LA TEORÍA DE LA - Gotas de Conocimiento
Anuncio

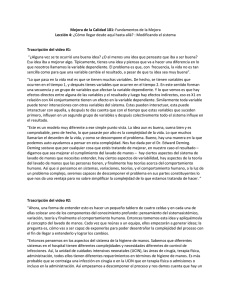
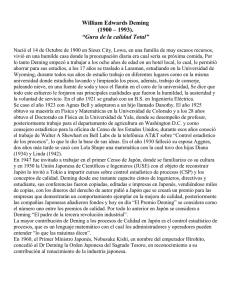
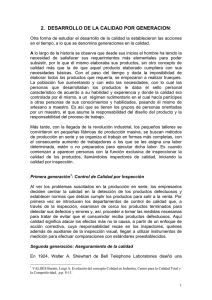
LA TEORÍA DE LA ...VARIACIÓN ENSAYO POR: ROGELIO CARRILLO PENSO CON LA CONTRIBUCIÓN DE MIS ALUMNOS DE LA MATERIA “SISTEMAS DE CALIDAD” UNIVERSIDAD SIMÓN BOLÍVAR Ingeniería de Producción LILIANA CASTILLO, DANIEL MATERASSI, ANA TOVAR LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB EL SÍNTOMA DEL VIRUS DE LA VARIACIÓN en la fábrica es el tamaño de los recipientes donde guardamos el desperdicio. En las empresas de servicio, el síntoma del virus es tiempo perdido. En las oficinas medimos el desperdicio por el tiempo invertido corrigiendo errores, o manipulando sistemas que debieran dejarse tranquilos. Hace años, los médicos tenían una teoría de cómo se contraía la Malaria. La llamaron así por "Mal-aria", para destacar que el mal venía del aire, de "vapores poco saludables" que flotaban en la atmósfera. Su teoría médica los hacia buscar en los sitios equivocados por respuestas equivocadas a sus problemas más presionantes. Para descubrir los "virus", hay que saber dónde buscar. Myron Tribus, The Germ Theory of Management. LA VARIACIÓN Y EL SISTEMA DE CONOCIMIENTO PROFUNDO. La sociedad en las últimas décadas, ha mostrado un interés generalizado en la calidad, y han sido numerosos los medios que se han desarrollado para tratar de alcanzarla (automatización, maquinaria nueva, computadoras, trabajo duro, gerencia por objetivos, gerencia por números, entre otros), sin embargo, cada uno de estos métodos parece eludir la responsabilidad de la gerencia, requiriendo solo habilidades, sin exigir conocimiento sobre la gerencia. La ineficiencia mostrada por estas técnicas impulsó al Dr. W. Edwards Deming a vincularlas a un elemento llamado el Conocimiento Profundo. El sistema del conocimiento profundo consta de cuatro partes: apreciación de un sistema, algún conocimiento de la teoría de la variación, teoría del conocimiento y sicología. Así, la teoría del conocimiento ofrece una plataforma de estudio que permite definir los sistemas y entender su funcionamiento, exigiendo el conocimiento de su forma de interacción con el ambiente, de sus procesos y del elemento humano que lo conforma. Uno de los puntos más importantes, y quizás el menos estudiado y aplicado, es el relacionado con La Teoría de la Variación. Deming lo resumió diciendo: “La variación es vida; o la vida es variación”. (Deming). Con esto nos dice que los sistemas industriales reales muestran variación en sus productos finales, servicios, materias primas, entre su personal y maquinarias. No hay dos clientes idénticos, los efectos de la cultura corporativa sobre el desempeño son diferentes para todos los empleados, los tiempos de llegada y de entrega de pedidos o documentación nunca son los mismos; los entornos económico, político y social cambian constantemente, todos aprendemos de forma diferente, etc. No es de sorprender entonces, que cualquier variable o indicador de desempeño que midamos o apreciemos en la empresa con el fin de tomar decisiones, va a estar también variando en el tiempo. Si nuestro propósito es optimizar el desempeño de la empresa, entonces es indispensable tener un método para interpretar el significado de la variación, para ello debemos tratar de responder la siguiente pregunta: “¿Qué es lo que nos está tratando de decir la variación acerca de un proceso y de la gente que trabaja en él?”.(Deming) ORÍGENES DE LA VARIACIÓN. La variación en un proceso (o producto / servicio) es natural; es de esperar. Pero es un elemento que debe controlarse. La variación puede ser originada por dos tipos de causas: especiales y Gotas de Conocimiento © 01/02/2007 3 LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB comunes. Una causa especial, es una causa asignable o específicamente producida por un acontecimiento esporádico. Por ejemplo, si un operario nuevo descalibra una máquina de cortar varillas, estaremos en presencia de una causa especial de variación en el sistema productivo correspondiente. Mientras que las causas comunes