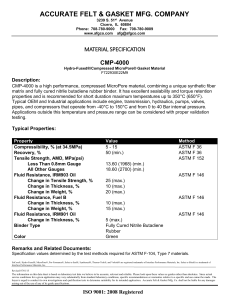
CHAPTER ONE PIPE STRESS ANALYSIS Pipe stress analysis provides the necessary technique for engineers to design piping systems without overstressing and overloading the piping components and connected equipment. The following terms from applied mechanics are briefly discussed (not defined) here to familiarize the engineer with them. FORCES AND MOMENTS ON A PIPING SYSTEM FORCE: The force is a vector quantity with the direction and magnitude of the push (compression), pull (tension), or shear effects. MOMENT: Moment is a vector quantity with the direction and magnitude of twisting and bending effects. Forces and moments acting on the piping system due to different types of loadings, such as thermal expansion and dead weight, will be discussed later in detail. Stress is the force per unit area. This change in length divided by the original length is called strain. Stress-Strain Curve for Ductile and Nonductile Material For a ductile material, such as ASTM A53 Grade B, the stress-strain curve is given in Figure 1.1. Until the proportional limit is reached, variation of stress in the material with respect to strain follows a straight line. Hooke's law defines the slope as Young's modulus of elasticity E. Ultimate tensile stress is the highest stress the material can withstand. Yield strength is the point on Pipe Stress Analysis Strain HO"3 in./in.) FIGURE 1.1 Typical stress-strain curve for ductile material (ASTM A53 Grade B). the curve at which any further strain will cause permanent deformations to stressed elements. Allowable stress is the yield strength divided by factor of safety. A typical stress-strain curve for a nonductile material like cast iron is given in Figure 1.2. The stress-strain diagram for a given piping material shows the limitations on stress to avoid permanent deformation or rupture. FIGURE 1.2 Typical stress-strain curve for nonductile material (cast iron). Forces and Moments on a Piping System 3 Common Piping Materials A list of common piping materials under severe cyclic conditions is given next (reference 1): Pipe for Severe Cyclic Conditions Only the following pipe* shall be used under severe cyclic conditions: (a) Carbon Steel Pipe API 5L, Seamless API 5L, SAW, Factor (E) 0.95 or greater API 5LX 42, Seamless API 5LX 46, Seamless API 5LX 52, Seamless ASTM A53, Seamless ASTM A106 ASTM A333, Seamless ASTM A369 ASTM A381, Factor (£) 0.90 or greater ASTM A524 ASTM A671, Factor (E) 0.90 or greater ASTM A672, Factor (E) 0.90 or greater ASTM A691, Factor (E) 0.90 or greater (b) Low and Intermediate Alloy Steel Pipe ASTM A333, Seamless ASTM A335 ASTM A369 ASTM A426, Factor (E) 0.90 or greater ASTM A671, Factor (E) 0.90 or greater ASTM A672, Factor (£) 0.90 or greater ASTM A691, Factor (£) 0.90 or greater (c) Stainless Steel Alloy Pipe ASTM A268, Seamless ASTM A312, Seamless * From ANSI/ASME B31.3, Section 305.23, 1980 edition. 4 Pipe Stress Analysis ASTM A358, Factor (E) 0.90 or greater ASTM A376 ASTM A430 ASTM A451, Factor (£) 0.90 or greater (d) Copper and Copper Alloy Pipe ASTM B42 ASTM B466 (e) Nickel and Nickel Alloy Pipe ASTM B161 ASTM B165 ASTM B167 ASTM B407 (f) Aluminum Alloy Pipe ASTM B210, Tempers 0 and HI 12 ASTM B214, Tempers 0 and HI 12 For mechanical properties and chemical composition of each one of the above materials, see ASTM standards (reference 2). Special piping materials include inconel, hastelloy, zirconium, and aluminum alloys. Selection of a specific material depends upon the process temperature and its corrosion properties. Sizing of the piping depends upon volume flow with minimum flow friction (reference 8). STATIC AND DYNAMIC LOADS Loadings affecting the piping system can be classified as primary and secondary. Primary loading occurs from sustained loads like dead weight. Primary loads are called non-self limiting loads. An example of a secondary loading (self limiting) is a thermal expansion load. Because different piping codes define the piping qualification criteria in slightly different way, each code will be addressed separately later. Static loadings include: 1. 2. 3. 