Tema4.FabricacionAcero.AceriaElectrica
Anuncio

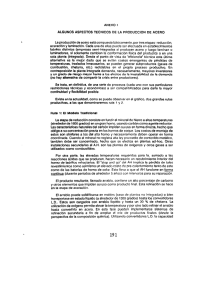
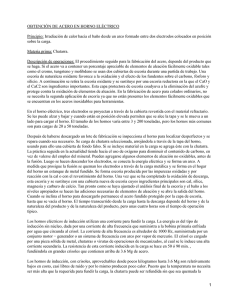
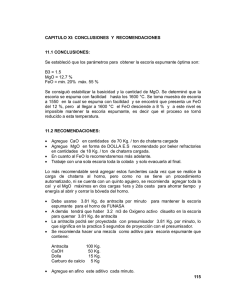
ELECTRIC ARC FURNACE STEELMAKING Figure 19.5.- Vertical section of an electric arc furnace shop ELECTRIC ARC FURNACE STEELMAKING The Electric Arc Furnace (EAF) is today the most common way to recycle steel from scrap. There is a broad variety of steel scrap, both in terms of composition (from plain carbon steel through to highly alloyed tool steel) and geometry (from finely shredded sheet through to large beams). By melting the scrap in a furnace with the help of electrodes and an electrical current, new, functional steel can be produced from old products. Instead of deploying raw material resources, basic steel elements and valuable alloys can be reused, which is beneficial from both an economic and environmental point of view. The history of EAF steelmaking is marked by continuous improvements in efficiency and productivity. While earlier EAFs were mostly between 10 t and 50 t, today 200-250 t EAFs are common and 400-500 t EAFs are available. • • • • After the scrap has been melted, the temperature is normally increased so that refining reactions can be carried out. Oxygen and carbon may be injected (TO ACHIEVE A FOAMING SLAG) into the steel and slag phases respectively. However, the reactions can also create products which are detrimental to the steel quality and which therefore need to be handled carefully. To do that, a slag is formed with the help of slag forming agents, such as lime, dolomite and fluorspar. Slag, having a lower density than steel, normally floats on the steel surface. In addition to absorbing impurities from the steel, the slag also protects the steel from the atmosphere. Furthermore, it protects the furnace walls from the arcs, thereby increasing the electrical efficiency. It is therefore of great importance to maintain a high slag quality and provide it with foaming properties Once the scrap has been melted and refined to the desired composition and temperature, the contents are tapped into a ladle for secondary treatment and casting. Tapping can either be via a spout, or through a taphole positioned at the bottom of the furnace. En el año 1900, la demanda de acero en el mundo alcanzó los 27 millones de toneladas. Una década más tarde se triplicaba la producción de acero y, como consecuencia, la irrupción de la chatarra en el mercado de materias primas siderúrgicas fue un hecho inevitable. Las alternativas que se propusieron para APROVECHAR LAS CHATARRAS fueron dos: • Acería Martin-Siemens • Acería eléctrica. A partir del año 1914, se fue imponiendo, dentro de la industria siderúrgica, el horno eléctrico como una de las alternativas más eficientes para la producción de acero. Así como en la acería BOF la temperatura del metal fundido se mantiene por la oxidación de los elementos disueltos en el arrabio, en el horno eléctrico se utiliza la energía eléctrica como instrumento de control térmico del proceso. 7.1.- Esquema del proceso CSP de una acería compacta La energía empleada para la fusión no es de origen químico sino que proviene de un arco eléctrico que se hace saltar entre unos electrodos, que se introducen por la parte superior del horno, y la chatarra cargada, en el caso de un horno de corriente alterna, y entre el electrodo superior, la chatarra y los electrodos inferiores en el caso de un horno de corriente continua. The electrical power of normal EAFs lies in the range of 50-120 MW, depending on the size of the furnace. Melting of the scrap occurs at a temperature range of 1500-1550 °C, depending upon the composition of the steel scrap. La fabricación de acero mediante el Horno Eléctrico de Arco (HEA) se basa en la fusión de chatarras. Además de chatarra se emplean prerreducidos y, en ocasiones, algo de arrabio. Aunque no es lo habitual, en algunas acerías el porcentaje de arrabio puede llegar a alcanzar el 50 % de la carga. La acería eléctrica no precisa de las instalaciones pertenecientes al proceso siderúrgico integral que se han descrito hasta ahora (baterías de cok, planta de sinterización y horno alto). Cuando se llevan a cabo en la propia acería procesos de transformación se denomina miniacería, y si además posee la tecnología CSP (Continuous thin Slab casting Process) o similar, que permite laminar el planchón según sale de la colada continua, se habla de acería compacta. Procesos similares al CSP son los denominados ISP, FTSR y el DSC (Direc Strip Casting), del que se obtiene una banda-bobina de acero por colada y solidificación directa, en continuo, del acero líquido. La energía empleada para la fusión no es de origen químico sino que proviene de un arco eléctrico que se hace saltar entre unos electrodos, que se introducen por la parte superior del horno, y la chatarra cargada, en el caso de un horno de corriente alterna, y entre el electrodo superior, la chatarra y los electrodos inferiores en el caso de un horno de corriente continua. El calor generado por el arco eléctrico (directo o indirecto), conforme el progreso tecnológico fue incorporándose al sector siderúrgico, se ha controlado de manera mucho más eficaz superando incluso al que se pudiera obtener por la oxidación del fuel o de los metales activos aleados con el hierro. El calentamiento del metal tiene lugar preferentemente en la parte superior del baño pudiendo alcanzarse localmente temperaturas muy elevadas. Se necesita, por lo tanto, un estricto control del proceso al objeto de evitar un excesivo calentamiento del revestimiento del horno. Recientemente, desde el año 1970, se contempla un paulatino aumento de la potencia y capacidad de producción de los hornos eléctricos de arco directo trifásicos alcanzando consumos específicos de 550 kWh/t de hierro líquido (utilizando exclusivamente, como carga férrica, la chatarra). Aunque en sus orígenes la producción de acero en el HEA se aplicaba principalmente a la fabricación de aceros especiales, la situación ha cambiado con el aumento del tamaño de las coladas y las altas cotas de productividad horaria que se han alcanzado con el empleo de enormes capacidades de energía eléctrica para el proceso de fusión (productividades mas altas y menores consumos energéticos). Esta situación ha permitido decisivas reducciones en el coste, al disminuir el consumo específico de energía, electrodos y refractarios. En la actualidad el horno eléctrico, combinado con la metalurgia secundaria, permite fabricar una parte muy importante de la producción mundial de acero sobre la base del reciclaje masivo de la chatarra. La capacidad de producción de un HEA es distinta en cada planta según la capacidad de carga y la energía empleada. Varía por lo general entre las 50 y las 150 t, y el tiempo entre colada y colada puede ir desde los 45 minutos hasta las 2 horas. A pesar de que en los EE.UU. se produce hoy en día mas acero a partir de chatarra reciclada que a partir de mineral de hierro, en 2005 la producción mundial anual mediante el HEA se situó en el 33.1 %,mientras que el método BOF alcanzo el 63.6 %. La acería eléctrica evoluciona hacia el uso de tecnologías destinadas a la reducción del consumo específico de energía eléctrica tales como: • Precalentamiento de la chatarra. • Utilización de quemadores auxiliares en los hornos. • Utilización del carbón pulverizado como combustible. • Sustitución de la corriente alterna por la continua. El número de electrodos de grafito del horno ya no serán habitualmente tres sino uno. • Cargas formadas por arrabio (30 %), chatarra (40 %) y prerreducido (30 %) o bien por carburo de hierro, chatarra y prerreducido. Todo hace pensar que el horno eléctrico del futuro no será un mero instrumento de fusión de