- Ninguna Categoria
Administrar para Producir: Gestión de la Producción
Anuncio
ADMINISTRAR PARA PRODUCIR DIRECTORIO LIC. MIGUEL ÁNGEL CORREA JASSO Director General LIC. JAIME A. VALVERDE ARCINIEGA Secretario General DR. JOSÉ ENRIQUE VILLA RIVERA Secretario Académico ING. MANUEL GARZA CABALLERO Secretario Técnico LIC. RICARDO M. HERNÁNDEZ RAMÍREZ Secretario de Apoyo Académico DR. BONIFACIO EFRÉN PARADA ARIAS Secretario de Extensión y Difusión ING. RUBÉN VILCHIS MELGAREJO Secretario de Administración LIC. FRANCISCO GUTIÉRREZ VELÁZQUEZ Secretario Ejecutivo de la Comisión de Operación y Fomento de Actividades Académicas ING. MANUEL QUINTERO QUINTERO Secretario Ejecutivo del Patronato de Obras e Instalaciones JOSÉ ANTONIO GONZÁLEZ HERNÁNDEZ ADMINISTRAR PARA PRODUCIR INSTITUTO POLITÉCNICO NACIONAL —MÉXICO— 6 Administrar para producir Administrar para producir PRIMERA EDICIÓN: 2003 D.R. 2002 © INSTITUTO POLITÉCNICO NACIONAL Dirección de Publicaciones Tresguerras 27, 06040, México, DF ISBN: 970-36-0074-3 Impreso en México/Printed in Mexico 7 Con cariño y gratitud, a la memoria de mis padres: Dr. Federico González Sra. Adela Hernández León ÍNDICE ........................................... 17 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Primera parte. Las funciones administrativas . . . . . . . . . . . 35 Capítulo 1. ¿Qué es la administración? . . . . . . . . . . . . . . . . . Las funciones de la empresa . . . . . . . . . . . . . . . . . . . . . . Concepto de función . . . . . . . . . . . . . . . . . . . . . . . . . . . . . La técnica, función primordial . . . . . . . . . . . . . . . . . . . . La función de producción . . . . . . . . . . . . . . . . . . . . . . . . Las funciones de apoyo . . . . . . . . . . . . . . . . . . . . . . . . . . Funciones financieras . . . . . . . . . . . . . . . . . . . . . . . . . Funciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . Funciones de contabilidad . . . . . . . . . . . . . . . . . . . . . Definición de la administración . . . . . . . . . . . . . . . . . . . Características de la administración . . . . . . . . . . . . . . . Funciones administrativas . . . . . . . . . . . . . . . . . . . . . . . . Importancia de la administración . . . . . . . . . . . . . . . . . . Principios de la administración . . . . . . . . . . . . . . . . . . . De la división del trabajo . . . . . . . . . . . . . . . . . . . . . . . Del equilibrio entre autoridad y responsabilidad . . De la disciplina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . De la unidad de mando . . . . . . . . . . . . . . . . . . . . . . . . De la unidad de dirección . . . . . . . . . . . . . . . . . . . . . . De la subordinación del interés particular al interés general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . De la remuneración del personal . . . . . . . . . . . . . . . . De la centralización . . . . . . . . . . . . . . . . . . . . . . . . . . . De la jerarquía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37 37 38 39 40 42 42 44 44 45 46 50 51 55 56 57 59 60 62 Prólogo 9 62 63 64 66 10 Administrar para producir Del orden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . De la equidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . De la estabilidad del personal . . . . . . . . . . . . . . . . . . De la iniciativa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . De la unión del personal . . . . . . . . . . . . . . . . . . . . . . . 66 68 68 70 71 Capítulo 2. La previsión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Características de los objetivos . . . . . . . . . . . . . . . . . . . . Naturaleza de los objetivos . . . . . . . . . . . . . . . . . . . . . . . Situación del mercado . . . . . . . . . . . . . . . . . . . . . . . . . Innovación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Productividad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Recursos físicos y financieros . . . . . . . . . . . . . . . . . . . Lucro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desempeño y desarrollo general . . . . . . . . . . . . . . . . Desempeño y actitud obrera . . . . . . . . . . . . . . . . . . . . Responsabilidad pública . . . . . . . . . . . . . . . . . . . . . . . Planeación estratégica y planeación táctica . . . . . . . . . Análisis del medio ambiente . . . . . . . . . . . . . . . . . . . . . . Investigación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Información . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Diagnóstico y pronóstico . . . . . . . . . . . . . . . . . . . . . . . Perfil de la organización . . . . . . . . . . . . . . . . . . . . . . . Fijación de objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73 73 75 75 77 79 79 80 81 82 84 85 86 87 88 92 94 96 Capítulo 3. La planeación . . . . . . . . . . . . . . . . . . . . . . . . . . . . Concepto de plan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Método del camino crítico . . . . . . . . . . . . . . . . . . . . . . . . Lista de actividades . . . . . . . . . . . . . . . . . . . . . . . . . . . Cálculo de tiempos . . . . . . . . . . . . . . . . . . . . . . . . . . . . Red de actividades . . . . . . . . . . . . . . . . . . . . . . . . . . . . Determinación de la ruta crítica . . . . . . . . . . . . . . . . . Cálculo de la red . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Programa de actividades . . . . . . . . . . . . . . . . . . . . . . . Programas y presupuestos . . . . . . . . . . . . . . . . . . . . . . . . Procedimientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Políticas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reglamentos de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . 97 99 100 100 101 102 112 112 119 121 124 126 130 Índice 11 Capítulo 4. La organización . . . . . . . . . . . . . . . . . . . . . . . . . . . División del trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lo que un organigrama nos indica . . . . . . . . . . . . . . . . . Criterios para establecer la estructura orgánica . . . . . . Agrupamiento por función . . . . . . . . . . . . . . . . . . . . . Agrupamiento por producto . . . . . . . . . . . . . . . . . . . . Agrupamiento geográfico . . . . . . . . . . . . . . . . . . . . . . Agrupamiento por proceso . . . . . . . . . . . . . . . . . . . . . Agrupamiento por cliente . . . . . . . . . . . . . . . . . . . . . . Agrupamiento por tiempo . . . . . . . . . . . . . . . . . . . . . . Agrupamiento matricial . . . . . . . . . . . . . . . . . . . . . . . . Elaboración de organigramas . . . . . . . . . . . . . . . . . . . . . Manual de organización . . . . . . . . . . . . . . . . . . . . . . . . . Definición de políticas . . . . . . . . . . . . . . . . . . . . . . . . . Descripción de la organización . . . . . . . . . . . . . . . . . Descripción de puestos . . . . . . . . . . . . . . . . . . . . . . . . Actualización de la estructura . . . . . . . . . . . . . . . . . . . . . 131 132 135 139 139 140 141 141 142 142 142 143 146 146 148 148 150 Capítulo 5. La integración . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reclutamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Requisición de personal . . . . . . . . . . . . . . . . . . . . . . . . Políticas de reclutamiento . . . . . . . . . . . . . . . . . . . . . . Fuentes de reclutamiento . . . . . . . . . . . . . . . . . . . . . . . Selección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Medios de selección . . . . . . . . . . . . . . . . . . . . . . . . . . . Entrevistas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Perfil de un empleado productivo . . . . . . . . . . . . . . . Contratación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Inducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Manual de inducción . . . . . . . . . . . . . . . . . . . . . . . . . . Capacitación y adiestramiento . . . . . . . . . . . . . . . . . . . . Desarrollo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Medios de desarrollo . . . . . . . . . . . . . . . . . . . . . . . . . . Separación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151 153 153 154 155 156 156 157 160 161 162 164 165 169 172 173 Capítulo 6. La dirección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Autoridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Emisión de órdenes . . . . . . . . . . . . . . . . . . . . . . . . . . . 175 178 179 12 Administrar para producir Delegación de autoridad . . . . . . . . . . . . . . . . . . . . . . . Comunicación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Elementos de la comunicación . . . . . . . . . . . . . . . . . . Importancia de la comunicación . . . . . . . . . . . . . . . . Comunicación informal . . . . . . . . . . . . . . . . . . . . . . . . Motivación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Teoría X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Características de las necesidades . . . . . . . . . . . . . . . Necesidades de mantenimiento y de motivación . . . Otro punto de vista . . . . . . . . . . . . . . . . . . . . . . . . . . . . Teoría Y . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Liderazgo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Factores condicionantes . . . . . . . . . . . . . . . . . . . . . . . . El jefe 9, 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Responsabilidades de un supervisor . . . . . . . . . . . . . . . Capacidad de negociar . . . . . . . . . . . . . . . . . . . . . . . . Consejos para dirigir mejor . . . . . . . . . . . . . . . . . . . . . . . 180 182 182 184 185 186 187 188 190 192 193 194 194 196 197 199 200 Capítulo 7. El control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fases del control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Necesidad de información . . . . . . . . . . . . . . . . . . . . . . Razones o ratios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reportes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Ley de Pareto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Ejemplos de aplicación de la Ley de Pareto . . . . . . . Relación entre control y previsión . . . . . . . . . . . . . . . . . . Coordinación-participación . . . . . . . . . . . . . . . . . . . . . . De centros múltiples . . . . . . . . . . . . . . . . . . . . . . . . . . . De múltiples horizontes de tiempo . . . . . . . . . . . . . . . De estilos diferentes . . . . . . . . . . . . . . . . . . . . . . . . . . . De variables múltiples . . . . . . . . . . . . . . . . . . . . . . . . . Organizacional y gerencialmente relevante . . . . . . . 203 204 205 207 209 210 212 214 217 218 219 219 220 220 Segunda parte. Las funciones de apoyo . . . . . . . . . . . . . . . . 223 Capítulo 8. La función comercial . . . . . . . . . . . . . . . . . . . . . . Mercadotecnia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Organización comercial . . . . . . . . . . . . . . . . . . . . . . . . . . 225 228 230 Índice 13 Investigación de mercados . . . . . . . . . . . . . . . . . . . . . . . . Función de la investigación de mercados . . . . . . . . . Metodología . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tipos de estudios de mercado . . . . . . . . . . . . . . . . . . . Pronóstico de ventas . . . . . . . . . . . . . . . . . . . . . . . . . . . Planeación del producto . . . . . . . . . . . . . . . . . . . . . . . . . . Definición del objetivo general . . . . . . . . . . . . . . . . . . Ciclo de vida del producto . . . . . . . . . . . . . . . . . . . . . Creación de nuevos productos y servicios . . . . . . . . Especificaciones del producto . . . . . . . . . . . . . . . . . . Publicidad y promoción de ventas . . . . . . . . . . . . . . . . . Elementos de la promoción . . . . . . . . . . . . . . . . . . . . . Control del servicio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 232 233 235 239 241 248 250 251 254 257 258 260 261 Capítulo 9. Funciones financieras, de contabilidad y de registro de información . . . . . . . . . . . . . . . . Diferencia entre finanzas y contabilidad . . . . . . . . . . . . Causas de fracaso de las organizaciones . . . . . . . . . . . . Importancia de la contabilidad . . . . . . . . . . . . . . . . . . . . Organización de finanzas . . . . . . . . . . . . . . . . . . . . . . . . Responsabilidades de contraloría . . . . . . . . . . . . . . . . . . Planeación y control . . . . . . . . . . . . . . . . . . . . . . . . . . . Información e interpretación . . . . . . . . . . . . . . . . . . . . Crítica y consultoría . . . . . . . . . . . . . . . . . . . . . . . . . . . Administración de impuestos . . . . . . . . . . . . . . . . . . . Protección de activos . . . . . . . . . . . . . . . . . . . . . . . . . . Estudios económicos . . . . . . . . . . . . . . . . . . . . . . . . . . Responsabilidades de tesorería . . . . . . . . . . . . . . . . . . . . Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Análisis del punto de equilibrio . . . . . . . . . . . . . . . . . . . Clasificación de los costos . . . . . . . . . . . . . . . . . . . . . . Utilidad del punto de equilibrio . . . . . . . . . . . . . . . . . Solución analítica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Caso práctico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265 267 268 269 270 271 272 272 277 277 278 278 279 280 281 282 285 286 290 Capítulo 10. La función de seguridad . . . . . . . . . . . . . . . . . . Higiene y seguridad industrial . . . . . . . . . . . . . . . . . . . . Higiene industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297 298 300 14 Administrar para producir Accidentes de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . Causas de los accidentes . . . . . . . . . . . . . . . . . . . . . . . Costos de los accidentes de trabajo . . . . . . . . . . . . . . Responsabilidad por la higiene y seguridad industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Control del programa de seguridad . . . . . . . . . . . . . . Programa de seguridad e higiene industrial . . . . . . . . . Evaluación de la situación actual . . . . . . . . . . . . . . . Determinar acciones correctivas . . . . . . . . . . . . . . . . . Guías para el diseño de maquinaria segura . . . . . . . Protección de las instalaciones contra incendio . . . Educación y entrenamiento en seguridad . . . . . . . . . Investigación de los accidentes . . . . . . . . . . . . . . . . . . Estadísticas de accidentes . . . . . . . . . . . . . . . . . . . . . . 301 302 303 306 309 310 310 313 313 315 317 320 322 Tercera parte. La función técnica . . . . . . . . . . . . . . . . . . . . . . 323 Capítulo 11. Naturaleza de la función técnica . . . . . . . . . . . Definición de ingeniería . . . . . . . . . . . . . . . . . . . . . . . . . . Funciones de la ingeniería . . . . . . . . . . . . . . . . . . . . . . . . 325 326 328 Capítulo 12. Cristalizando la idea o ingeniería del producto . . . . . . . . . . . . . . . . . . . . . . . . . . . . Diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tolerancias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Normas y estándares . . . . . . . . . . . . . . . . . . . . . . . . . . Elaboración de planos . . . . . . . . . . . . . . . . . . . . . . . . . Dimensión de los planos . . . . . . . . . . . . . . . . . . . . . . . Contenido del dibujo de ingeniería . . . . . . . . . . . . . . Revisiones o cambios de ingeniería . . . . . . . . . . . . . . Desviaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Otra información del plano de ingeniería . . . . . . . . . Codificación o asignación de números de parte . . . . . . Elaboración de listas de materiales . . . . . . . . . . . . . . . . . Centro de información tecnológica . . . . . . . . . . . . . . . . . Evaluación de los productos de la competencia . . . . . . Otras funciones de ingeniería . . . . . . . . . . . . . . . . . . . . . 329 331 333 335 341 342 343 343 348 349 349 354 355 356 356 15 Capítulo 13. Del prototipo a la producción en masa ingeniería de manufactura . . . . . . . . . . . . . . . . Ingeniería de procesos . . . . . . . . . . . . . . . . . . . . . . . . . . . Revisión del diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . Factores que afectan la productividad . . . . . . . . . . . . Determinación del proceso de producción . . . . . . . . Contenido del diagrama de proceso . . . . . . . . . . . . . Ventajas de los diagramas de proceso . . . . . . . . . . . . Tipos de procesos y disposición de instalaciones . . Balance de la línea . . . . . . . . . . . . . . . . . . . . . . . . . . . . Distribución de la planta . . . . . . . . . . . . . . . . . . . . . . . . . Estudio y mejora de los métodos de trabajo . . . . . . . . . . Selección del trabajo por mejorar . . . . . . . . . . . . . . . . Registro de los hechos . . . . . . . . . . . . . . . . . . . . . . . . . Análisis de los hechos . . . . . . . . . . . . . . . . . . . . . . . . . Desarrollo de un método mejor . . . . . . . . . . . . . . . . . . Establecer el nuevo método de trabajo . . . . . . . . . . . . Seguimiento del método . . . . . . . . . . . . . . . . . . . . . . . . Medición del trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tiempos estándar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Utilidad de los tiempos estándar . . . . . . . . . . . . . . . . Elaboración de tiempos estándar . . . . . . . . . . . . . . . . Ingeniería de la planta . . . . . . . . . . . . . . . . . . . . . . . . . . . Formulación de proyectos . . . . . . . . . . . . . . . . . . . . . . Gerencia de mantenimiento . . . . . . . . . . . . . . . . . . . . Taller . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Otras funciones de ingeniería de manufactura . . . . . . . Higiene y seguridad industrial . . . . . . . . . . . . . . . . . . Control de costos. Materiales estándar . . . . . . . . . . . Análisis de valía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Capítulo 14. Suministro de materiales . . . . . . . . . . . . . . . . . Planeación de producción . . . . . . . . . . . . . . . . . . . . . . . . Capacidad instalada . . . . . . . . . . . . . . . . . . . . . . . . . . Medios de aumentar temporalmente la capacidad instalada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Rentabilidad de los productos . . . . . . . . . . . . . . . . . . Plan maestro de producción . . . . . . . . . . . . . . . . . . . . . . 359 360 361 362 363 368 368 369 374 375 383 385 386 388 389 391 391 392 392 393 396 402 403 405 419 421 421 421 423 427 432 432 434 436 437 16 Administrar para producir Tiempos de entrega . . . . . . . . . . . . . . . . . . . . . . . . . . . . Control de producción . . . . . . . . . . . . . . . . . . . . . . . . . . . Compras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Responsabilidades del departamento de compras . Nivel de aceptación de calidad . . . . . . . . . . . . . . . . . . Inventarios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Costo de los inventarios . . . . . . . . . . . . . . . . . . . . . . . . Lote económico de compra . . . . . . . . . . . . . . . . . . . . . Colocación del pedido . . . . . . . . . . . . . . . . . . . . . . . . . Lote económico de producción . . . . . . . . . . . . . . . . . . . . Caso práctico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Ley de Pareto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Caso práctico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Control de materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . Clasificación de los almacenes . . . . . . . . . . . . . . . . . . Recomendaciones para la operación del almacén . . 438 442 445 447 449 450 452 454 458 461 464 467 471 471 475 478 Capítulo 15. Control de calidad . . . . . . . . . . . . . . . . . . . . . . . . ¿Qué es la calidad? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Organización del control de calidad . . . . . . . . . . . . . . . Ingeniería de calidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . Inspección de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . Métodos de inspección . . . . . . . . . . . . . . . . . . . . . . . . . Control del material inspeccionado . . . . . . . . . . . . . . Viabilidad del proceso . . . . . . . . . . . . . . . . . . . . . . . . . . . Control del proceso . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gráfica de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Medidas estadísticas . . . . . . . . . . . . . . . . . . . . . . . . . . Elaboración de las gráficas de control . . . . . . . . . . . . La calidad se construye . . . . . . . . . . . . . . . . . . . . . . . . . . Inspección del producto terminado . . . . . . . . . . . . . . . . 481 483 485 487 489 490 495 496 500 503 505 507 507 510 Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 511 Bibliografía general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Referencias bibliográficas . . . . . . . . . . . . . . . . . . . . . . . . Referencias hemerográficas . . . . . . . . . . . . . . . . . . . . . . . Leyes, reglamentos, diccionarios y conferencias . . . . . . 515 515 523 528 PRÓLOGO La idea de realizar el presente trabajo, surgió como consecuencia de mi incorporación como profesor a la sección de graduados de la Escuela Superior de Comercio y Administración. Para cumplir con el requisito académico de presentar el examen de grado, debía elaborar un trabajo escrito que demostrara la capacidad adquirida para resolver un problema relacionado con el área de las ciencias administrativas. En esas circunstancias propuse a las autoridades de la sección que se aceptara, como trabajo, la elaboración de un libro que describiera en forma sencilla los conceptos más importantes que deben ser aplicados en una pequeña o mediana empresa, para lograr la administración eficiente de la producción, de acuerdo con las siguientes consideraciones: Existen en nuestro país miles de pequeñas y medianas empresas que constituyen una fuente de empleo muy importante para gran parte de nuestra población económicamente activa. Estas empresas por su origen y características son dirigidas por personas que generalmente carecen de los conocimientos formales de la administración, y por ello los resultados de su gestión son ineficientes, con el consecuente desperdicio de recursos que esto implica. Normalmente las personas que han realizado estudios de administración ya sea a nivel de licenciatura o de posgrado, tratan de mejorar su nivel de conocimientos y su ingreso personal, trabajando para las organizaciones públicas y privadas que pueden pagar sus servicios, razón por la cual la pequeña y mediana empresa no cuentan con este tipo de profesionales. 