están representadas por problemas en los elementos generales que determinan el sistema (insumos, procedimientos, capacitación, materia prima, definiciones operacionales, etc.). Las variaciones producidas por causas comunes se encuentran en todas las partes de un proceso, debido a que tales causas son una característica intrínseca del sistema. (por ejemplo, materiales recibidos no adecuados a los requisitos, condiciones de trabajo incomodas, instrucciones deficientes y mala supervisión, entre otras.) LAS CAUSAS DE LA VARIACIÓN: RESPONSABLES. Es posible que, ante la variación, la alta gerencia reaccione culpando a los trabajadores, si no comprende o puede distinguir las causas de la variación. Los trabajadores generalmente son impotentes para actuar en presencia de las causas comunes de la variación; se trata de problemas del sistema, y el sistema es creado y dirigido por la alta gerencia. Es poco lo que un trabajador puede hacer si las máquinas o los equipos de prueba no funcionan; los operarios no pueden cambiar las especificaciones ni las normas sobre adquisición de materiales que llegan, y el diseño de productos no es responsabilidad suya. Todas estas cosas son parte del sistema, y éste sólo puede ser transformado por la alta gerencia, los gerentes son los principales responsables de identificar causas comunes porque para ello se requiere mayor profundidad de comprensión de la empresa como un todo. El trabajador solo puede ser responsable de las causas especiales que le son asignables, los trabajadores son los principales responsables de identificarlas porque ellos conocen el proceso mejor que nadie y son los que llevan los Gráficos de Control. Empero, algunas causas especiales únicamente pueden ser suprimidas por la dirección. Por ejemplo, los operarios a veces necesitan apoyo de ingeniería para eliminar los problemas relacionados con el mal funcionamiento de las máquinas en uso. Según los estudios realizados por el Dr. Deming, la mayoría de las dificultades y la mayoría de las posibilidades de mejora vienen a tener unas proporciones como estas: 94% pertenecen al sistema y el 6% son especiales. LAS CAUSAS DE LA VARIACIÓN: DIFERENCIACIÓN. La confusión entre las causas comunes de variación y las causas especiales de variación genera frustración en todos los niveles, así como variación adicional, costos mayores y productividad reducida. La dirección debe ser capaz de diferenciar las causas comunes de las especiales, de lo contrario incurrirá en costos innecesarios y afectará el funcionamiento del sistema negativamente. Existen dos causas para las perdidas producidas por la confusión entre las causas especiales y las causas comunes de la variación: (1) Adscribir una variación o un error a una causa especial cuando la realidad es que la causa pertenece al sistema. Gotas de Conocimiento © 01/02/2007 4 LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB (2) Adscribir una variación o un error al sistema (causas comunes) cuando la realidad es que la causa es especial. En el primer caso, la dirección tiende a promover reajustes una y otra vez para tratar de corregir la supuesta causa especial. En el segundo caso, la dirección tiende a no hacer nada para tratar de encontrar la causa especial ( por considerarla común). Todas estas acciones y actitudes alteran profundamente el funcionamiento del sistema y lo conducen hacia el caos. Esta situación puede ilustrarse con el siguiente ejemplo. El vicepresidente de una gran empresa le dijo al Dr. Deming que tenía un programa estricto para la inspección del producto final. Deming le pregunto cómo utilizaba los datos, a lo que respondió: “Los datos están en el computador. El computador suministra el registro y la descripción de todos los defectos que se detectan. Nuestros ingenieros no se detienen hasta que encuentran la causa de todos los defectos.” ¿Por qué entonces el nivel de los tubos defectuosos había sido relativamente estable, alrededor del 4,5 al 5,5 por 100, durante dos años?. Los ingenieros estaban confundiendo las causas comunes con las causas especiales. Cada fallo era para ellos debido a una causa especial que