás
capas, de tal manera que deje únicamente la capa de la cara de desgaste.
6.1.2 Procedimiento: Cada probeta se somete al siguiente proceso:
6.1.2.1 Se coloca la probeta en un horno pequeño a una temperatura de 105°C +
3°C, hasta obtener masa constante. La masa es considerada como constante,
cuando en dos determinaciones de masa sucesivas efectuadas a intervalos de 24
horas, aparece una disminución de masa inferior a 0,1 % de la masa inicial.
6.1.2.2 Se deja enfriar la probeta lentamente al aire durante 4 horas, luego se
sumerge en agua a temperatura de 20°C + 2°C, llevándola posteriormente a la
ebullición durante una hora para luego dejar enfriar el conjunto, hasta la
temperatura inicial de 20°C ± 2°C.
6.1.2.3 Doce horas después de finalizar la ebullición, se saca la probeta del agua
con el fin de secarla con una piel de gamuza húmeda para luego determinarle la
masa.
6.1.3 Cálculos: El coeficiente de absorción de agua para cada probeta debe
calcularse por la siguiente ecuación:
128
A = (P2 – P1 / P2) *100
Donde:
A = Coeficiente de absorción de agua expresado en porcentaje
P2 = Masa final de la probeta de acuerdo con el numeral 6.1.2.3.
P1 = Masa constante de la probeta, de acuerdo con el numeral 6.1.2.1.
6.1.3.1
El valor final de este ensayo, debe obtenerse hallando la media
aritmética de los resultados obtenidos en las 5 probetas.
6.2 RESISTENCIA AL CHOQUE
Se deben emplear baldosas enteras de un mismo lote, secadas al aire.
6.2.1 Aparatos: Se emplea un marco rígido con una reglilla graduada en mm, la
cual lleva un dispositivo adecuado que permita la caída libre de un martinete. Este
debe tener una masa de 0,590 kg y su extremo precursor debe estar redondeado
con radio aproximado de 25 mm.
6.2.2 Procedimiento: sobre una capa de arena seca de 20 mm de espesor, se
coloca horizontalmente la baldosa, de modo que el martinete golpee el centro de
ella. Se sitúa el martinete a una altura de 120 mm sobre la superficie superior de la
baldosa, aumentando la altura de caída en 10 mm después de cada golpe. La
resistencia al choque se expresa como la altura de caída antes de producirse la
rotura.
6.3 RESISTENCIA A LA FLEXIÓN
No se efectuará este ensayo para baldosas de dimensiones menores de 20 cm x
20 cm.
6.3.1 La resistencia a la flexión se determina sobre probetas de 200 mm de ancho,
colocadas sobre dos apoyos separados entre sí 170 mm.
6.3.2 Los apoyos deben estar formados por dos maderos paralelos de cantos
rectos.
6.3.3 La carga se aplica en el punto medio y se transmite por medio de un
semicilindro de madera de 20 mm de radio.
6.3.4 Colocada la probeta sobre los apoyos se le somete a una carga creciente
hasta que se produzca la rotura.
129
6.3.5 Las baldosas con acanaladuras en un solo sentido deben ensayarse en tal
forma que los apoyos queden paralelos a las estrías.
6.3.6 El resultado del ensayo se expresa por la carga medía en newton o
kilogramos-fuerza, en el instante de la rotura.
6.4 RESISTENCIA AL DESGASTE
6.4.1 Principio del método: Este ensayo consiste en provocar por abrasión con
arena, una huella en la cara de desgaste, con el canto de un disco que gira en
condiciones determinadas, midiéndose luego la Iongitud de la huella así
producida.