17 18 Administrar para producir Por otro lado, por sus mismas características el administrador de la pequeña o mediana empresa que generalmente es el propietario, no puede especializarse en la ejecución continua del mismo tipo de trabajo, como ocurre con el administrador que trabaja para las grandes organizaciones, frente a la variedad de problemas que debe resolver. En estas condiciones, el ejecutivo de la pequeña y mediana empresa sólo puede mejorar su desempeño con base en la capacitación, ya sea ésta de tipo formal o informal. En el primer caso, existen limitaciones para Ilevarla a cabo: falta de tiempo, requisitos académicos estrictos que el interesado no satisface, falta de información o conocimiento, inexistencia de centros de capacitación adecuados y suficientes, etcétera. En el segundo caso, si el administrador de la pequeña y mediana empresa quiere convertirse en autodidacta, necesita leer libros que en un lenguaje accesible le informen sobre lo que necesita saber para obtener mejores resultados de su gestión. Y aquí surge otro problema: no existen textos que permitan al autodidacta, con un nivel académico limitado, adquirir la información que desea. Generalmente los libros sobre teoría de la administración o sobre dirección de producción en particular, están escritos para ser utilizados por estudiantes de un nivel superior, con conocimientos de matemáticas, de economía, de ingeniería, de contabilidad o de otras disciplinas y por lo tanto no son accesibles al lector de tipo promedio. Libros sobre los temas antes mencionados existen en el mercado y escritos por muy prestigiados autores, sin embargo, son en su mayoría traducciones, la mayor parte realizadas en otras naciones de habla hispana, y no se refieren a situaciones que son comunes en nuestro medio industrial y comercial. Por las razones antes mencionadas, las autoridades de la sección aprobaron la idea de realizar esta obra que tiene como objetivos: Prólogo 19 — Servir como libro introductorio al tema de la administración para los dirigentes de producción de pequeñas y medianas empresas. Personas que por diversas circunstancias tienen la responsabilidad de obtener resultados en forma eficiente y que por carecer de una educación formal en los conceptos básicos de la administración o de las diversas funciones que integran la dirección de producción, contribuyen en menor o en mayor medida a la falta de productividad que caracterizan a nuestro medio industrial, comercial, agropecuario, gubernamental y de servicios. — Servir como libro de texto o de consulta para los estudiantes de nivel superior que cursan diversas licenciaturas que incluyen en sus planes de estudios la materia de referencia. — En general, para todas aquellas personas que teniendo deseos de mejorar sus habilidades como dirigentes, carecen de la orientación o tiempo necesarios para realizar estudios formales. Por lo tanto, la importancia de la aplicación de los conocimientos administrativos en el México de nuestros días es primordial. Muchos de los graves problemas que afronta nuestra sociedad tienen como origen deficiencias fundamentales que podrían ser resueltas si contáramos con un mayor número de administradores. Desafortunadamente no hay tiempo ni recursos para esperar a que estos administradores se formen mediante los sistemas tradicionales de enseñanza-aprendizaje. Por tal motivo considero de importancia todos los esfuerzos que se realicen tendientes a divulgar qué son y en qué consisten las funciones de la administración, así como su aplicación en las técnicas de producción. A medida que se cuente con un mayor número de personas informadas en este campo del saber humano, se lograrán aumentar los niveles de productividad de nuestras instituciones. La redacción y difusión de libros que expliquen las ideas y conceptos más importantes en el campo de 20 Administrar para producir la administración, es uno de tantos medios de lograr la rápida capacitación de nuestros dirigentes. El contenido de la obra llamará la atención de aquellas personas que lo revisen; el trabajo no se limita a la exposición de los temas directamente relacionados con la administración de la producción. De hecho, la realización eficaz y eficiente de las labores productivas tiene como antecedente la ejecución oportuna de funciones comerciales, financieras, administrativas o de otra naturaleza. Por ese motivo, consideré necesario dividir el libro en tres partes. En la primera se revisan brevemente las funciones administrativas, ya que considero que es fundamental explicar la relación de este tipo de funciones con todas las demás que se desarrollan en una institución que produzca bienes o servicios, independientemente del tamaño de la misma. La segunda parte explica en forma breve cuáles son las funciones de apoyo y la tercera parte es la que describe ya propiamente las funciones técnicas que deben realizarse para administrar la producción. Esto obedece a la experiencia del autor, después de haber convivido y observado a muchos dirigentes de producción que desconocen la interrelación existente entre las diferentes funciones que integran una empresa industrial. Procedimiento Desde mi punto de vista, la diferencia entre la administración de un gran organismo, ya sea éste público o privado, y una pequeña o mediana empresa, no es de fondo sino de grado. Desde luego que el número y capacitación de los trabajadores, el volumen de ventas, la cuantía de las inversiones, lo sofisticado de la tecnología utilizada, el grado de especialización en los diferen- Prólogo 21 tes niveles administrativos además de otros factores, determinan el número y la complejidad de las operaciones. Pero en esencia, las funciones que existen en uno y en otro tipo de organismos son básicamente las mismas. Ambos tipos de instituciones deben establecer sus objetivos, elaborar sus planes, formular sus programas y presupuestos, determinar su estructura orgánica, definir sus funciones, etc. En otras palabras, las funciones de prever, planear, organizar, integrar, dirigir y controlar deben de realizarse independientemente del tamaño de la institución. Por las razones anteriores, se describen en el libro en forma sencilla, las funciones más importantes que de acuerdo con mi experiencia se deben ejecutar en una institución, para que ésta pueda lograr sus objetivos eficientemente. La explicación, de cada uno de los temas está apoyada en una investigación bibliográfica de más de 100 libros y artículos de revistas, escritos tanto por autores mexicanos como extranjeros. Siempre que tuve el problema de definir algún concepto, o de apoyar el tema que estaba desarrollando con la opinión o experiencia de algún autor de prestigio, preferí transcribir la cita correspondiente, incluyéndola dentro del propio texto, para evitar las notas de pie de página que en ocasiones distraen al lector del tema que se está tratando. Cuando la cita textual tiene una extensión inferior a cinco renglones, se utilizan comillas para indicarlo. Cuando la cita es superior a este número, se utiliza un tamaño diferente de letra y párrafos separados con mayor sangría. Pero en todos los casos se hace la referencia necesaria, agregando a continuación del apellido del autor un paréntesis en el cual se anota el año de la publicación, una coma y el número de la página de donde fue tomada la cita. En estas condiciones, el lector interesado en comprobar algún concepto o ampliar la idea que señala el autor de referencia, pue- 22 Administrar para producir de consultar en la bibliografía los datos completos del libro o revista señalado. La inclusión de una bibliografía tan extensa permite al lector interesado en mejorar sus conocimientos, conocer dónde puede encontrar mayor información para resolver sus dudas particulares. En la misma forma, cuando consideré conveniente reafirmar la idea expuesta en el texto con algún ejemplo o experiencia de tipo personal, se utilizó letra cursiva. Quizá moleste a algunos lectores el estilo reiterativo que empleé a lo largo del texto. Si es así les pido disculpas anticipadas, pero ello se debe a cierta experiencia que he adquirido a lo largo de más de veinte años como profesor en escuelas de nivel medio superior, en cursos de posgrado o en cursos para ejecutivos, en los que he podido observar que mediante la repetición continua de algunos conceptos, los alumnos recuerdan más fácilmente lo que en clases anteriores ya se había explicado. Para terminar quiero dejar constancia de mi agradecimiento sincero al Instituto Politécnico Nacional, institución a la cual he estado ligado la mayor parte de mi vida, como alumno en todos los niveles de la enseñanza, desde las antiguas escuelas prevocacionales hasta los estudios de posgrado y como empleado y profesor por más de 25 años. Si este libro tiene algún mérito, se deberá sin duda a los conocimientos adquiridos de mis profesores en las aulas del Instituto, las deficiencias por el contrario son todas atribuibles a mi persona. En segundo lugar deseo agradecer a las autoridades de la sección de graduados de la Escuela Superior de Comercio y Administración y en particular al doctor Octavio Gómez Haro el apoyo recibido para la realización del trabajo. Prólogo 23 Finalmente, sería imposible olvidar la ayuda recibida para realizar los estudios de posgrado, así como sus enseñanzas y estímulos por parte de mi maestro, el doctor Alberto Camberos; el trabajo de mis hijos y esposa que me ayudaron a revisar el manuscrito, así como el cuidado de Rosa Mora en la mecanografía del trabajo final. Mayo de 1984 INTRODUCCIÓN En mi opinión, nunca como hoy ha sido tan necesaria en nuestro país la aplicación de los conocimientos administrativos. Es la única posibilidad que tenemos como Nación de resolver los graves problemas que todos afrontamos. Para mencionar únicamente algunas de las manifestaciones de la crisis que nos agobia, basta leer los principales diarios o escuchar las noticias que se difunden en radio y televisión para enterarnos que: Somos el país más endeudado de la Tierra, ya que debemos más de 80 000 millones de dólares; que la tasa de inflación en el año de 1982 únicamente considerando los artículos de consumo básico fue superior al 100%; que nuestro principal producto de exportación, el petróleo, tiende a bajar de precio en los mercados internacionales en tanto que uno de sus derivados, la gasolina, en menos de un año aumentó más de 6 veces su precio en el mercado interno; que nuestra moneda se ha devaluado casi un 600% en el mismo lapso; que para hacer frente a los gastos del gobierno federal, se han elevado impuestos y el precio de muchos servicios; que no se cuenta con el capital suficiente para mantener operando la planta industrial del país, lo que ya está originando el cierre de algunas empresas y consecuentemente la elevación de los índices de desempleo; que la migración de la gente del campo hacia las ciudades lejos de disminuir aumenta con los problemas que esto origina en el medio urbano que no está preparado para recibir a estos nuevos habitantes; que se tienen que importar alimentos porque la producción interna no es suficiente para satisfacer el consumo, etcétera. Desde luego que no podría decirse con justicia que la única causa de todos estos males esté constituida por la falta de una formación administrativa de los dirigentes de las instituciones públicas y pri25 26 Administrar para producir vadas de nuestro país, esto sería demasiado simple: existen causas de tipo económico, tecnológico o social; otras más cuyo origen es externo, de tipo político, cultural o moral, ya que con relación a este último aspecto, es indudable que muchos de los valores que constituían una norma de vida en el pasado se han perdido, cediendo el paso a la corrupción imperante en nuestro medio. La corrupción, lacra social, cuyos efectos se manifiestan en todos los estratos que constituyen nuestra sociedad ha llegado a extremos tales, que las nuevas autoridades del país han emprendido lo que llaman la renovación moral de la sociedad. Si lo logran, y ese es mi más ferviente deseo, pasarán a ocupar en nuestra historia un lugar privilegiado. Lo que sí es indudable es que como consecuencia de todos los factores que contribuyen a crear la crisis que padecemos, los niveles de vida de la mayoría de los mexicanos se han visto sensiblemente afectados y, lo que es peor, no sabemos aún hasta dónde podremos llegar, si las diferentes causas de este fenómeno no son atacadas de raíz. Nivel de vida De acuerdo con la Organización Internacional del Trabajo OIT (1981, p.3) “por nivel de vida se entiende el grado de bienestar material de que dispone una persona, clase social o comunidad para sustentarse y disfrutar de la existencia”; agregando que las necesidades esenciales que deben satisfacerse para que el nivel de vida tenga un mínimo decoroso, son las siguientes: • Alimentación diaria y suficiente para reparar las energías consumidas en la vida y el trabajo cotidiano. • Suficiente ropa y calzado para poder estar limpio y protegido contra la intemperie. Introducción 27 • Alojamiento que reúna las condiciones necesarias para dar abrigo en condiciones saludables y provisto de algunos enseres domésticos y muebles. • Protección contra el robo o la violencia, contra la pérdida de posibilidades de empleo y contra la pobreza debida a enfermedad o vejez. • Servicios esenciales que consisten en: agua dulce potable, obras de saneamiento, asistencia médica, transportes públicos, así como servicios educativos y culturales que permitan a todos los hombres, mujeres y niños desarrollar plenamente sus dotes y facultades. Por otro lado, como ocurre en nuestro país, la población aumenta continuamente y no se mejoran los métodos de producción tradicionales, llega un momento en el cual el nivel de vida en general disminuye, ya que la producción de bienes y servicios no es suficiente para que sea repartida entre los miembros de la sociedad que participan en la producción de los mismos. Al respecto nos dice Octavio Gómez Haro (1981, p. 51): Cada empresa y cada nación son un fiel reflejo de la capacidad de generación de productividad de los individuos que las conforman. Tanto los colaboradores de una empresa, como los habitantes de un país, tendrán mayores oportunidades, empleos mejor retribuidos y mayor capacidad adquisitiva cuanto mayor sea su aporte en productividad a su empresa y su país. ...De ahí la imperiosa necesidad de convertir a cada empleo en fuente de creciente productividad para impulsar el desarrollo y el progreso de nuestras empresas, de nuestros colaboradores y de nuestros países. ¿Más empleos, mayor producción? Vemos así, que para tener posibilidades de superar la crisis económico-social en que se encuentra nuestro país, la misma sociedad en su conjunto debe establecer los medios para generar empleos sufi- 28 Administrar para producir cientes para la población en edad de trabajar, permitiendo así que los individuos tengan el poder adquisitivo necesario para mejorar su nivel de vida. Sin embargo, la mera creación de empleos no es suficiente, ya que si como consecuencia de los mismos no se aumenta la producción en forma proporcional, lo que ocurre es que los nuevos empleados tendrán poder adquisitivo, pero como la oferta de bienes y servicios no es suficiente, al aumentar la demanda, los precios se aumentan en forma más que proporcional, resultando lo que conocemos como inflación. Como veremos en los capítulos 9 y 13, en todo tipo de institución existen dos tipos generales de empleados: los empleados directos y los indirectos. Ambos son necesarios para lograr los objetivos institucionales, sin embargo, debe existir entre el número de los mismos una cierta proporción, si es que se desea lograr eficiencia de los recursos totales. Para aclarar qué se entiende por estos conceptos, veremos algunos ejemplos: En una fábrica, para producir los artículos que la empresa vende, se requiere contratar obreros con diferentes aptitudes y especialidades. Ellos son quienes con su trabajo contribuyen directamente a la transformación, modificación, armado, ensamble y acabado de las materias primas, hasta convertirlas en un producto terminado. En estas condiciones y dependiendo del grado de automatización utilizado, existirá una relación directa entre el número de unidades producidas y el número de obreros que las produjeron. Si se desea aumentar el volumen de producción, se necesitará aumentar el número de obreros, quizá no en la misma proporción, pero sí en forma parecida. Ahora bien, los obreros por sí mismos, serían incapaces de producir los artículos terminados; se requieren en la empresa otro tipo de empleados cuyos servicios sirven para apoyar las actividades productivas de los obreros. Se necesitan supervisores de producción, inspectores de calidad, Introducción 29 almacenistas, técnicos de mantenimiento, compradores, personal de oficina, vendedores, auxiliares de contabilidad, contadores, gerentes, etcétera. El número de éstos y otros tipos más de empleados, sin embargo, no varía en forma directa con el número de unidades producidas y por eso se conocen como personal indirecto. El hecho de que una empresa duplique o triplique su volumen de producción por ejemplo, no significa que se requieran los servicios de dos o tres gerentes generales de la misma. Veamos ahora el caso de un hospital. El número de médicos y enfermeras con que cuente la institución, deberá tener una relación directa con el número de camas y pacientes que puede atender el organismo. Pero los médicos y enfermeras no son suficientes, también se requieren los servicios de laboratoristas, instrumentistas, personal de mantenimiento, secretarias, directivos, etc., que apoyen las labores de médicos y enfermeras. Todo este tipo de personal sería el personal indirecto. Finalmente, consideremos una escuela. Dependiendo del número de alumnos a los cuales se presten los servicios de enseñanza, será el número de maestros con que la institución debe de contar; son pues los maestros el personal directo. Los directivos, secretarias, pedagogos, médicos y otro tipo de personal con que cuente la escuela, constituyen el personal indirecto y sus servicios deben servir para apoyar las labores de enseñanza. Como podemos observar, los conceptos de personal directo e indirecto son términos relativos y de ninguna manera absolutos. El médico, que en un hospital sería personal directo, cuando presta sus servicios en una fábrica, sería considerado personal indirecto, porque aunque aumente el volumen de producción y se requiera contratar mayor número de obreros, no por eso se necesitará contar con más médicos, dentro de ciertos límites. Ahora bien, para realizar cualquier trabajo directo, se requiere una cierta cantidad de recursos humanos. La tarea por desarrollar, el tiempo disponible, así como los recursos tecnológicos con que se cuenta, son factores que determinan la fuerza de trabajo directa que 30 Administrar para producir debe ser utilizada para realizar la producción. Esto significa que todo trabajo tiene un contenido básico. La OIT (1981, p. 13) nos dice que: Contenido de trabajo significa, por supuesto, la cantidad de trabajo contenido en determinado producto o proceso y evaluado en horashombre o en horas-máquina. El contenido básico de trabajo es el tiempo que se invertirá en fabricar un producto o en llevar a cabo una operación si el diseño o la especificación fuesen perfectos, el proceso o método de fabricación u operación se desarrollasen a la perfección y no hubiese pérdida de tiempo por ningún motivo durante la operación (aparte las pausas normales de descanso que se dan al obrero). Así pues, el contenido básico de trabajo es el tiempo mínimo irreductible que se necesita teóricamente para obtener una unidad de producción. De acuerdo con lo anterior, si los recursos humanos utilizados para realizar un determinado trabajo directo, son superiores al contenido básico del mismo, se tendrá falta de productividad y si además la fuerza de trabajo indirecto no guarda proporción con los recursos directos, la situación se agrava, reduciendo aún más la productividad total. En otras palabras, si se desea elevar la productividad, la relación entre el producto obtenido y la cuantía y calidad de los diversos recursos empleados: tierra, instalaciones físicas, materias primas, maquinaria y herramientas, capital y trabajo directo e indirecto, deberán mantener una proporción óptima. Productividad J. W. Kendrick (1978, p. 981) nos dice que: “La productividad se define generalmente como la relación entre la salida producción y cualquiera o todas las entradas (insumos) necesarios para obtenerla, medidos en términos reales.” Agrega que puede medirse para organizaciones productivas tales como empresas, agencias del gobierno o instituciones privadas no lucrativas, así como para la economía en su conjunto o ciertos sectores particulares. Introducción Productividad = 31 producción recursos empleados La producción generalmente se expresa en unidades físicas, en tanto que los insumos se refieren a los principales elementos del costo incurrido para producirlos, o sea el trabajo (directo e indirecto), las materias primas, la maquinaria y herramientas; las instalaciones, el capital, etcétera. Como podemos darnos cuenta, un aumento de producción no implica necesariamente un aumento en la productividad, ya que si para producir más se aumentaron los recursos empleados en forma proporcional, el valor de la productividad será el mismo. La única forma de aumentar la productividad consiste en obtener más con los mismos recursos o en producir lo mismo, reduciendo los insumos. Vemos así cómo la simple creación de empleos no garantiza que se aumente la producción y la productividad. Y esto es, precisamente, lo que ha estado ocurriendo en nuestro país. De acuerdo con el informe presidencial de 1982, se crearon en los últimos seis años cuatro millones y medio de empleos. Y las preguntas serían: ¿cuántos de estos empleos fueron productivos?, ¿qué proporción de personal directo o indirecto se mantuvo para cada tipo de actividad?, ¿los recursos físicos y de capital empleados, tuvieron una relación óptima de acuerdo con la producción obtenida? Sabemos que en el curso de los últimos diez o quince años se han multiplicado los organismos públicos y de participación estatal en forma extraordinaria. Se crearon centros, institutos, comisiones, coordinaciones, sistemas, fondos, consejos, fideicomisos y otros más cuyo nombre escapa a mi memoria. Y lógicamente se crearon empleos; pero si la proporción entre personal directo e indirecto en 32 Administrar para producir cada una de esas instituciones no fue la adecuada, el resultado final fue la falta de productividad. Y no se piense que la ineficiencia es privativa del sector público, también en el sector privado es la característica que distingue a muchas de las organizaciones. Conozco el caso de una empresa trasnacional que operaba en nuestro país hasta hace seis años. Este organismo tenía aproximadamente 1900 empleados, de los cuales 1500 eran obreros (personal directo); y desde el gerente general hasta el último de los empleados eran mexicanos, con la excepción de uno o dos gerentes de departamento. Su campo de actividad era la industria electrónica, en donde por cierto tiempo mantuvo una posición de liderazgo, siendo su penetración en el mercado la mayor en varios aspectos. La empresa en cuestión, cumplía con las leyes laborales y fiscales, exportaba y pagaba anualmente utilidades a sus empleados y las prestaciones y sueldos que los mismos tenían eran superiores a los del sector industrial en que la institución operaba. Desde luego tenían deficiencias: sus instalaciones ya eran antiguas e inadecuadas, los paros de línea por falta de materiales y por descomposturas de máquinas eran frecuentes; pero no obstante ello, sus resultados finales eran aceptables. Esta empresa fue comprada por un poderoso grupo industrial del norte del país, cuya primera medida fue cambiar radicalmente la organización, designando a varios extranjeros en los puestos más importantes, incluyendo al director general. La mayor parte de los nuevos directivos y asesores fueron jóvenes profesionales, algunos con maestrías y doctorados obtenidos en universidades del extranjero, que además eran familiares o amigos de los nuevos dueños, pero que desafortunadamente nunca habían trabajado y desconocían cómo operaba la empresa en particular. Introducción 33 Sus primeras medidas consistieron en elevar los precios, modificar las oficinas decorándolas con muebles y cuadros costosos; crear infinidad de puestos directivos con sus correspondientes asesores y personal de apoyo; realizar viajes al extranjero; contratar choferes para los directivos y, en general, toda una serie de gastos suntuarios con cargo a la cuenta de la compañía. El resultado después de la aventura que duró seis años fue que la empresa perdió la penetración que tenía en el mercado; la mayor parte del personal ha sido liquidado y se agotó una valiosa fuente de trabajo para 1900 familias de mexicanos. El caso que se menciona, constituye un ejemplo dramático de lo que ocurre cuando no se tiene en cuenta la productividad y se ignora que existe la administración. PRIMERA PARTE LAS FUNCIONES ADMINISTRATIVAS CAPÍTULO 1 ¿QUÉ ES LA ADMINISTRACIÓN? La administración como actividad humana es tan antigua como la historia de la humanidad. Cuando surgió el primer grupo humano organizado y de alguna manera eligió a un guía, a un líder o a un jefe que asumió la responsabilidad de dirigir a las personas para lograr un determinado objetivo, en ese mismo momento nació la administración. Sin embargo, a pesar de los miles de años de historia del hombre sobre la Tierra, la administración no fue formalmente estudiada sino hasta principios del siglo xx, en el cual, ya con ese nombre pasó a formar parte de las llamadas Ciencias Sociales; y posiblemente, sea uno de los campos del conocimiento en donde se han realizado mayor número de estudios en los últimos años, debido a que los dirigentes de instituciones públicas y privadas de varios países se han convencido de que la aplicación de los conocimientos de la administración es fundamental para lograr los objetivos que se han propuesto obtener. Las funciones de la empresa Se atribuye a Henry Fayol, ingeniero francés nacido en Constantinopla en el año de 1841, la paternidad de esta nueva ciencia conocida como la administración, ya que él fue de los primeros en estudiarla y en su obra Administración industrial y general, llamó la atención sobre la necesidad de profundizar en este campo del conocimiento, en el cual reunió toda una serie de conceptos que él consideraba que se encontraban dispersos y que deberían de ser estudiados y aplicados en forma óptima. 37 38 Administrar para producir Fayol (1969, p. 135) observó que si las miles de diferentes actividades que día a día se realizan en una empresa son clasificadas y ordenadas de acuerdo con su naturaleza y características, sería posible distinguir seis grandes grupos de operaciones o funciones claramente definidas que serían las siguientes: • técnicas • comerciales • financieras • de seguridad • de contabilidad y registro de información • administrativas Concepto de función Existe en el campo de la administración un término que se utiliza con frecuencia y es la palabra función, entendiendo por ella “un conjunto de actividades diferentes entre sí, pero similares por el fin común que persiguen”. Pondremos un ejemplo para aclarar mejor el concepto: Consideremos la función de compras en una empresa moderna. Es indudable que el personal del departamento de compras tendrá que realizar muchas actividades diferentes para cumplir la misma, tratando de proveer oportunamente y al menor costo posible a la institución para la cual trabaja, de los productos, materiales y servicios que le son solicitados, necesarios para lograr los objetivos establecidos. El gerente de compras con la colaboración de sus subordinados tiene que obtener especificaciones completas del producto o servicio que debe adquirir; buscar en el mercado quiénes son los proveedores de estos bienes y servicios; solicitar cotizaciones de los mismos, evaluar si las cotizaciones o precios son los justos; solicitar en algunos casos muestras de estos productos para que sean evaluados y se compruebe su correspondencia con las especificaciones; colocar los pedidos, tramitar las órdenes de pago, crear y mantener un archivo de proveedores, dirigir a su personal para que realicen las diferentes actividades que tienen encomendadas, etcétera. ¿Qué es la administración? 