SEGUIMIENTO DE MÉTODOS Y USO DE ESTANDARES DE TIEMPOS
Anuncio

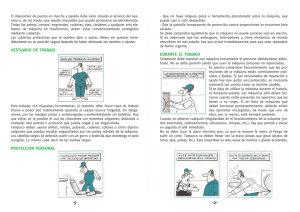
SEGUIMIENTO DE MÉTODOS Y USO DE ESTANDARES DE TIEMPOS El seguimiento se realiza principalmente para estar seguro de que se sigue el método conforme a lo propuesto, que los estándares establecidos están siendo utilizados y que el nuevo método cuenta con os apoyos de los trabajadores, el personal de supervisión, el sindicato y la dirección de la empresa. El seguimiento resultara generalmente en beneficios adicionales que van desde nuevas ideas y nuevos enfoques, que estimularan eventualmente el deseo de emprender otra vez un programa de ingeniería de métodos en un diseño o proceso existentes. El procedimiento consiste en repetir el ciclo de mejoramiento de métodos después de su terminación de modo de que cada proceso y cada diseño sea sometido a un examen minucioso continuamente para vislumbrar posibles mejoras adicionales. Sin el seguimiento es fácil que los métodos propuestos se conviertan en procedimientos originales. MÉTODO PARA EL SEGUIMIENTO. Aunque revisar el sitio y visitar el método mas recientemente implantado es la función usual de supervisión de producción, la extensión de este trabajo escasamente permite el tiempo adecuado para realizar un seguimiento efectivo. En consecuencia, el departamento de métodos estándares debe programar un seguimiento regular. El seguimiento inicial debe ocurrir aproximadamente un mes después del desarrollo de los estándares de tiempo para trabajos de producción. El seguimiento posterior se debe realizar tres meses después del desarrollo de los estándares, y un tercer seguimiento debe llevarse a cabo de seis a dos meses de dicho desarrollo. En cada seguimiento el analista debe repasar su reporte original del método y el desarrollo del estándar, para cerciorarse de que se siguen todos los aspectos del método propuesto. No sólo debe seguir el método, si no que también conviene efectuar una revista de la actuación del operario. Se debe llevar acabo una comprobación de su eficiencia diaria, y verificar que esta operando continuamente según una actuación mayor que el estándar. Hay que revisar toda la disposición de equipo en la fábrica para asegurase que la circulación ideal de materiales y productos se está llevando a cabo. Si se adquirió nuevo equipo junto con el método su capacidad puede ser controlada regularmente para asegurar que la productividad y rendimientos previstos estén siendo realizados, A si mismo, debe supervisarse la evaluación del trabajo después que el operario haya ejecutado el nuevo método por seis meses; esta revisión debe asegurarse que la compensación de todos los trabajadores relacionados con el método desarrollado sea competitiva con los trabajos equivalentes en el área. Un sistema de seguimiento minucioso y regular puede concretar los beneficios esperados del método propuesto. MÉTODO PARA ESTABLECER ESTÁNDARES. Los estándares de tiempo se pueden determinar en varias formas; pero debido a que no todos resultan muy fidedignos sólo se mencionar las ventajas y desventajas de los que si lo son: • Por estimación • Por riesgos de actuación • Mediante estudios de tiempo por cronometro. 1 Ventajas ♦ Capacidad al analista para observar el ciclo completo ♦ Es el único método que mide y registra el tiempo real empleado por el operario. ♦ Es más probable que comprendan aquellos elementos que ocurren menos de una vez por ciclo. ♦ Proporcionan rápidamente valores exactos para elementos controlados por máquina. ♦ Es relativamente sencillo de aprender y explicar. Desventajas. • Requiere la calificación o evaluación de la actuación • No obliga a seguir un registro detallado del método total que se empleo • Puede no proporcionar una evaluación exacta de elementos no cíclicos. • Basa el estándar de una muestra pequeña. • Requiere que el trabajo sea realizado antes de establecer el estándar. 4.− Por medio de datos estándares Ventajas • Elimina la calificación de la actuación. • Establece estándares consistentes • Permiten establece métodos y estándares antes de la producción • Permite que se establezcan los estándares rápidamente y económicamente. • Admite un ajuste fácil de estándares de tiempo a fin de incluir cambios ligeros en el método. Desventajas. • Pueden no admitir pequeñas variaciones en el método. • Las fórmulas complejas quizá requieran un técnico con mayores aptitudes. • Son más difíciles de explicar a los operarios. • Puede ocasionar inexactitud significativa si se extienden más allá del alcance de los datos empleados en su desarrollo. 5.