6.4.2 Aparatos
Según la figura No 1 sean:
D=
R=
V=
M=
T=
E=
N=
Disco de desgaste
Carro porta-probetas
Tornillo de fijación
Contra peso
Tolva orientable
Embudo de nivel constante
Mariposa de regulación
6.4.2.1 La máquina de ensayo consta esencialmente de los siguientes elementos:
a)
Un disco vertical de desgaste (D), de acero de 200 mm de diámetro y 10 mm
de espesor, que gira a la velocidad de 75 rpm. El disco debe ser de acero no
sementado, medir 200 mm nuevo y debe cambiarse cuando su diámetro se
haga inferior a 199 mm
b)
Un carro (R) móvil, sobre rodamientos de bolas y obligado a desplazarse
hacia el disco de desgaste por un contra peso M, con masa de 2 kg. El carro
tiene un dispositivo de apoyo y, fijación que mantiene vertical la probeta lleva
un hueco que permite el paso del disco de desgaste.
c)
Una tolva orientable (T), que mantenga arena seca y alimenta el embudo de
nivel constante (E); El embudo la arena fluye sobre el disco por un orificio de 5
mm x 3 mm con un gasto regular. La arena para los ensayos de laboratorio
debe estar limpia, no tener granos angulosos, tener una granulometría de 0,2 /
0,5 y usarse solamente una vez.
130
6.4.3 Preparación de la probeta: El ensayo se efectúa sobre una probeta
constituida por una baldosa entera, o parte de ella cuyas dimensiones midan 10
cm x 10 cm.
6.4.4 Procedimiento:
6.4.4.1 Se sumerge la probeta en agua durante 48 horas, se seca y se cubre la
cara de desgaste con lápiz rojo, con el fin de mejorar la precisión en la medida de
la huella.
6.4.4.2 Se llena la tolva de arena seca, se separa el carro del disco y se le coloca
la probeta apretándola moderadamente.
6.4.4.3 Se abre la mariposa (N), se suelta el carro se pone en marcha el motor y
se lleva la probeta a hacer contacto con el disco de desgaste (D). Debe
asegurarse que el gasto de la arena sea regular en el transcurso del ensayo.
6.4.4.4 Cuando el cuenta-vueltas indique 75 vueltas del disco, debe alejarse el
carro, cerrar la mariposa y medir la longitud de la huella.
6.4.4.5 Finalmente se anota la media aritmética de las medidas obtenidas en las
diferentes huellas.
6.5 RESISTENCIA LA COMPRESIÓN
6.5.1 La resistencia a la compresión se determina sobre probetas cúbicas, de
arista igual a 2 veces el espesor de la baldosa más el espesor de la pasta de
cemento. La probeta cúbica debe colocarse en la máquina de ensayo, de tal
manera como se indica en la figura 2.
Donde:
eb: Espesor de la baldosa
epc: Espesor de la pasta de cemento
a: Arista de la probeta cúbica
W: Carga aplicada por la máquina
6.5.2 El espesor de la pasta de cemento necesario para pagar los dos trozos de
baldosa que conforman la probeta cúbica (uno encima del otro), no debe ser
mayor de 3 mm.
6.5.3 En baldosas acanaladas, las estrías deben enrasarse con una pasta de
yeso y cemento en proporción de 1:1 en volumen.
6.5.4 Los trozos que componen una probeta cúbica deben corresponder a una
misma baldosa, tomados de los extremos opuestos de ella.
131
6.5.5 La máquina para efectuar los ensayos de compresión debe cumplir con las
siguientes condiciones:
6.5.5.1 Permitir el aumento de las cargas en forma progresiva y sin golpes. La
velocidad de avance de la cabeza móvil de la máquina de ensayo no debe ser
mayor de 1 mm por minuto.
6.5.5.2 Permitir la medida de las cargas aplicadas con aproximación de ± 2%.
6.5.5.3 El dispositivo de medida debe tener un minimo de inercia y de juego, de
manera que no influyan sensiblemente en las indicaciones de la máquina.
6.5.6 El ensayo se efectúa después de siete días de pegadas las baldosas que
forman la probeta cúbica.
6.5.7 La pasta yeso-cemento debe tener un período de endurecimiento de por lo
menos 8 horas antes de ensayar la probeta cúbica:
6.5.8 Cálculos: La resistencia a la compresión se calcula por medio de la
siguiente ecuación
c = W/A
Siendo:
c : Resistencia a la compresión en N/cm2 (FKg/cm2)
W: Carga máxima indicada por la máquina en N (Kgf)
A:
Promedio de las superficies totales de las caras superior e inferior de la
probeta cúbica, en cm2.