chatarra y se parecerá más a un reactor químico de mezcla completa. Incorporará sofisticados sistemas para el control del afino y la colada. La agitación del metal se realizará por medio de la inyección de gas por lanza o bien con tapones porosos (toberas) situados en la solera del horno Ventajas Las razones que explican la rápida expansión de este método en los últimos años son varias, entre las que destacan: • FLEXIBILIDAD: Fabricación de cualquier tipo de acero, con los únicos límites de la calidad de la materia prima. • Posibilidad de emplear todo tipo de cargas: chatarra, prerreducidos, arrabio, lingote de hierro, etc. • Alta productividad: con sólo un horno es posible mantener una máquina de colada continua produciendo de forma ininterrumpida. • Baja inversión inicial respecto a la ruta del horno alto. Tamaño pequeño relativo • Los hornos eléctricos permiten una sencilla extracción de la escoria, ya sean basculantes (horno clásico antiguo) o posean el sistema EBT (en el que la piquera esta situada en el fondo del horno, excéntrica). • Es posible programar y automatizar el proceso de fusión. • Se pueden sincronizar varias hornadas diferentes para hacer grandes lingotes destinados a forjas especiales, de capacidad mayor que el acero que puede producir un horno en una sola colada • El proceso es de alta eficiencia. Desventajas Como inconvenientes del HEA deben señalarse: • Fuerte dependencia del mercado de la chatarra. • Posibilidad de contaminar el acero con elementos residuales atrapados en la chatarra. • Altos contenidos finales en nitrógeno. • Se requiere inversión para paliar el alto nivel de ruido en este tipo de instalaciones (dog-houses). 7.2. Horno eléctrico de arco COMPONENTES DE UN HORNO ELÉCTRICO Los componentes más importantes de un horno eléctrico son: • La cuba del horno, con el dispositivo de colada y el sistema de cierre. • El sistema de vuelco que permite la salida del caldo a la cuchara. • Las paredes, en las que actualmente casi todos los HEA tienen paneles refrigerados por agua, fabricados de chapa o tubulares de acero y en la línea de escoria de cobre. • La bóveda, refrigerada por agua y dotada de un sistema giratorio que permite la apertura total de la parte superior del horno. • Los electrodos de grafito, con tubería para enfriamiento con agua, que atraviesan la bóveda y establecen el arco eléctrico, a partir del paso de la corriente eléctrica. • Lo brazos portaelectrodos. • El sistema de regulación electrónica y el de accionamiento hidráulico que mueve los electrodos a gran velocidad para regular el arco eléctrico, manteniendo constante la corriente en el arco. • El sistema de cables flexibles que llevan la corriente a los brazos y que están refrigerados por agua. • El embarrado de cobre que conecta los cables flexibles al transformador. • El transformador eléctrico que transforma la corriente eléctrica de alta tensión, 25000-50000 V, a los voltajes que se necesitan en el arco eléctrico, que están entre 400 y 1000 V. •Además hay que añadir un conjunto de sistemas de aparellaje y control eléctrico: interruptor, transformadores de medida, etc. •La instalación se completa con una captación de humos a través de un agujero practicado en la bóveda; los humos se conducen a la instalación de depuración con lo que se evita contaminar la atmósfera tanto del interior de la acería como del exterior. En algunos casos dicha captación se ve complementada con una campana superior que aumenta el grado de captación de humos, particularmente durante las operaciones de carga de chatarra del horno y vuelco del acero a la cuchara. Electrodos Los electrodos, elementos característicos del horno eléctrico por ser los que hacen saltar el arco, están fabricados de grafito de alta pureza (carbono prácticamente puro). Se emplea grafito porque soporta altas temperaturas y es buen conductor eléctrico. Los electrodos tienen un papel muy importante, ya que transportan la energía eléctrica dentro del horno. Entran en éste por un orificio de gran diámetro, hecho de refractario, que recibe el nombre de bovedilla, delta o corazón de bóveda. Cuando se encuentran cerca de la chatarra se genera un arco y se forma un circuito eléctrico. El arco proporciona la energía térmica necesaria para fundir la chatarra. Los hornos de corriente alterna cuentan con tres electrodos, mientras que en los que utilizan corriente rectificada suele haber un electrodo o, en algunos casos, dos. Los tamaños habituales oscilan entre los 600 y los 800 mm de diámetro (según la energía del arco) y 1.5 y 3 m de longitud. Según se van quemando se va añadiendo longitud adicional, colocando un nuevo electrodo en el extremo de la cabeza remanente, para lo que se interrumpe la corriente. Esta operación se llama “niplar”. Before the length of an electrode becomes too small for operation, another electrode is joined to it at the top. In order to do this, each electrode has internal threading at the ends and the threaded ends of the two electrodes are connected by a threaded graphite nipple. Existen habitualmente unos brazos portaelectrodos, que los soportan. Para su accionamiento se tiene un sistema de regulación electrónica y de accionamiento hidráulico, que mueve los electrodos a gran velocidad para regular el arco eléctrico, manteniendo constante la corriente o la impedancia, que es lo habitual en los de alterna. El consumo de los electrodos se mide en kilogramos de grafito por tonelada de carga fundida, y es menor si se emplea el método metalúrgico de escoria simple (en torno a 1-2 kg de grafito/t de carga fundida). The electrodes need to be handled carefully, due to their limited mechanical toughness. If the furnace is filled with an excessive amount of coarse scrap, the electrodes need to be lowered very carefully in order to avoid expensive breakages. The electrodes progressively wear during heating and melting and measures have to be taken to avoid ‘short electrodes’. The electrical power is distributed among the three electrodes, which will melt the scrap by creating and arc between themselves and the scrap. The electrodes are consumed during the process with a progressive wear by individual rate during power on. Some adjustments of the electrode positions need to be done to make sure that all three are in contact with the material so that energy is efficiently transferred. LANZA Cuba del horno Generalmente es cilíndrica y recubierta de refractario. Su diámetro determina el peso de la colada, que puede oscilar entre las 50 y las 150 t. La puerta del horno, para permitir operar durante el proceso de fusión y también desescoriar, está colocada en el lado correspondiente a la planchada de operación del horno (frente a la zona de colada). Contrariamente la zona de colada del horno está colocada enfrente de la puerta. La colada del horno se puede efectuar mediante el vuelco, con un sistema de piquera o más modernamente mediante un agujero colocado en la parte inferior excéntricamente en una nariz del horno. Esta última práctica muy extendida se denomina EBT. La escoria sale por una puerta situada en el lado contrario a la piquera Refractarios El revestimiento de material refractario, para proteger la chapa o los paneles tubulares que constituyen la coraza del horno, presenta el problema de su irregularidad en el desgaste: las paredes laterales aguantan alrededor de 1.000 coladas, mientras que las bóvedas sólo alrededor de 400. Esto es así porque el desgaste de la bóveda no sólo se debe a la radiación del arco, sino también a la erosión del polvo arrastrado hacia el sistema de escape y a las tensiones causadas por el enfriamiento repentino al desplazar la bóveda para la carga y calentamiento rápido posterior en la siguiente colada. Los crisoles, que sirven para varios miles de hornadas, se