− Mediante fórmulas de estudio de tiempo. Ventajas. • Obligan a tener una descripción detallada y precisa de la distribución en el sitio de trabajo, de los patrones de movimiento, y de la forma, tamaño y ajuste de componentes y herramientas. • Estimulan la simplificación de trabajo para reducir los tiempos estándares. • Eliminan la calificación de la actuación. • Permiten establecer métodos y estándares antes de que comience la producción. • Hacen posibles ajustes fáciles y exactos de los estándares de tiempo para intercalar cambios ligeros en el método. • Proporcionan estándares de tiempo más consistentes. Desventajas. • Depende de descripciones completas y precisas de los métodos requeridos para la exactitud del estándar de tiempo. 2 • Requiere más tiempo de adiestramiento de analistas competentes. • Son más difíciles de explicar a operarios, supervisores y representantes sindicales. • Pueden requerir más horas hombre para establecer estándares en operaciones de ciclo largo. • Deben emplear cronometro, datos estándares o fórmulas para los elementos controlados por proceso y por máquina. 6.− Por estudios de muestreo de trabajo. Ventajas. • Elimina las tensiones causadas por la observación constante del operario. • Representan las condiciones típicas o medias de u periodo donde las circunstancias cambian de hora a hora o de día a día. • Permite el desarrollo simultáneo de estándares para una variedad de operaciones. • Se adapta idealmente a estudios de utilización de máquinas análisis de actividades y demoras inevitables y personales. • Se pueden utilizar para evaluar la actuación a fin de determinar tiempos estándares. Desventajas. • Supone que el operario esta empleando un método estándar y aceptable. • Requiere que el observador sea capaz de identificar y clasificar una amplia variedad de actividades de trabajo y retrasos. • Se debe limitar a poblaciones constantes. • Hace más difícil aplicar un factor correcto de calificación de actuación que el estudio cronométrico de tiempo. • La exactitud del estándar de tiempo depende de el número de observaciones aleatorias realizado, así como de la exactitud de la clasificación y el registro de observaciones individuales. • Requiere registros exactos de las horas trabajadas y de el número de unidades producidas. 7.− por la teoría de las líneas de espera. PROPÓSITO DE LOS ESTÁNDARES En la operación de una empresa manufacturera o negociación industrial es básico que se tengan estándares de tiempo. El tiempo es el denominador común para todos los elementos de costos. De hecho, todo mundo emplea estándares de tiempo prácticamente para todo lo que hace o quiere que otro realice. Se está particularmente interesado en el empleo de estándares de tiempo en lo referente a su aplicación a la operación efectiva de una fábrica o industria. Base para planes de pago de incentivos. Los estándares de tiempo se consideran generalmente en función de su relación con el pago de salarios. La necesidad de estándares confiables y consistentes es más notable en relación con el pago de salarios que en cualquier otra área. Sin estándares equitativos, no podrá tener éxito ningún plan de incentivos que pretenda compensar en proporción al rendimiento o producción. Denominador común en la comparación de diversos métodos. Puesto que el tiempo es una medida común para todos los trabajos, los tiempos estándares son una base para comparar diversos métodos de realizar la misma operación o trabajo. 3 Medio para asegurar una distribución eficiente del espacio disponible. El tiempo es la base para determinar cuánto se necesita para cada clase de equipo. Conociendo los requisitos exactos acerca de las instalaciones de trabajo se puede llevar a cabo la mejor utilización posible del espacio disponible. Sin estándares de tiempo se puede tener exceso de equipo en un caso y deficiencia en otro utilizando ineficientemente ele espacio disponible. Las áreas de almacenaje y existencias se determinan según el tiempo que una pieza este en el almacén y la demanda de la pieza. Así mismo. Los estándares de tiempo son las bases para determinar el tamaño de tales áreas. Medio para determinar la capacidad de la planta o factoría. Por medio de estándares de tiempo no solo es posible determinar la capacidad de una máquina, si no también de un departamento y una planta. Es cosa de simple cálculo aritmético estimar el potencial del producto una vez que se conoce el tiempo de trabajo disponible de una instalación y el tiempo necesario para producir una unidad o fabricar un producto. Lo anterior se resume en la siguiente ecuación: (Tiempo de trabajo disponible de una instalación)(Número de equipo existente) Tiempo necesario para producir una unidad o fabricar un producto. Base para la compra de un nuevo equipo. Puesto que los estándares de tiempo permiten determinar la capacidad de una máquina, un departamento o una planta, proporcionarán también la información necesaria para determinar cuántos y de qué tipo