7. ROTULADO
7.1 Las baldosas deberán llevar las siguientes marcas:
7.1.1 Marca de fábrica
7.1.2 Clase de baldosa (A o B)
7.1.3 Número de lote
132
8. APÉNDICE
8.1 INDICACIONES COMPLEMENTARIAS
8.1.1 Las medidas más utilízadas en la fabricación de baldosas ortogonales son
las siguientes:
10 cm x 10 cm (para revestimiento de paredes)
15 cm x 15 cm
15 cm x 30 cm
20 cm x 20 cm
20 cm x 30 cm
20 cm x 40 cm
25 cm x 25 cm
30 cm x 30 cm
30 cm x 40 cm
40 cm x 40 cm
133
8.2 NORMAS QUE DEBEN CONSULTARSE
8.2.1 ICONTEC 121: Especificaciones físicas y mecánicas que debe cumplir el
cemento portland.
8.2.2 ICONTEC 174: Especificaciones de los agregados para hormigón.
8.2.3 ICONTEC 321: Cemento portland, Especificaciones químicas,
8.3 ANTECEDENTES
9.3.1 INDITECNOR: 30 – 156 ch Baldosas de mortero de cemento.
9.3.2 INDITECNOR: 30-16,3 ch Ensayos de baldosas de mortero de cemento.
9.3.3. NF P61-302 CARREAUX DE MOSAIQUE DE MARBRE
134
C.3. NTC 4321 – 3. INGENIERÍA CIVIL Y ARQUITECTURA
Baldosas cerámicas. Parte 3
Método de ensayo para determinar la adsorción de agua,
porosidad aparente, densidad relativa aparente y densidad
aparente.
1.
OBJETO.
Esta norma especifica un método de ensayo para determinar la adsorción de
agua, porosidad aparente, densidad relativa aparente y densidad aparente de
baldosas cerámicas.
Hay dos métodos para determinar la impregnación con agua de los poros abiertos
de las muestras: ebullición e inmersión bajo vacío. La ebullición impregna los
poros abiertos que son fácilmente llenables y el método del vacío llena casi todos
los poros abiertos.
El método de ebullición debe ser empleado para la clasificación de las baldosas y
para especificaciones del producto. El método de vacío debe ser empleado para
determinar porosidad aparente, densidad relativa aparente y absorción de agua
para propósitos diferentes a la clasificación.
2.
PRINCIPIO.
Se impregnan las baldosas secas con agua y luego se suspenden en agua, se
hace el calculo de las propiedades relacionadas empleando las relaciones entre
las masas secas saturadas y suspendidas.
3.
APARATOS.
3.1
Estufa de secado: Capaz de ser operada a 110 °C ± 5 °C. Se puede
utilizar sistemas de secado microondas, infrarrojo u otro, partiendo de la base
que se ha determinado que los mismos resultados se obtienen.
3.2
Aparato calefactor: Fabricado con una magnitud inerte adecuado, en el
cual tiene lugar la ebullición.
3.3
Fuente de calor
3.4
Balanza: Con una precisión de 0.01% de la masa del espécimen a ser
ensayado
3.5
Agua destilada
3.6
Desecador
3.7
Paño absorbente
3.8
Canastilla o soporte de alambre: Capaz de soportar los especimenes por
debajo del agua para realizar las medidas de masa suspendida.
3.9
Beaker de vidrio: o contenedor similar de forma y tamaño, que la muestra
cuando se encuentre suspendida de la balanza mediante la canastilla de
alambre, este completamente libre de contacto con cualquier parte del
contenedor.
4.
ESPÉCIMENES DE ENSAYO
Una muestra de cada tipo de baldosa bajo ensayo debe constar de 10
baldosas completas
Si el área superficial adecuada de cada baldosa individual es mayor de 0.04
m2 solamente cinco baldosas completas deben ser empleadas para el
ensayo.