39 Es decir, que para realizar la función de comprar es necesario llevar a cabo toda una serie de actividades diferentes, pero que están relacionadas por el fin común que todas ellas tienen: lograr la entrega oportuna en la empresa del producto o servicio que les ha sido solicitado. La técnica, función primordial Ampliaremos aún más el concepto de las operaciones o funciones que Fayol definió y que ya existían en las empresas de principios de siglo, porque considero que la situación no ha cambiado y que, en la actualidad, en cualquier tipo de institución se pueden diferenciar y clasificar las actividades que se realizan en la misma, dentro de los grupos de funciones establecidos por Fayol. Consideraremos en primer lugar a la función técnica, ya que es la función primordial porque da origen o constituye la razón de ser de la institución. Y cuando hablamos de la función técnica no nos estamos refiriendo, como algunos podrían pensar, a una función relacionada con la ingeniería en alguna de sus ramas. La función técnica sería la medicina en el caso de un hospital, el derecho en un bufete de abogados, la función de finanzas en un banco, etc. Cualquiera que sea el campo del conocimiento que deba ser aplicado para lograr la realización de la misión de la institución que proporciona el bien o servicio, constituirá en su caso la función técnica. Las funciones comerciales, financieras, de seguridad y de contabilidad las consideraremos funciones de apoyo, necesarias para la realización de la función técnica; en ciertos casos alguna de estas funciones puede convertirse en la función técnica. Por ejemplo, en un despacho de contadores la función técnica sería la contabilidad, pero, como función de apoyo para realizar la función técnica del propio despacho, también aparecerá la contabilidad dentro de las funciones de apoyo de la organización. En lo que se refiere a la función administrativa, ésta es fundamental para el desarrollo de las cinco funciones anteriores, ya que 40 Administrar para producir sin la aplicación de las técnicas administrativas sería difícil o por lo menos ineficiente la realización de las mismas. Lo anterior se representa en la figura 1.1, en donde se ve cómo la función administrativa sirve de fundamento para realizar las demás que se han señalado. La función de producción En la actualidad es difícil pensar en la existencia de una institución que no produzca bienes o servicios, prácticamente todas las instituciones públicas o privadas tienen una función de producción, aunque muchas veces ésta no sea tan evidente. TÉCNICA C O M E R C I A L F I N A N C I E R A S E G U R I D A D C O N T A B I L I D A D ADMINISTRACIÓN FIGURA 1.1. La función de administración sirve de apoyo para la realización de las otras funciones ¿Qué es la administración? 41 Si hablamos de un automóvil sabemos que éste fue producido en una fábrica y tenemos muy claro que ésta es una organización productiva, ya que transforma las diferentes materias primas que compra para producir el producto final que conocemos como automóvil. Pero existen otras instituciones que no producen bienes, que producen servicios. Por ejemplo, un hospital es una institución que proporciona servicios de recuperación de la salud para aquellas personas que se encuentran enfermas; en este caso al administrador o director del hospital podríamos compararlo con el gerente de producción de una fábrica, ya que debe administrar toda una serie de recursos humanos y materiales para producir los servicios que constituyen la razón de ser de este tipo de organización. Pensemos ahora en una notaría; estos organismos proporcionan a los particulares servicios de fe pública, y el notario es el “gerente de producción” de la institución, ya que debe coordinar los insumos humanos y materiales de que dispone para producir el servicio que sus clientes necesitan. Si se trata de una institución con objetivos de otra naturaleza como sería el caso de una iglesia, cualquiera que sea su credo, podemos pensar que la misma tiene como función o misión proporcionar a sus feligreses servicios de tranquilidad espiritual, de orientación y de guía. Sin embargo, el administrador de la iglesia realiza funciones de “gerente de producción ”, administrando los recursos que tiene a su disposición para lograr precisamente su objetivo, producir el servicio que los creyentes buscan en esa iglesia en particular. Por lo tanto, cualquiera que sea el tipo de institución, ya sean sus objetivos económicos o no, el que se encuentra al frente de la misma, llámese director, presidente, gerente, jefe o supervisor, si quiere lograr que la organización sea verdaderamente productiva deberá coordinar la realización de varias funciones, mismas que estableció Fayol: funciones técnicas, comerciales, financieras, de seguridad, de contabilidad y registro de información, pero fundamentalmente administrativas. 42 Administrar para producir Las funciones de apoyo Veremos a continuación, con algunos ejemplos, qué papel desempeñan las funciones de apoyo en el proceso de producción. En la tabla 1.1, se muestran diferentes tipos de instituciones disímiles entre sí, la misión que ellas tienen y lo que en mi concepto vendría siendo la función técnica que las caracteriza. En el caso de la fábrica de televisores la función técnica sería ingeniería electrónica, pero ésta por sí misma no es suficiente para lograr los objetivos de la organización, que consistirán en la obtención de utilidades mediante la venta de sus productos. Se requiere del apoyo de funciones comerciales, ya que la fábrica deberá vender los artículos que produce; realizar los análisis de mercados que se requieran, elaborar pronósticos de venta, efectuar la publicidad, comprar los materiales que se necesitan para la producción de los televisores, etcétera; todas éstas son actividades necesarias para relacionar a la empresa con el medio ambiente en el cual opera, que es finalmente parte de lo que se busca con las funciones comerciales. Funciones financieras Es difícil imaginar la existencia de una institución que no requiera de la obtención y manejo de fondos económicos, los cuales se utilizan para adquirir los diferentes activos que se emplean en el proceso de producción. Si se trata de un hospital, se requiere la adquisición de los edificios, el instrumental, los equipos de laboratorio y rayos X, salas de operaciones o instalaciones auxiliares, por lo que el dinero o capital con que originalmente cuenta la institución debe de ser invertido en estos insumos. Ahora bien, como consecuencia de las transacciones comerciales efectuadas, o sea la venta de productos o venta de servicios, la institución recibirá un flujo de fondos económicos que deberán ser cuidadosamente administrados; por Proporcionar servicios para recuperar la salud Proporcionar servicios de fe pública Proporcionar un espectáculo deportivo Producir y vender televisores para obtener utilidades Proporcionar servicios de tranquilidad espiritual Obtener el poder para cumplir su programa de principios Promover la elevación del nivel cultural Proporcionar servicios de seguridad Proporcionar servicios de reparación de automóviles Proporcionar servicios de impresión Proporcionar servicios de arreglo personal Proporcionar servicios de hospedaje y alimentación Orientación para control de operaciones Vender artículos de consumo popular Construcción de inmuebles Entretener al público Presentar y exhibir tesoros artísticos Centro hospitalario Despacho de contadores Supermercado Empresa constructora Compañía de teatro Museo Imprenta Salón de belleza Hotel Secretaría de Educación Pública Departamento de Policía Taller de automóviles Partido político Iglesias (de cualquier culto) Notaría Equipo profesional de béisbol Fábrica de televisores Misión Tipo de institución Contabilidad, derecho fiscal Técnicas comerciales y publicitarias Ingeniería civil Arte teatral Historia Técnicas tipográficas Cultura estética Técnica turística y gastronómica Educación, cultura, tecnología Derecho, técnicas policiales Técnica automotriz Doctrina particular de la religión de que se trate Ciencia política El derecho Técnica deportiva del béisbol Técnica electrónica La medicina Función técnica TABLA 1.1. Diferentes tipos de instituciones con la función técnica que hace posible realizar su misión ¿Qué es la administración? 43 44 Administrar para producir ejemplo determinar qué monto de estos ingresos debe de reinvertirse y en qué, pagar sueldos a los empleados del hospital, pago de las medicinas, drogas, medicamentos o alimentos que se hayan utilizado, etcétera. Por lo tanto, todas aquellas actividades relacionadas con la obtención, custodia, inversión, erogación, cuidado, etc., de los fondos económicos o valores de la institución es lo que constituyen las funciones financieras. Funciones de seguridad El objetivo de esta función es garantizar la protección de todos los activos o propiedades de la institución, así como la seguridad de los empleados que trabajan en la misma. En el caso de una fábrica se deben adoptar medidas de seguridad con objeto de evitar daños a la maquinaria y accidentes de trabajo para los empleados; servicios de vigilancia para evitar que personas ajenas a la institución puedan sustraer objetos o materiales de la misma; se requiere la adquisición de seguros que brinden protección contra siniestros como pueden ser incendios, terremotos o inundaciones, así como de la protección de la fábrica contra posibles actos de sabotaje o el efecto negativo que pudieran ocasionar huelgas por parte de los trabajadores. Todas estas actividades de la institución tienen como objetivo lograr una eficaz protección de los bienes para garantizar la realización ininterrumpida de sus operaciones normales. Funciones de contabilidad En todas las organizaciones se necesitan datos, que una vez procesados se convierten en la información necesaria para la adopción de decisiones, y para ello es indispensable llevar un registro de las diferentes transacciones realizadas: cuánto se gastó en esto, cuánto se pagó por aquello, en qué se utilizó este producto, cuántas unidades salieron defectuosas, cuál es el porcentaje de ausentismo de los ¿Qué es la administración? 45 trabajadores, cuál es el índice de accidentes con que se cuenta, etc. Sólo contando con un registro escrito de las operaciones más importantes será posible clasificar, ordenar, procesar e interpretar la información que requiere la institución. Vemos así cómo la aplicación de las funciones de apoyo es fundamental para lograr los objetivos de cualquier institución. Pensemos en los diferentes tipos de instituciones que aparecen en la tabla 1.1, y muchas más que existen en la vida moderna, y preguntémonos si sería posible que estas instituciones no requieran de la utilización de una o varias de estas funciones en alguna de sus formas. Creo que la respuesta sería negativa, ya que estamos conscientes de que estas funciones se dan en mayor o menor medida en prácticamente todas las organizaciones. Ahora bien, ¿qué hay con relación a las funciones administrativas?, ¿cuáles son éstas? Definición de la administración Fayol (1969, p. 138) al preguntarse qué es la administración, la definió diciendo que ”administrar es prever, organizar, dirigir, coordinar y controlar”. A partir de él surgieron una serie de tratadistas que han intentado definir lo que es la administración en una o en otra forma. Presentaremos a continuación algunas de las definiciones clásicas que existen de dicha ciencia: George Terry (1980, p. 20): La administración es un proceso distintivo que consiste en planear, organizar, ejecutar y controlar, desempeñado para determinar y lograr los objetivos manifestados, mediante el uso de seres humanos y de otros recursos. Isaac Guzmán Valdivia (1967, p. 12): La actividad consistente en encauzar a varias personas hacia ciertos objetivos o metas da lugar a la intervención administrativa. Consiguientemente, administrar quiere decir dirigir, pero dirigir en sentido social. La administración estudia y considera a la dirección social, pero procurando siempre, invariablemente, que sea una dirección eficaz en el más alto grado 46 Administrar para producir posible. La eficacia de la dirección social: he aquí lo que administración moderna significa. Koontz y O’Donnell (1967, p. 15): La administración se define como el cumplimiento de objetivos deseados mediante el establecimiento de un medio ambiente favorable a la ejecución por personas que operan en grupos organizados. E. F. L. Brech según Reyes Ponce (1973 p. 16): Es un proceso social que lleva consigo la responsabilidad de planear y regular en forma eficiente las operaciones de una empresa para lograr un propósito dado. A. Reyes Ponce (1973, p. 26): Administración es el conjunto sistemático de reglas para lograr la máxima eficiencia en las formas de estructurar y manejar un organismo social. Del análisis de las definiciones anteriores podemos observar que la administración es fundamentalmente la actividad de los dirigentes ya que consiste en la dirección de grupos humanos para el logro de objetivos en forma eficiente y eficaz. Podemos comprender ahora la amplitud y la importancia de esta ciencia y consecuentemente vemos que necesariamente tiene que servir de apoyo para la realización de las otras cinco funciones; razón por la cual es que se muestran las funciones administrativas como se ilustra en la figura 1.2. Características de la administración Guzmán Valdivia (1967, p. 10), uno de los tratadistas mexicanos que se han dedicado al estudio de la administración, considera que esta ciencia como campo del conocimiento humano tiene ciertas características que es necesario revisar. En primer lugar, tiene la característica de generalidad, ya que como hemos señalado anteriormente, la administración se realiza en todas las organizaciones independientemente de su tipo y tamaño; sería imposible o muy difícil encontrar actividades humanas 47 ¿Qué es la administración? Integrar Dirigir Controlar Resultados Organizar Productos bienes y servicios Planear © © © © © Funciones de apoyo © © © © © Contabilidad y reg. de inform. © © © © © Seguridad © © © © © Financieras © © © © © Comerciales © © © © © Técnicas Prever Administración FIGURA 1.2. Las funciones de la administración permiten la realización eficiente de las otras funciones de la institución organizadas en donde no fuera necesaria la aplicación de las funciones de la administración, que no requieran de planear, organizar, dirigir, coordinar y controlar. Por lo tanto la administración es una ciencia a la que distingue la generalidad. En segundo lugar la administración busca que los objetivos se logren empleando el mínimo posible de recursos; en otras palabras que su acción sea eficiente y eficaz (véase figura 1.2). Conviene definir aquí, qué entendemos por estos dos últimos términos, ya que los emplearemos continuamente a lo largo del presente trabajo. Estos términos los empleamos en nuestra vida cotidiana como sinónimo, aunque cada uno de ellos tiene un significado diferente. J. Price (1972, p. 101) define a la efectividad o eficacia, como “el grado en que un sistema social logra sus objetivos”. En cambio el término eficiencia se relaciona con el concepto de productividad, que tiene que ver con la economía y cuidado con que se emplean los 48 Administrar para producir recursos necesarios para el logro de un objetivo con relación a los resultados obtenidos. Pongamos un ejemplo: Si un objetivo se logra independientemente del costo incurrido para lograrlo, se tuvo eficacia o efectividad, pero si para el logro del mismo fue necesario emplear recursos muy superiores a los que realmente se necesitaban, en ese caso no hubo eficiencia, ya que se incurrió en un gasto excesivo de recursos. En tercer lugar Guzmán Valdivia (1967, p. 11) nos dice que la administración tiene la característica de amplitud en su ejercicio, queriendo decir con esto que en toda organización, aquel individuo que tenga autoridad, tiene necesidad de aplicarla. Aclaremos lo anterior observando la figura 1.3 en la cual en el nivel inferior se representa al personal operativo, o sea, a las personas que realizan un trabajo bajo las órdenes de un supervisor o jefe que es el responsable del trabajo que ellos realizan. A medida que una persona asciende dentro de la escala jerárquica y pasa al nivel de supervisión, la mezcla del total de sus conocimientos debe variar con relación al momento en que se encontraba en el nivel operativo, en donde el cien por ciento de sus conocimientos se relacionaban con la función técnica o específica que desempeñaba. Por ejemplo, si se trata de un médico especialista que trabaja en un hospital, la totalidad de sus conocimientos tienen que ver con la función técnica, es decir con el campo de la medicina; en cambio si se le nombra jefe de una sección o departamento tendrá ahora la responsabilidad de dirigir a otras personas para lograr determinados objetivos departamentales. A partir de ese momento la mezcla de sus conocimientos debe ser modificada porque, además de contar con los conocimientos técnicos específicos necesarios para dirigir la función técnica, vemos que existen ahora otros conocimientos que también debe de poseer. En la figura 1.3 se muestra la función administrativa como una parte muy importante del total, pero también una mezcla de las demás funciones: la financiera, la comercial, la de contabilidad y la de seguridad en cierta proporción. ¿Qué es la administración? 49 Nivel directivo Nivel gerencial Nivel supervisión o o oo o o oo o o o o oo o o oo o o o o oo o o oo o o Nivel operativo Total de conocimientos Función administrativa Función técnica o específica Funciones de apoyo FIGURA 1.3. A medida que se asciende en la jerarquía de la organización, la proporción de conocimientos administrativos debe ser mayor Cuando la persona asciende aún más dentro de la jerarquía de una organización, disminuye correlativamente el porcentaje que de su total de conocimientos está representando la función específica, como consecuencia del aumento de conocimientos que debe poseer de la función administrativa, ya que para ser eficiente y eficaz su dirección, la persona tiene necesidad de contar con un mayor número de estos conocimientos así como de las funciones de apoyo. 50 Administrar para producir Por último, cuando una persona llega al nivel más elevado dentro de la jerarquía de una organización, en donde ya no tiene un contacto directo con el nivel operativo, la aplicación de sus conocimientos específicos o técnicos disminuye prácticamente a cero y del cien por ciento de sus conocimientos empleará preponderantemente aquellos que corresponden a la función administrativa y en menor proporción aquellos que posea de las demás funciones. La cuarta característica de la administración es que tiene un valor instrumental; es decir, la administración por sí misma no se justifica, ya que es un medio y nunca será un fin, lo cual tiene relación con la quinta característica de acuerdo con Guzmán Valdivia (1967, p. 11), que nos dice que la administración es una ciencia subordinada porque siempre deberá estar al servicio de otras disciplinas. Observando la tabla 1.1 vemos que si se trata de un equipo deportivo, las funciones administrativas de prever, planear, organizar, etc., deben de ejecutarse para lograr la misión particular del equipo y, consecuentemente, la realización eficaz y eficiente de la función técnica; pero para realizar adecuadamente esa función técnica también se requerirá de la aplicación de la ciencia administrativa a las demás funciones de apoyo, es decir, a las funciones comerciales, de seguridad, financieras y de contabilidad y registro de información. Funciones administrativas Nos hemos estado refiriendo a las funciones administrativas pero es necesario mencionar cuáles son éstas. A partir de Fayol que dijo que “administrar era prever, organizar, dirigir, coordinar y controlar” estableciendo de hecho la primera división metodológica para su estudio, surgieron otros investigadores con diferentes puntos de vista y otras experiencias, y no obstante que la administración es un proceso integral, coherente y lógico, para fines de su estudio y sobre todo desde un punto de vista didáctico, se vio la necesidad de identificar dentro de este proceso ciertas etapas con características ¿Qué es la administración? 51 perfectamente definidas. Señalaremos que ha habido quienes como Urwick han dividido al proceso de la administración en dos fases: una etapa mecánica y otra etapa dinámica, según lo señala Reyes Ponce (1973, p. 22). Entre las divisiones más populares del proceso de la administración se tiene la de Terry que dividió al proceso en cuatro fases o funciones: planear, organizar, ejecutar y controlar, así como la de Koontz y O’Donnell que consideraron conveniente estudiar cinco, a saber: planeación, organización, integración, dirección y control. En el presente trabajo seguiremos la división de acuerdo con el criterio de Reyes Ponce (1973, p. 60), que considera que las funciones de la administración son las seis siguientes: previsión, planeación, organización, integración, dirección y control. El número de fases o funciones en que los diversos autores dividen a la administración es debido a preferencias personales ya que el contenido en términos generales es el mismo. Yo coincido con el punto de vista de Reyes Ponce ya que es más sencillo entender el proceso siguiendo la división que él propone, y por lo tanto las funciones administrativas que estudiaremos de aquí en adelante serán las que quedaron establecidas en el párrafo anterior. Importancia de la administración Ahora bien, si la administración es tan importante en la vida actual, ¿a qué puede deberse el hecho o circunstancia de que en los miles de años que tiene el hombre de vida sobre la Tierra, no haya sido estudiada formalmente hasta nuestro siglo? Existen varias razones que revisaremos a continuación ya que la vida moderna presenta una serie de peculiaridades que quizá no se presentaron en épocas pasadas, pero que en la actualidad hacen indispensable la aplicación de las técnicas de la administración en prácticamente todos los tipos de organizaciones so pena de que las mismas fracasen. 52 Administrar para producir En la antigüedad, un faraón egipcio, por ejemplo, era un administrador. Sin embargo él no tenía que preocuparse por los aspectos de eficiencia y eficacia. Si para edificar una pirámide se requerían 20 o 30 mil esclavos más, eso no era problema; se realizaba una guerra con los vecinos, se conseguían esclavos y ahí se tenía la mano de obra necesaria para realizar el trabajo. En la actualidad la situación es diferente, la humanidad ha experimentado un progreso indudable en lo que respecta al valor que se le reconoce al hombre y este tipo de decisiones ya serían mal vistas por la comunidad internacional. A partir de la Revolución Francesa existió conciencia de que el hombre independientemente de su raza u origen tiene derecho, por el simple hecho de nacer, a una serie de prerrogativas y derechos que jamás habían sido considerados para los hombres de la antigüedad. Los derechos que tienen los trabajadores en nuestro país, no tienen la más remota comparación con los derechos de los mismos trabajadores, en este mismo país, hace 100 o 200 años. En la actualidad, los trabajadores tienen derecho a una jornada de trabajo que no puede ser de más de 8 horas diarias, derecho a percepción de horas extras, a gratificaciones de fin de año, a prestaciones de seguridad social, etcétera. En el pasado no se tenían ninguno de esos derechos y sí muchas obligaciones, por lo que los costos de la mano de obra eran mínimos comparados con los actuales, y en nuestros días el dueño de una empresa tiene que tratar de lograr sus objetivos en una forma eficiente, es decir utilizando el mínimo posible de recursos ya que de otra forma el producto que se tratara de producir sería demasiado caro. Otra razón para el interés por el estudio de la administración, es que en la actualidad existe más competencia entre un mayor número de naciones por obtener cada vez mejores mercados, poder y progreso, y ya no son unas cuantas las naciones que tienen acceso al conocimiento científico. En la actualidad, con los medios de ¿Qué es la administración? 53 comunicación e información masivos, el conocimiento científico se ha diseminado en forma tal que es más fácil para los países que no tienen la posibilidad de desarrollar estos conocimientos, el poder aplicar tecnologías desarrolladas en otros lugares más adelantados para resolver sus problemas económicos y sociales. En nuestros días la libertad de comercio cada vez es mayor, las transacciones internacionales entre naciones con los medios de transportación modernos son cada vez mayores y los productores particulares de cada uno de estos países necesitan ofrecer sus servicios a precios que sean cada vez más competitivos. También, y como resultado de las presiones sindicales, la tendencia del crecimiento de los salarios es cada vez mayor que la productividad de los trabajadores, y como en nuestra época los métodos de producción y los productos mismos son cada vez más complejos, las inversiones requeridas para realizar cualquier negocio son generalmente mayores de lo que se necesitaron en la antigüedad. Reunidos estos y otros factores, tenemos como resultado que sólo mediante una juiciosa administración de los diferentes insumos que se requieren para el proceso de producción, es posible que una institución sobreviva; la diferencia entre el éxito y el fracaso la mayoría de las veces reside en la adecuada administración. Y cuando hablamos de la administración nos estamos refiriendo al empleo racional e inteligente de todos los recursos humanos, materiales, tecnológicos, de capital, de tiempo y de circunstancias que se requieren para producir bienes o servicios a precios que sean competitivos. Aun una institución caritativa o de beneficencia que no persiga objetivos económicos, primero que nada tiene que sobrevivir, tiene que subsistir para poder seguir proporcionando los servicios altruistas que se propone. Consecuentemente los recursos que forman su patrimonio deben ser juiciosamente administrados, de otra forma los mismos se pierden y la institución desaparece. 