deben ser las instalaciones de trabajo para un cierto volumen de producción. Los estándares de tiempo comparativos exactos destacaran también las ventajas de una instalación sobre las de sus competidoras. Mediante la revisión de los estándares disponibles, se podrá determinar el estilo y el diseño de cada máquina que dará el rendimiento más favorable por unidad de tiempo. BASE PARA EQUILIBRAR LA FUERZA LABORAL CON EL TRABAJO DISPONIBLE. Teniendo información concreta acerca del volumen de producción requerido, así como el tiempo necesario para producir unidad de producto, se podrá determinar la mano de obra o fuerza laboral necesaria. Por ejemplo si la carga de producción para una semana se evaluó en 4420 horas, se necesitara entonces 4420/40=111 operarios. Este uso de los estándares es especialmente importante en un mercado de retracción, donde el volumen de producción tiene que ir decreciendo. Cuando disminuye el volumen total, si no hay ningún medio para determinar el número real de operarios que se necesita para manejar la carga reducida, habrá entonces una tendencia a que en la fuerza laboral en su totalidad descienda el ritmo de actividad de modo que el trabajo existente dure más. A menos que el personal de trabajo este en equilibrio con el volumen de producción, los costos unitarios se elevaran progresivamente. Sólo será cuestión de tiempo, en estas circunstancias, el que las operaciones de producción lleguen a ser realizadas a costa de una perdida de consideración, por lo que se necesitara así aumentar los precios de venta y reducir a un mas el volumen de producción. El ciclo se repetirá sucesivamente hasta que llegue a ser necesario cerrar la fábrica. En un mercado en expansión es igualmente importante poder presupuestar la mano de obra. A medida que crece la demanda por parte de los consumidores, lo que requiere mayor cantidad de recursos humanos, esencial que se conozca el número y el tipo exacto de personal que tenga que agregarse a la nomina, de modo que se pueda seleccionar y contratar con la suficiente anticipación para elaborar los programas necesarios. Si 4 existen estándares de tiempos precisos, es muy sencillo convertir los requisitos de producción en horas−hombres de actividades laborales. La siguiente figura muestra como se puede determinar la capacidad total de una planta en las condiciones del mercado en expansión. En este caso se prevé la duplicación de la capacidad laboral en horas−hombres en el periodo comprendido entre enero y noviembre. Esta presuposición se basa en extender la contratación de personal programada en función de las horas−hombres, y asigna un margen razonable (la parte rayada) para admitir periodos adicionales. Mejoramiento del control de la producción. El control de la producción es la fase operativa en que se programa, se distribuye y expeditan y se vigila el cumplimiento de las órdenes de producción de modo que se logren las economías de operación y se satisfaga lo mejor posible las demandas de los consumidores. La función de control de la producción en su totalidad se basa en determinar donde y cuando se deberá realizar el trabajo. Obviamente lo anterior no se puede lograr a menos que exista una idea concreta de cuanto tiempo la programación del trabajo, una de las principales funciones del control de la producción generalmente se maneja en tres grados de refinamiento: (1) programación maestra o a largo plazo, (2) programación de periodo en firme y (3) programación de operaciones detalladas o cargas de maquinaria. La programación a largo plazo se funda en el volumen de producción existente y en el volumen previsto. En este caso, a periodos específicos no se les asigna una secuencia o sucesión particular, sino que simplemente se acumulan y se programan para periodos apropiados. La programación para periodos en firme implica la de los periodos existentes para cumplir las demandas de los consumidores y aun operar en forma económica. En este caso se asigna grados de prioridad a pedidos específicos y se formulan fechas de envió anticipadamente mediante este programa. La programación detallada de operaciones o cargas de maquinas, consiste en asignar operaciones especificas día a día para maquinas particulares. Esta programación se planea para minimizar el tiempo de preparación y el tiempo muerto de maquina mientras se cumple con la programación de pedidos en firme. La siguiente figura ilustra las cargas de maquinas de un departamento especifico para una semana. Obsérvese que existe considerable capacidad de fresadora, taladradora y rectificadora de rocas internas. No importa cual sea el grado de refinamiento en el método de programación esta seria completamente imposible si los estándares de tiempo. El éxito de un plan esta en relación directa con la exactitud