4. Weight effect (live loads and dead loads). Thermal expansion and contraction effects. Effects of support, anchor, and terminal movements. Internal or external pressure loading. Static and Dynamic Loads 5 Live loads under weight effect include weight of content, snow, and ice loads. Dead loads consist of weight of piping valves, flanges, insulation, and other superimposed permanent loads. Dynamic loadings include: 1. 2. 3. 4. 5. Impact forces. Wind. Seismic loads (earthquake). Vibration. Discharge loads. Piping Material Properties Thermal effects include thermal loads that arise when free thermal expansion or contraction is prevented by supports or anchors, loads due to temperature gradients in thick pipe walls, and loads due to difference in thermal coefficients of materials as in jacketed piping. The coefficient of linear expansion of a solid is defined as the increment of length in a unit length for a change in temperature of one degree. The unit is microinches per inch per °F. The unit for the mean coefficient of thermal expansion between 70°F (installation temperature) and the given temperature is given as inches of expansion per 100 ft of pipe length in Table Al of Appendix (values are from ASME B31.3 Piping Code). To convert from inch/inch/°F to inch/100 ft, the following relation may be used: Expansion coefficient (in./100ft) = (coefficient) x 12 x 100 (design temp. - installation temp.) (1.1) Young's modulus or modulus of elasticity E is unit stress divided by unit strain. For most structural materials the modulus of elasticity for compression is the same as for tension. Value of E decreases with an increase in temperature. Table A2 of Appendix gives E values for piping materials for the normal temperature range. The ratio of unit lateral contraction to unit axial elongation is called Poisson's ratio. Codes allow a value of 0.3 to be used at all temperatures for all metals. SPECIFIC GRAVITY: The specific gravity of a solid or liquid is the ratio of the mass of an equal volume of water at some standard temperature (physicists use 39°F and engineers use 60°F). The specific gravity of gases is usually expressed in terms of hydrogen and air; it is a number without a unit. DENSITY: The density p is the mass per unit volume of the fluid. The unit is lb/in.3 For example, density of carbon steel is 0.283 lb/in.3 See Table 1.1. Pipe Stress Analysis TABLE 1.1 Poisson's Ratio and Density of Piping Materials Material Type Carbon steel with 0.3% carbon or less Austenitic steels (SS) Intermediate alloy steel 5% Cr Mo-9% Cr Mo Brass (66% Cu-34% Zn) Aluminum alloys Density (lb/in.J) Poisson's Ratio 0.283 0.288 0.288 0.283 0.292 0.292 0.316 0.100 0.331 0.334 SPECIFIC WEIGHT: The specific weight o> is the weight per unit volume. The interrelation of density and specific weight is w = gp, where g is acceleration due to gravity. Table 1.1 gives values of Poisson's ratio and density for common piping material. Example 1. Find the linear thermal expansion (in./100ft) between 70 and 392°F for carbon steel. Coefficient for 375°F = 2.48 in./100ft (values from Ap pendix Table Al). Coefficient for 400°F = 2.70 in./100 ft Difference per degree in expansion = (2.7 - 2.48)/25 = 0.0088 By linear interpolation, expansion for 392°F = 2.48 + (392 - 375)(0.0088) = 2.63in./100ft 2. Find the modulus of elasticity for austenitic steel at (a) -200°F, (b) 70°F, and (c) 625°F. E at 200°F = 29.9 x 106 psi (read from Appendix Table A2) E at 70°F = 28.3 x 106 psi E for 625°F should be interpolated between values of 600°F and 700°F Eat600°F = 25.4xl0 6 E for 700°F = 24.8 x 106 E for 625°F is 25.4 - 25((25.4 - 24.8)/100) = 25.4-0.15 = 25.25 x 106psi Note that the E value decreases with increase in temperature. Lower values of Young's modulus means that the flexibility is higher. Use of Piping Specification 7 hot modulus Eh is permitted in calculating forces and moments at the equipment nozzles. However, the higher value (at 70°F or at installation temperature) should be used in stress calculations. PIPING SPECIFICATION Piping specification is written for each service such as steam, air, oxygen, and caustic. The specification contains information about piping material, thickness, recommended valves, flanges, branch connection, and instrument connection. Figure 1.3 shows a