54 Administrar para producir Así pues, no obstante su importancia, la administración no ha sido debidamente comprendida y he tenido oportunidad de ver a muchos brillantes técnicos y especialistas en sus respectivas áreas, que incluso llegan a sentir cierto menosprecio por las actividades administrativas, ya que existe ignorancia acerca de cuál es la naturaleza de las mismas. Por lo general se piensa que estas actividades son molestas y que sólo se utilizan en las instituciones burocráticas o de gran tamaño y que, además, sólo tienen que ver con todo lo relacionado con el papeleo, los trámites, la contratación de personal, las compras, los aspectos contables, etcétera. El concepto anterior está totalmente equivocado, la administración como hemos visto es algo de mucha mayor importancia y trascendencia y sería deseable y necesario que los administradores que ignoran que lo son, estuvieran conscientes de cuál es su papel y su responsabilidad. Como ejemplo de la falta de conciencia que existe al respecto, mencionaré que en cierta ocasión platicando con el gerente de ingeniería de una gran empresa acerca de la responsabilidad que tenía como administrador técnico de la misma, frunció las cejas, se molestó y respondió que él era un ingeniero, que estos aspectos no le incumbían, que su responsabilidad era la ingeniería y que los problemas administrativos que los resolvieran los administradores. Este caso no es tan extraño como pudiera pensarse, por el contrario, es frecuente que personas con o sin estudios profesionales en diferentes disciplinas, que por circunstancias tan comunes en nuestro medio, ocupen puestos de mando y que por lo tanto son administradores, ignoren que lo son y si llegan a tener conciencia de su posición, desconocen cuáles son sus responsabilidades. Pensemos en la unidad social más pequeña que existe: la familia. Es difícil pensar que un padre de familia se considere a sí mismo como un administrador aunque en realidad lo sea. Él tiene la responsabilidad de guiar y dirigir a los suyos hacia el logro de los objetivos familiares que previa- ¿Qué es la administración? 55 mente deben de haberse establecido, y esto en la forma más eficiente posible. Si el padre de familia aplicara en su hogar los conocimientos más elementales de la administración, su familia tendría mayores posibilidades de desarrollarse sanamente y mejorar, consecuentemente, su nivel de vida. La administración no únicamente se emplea en el gobierno, las secretarías y dependencias del Estado o en las grandes empresas. Esta ciencia se aplica o debiera aplicarse en todos los grupos sociales organizados: por ejemplo el pequeño taller que proporciona un servicio de reparación de automóviles o de enseres domésticos; la peluquería; un laboratorio de análisis clínicos; un negocio que se dedique a la venta de cualquier tipo de bienes de consumo; la agencia de viajes que proporciona servicios turísticos a sus clientes; el consultorio de un doctor; la notaría que formaliza asuntos que requieren de fe pública, etcétera. Aun el equipo deportivo en el cual participamos o que apoyamos como partidarios tiene que desarrollar como función técnica aquella del deporte específico de que se trate, pero debe aplicar todas las demás funciones de apoyo y fundamentalmente la función administrativa para tener posibilidades de lograr el objetivo previsto, con el mínimo de recursos posibles. Así pues, vamos a estudiar qué es o en qué consiste la administración, comenzando por señalar la importancia de los llamados principios de la administración, conceptos generales que Henry Fayol estableció y que son de validez universal en el mundo de nuestros días, pero que desafortunadamente son totalmente ignorados por la mayor parte de los administradores, tanto de pequeñas como de grandes organizaciones y con mayor frecuencia por aquellos que prestan sus servicios en organismos del Estado. Principios de la administración Todas las ciencias se apoyan en principios. Entendemos por principio una ley que ha sido establecida como consecuencia de haber sido probada su validez, y que nos indica que ante determinadas circunstancias, si los mismos factores se encuentran presentes, el resultado previsto será el mismo. Sin embargo, hay que distinguir la diferencia que existe entre un principio en las ciencias sociales y 56 Administrar para producir un principio en las ciencias físicas, cuando el mismo se viola o no es respetado. Supongamos que un individuo ignorando una ley física, se aproxima peligrosamente al borde de la azotea de un edificio; si pierde el equilibrio, la fuerza de la gravedad lo atraerá hacia el piso, en donde al estrellarse se lesiona o pierde la vida. En la violación del principio físico recibió la sanción correspondiente. Por el contrario, si un directivo viola uno de los principios de administración, ya sea por ignorancia o por negligencia, de momento él no percibe las consecuencias funestas de su acción y cuando pasado el tiempo se pregunta a sí mismo, ¿qué es lo que está pasando?, ¿por qué no estoy obteniendo los resultados que esperaba?, posiblemente ni se acuerde de las veces que ignoró principios que debiera conocer, respetar y aplicar en su trabajo diario. Henry Fayol (1969, p. 157) estableció que la administración tiene una serie de principios y que seguramente los estudiosos de esta ciencia posteriores a él, aportarían otros más para engrandecer este campo del conocimiento. En lo personal he tenido oportunidad de aplicarlos y he podido comprobar que no obstante su validez son totalmente desconocidos por muchas personas que tienen responsabilidades administrativas. Funcionarios y ejecutivos de instituciones públicas y privadas, de la mayor a la menor jerarquía, los violan, unos por ignorancia y otros por torpeza, perjudicando así la buena marcha de las instituciones que dirigen. Por ese motivo considero muy importante recordar cuáles son estos principios y en qué consisten. De la división del trabajo Recordemos que la administración busca eficiencia y ésta sólo puede lograrse cuando el ejecutivo o el subordinado en cualquier nivel ¿Qué es la administración? 57 se especializa. Es decir, realiza repetidamente las mismas labores o decide sobre los mismos asuntos. Un individuo que cambia continuamente de tarea tiene una idea general de cómo se hacen las cosas, pero nunca llega a dominarlas y la consecuencia final es la pérdida de tiempo y de recursos, y el daño aumenta a medida que tiene mayor jerarquía. Sin embargo, tampoco es conveniente dividir el trabajo a un punto tal que éste pierda su contenido y el que lo realiza no tenga la visión del conjunto y no sepa ni lo que está haciendo. El trabajo es uno de los bienes más preciados que tiene el hombre y constituye además un medio para realizarse, por lo que la aplicación de este principio así como la de los demás, es cuestión de grado y de criterio. Del equilibrio entre autoridad y responsabilidad Todo jefe para poder actuar como tal requiere de autoridad, es decir, del derecho o facultad de mandar u ordenar que se ejecuten determinadas acciones y que al mismo tiempo se le obedezca. Existen dos tipos de autoridad: la formal, o sea aquélla derivada de las leyes y reglamentos, y la moral, que es resultado de la capacidad, integridad, inteligencia, experiencia, etc., del individuo que sabe cómo se hacen las cosas bien o cómo se ordena que se hagan. El buen jefe debe reunir ambas. No existe mayor frustración para un subordinado capaz que tener por jefe a un inepto. Sin embargo en nuestro medio es de lo más natural el nombrar como jefe, supervisor, gerente o director a un individuo que carece de los atributos que distinguen a los buenos jefes, nada más porque es amigo, compadre, pariente, conocido o recomendado. Ahora bien, al jefe se le debe delegar autoridad, es decir, se le deben otorgar facultades para que pueda actuar como tal, de 58 Administrar para producir acuerdo con la naturaleza de las misiones que se le encomiendan o de los objetivos que se le fijen. Pero desafortunadamente lo único que desean obtener la mayoría de las personas que aspiran a un puesto de mando es abusar de la autoridad que el puesto representa. Sin embargo, muchos no ven, o no quieren ver la otra cara de la moneda, o sea la responsabilidad correspondiente a la autoridad recibida. En otras palabras, ¿cuál es el uso o el abuso que se ha cometido con la autoridad que se tiene? El deseo de ocupar un puesto directivo, por la autoridad que el mismo representa es algo muy humano, pero también lo debe ser el responsabilizarse ante los jefes y subordinados por el empleo juicioso y honesto de la misma. Fayol nos dice que entre ambos conceptos debe existir equilibrio, ya que si un jefe tiene exceso de autoridad sobre responsabilidad se propicia la dictadura o el despotismo. Si por el contrario, la responsabilidad exigida es mayor que la autoridad delegada, el resultado final será la ineficacia y la ineficiencia. Reflexionemos ahora: ¿cumplen la mayoría de los ejecutivos de empresas privadas y funcionarios de organizaciones del Estado en nuestro país con este principio? La respuesta seria y honesta a esta pregunta la tendrán seguramente los lectores de este documento. Yo opino que no. Y es por eso que estamos en una situación delicada. El pueblo ignora con base en qué méritos, a qué resultados de trabajo, a qué logros obtenidos (no desde el punto de vista individual sino desde el punto de vista de las organizaciones para las cuales han servido), es que muchos funcionarios han ascendido en la jerarquía de las instituciones. Otros, no podría decirse que ascendieron sino que llegaron improvisadamente sin haber adquirido la madurez, criterio y experiencia que sólo puede proporcionar el desempeño eficaz y eficiente de puestos operativos. ¿En cuántas empresas privadas y públicas se da el caso de que los altos funcionarios tengan como único mérito para recibir el nombramiento de un puesto, el de ser hijos del dueño? Meditemos seriamente acerca de las consecuencias de este tipo de deci- ¿Qué es la administración? 59 siones y preguntémonos si no, ésta pueda ser una de las causas de la ineficiencia de nuestras organizaciones. De la disciplina Todo organismo para operar ordenadamente requiere de un conjunto de reglas, leyes, procedimientos y políticas que se establecen previamente para regular las relaciones entre los diferentes miembros del mismo, así como de las actividades que se requieren realizar. La disciplina consiste en la obediencia y respeto a estas reglas o leyes establecidas. Podríamos preguntamos: ¿cuál es la diferencia entre una horda y un ejército?, creo que la disciplina sería la respuesta. Lo mismo ocurre en una empresa o en una institución, ya que si en la misma no existen reglamentos que regulen las relaciones entre los miembros del grupo, lo que ocurrirá será el caos. Aun en actividades de entretenimiento como sería el caso de la práctica de un deporte, éste se encuentra generalmente regulado por una serie de reglas que establecen lo permitido, y cuando alguno de los participantes viola las reglas se hace acreedor a una sanción. Lo mismo debe ocurrir dentro de las empresas e instituciones. Si las personas que trabajan dentro de un organismo violan o ignoran a las reglas es imposible lograr la adecuada coordinación de todos los integrantes del conjunto. Todos deben de respetar las reglas y aquí se incluye fundamentalmente a los jefes ya que, generalmente, cuando el responsable o los directivos de una organización respetan las reglas y predican con el ejemplo, los subordinados los siguen porque todos están de acuerdo. La disciplina sirve para hacer más fáciles las relaciones entre todos. Es muy importante que se seleccionen como jefes a las personas que tengan un mayor respeto por las reglas y que vigilen su aplicación, para que cuando se cometan violaciones, procedan de inmediato a restaurar el orden, sancionando de acuerdo con la naturaleza de la violación a la persona que ha cometido la misma. 60 Administrar para producir No hay nada más negativo que existan reglas que no se respeten, ya que eso va en detrimento de la armonía que debe prevalecer en la operación de una institución, siendo preferible que no se establezca una regla si no se tiene la intención de hacerla cumplir: Cuando circulamos diariamente por las calles de la ciudad de México nos damos cuenta del problema tan agudo que representa el trasladarse de un lugar a otro, debido a la cantidad de automóviles y autobuses que circulan, pero además, porque las diferentes avenidas y calles de la ciudad se encuentran saturadas de vehículos que se estacionan en doble y hasta en triple fila: no obstante que existen letreros que indican claramente la prohibición de estacionarse. Cuando se ha tenido la oportunidad de viajar por otros países y se encuentra un letrero en donde se establece: “no estacionarse en ningún momento”, eso es lo que significa precisamente: no estacionarse en ningún momento. Este ejemplo nos ilustra que antes de dictar disposiciones absurdas, se deben primero proveer los medios para que los particulares estacionen sus vehículos en lugares expresamente construidos para tal fin y después prohibir el estacionamiento en las calles; ya que es peor que se establezca la disposición de prohibido el estacionamiento y que la gente violando la disposición, estacionen sus vehículos en las banquetas, porque simple y sencillamente no hay lugar donde estacionarlos. Con esto quiero señalar un aspecto muy importante dentro de la administración de las organizaciones: si se establecen reglas, políticas, procedimientos, etc., se debe considerar cuál es la situación de la empresa y analizar si es posible el cumplimiento de estas disposiciones, y si no se tienen las facilidades para lograrlo, es preferible no establecer el procedimiento hasta que los encargados de cumplirlo, efectivamente puedan observarlo. De la unidad de mando Fayol (1969, p. 163) nos dice que “para una acción cualquiera, un subordinado no debe recibir órdenes más que de un solo jefe”. En los cientos o miles de relaciones que cotidianamente se establecen ¿Qué es la administración? 61 entre los miembros de cualquier organización surgen, como es natural, situaciones de tipo conflictivo. Gran parte de estos principios tratan precisamente de disminuir el número de los conflictos al mínimo, ya que los antagonismos constituyen un problema grave para la buena marcha de cualquier institución. ¿Qué ocurre cuando un jefe que no tiene autoridad directa sobre un empleado de menor jerarquía le da órdenes ignorando al jefe que se encuentra entre ambos, es decir, al jefe intermedio? Para empezar hay molestias por parte del jefe que se ve menospreciado o hecho a un lado por la actitud de su superior que no lo tomó en cuenta para dirigirse al subordinado de él. Por otro lado, en el subordinado que recibe órdenes de quien no debe de recibirlas, existe confusión porque se pregunta, ¿quién es el jefe al que me encuentro subordinado? Es frecuente observar que este principio se viola sistemáticamente, y lo único que ocurre como consecuencia de ello es la ineficiencia. Recordemos que uno de los objetivos que trata de lograr la administración es aumentar la eficiencia; y para ello se requiere que los jefes que se seleccionen para todos y cada uno de los puestos en los diferentes niveles sean los adecuados para la función que deben supervisar. Si son capaces, debe de tenerse confianza en las decisiones que ellos adoptan, si no, no hay que colocarlos en esas posiciones. Si son capaces pero les falta experiencia hay que entrenarlos, orientarlos, capacitarlos o guiarlos; pero una vez que se les ha dado una determinada responsabilidad y autoridad deben respetarse sus decisiones. Puede ser que en ocasiones, en forma temporal y por ausencia del jefe intermedio, el jefe de mayor jerarquía se dirija a uno de los subordinados para darle instrucciones directas, o también que por la naturaleza o lo delicado de estas instrucciones quiera darlas directamente; pero eso solamente se podrá hacer por excepción y siempre y cuando se informe al jefe intermedio el porqué de esta 62 Administrar para producir acción, con el objeto de que en los subordinados quede claro que el jefe directo es el que tiene la autoridad y la responsabilidad. De la unidad de dirección Fayol (1969, p. 165) dice lo siguiente: “un solo jefe y un solo programa para un conjunto de operaciones que tiendan al mismo objeto”. Como posteriormente veremos en la función de organización, todas las actividades que tienen un mismo fin deben de tener un mismo jefe o un mismo responsable, de otra manera no se logra eficiencia. Las personas que están colaborando para la realización de un trabajo semejante pero que no son dirigidas por el mismo jefe, ven desperdiciados sus esfuerzos, lo que causa problemas desde el punto de vista de la organización al existir dos o más responsables para una función idéntica. Es lo que Fayol compara como tener un cuerpo con dos cabezas. Las decisiones del responsable de un área específica deben de cubrir todos los ámbitos de la misma, de otra manera ocurren como en el principio anterior una serie de conflictos, así como pérdidas de tiempo, de recursos humanos y materiales. De la subordinación del interés particular al interés general La vida en común requiere de cada uno de los que participan en una organización, la renuncia a muchos de sus intereses personales, precisamente para satisfacer otros de índole general. Consecuentemente cuando se colabora dentro de una organización, no se puede realizar todo lo que a uno le gustaría hacer porque existen intereses de un orden superior que deben de estar por encima de las inclinaciones particulares de los miembros del grupo. El problema aquí es de honradez. Con frecuencia ocurre que uno de estos miembros del grupo emplea a la organización en su propio beneficio y el daño se acrecienta cuando es precisamente, el jefe quien utiliza los recursos de la organización, no para satisfacer o para lograr los objetivos de la misma, sino para satisfacer sus propios intereses. ¿Qué es la administración? 63 Como dice Fayol (1969, p. 165) “las pasiones humanas, la ignorancia, la ambición, el egoísmo, etc.”; muchas veces hacen que el individuo anteponga sus intereses particulares y se olvide de los objetivos de la organización para la cual trabaja, lo cual redunda en detrimento de las operaciones. Pero si esta situación es incorrecta cuando se trata del dueño que utiliza los recursos de su empresa en su propio beneficio, esta situación se convierte en delito que debiera castigarse cuando es un empleado quien utiliza el puesto para enriquecerse. Tal es el caso de los jefes de compras de empresas públicas y privadas, que en lugar de comprar después de analizar las mejores condiciones del mercado, otorgan a sus familiares, amigos y conocidos los contratos definitivos, porque con ello van a obtener una ganancia. O el caso del jefe que contrata para un determinado puesto a personas que no tienen la menor preparación, pero que lo hace porque son sus parientes y en esa forma crea su grupo de incondicionales. De la remuneración del personal Todas las personas que trabajan como empleados en una organización, de la mayor a la menor jerarquía, esperan que como consecuencia de su esfuerzo recibirán una remuneración justa y oportuna que les permita satisfacer sus necesidades particulares. Y esta responsabilidad es del jefe directo, que por su relación cotidiana con el subordinado, es la persona más calificada para aquilatar su desempeño. Con frecuencia he visto que un jefe se desentiende de esta necesidad de sus subordinados y considera que no es su responsabilidad directa el problema de la remuneración, manteniendo indefinidamente al empleado con un sueldo inadecuado; ¿y qué es lo que ocurre?, si el subordinado es un individuo competente o capaz busca la forma de cambiarse de esa organización para irse a otra en donde sus servicios sean mejor apreciados. 64 Administrar para producir El sueldo no lo es todo. Muchas personas trabajan en una determinada actividad, no únicamente por el sueldo que reciben a cambio, sino porque buscan en el trabajo otros satisfactores de índole superior. Sin embargo, es fundamental que la persona reciba la compensación adecuada por los servicios que está ofreciendo. En el sector público es frecuente observar que las personas que comienzan a trabajar como empleados en una determinada dependencia no reciben una remuneración por su trabajo hasta pasados 6, 12 o 15 meses de trabajo. Es sorprendente que un funcionario pueda sentirse tranquilo sabiendo que un subordinado está trabajando sin percibir una remuneración decorosa. La remuneración debe ser justa y oportuna y se deben realizar las modificaciones que sean necesarias en el sistema administrativo de nuestro país para lograr que los empleados federales reciban su sueldo oportunamente; de otra forma se continuará contando con elementos humanos que no son los mejores para realizar un trabajo, pero que se conforman con la situación que están viviendo porque no tienen otra alternativa. En ocasiones ocurre que por un error del departamento de personal o el de contabilidad que son los que normalmente realizan los pagos, un subordinado no recibe el día fijado su sueldo correspondiente y cuando el subordinado le pregunta al jefe ¿qué pasó?, él responde: “mira ése no es mi problema, reclama en personal y allá que te lo resuelvan”. Es una actitud negativa por parte del jefe, ya que entre las responsabilidades que él tiene, está la de vigilar que su personal reciba su sueldo oportunamente. De la centralización Cuando en un organismo se establecen los diferentes niveles jerárquicos así como la autoridad y la responsabilidad necesarias para cada puesto, se deben definir claramente sobre qué acciones tiene autoridad un jefe determinado, y en esto consiste precisamente la descentralización. Si todas las decisiones dentro de una organización tienen que ser adoptadas por el ejecutivo de más alto nivel, existe una centralización absoluta y resulta que nada se mueve si no es porque lo ¿Qué es la administración? 65 decide el jefe máximo. Esto es incorrecto ya que no se permite la participación en la toma de decisiones por parte de los jefes intermedios que deben actuar para quitar parte de su carga de trabajo al jefe de mayor autoridad. Frecuentemente este ejecutivo tiene la culpa de la centralización porque no permite que sus jefes subordinados actúen romo tales y decidan en los asuntos que son de su competencia. En ocasiones ésta es una actitud egoísta que tiene su origen en el temor del jefe a perder autoridad a los ojos de sus subordinados, si es que permite que los jefes intermedios actúen como tales. Esto es cuestión de confianza y de seguridad en la propia capacidad por parte del jefe. Es mejor para un directivo contar con subordinados competentes que sean capaces de decidir sobre las acciones que les corresponde, a estar realizando todo el trabajo de ellos; es imposible dedicarse a ejecutar las labores que corresponden a un jefe cuando tiene que estar decidiendo acerca de asuntos que no son de su directa incumbencia. Desde luego que no se puede descentralizar si antes no se ha contratado y capacitado adecuadamente a los individuos que ocuparán estos puestos de mando intermedios, ya que cuando una organización trabaja eficientemente es por que existe en ella la mayor descentralización posible, logrando así que cada quien cumpla con su trabajo correctamente. Desafortunadamente en nuestro país la centralización es excesiva, sobre todo en el sector público. Uno observa con tristeza que muchas acciones o decisiones que podrían ser adoptadas por los gobiernos estatales, tienen que ser turnadas a la capital, para que en ella se tomen las decisiones correspondientes a la solución de un problema en particular, con el inconveniente de que como el funcionario que toma la decisión en la ciudad capital desconoce el problema completo que se está presentando en la provincia, generalmente sus decisiones son inadecuadas. Esto obedece en muchas ocasiones al anhelo de poder que tienen los jefes, que lejos de ayudar a mejorar la situación, la entorpecen y muchos proble- 66 Administrar para producir mas tardan el doble, el triple, o el cuádruple del tiempo que normalmente se requiere para ser resuelto satisfactoriamente. De la jerarquía La jerarquía, de acuerdo con Fayol (1969, p. 175) es “la serie de jefes que va de la autoridad superior a los agentes inferiores”. En toda organización existe un flujo de información que debe servir para la adecuada adopción de decisiones. De los niveles superiores a los inferiores fluyen órdenes, políticas o indicaciones que sirven para guiar o regular la actividad de los subordinados; por el contrario, de los niveles inferiores a los superiores fluye información consistente en: reportes, informes, sugerencias, etc., que sirven para que los jefes de los niveles superiores puedan tomar las decisiones que corresponden a su nivel. En este sentido, el principio de la jerarquía se relaciona con el principio de la centralización; cuando se respeta la jerarquía, si la institución es de una gran magnitud y existen muchos jefes intermedios entre los niveles operativos y los niveles directivos, todas las decisiones se atrasarán innecesariamente, porque hay que esperar a que llegue la decisión tomada por los jefes de orden superior. En el caso contrario, si no se respeta el principio de la jerarquía y se descentraliza demasiado a un punto tal que los directivos pierdan el control, la organización puede verse peligrosamente afectada, sobre todo si no se cuenta con ejecutivos capaces en los niveles inferiores. Como el mismo Fayol (1969, p. 177) nos dice: “Es un error prescindir de la vía jerárquica sin necesidad; pero lo es mucho mayor seguirla cuando debe resultar de ello un perjuicio para la empresa.” Del orden Todas las cosas, de acuerdo con Fayol, deben ocupar el lugar que les corresponde, pero este orden no se refiere exclusivamente a las ¿Qué es la administración? 