había que seguir, descubrir y eliminar. Estaban tratando de descubrir las causas de los altibajos de un sistema estable, haciendo que las cosas empeoraran, desbaratando sus propósitos. Para el cliente, los esfuerzos del fabricante eran asombrosos. Al cliente le parecía que era concienzudo y que estaba tratando de hacer todo lo posible para reducir los tubos defectuosos en el futuro. Realmente era así. Pero desgraciadamente todos sus esfuerzos estaban mal fundamentados y obviamente no eran eficaces. Si alguien trata de ajustar un proceso estable para tratar de compensar un resultado indeseable, o un resultado excelente, la producción que viene a continuación será peor que si se hubiese dejado estar el proceso. Frecuentemente se actúa cuando sale un artículo defectuoso o cuando se queja un cliente. El resultado de estos intentos de mejorar la producción futura será que se duplicará la varianza de la producción, o incluso se romperá la estabilidad del sistema. Lo que hay que hacer para mejorar es realizar un cambio fundamental sobre el sistema, no amañarlo. NECESIDAD DE REGLAS: LOS GRÁFICOS DE CONTROL. GRÁFICO DE CONTROL Control no significa que el producto o servicio reunirá sus necesidades, solamente significa que el proceso es consistente (puede que sea consistentemente malo) * 150 CAPACIDAD DEL PROCESO Determina si un proceso, dada su variación natural, es capaz de satisfacer las especificaciones establecidas por el cliente. LCS 120 90 Promedio 60 30 LCI E F M A M J J A S O N D E F M A M J J A S O N D E F M A M J J A S O N D 1988 1989 * Causas especiales de variación Causas comunes de variación Tendencias globales y por zonas, Patrones 1990 ANALICE Como varía el promedio de lote a lote de medición Amplitud de la curva Si ha seleccionado el gráfico adecuado. Gotas de Conocimiento © Requerimientos del Cliente Especificaciones Ubicación promedio del proceso (Cpk) 01/02/2007 5 LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB Alrededor de 1925, Walter Shewhart se dio cuenta del hecho de que la buena gestión consiste en minimizar los errores de confusión entre causas comunes y especiales. Él se percató de la necesidad de crear reglas que pudieran ponerse en práctica, y por medio de las cuales se lograra minimizar las pérdidas económicas originadas por tales equivocaciones. Shewhart ideó los Gráficos de Control, como una forma de obtener señales estadísticas, que indiquen la presencia de causas especiales o que nos señalen que la variación es producto de causas comunes. Un gráfico de control es un diagrama con una línea base, que suele corresponder al factor tiempo, sobre la cual se representan mediciones por medio de puntos conectados por líneas rectas. El gráfico de control tiene una línea central y un límite superior de control y uno inferior. La línea central refleja el promedio del proceso. Los límites de control proveen señales estadísticas para que la administración actúe, indicando la separación entre la variación común y la variación especial. CONTROL ESTADÍSTICO DE PROCESOS (C. E. P.) El CEP es la aplicación de Uno o más puntos caen fuera de los los métodos límites de control. estadísticos a la Dos puntos, de tres puntos consecutivos La fluctuación de los puntos dentro de medición y están en el mismo lado del promedio en los límites es resultado de una la Zona A o una zona posterior análisis de la variación inherente al proceso (Mantenimiento, diseño, equipo) variación en Cuatro puntos, de cinco puntos Los puntos fuera de los límites es consecutivos, se encuentran en el cualquier señal de causas especiales (error mismo lado del promedio en la Zona B proceso. Si se humano, eventos no planificados) o una zona posterior analiza un Nueve puntos consecutivos están a un gráfico de lado del promedio LCS Zona A control y un Hay seis puntos consecutivos, Zona B aumentando o disminuyendo valor de la Zona C muestra cae Promedio Hay catorce puntos consecutivos que Zona C alternan arriba o abajo. dentro de los Zona B límites superior Hay quince puntos consecutivos dentro Zona A LCI de la Zona C (Por encima y por (LCS) e inferior debajo del promedio) (LCI) de