construyen de ladrillos básicos impregnados con alquitrán, con una capa de magnesia apisonada. Para las paredes se pueden usar ladrillos de magnesia o de cromomagnesia. También se admiten los de alto contenido en alúmina o bien carbón ligado con magnesia, con un 20-30 % de alquitranes o resinas. Los refractarios de las bóvedas son de alúmina de alta pureza. La coraza de las paredes se hace de chapa de acero, si bien por debajo de la línea de escorias se emplea cobre, por su mayor conductividad. Se ha generalizado la práctica de cubrir las paredes con paneles tubulares de agua, como refrigerante. Éstos se enclavan en el refractario, especialmente detrás de los puntos calientes. Este sistema ha probado ser bueno si se usa agua “blanda”, desmineralizada, a fin de prevenir depósitos internos en las tuberías. También la bóveda se refrigera por paneles tubulares de agua. EQUIPAMIENTO ELÉCTRICO El primer elemento del equipamiento eléctrico es una subestación transformadora, situada a la entrada del horno, que toma la corriente eléctrica de líneas de muy alta tensión (132-220 kV) y la baja hasta 25-50 kV, que es el voltaje del primario del transformador del horno. En el transformador del horno este voltaje es reducido hasta valores de entre 400 y 1000 voltios, que es la tensión del secundario, y la que llega a los electrodos. Para hacer saltar el arco se puede emplear corriente alterna o corriente continua. En el caso de corriente continua se requiere un único electrodo superior, mientras que con corriente alterna se utilizan tres fases y se necesitan tres electrodos, conectando así cada fase a uno de los tres electrodos de grafito. En los hornos de corriente alterna se utiliza el factor de potencia (cos ϕ) para medir la eficiencia. El factor de potencia de la instalación es la relación entre potencia activa y potencia aparente (suma de la activa y de la reactiva). Interesa que sea lo mas próxima a 1, y se asume como valor bueno a partir de 0.72. Se debe señalar que el consumo de energía eléctrica también tiene que ver con posibles inyecciones de oxigeno que se hagan en el horno, llegando algunos hornos eléctricos a unos niveles de consumo de este elemento comparables a los del convertidor LD a cambio lógicamente de un consumo de potencia mucho menor que en los hornos eléctricos sin inyección de oxigeno. El movimiento vertical de los electrodos se consigue ajustando las posiciones de los brazos portadores de los mismos, que están controlados por retroalimentación desde el sistema eléctrico, que supervisa constantemente el comportamiento eléctrico con el objetivo de conseguir la aportación óptima de energía en un punto de consigna prefijado. El objetivo es mantener siempre un nivel constante de consumo de la energía suministrada. Por ello, los electrodos deben ser elevados o bajados en función de la lectura de la tensión del arco. La operación de un EAF requiere una cuidadosa supervisión de los parámetros eléctricos del horno en todo momento. Ajustando la configuración de la toma de energía, es decir, las combinaciones predefinidas de tensión/corriente, las características eléctricas pueden ser alteradas para adecuarlas a las condiciones de funcionamiento en cada momento. Existe un tope máximo de corriente admitida para los electrodos, lo que en la práctica significa que el parámetro principal de regulación al cambiar la configuración de la toma de energía es la tensión en el secundario. La tensión en el secundario es directamente proporcional a la longitud del arco en el interior del horno EQUIPAMIENTO ELÉCTRICO Los hornos que utilizan corriente continua, además de las instalaciones ya comentadas, disponen también de rectificadores para transformar la corriente alterna (que es la de la red) en continua. El número de rectificadores necesarios depende del número de electrodos de fondo que existan (si hay 3 electrodos, 3 rectificadores; si hay 4, 4, etc.). El proceso HEA requiere un riguroso control de los parámetros eléctricos del horno en todo momento. Ajustando las combinaciones predeterminadas de voltaje y corriente se pueden alterar las características eléctricas a fin de ajustarse a las actuales condiciones de operación. Por otra parte, los electrodos tienen un tope sobre la máxima corriente permitida que hace que, en la práctica, el parámetro regulador en el control de potencia sea el voltaje secundario, puesto que es directamente proporcional a la longitud del arco dentro del horno. Las mejores condiciones se obtienen generalmente empleando arcos no excesivamente largos. MATERIAS PRIMAS EN EL HEA Selección y manejo de la chatarra Existe una amplia gama de chatarras que se pueden emplear en el HEA. La chatarra ha de ser especial y cuidadosamente clasificada. Esta necesidad se acentúa en los hornos de arco que fabrican aceros aleados. Lo habitual es tener muchos depósitos de chatarra separados, para lograr la utilización máxima de elementos no oxidables (cobre, níquel, estaño, molibdeno y, parcialmente, cromo). Cuando sea posible se utilizará la opción de menor coste (normalmente chatarra pesada), siempre que la composición química se mantenga dentro de los requerimientos. Empleo de prerreducidos En muchos hornos eléctricos, y cada vez en mayor proporción, se emplean como materia prima los prerreducidos o esponja de hierro, también llamados “hierro de reducción directa” (HRD). Se trata de una fuente de hierro de composición relativamente uniforme y prácticamente libre de elementos residuales. De cara a su empleo en el horno de arco eléctrico, los prerreducidos tienen las siguientes características: El modo en que se haga la carga de la chatarra en las cestas afecta profundamente a la eficiencia del horno y a la vida de los electrodos. La chatarra no aleada ha de separarse en ligera y pesada. Por lo general se cargará en el fondo chatarra “esponjosa” liviana (virutas, etc.) para que amortigüe la caída de la chatarra cargada en el centro de la cesta. • Forma pequeña y uniforme (pellets o briquetas), lo que los hace adecuados para la carga continua mediante algún alimentador mecánico. • Contienen aproximadamente un 2 % de carbono, que actúa como fuente de energía adicional. El control de calidad de la chatarra que se carga ha de ser estricto. Algunos parámetros a controlar son: densidad mínima, tiempo máximo de duración de la hornada y peso requerido. Hoy en día el control por ordenador está muy extendido. El empleo de prerreducidos se utiliza cada vez mas para diluir contaminantes presentes en la chatarra. El porcentaje adecuado en la carga esta entre un 30 % y un 70 %. Empleo de arrabio líquido Como es claro, el uso de fundición en la carga del horno eléctrico reduce el consumo de energía. Se puede emplear hasta un 40 % de arrabio líquido de contenido bajo en silicio, a costa de una alta erosión del refractario, causada por la prolongada inyección de oxígeno para “quitar” el carbono de la masa metálica. Se llega a un proceso casi mixto entre el de horno eléctrico de arco “puro” y el de convertidor LD. No obstante, no es conveniente que la proporción de arrabio supere un 30 % o 40 % del total de la carga, porque el soplado prolongado de oxigeno afecta fuertemente a los refractarios y, además, la cantidad de escoria generada es tanta que requiere de hasta dos o tres eliminaciones de escoria. Esto aumenta el tiempo del proceso de forma a veces prohibitivo. El uso del EAF está basado en el reciclaje de la chatarra de acero junto con cantidades limitadas de ferroaleaciones. con la finalidad de alcanzar una composición determinada en el momento de la colada. La chatarra de acero se divide en dos tipos principales: • Chatarra de proceso • Chatarra comercial Chatarra de proceso Se origina en los diversos procesos dentro de la acería y representa