67 cosas materiales; se refiere también a las personas que ocupan los puestos existentes en una organización. Si se busca eficiencia y eficacia en la administración es indispensable que las personas sean las adecuadas para ocupar un puesto determinado. A nadie en su sano juicio se le ocurriría introducir una pieza de sección transversal cuadrada en un agujero redondo con un diámetro menor; es evidente que no entraría, que esa no sería su posición correcta. Sin embargo, así como esto es patente tratándose de un objeto material, no ocurre lo mismo cuando se trata de una persona que ocupa un puesto para el cual no se encuentra capacitada, porque no tiene la experiencia necesaria o porque carece de otras características que el puesto demanda. Desafortunadamente éste es uno de los males más grandes de nuestro país: el nepotismo; que se manifiesta cuando un jefe emplea su poder para colocar en determinados puestos a personas con las cuales el único nexo que se tiene es la liga del parentesco. También se manifiesta esta actitud cuando se trata de colocar a los amigos, a los vecinos, a los compadres o a los excompañeros de escuela, aunque sus características individuales no sean las adecuadas para los puestos que deben desempeñar. Esto es desorden y el desorden en la administración tiene un precio: la ineficiencia y la ineficacia, es decir, costos excesivos y no lograr los objetivos previstos. En lo que respecta a las cosas materiales, como dice Fayol (1969, p. 178), “no existe un lugar para la mugre o para la suciedad”. La adecuada distribución de los equipos productivos en una fábrica; de los materiales en los almacenes; la correcta utilización de las herramientas de acuerdo con la función que las mismas deben de desempeñar, los procedimientos administrativos para las operaciones que lo ameriten, etc., son manifestaciones del orden. Cuando en una empresa ocurren continuamente actividades imprevistas y observamos a los ejecutivos apagando fuegos continuamente, estamos ante los síntomas de la falta de orden; falta de orden en los sistemas; en los procedimientos; en los objetivos, etc., porque 68 Administrar para producir la realidad es que el orden nos sirve para lograr un flujo continuo, sin interrupciones y coherente, en todas las actividades. De la equidad Fayol (1969, p. 180) nos dice: “la equidad es la combinación de la benevolencia con la justicia”, agregando que la ciega aplicación de las leyes y reglamentos a un subordinado puede conducir a una injusticia mayor. La administración no es la indiscriminada aplicación de las normas; se requiere por parte del administrador la benevolencia, el juicio y el criterio necesarios para conocer las causas por las cuales un subordinado está fallando. La organización de una empresa no es igual a la que existe en el ejército, en donde las reglas y procedimientos muchas veces son fríos e implacables, de acuerdo con la naturaleza propia de este tipo de instituciones. En cambio, en cualquier otro tipo de organización hay que tomar en cuenta que los trabajadores no son robots, que no son máquinas, que son seres humanos que en ocasiones fallan por circunstancias que ni ellos mismos comprenden, y es característica del buen jefe, actuar con el juicio necesario para determinar el grado de culpabilidad de un subordinado que haya ignorado una regla. Por otro lado, esta actitud de equidad necesariamente beneficiará al jefe que posea esta cualidad, porque los subordinados entenderán que tienen en él a un compañero, a un amigo que comprenderá juiciosamente las situaciones o los problemas que se le presenten. De la estabilidad del personal Toda organización para funcionar requiere de personal en los diferentes niveles, y éste deberá ser reclutado, seleccionado y contratado de acuerdo con la descripción de puestos que previamente se han realizado. Ahora bien, por adecuado que sea el individuo que ¿Qué es la administración? 69 se contrata, siempre se precisará de un periodo de aclimatación al nuevo puesto y a la nueva empresa, ya que aunque el nuevo empleado haya desempeñado en otras organizaciones un puesto similar, las características propias de cada organización varían con relación a otras, aun tratándose del mismo tipo de negocio. Consecuentemente se debe tener la paciencia suficiente para esperar que el nuevo empleado se habitúe al puesto que está desempeñando y llegue a lograr el máximo de eficiencia; por ello, si a un empleado que recién acaba de ingresar a un puesto, se le cambia a otro, esta persona no llegará al grado de eficiencia y maestría que se espera de ella, por amplia que sea su capacidad. La experiencia no se logra de un día para otro, se requiere tiempo para obtenerla y hay que tener paciencia para esperar que los subordinados adquieran todos los conocimientos que se necesitan para desempeñar eficientemente un trabajo. Éste es otro de los principios que desafortunadamente no se respetan, pues vemos que los funcionarios en las empresas y secretarías del Estado son cambiados de un puesto a otro con frecuencia realmente aterradora, y como las características de los mismos son de naturaleza diferente, solamente un superhombre podría desempeñarlos eficientemente. Pero el problema no es únicamente cuando se cambia al secretario o director general, ya que con el cambio, el nuevo funcionario que llega trae a su equipo de trabajo, a sus cuates y entonces el cambio de una persona da lugar a un cambio de decenas de puestos en la jerarquía de la organización y viceversa con la dependencia de donde el anterior ejecutivo provenía. Esto origina ineficiencia, pérdida de tiempo, adaptación de los subordinados a los nuevos jefes y adaptación de los nuevos jefes a las particularidades específicas del trabajo; es algo que ojalá algún día se llegue a desterrar de nuestro medio; el cambio indiscriminado de jefes de una dependencia a otra, sin saber siquiera por qué se realizaron los mismos. En ocasiones la causa de esta inestabilidad del personal es la impaciencia del jefe que nombra a los jefes que a él se reportan porque no obtiene los resultados esperados, pero generalmente cuando se cambia a una persona precipitadamente, gran parte de las veces es porque el jefe se equivocó al 70 Administrar para producir seleccionarla y tiempo después se da cuenta de su error viéndose obligado a rectificar removiéndola del puesto en el que anteriormente la había nombrado. Ahora bien, este problema no se refiere exclusivamente a los jefes, se relaciona con todos los trabajadores dentro de una organización; las personas tienen que adquirir la experiencia en el puesto que están desempeñando para llegar a ser lo más efectivo posible, en el supuesto caso de que tengan las capacidades requeridas y deseos de hacerlo. Otra manifestación de este problema es que algunas personas nunca están contentas en el puesto que desempeñan; los subordinados cualquiera que sea su nivel frecuentemente están tratando de cambiar de puesto. Parece ser que el personal en nuestro medio se encuentra siempre insatisfecho, siempre ambicionando puestos mejores y de mayor poder. Pero no para desempeñarlos bien, sino para utilizarlos de escalón o trampolín para seguir ascendiendo dentro de la jerarquía de las organizaciones. Esto es algo que debe de corregirse o frenarse mediante la capacitación de los directivos, tanto de las empresas públicas como de las privadas, para que comprendan la magnitud de los problemas que se están creando al propiciar este tipo de situaciones. Las personas deben ser promovidas, sí, pero cuando se ha comprobado que tienen la capacidad para ascender a puestos de mayor responsabilidad, y que además lo demostraron con resultados en los puestos que han desempeñado; que los han cumplido en forma eficiente y eficaz; solamente así es que se puede pensar en promover a una persona, y en tanto no logre resultados positivos, ésta no debe de ser promovida. De la iniciativa Fayol (1969, p. 181) llama iniciativa a la “posibilidad de concebir un plan y a asegurar su éxito en la práctica y considera que es una de las satisfacciones más grandes que puede experimentar un hombre inteligente”. ¿Qué es la administración? 71 El directivo que corta las sugerencias de sus subordinados, diciéndole que esto no dará resultado o que no funciona está frenando la iniciativa, y el día que se queja que sus subordinados no aportan ideas, en cierta forma estará recibiendo el pago normal por lo que él sembró. La iniciativa es algo que debe de fomentarse continuamente en todas las organizaciones; es sabido que dos cabezas piensan mejor que una, y el jefe no por ser el que manda es el más inteligente o el que tiene las ideas más brillantes; el buen administrador sabe canalizar todas las inquietudes y experiencias de sus subordinados para obtener de ellos la máxima colaboración y participación en el trabajo y en esa forma lograr un desarrollo en el cual todos cooperan. En ocasiones la iniciativa es frenada por falta de seguridad de los jefes, porque tienen temor de que sus subordinados los vayan a desplazar en el futuro. Existen directivos que deliberadamente se rodean de personas mediocres para conservar sus puestos; no hay nada más triste que esto, pero es una realidad. Por el contrario cuando un jefe lo es de verdad, sabe seleccionar a su personal entre los individuos más brillantes y si él tiene la capacidad suficiente, siempre se mantendrá al frente de ellos. El buen administrador debe saber identificar estas características en su personal y reconocer públicamente cuando un subordinado ha tenido una sugerencia o una idea que contribuya a realizar mejor el trabajo, ya que también existen directivos que asignan a sus subordinados sus errores, pero todos los aciertos son de ellos y a corto plazo revierte esta situación en el mal jefe y sobreviene el fracaso. De la unión del personal Fayol dice: “La unión hace la fuerza” y eso es una realidad; si los diferentes miembros de un equipo se encuentran unidos y entre ellos existe lo que se llama espíritu de grupo, ese equipo es capaz de multiplicar en forma insospechada las habilidades individuales de los 72 Administrar para producir miembros del mismo y obtener resultados imprevisibles. Sin embargo, existen directivos que dedican sus esfuerzos a dividir a su personal, crean rumores, chismes, problemas que permitan para ellos aplicar aquel viejo adagio de divide y vencerás. Ahora bien, muchas veces esta división del personal la puede realizar el dirigente inconscientemente al dejarse influenciar por mentiras de personal mal intencionado y tomar decisiones equivocadas; por ello, el jefe debe ser una persona justa, que antes de tomar una decisión evalúe adecuadamente el problema sobre el cual trata de decidir para no cometer una injusticia, porque ésta es otra forma de lograr la división del personal. También se divide el grupo de trabajo otorgando sólo a los empleados favoritos puestos, salarios y prestaciones que no corresponden al esfuerzo realizado en el trabajo y, principalmente, a los logros obtenidos, por ello el jefe debe ser sumamente juicioso antes de tomar este tipo de decisiones. CAPÍTULO 2 LA PREVISIÓN Su razón de ser reside en determinar hacia dónde deberemos llegar. Recordemos la definición de administración que vimos en el capítulo anterior: consiste en la dirección de grupos humanos hacia el logro de objetivos predeterminados en forma eficiente y eficaz. Por lo tanto el primer paso estribará en determinar cuáles son estos objetivos, qué queremos lograr; de ahí la importancia de esta función, ya que de su adecuada realización dependerá el futuro de la organización que intentamos dirigir. Existe una mala interpretación con respecto a la actividad de fijar objetivos. Hay muchos ejecutivos que confunden el fijar objetivos con lo que podríamos llamar buenas intenciones, buenos deseos o caprichos. Lo que nosotros quisiéramos ver realizado en el futuro no es un objetivo, ya que éste desde el punto de vista administrativo tiene determinadas características que deben de ser tomadas en cuenta. Características de los objetivos En primer lugar, un objetivo debe de ser realista, es decir, que no sea el resultado de un capricho de la persona que dirige, sino que sea adoptado después de haber estudiado en forma exhaustiva diferentes aspectos, por ejemplo: los recursos internos de la organización, las oportunidades y limitaciones de tipo económico y social, los riesgos inherentes a cada una de las posibles alternativas, las disposiciones legales en vigor, etc. Todos estos factores los revisaremos más adelante. 73 74 Administrar para producir En segundo lugar, el objetivo debe ser factible en el tiempo, ya que existen objetivos que dentro de un determinado plazo son imposibles de lograr; consecuentemente, al mismo tiempo que sea realizable debe de serlo dentro de un plazo determinado. Otra característica del objetivo es que debe ser medible; en alguna forma debe determinarse si se ha logrado el objetivo o no y eso se fijará por anticipado; consecuentemente, un objetivo debe de ser expresado cuantitativamente siempre que esto sea posible. Cuando éste no sea el caso, deberá encontrarse alguna forma de determinar si después del esfuerzo realizado para lograrlo, se ha llegado a la consecución del mismo. Esta característica nos indica otra que deben tener los objetivos, es decir, que permitan revisiones o evaluaciones periódicas para analizar su progreso y si las circunstancias lo ameritan admitir la realización de los cambios necesarios para que se adecue a las circunstancias cambiantes del futuro, que pudieron no haber sido debidamente previstas en el momento en que se estudió y precisó. Los objetivos deben ser concisos y claros, que no se presten a diferentes interpretaciones, que todos aquellos que vayan a participar con su esfuerzo y con su trabajo para el logro del mismo, sepan exactamente lo que se espera. Los objetivos deben estar jerarquizados, ya que generalmente no es uno el que se busca, son varios, o un objetivo puede dar lugar a otros secundarios o derivados del primero que es necesario realizar para lograr el objetivo principal; en esas condiciones el objetivo, al estar jerarquizado, debe ocupar una determinada posición dentro de una escala de prioridades. Es importante que el objetivo sea deseado, es decir, que las personas que van a participar en su consecución luchen para lograrlo. Y finalmente, debe quedar claramente establecido por escrito en forma definitiva, revisando con cuidado si lo que hemos redactado corresponde a lo que realmente queremos. La previsión 75 Naturaleza de los objetivos Ahora bien, ¿sobre qué aspectos es que se deben fijar los objetivos?, ¿sobre cuáles de las diferentes áreas de operación de una industria, empresa u organización es que se deben fijar éstos? Una de las autoridades en la materia, Peter Drucker (1966 p. 80) nos dice al respecto: Se necesita tener objetivos en todos los aspectos en los cuales el desempeño y los resultados afectan directa y vitalmente la supervivencia y la prosperidad del negocio. Éstos son los aspectos a los cuales afecta cada decisión de la gerencia y que por lo tanto, tienen que ser tomados en cuenta al tomar cada decisión gerencial. A continuación Drucker nos dice que hay ocho aspectos en los cuales es necesario que se fijen objetivos de desempeño y de resultados: situación del mercado, innovación, productividad, recursos físicos y financieros, lucro, desempeño y desarrollo gerencial, desempeño y actitud obrera y responsabilidad pública. Veamos en qué consiste cada uno de éstos. Situación del mercado P. Drucker (1966, p. 83) nos dice: La situación del mercado ha de medirse comparándola con el potencial del mismo y con las realizaciones de los proveedores de productos o servicios competidores, ya sea la competencia directa o indirecta... Para poder fijar objetivos de situación en el mercado, un negocio debe descubrir primero cuál es su mercado, quién es su cliente, dónde está, qué compra, qué considera de valor; cuáles son sus necesidades insatisfechas. Con base en este estudio la empresa debe analizar sus productos o servicios de acuerdo con líneas, es decir, de acuerdo con las necesidades del cliente que ellos satisfacen. Para cada línea hay que determinar el mercado, su verdadero tamaño y su potencial, sus tendencias económicas e innovadoras. Esto debe hacerse con base en una definición del mercado considerado 76 Administrar para producir en función del cliente y teniendo en cuenta tanto la competencia directa como la indirecta. Además Drucker señala que en casi todos los negocios son necesarias no una, sino siete metas de comercialización: 1. La situación que es deseable para los productos existentes en su mercado actual, expresada en pesos así como en porcentaje del mercado, medidos tanto en comparación con la competencia directa como con la indirecta. 2. La situación que es deseable para los productos existentes en nuevos mercados, fijada tanto en pesos cuanto en puntos de porcentaje y medida en comparación con la competencia directa e indirecta. 3. Los productos existentes que deben abandonarse, por razones tecnológicas, por las tendencias del mercado, para mejorar la mezcla del producto o como resultado de la decisión de la gerencia respecto a cuál debe ser su negocio. 4. Los nuevos productos que se necesitan en los mercados existentes, el número de tales productos, sus propiedades, su volumen en pesos y la parte del mercado que deberían obtener para sí. 5. Los nuevos mercados que deberían desarrollar los nuevos productos, en pesos y porcentaje. 6. La organización distributiva necesaria para alcanzar las metas de comercialización y la política de precios adecuada para las mismas. 7. Un objetivo de servicio que mida en qué grado el cliente debe ser provisto de lo que él considera valor por la compañía, sus productos, y, su organización de ventas y de servicio. El objetivo del servicio debe por lo menos mantener las metas establecidas para obtener una posición competitiva en el mercado. Pero habitualmente no es suficiente ofrecer tan buen servicio como la competencia por cuanto el servicio es la forma más fácil de obtener lealtad y satisfacción por parte del cliente. La previsión 77 Este aspecto del servicio es muy importante y prácticamente ignorado en nuestro medio. Desafortunadamente al industrial y principalmente al comerciante mexicano no le interesa el grado de satisfacción que obtienen sus clientes con el producto o servicio que están adquiriendo de ellos; existe la idea de que con una sola transacción quieran ganar todo, y no les interesa la lealtad que pueda tener el cliente hacia la institución como consecuencia del buen servicio recibido. Es algo que si los industriales, comerciantes y prestadores de servicio tuvieran en cuenta harían que se multiplicara su clientela extraordinariamente. Innovación Nos dice Drucker (1966, p. 86): En todo negocio existen dos clases de innovaciones, aquellas que pueden realizarse en el producto o servicio y aquellas que modifican los oficios y las actividades necesarias para proporcionarlos. La innovación puede surgir de las necesidades del mercado o del cliente; la necesidad puede ser la madre de la innovación. Pero también puede provenir de la tarea que para el progreso de los oficios y los conocimientos se lleva a cabo en las escuelas y laboratorios por parte de investigadores, escritores, pensadores y ejecutores. Una empresa que no esté pendiente de la innovación tecnológica puede, en un momento dado, quedar fuera del mercado y ver disminuida sensiblemente su penetración en el mismo, y este descuido puede afectar en forma grave la situación económica de un país. Pensemos por ejemplo en la industria relojera suiza por excelencia, que hasta hace unos cuantos años era la más importante del mundo; sin embargo, no tuvieron presente el aspecto del desarrollo tecnológico en el campo de la electrónica y la microminiaturización de los circuitos integrados, y años después, como consecuencia, observamos que esta industria ha sufrido un colapso, y ahora los relojes suizos se han convertido en joyas, ya que el volumen de ventas que tenían anteriormente, ha pasado a manos de la industria electrónica japonesa y norteamericana, que tuvieron la visión 78 Administrar para producir anticipada de encontrar nuevas aplicaciones a dispositivos, que hace unos años nunca se pensó que pudieran tener aplicación en el campo de la industria relojera. Éste es un ejemplo de cómo una empresa que está dentro de un negocio, si no visualiza los cambios y las tendencias tecnológicas se puede ver seriamente afectada. Otro ejemplo, relacionado con el campo de la electrónica, es el de las compañías que se dedicaban a la producción y venta de máquinas calculadoras, y que en la actualidad no tienen la misma participación en el mercado mundial, ya que empresas totalmente desconocidas hace unos años son las que cuentan ahora con la mayor participación, como consecuencia de la venta de calculadoras de bolsillo que están prácticamente a la disposición de todas las personas, a un bajo precio y con mejores niveles de calidad que los que tenían las máquinas electromecánicas; por ello Peter Drucker (1966, p. 87) nos dice: Las innovaciones posibles en un negocio típico serían: 1. Nuevos productos o servicios que se requieran para lograr objetivos de comercialización. 2. Nuevos productos o servicios que se necesitarán debido a cambios tecnológicos que pueden volver anticuados los productos actuales. 3. Mejoras en los productos que se requieren tanto para lograr objetivos de comercialización como para anticiparse a cambios tecnológicos. 4. Nuevos procedimientos o mejoras en los antiguos que se requieren para satisfacer metas comerciales, como por ejemplo, mejoras en la fabricación para hacer posible el logro de objetivos de precios. 5. Innovaciones y mejoras en todos los campos principales de la actividad, en contabilidad como en diseño, administración o relaciones industriales para mantenerse al día en materia de conocimientos y capacitación. La previsión 79 Productividad Drucker (1966, p. 89) nos dice: La medición de la productividad es la base con que se puede medir la competencia de la gerencia y hacer posible la comparación entre las gerencias de distintas unidades dentro de la empresa y de diferentes empresas. Porque la productividad incluye todos los esfuerzos que la empresa realiza y excluye todo lo que ella no controla... y la única forma de medir este factor crucial es hacerlo por medio de una medición de la productividad que muestra cómo se utilizan los recursos y cuánto rinden éstos. Sin embargo, el mismo Peter Drucker reconoce que no se tiene una vara mágica para poder medir la productividad y que en los últimos años se ha encontrado un concepto básico que permite definir lo que se debe medir, y esto es lo que en economía se conoce con el nombre de valor aportado. El valor aportado es la diferencia entre la entrada bruta recibida por una compañía de la venta de sus productos o servicios y la cantidad pagada por la compra de materia prima y servicios prestados por proveedores de afuera. El valor aportado, en otras palabras, incluye todos los costos de todos los esfuerzos del negocio y toda la recompensa obtenida por esos esfuerzos. Da cuenta de todos los recursos que el negocio mismo aporta al producto final y de la valorización de tales esfuerzos en el mercado. Recursos físicos y financieros Nos pregunta Drucker (1966, p. 93): ¿Debe una empresa depender de un proveedor en lo que respecta a un material, una pieza o un producto importante? Puede haber una ventaja en el precio al comprar en gran cantidad; en épocas de escasez un comprador importante y permanente puede tener prioridad y la relación estrecha puede tener por resultado un mejor diseño y un mejor control de calidad. ¿O debe la compañía buscar varios proveedores para el mismo recurso? Esto puede hacerla indepen- 80 Administrar para producir diente; reduce al mínimo el peligro de verse forzada a cerrar en caso de huelga de un solo proveedor; puede conducir a precios de compra aún menores como resultado de la competencia entre varios proveedores. Peter Drucker nos dice que: Los recursos físicos y financieros son demasiado importantes para no ser considerados y que todo negocio que manipule bienes físicos debe estar en condiciones de obtener recursos físicos y debe estar seguro de su suministro; las facilidades físicas, fábricas, máquinas y oficinas son necesarias, y todo negocio necesita de recursos financieros; es lo que en muchas empresas se llama la gerencia de inversiones. Estos aspectos influyen para la adecuada fijación de los objetivos y políticas que regularán la adquisición de estos recursos, con objeto de evitar, al reducir al mínimo las inversiones no necesarias o improductivas y, consecuentemente, poder aumentar la productividad del negocio. Lucro Nos dice Drucker (1966, p. 96): La ganancia cumple tres finalidades: mide la efectividad neta y la solidez de los esfuerzos de un negocio. Es en realidad la prueba final de las realizaciones del negocio... y la tarea de un negocio consiste en proveer adecuadamente a la satisfacción de estos costos de permanecer en el negocio obteniendo una ganancia adecuada, cosa que no hace un número suficiente de negocios. La ganancia asegura el suministro del capital futuro para innovación y expansión, ya directamente proveyendo los medios de la autofinanciación con base en la retención de ganancias, o indirectamente, proveyendo suficiente atractivo para la inversión de nuevos capitales en la forma más adecuada para los objetivos de la empresa. En efecto, como resultado de las operaciones mercantiles el inversionista tiene derecho a esperar un dividendo o utilidad como consecuencia de su inversión en un negocio que él considera próspero; aun una institución de tipo altruista o caritativa, tiene prime- La previsión 81 ro que nada que permanecer en el mercado, es decir, subsistir, y muchas veces ese aspecto de no fijar un adecuado ingreso para los servicios que se proporcionan, conduce a que la institución pierda efectivo, se descapitalice y llegue un momento en el que ya no cumpla los objetivos para los que fue creada. Por lo tanto, es necesario que en este aspecto fundamental, también se fijen objetivos adecuados. Existen varios indicadores en finanzas y economía para determinar la redituabilidad de un negocio: la tasa interna del retorno, una medición por el método del valor presente neto; el periodo de recuperación de la inversión, etc. Cualesquiera que sean estos criterios, deben fijarse valores mínimos para determinar si el negocio en el cual se desea invertir, verdaderamente proporcionará el flujo de fondos futuros que se espera del mismo. Desempeño y desarrollo gerencial Nos dice Drucker (1966, p. 101): Es bastante fácil determinar qué objetivos se necesitan para el desempeño y el desarrollo del gerente. Un negocio —para permanecer en el comercio y seguir siendo lucrativo— necesita metas con respecto a la dirección de sus gerentes mediante objetivos y autocontrol, el establecimiento de sus tareas, el espíritu de la organización gerencial y el desarrollo de los gerentes del mañana. Y una vez que las metas están claras siempre se puede determinar si se les ha alcanzado o no. En este aspecto como en los dos siguientes Drucker (1966, p. 101) señala: Debe aclararse que el desempeño y los resultados de estos aspectos no pueden medirse en forma totalmente cuantitativa. Los tres se refieren a seres humanos. Y como cada ser humano es único, no podemos sumarlos o restarlos. Lo que necesitamos son normas cualitativas, criterio antes que información, valorización antes que medición. 