control, sin que exista alguna tendencia u otro trazado sistemático, es probable que la variación sea común. Sin embargo, si un valor de la muestra cae fuera de los límites de control, o si hay tendencias y otros trazados sistemáticos, la variación probablemente será especial. Una vez eliminadas todas las causas especiales, se tendrá un proceso estable y bajo control estadístico. Determine si la línea de promedio está donde quiere su cliente. Si no, es signo de un cambio en el proceso, o que los requisitos del cliente han cambiado. SU PROCESO ESTA FUERA DE CONTROL SI: Un proceso se considera estable o bajo control estadístico, si presenta solamente variación debida a causas comunes. Esto no quiere decir que no haya nada que hacer en un estado de control estadístico; quiere decir que no hay que hacer nada con los altibajos remanentes, ya que de hacerlo se crearían variaciones y problemas adicionales. “Eliminar una causa especial de variación, moverse hacia el control estadístico, con todo lo importante que puede ser, no es mejoramiento del proceso.”(Deming) Es decir, el siguiente paso consiste en mejorar el proceso, en un esfuerzo sin fin. Gotas de Conocimiento © 01/02/2007 6 LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB Se puede estimular eficazmente la mejora, una vez que se ha logrado el control estadístico y se mantiene éste. La dirección debe determinar las causas de la variación común y asignarles prioridades de actuación (para lo cual puede usar un instrumento estadístico altamente útil como un gráfico de Pareto). La dirección puede mejorar el sistema mediante dos formas diferentes. (2) Reducir la cantidad de variación. Consiguiendo así un producto más constantemente uniforme. 66 33 Irregularidad en las Entregas (1) Modificar la media del proceso. Por ejemplo, la dirección podría tratar de disminuir la proporción de unidades defectuosas o aumentar la producción promedio 100 94.75% 87.5% 75% 50% 75 CAUSAS DE INSATISFACCIÓN EN CLIENTES DE CARACAS Mala atención telefónica Errores de Facturación Diferencias de Color Precio y Condiciones La estabilidad de un sistema casi nunca es un estado natural, 22 50 se trata de un logro, es el resultado de eliminar las causas especiales una por una, al aparecer una señal estadística, dejando sólo la variación aleatoria propia de un proceso 25 estable. Las ventajas de obtener un proceso estable son: la 11 dirección puede conocer la capacidad del proceso y puede 5 prever su desempeño, sus costos y sus niveles de calidad (al menos, a corto plazo), la administración puede medir los 0 0 efectos de cambios en el proceso con mayor rapidez y seguridad, y si la administración desea modificar los límites de las especificaciones, tendrá datos para respaldar su argumento. Alcanzar el control estadístico es señal de estabilidad, pero ésta no significa que se ha alcanzado el nivel de calidad deseado UNA SENDA TÍPICA DE FRUSTRACIÓN. Alcanzar el nivel de calidad buscado es un proceso que abarca dos etapas características (la eliminación de causas especiales y la eliminación de causas comunes), el no cumplimiento de alguna de estas etapas impide alcanzar la meta de calidad. Típicamente, en la ejecución de estas fases se presenta un problema particular que se presenta con gran frecuencia: se lanza un programa de mejoras con entusiasmo, exhortaciones, reuniones, carteles, promesas. La calidad se convierte en una religión. La calidad que se mide por los resultados de la inspección, en la auditoria final muestra al principio una mejoría dramática, mejora cada mes. Todo el mundo espera que la senda del progreso siga la línea de trazos (disminución continua de los artículos encontrados defectuosos en la inspección final). En vez de esto, el éxito se interrumpe. En el mejor de los casos la curva se nivela. Incluso puede que empiece a ascender. Se apodera el desánimo. La dirección se preocupa. ¿Qué ha ocurrido?. La rápida y estimulante mejoría que se vio al principio procedía de eliminar las causas especiales, detectadas por el sentido común. Todo esto era bastante sencillo. Pero al irse agotando las fuentes de mejora, la curva se nivelo y