specification for caustic service. Example An 8 in. pipe needs a pipe with thickness of 80 schedule (which allows for g in. corrosion allowance and maximum internal pressure of 200 psig up to 150°F) with a bevel-edged A53 Grade B seamless. The globe valve used is crane 3513 (reference 1 in Chapter 9). The flanges are of 150 psi pressure rating with raised face and weld neck slip on type. The material of the flange is A-105 (per standard ANSI B16.5). The requirement for the branch connection (here weldolet or tee) is given on the branch connection table. For an 8 in. header and a 3 in. branch, the weldolet is required for given internal pressure. The pressure and temperature conditions in the pipeline should always be within (inside the hatched line) the pressure-temperature curve given in the specification. Flexibility Piping systems should have sufficient flexibility so that thermal expansion or contraction or movements of supports and terminal points will not cause: 1. Failure of piping or support from overstress or fatigue. 2. Leakage at joints. 3. Detrimental stresses or distortion in piping or in connected equipment (pumps, vessels, or valves, for example) resulting from excessive thrusts or moments in the piping. Flexibility denotes the measurement of the presence of necessary piping length in the proper direction. The purpose of piping flexibility analysis is to produce a piping layout that causes neither excessive stresses nor excessive end reactions. To achieve this, layout should not be stiff. It is also not desirable to make the system unnecessarily flexible because this requires excess materials, thus increasing initial cost. More length with many bends increases pressure drop, which increases operating cost. Valves Size inch Piping 1 2 Sen 160 ASTM A106 GR B Seamless 3 i i* 2 Sch 80 3 with bevel 4 edged A-53 GR B 6 Seamless 8 10 Gate ball plug Globe Branch Connections Check Mechanical joints Fittings V-BOCB 125 psi V-IGHT 150 psi V-9CNY 1000 psi 300 psi screwed Screwed all iron Screwed all iron Ml crane 346 h Gasket union steel Crane 484^ Crane 355J seats 300 psi MI screwed V BOCC 125 psi FF all iron Crane 475J Sch 80 butt weld ASTM A-234 Seamless Temperature connections V-BGHU 125 psi V-BCHZ 125 psi FF all iron FF all iron Crane 3734 Crane 35 li Pressure connections 150 psi raised face Flange ASTM A 105 weld neck slip on except at fittings see note 1 Vent and drains Reduced Reducing screwed tee IT in. and smaller 3000 psi threadolet 2 in. and larger see table below Full size Straight screwed tee as shown in table below Orifice assembly Size |1234 1 1 1/2 2 3 4 6 8 10 FIGURE 1.3 Typical piping specification. FIGURE 1.4 Flexible and stiff piping. Figure 1.4 shows examples of stiff and flexible piping. When a piping is subjected to change in temperature and if the pipe is not restrained from expansion, no stresses are developed and the pipe just expands or contracts. When the pipe is restrained, stresses and forces of considerable magnitude are created. For example, at a refinery near Houston, Texas, when two axial restraints were present in a straight steam line (see Fig. 1.13), the bending of a large support frame and the failure of a pipe at the shoe-pipe weld area occurred. The thermal force that is developed when both ends of a hot piping are restrained is enormous and is also independent of the length of piping. Thermal force = E(strain due to expansion)(metal area) (1.2) Example Calculate the force developed in a 10 in. sch 40 carbon steel pipe A53 Grade B subjected to 200°F from an installation temperature of 70°F. The metal area of a 10 in. sch 40 pipe is 11.9 sq in. (Appendix Table A4). The expansion coefficient at 200°F is 0.99 in./100ft (Appendix Table Al). E = 27.9 x 106 psi (Appendix Table A2) 0 99 F lb /in \ T F = EaA = 27.9 x 106x -----: ------- x 11.9 units:—5 —} in.2 = lb 100x12 1 in. \in./ J = 273,908 lb The layout of a piping system provides inherent flexibility through changes in direction. The stiff piping system shown in Figure 1.4 can be made flexible in different ways. Figure 1.5 shows the inclusion of an expansion 100p if space permits. An expansion joint (Fig. 1.6) may be added (see Eq. 5.4 for FIGURE 1.5 Piping