UNIVERSIDAD DE COSTA RICA
FACULTAD DE CIENCIAS ECONÓMICAS
ESCUELA DE ADMINISTRACIÓN DE NEGOCIOS
CÁTEDRA DE ADMINISTRACIÓN DE LA PRODUCCIÓN
Examen de Ampliación
9 de Diciembre del 2000
No se aceptan preguntas, la duración del examen es de cuatro horas ( 1:00 p.m. a 5:00 p.m.).
Examen a libro y cuaderno cerrados. No se permiten hojas sueltas.
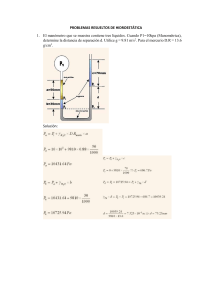
Problema 1. Considere el siguiente sistema de producción:
P1
A
10 MINUTOS
P2
P3
D
C
4 MINUTOS
10 MINUTOS
A
B
12 MINUTOS
15 MINUTOS
B
7 MINUTOS
C
9 MINUTOS
MP2
$20 POR
UNIDAD
También se cuentan con los siguientes datos:
Producto
Demanda Semanal
P1
120
P2
150
P3
100
MP1
$15 POR
UNIDAD
Precio ($ por unidad)
50
100
90
La disponibilidad de recursos es la siguiente:
Recurso
A
B
C
D
Disponibilidad (minutos por semana)
1000
2000
1000
1500
a)
b)
c)
d)
e)
¿Es posible cumplir con la demanda? ¿Cuál es la restricción del sistema?
Establezca el problema como un problema de Programación Lineal.
¿Cúal es la mezcla óptima de productos con las restricciones da capacidad actuales?
Suponiendo que no hay restricciones de capacidad, ¿cuál es la restricción del sistema?
¿Cuánto dinero pierde la compañía como resultado de la imposibilidad de cumplir con la
demanda?
f) ¿Cuál es la restrición del sistema y la mezcla de productos óptima, suponiendo que la
materia prima 2 no se puede comprar en cantidades mayores que 250.
Problema 2. X-Print Manufacturing produce impresoras láser. Una planta ensambla el
modelo PL-4000. Los estándares indican que un trabajador puede ensamblar cinco impresoras
al día. El costo de fabricar este modelo es $350 y la empresa piensa que cuesta $5 almacenar
una impresora durante un mes. Los trabajadores gana $1500 al mes y se pueden contratar por
$500 cada uno; el costo por despido es $750 por trabajador. Por ahora se tienen 12
trabajadores en el departamento de ensamble. Un faltante de impresoras tiene un costo de $35
por unidad por mes.
Mes
Días hábiles
Demanda
Julio
21
1020
Agosto
22
950
Septiembre
21
800
Octubre
23
1000
Noviembre
19
1250
Diciembre
20
650
a) Realize un MPS por nivelación y otro por persecución. ¿Cuál es mejor?
b) Debido a un plan de capacidad a largo plazo, se re localizará el departamento de ensamble,
lo que requiere que el departamento pare. Existen dos tiempos posibles para que esto
ocurra. Uno es para cuatro días en octubre y el otro necesitará ocho días en diciembre.
¿Qué plan recomendaría?
Problema 3. La Marlin Co. produce botellas de plástico de acuerdo con las especificaciones
del cliente. El inspector de calidad selecciona al azar cuatro botellas, que extrae de la máquina,
y mide el diámetro exterior del cuello del envase, una dimensión de calidad típica, de la cual
depende que la tapa de la botella ajuste correctamente. Las dimensiones de las seis últimas
muestras en pulgadas son:
Muestra
1
2
3
4
5
6
1
0,604
0,597
0,581
0,620
0,590
0,585
2
0,612
0,601
0,570
0,605
0,614
0,583
3
0,588
0,607
0,585
0,595
0,608
0,617
4
0,600
0,603
0,592
0,588
0,604
0,579
a) Suponga que estas seis muestras son suficientes para que a partir de esos datos se
determinen los acontecimientos de control para una gráfica х-R. Dibuje la gráfica y
calcule los porcentajes de defectuosos y el tipo de defectuoso.
b) Suponga que la especificación para el diámetro del cuello de la botella sea 0,600± 0,050
pulgadas. ¿Es el proceso capaz de producir satisfactoriamente la botella?
Problema 4. El Gerente de una empresa está tratando de desarrollar una norma de tiempo para
la operación de rellenado de polvo y envasado. Esta operación incluye cinco elementos de
trabajo, cada uno de los cuales se realiza una vez en cada ciclo. El margen de tolerancia para
cada elemento de trabajo es de 18%. La operación fue estudiada durante 20 ciclos y así se
obtuvo el siguiente resumen de datos:
Elemento de Trabajo
Tiempo en minutos
Desviación estándar en minutos
1
2
3
4
5
0.40
0.20
0.31
0.15
1.25
0.021
0.011
0.018
0.005
0.085
a) Determine el tiempo estándar correspondiente a la operación de rellenado y envasado.
b) Calcule el tamaño requerido de la muestra para que la estimación del tiempo selecto para
los elementos de trabajo se encuentre dentro del 3% de la media verdadera en el 95% de los
casos.
Problema 5. Se observa y se anota la duración de un ciclo de una máquina automática:
Segundos
Frecuencia
2.10
16
2.11
28
2.12
41
2.13
74
2.14
149
2.15
256
2.16
137
2.17
82
2.18
40
2.19
19
2.20
11
¿La distribución normal parece ser un modelo de probabilidad razonable para la duración del
ciclo? Utilice el estadístico de Chi cuadrado de bondad de ajuste con un = 0.05.
 0
0