82 Administrar para producir Éste es un aspecto muy importante que en nuestro medio muchas veces es totalmente descuidado. Conozco el caso de grandes corporaciones en nuestro país, que han crecido en forma extraordinaria en los últimos años y se encontraron con que no contaban con gente capacitada dentro de su organización para ocupar los diferentes puestos clave de las diferentes empresas que fueron adquiriendo, y como consecuencia de esta falta de previsión tuvieron que recurrir a personas que no estaban capacitadas y que llevaron rápidamente al colapso a las instituciones para las cuales trabajaron. La planeación de los recursos humanos es fundamental para el adecuado crecimiento y sano desarrollo de una organización, ya que si no se tienen en cuenta estos aspectos las instituciones fracasan. Un ejemplo de lo anterior es el caso de las universidades o centros de enseñanza superior que de improviso se establecen por decreto en una determinada entidad de la República, sin haber considerado un aspecto fundamental: no se contaba con profesorado adecuado, y se dedican a improvisar maestros y directivos en detrimento de la calidad de la enseñanza, sin llegar nunca a los niveles de excelencia que se deben esperar de estas instituciones. Desempeño y actitud obrera Peter Drucker (1966, p. 102) expresa: Nos encontramos mal, empero, cuando tratamos de fijar los objetivos para las realizaciones y la actitud del obrero. No es que este aspecto sea intangible, pero sabemos hasta ahora demasiado poco sobre él y operamos principalmente por supersticiones, augurios y lemas, antes que por conocimiento. Meditar sobre los problemas de este aspecto y llegar a mediciones significativas es uno de los grandes problemas de la gerencia. El sindicato, por ejemplo, es una poderosa fuerza externa. Puede hundir al negocio mediante exigencias de salarios y privar a la gerencia del control mediante huelgas. En consecuencia la gerencia de cualquier compañía sindicalizada necesita objetivos a largo plazo para sus relaciones sindicales. Si deja la iniciativa de sus relaciones con los obreros enteramente en manos del sindicato, puede que se le diga que no dirija en absoluto. La previsión 83 Lo anterior es un verdadero problema en nuestro país y no es porque yo esté en contra de los sindicatos. En lo particular, y sin ser un experto en la materia, considero que el sindicato es una institución útil y necesaria en nuestra sociedad, ya que existen muchos individuos deshonestos que dirigen empresas y que no tienen el menor respeto por los derechos de los trabajadores; y en estas condiciones el sindicato ayuda o debería proporcionar la defensa a los trabajadores cuando así corresponda; sin embargo, la realidad en nuestro medio es que el sindicato sólo sirve para beneficiar a sus líderes, sin que los trabajadores reciban ningún beneficio. Y el líder, mediante las cuotas se enriquece y obtiene cada vez mayor poder, sin que verdaderamente resuelva los problemas laborales, ya que, efectivamente, el sindicato debe de servir para defender a los trabajadores cuando éstos sean agredidos en alguno de sus derechos, pero no debe de ninguna manera defender a elementos indeseables e incapaces, impreparados o sinvergüenzas que muchas veces se escudan dentro de la fuerza del sindicato para seguir medrando dentro de alguna institución. Tal es el caso, por ejemplo, de los sindicatos existentes en dependencias gubernamentales. Es prácticamente imposible, en las condiciones actuales, para un funcionario público honesto y bien intencionado que verdaderamente quiera resolver problemas, lograr que los trabajadores a sus órdenes desempeñen eficientemente el trabajo que tienen que realizar, ya que se sienten amparados por un sindicato que únicamente sirve para encubrir sus fechorías y su ineficiencia. Este tema debiera ser motivo de estudio por especialistas que encuentren soluciones, pero debe ser con participación de los verdaderos trabajadores y los dirigentes, que en forma sana y juiciosa traten de encontrar nuevos rumbos para los sindicatos, con objeto de que sirva para sus propósitos originales. El sindicato, en cierta forma, podríamos compararlo con las famosas sociedades de alumnos que existen en las escuelas superiores. El verdadero alumno, que acude a un centro de estudios a 84 Administrar para producir estudiar, no necesita de nadie que lo defienda, él puede resolver sus problemas académicos si acepta respetar la disciplina y el orden que existe en este tipo de instituciones; en cambio, las sociedades de alumnos, lo único que han logrado en los años de existencia en nuestros centros de enseñanza superior ha sido disminuir, al final de cuentas, el nivel de esta enseñanza superior para los alumnos a los cuales dicen representar. Responsabilidad pública Drucker(1966, p. 101) termina diciendo: Nadie más que la gerencia de cada negocio en particular puede decidir cuáles deben ser sus objetivos en el aspecto de la responsabilidad pública. Los objetivos en este aspecto, en tanto que son sumamente tangibles, deben fijarse de acuerdo con las condiciones sociales y políticas que afectan a cada empresa individualmente y que reciben su influencia, y sobre la base de las creencias de cada gerencia; pero la meta final es común a todo negocio: procurar hacer de lo que sea productivo para nuestra sociedad, de lo que la fortifique y la haga adelantar en su prosperidad, una fuente de fuerza, prosperidad y ganancia para la empresa. La empresa tiene una responsabilidad social muy grande y esto es algo en lo que debieran meditar seriamente los inversionistas que deciden emprender un negocio. Una vez que el negocio queda legalmente constituido, la empresa tiene responsabilidades que ya no son aquellas directamente relacionadas con la satisfacción de los objetivos individuales del inversionista. No, la empresa al encontrarse dentro de un medio social, tiene responsabilidades para con los trabajadores y empleados que laboran en la misma, para con los consumidores de los bienes y servicios a los cuales la empresa sirve, para con los proveedores de todos los insumos que la empresa requiere. También tiene responsabilidades de tipo fiscal para con el gobierno, la empresa debe de respetar toda una serie de disposiciones legales que existen en la sociedad en donde está operando. La previsión 85 Consecuentemente una empresa que no respeta todas estas condiciones es una empresa que está perjudicando a la comunidad y que le está originando daños, únicamente por beneficiar al propietario de la misma. Además, el día que llega a fracasar como consecuencia de una mala administración, origina toda una serie de problemas a los diferentes sectores enumerados anteriormente. Si el empresario está dispuesto a cumplir en forma eficiente con todas estas responsabilidades que adquiere por el solo hecho de establecer su empresa, adelante, y si no, mejor que se dedique a otra actividad. Planeación estratégica y planeación táctica Dentro de este capítulo de previsión es necesario señalar un aspecto muy importante: como resultado de la fase de previsión, es decir de la determinación de los objetivos, la siguiente función dentro del proceso administrativo es la planeación. Consecuentemente los resultados que se determinen en la fase de previsión, necesariamente condicionarán lo que se realizará en la etapa de planeación y la naturaleza de estos objetivos dará lugar a dos tipos de planeación que en administración se conocen como planificación estratégica y planeación táctica. La planificación estratégica determina el enfoque global que va a tener la organización que se pretende dirigir; el horizonte que cubrirá esta planeación generalmente será a largo plazo y además señalará directrices y objetivos de tipo general, que comprometerán en forma integral los recursos totales con que cuente la organización. La planificación táctica, por su parte, es el complemento de la planificación estratégica, ya que nos indica el cómo, de acuerdo con los planes globales que han sido establecidos, se irán realizando las diferentes metas en las cuales se ha dividido el objetivo de tipo general. Tomará en cuenta recursos más limitados dentro de una organización, ya que se refiere exclusivamente a determinadas áreas dentro de la empresa. Por lo tanto, también su horizonte de planeación es generalmente a mediano y a corto plazo. 86 Administrar para producir Análisis del medio ambiente La fijación de los objetivos en cualquier tipo de institución es una responsabilidad que corresponde ineludiblemente al dueño o a los directivos de mayor jerarquía de la misma. Sin embargo, para llegar a ese momento crucial de la toma de decisiones, se requieren ejecutar varias actividades que se señalarán a continuación. Existen desde luego ejecutivos que toman decisiones y fijan objetivos, creyendo que basta con que ellos, por la posición jerárquica que tienen digan: ¡Hágase esto!, para que las acciones y resultados finales del esfuerzo de la organización que dirigen concuerden con los objetivos fijados. Esto no ocurre en la mayoría de los casos, ya que las decisiones afortunadas cuyo único antecedente son los caprichos e intuiciones, constituyen ejemplos de excepción a la regla general. En la mayoría de los casos, estas decisiones están condenadas a fracasar con los daños consiguientes de todo tipo que esto origina a las organizaciones que tienen que soportar a un genio de esta naturaleza. Por el contrario, cuando la decisión es adoptada después de un proceso racional y lógico de formulación y evaluación de alternativas, midiendo y estimando cuidadosamente las consecuencias positivas y negativas de cada posible opción, las posibilidades de éxito aumentan considerablemente. Sin embargo, debe reconocerse que por sofisticado y científico que sea el método empleado para la evaluación y la consecuente toma de decisiones, aún persistirá un grado relativo de riesgo con relación a los posibles resultados finales. Cualquier estimación relacionada con el futuro nunca tendrá el grado de certeza que se desea, ya que como alguien atinadamente dijo: lo único cierto en el futuro es que éste es incierto. Por lo tanto, el primer paso de la previsión consistirá en analizar y evaluar cuál es la situación presente y pasada que consideramos que afectará al tipo de objetivos que queremos fijar. La previsión 87 Lógicamente el administrador debe tener en mente algunas ideas o conceptos de tipo general, resultado de la observación de los hechos que le señalan posibles cursos de acción para corregir y resolver problemas, que por su contacto con la realidad ha tenido oportunidad de percibir y para los cuales posiblemente vislumbra una solución. Este tipo de ideas o síntomas de problemas constituyen con frecuencia el punto de partida para el proceso de previsión, ya que si estos últimos no son corregidos oportunamente, los resultados futuros serán cada vez más negativos, hasta llegar en casos extremos a afectar seriamente la estabilidad de la organización. En estas condiciones el ejecutivo está obligado a diagnosticar el problema y para hacerlo eficientemente deberá reunir toda la información pertinente, investigando cuidadosamente todas sus posibles fuentes. Investigación Para orientar sus pasos en el camino de la investigación, el administrador debe primero identificar con precisión el entorno político, económico y social, en el cual opera la organización que dirige, teniendo en cuenta que existen toda una serie de factores, tanto externos como internos, que ejercen su influencia, ya sea positiva o negativa y que por lo tanto determinarán considerablemente las causas y efectos de los problemas observados. En la figura 2.1 se representa gráficamente lo anterior, y los diferentes factores anotados sólo se indican a manera de ejemplo. Ahora bien, para guiar al investigador en su tarea de determinar cuáles pueden ser los diferentes factores que deben ser estudiados, el trabajo de Klein y Grabinsky (1979, p. 17) es una guía magnífica, ya que ellos mencionan diez tipos de factores ambientales que deben ser motivo de estudio por su influencia sobre cualquier tipo de organización. 88 Administrar para producir FACTORES EXTERNOS Competidores X Presiones políticas y sociales X Proveedores X X X X Consumidores Gobierno X en la tabla 2.1) X X INSTITUCIÓN Leyes y X (Véase factores internos reglamentos Política económica Tecnología disponible Mercado de capitales Nivel de capacitación de la fuerza laboral FIGURA 2.1. Ejemplo de factores externos que afectan a los objetivos de una institución Vemos así que factores tales como: medio ambiente, productos y procesos, medios de producción, financiamiento, etc., deberán ser tomados en cuenta tratando de evitar el olvido de alguno que pudiera ser crítico para una institución en particular. En las tablas 2.1 y 2.2 se muestra un resumen de los mismos, así como sus elementos y componentes más importantes. Información Una vez que el investigador ha determinado cuáles son los factores que deberán ser motivo de estudio, el paso siguiente consistirá en analizar qué tipo de información será necesario obtener de cada factor para describir el fenómeno por estudiar. En términos generales las fuentes de la información serán internas y externas. Con frecuencia la información ya existe dentro de De localización, legales, mercados, financieros, fiscales, de actitud, de habilidad, etc. Objetivos, campo de acción, medios, equilibrio entre funciones, etc. Clases de productos, cantidad y costo, precios, características de los procesos, grado de transformación, tipo de investigación empleada. Accionistas, tenedores de obligaciones, bancos, créditos a corto y largo plazo, etc. Terrenos, construcciones, instalaciones, maquinaria y equipo de producción, herramientas, equipo de transporte, etc. Físicos, políticos, económicos, sociales. Políticas, organización, supervisión. Productos, procesos, investigación. Políticas y fuentes de financiamiento, requisitos, plazos y costo de los fondos. Políticas de inversión y reposición, servicios externos e internos, inversiones. Políticas de empleo de personal, organización, personal ocupado, salarios, relaciones industriales. Medio ambiente Política y dirección Productos y procesos Financiamiento Medios de producción Fuerza de trabajo Reclutamiento de personal, rotación, adiestramiento, número de trabajadores, seguridad industrial, índices de frecuencia, servicios al personal de todos los niveles, relaciones sindicales etc. Componentes Elementos Factor TABLA 2.1. Factores de operación para el análisis situacional de acuerdo con Klein y Grabinsky (1979, p. 100) La previsión 89 Componentes Clase, cantidad y procedencia de materiales, promedio de existencias, máximos y mínimos, almacenes, pérdidas, materiales de empaque, etc. Fabricación continua o por lotes, grado de mecanización, planeación y supervisión de la cantidad y calidad, mantenimiento, aplicación de normas, capacidad de producción, costo del producto, horashombre trabajadas, salario promedio por hora, etc. Potencial de mercados, competencia, volumen de ventas, precios, plazos y condiciones de venta, distribución, medios de transporte, etc. Presupuestación, métodos de información, contabilidad financiera, registros estadísticos, estudios contables, etc. Elementos Políticas de compras, métodos de compra y existencias, vigilancia de materiales y almacenes, investigación de abastecimientos. Métodos de fabricación, organización para la producción, productividad, servicios de investigación. Política de mercadeo, mercados, ventas y distribución, investigación de mercados. Organización contable, informes, auditoría. Factor Suministros Actividad productora Mercadeo Contabilidad y estadística TABLA 2.2. Factores de operación para el análisis situacional de acuerdo con Klein y Grabinsky (1979, p. 100) 90 Administrar para producir La previsión 91 la propia empresa en forma de archivos, reportes, estados financieros, registros de transacciones efectuadas, estadísticas, etcétera. En otras ocasiones la información puede obtenerse en organismos públicos y privados que cuentan con estadísticas, registros, índices, tendencias, etc. Entre estos organismos se encuentran las secretarías de Estado, las cámaras industriales y de comercio, asociaciones de fabricantes y profesionales, dependencias descentralizadas, organismos del sector financiero, centros de investigación, agrupaciones laborales, etcétera. Otra valiosa fuente de información son las bibliotecas y hemerotecas que en libros, manuales, revistas, diarios, memorias, etc., contienen los datos, cifras, gráficas y normas, requeridos para realizar el diagnóstico y pronóstico del problema motivo de estudio. Ahora bien, cuando la información que se necesita no se encuentra en estas fuentes, en ocasiones es necesario realizar encuestas, ya sea mediante cuestionarios o entrevistas que se efectúan entre el público en general, especialistas de una materia, personal de la empresa, consumidores, fabricantes, distribuidores, profesionales, empresarios o el tipo particular de personas que se considere que pueden aportar la información. No debe descuidarse en esta etapa el costo y el tiempo necesarios para obtener la información, ya que en ocasiones por ignorar estos factores se desperdician inútilmente los recursos de la empresa, todo por falta de una planeación inteligente de estas actividades. Ahora bien, los datos, cifras, números o índices obtenidos se constituirán en información cuando, una vez recopilados, son ordenados, clasificados y analizados; es necesario con frecuencia emplear técnicas estadísticas o modelos matemáticos para determinar tendencias, obtener factores de correlación, estimar confiabilidad de las predicciones o porcentajes de error. Es importante que esta labor sea realizada por personas con conocimientos y experiencia, con el fin de obtener los mejores resul- 92 Administrar para producir tados posibles. Para una discusión más amplia de este tema véase el capítulo correspondiente a la función comercial. Diagnóstico y pronóstico Al igual que el médico, para estar en condiciones de prescribir el tratamiento adecuado para un paciente, necesita información relativa a los signos vitales, temperatura, ritmo cardiaco, tensión arterial, análisis de todo tipo, radiografías, etc.; en la misma forma el administrador podrá elaborar un diagnóstico de la organización cuando cuente con la información. En otras palabras, se establecen cuáles son las condiciones pasadas y presentes que describen el medio ambiente, externo e interno que condicionan la operación de la empresa. Sólo conociendo cuáles son éstas, en términos cuantitativos y cualitativos, es que se puede pensar en establecer objetivos. Cualquier otra forma de hacerlo carece de fundamento. Si se dispone de información histórica relativa a un fenómeno (niveles de ventas, volúmenes de producción, rotación de personal, niveles de calidad, etc.,) se pueden elaborar pronósticos que nos indicarán qué es lo que podemos esperar que ocurra en el futuro, si las condiciones ambientales continúan siendo las mismas. Es en este momento cuando ya se pueden fijar objetivos, ya que si tenemos una idea de qué es lo que va a ocurrir si no hacemos nada, también podemos estimar cómo podemos alterar ese futuro haciendo algo. En otras palabras, estudiar qué acciones debemos emprender de inmediato para que día a día se modifiquen las condiciones ambientales, externas e internas en la medida de nuestras posibilidades, para que cuando ese futuro se convierta en presente, el factor que hayamos decidido modificar cambie del valor estimado en el pronóstico, al valor que hoy fijamos como deseable (objetivo). En la figura 2.2 se representa gráficamente lo anterior mediante un sistema de ejes cartesianos. Supongamos que, por algún medio, La previsión 93 X Factor • Vf 1 m2-1 • m1-1 • Vp • • tp m1-2 • m1-3• • ti 1 m2-2 • • Vf 2 m2-3• • ti • Vf 3 2 • tf X Tiempo FIGURA 2.2. Representación gráfica de posibles valores futuros de valor presente Vp. hemos determinado el valor Vp que en el tiempo presente tp tiene un cierto factor. En el tiempo futuro tf se presentan tres posibles valores Vf1 Vf 2 y Vf 3 para el mismo. Cada uno de ellos representa un posible objetivo, y el convertir cualquiera de ellos en el tiempo futuro tf en una realidad, requerirá del empleo de recursos diferentes, siendo ya responsabilidad del administrador fijar cuál es el objetivo que la organización deberá lograr, considerando los recursos que se comprometerán para tal fin. Podemos también observar en la misma figura 2.2 que se incluyen dos tiempos intermedios ti1 y ti2 en los cuales se deberá evaluar si el valor original Vp del factor ha sufrido una modificación tal que nos indique que los recursos que se asignaron al trabajo efectivamente han generado un cambio en el valor. 94 Administrar para producir Los valores ml-l ml-2 ml-3 m2-1 m2-2 y m2-3 nos representan las metas que nos conducen al resultado final. Generalmente cuando queremos lograr un cierto objetivo, no se obtiene de inmediato, el cambio es gradual y se requiere emplear recursos de todo tipo además de trabajo para convertir en realidad lo que al principio sólo era una idea. Perfil de la organización Como es fácil de comprender, ninguna institución o empresa puede ser descrita en términos de un único factor que represente su medio ambiente, interno y externo, y por otro lado, como se mencionó anteriormente, la naturaleza de los objetivos que deben fijarse de acuerdo con P. Drucker es muy variada. Por tal motivo es recomendable el tratar de representar en forma gráfica cuál es el perfil actual de la organización que se obtendría si cada uno de los factores se pudiera medir. Esto se debe a que ciertos factores no pueden ser evaluados cuantitativamente, ya que en ocasiones se trata de aspectos intangibles o subjetivos. Si observamos la figura 2.3, se muestra una idea de lo anterior, en donde a manera de ejemplo cada uno de los factores considerados se descomponen en sus elementos y componentes, asignando a cada uno de los mismos un valor relativo que en ocasiones puede ser perfectamente medido y en otras más, únicamente será estimado de acuerdo con una escala de valoración. Al unir los puntos correspondientes a cada valor se tendría un perfil actual de la organización en una fecha determinada. El siguiente paso consistirá en establecer cuál sería el valor futuro deseable para cada factor o elemento y unirlos con otro tipo de línea, obteniéndose así el perfil futuro de la organización. Este procedimiento ayuda a establecer los objetivos y metas específicos a lograr en un tiempo determinado, indicado por la diferencia entre el valor presente y futuro para cada elemento o factor. FACTOR Valor 1 0 La previsión 95 Relativo 3 4 2 Medio ambiente Físicos Políticos Sociales o o o o o o Administración Objetivos Planes Programas Políticas o o o o Financiamiento o Fuentes de financiamiento Crédito Cobranzas Retorno sobre la inversión o o o o o Fuerza de trabajo Técnicas de reclutamiento Selección Rotación de personal Adiestramiento o o o o o Escala de valoración Actual Futura Fecha 0 - Sin importancia 1 - Poca importancia 2 - Regular importancia 3 - Importante 4 - Muy importante FIGURA 2.3. Perfil de la organización 96 Administrar para producir Con toda seguridad existirán elementos y factores que, al realizar el diagnóstico, se tendrá conciencia que deben ser modificados para lograr en el futuro un mejor funcionamiento de la institución, pero que por el momento no pueden ser considerados por los recursos que se necesitan para mejorarlos. Eso no importa, todas las instituciones sufren del problema de no contar con los recursos económicos, tecnológicos o humanos necesarios para optimizar sus operaciones, pero el hecho de reconocer en una fecha determinada cuáles son sus carencias y necesidades ya representa un gran avance. Fijación de objetivos El momento de la verdad para el ejecutivo es cuando tiene que tomar decisiones y, como algunas personas señalan, es el momento en que se separan los niños de los hombres. En efecto, el hombre que dirige una organización y que es responsable de sus actos, tiene que actuar con conocimiento de las consecuencias que una mala decisión puede tener para la misma. El ejecutivo se puede enfrentar a múltiples problemas por resolver y para cada uno existirán diferentes alternativas; por lo tanto deberá decidir cuáles son los que requieren de una atención inmediata y cuáles pueden esperar un poco más de tiempo. Éste es un problema de prioridades, que sólo el que toma las decisiones puede establecer. Sin embargo, existen diferentes técnicas para ayudarlo y entre las más conocidas está la llamada Ley de Pareto. Como se verá en el capítulo séptimo, la Ley de Pareto, llamada así en honor del economista italiano que la estableció, permite separar dentro de un conjunto de cosas, ideas, planes, trabajos, tareas, etc., lo poco vital de lo mucho trivial. Y eso es un gran avance, ya que muchos ejecutivos se pierden materialmente realizando un cúmulo de tareas que por su mínima importancia no se justifican, soslayando aquellas que son definitivas para el futuro de la organización. CAPÍTULO 3 LA PLANEACIÓN Una vez realizada la previsión, la siguiente función que debe realizar el administrador consiste en planear cómo realizará o logrará mediante el esfuerzo de su equipo de trabajo, los objetivos que se han establecido. En la figura 3.1 se representa esquemáticamente esta función y observamos que, como datos de entrada, tenemos la especificación completa de lo que se desea lograr, o sea los objetivos. Asimismo, como resultado de la planeación obtendremos: planes, programas, presupuestos, procedimientos y políticas. Es necesario señalar que, aunque la función de planear es de naturaleza administrativa, las actividades relacionadas específicamente con la elaboración de los planes son de tipo técnico. En efecto, la participación de personas con experiencia en técnicas de planeación es indispensable en los grupos de trabajo que tengan como responsabilidad elaborar los planes, ya que deben orientar a los técnicos especialistas de la materia de que se trate a ordenar y encauzar su labor. Tal vez sea mejor aclarar la idea anterior con algunos ejemplos: Supongamos que el objetivo que se ha establecido sea la construcción de un edificio. Ésta es una actividad técnica que requiere fundamentalmente de la aplicación de los conocimientos que poseen los ingenieros civiles; razón por la cual este tipo de profesionales deberán de participar activamente en la realización de los planes necesarios en colaboración con expertos en las técnicas de planeación. 