with expansion 100p. Explanation of Terms Related to Pipe Supports 11 FIGURE 1.6 Piping with expansion joint. FIGURE 1.7 Leg provided by turning equipment. pressure thrust calculation) or the equipment may be turned by 90 degrees and thus provides the leg to absorb the expansion, as shown in Figure 1.7. When a piping system lacks built-in changes in direction, the engineer should consider adding flexibility by one or more of the following means: bends, 100ps or offsets, swivel joints, corrugated pipe, expansion joints of the bellows or slip joint type, or other devices permitting angular, rotational, or axial movements. Expansion joints and expansion 100ps will be discussed in detail in Chapter 5. EXPLANATION OF TERMS RELATED TO PIPE SUPPORTS ANCHOR: A rigid restraint providing substantially full fixity for three translations and rotations about the three reference axes. A large number in the order of 1012 lb/in. is assumed for translational stiffness in the digital computer programs to simulate the fixity. The details of a structural anchor may be obtained from each company's pipe support standard. BRACE: A device primarily intended to resist displacement of the piping due to the action of any forces other than those due to thermal expansion or to gravity. Note that with this definition, a damping device is classified as a kind of brace. CONSTANT-EFFORT SUPPORT: A support capable of applying a relatively constant force at any displacement within its useful operating range (e.g., counterweight or compensating spring device). DAMPING DEVICE: A dashpot or other frictional device that increases the damping of a system, offering high resistance against rapid displacements caused by dynamic loads while permitting essentially free movement under very gradually applied displacements (e.g., snubber). HANGER: A support by which piping is suspended from a structure, and so on, and which functions by carrying the piping load in tension. 12 Pipe Stress Analysis LIMIT STOP: A device that restricts translatory movement to a limited amount in one direction along any single axis. Paralleling the various stops there may also be double-acting limit stops, two-axis limit stops, and so on. RESILIENT SUPPORT: A support that includes one or more largely elastic members (e.g., spring). RESTING OR SLIDING SUPPORT: A device providing support from beneath the piping but offering no resistance other than frictional to horizontal motion. RESTRAINT: Any device that prevents, resists, or limits the free movement of the piping. RIGID (SOLID) SUPPORT: A support providing stiffness in at least one direction, which is comparable to that of the pipe. STOP: A device that permits rotation but prevents translatory movement in at least one direction along any desired axis. If translation is prevented in both directions along the same axis, the term double-acting stop is preferably applied. Stop is also known as "Bumper." SUPPORT: A device used specifically to sustain a portion of weight of the piping system plus any superimposed vertical loadings. TWO-AXIS STOP: A device which prevents translatory movement in one direction along each of two axes. Once a complete (weight, thermal plus pressure, and thermal plus pressure plus weight) analysis of the piping system has been conducted, support modifications can be made very easily. When a pipe line moves as a result of thermal expansion, it is necessary that flexible hangers be provided that support the piping system throughout its thermal cycle. Three types of hangers are generally employed: 1. Rigid support or rod hangers that supposedly prevent any movement along the axis of the hanger. Rod hangers are used when the free thermal deflections are small enough so that their restraint of move ment does not produce excessive reactions in the piping system. 2. Variable support or spring hangers provide a supporting force equal to hot load (reference 6) while allowing deflection. 