UNIVERSIDAD DON BOSCO.
Anuncio

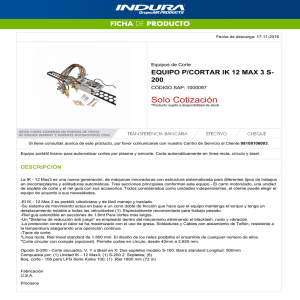
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 01-2015 GUIA DE LABORATORIO # 13. Nombre de la Práctica: Proceso oxicorte. Lugar de Ejecución: Taller de mecánica Tiempo Estimado: 3h clase MATERIA: Fundamentos de soldadura. PROFESOR: Tec. Gerson Guerrero. I. OBJETIVOS Regular las presiones del equipo de soldadura oxicorte. Realizar cortes de piezas aplicando el proceso de oxicorte. II. INTRODUCCIÓN TEÓRICA OXICORTE. El corte con oxiacetilénico, llamado a veces oxicorte, se utiliza solo para cortar metales ferrosos. La fusión del metal tiene escasa importancia en el corte con oxiacetilénico. La parte más importante del proceso es la oxidación del metal. Cuando se calienta un metal ferroso hasta ponerlo rojo y luego se le expone a la acción del oxígeno puro, ocurre una reacción química entre el metal caliente y el oxígeno. Esta reacción, llamada oxidación, produce una gran cantidad de calor. Equipo de Corte con Oxiacetilénica El equipo básico para cortar es similar al que se utiliza para la soldadura, es decir, suministro de gas, mangueras, reguladores y un soplete de corte. El propósito del soplete de corte es suministrar la flama para precalentar el metal y para abastecer la corriente de oxígeno puro para el corte. En el soplete de corte las válvulas de oxígeno y de acetileno en la parte trasera controlan la flama para calentamiento y la palanca controla el chorro de oxígeno a alta presión. Boquillas para Corte. Las boquillas para corte tienen un anillo de agujeros o aberturas que rodean el agujero del oxígeno. Cada uno de estos agujeros suministra una flama de precalentamiento, produciendo una distribución uniforme de calor en todo el contorno del orificio para oxígeno y permite cambiar la dirección de corte en cualquier momento. Si se cambia la boquilla para que vaya de acuerdo con el espesor del metal, se puede cortar casi cualquier pieza. _______________________________________________________________________ Descripción de la operación Oxicorte manual: Se usan sopletes de aspiración, equipados con boquilla de presión. Para cortar chapas delgadas se usan “boquillas escalonadas”. Para grosores mayores se usan boquillas anulares, ranuradas o de bloque. Se pueden recomendar también sopletes de oxicorte manual sin boquilla de presión -con boquillas de corte que mezclan gases. Estas herramientas ofrecen gran seguridad con respecto a al retroceso de la llama. La presión del oxígeno para el corte suele ser de un orden de 6 bar como mínimo. La presión de trabajo correcta se puede consultar en la tabla de corte que viene troquelada en la boquilla. El diseño de la boquilla y la presión del oxígeno se corte se relacionan entre si. Por lo tanto, solo tiene sentido establecer una presión mayor que la indicada en la tabla cuando se produce una pérdida de presión, como por ejemplo, en mangueras muy largas. Oxicorte a máquina: También existen sopletes de aspiración para maquinas de oxicorte, que tienen una boquilla de presión con tubo de mezcla, donde se mezclan el oxigeno y el acetileno y son llevados hasta la boquilla de corte; o bien sopletes para boquillas mezcladoras de gases. Las boquillas de corte se dividen en: _______________________________________________________________________ Boquillas tipo estándar: Hasta una presión de 6 bar aprox. Boquilla de corte rápido: Hasta una presión de oxigeno de corte de 8 bar aprox. Boquilla de gran potencia: Hasta una presión de oxigeno de corte de 11 bar aprox. Es recomendable: Cuidar las boquillas de corte Para su limpieza, usar el material suministrado por el fabricante. Nunca alambre o brocas. Es importante que la boquilla de corte reciba el volumen de acetileno, oxigeno de combustión y oxigeno de corte, que es necesario para el espesor del corte en cuestión. En la entrada del soplete tienen que existir las presiones de gases que figuran en la tabla. Usar el manómetro de comprobación. Es necesario tener en cuenta las pérdidas de presión ocasionadas por mangueras demasiado estrechas o largas. Manoreductores y órganos de cierre de dimensionado insuficiente. Dispositivos de seguridad demasiado pequeños o innecesarios. Cuidar las guías del desplazamiento de la máquina de oxicorte. Comprobar la velocidad de avance longitudinal y también transversal. Utiles y herramientas de trabajo El soplete es la herramienta que vamos a utilizar y esto es lo que hay que saber sobre ella antes de empezar. Esta es la forma que tiene con sus componentes que conoceremos a lo largo del proceso. Antes de montar los manoreductores limpie los acoplamientos entre las botellas y los reguladores. Elimine las grasas y aceites, en especial en el oxígeno. Compruebe que son los manoreductores adecuados a los gases a utilizar. _______________________________________________________________________ Antes de conectarlos, abra ligeramente las botellas para expulsar posibles suciedades que se hubieran alojado en sus salidas. Acople los manoreductores en las botellas. Antes de abrir las válvulas de las botellas compruebe que los volantes de regulación de presiones de los reguladores están desenroscados regulador cerrado y el resto de válvulas cerradas. Sitúese en el lado de la botella opuesto al regulador. Abra las válvulas de las botellas lentamente. Rosque los volantes de la regulación de presión en los reguladores para abrir el regulador hasta ajustar las presiones según el trabajo a realizar. Cuando termine ha de cerrar la válvula del oxígeno del soplete. Cerrar la válvula del gas combustible del soplete. Cierre las válvulas de las botellas. Abra las válvulas del soplete hasta que las agujas indicadoras de presión de los manoreductores estén a cero y cierre las válvulas del soplete. Desenrosque los volantes de regulación de presión de los manoreductores para cerrar los reguladores. _______________________________________________________________________ III. MATERIALES Y EQUIPO Equipo del alumno: Gabacha, gafas, tapones auditivos, mascarilla, herramienta personal, manual del alumno, cuaderno y lapicero (evitar llegar con pulseras, collares o cadenas, anillos u otro objeto que pueda poner en riesgo su vida). Material Platina de 1/2” Platina de ¾” Equipo Marco con cierra. Cierra ordinaria. Escuadra. Rayador. Alicate. Cepillo de alambre. Guantes de cuero. Mandil de cuero. Mangas de cuero. Polainas de cuero. Careta. Mascarilla para humo. Equipo de soldadura oxicote. IV. PROCEDIMIENTO Acondicionamiento del equipo pasó a paso como lo explico el instructor. Y téngalo listo para soldar. Regulación del equipo. Póngase su traje de protección personal. Regule los parámetros del equipo. Realice el corte asignado. Una vez finalizada la práctica limpie su área de trabajo y guarde el equipo cuidadosamente. Muestre las piezas ejecutadas en frio para ser calificadas. Realizar la discusión de resultados. _______________________________________________________________________ V. DISCUSIÓN DE RESULTADOS Realice un reporte escrito de los procesos que ejecuto en la práctica. ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ______________________________________________________________________________________ ____________________________________________________________________________________ Ilustración de unión de soldadura realizada con su simbología. VI. INVESTIGACIÓN COMPLEMENTARIA Procesos de soldadura especiales “MIG – MAG” Proceso de soldadura TIG. _______________________________________________________________________