la fracción del material producido que no forma parte del producto final comercializado. En la mayoría de las operaciones, un pequeño porcentaje del acero tratado se pierde como chatarra interna del proceso por motivos de márgenes de seguridad. eliminación de elementos de baja calidad, manipulación errónea, etc. La cantidad de chatarra interna varia con el tipo y el número de etapas de proceso en la acería antes de enviar el material al cliente y se refleja en el rendimiento metálico total de la acería. Chatarra comercial La fabricación de aceros en horno eléctrico necesita grandes cantidades de chatarra. doméstica e importada. La chatarra se clasifica primordialmente según varias propiedades: • Composición química del acero. por ejemplo de baja aleación e inoxidable; • Niveles de impurezas. por ejemplo S, P y Cu; • Forma y tamaño; • Homogeneidad, es decir, los niveles de variación dentro de la especificación dada. Chatarra interna Una chatarra de alta calidad esta bien definida: • Tiene un bajo nivel de impurezas • Su tamaño ha sido controlado y/o modificado por medios mecánicos. Este tipo de chatarra es la mas cara, y se utiliza únicamente en las últimas etapas del proceso de fabricación del acero, por ejemplo en las operaciones en cuchara. Chatarra comercial ADICIONES Los elementos de aleación se añaden en el horno o durante la colada por varias razones: • Para ajustar la composición final del acero • Para desoxidar el acero mediante su reacción con oxigeno y formando óxidos que serán absorbidos por la escoria. • Para ajustar la composición de la escoria obteniendo una escoria más efectiva en la desulfuración o la defosforación. En condiciones oxidantes algunos de los elementos de aleación se oxidan y son transferidos a la escoria. Dichos elementos deben ser reincorporados al acero, ya que representan un alto valor y además, en ciertos casos, son nocivos para el medio ambiente si acaban en la escoria de desecho. La mayor parte de la oxidación de elementos de aleación tiene lugar durante la etapa de fusión, en la que se encuentran altas concentraciones localizadas de los mismos en la carga. El oxigeno se introduce en el horno partiendo de dos fuentes principales: • • Aire aspirado a través del horno por el sistema de evacuación de gases Materias primas en forma de óxidos, por ejemplo óxido de molibdeno, polvo de EAF reciclado, etc. La forma más simple de evitar una succión excesiva de aire es hacer funcionar el horno bajo una ligera sobrepresión. En la práctica esto es difícil de conseguir debido a las grandes fluctuaciones de presión en el horno, los grandes volúmenes de gases evacuados y la necesidad de mantener un entorno de trabajo aceptable para los trabajadores de la acería. Throughout the whole melting and refining process you are able to add materials to increase the content of alloying elements, deoxidize the steel, desulfurize the steel or increase the slag mass. The full list of additives can be seen in Table 7-2. FUSIÓN La etapa de fusión en el EAF se inicia cuando el operador tras cargar la primera canasta enciende el horno. A partir de este momento, las condiciones de funcionamiento del EAF cambian a lo largo de la hornada, empezando por la fusión de la chatarra fría y terminando con acero liquido sobrecalentado a una temperatura por encima de 1650 oC. El operador, ajustando la configuración de la toma de energía desde el transformador, puede ajustar la entrada de energía según las condiciones de funcionamiento del momento, estableciendo así un equilibrio entre velocidades máximas de fusión y de calentamiento y una carga térmica aceptable para el equipo, en particular el techo y las paredes del horno. The arc temperature is above 4000 °C and is used to heat the bath by radiative heat transfer. En un esfuerzo para nivelar el desequilibrio térmico en el horno se pueden introducir quemadores en áreas de baja carga térmica ("puntos fríos"). Los quemadores incrementan la entrada total de energía en el horno, calentando los puntos fríos y equilibrando las diferencias de temperatura en el baño por convección. La potencia máxima es utilizada durante la mayor parte de los periodos de fusión. La potencia reducida se utiliza en las etapas iniciales tras la carga de chatarra desde la canasta, cuando los arcos se encuentran cerca de la sección delta del techo del horno y durante el periodo de afino cuando se está operando bajo condiciones de "baño plano” a fin de alcanzar la temperatura final deseada. Ajustando la tensión del secundario del transformador (seleccionando a toma adecuada), la longitud del arco se puede cambiar para obtener las condiciones óptimas de funcionamiento en cada momento. La disposición de los electrodos en un horno de CA es triangular, vista desde arriba. La distancia desigual entre los electrodos y sus diferentes posiciones a lo largo del perímetro de las paredes del horno implican una carga térmica asimétrica. Además, las fuerzas electromagnéticas procedentes de los arcos provoca la deflexión de éstos hacía afuera desde el centro El resultado es un desequilibrio de la carga térmica en las paredes del horno, es decir, ciertas áreas -"puntos calientes"- estarán más expuestas a la radiación del arco que otras. En un esfuerzo para nivelar el desequilibrio térmico en el horno se pueden introducir quemadores en áreas de baja carga térmica ("puntos fríos"). Los quemadores incrementan la entrada total de energía en el horno, calentando los puntos fríos y equilibrando las diferencias de temperatura en el baño por convección. Un quemador típico en un EAF utiliza combustible liquido o gaseoso, y es efectivo únicamente en tanto que las llamas impacten la chatarra. Aunque esto resulte en un tiempo de actividad relativamente corto, la adición de energía es suficiente para nivelar en gran parte el desequilibrio térmico. Las roturas de electrodos ocurren en ocasiones en el EAF, de forma predominante durante el proceso de fusión. Esto debería ser evitado debido al alto coste que conlleva una rotura. Además del coste del electrodo de grafito de alta densidad -que es un material bastante caro- el tiempo de parada equivale a pérdida de producción, lo que supone altos valores. Normalmente se cambia un electrodo roto dentro de un plazo de 10 minutos, pero en casos difíciles cabe esperar tiempos de inactividad considerablemente más largos. La rotura de electrodos es generalmente el resultado de una sobrecarga mecánica del electrodo por parte de la chatarra circundante: • La chatarra se está desmoronando desde los lados a medida que el electrodo penetra en la pila de chatarra en el interior del horno. Si algunos fragmentos pesados impactan directamente en el lateral del electrodo puede producirse la rotura de éste. • Los electrodos están descendiendo sin detectar que existe algún material no conductor bajo la punta del electrodo. Al continuar descendiendo el electrodo puede producirse su rotura. La combinación de longitud de arco y la chatarra es también importante al considerar la probabilidad de una rotura de electrodo. El operador del horno necesita entonces equilibrar la configuración de la toma de energía (tensión e intensidad) con la necesidad de la máxima potencia posible y la longitud adecuada del arco. DESESCORIADO Objetivos: • Entender el papel de la escoria en el procesamiento del acero en el EAF. • Aprender como se espuma la escoria y los momentos adecuados en el EAF. • Saber cuando y como proceder al desescoriado El espumado de la escoria se utiliza para incrementar la eficiencia térmica del horno durante el período de afinado, cuando las paredes laterales están totalmente expuestas a la radiación del arco. La espuma de la escoria crece y cubre los arcos eléctricos, lo que permite seleccionar una mayor potencia para la