de los valores de tiempo empleados para determinar el programa. Si no existieran los estándares de tiempo no se esperaría que resultasen confiable los programas formulados solo con base en un criterio personal los estándares del tiempo ayudan a predeterminar al circulación o flujo de materiales de trabajo en progreso, formando así la base para 5 una programación exacta. Los trayectos del centro de trabajo proporción información del proceso al taller y comunican datos de tiempo al sistema de control del mismo. Estos son los medios preferidos para comunicar estándares de trabajo a los operarios. La espeditacion y el seguimiento implican el reporte de la ejecución, los sistemas modernos de control de producción utilizan estándares de tiempo provenientes de una variedad de fuentes para generar reportes de ejecución. En la actualidad en muchas plantas industriales los dispositivos que recaban datos de tiempo son computadoras que permiten a supervisores de línea o a otro personal técnico revisar el estado de cualquier trabajo basados en los mas recientes datos utilizados. Estos modernos dispositivos de seguimientos ayudan a asegurar el control de calidad de la producción en mejores medios de supervisión y verificación y con menos trabajo puramente de trámites Control exacto y determinación de los costos de mano obra. Con estándares de tiempo confiable, una empresa fabril no tiene que depender del pago de incentivos para determinar y controlar sus costos de mano de obra. La relación entre las horas efectivas de trabajo y de producción H en un departamento con las horas cronométricas H en dicho departamento proporciona información acerca de la eficiencia en el mismo. En reciproco de la eficiencia multiplicado por la tasa horaria media dará el costo por horas en función de la producción estándar. Por ejemplo en el departamento de acabado de una cierta fabrica que emplea el sistema de pagos por jornada normal se puede haber tenido 812 horas según el reloj del tiempo laborado, y en este periodo podría haber 876 horas de producción. La eficiencia (e) del departamento sería: Si la tasa horaria media por día de trabajo en el departamento fuera de 16.80 dólares entonces el costo de mano de obra directa basado en al producción estándar seria. ! En el ejercicio anterior, los costos de mano están por debajo del estándar, lo que permitiría considerar una revisión para rebajar los precios y aumentar el volumen de producción, o bien, realizar algunos otros ajustes apropiados para la dirección de la empresa y los trabajadores; la siguiente figura indica un reporte de variación de mano de obra directa, y el desempeño arriba y abajo del estándar del departamento. BASE PARA COTIZACION DE NUEVOS PRODUCTOS Los métodos de costos estándares se refieren al procedimiento de determinación de los costos exactos antes de la producción es realmente necesario en muchos casos actualmente calcular los costos y contratar trabajo a un precio predetrmiando. Teniendo estándares de tiempo para operaciones de mano de obra directa, es posible prevaluar aquellos elementos que entran dentro del costo primario o principal del producto. BASE PARA UN CONTROL PRESUPUESTAL. El presupuestal consiste en establecer un plan de adicción: la mayor parte de los presupuestos se basan en la asignación o erogación de sumas de dinero para un centro o un área de trabajo específico. Por consiguiente, para un cierto periodo se puede establecer un presupuesto de ventas, uno de producción, y así sucesivamente. Puesto que el dinero y el tiempo están relacionados bien definidas, cualquier presupuesto es un resultado del uso y el tiempo estándar, independientemente de cómo fueron determinados estos. BASE PARA PRIMAS DE SUPERVISIÓN 6 Cualquier tipo de prima de supervisión ligada a la productividad, dependerá directamente de que se tengan tiempos estándares equitativos. Y puesto que los obreros reciben más y mejor atención supervisora según un plan en que las bonificaciones de los supervisores están relacionadas con el rendimiento, la mayor parte de los planes de supervisión dan consideración a la productividad de un operario como criterio principal para fijar tales primas o bonificaciones. Otros factores que suelen considerarse en la bonificación de supervisor son los costos de mano de obra indirecta, costos de los desperdicios, calidad del producto ye el mejoramientos de los métodos. CUMPLIMIENTO DE LAS NORMAS DE CALIDAD. El establecimiento de tiempos estándares fuerzas u obliga al mantenimiento de los requisitos de calidad. Puesto que los estándares se basan en la cantidad de piezas aceptables producidas por unidad de tiempo, y puesto que no se conceden ningún punto o crédito por trabajo defectuoso resultante, habrá un intenso empeño constante por parte de