Cuando la masa de cada baldosa individual esta por debajo de 50 g, un
número suficiente de baldosas debe ser tomado de maneras que cada
espécimen de ensayo tenga una masa de 50 g a 100 g.
Baldosas con lados más largos que 200 mm pueden ser cortadas en pedazos
más pequeños, pero los pedazos deben ser incluidos en la medida. Las
baldosas poligonales y otras no rectangulares, las longitudes y anchuras
deben ser aquellas de los rectángulos inscritos.
5.
PROCEDIMIENTO
Se secan las baldosas en la estufa ajustada a 110 °C ± 5 °C, hasta que se alcance
masa constante, es decir, hasta que la diferencia entre dos pesajes sucesivos a
intervalos de 24 horas sea menor de 0.1%. Se enfrían las baldosas en el
desecador sobre silica gel u otro desecante apropiado, pero no sobre ácido. Se
pesa cada baldosa y se registran los resultados con la precisión correspondiente
mostrada en la tabla 1
136
5.1 Impregnación con agua
Método de ebullición: Se colocan las baldosas verticalmente, sin contacto
entre ellas, en el aparato calentador de forma que exista una altura de 5 cm
de agua por encima y por debajo de las piezas a través de todo el ensayo.
Se caliente el agua hasta que ebulla y se continua con la ebullición durante 2
horas, se mantiene el nivel del agua a 5 cm por encima de las baldosas que
se están ensayando, luego, se quita la fuente de calor y se llevan las
baldosas a enfriamiento
a temperatura ambiente, manteniéndolas
completamente inmersas, durante 4 h ± 15 min. Se prepara el paño
absorbente humectándolo y exprimiéndolo a mano, se coloca sobre una
superficie plana y suavemente se seca cada lado de las baldosas una a la
vez, se enjuaga la superficie en relieve con el paño absorbente.
Inmediatamente después de este procedimiento, se pesa cada baldosa y se
registra los resultados con la misma precisión que para el estados seco.
Tabla 1. Masa de la baldosa y precisión de la medición (g)
Masa de la baldosa
50 a 100
> 100 a 500
> 500 a 1000
> 1000 a 3000
> 3000
6.
Precisión de la medición
0.02
0.05
0.25
0.50
1.00
EXPRESIÓN DE LOS RESULTADOS
m1: masa baldosa seca
m2: masa baldosa impregnada con agua hirviendo
En los cálculos, se hace la suposición de que 1 cm3 de agua pesa 1 g. Esto es
verdad dentro del 0.3% o para agua a temperatura ambiente.
Absorción de agua: Para cada baldosa, la absorción de agua E, expresada como
porcentaje de masa seca, se calcula empleando la ecuación:
E=
m2 − m1
* 100
m1
E: representa la penetración de agua en los poros fácilmente llenables.
137
ANEXO D.
FOTOS MUESTRAS DECOLORADAS
D.1. Peróxido de hidrógeno
50% de peróxido, 70°C y 1 hora
50% de peróxido, 70°C y 3 hora
50% de peróxido, 50°C y 1 hora
50% de peróxido, 50°C y 3 hora
138
D.2. Metabisulfito de sodio
50% de metabisulfito, 70°C y 1 hora
50% de metabisulfito, 70°C y 3 hora
50% de metabisulfito, 50°C y 1 hora
50% de metabisulfito, 50°C y 3 hora
139
D.3. Blanco
140
ANEXO E.
FOTOS AGLOMERADO
E.1. Peróxido de hidrógeno
50% de peróxido, 70°C y 1 hora
50% de peróxido, 70°C y 3 hora
50% de peróxido, 50°C y 1 hora
50% de peróxido, 50°C y 3 hora
141
E.2. Metabisulfito de sodio
50% de metabisulfito, 70°C y 1 hora
50% de metabisulfito, 70°C y 3 hora
50% de metabisulfito, 50°C y 1 hora
50% de metabisulfito, 50°C y 3 hora
142
E.3. Blanco
143