toma de energía, sin incrementar por ello la carga térmica en las paredes del horno. Además, un arco cubierto por la espuma de la escoria transferirá más eficientemente la energía a la fase acero. El espumado de la escoria se obtiene INYECTANDO OXIGENO EN EL ACERO LIQUIDO, donde se oxida principalmente el hierro, según la siguiente reacción: O2+ 2Fe 2(FeO ) Simultáneamente se INYECTA POLVO DE CARBÓN EN LA FASE ESCORIA, lo que reduce el óxido de hierro: (FeO)+ C Fe+ CO(gas) El CO (gas) resultante es un componente critico para la obtención de una escoria espumada. La puerta de escoria está ubicada en una de las paredes de la parte posterior del horno. Esta abertura es utilizada por el operador para la inspección del interior del horno, la inyección de oxígeno y carbono utilizando lanzas consumibles y para el desescoriado. Durante el espumado de la escoria, ésta se derrama continuamente a través de la puerta de escoria, lo que logra un desescoriado parcial CARBON AND OXYGEN INJECTION During and after the melt down of the materials, several compounds and elements begin to react with each other. In order to reach the required quantities of the respective elements in the steel, the reaction processes can be facilitated by INJECTION OF OXYGEN INTO THE STEEL PHASE THROUGH THE LANCE. One of the oxide reactions forms carbon monoxide, CO (g), which is especially important for the formation of a foaming slag. CARBON INJECTION INTO THE SLAG PHASE THROUGH THE LANCE creates CO bubbles through a reaction with oxygen. These bubbles then help to cause the slag to "foam". A foaming slag protects the molten steel from reacting with the atmosphere and also increases the electrical efficiency by burying the arc from the electrodes. This provides thermal efficiency and allows the furnace to operate at higher voltages without damaging the furnace walls and roof. Burying the arc also helps to prevent nitrogen from being exposed to the arc where it can dissociate and enter into the steel. FOAMING SLAG By injecting carbon into the slag phase and oxygen into the steel phase CO bubbles are formed and a foaming slag is created. The following reaction takes place: C O CO g (9.9) pCO pCO K C O hC hO eq % C % O eq Ln KC O 2.07 % C % O 1168 T pCO K C O (9.10 /1) (9.12) pCO 10 1168 2.07 T (9.13) It is also important to maintain a slag basicity between 1.2 and 2.5 to facilitate foaming slag. Other restraints are that you cannot have too much solid (maximum 5 tonnes) or too little liquid, at least 50 tonnes. Figure 9-3.- Equilibrium [C] and [O] concentrations at different pressures. Basicity is calculated using the following equation: B Basicity % CaO % SiO2 (9.14) ESPUMABILIDAD Para obtener escoria espumada, la espumabilidad de la misma es un factor tan critico como lo es la generación de CO. La espumabilidad la controlan las propiedades de viscosidad, tensión superficial y densidad de la fase escoria. Dichas propiedades varían de acuerdo a la composición de la escoria. Debido a la naturaleza del EAF - con grandes variaciones en la temperatura y la composición en diferentes partes del horno - puede ocurrir que la escoria esté parcialmente sólida en algunos puntos durante las etapas de la operación. Una escoria que no sea totalmente liquida, pero que contenga un porcentaje de material sólido, como por ejemplo cal no disuelta, también influye en la espumabilidad, ya que se produce un cambio en la viscosidad aparente: n 0 1 f donde: η = viscosidad aparente del baño que contiene los sólidos η0 = viscosidad del baño libre de sólidos f = fracción de volumen de partículas sólidas en el baño n = constante Aunque la oxidación de elementos de aleación se evite en la medida de lo posible, las operaciones en el horno implican la presencia de algunos valiosos elementos, como el Cr, en la fase escoria al final de la operación. Es necesario, por razones económicas, recuperarlos por adición de reductores (como el ferrosilicio) a la escoria, de manera que se fundan y reaccionen con los óxidos en la escoria, según: (MeOx) + (x/2)(Si) (Me)+ (x/2) (SiO2) REMOVAL OF PHOSPHORUS AND SULFUR Por las condiciones de trabajo del horno eléctrico, no existe la necesidad de mantener elevados potenciales oxidantes durante el proceso de fusión y calentamiento del metal (etapa del proceso que genera una escoria oxidante). Controlando adecuadamente el potencial en oxígeno del sistema se puede crear un ambiente ligeramente reductor que logre retener en el hierro elevados porcentajes de los elementos de aleación fácilmente oxidables. Por otra parte, si la última etapa del proceso de afino (proceso con doble escoria) se realiza con una escoria reductora para eliminar azufre o incorporar al caldo elementos de aleación valiosos retenidos en la escoria oxidante, sólo se necesitarán pequeñas cantidades de desoxidantes para calmar el acero lo que reduciría notablemente la cantidad de inclusiones en el mismo (aceros limpios). Unfortunately, conditions favorable for removing phosphorus are the opposite of those promoting the removal of sulfur. Therefore, even after these elements have been transferred into the slag phase, they may revert back into the steel. Phosphorus Phosphorus retention in the slag is dependent on liquid steel temperature and oxygen activity of the liquid steel , slag basicity and lime, magnesia and iron oxide (FeO) content in the slag. Having low FeO contents or higher temperatures will cause the phosphorus to revert back to the liquid steel. On the other hand, having a high basicity will is beneficial for phosphorus removal but care must be taken not to saturate the slag with lime. An increase of lime content in the slag results in an increased viscosity and eventually in a dramatically increased liquidus temperature leading to a solid slag. Fluorspar can be added to fluidize the slag, i.e. lower the melting point. Therefore, phosphorus removal is usually carried out as early as possible in the heat when the temperature is low. Sulfur In order to remove sulfur from the liquid steel, it is necessary to use a sulfide-forming agent such as a calcium compound. The sulfideforming reactions are promoted in a reducing atmosphere, at a low oxygen level, high slag mass and high temperature. All of these are usually obtained later in the heat. EL PROCESO Proceso con una sola escoria La carga de la chatarra en el horno se realiza por la parte superior después de la apertura total de su bóveda, inclinando ligeramente el horno hacia atrás o hacia el frente. La chatarra se transporta hasta el horno en “cestas” que se pueden abrir por la parte inferior. La operación se debe realizar en escasos minutos para minimizar las pérdidas de energía y productividad. Para ello se coloca sobre el horno la cesta precargada con chatarra preparada para su descarga en el momento adecuado. Se disminuye el consumo de energía eléctrica por tonelada de hierro líquido si se trabaja con cargas precalentadas o si en las mismas están presentes cantidades variables de arrabio o de carburo de hierro. Además de chatarra o hierro prerreducido, las cestas incluyen fundentes y agentes carbonosos (cal, carbón, cok, electrodos rotos) que aportarán el carbono necesario para la fusión. No se debe colocar cal sobre la carga, puesto que no se formaría arco eléctrico y el electrodo, en su descenso hacia la carga, no la reconocería y continuaría descendiendo, empujándolo y pudiendo llegar a provocar la rotura del electrodo. Para asegurar una buena ignición, la parte superior ha de estar constituida por chatarra ligera. La fusión se inicia una vez colocada la bóveda en su sitio después de cargar la primera cesta de chatarra. Los electrodos se bajan hasta tocar la chatarra ligera de la parte superior y luego se ponen bajo control automático para establecer