97 98 Administrar para producir Objetivos 01 X 02 X 03 X ---------------- 0n X Planeación Planes X Programas X Presupuestos X Procedimientos X Políticas X FIGURA 3.1. Mediante la planeación se determinan planes, programas, presupuestos, procedimientos y políticas, necesarios para lograr los objetivos Veamos ahora el caso de que se esté planeando realizar un trasplante de corazón. Este objetivo tiene como naturaleza técnica la medicina y sólo un médico con experiencia en este tipo de intervenciones quirúrgicas puede decir qué actividades y en qué secuencia se deben realizar para lograr exitosamente el objetivo. Sin embargo, para garantizar la eficiencia y eficacia de la operación se debe asesorar con alguna persona experta en planeación. Supongamos ahora que se trata de celebrar un concierto sinfónico. Este objetivo tiene como función técnica el arte, concretamente la música; pero para lograr éste, será necesario coordinar una multitud de actividades que no tienen relación directa con la música y el responsable de la realización del concierto, o debe conocer técnicas de planeación o tiene que buscar los servicios de una persona que las posea para lograr eficientemente su objetivo. Los anteriores ejemplos nos señalan algo que es importante considerar: el que dirige algo, administra un grupo de personas o es responsable de la realización de un objetivo debe tener conocimientos de administración, concretamente de las técnicas de planeación para poder elaborar un plan que tenga posibilidades de ser realizado. Otra posibilidad, es que recurra a un ex- La planeación 99 perto en planeación para que éste lo asesore en la forma correcta de elaborar el plan. Concepto de plan Veamos ahora qué es lo que entendemos por la palabra plan. En el capítulo anterior establecimos las actividades que se requieren para poder fijar un objetivo; en otras palabras, lo que queremos lograr. Ahora bien, lograr ese objetivo va a requerir el empleo de recursos de todo tipo: humanos, materiales, de capital, tiempo, tecnología, etc.; pero fundamentalmente va a requerir trabajo de todo tipo, es decir, muchas actividades realizadas por diferentes personas que colaboren en forma coordinada. El diagnóstico nos sirvió para determinar dónde estamos y la definición del objetivo para indicamos a dónde queremos llegar. Sin embargo, existen varios cursos de acción o caminos que nos pueden conducir al mismo sitio; cada una de estas alternativas seguramente tendrá ventajas o inconvenientes y unas serán más eficientes o más costosas que otras. Una posibilidad (incorrecta desde el punto de vista administrativo) sería comenzar a trabajar, avanzar en la dirección que a primera vista nos parece la correcta y posiblemente algún día llegaremos adonde nos habíamos propuesto, a un costo seguramente mayor. Esta solución que es la que siguen muchos, la mayor parte de las veces falla, porque a medida que avanzamos lo que habíamos previsto ha cambiado y surgen imprevistos a los cuales no estamos preparados para hacerles frente. La otra solución consiste en elaborar un plan, es decir, una lista completa de todas las tareas que consideramos será necesario ejecutar. Esta actividad es muy importante porque nos obliga a pensar por adelantado todo lo que debemos realizar, y es más fácil al tenerlo todo por escrito, analizar qué nos falta, qué hemos omitido, qué no necesitamos, etcétera. Además se debe solicitar la colaboración de los subordinados para que aporten ideas, ayuden a revisar si la lista de actividades 100 Administrar para producir está completa o le falta algo, sugieran posibles cambios o mejoras, etc. Esto, como veremos posteriormente, tiene un efecto motivador muy importante, porque al existir participación de los subordinados, que después con toda seguridad tendrán responsabilidad para la realización de las tareas previstas; se considerarán efectiva y realmente tomados en cuenta y cuando el plan se ponga en práctica no lo juzgarán como algo ajeno a ellos y lucharán y trabajarán para que se logre el objetivo previsto. Método del camino crítico Una de las técnicas de planeación que ha tenido gran aplicación en los últimos tiempos, es la conocida como el método del camino crítico. De acuerdo con Montaño (1972, p. 14) este método “es un proceso administrativo de planeación, programación, ejecución y control de todas y cada una de las actividades de un proyecto que debe desarrollarse dentro de un tiempo crítico y al costo óptimo“. Veremos a continuación, en la forma más sencilla posible, cómo utilizar esta técnica en la planeación de las actividades de nuestra empresa. Lista de actividades El primer paso consiste en elaborar la lista de todas las actividades que consideramos necesarias para lograr el objetivo. Al empezar, las iremos anotando como se nos vayan ocurriendo; en este momento lo importante es que señalemos todo lo que pensemos que será necesario realizar, sin importar el orden. La lista deberá ser revisada cuantas veces sea necesario hasta que esté completa. A continuación trataremos de acomodar estas actividades en el orden lógico en que se irán ejecutando. Anotaremos la primera actividad, la segunda, la tercera y así sucesivamente en forma de lista. Al finalizar esta tarea, colocaremos a la izquierda de cada actividad el número progresivo que le corresponde. Este número nos servirá para identificar provisionalmente cada actividad; más La planeación 101 adelante este número será sustituido por otro que es el que definitivamente utilizaremos para designar cada actividad. En las páginas siguientes se explicará cómo se obtiene el número definitivo. En tercer lugar, procederemos a colocar a la derecha de la lista de actividades una columna que denominaremos de secuencias y en ella anotaremos el número de las actividades que será posible realizar, cuando la actividad que estamos considerando se encuentre totalmente terminada. En otras palabras, cuando una tarea se termina, una, dos o más actividades se pueden empezar a realizar simultáneamente o no; y este análisis lo haremos para cada una de las actividades que siguen o que se encuentran en secuencia, los debemos anotar en el renglón correspondiente a cada una de las actividades de la lista. Si las primeras actividades se inician simultáneamente en este caso particular, será necesario considerar una actividad cero o de inicio. Cálculo de tiempos Esta actividad consiste en estimar el tiempo que se considera necesario para realizar cada una de las actividades. Se pide a cada uno de los colaboradores o contratistas que realizarán el trabajo, que de acuerdo con su experiencia en la ejecución de actividades similares estimen, para cada una de ellas, tres tiempos. 1. Un tiempo normal tn considerando que todo se realizará en condiciones normales. 2. Un tiempo óptimo to suponiendo que el trabajo no tendrá la mínima demora en su realización. 3. Un tiempo pésimo tp con la suposición de que por circunstancias fuera de nuestro control, la realización de la actividad se demorará. 102 Administrar para producir Al estimar estos tres tiempos debe tenerse cuidado de escoger una unidad de medida homogénea, es decir, días, semanas o meses, según sea el caso para todas las actividades. Con estos tres tiempos se procede a calcular el tiempo estándar t, mediante la fórmula 1 para cada una de las actividades que aparecen en la lista. (3.1) t0 + 4tn + tp t= 6 TABLA 3.1. Matriz de información Núm. Descripción de la actividad Secuencia t0 tn tp t Eventos iniciofinal En la misma relación de actividades que teníamos, se anotan estos cuatro tiempos to tn tp t como se muestra en la tabla 3.1 obteniendo así lo que recibe el nombre de matriz de información. Red de actividades Con la información que muestra la matriz de información es posible proceder a dibujar lo que se conoce como red o malla de actividades. La planeación 103 Para ello deben tenerse en cuenta las siguientes reglas: a) Todas las actividades serán representadas por flechas, las actividades representan el gasto de trabajo, ya sea de tipo físico o mental durante un lapso determinado. Estas flechas se dibujan de izquierda a derecha, de arriba hacia abajo, de abajo hacia arriba o en diagonal; pero nunca de derecha a izquierda. Véase figura 3.2. b) Toda actividad se debe iniciar en un evento y terminar en otro. El evento no consume tiempo ni recursos de alguna especie y de hecho se considera un instante o punto en el tiempo. Se representa por círculos y se numeran diferente cada uno, conociéndose también con el nombre de nodos. Véase figura 3.3. Como veremos más adelante, una vez que se han numerado todos los eventos, la denominación inicial de las actividades mediante números es sustituida por la numeración de sus eventos inicial y final. En el caso de la figura 3.3 la actividad 1, se designa como actividad 1-2; esto se indica en la matriz de información, en la última columna de la derecha. Por la razón anterior, no se permite que dos o más actividades se inicien en un evento y terminen simultáneamente en otro evento común, ya que daría origen a confusiones en la denominación de sus eventos inicial y final. Por ejemplo, en la figura 3.4, para evitar lo que se indica en el párrafo anterior, se emplean lo que se llaman actividades ficticias, o sea actividades que no consumen tiempo ni recursos ni representan un trabajo real, pero que se utilizan para permitir una correcta identificación de las actividades por un par de eventos inicial y final con una denominación única. En el caso incorrecto de la figura 3.4, las actividades 1, 2 y 3 se denominarían todas como actividad 1-3 y no sabríamos a cuál de las tres nos estamos refiriendo. En la parte inferior, al agregar dos Administrar para producir X 104 Actividad B Actividad 1 X X X X X Actividad A X FIGURA 3.2. Diferentes formas de representar las actividades 1 Evento 1 Actividad 1 X 2 Evento 1 FIGURA 3.3. Toda actividad debe iniciarse en un evento y terminar en otro actividades ficticias y dos eventos (los 3 y 4) la actividad 1 es la 1-2, la actividad 2 es la 1-3 y la actividad 3 es la 1-4. Las actividades ficticias también se utilizan para representar una interrelación lógica entre actividades que de otra manera no sería posible hacer. Lo veremos más adelante en el diagrama de escalera. c) Al terminar una actividad, se pueden iniciar las actividades que siguen en secuencia, de acuerdo con la matriz de información. Igualmente varias actividades pueden concluir en el mismo evento como se muestra en la figura 3.5. La planeación 105 INCORRECTO Actividad 1 X X X 2 1 Actividad 2 Actividad 3 CORRECTO Actividad 1-2 2 X X X 1 Actividad 1-3 Actividad 1-4 X X 3 4 FIGURA 3.4. Cuando varias actividades tienen nodos inicial y final comunes, se deben utilizar actividades ficticias Actividad 1 2 Actividad 3 Actividad 4 4 5 Actividad 6 Actividad 5 S S S S S 6 Actividad 7 7 FIGURA 3.5. Varias actividades pueden iniciarse o terminar en un evento común. Obsérvese que no existe liga entre los nodos 5 y 7, lo cual es incorrecto 1 3 S Actividad 2 S Actividad 2 Actividad 1 2 3 1 Actividad 1a S S S 2 3 4 Actividad 2 Actividad 1b FIGURA 3.6. La actividad 1 se divide en dos para permitir el inicio de la actividad 2. Se crea para ello un nodo adicional 1 CORRECTO S INCORRECTO S 108 Administrar para producir Podemos observar que las actividades 2, 3 y 4 se inician en el evento 2, es decir, cuando la actividad 1 se encuentra concluida. Las actividades 5 y 6 que se inician en los eventos 3 y 4 respectivamente, concluyen en el evento 6 y sólo cuando esta condición se cumple, es que puede iniciarse la actividad 7. d) En ocasiones, cuando determinada actividad ha avanzado en su realización un cierto porcentaje, es posible iniciar otra actividad distinta. Sin embargo hay que recordar que toda actividad debe necesariamente iniciarse en un evento y terminar en otro. En esos casos es conveniente dividir la primera actividad en dos y al terminar la primera parte, iniciar en su evento final las dos actividades subsecuentes, como se muestra en la figura 3.6 en donde la actividad 1 se dividió en 1a. y 1b. e) Al trazar la red, puede ocurrir que debido a una errónea consideración sobre la secuencia que deben tener las actividades, nos quede lo que se llama un bucle o círculo vicioso, como se muestra en la figura 3.7. Esto a todas luces es incorrecto y debe de ser corregido en la matriz de información. f) Al elaborar algunos planes existen en ocasiones ciertas actividades que se repiten en forma consecutiva varias veces. Gido (1974, p. 14) muestra una solución que se conoce como de escalera y que se ilustra mejor con el siguiente ejemplo: Supongamos que un proyecto considera entre sus actividades el cavar una zanja, colocar una tubería y rellenar la zanja, en una longitud de 150 m, y que las personas que dirigen el trabajo disponen de tres grupos diferentes de trabajadores para realizar cada una de las actividades; es decir, un grupo para cavar, un grupo para colocar la tubería y otro grupo para rellenar. Además consideremos que se ha pensado realizar el trabajo en tres secciones de 50 m cada una, a las cuales llamaremos A, B y C. Una posible solución sería realizar las actividades en serie como se muestra en la figura 3.8; con la desventaja de tener ineficiencia al estar una cuadrilla trabajando y dos esperando en todo momento. La planeación Actividad 1 Actividad 2 X 2 X 4 X 1 109 Actividad 3 Actividad 4 X 3 FIGURA 3.7. Bucle o círculo vicioso, originado por una secuencia incorrecta de las actividades El caso contrario consistiría en realizar las actividades en paralelo, lo cual es imposible físicamente dadas las condiciones del problema, ya que únicamente existe una cuadrilla para cavar, una para colocar la tubería y otra para rellenar, como se ilustra en la figura 3.9. Por lo tanto la solución en escalera, utilizando actividades ficticias como se muestra en la figura 3.10, sería la indicada ya que se realiza el trabajo en el menor tiempo posible y se utilizan los recursos en forma eficiente. g) Al terminar de dibujar una malla debe revisarse que no queden actividades sueltas, como ocurre en el caso de la actividad cuatro de la figura 3.5 que no tiene liga con el evento final. Si como ocurre en este caso, no existe ninguna actividad en secuencia después de la actividad cuatro, ésta debe dibujarse hasta el evento siete y desaparecer el nodo número cinco. Esto daría como resultado una nueva numeración de eventos. En otras palabras, la red debe necesariamente tener un evento inicial y uno final. 1 4 Cavar 5 Colocar tubería S S S S 6 Rellenar 7 Cavar 8 Cavar Cavar 4 7 Sección B Sección C 2 5 8 Rellenar Rellenar Rellenar 3 6 9 S S S Colocar tubería Colocar tubería Colocar tubería Colocar tubería 9 Rellenar 10 S S S S S S FIGURA 3.9. Planeación de actividades en paralelo; imposible por las condiciones del problema Cavar 1 S FIGURA 3.8. Planeación de actividades en serie, que origina ineficiencia 3 Rellenar S Sección A 2 Colocar tubería S S Cavar 10 S 1 S Cavar B Cavar A 2 3 S S S Cavar C 5 Colocar tubería B Rellenar A 6 8 7 Colocar tubería C S S S Figura 3.10. Solución en “escalera” utilizando actividades ficticias 4 Colocar tubería A 9 Rellenar C Rellenar B 10 S S 112 Administrar para producir h) La elaboración de planes que incluyen un gran número de actividades es muy laborioso y además puede conducir a equivocaciones el tratar de dibujar una red o malla con todas ellas y en esos casos conviene trabajar con una malla que incluya un número pequeño de actividades generales, las cuales pueden detallarse en diagramas anexos que constituyen subredes de la red general. Determinación de la ruta crítica Tomando en cuenta las recomendaciones anteriores, y la lista de actividades que aparecen en la matriz de información, se comienza a dibujar la red. Generalmente se requieren varios intentos para llegar a la red definitiva, ya que muchas de las interrelaciones entre las actividades no son evidentes al principio. Además será necesario ir estableciendo tantas actividades ficticias como se requiera. Esta parte del trabajo es tediosa y requiere de cuidado para evitar errores u omisiones, así como para corregir bucles que pudieran surgir. Igualmente, en esta operación surgen muchas veces actividades que habían pasado desapercibidas y que no habían sido consideradas al momento de elaborar la lista preliminar; esto no debe de inquietarnos ya que una de las ventajas de esta técnica, reside precisamente en su característica de obligar a pensar lógicamente y por adelantado. Como resultado de esta operación, la lista original de actividades debe modificarse según se requiera. Cálculo de la red Supongamos que después de un análisis completo, un grupo de especialistas determina que para lograr un cierto objetivo, se requieren las 14 actividades que se muestran en la tabla 3.2, junto con su secuencia y los tiempos tn to y tp. Se omite la descripción de las actividades, ya que éstas pueden ser de cualquier naturaleza y lo que se desea mostrar es el dibujo y cálculo de la red así como la determinación de la ruta crítica. La planeación 113 TABLA 3.2. Matriz de información con tiempos Actividad Descripción 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Secuencia tn to tp t Eventos Inicio-Final 1 2,3,4 5,9 11,13 13 6,8 7 10 12 12 14 - 3 4 5 3 2 4 5 5 4 3 5 6 1 16 2 2 4 2 1 2 2 4 2 2 2 4 1 8 4 6 12 4 3 6 8 12 6 4 8 14 1 18 3 4 6 3 2 4 5 6 4 3 5 7 1 15 1-2 2-3 2-4 2-5 3-6 6-8 8-11 6-9 3-7 11-12 4-9 9-12 5-10 10-12 Con base en esta información, se dibuja la red que aparece en la figura 3.11 y al numerar los nodos o eventos, se traslada esta información a la última columna de la tabla 3.2. Aplicando la fórmula 3.1 se calcula el valor de t para cada actividad y se anota este valor en la parte inferior de la flecha que la representa y en la séptima columna de la tabla 3.2. Con objeto de evitar confusiones entre el número de la actividad y el tiempo, en ocasiones es preferible borrar el número que identifica a la actividad en la parte superior de la flecha, ya que como hemos dicho, la actividad se identifica por el número de sus eventos inicial y final. Por ejemplo, la actividad 8, tiene una duración de 6 unidades y se identifica ahora, como la 6-9. Asumiremos, en el presente ejemplo, que las actividades tienen su duración en días. 1 =0 =0 3 1 =3 =3 T 6 3 4 =7 = 10 3 4 3 =9 =9 5 2 =9 = 12 6 T5 11 5 =9 =9 8 6 6 4 1 13 9 = 13 = 17 8 10 = 15 = 18 T = 10 = 10 7 5 7 = 11 = 25 15 14 12 7 2 4 2 10 3 T 11 = 18 = 22 TT T 3 = 25 = 25 FIGURA 3.11. Red de actividades correspondiente a la matriz de información de la tabla 3.2 2 2 4 T T T T T TT 9 4 T 12 T T T T T 114 Administrar para producir La planeación 115 Para cada nodo o evento existen dos tiempos asociados con el mismo que es necesario calcular, los cuales reciben los nombres de tiempo más próximo de inicio y “tiempo remoto de inicio”. Tiempo más próximo de inicio El tiempo más próximo de inicio que designaremos como TPI, representa el número mínimo de días completos de trabajo transcurridos desde el inicio del proyecto, después de los cuales las actividades que se inician en el nodo pueden comenzarse a realizar y dependerá de los tiempos acumulados que tengan las actividades que convergen en el mismo. Lógicamente el nodo inicial tendrá un TPI igual a cero. Cuando en un nodo converge solamente una actividad se suma al TPI del nodo precedente la duración de la actividad, obteniéndose así el TPI del nodo. Cuando a un nodo convergen dos o más actividades, se suman a los TPI de los nodos precedentes las duraciones de cada una de las actividades, y se anota como TPI del nodo el tiempo mayor. Lo anterior se ilustra en la figura 3.12. Tiempo remoto de inicio El tiempo remoto de inicio que designaremos como TRI, nos indica el máximo número de días completos de trabajo, transcurridos desde el inicio del proyecto en que es posible comenzar las actividades en un nodo sin que el proyecto se retrase. Para calcular los TRI es necesario, en primer lugar, terminar de calcular los TPI para toda la red; y el valor obtenido para el TPI del nodo final se adopta como valor del TRI para ese mismo nodo final. El cálculo del TRI para cada nodo se realiza restando al TRI del evento adonde converge la actividad la duración de la misma. Cuando en un nodo se inician varias actividades, se resta la duración de 116 Administrar para producir cada una al TRI el nodo adonde convergen y se anota como TRI del nodo la cantidad menor. Véase la figura 3.13. Cálculo de los TPI y TRI Para determinar la duración total de un proyecto se asigna como TPI para el nodo inicial el valor de cero y se procede a calcular los TPI para todos los nodos hasta llegar al nodo final. A continuación la cifra obtenida como TPI, para este nodo final, se adopta como TRI para el mismo. El siguiente paso consiste en calcular los TRI para todos los nodos, procediendo del nodo final al nodo inicial, en donde se tendrá que obtener como TRI el valor de cero. Teniendo en cuenta las consideraciones anteriores, procederemos a calcular los TPI y TRI para cada nodo en la malla que aparece en la figura 3.11 y escogeremos como ejemplo, para el cálculo de los TPI los nodos 4, 5, 9 y 12. En el nodo 4 únicamente converge la actividad 2-4 por lo que sumaremos al TPI = 3 del nodo 2, el tiempo 6 de dicha actividad, obteniéndose como TPI del nodo 4 el valor de 9. En el nodo 5 convergen dos actividades: la 2-5 y la ficticia 4-5. La actividad 2-5 tiene en su nodo inicial un TPI = 3, sumándole las 3 unidades de duración de la actividad, obtenemos un valor de 6. Como también converge la actividad 4-5 que tiene en su nodo inicial un TPI = 9, tenemos que sumar a esta cantidad el valor de 0, ya que la actividad es ficticia y obtenemos un valor de 9. Por lo tanto, como se señaló anteriormente, se anota como valor de TPI para el nodo 5 el valor mayor, o sea 9. En el nodo 9, convergen las actividades 6-9 y la 4-9. El TPI del nodo 6 es 9, más 6 unidades de duración de la actividad 6-9, obtenemos un valor TPI de 15 para el nodo 9, el cual anotamos definitivamente ya que considerando la actividad 4-9 obtendríamos 14. Por último en el nodo 12 adonde convergen cuatro actividades, obtenemos como TPI el valor de 25 que es mayor que 22, 21 y 11. La planeación 117 TPI = 11 X TPI = 5 X 6 5 + 6 = 11 TPI = 4 12 X X 6 TPI = 16 X X TPI = 7 4 + 12 = 16 7 + 6 = 13 12 + 1 = 13 TPI = 12 1 Figura 3.12. Cálculo de los TPI (tiempo más próximo de inicio) TRI = 17 8 X TRI = 25 X 25 - 8 = 17 X 6 TRI = 31 3 X TRI = 11 X TRI = 23 31 - 6 = 25 23 - 3 = 20 19 - 8 = 11 X 8 Valor menor TRI = 19 FIGURA 3.13. Cálculo de los TRI (tiempo remoto de inicio) 118 Administrar para producir A continuación calcularemos el valor de los TRI partiendo del nodo 12 hasta llegar al nodo l. Recordemos que se anota como valor de TRI para el nodo 12 (por ser el último) el valor correspondiente del TPI, o sea 25. Como ejemplo, calcularemos el valor del TRI para los nodos 7, 6, 4 y 2. Del nodo 7 parte una actividad ficticia, que es la 7-12, por lo tanto restamos de 25 (valor de TRI en el nodo subsecuente) la duración de 0 y obtenemos para el nodo 7 un valor de TRI igual a 25. Del nodo 6 salen las actividades 6-8 y 6-9. La 6-8 tiene en su nodo subsecuente 8 un valor de TRI igual a 17, le restamos la duración de 4 unidades y obtenemos 13. Restando 6 al TRI de 18 obtenemos un valor de TRI igual a 12 cuando consideramos la actividad 6-9, siendo este valor de 12 el que anotamos, ya que es menor que 13. En el nodo 4 anotaremos un TRI igual a 9 porque éste es un valor menor que 13 si consideramos la actividad 4-9. Finalmente en el nodo 2, el menor valor de TRI = 3 se obtiene cuando restamos 6 que es la duración de la actividad 2-4 a 9 que es el TRI del nodo 4. Una vez que se han calculado los valores de TPI y TRI para todos los nodos, estaremos en condiciones de determinar cuál es el camino crítico, mismo que estará formado por todas aquellas actividades que se encuentren en secuencia y en las cuales coincidan los valores de TPI y TRI de sus nodos inicial y final. En el ejemplo de la figura 3.11 el camino crítico del nodo 1 (inicial) al nodo 12 (final) es el formado por las actividades 1-2, 2-4, 4-5, 5-10 y 1012, mismo que se muestra señalado con doble línea. Ahora bien, el camino o ruta crítica nos indica el tiempo mínimo en que es posible terminar o ejecutar el proyecto total, que en el caso de la figura 3.11 es de 25 días completos de trabajo y se conoce como crítico porque cualquier demora o atraso en la ejecución de las actividades indicadas en el párrafo anterior demorará necesariamente la conclusión final del proyecto. La planeación 119 Programa de actividades La información contenida en la figura 3.11 es necesario que sea representada en una gráfica de Gantt o gráfica de barras como la que se muestra en la figura 3.14. Recibe este nombre en honor de Henry L. Gantt, que fue el primero en representar en esta forma diferentes actividades para su programación y control visual. En la figura 3.14 podemos ver que aparecen seis columnas con la información siguiente: en la primera columna de izquierda a derecha aparece el número original de las 14 actividades; esta información es útil para la explicación que estamos haciendo, pero puede eliminarse ya que como habíamos dicho anteriormente desde el momento en que se numeraron los nodos, cada actividad ya quedó debidamente identificada. Esta información se muestra en la tercera columna. En la segunda columna se anotará una breve descripción de la actividad. La cuarta columna nos muestra con barras “ashuradas” las cuatro actividades críticas en un calendario que representa 25 días hábiles para la ejecución del plan. Asimismo, se muestran con barras en blanco, las demás actividades de acuerdo con las fechas disponibles para su ejecución, obsérvese que la actividad 4-5 que es ficticia, no aparece ya en el programa. En general se deben utilizar en forma conjunta la red y la gráfica de Gantt, ya que en esta última no es evidente la interrelación entre las actividades. Por ejemplo, para poder comenzar la actividad 9-12 el día 16, deben estar concluidas las actividades 6-9 y 4-9; para estar en condiciones de iniciar la actividad 5-10 el día 10, deben estar terminadas las actividades 2-5 y 2-4, etcétera. En la quinta columna de izquierda a derecha se anotarán los recursos que se estimen necesarios para la ejecución de cada actividad, en el tiempo que se ha previsto. Estos pueden ser de diferente naturaleza, materiales, mano de obra especializada, maquinaria, herramientas, renta o contratación de un servicio externo. 