3. Constant support or constant effort hangers that provide an essen tially constant supporting force throughout the thermal cycle. Ideally, constant support hangers do not restrain the free movement of the system and therefore do not increase the piping stresses. THE GUIDED CANTILEVER METHOD One of the simplified methods used in piping design is known as the guided cantilever method, because deflections are assumed to occur in a single- FIGURE 1.8 Guided cantilever approximation. plane system under the guided cantilever approximation, as shown in Figure 1.8. The deflection capacity of a cantilever under this assumption can be given by Eq. 1.3 (reference 3): where A = permissible deflection, inches SA = allowable stress range, psi (given by Eq. 4.1) L = length of leg needed to absorb the expansion, feet Do = outside diameter of pipe, inches. The limitations of the guided cantilever method are: 1. The system has only two terminal points and it is composed of straight legs of a pipe with uniform size and thickness and square corner intersections. 2. All legs are parallel to the coordinate axes. 3. Thermal expansion is absorbed only by legs in a perpendicular direction. 4. The amount of thermal expansion that a given leg can absorb is inversely proportional to its stiffness. Because the legs are of identical cross section, their stiffness will vary according to the inverse value of the cube of their lengths. 5. In accommodating thermal expansion, the legs act as guided can tilevers, that is, they are subjected to bending under end displace ments; however, no end rotation is permitted, as shown in Figure 1.8. As a further refinement of this method, a correction factor that allows for reducing the bending moment, due to the rotation of the leg adjacent to the one considered, can be used (reference 3). 14 Pipe Stress Analysis 20 ft FIGURE 1.9 Anchor with initial movement. Example Calculate leg L required for the two anchor problem and force P given in Figure 1.9. Pipe outside diameter = A\ in.; thickness = 0.237 in. Expansion coefficient = 4 in./I00 ft Stress range = SA = 15,000 psi Cold modulus = 27.9 x 106 psi Deflection A = 15 + 20(4/100) = 2.3 in. Rearranging Eq. 1.3 (guided cantilever method): 1 [4.5+ 4.5-2(0.237)-) Mean radius r = - ------------------------- =2.13 in. Z = section modulus = 7iT2(thickness) = TT(2.13)2(0.237) = 3.38 in.3 2SbZ 2(15,000)(3.38) 20.03(12) =42L81b FOTCeP -IT" COMPARISON OF SIMPLIFIED ANALYSIS METHODS Results obtained from other simplified methods and the digital computer aided piping analysis are compared here. However, each method is not fully explained because the references give a detailed explanation and they also need charts and graphs for their solution. To understand the differences between each of the methods, results for three problems (Table 1.3) for range of diameters 6-24 in. are presented here (reference 4). Comparison of Simplified Analysis Methods 15 Methods 1. 2. 3. 4. Tube turns (reference 5) ITT Grinnell (reference 6) M. W. Kellogg (reference 3) Digital computer solution including bend flexibility factors (refer ence 7) 5. Digital computer solution using square corner approach (not includ ing the bend flexibility) Table 1.2 includes the range of diameters (6-24 in.), wall thickness, and moment of inertia / used in the calculations. Table 1.3 shows the configuration of a U 100p (expansion 100p) an L shape, and a Z shape. The maximum bending stress is also given for each method. Figure 1.10 shows the variation of bending stress with area moment of inertia / for the 100p. Here / was selected instead of diameter because / also includes the effect of wall thickness. As can be seen the Grinnell method gives very highly conservative results. Expansion 100ps are further discussed in Chapter 5. Figure 1.11 shows the variation of bending stress for the L shape. The Kellogg method gives higher stress values. Figure 1.12 demonstrates the variation of bending stress with moment of inertia for the Z shape. The digital computer solution using EZFLEX computer program gives lower numbers, which is understandable because the other methods are meant to be conservative. The Kellog method is discussed in detail in Chapter 5 (Eqs. 5.2 and 5.3). TABLE 1.2 Pipe O.D. (in.) Sch 6.625 40 8.625 10.75 12.75 14.00 16.00 18.00 20.00 24.00 40 20 Std. 20 Std. 20 Std. Std. Pipe Sizes Used in Comparison of Simplified Methods Inside Diameter Wall Thickness Moment of Inertia / (in.4) Modulus of Section