los arcos. A medida que la chatarra se funde y desciende el nivel de la carga, deben descender también los electrodos. El movimiento vertical y el ajuste de la posición se realizan a través de los brazos portaelectrodos, controlados por realimentación del sistema eléctrico. Aunque durante la mayor parte de la fusión se utiliza la potencia máxima, en la etapa inicial (tras la carga de la chatarra) y en la de afino se emplea una potencia media. Los electrodos en un HEA de corriente alterna están situados, en una vista en planta, de forma triangular. Dado que la cuba no es cilíndrica, la distancia de los electrodos a las paredes será variable a lo largo del perímetro y se tendrá una distribución de calor desigual. Para compensar la carga térmica irregular en las paredes se pueden emplear quemadores de gas o fuel que reducen las diferencias de temperaturas en las zonas frías. Los quemadores se utilizan inmediatamente después de cada carga de chatarra. Las condiciones de operación varían a lo largo del calentamiento. Cuando la chatarra funde y cae, los arcos se extinguen, con lo que se han de restablecer los controles automáticos de operación de los electrodos. Esta fase de caída de la chatarra en los hornos de gran potencia es causa de un ruido notable, que requiere medidas de insonorización en caso de estar situada la acería eléctrica en las cercanías de un núcleo de población. Antes de fundir totalmente la carga inicial ya se ha desocupado un volumen considerable en el horno, por lo que son habituales las recargas con nuevas cestas de chatarra. Dependiendo del volumen del horno y de la densidad aparente de la chatarra se repetirá esta operación en una tercera o incluso una cuarta ocasión. La primera carga se hace de chatarra ligera, que sirve como colchón al fondo, mientras que las piezas mas pesadas se deben colocar en el centro, bajo el circulo de los electrodos. La chatarra mediana y ligera se coloca alrededor de las piezas pesadas, para proteger el refractario de los arcos tan intensos que van a saltar entre las piezas pesadas y los electrodos. Cuando todas las cestas de chatarra han sido fundidas, el calentamiento continua durante lo que se denomina el periodo de afino, periodo en el que se superan los 1650 oC. El afino consiste en una fase de oxidación y defosforación mediante la inyección de oxigeno que produce FeO. Este actuara como oxidante del silicio, manganeso, carbono y fosforo. Si la escoria es suficientemente básica, se completara la defosforación con el paso de fosfato tricacico y tetracalcico a la escoria. Se ha extendido en los últimos tiempos el uso de escoria espumosa, que protege las paredes del horno del arco eléctrico cuando la chatarra se ha fundido por completo. Este proceso se basa en la formación de CO mediante la inyección de oxígeno y cok. El carbono reduce el FeO de la escoria, recuperando así parte del hierro. El CO que se forma produce el hervido del baño y la espumación de la escoria. Por lo general, en el horno eléctrico se realiza la decarburación y defosforación, dejando el resto del afino para la metalurgia secundaria. Por último se realiza la colada del acero líquido, ya sea volcando el horno (hornos tradicionales) o mediante el sistema EBT. 7.5.- Colada del acero mediante el sistema BDT Proceso con doble escoria Este es el procedimiento que hace más interesante al HEA para la producción de aceros de calidad, con alta aleación. Una vez completado el período oxidante (por soplado de oxígeno, por ejemplo), con todo el fósforo oxidado en la escoria y el nivel de carbono algo por debajo de lo deseado en el acero final, se quita toda la escoria oxidante basculando el horno y rableando hacia afuera. Una vez limpia la superficie del baño se agrega una mezcla de fundentes adecuados (cal entre ellos) y cok. Primero se adiciona la cal y después el cok se esparce sobre ella (más o menos una parte de cok por cada siete de cal) en forma de fracción fina (polvillos), especialmente bajo los electrodos. Así se inicia la formación de carburo de calcio (reductor). La escoria blanca (rica en cal) se vuelve color café, que se torna negro una vez que los óxidos reducibles en el baño se reducen y pasan a la escoria como carburos. Por debajo de los arcos se forma carburo de calcio (CaC2), que proporciona condiciones muy reductoras. Aunque el contenido de la escoria en óxido ferroso (FeO) es pequeño (1 %), esto no es ningún problema, puesto que antes ya se ha retirado la vieja escoria, con lo que no hay peligro de que el fósforo del pentaóxido de fósforo (P2O5), presente en la escoria oxidante, revierta al baño. La misión del carburo de calcio (o de silicio) es la pronta formación de una escoria reductora. La reacción de formación del carburo de calcio es: 3C + CaO = CaC2 + CO Como el monóxido de carbono (CO) escapa, la reacción es irreversible, con lo que se produce una formación grande de carburo de calcio. Este compuesto es un fortísimo reductor, que descompone casi cualquier óxido que se le ponga por delante, en particular los presentes en la escoria, en la forma: 3FeO + CaC2 = 3Fe + CaO + 2CO 3SiO2 + 2CaC2 = 3Si + 2CaO +4CO Reacciones que hacen que los elementos hierro y silicio queden libres, con lo que se van a reintegrar al baño metálico. Como el CO se escapa, las reacciones son irreversibles, de modo que una vez disuelto el elemento reducido en el baño, el CaO (la cal) queda libre para reaccionar con nuevas adiciones de cok, con lo que se formaría más carburo de calcio, disponible para continuar con el proceso. Con el manganeso, vanadio y wolframio ocurre algo similar. Si algo de pentaóxido de fósforo (P2O5) hubiera quedado en la escoria, por una remoción (“quitado”) defectuosa de la escoria oxidante, el fósforo (P) volvería al baño de acuerdo con: 3P2O5 + 5CaC2 = 6P + 5CaO + 10CO Ello muestra la importancia de un buen desescoriado en la fase anterior. La potencia durante esta etapa reductora ha de mantenerse alta, ya que las reacciones de formación de carburos son poderosamente endotérmicas, esto es, precisan aportes notables de calor para tener lugar, el cual les debe ser proporcionado por la potencia del arco eléctrico. La escoria final es normalmente blanca, a no ser que el contenido de cromita (oxido de cromo, Cr2O3) sea muy grande, en cuyo caso toma una coloración verdosa. En esta practica de doble escoria, se puede introducir algo de aluminio dentro del baño, en forma de discos gruesos (donas) con una barra. Gases en los aceros de horno eléctrico de arco En la zona próxima al arco tiene lugar una importante disociación de los gases. El hidrógeno y el nitrógeno monoatómicos resultantes se difunden en los aceros más fácilmente que sus formas habituales, que son diatómicas. H2 = 2H N2 = 2N Ello lleva a que el contenido de estos aceros en nitrógeno monoatómico sea superior al caso de los aceros elaborados por otros métodos. En general, la cantidad de nitrógeno disuelto en el baño disminuye si hay cantidades importantes de elementos formadores de nitruros, como vanadio y/o aluminio, por lo que, según las características finales que se pretenda proporcionar al acero, en presencia de estos elementos puede ser necesario añadir N. Los contenidos de nitrógeno monoatómico en el acero final están para este proceso (HEA) en 0.008-0.016 %, en el caso de operar con escoria final reductora. Si ésta es oxidante, los porcentajes están entre 0.004 y 0.012 %. En el proceso LD (el convertidor soplado por oxigeno) los contenidos habituales están en torno a 0.002-0.006 %. La diferencia es notable. En cuanto a los niveles de hidrogeno, son también algo mas elevados en el acero del proceso HEA que en el de convertidor. En el horno eléctrico los contenidos en hidrogeno del acero final son en parte función de la humedad de las materias