todos los operarios para producir solo piezas con calidad fijada. Si esta vigente un plan de pagos de incentivos los operarios serán retribuidos solo por las piezas buenas, y para mantener el nivel elevando su remuneración tendrán que mantener baja la proporción de material desperdiciado. Si algunas de las piezas producidas se hallan defectuosas al efectuar la inspección subsecuente, el operario que produjo la pieza se hará responsable de su recuperación, o bien su remuneración se ajustara de modo que sea compensado solo para las piezas satisfactorias que produzcan. ELEVACIÓN DE LOS ESTÁNDARES DE PERSONAL. Donde se emplean estándares existirá una tendencia natural a situar a la persona adecuada en el trabajo apropiado, de modo que se cumpla o supere los estándares establecidos. El asignar a los trabajadores el trabajo para el cual son más aptos es la mejor medida para que estén satisfechos en su actividad. Los trabajadores tienden a ser motivados cuando conocen las metas que se han establecido, y como estos objetivos se ajustan a los de la organización. SIMPLIFICACIÓN DE LOS PROBLEMAS DE LA DIRECCIÓN DE LA EMPRESA. Concomitantemente a los estándares de tiempo se tienen muchas medidas de control que de otro modo seria imposible ponerlas en práctica, como programación, encaminamiento del trabajo, control de materiales, presupuestos, pronósticos, planeación y costos estándares. Disponiendo de controles prácticamente para cada fase de una actividad industrial, incluyendo producción, ingeniería, ventas y costos, los problemas de la administración se minimizan. Mediante la aplicación del principio de excepción, según el cual se concede atención solo a los conceptos que se apartan del curso de eventos planeados, la dirección estará en condiciones de concentrar sus esfuerzos solo en un pequeño segmento de la actividad total de la empresa. Las operaciones en organismos gubernamentales, como sucede en los estados unidos, han hallado los estándares de tiempo extremadamente útiles se destaco específicamente la necesidad de un programa de estándares en todas las dependencias gubernamentales cuando el presidente Truman, mediante la orden ejecutiva 10072, en julio de 1949 en el 81/o. Congreso, por la ley publica 429, aprobada ese mismo año, señalo la necesidad de examen y revisión continuos de las operaciones gubernamentales para asegurar la relación de los problemas planeados en cada departamento. El titulo X de la ley publica 429 enuncia medidas especificas para establecer un sistema de recompensa por eficiencia en cada organismo gubernamental los estándares de tiempo son un medio para evaluar a las personas o grupo de individuos que someten propuestas, y también proporcionan los fundamentos que permiten a quienes realizan las proposiciones, examinar la potencialidad de sus ideas como se menciona en el capitulo 2 , el MIL−STD 1567 A WORK Measurement Guidance Appendix se termino en 1986. Esta norma militar requiere de la aplicación de un programa de trabajo de alta disciplina como herramienta administrativa para mejorar la productividad. 7 MEJORAMIENTO DEL SERVICIO A LOS CONSUMIDORES. Con el uso de los estándares de tiempo se pueden introducir procedimientos de control de producción actualizados, con las ventajas resultantes para el cliente o consumidor de obtener su mercancía o producto cuando lo desea y lo necesita. Asimismo, los estándares de tiempo tienden a hacer a una empresa más consciente del tiempo y de los costos; esto generalmente da por resultado ofrecer precios de ventas más bajos al consumidor. Como se ha explicado, la calidad se mantendrá aplicando un plan de estándares de trabajo lo que asegura por consiguiente que el cliente recibirá el mayor número de piezas hechas según las especificaciones requeridas. CONCLUSIÓN. El seguimiento completo y regular permitirá que se obtengan los beneficios esperados del método propuesto. Varios de los usos de los estándares de tiempo se han resumido brevemente. Existen, desde luego, muchas más aplicaciones en todas las clases de actividad de una empresa probablemente el resultado mas significativo de los estándares de tiempo es el mantenimiento de la eficiencia total de una planta. Si la eficiencia no se puede medir tampoco se podrá controlar, y sin control, disminuirá marcadamente. Una vez que haya descendido la eficiencia, se levantara rápidamente los costos de mano de obra y el resultado será la perdida eventual de la posición competitiva en el mercado. La figura 24−6 ilustra las relaciones entre costos de mano de obra y eficiencia en una empresa importante que fabrica accesorios para automóviles. El establecer y mantener estándares efectivos a una negociación industrial a estandarizar su costo de mano de obra directa y a controlar los costos totales. 8