se hizo en un nivel inaceptable. Para lograr que la curva continúe con su tendencia inicial (disminución de defectos) es necesario materializar las mejoras a través de un programa de actuación, guiado por la dirección, considerando los 14 puntos, las 7 enfermedades mortales y los obstáculos. Gotas de Conocimiento © 01/02/2007 7 LA TEORÍA DE LA VARIACIÓN ENSAYO por: ROGELIO CARRILLO PENSO Y ESTUDIANTES USB LOS LÍMITES DE CONTROL Y LOS LÍMITES DE ESPECIFICACIÓN. CAPACIDAD DEL PROCESO Relación entre lo que el Cliente quiere, y lo que Ud. le puede dar Determina si un proceso, dada su variación natural, es capaz de satisfacer las especificaciones establecidas por el cliente. Analice Requerimientos del Cliente Especificaciones Ubicación promedio del proceso (Cpk) El control estadístico garantiza que se están cumpliendo las especificaciones, pero el objetivo no debe ser sólo lograr el control estadístico, sino estrechar la variación también. Una variabilidad baja pone en marcha una gama de ventajas asombrosas: (1) La baja variabilidad sobre una característica componente puede ser la única manera de compensar la alta variabilidad en otras componentes para cumplir con los requisitos de desempeño sobre un ensamble o sistema; esto puede también requerir un control estricto de los valores promedio de cada componente. (2) La baja variabilidad puede dar como resultado un mejor desempeño del producto que el cliente puede apreciar. (3) Para algunas características como peso, la variabilidad más baja puede proporcionar la oportunidad de cambiar el promedio del proceso. Así, reducir la variación estándar del contenido en una empacadora de alimentos permite una reducción en el promedio de llenado; esto significa una reducción en el costo. (4) Una variabilidad baja da como resultado una menor necesidad de inspección. En el caso extremo, si no hubiera variabilidad, la inspección de sólo una unidad de producto diría toda la historia. (5) Una variabilidad baja puede dictar un precio excelente sobre un producto. (6) Una variabilidad baja puede ser un factor competitivo para determinar la participación en el mercado. Cumplir cada vez más con los límites de especificación ya no es suficiente. Los clientes industriales, en particular, se dan cuenta de que una alta variabilidad en el material y los componentes comprados muchas veces requiere que se haga frecuentes (y costosos) ajustes a sus propios procesos con el fin de compensar esta variabilidad. El resultado es que estos clientes comparan proveedores respecto a la variabilidad de características importantes de los productos. Por otro lado, no basta con cumplir especificaciones, es necesario que el sistema se encuentre bajo control estadístico. No hay forma de saber si se continuarán cumpliendo las especificaciones, si el sistema no es estable. Sólo un proceso estable nos permite predecir que se producirá a continuación. Los límites máximo y mínimo de la especificación de un producto son, por ellos mismos, una orientación para el operario. Así, el que el límite de la especificación para un diámetro externo se encuentre entre 1,001 y 1,002cm, le dice al operario que un diámetro de 1,0012 cumple la especificación, pero no le dice nada si trata de hacer menos unidades defectuosas y de incrementar su producción, pudiendo conseguir estas dos cosas con el auxilio de métodos estadísticos, los cuales le dan una visión general de su desempeño y le permiten identificar causas asignables que podrían estar relacionadas con su trabajo, o causas comunes que puede notificar a la dirección. Finalmente, el primer paso para mejorar la calidad a través de La Teoría de la Variación de Deming, es tener conciencia de la existencia de ésta en todos los procesos y de su influencia sobre el sistema, para luego tomar acciones que permitan reducirla; recordando siempre la sabia advertencia de Deming: “El sendero del mejoramiento de la calidad es arduo y lento pero, con el tiempo, los beneficios para todos crecen en forma exponencial. Se requiere constancia en los propósitos y en el aprendizaje. Los avances se miden en años.” Gotas de Conocimiento © 01/02/2007 8