primas; es decir, de la chatarra, los aditivos y también de la atmosfera. En un día de humedad los aceros salen con contenidos de hidrogeno superiores a los producidos en un día seco. Por ello mismo conviene que los aditivos del periodo reductor sean secados antes de ser añadidos. Igualmente la cal debe secarse por sus propiedades higroscópicas (retiene la humedad). De todas formas los procedimientos de metalurgia secundaria, en especial la desgasificación al vacío y la agitación con argón, se han perfeccionado de manera que se consigue que el contenido de gases en los aceros colados sea muy pequeño. COLADA la colada del horno es iniciada por el operador Una vez finalizado el procesamiento de la carga y alcanzada la temperatura fijada. la colada debe ser lo más rápida posible para ahorrar tiempo. Hay dos tipos de diseño de hornos que tienen configuraciones de colada distintas. • Hornos de colada excéntrica por el fondo (EBT) • Hornos de piquera Hornos de colada excéntrica por el tondo (EBT) Tienen el orificio de colada en una posición excéntrica en la sotera del horno. Esta configuración permite una colada libre de escoria. En tales casos se mantiene en el horno un remanente del baño (pequeña cantidad de metal y escoria) entre hornada y hornada. Hornos de piquera: Se usan para ciertos tipos de acero. Colando por una piquera causa que también se traslade la escoria a la cuchara, donde se mezcla a fondo con el acero. En estos casos se vierte el metal íntegramente, sin dejar ningún remanente en la solera del horno. Fabricación de acero Si las acerías BOF alcanzan rendimientos muy satisfactorios en la producción de aceros al carbono, no sucede lo mismo cuando se trata de fabricar aceros altamente aleados o inoxidables que necesitan cantidades importantes de cromo, manganeso, silicio, niobio, titanio, vanadio, molibdeno, wolframio o boro. La acería eléctrica es la única que puede fabricar aceros de alta aleación y competir en la producción de aceros al carbono con las plantas integrales BOF. En la figura 2.8 se muestra un esquema de las operaciones de trabajo, colada y descarga de la escoria en un horno eléctrico. No obstante, la operación de colada del horno se tiende a realizar actualmente a través de una buza situada en la solera del horno, a la altura de la piquera de colada. Esta operación permite colar al horno en la posición de trabajo (figura 2.8) facilitando el acoplamiento de buzas, para la protección del chorro de colada, y evitando la reoxidación o renitruración del metal. Figura 2.8.- Esquema de las operaciones que se suceden en el horno eléctrico durante la elaboración del acero. En la producción de aceros de alta aleación es necesario considerar en el análisis de los equilibrios metal-escoria-gas los parámetros de interacción de los solutos en el metal. Normalmente, la actividad de Henry de los solutos en el hierro líquido no se puede identificar con la concentración expresada en tanto por ciento. Por lo menos, se deben tener en cuenta las interacciones de primer orden con el fin de obtener resultados identificables con los valores experimentales. En el cuadro 2.4 se muestran los parámetros de interacción de la Ley de Henry, eij, para los elementos de aleación más comunes en los aceros especiales. CUADRO 2.4 Parámetro de interacción, eij, en el hierro líquido a 1600 °C Considerando el diagrama SiO2-FeO-CaO, la composición de una escoria oxidante de afino de acería eléctrica se especifica por el punto B de la figura 2.9. En la etapa oxidante de fusión-afino, las condiciones termodinámicas son favorables para la escorificación del silicio y el fósforo. Inicialmente, la carga de escorificantes está formada por mineral de hierro, cascarilla de laminación y cal (punto A en el diagrama ternario). Conforme progresa el proceso de afino se escorifica el silicio y se forma la escoria (punto B del diagrama ternario de la figura 2.9). Durante el proceso de formación de la escoria, el lugar geométrico de todos los productos intermedios (o escorias intermedias de afino) se sitúa a lo largo de la línea AB. Se puede simular, en el diagrama ternario de dicha figura, cual sería la composición, temperatura de liquidus, cantidad de sólido por disolver y fases de equilibrio existentes durante el proceso de formación de la escoria. Figura 2.9.- Situación de las escorias de afino oxidantes de horno eléctrico en el sistema SiO2-FeO-CaO (según Levin, 1964) Ferroaleaciones Las ferroaleaciones son productos metálicos impuros que, además del metal activo valioso, contienen considerables proporciones de hierro. Constituyen unas materias primas de especial importancia en la producción de aceros al carbono y especiales. Se utilizan bien como desoxidantes, desulfurantes o bien como elementos de adición para la elaboración de aceros especiales. Ferromolibdeno El contenido en carbono de los aceros inoxidables es tan reducido que, si la ferroaleación utilizada procede de reducción carbotérmica, aportará carbono que es una impureza indeseable. Por tanto, las ferroaleaciones especiales, con bajo contenido en carbono, deberán prepararse por métodos distintos al carbotérmico: reducción metalotérmica o electrólisis de sales fundidas. Ferrosilicio Ferromanganeso La obtención del ferrosilicio puede realizarse en horno eléctrico utilizando el cuarzo como materia prima: SiO2 (s,l) + 2C (s) = Si (dis; hierro) + 2CO (g) [2.12] La temperatura es siempre superior a la de fusión de la sílice con el propósito de favorecer la cinética del proceso. No obstante, además de las fases condensadas de silicio metal, carbono y óxido de silicio, se puede formar la de carburo de silicio, SiC, y en el gas el compuesto volátil de subóxido de silicio (óxido de silicio II), SiO. En un sistema de tres componentes, silicio-oxígeno-carbono, el número de libertades, L, es igual a: L = 5 - F (fases en equilibrio), L vale cero cuando, a presión total constante (PT ≈PCO + PSiO), se establecen los equilibrios siguientes: (a).-Entre las fases sólidas SiO2, SiC y C con el gas. (b).- Entre las fases condensadas SiO2, SiC y Si con el gas. El equilibrio entre las fases sólidas SiO2, SiC y C y el gas puede expresarse por la siguiente reacción: 3C (s) + SiO2(s) = SiC(s) + 2CO (g) Mientras que el equilibrio entre las fases condensadas SiO2, SiC y Si con el gas puede representarse por: 3SiO2 (l) + 2SiC (s) = Si (dis; hierro) + 4SiO (g) + 2CO(g) [2.13] Para la producción de ferrosilicio interesa desplazar hacia la derecha la reacción [2.13], por lo que se han de considerar las siguientes variables: 1.-Trabajar a temperaturas superiores a 1850 °C. 2.-Con la presencia de hierro líquido, el carburo de silicio se disuelve en el metal: SiC (s) = Si(dis; hierro) + C(dis; hierro) 3.-Con la presencia de hierro líquido, la actividad del silicio disminuye notablemente (coeficiente de actividad de Raoult inferior a la unidad). No obstante, a pesar de los efectos favorables de la temperatura y del hierro líquido sobre la reacción [2.13], siempre se van a producir pérdidas de subóxido de silicio, SiO, en el gas. Éstas van a ser mayores en tanto aumente la cantidad de silicio en la ferroaleación. La materia prima para la obtención de ferromanganeso es la pirolusita, MnO2. Al ser los óxidos de manganeso de valencia superior a dos (MnO2, Mn2O3 y Mn3O4) inestables a bajas temperaturas, se descomponen según las reacciones: 2MnO2 (s) = Mn2O3 (s) + (½)O2 (g) 3Mn2O3 (s) = 2Mn3O4 (s) + ( ½)O2 (g) Mn3O4 (s) = 3MnO (s) + ( ½)O2 (g) o resultan fácilmente reducibles a MnO con gases de alto potencial en oxígeno; el MnO es el óxido que tendrá que considerarse para la obtención carbotérmica de la ferroaleación. MnO (dis; escoria) + C (s) = Mn (dis; hierro) + CO (g) [2.14] Los ferromanganesos obtenidos por reducción carbotérmica presentan altos contenidos en carbono (8% C). Las alternativas que existen para obtener ferromanganesos bajos en carbono son: 1.