Z, (in.3) 6.025 0.280 28.14 8.50 7.981 10.250 12.000 13.376 15.250 17.376 19.250 23.25 0.332 0.250 0.375 0.316 0.375 0.312 0.375 0.375 72.50 113.70 279.30 314.30 562.10 678.00 1114.00 1943.0 16.81 21.16 43.80 44.90 70.30 75.51 111.4 161.9 TABLE 1.3 Comparison of Maximum Bending Stress from Different Methods, psi Pipe Size 6 10 14 18 24 6 10 14 18 24 8 12 16 20 24 sch Methods 40 20 20 20 20 40 20 20 20 20 40 Std. Std. Std. Std. Precise computer solution Square corner computer solution Tube turns Grinnell Kellogg 11,052 13,367 17,767 19,194 20,926 15,264 23,016 29,590 36,084 43,188 10,805 12,569 13,864 6,747 10,914 14,166 18,112 23,892 16,949 26,727 33,759 41,377 50,552 11,129 16,050 19,621 23,537 26,998 12,762 19,250 20,551 17,020 41,350 52,841 7,850 10,240 16,538 22,699 81,170 21,352 22,869 16,168 44,088 48,511 115,976 16,324 26,445 34,444 28,417 17,846 26,488 37,824 52,142 54,750 44,074 52,093 48,515 14,843 16,590 20,709 29,216 50,413 21,550 22,205 22,038 22,272 27,660 33,288 - - 16,803 19,558 - - FIGURE 1.10 Bending stress in symmetrical 100p. 17 FIGURE 1.11. Bending stress in L-shaped piping. Exercises 19 FIGURE 1.12 Bending stress in Z-shaped piping. EXERCISES 1. (a) Find total expansion for intermediate alloy steel (5Cr Mo through 9 Cr Mo) pipe at temperatures of (1) -55°F, (2) 431°F, (3) 1572°F. If the temperature given is out of range for the material, suggest suitable material for that temperature. Consider length of 120 ft. (b) Find for austenitic steel the following at installation temperature: (1) Young's modulus (2) Poisson's ratio (3) Density. (c) Calculate total elongation in 132 ft of pipe made of carbon steel subjected to 645°F. 2. (a) Find E values for low chrome steel at -115°F, 70°F, and 800°F. Explain the effect of temperature on E value. (b) Find cold and hot stresses for ASTM A53 Grade B pipe at 70°F and 625°F. 3. Calculate the thermal force developed in the piping that is fixed at both ends as shown in Figure 1.13. It consists of an 8 in. sch 40, carbon steel pipe with operating temperature 300°F. Use Eq. 1.2. a = coefficient of thermal expansion at 320°F = 1.82 in./100 ft 20 Pipe Stress Analysis FIGURE 1.13 Thermal force. FIGURE 1.14 Unequal legs piping with L-shape. 4. Calculate the stress of the layout in Figure 1.14. It consists of a 10 in. sch 40, carbon steel pipe of A53 Grade B material at 500°F. Sc = 20,000 psi Sh = 17,250 psi 5. A 10 in. sch 40 carbon steel pipe with A53 Grade B material has a temperature of 200°F. The allowable stress Sc = Sh = 20,000 psi. Cal culate leg L needed in Figure 1.15. 6. Two equipment nozzles have thermal movement and layout as shown in Figure 1.16. What will be the length L? The carbon steel pipe has a nominal diameter of 8 in. and a = 1.82in./10()ft. SA= 18,000 psi £ = 27.9 x 106 psi 7. Two vessels are connected by piping as shown in Figure 1.17. What is the length required for the leg? What is the force and moment? FIGURE 1.15 A Z-shaped piping with initial anchor movements. FIGURE 1.16 Determination of leg required. 21 References * 3 i n . FIGURE 1.17 Calculation of force and moment at anchor. FIGURE 1.18 Piping connected to a vessel. For a 6 in. sch 40 carbon steel pipe A53 Grade B, the linear expansion is 3 in. Allowable stress range SA = 28,000 psi. 8. A vessel has an average operating temperature of 500°F. With a line from the vessel nozzle going to an equipment as shown in Figure 1.18, what should be the length L? It is a 12 in. sch 40 pipe with a temperature of 400°F. The pipe is of A53 Grade B material. Sc ~ 20,000 psi and Sh = 16,350 psi. (In practical cases, L is limited by tower height.) REFERENCES 1. 2. 3. 4. 5. 6. 7. 8. ANSI/ASME B31.3-198O Chemical Plant and Petroleum Refinery Piping. ASTM Annual Book of ASTM Standards, Different Parts for Different Materials. M. W. Kellogg, Design of Piping Systems. New York: Estrems, Fernando and S. Kannappan, "Comparison of results from different simplified methods with digital computer calculations." Tube Turns Division of Chemetron Corp. "Piping Engineering, Line Expansion and Flexibility." ITT Grinnell Industrial Piping. "Piping Design and Engineering." EZFLEX Piping Flexibility Analysis Program. Crane Company. "Flow of Fluids."