-Tratar el ferromanganeso alto en carbono con una escoria oxidante procedente de la carborreducción de la pirolusita, con la siguiente composición seudoternaria (figura 2.10): 38 % de MnO; 19 % de CaO y 4 3% de SiO2. Entonces, el carbono disuelto en la ferroaleación o el carburo de manganeso, Mn7C3, disperso en el metal reaccionan con el MnO de la escoria liberando C en forma de CO: C (dis; hierro) + MnO(dis; escoria) = CO (g) + Mn (dis; hierro) [2.15] Mn7C3(s) + 3MnO (dis; escoria) = 3CO (g) + 10Mn (dis; hierro) [2.16] 2.-Por reducción metalotérmica del mineral de manganeso con un Fe-Mn (35 %)-Si (40 %), siguiendo un proceso semejante al indicado en la figura 14.3 (ver más adelante) para la obtención de ferrocromo de bajo carbono (% C < 0.10%). 3.-Utilizando inyección de gases inertes (Ar) u oxidantes (CO2) en ferromanganesos afinados previamente con escorias oxidantes según mecanismos descritos por las reacciones [2.15] y [2.16] Un gas oxidante, como el CO2, decarbura el metal según la reacción: C (dis; hierro) + CO2 (g) = 2CO (g) [2.17] 4.- Utilizando técnicas de desgasificación por vado en aquellos ferromanganesos afinados por alguno de los mecanismos mencionados anteriormente. La solubilidad del carbono y del oxígeno en la ferroaleación disminuyen al reducir la presión total del sistema con el vacío: C (dis; hierro) + O (dis; hierro) + CO (g) [2.18] El equilibrio [2.18] se desplaza hacia la formación de monóxido de carbono al reducir la presión total del sistema. Figura 2.10.- Escoria procedente de la reducción carbotérmica del ferromanganeso en el sistema SiO2-MnO-Ca0 (según Levin, 1964). La producción de ferrocromo por reducción carbotérmica del óxido de cromo conduce a una aleación con un 70 % de cromo y un 8 % de carbono. Una parte considerable del carbono puede liberarse oxidando el metal con aire a 2100 K: Cr2O3 (dis; escoria) + 3 C (dis; hierro) = 2 Cr (dis; hierro) + 3CO (g) Se alcanzan así niveles de carbono en el entorno del 0.10 % C. Para obtener cantidades de carbono inferiores a las cien milésimas por ciento será preciso proceder según el esquema indicado en la figura 14.3. Igualmente, es posible obtener ferrotitanio, ferrovanadio, ferromolibdeno, ferroniobio y ferrowolframio por reducción carbotérmica. El contenido en carbono de las ferroaleaciones de titanio y vanadio es importante habida cuenta de la afinidad de los metales por el carbono, mientras que disminuye en las correspondientes al ferromolibdeno y ferrowolframio (figura 14.2). FIGURA 14.2.- Afinidad de los metales por el carbono (según datos termodinámicos y sin considerar cambios de pendiente asociados a las variaciones de los estados de agregación de productos y reactivos) FIGURA 14.3.-Diagrama de flujo para la producción de ferrocromo de bajo contenido en carbono mediante reducción silicotérmica. Reacciones en el horno eléctrico Se pretende llevar a cabo un análisis detallado de los fundamentos termodinámicos y cinéticos de las reacciones más importantes que se pueden realizar en el horno eléctrico: fusión, afino de impurezas y reducción. Cuando se estudiaron las reacciones en el BOF únicamente se analizaron las características termodinámicas más importantes. Se aprovecha la descripción de las reacciones de afino en el horno eléctrico para introducir aquellos aspectos cinéticos más relevantes aún no considerados y realizar un estudio comparado de los procesos de oxidación de las impurezas en convertidor y en horno eléctrico. A.- Fusión Una de las funciones del horno eléctrico es fundir la carga de óxidos y materiales metálicos. La entalpía asociada al proceso de fusión de la parte metálica de la carga se estima mediante la regla de las mezclas: [2.23] fus H fase metálica xi fus H i Cuadro 2.5.- Entropías molares parciales, ΔfusSi, asociadas al proceso de fusión de distintos óxidos metálicos i siendo xi la fracción molar del metal i y ΔfusHi la entalpía de fusión asociada a la cantidad unidad de metal puro, la cual es función de la energía del enlace metálico y, por tanto, de la temperatura de fusión: fus H i / J .mol 1 10.4T fus / K [2.24] Para la parte no metálica de la carga, al no poder hablar de un punto de fusión definido sino de una temperatura de formación de primeras fases líquidas, Tf,i, y de una temperatura de liquidus, Tl,i , se utiliza la siguiente expresión: fus H Tm fus S donde: Tm 1 T T 2 f ,i l ,i y fus S es la entropía asociada al proceso de fusión—solidificación de la carga no metálica estimada a partir de las entropías molares parciales de cada uno de los óxidos del sistema S (cuadro 2.5): fus i fus S xi fus Si i En este caso, las entropías molares parciales de cada uno de los óxidos de la escoria resultan inferiores a las correspondientes a los óxidos puros perfectamente ordenados. Téngase en cuenta que se quiere estimar la energía asociada al proceso de fusión de unos sólidos que, al formar parte de una escoria, tienen una entropía molar parcial de fusión que no se corresponde con el compuesto puro altamente ordenado a gran distancia. Por otra parte, la versatilidad del horno eléctrico es tal que puede crear un ambiente reductor con el propósito de conseguir: (a).- La escorificación del azufre; (b).- La recuperación de metales existentes en la escoria. La eliminación del azufre disuelto en el líquido se realiza mediante una escoria básica-reductora: CaO (dis; escoria) + S (dis; hierro) = SCa (dis; escoria) + O (dis; hierro) [2.30] El equilibrio [2.30] se desplaza hacia la derecha cuando se dispone de una escoria básica en un medio de bajo potencial oxidante. Igualmente, en el horno eléctrico, se puede alcanzar la recuperación del cromo oxidado durante la fusión de la chatarra de acero inoxidable. La adición de ferrosilicio crea un ambiente reductor que facilita la reincorporación del cromo al hierro líquido: Cr2O3 (dis; escoria) + (3/2)Si (dis; hierro) = (3/2) SiO2 (dis; escoria) + 2Cr (dis; hierro) [2.31] La producción del acero inoxidable con 18 % de Cr y 8 % de Ni se realiza en el horno eléctrico debido a la capacidad que tiene de trabajar indistintamente con potenciales oxidantes o reductores. Las crecientes limitaciones de los contenidos en carbono del acero inoxidable han supuesto la paulatina sustitución de la tradicional fusión en horno eléctrico con doble escoria por el afino en convertidor AOD (figura 2.11). En este caso, la misión del horno eléctrico es fundir la chatarra, mientras que la del AOD, es recuperar el cromo y disminuir los porcentajes en carbono del fundido. La decarburación en el AOD tiene lugar al desplazarse hacia la derecha la reacción: C (dis; hierro) + O (dis; hierro) = CO (g) [2.32] por el efecto del argón en la creación de la interfase gasmetal, con presiones parciales de CO muy alejadas de los valores de equilibrio. Figura 2.11.- Convertidor AOD (Argon-Oxygen¬Decarberisation). Reducción Las reacciones de reducción que pueden llevarse a cabo en el horno eléctrico son, fundamentalmente, dos: 1.- La reducción carbotérmica de materias primas para obtener ferroaleaciones: MeO (dis; escoria) + C (dis; hierro) = CO (g) + Me (dis; hierro) 2.- La recuperación metalotérmica de metales valiosos de escorias generadas durante procesos de reducción, o de afino térmico oxidante, de metales: MeO (dis; escoria) + M (dis; metal) = MO (dis; escoria) + Me (dis; metal) En el cuadro 2.6 se completan los datos termodinámicos de las tablas por cuanto se indican las energías libres estándar de formación asociadas a las materias primas de los metales de algunas ferroaleaciones. Cuadro 2.6.- Energías libres estándar de formación para la fabricación de ferroaleaciones dentro de un determinado rango de temperaturas