2-5 4 4-9 11 123 123 123 123 123 123 123 123 123 123 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Figura 3.14. Gráfica de Gantt para el proyecto de la figura 3.11 Actividades críticas Actividades no críticas 3-7 11-12 10 9 8-11 6-8 7 9-12 6 6-9 3-6 12 8 5 2-3 10-12 14 2 5-10 2-4 1-2 13 3 1 . 123 123 123 123 123 123 123 123 123 123 123 123 123 12 12 123 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 : La previsión 121 En la sexta columna se anotará el costo en pesos (o en alguna moneda extranjera si ese fuera el caso) de cada uno de los recursos que aparecen en la quinta columna. Finalmente en la parte inferior de la sexta columna aparece un cuadro que servirá para anotar el total del costo de los recursos considerados. Programas y presupuestos Podemos ver que hemos establecido los principales pasos para obtener tres de los instrumentos de la planeación: planes, programas y presupuestos. En efecto, un plan es una lista completa de las actividades necesarias para lograr un objetivo determinado y en el cual se muestran las secuencias e interrelaciones entre estas actividades. Cuando al plan se agregan los tiempos de duración de las actividades y se obtienen las fechas reales en que deben de ser ejecutadas para terminar el proyecto en una fecha precisa, obtenemos el programa. Finalmente, cuando cuantificamos en unidades monetarias el costo particular de realización de cada una de las actividades y las sumamos de acuerdo con las fechas previstas, obtenemos el costo total de lograr el objetivo, lo que se conoce como presupuesto. Veamos ahora la importancia que tiene la planeación como función administrativa. Nos obliga a pensar por anticipado, antes de que las cosas ocurran: qué necesitamos hacer, cuándo lo realizaremos y cuánto nos costará. Además, existen diferentes formas o cursos de acción que pueden seguirse para lograr el mismo objetivo, y mediante estas técnicas podemos estimar con anticipación lo que puede hacerse y determinar qué es lo que más nos conviene. Otra de las ventajas de la técnica que hemos estudiado es que desde el momento de planear, establecemos el medio de controlar la ejecución de las actividades en caso de que el plan se realice. Ibarra 122 Administrar para producir (1980, p. 43) presenta un tipo de carta de control que es útil para realizar un seguimiento de las actividades, la cual se muestra en la figura 3.15 y puede servir como referencia para que el administrador de un plan elabore su propia carta de control de acuerdo con las particularidades de su proyecto. Debe, sin embargo, hacerse una advertencia, los planes cualquiera que sea su naturaleza son al final de cuenta papeles; no representan la acción y ésta es quizá una de las características que ha originado que ciertos ejecutivos, que se sienten hombres de acción los menosprecian por ignorancia y decidan no perder el tiempo haciendo planes y comenzar a trabajar e ir resolviendo problemas sobre la marcha. Ésta es una actitud peligrosa, ya que las organizaciones que dirigen este tipo de ejecutivos se encuentran muchas veces a la deriva, iniciando múltiples tareas que nunca se acaban y desperdiciando recursos de todo tipo. He conocido por otro lado ejecutivos que nunca deciden, que no actúan porque tienen miedo de equivocarse o porque de plano no saben, y para ocultarlo ordenan la formulación de planes y más planes, con objeto de retrasar su decisión. ¡ Cuidado! , entre ambos extremos hay que actuar juiciosamente y evitar caer en alguno de ellos, ya que ambos son negativos para la administración eficiente de la empresa. Debe recalcarse una vez más que las consideraciones, estimaciones y suposiciones que sirven de base para la elaboración de los planes, programas y presupuestos deberán ser lo más realistas y juiciosos que sea posible, ya que servirán para controlar la ejecución de actividades concretas, y si esto no se considera, resulta después que no existe concordancia entre lo planeado y lo posteriormente realizado. En la administración cotidiana, tanto de empresas privadas como de instituciones públicas, existen magníficos ejemplos de cómo no se deben hacer las cosas, ya que la existencia constante de déficits en la operación anual de las instituciones, constituye un indi- Fecha calen dario (1) Tarea programada (2) Tarea reali zada (3) Acumulada (4) Supervisor Firma observ. Firma observ. Ejecutor FIGURA 3.15. Carta de control Diferencia entre (2) y (3) Firma observ. Responsable Tomada Medida TRABAJO A REALIZAR: (Descripción completa de la actividad, indicando unidades de medida, volúmenes, etc.) UNIDAD DE TIEMPO EMPLEADO EN LA RED: (Días, semanas, decenas, meses, etc.) EJECUTOR: (Puede ser de la propia organización o un contratista) SUPERVISOR: RESPONSABLE: FECHA DE TERMINACIÓN: TIEMPO RED _____________ TIEMPO CALENDARIO _____________________ FECHA DE INICIACIÓN: TIEMPO RED _________ TIEMPO CALENDARIO _________________ TIPO DE ACTIVIDAD: CRÍTICA _____________ NO CRÍTICA ______________ ACTIVIDAD núm. _____ DE LA RED PRINCIPAL ______ RED DEL SUBSISTEMA ____ HOJA ____ DE ____ La planeación 123 124 Administrar para producir cador de que los presupuestos estuvieron mal elaborados o que no fueron respetados. Existen desde luego muchas consideraciones más con relación al cálculo de redes que no fueron realizadas: la determinación de holguras, la compresión de una red, el cálculo de la probabilidad de realización de las actividades de acuerdo con las estimaciones, la utilización de computadoras para análisis de redes, etc. Pero esos conceptos están fuera del alcance de este libro, por lo que si el lector desea profundizar en estos conocimientos puede obtener la información necesaria en la bibliografía. Procedimientos Dentro de la operación cotidiana y regular de cualquier organismo social existen conjuntos de actividades que es necesario realizar rutinariamente, una y otra vez. Por ejemplo, para comprar, contratar personal, elaborar las nóminas, promover al personal, tramitar un pedido, realizar inventarios, autorizar inversiones, obtener material de los almacenes, autorizar gastos de viaje, reportar la producción diaria, solicitar la reparación de una máquina, etcétera. A estos conjuntos de actividades en secuencia, en cuya ejecución participan generalmente personas de diferentes departamentos, oficinas o secciones se les conoce con el nombre de procedimientos. De hecho, un procedimiento es un tipo particular de plan, cuya realización es de tipo repetitivo o recurrente, generalmente con la intervención de personal de nivel operativo. En estos casos, con objeto de evitar improvisaciones y pérdidas de tiempo, es preferible invertir el tiempo que sea necesario en estudiar cuál es la mejor forma de hacer las cosas, qué tipo de información se requiere, qué machotes, reportes o formas son convenientes, qué personas de acuerdo con su puesto de trabajo deben participar, cuál debe ser la secuencia de actividades, con qué frecuencia o en qué casos se requiere la ejecución de las actividades, entre otras, y elaborar el procedimiento correspondiente. La planeación 125 Recordemos que la administración eficiente se realiza mediante el esfuerzo de otros y por lo tanto las acciones se deben dirigir teniendo esto en cuenta. Asimismo, si se vigila la aplicación del procedimiento se logra fluidez en la realización de actividades cotidianas así como congruencia entre las diferentes acciones, detectar problemas, obtener información, asignar responsabilidades, disminuir la pérdida de tiempo y recursos, administrar por excepción, coordinar los esfuerzos, cuantificar cargas de trabajo, determinar el perfil de los puestos, etcétera. Pero así como estos instrumentos sirven para lograr lo anterior, también pueden constituir un obstáculo para ello, ya que un procedimiento puede tener utilidad en el momento en que se establece, pero pasado el tiempo, cuando las circunstancias cambian, debe de ser revisado y modificado de acuerdo con los nuevos problemas que se presenten. Y si esto no ocurre la organización se ve afectada. Existen personas que sienten por los procedimientos la misma veneración que en la antigüedad se tenía por el becerro de oro y son incapaces de aplicar su criterio. Desde luego que el personal operativo debe seguir los procedimientos, y los directivos deben vigilar que se cumplan; pero cuando un procedimiento lejos de ayudar dificulta la acción, debe de ser modificado, actualizado o sustituido a la luz de las nuevas circunstancias. Recordemos que existe un dicho que expresa que siempre hay una mejor manera de hacer las cosas. Es primordial que los procedimientos se establezcan por escrito y conveniente que incluyan los objetivos o antecedentes, las políticas relativas, una gráfica en donde se muestren todas las actividades que regularán las formas o documentos de trabajo que serán utilizados, el número de copias de cada documento, instrucciones detalladas para el llenado de las formas, su distribución, las acciones que cada involucrado en el procedimiento debe de realizar, etcétera. Existen símbolos utilizados por los ingenieros industriales para la elaboración de diagramas de flujo o de proceso, que en años 126 Administrar para producir recientes se han utilizado con mayor frecuencia en la representación gráfica de todo tipo de procedimientos, los cuales se muestran en la figura 13.2. Es conveniente que dentro de la empresa exista una dependencia o persona que tenga entre sus responsabilidades el control de la existencia de procedimientos, la vigencia de ellos, autoridad para su establecimiento, emisión o supresión, etc.; ya que también existe la tendencia a llenarse de procedimientos y llega un momento en que la organización se convierte en un organismo burocrático en donde se limita la iniciativa y nada se hace si no existe el procedimiento correspondiente. Esto, como otros aspectos de la administración es cuestión de criterio y de grado. Tan negativa es su inexistencia como la abrumadora cantidad de procedimientos. Políticas Toda organización para operar adecuadamente requiere de un sistema jurídico que establezca por anticipado lo que se puede y lo que no se puede hacer. En este sentido Reyes Ponce (1973, p. 169) dice que “una norma es un señalamiento imperativo de algo que ha de realizarse” ya sea en lo general o en lo particular. Cuando estas normas se refieren a casos específicos reciben el nombre de reglas, en cambio cuando se refieren a situaciones de tipo general se conocen como políticas. Las organizaciones, para funcionar, requieren fundamentalmente de seres humanos. Ellos constituyen la diferencia entre las organizaciones que tienen éxito y entre aquellas que fracasan. Todos los demás factores de la producción como son recursos tecnológicos, materiales o financieros son utilizados, transformados, desperdiciados, seleccionados y desarrollados por los humanos. Consecuentemente la administración se realiza con y para los humanos; sin embargo hay que reconocer que los humanos tienen La planeación 127 diversas características, positivas y negativas y en muy diferentes proporciones. Existen personas inteligentes, responsables, honradas, capaces, patriotas, creativas y dinámicas; otras tontas, sinvergüenzas, flojas, indolentes, egoístas, ignorantes, etcétera. Por lo tanto sería absurdo e infantil pensar que únicamente con exhortaciones a la colaboración, al trabajo, a las buenas conciencias y a la solidaridad, sería posible lograr que las personas que integren una organización cumplirán con lo que se espera de ellas. Por ello es muy importante que en esta función de planeación se prevean los posibles obstáculos que pudieran surgir y se establezcan anticipadamente las reglas del juego. No existe forma más segura de propiciar el caos que dirigir visceralmente, es decir, de acuerdo con el estado de ánimo del jefe. Los subordinados no saben a qué atenerse y todos los días se cambia de rumbo. La otra forma, más racional e inteligente requiere del establecimiento de políticas y de reglas. Las políticas, de acuerdo con Martínez Villegas (1966, p. 97): Son guías de carácter general que canalizan el pensamiento de los ejecutivos para tomar decisiones y ejecutar su trabajo… establecen el marco en que deben tomarse las decisiones tendientes a la consecución de los fines de la empresa, porque de otra manera cada ejecutivo tomaría decisiones según su juicio, tal vez a su entero capricho y conveniencia, lo que originaría una completa anarquía que, desde luego, impediría el logro eficiente de los mismos objetivos. Deben servir de criterio y orientación para resolver una amplia gama de casos y situaciones, de manera que eviten consultas frecuentes e innecesarias con los ejecutivos de niveles superiores y, asimismo, den seguridad y uniformidad de decisión y acción. Recordemos que una de las características de la administración es la delegación, o sea, hacer a través de otros. El que delega está facultando a alguien para que actúe en su lugar y representa- 128 Administrar para producir ción y sólo mediante políticas claras y definidas esto puede lograrse. Las políticas expresan en general el pensamiento, la personalidad, la educación, los principios éticos y morales de los directivos o dueños de un negocio. Así como no existen dos personas idénticas en todos sentidos, de la misma forma las empresas e instituciones tienen una personalidad definida y aunque se encuentren dedicadas al mismo negocio, serán diferentes entre sí aun en el caso de que sus objetivos pudieran ser similares. Y una de las razones de esta diferencia es que sus políticas son completamente diferentes. Así como existen varias formas de lograr un objetivo, igualmente las políticas condicionarán en forma diferente la toma de decisiones; podríamos decir que las políticas representan en cierta forma el criterio para adoptar decisiones por parte del director o propietario, pero como éste tiene que delegar, la política orienta a los ejecutivos subordinados para que actúen con el criterio del que delega. Las políticas se establecen en los niveles superiores de la jerarquía de la organización y con frecuencia se convierten o traducen en reglas para los niveles operativos, pero deben ser formuladas después de un análisis cuidadoso de las operaciones que regularán y de una estimación de sus efectos en el comportamiento de los empleados de todos los departamentos afectados. Igualmente debe determinarse quiénes dentro de la organización tienen autoridad para formularlas y proponerlas, asignándose a un departamento o persona la responsabilidad del control de su emisión e interpretación en caso de controversias. Para la formulación de políticas, Beverley (1970, p. 4-6) propone los siguientes lineamientos: a) La declaración de cualquier política debe ser definida, positiva, clara y entendible para cualquiera dentro de la organización. La planeación 129 b) Las políticas deben ser traducibles a las prácticas, términos y peculiaridades de cada departamento o división de la empresa. c) Las políticas, sin menoscabo de su importancia no deben de ser inflexibles. Deben poseer, sin embargo, un alto grado de permanencia. d) La estabilidad de las políticas es esencial, el cambio constante de políticas es fatal para el éxito del negocio. e) Deben existir tantas políticas como sea necesario para cubrir todas las condiciones que puedan ser anticipadas, pero no tantas que se conviertan en confusas o sin sentido. f) Deben ser formuladas juiciosamente de acuerdo con las circunstancias de la organización y no deben constituir únicamente reflexiones personales. g) Las políticas no deben prescribir un procedimiento detallado, excepto en muy raras circunstancias. h) Las políticas deben reconocer principios económicos, estar de acuerdo con las leyes federales y locales y ser compatibles con el interés público. Entre las áreas de operación en que es conveniente formular políticas, Beverley (1970, p. 4-6) señala las siguientes: Manufactura: inspección y control de calidad, compra de materiales, equipos y herramientas, rotación, verificación y valuación de inventarios, reemplazo de equipo, adiciones y mejoras, mantenimiento de planta y seguridad, decisiones de producir o comprar componentes. Finanzas: estructura de capital, fuentes de financiamiento a largo plazo, dividendos, acciones, extensión de crédito, crédito y cobranzas, seguros, control de costos y presupuestos, etcétera. Relaciones industriales: escala de pago de sueldos, entrenamiento de personal y desarrollo, planes de retiro y pensiones, programas de 130 Administrar para producir beneficio social: seguros de vida y accidentes, reclutamiento y selección de personal, condiciones de trabajo, etcétera. Mercadotecnia: línea de productos, estandarización, artículos líder, mezcla, canales de distribución, expansión de territorios, relaciones con clientes, condiciones de venta, descuentos, incentivos, promociones, publicidad, entrenamiento de ventas, etcétera. General: tramo de control, salarios, bonos y beneficios, investigación y desarrollo, estructura organizacional, promoción y remoción de personal ejecutivo, construcción de planta y expansiones. Reglamentos de trabajo La Ley Federal del Trabajo (1978, p. 119), en su capítulo V, artículos 422 al 425, establece las características que debe tener este documento que reúne las disposiciones que son obligatorias para patrones y trabajadores en todo centro de trabajo. Lamentablemente, existen muchas pequeñas organizaciones en donde no se han tomado la molestia de elaborar su propio reglamento, y en esas condiciones, los trabajadores, tanto ejecutivos como personal operativo, ignoran cuáles son las disposiciones generales que deben respetar y hacer respetar. Lo conveniente es que estas reglas sean establecidas después de un análisis cuidadoso de las acciones o actividades que deben regular y no se conviertan en un obstáculo para la adecuada realización de las actividades previstas. El reglamento y su contenido deberán ser motivo de revisiones periódicas que sirvan para adecuarlo a las cambiantes circunstancias en que se desenvuelve un negocio, en forma tal, que siempre se encuentre actualizado. Generalmente esta tarea corresponde al departamento encargado de administrar las relaciones laborales. CAPÍTULO 4 LA ORGANIZACIÓN La organización es quizá la más conocida de las funciones de la administración para la gran mayoría de las personas, si no por sus técnicas específicas, por lo menos por algunos de sus efectos. Muchas personas están acostumbradas a ver los organigramas o en ocasiones a elaborarlos, aunque no conozcan con precisión todo lo que éstos representan. Inclusive hay quienes piensan que administración y organización son cosas separadas y diferentes pero que en alguna forma se encuentran relacionadas. Ésta es una idea equivocada. La organización forma parte de la administración como ha sido señalado por la mayoría de los estudiosos de este campo del conocimiento, a partir de H. Fayol y hasta nuestros días por Koontz y O’Donell, Terry, Allen, Reyes Ponce y Guzmán Valdivia, entre otros. En efecto, de acuerdo con el criterio de Reyes Ponce (1973, p. 62) la organización es la tercera función administrativa, y se realiza después de la planeación. Mediante la previsión se determinan los objetivos y metas que deseamos lograr y con la planeación se establecen en función de los mismos, los planes, programas, presupuestos, procedimientos y políticas que será necesario ejecutar para lograr los objetivos. Ahora, la función de la organización consistirá en clasificar y ordenar todo este conjunto de actividades, de acuerdo con su naturaleza en grupos de tipo homogéneo, con el fin de que sean agrupados para su correcta realización y control. 131 132 Administrar para producir Es aquí donde se aplica el principio de la división del trabajo, que nos dice que una forma de lograr eficiencia consiste en la especialización, por parte de los individuos que realizan las actividades, en forma tal, que ejecuten continuamente, una y otra vez, sólo el mismo tipo de tareas. División del trabajo Una de las formas que existen para lograr la división del trabajo consiste en elaborar una lista de todas las múltiples y diferentes actividades que se deben encontrar detalladas en los planes, programas, métodos, procedimientos y presupuestos y ordenarlas de acuerdo con la naturaleza similar de las mismas. Hay que tener el cuidado de incluir en estas listas todas aquellas actividades de apoyo que normalmente no aparecen detalladas en los planes, pero que sí deben de aparecer en los procedimientos y en los métodos, como son actividades de tipo general, que sirven para desarrollar otras más específicas; entre esas podríamos mencionar trabajos de tipo secretarial como dictado, mecanografiado, copiado, archivo, envío de correspondencia, dibujo de todo tipo, limpieza de oficinas, realización de llamadas telefónicas, capacitación, etcétera. Supongamos que una empresa manufacturera elabora una lista de todos sus planes, procedimientos y métodos como se muestra en forma esquemática en la tabla 4.1, observamos que los planes, procedimientos y métodos los hemos numerado del 1 al N, indicando con ello que es un número indeterminado y que para fines de esta explicación no interesa conocer con precisión de cuántos se trata. Ello se indica con puntos suspensivos que significan que existen otros más que no se detallan. En la misma forma, las actividades particulares de cada plan, procedimiento o método se numeran siguiendo el mismo criterio. En la parte inferior de la tabla 4.1 se representa por la letra N la suma de todas las actividades de todos los planes, procedimientos y métodos; esta La organización 133 TABLA 4.1. Relación esquemática de todas las actividades comerciales que se realizarán en la empresa X EMPRESA X, S. A. Número Descripción de de actividades Plan 1 . . . . . . . Plan 14 . . . . . . . . Plan N 1 ................................. ................................... 27 Determinar canales distribución ................................... 38 Realizar publicidad ................................... 53 Promover venta ................................... n.................................. ................................... 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................... 8 Investigar mercados ................................... 21 Especificar producto ................................... 58 Elaborar pronóstico ventas ................................... n Vender producto ................................... ................................... ................................... Procedimiento 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 ................................... . 15 Llenar pedidos . ................................... . 21 Entregar mercancía . ................................... Procedimiento n . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 1..... ............................ . ................................... . 9 Entregar facturas a finanzas . ................................... . 14 Elaborar folletos promocionales . ................................... . n.... ............................. . ................................... Método 16 1.................... ............. . ................................... . ................................... . 7 Elaborar resumen ventas . ................................... . ................................... . n..... ............................ . ................................... . ................................... Método N 1......... ........................ . ................................... . ................................... . 11 Tramitar pago publicidad Total de actividades N Subfunciones Funciones .................. .................. Ventas .................. Publicidad .................. Ventas .................. .................. .................. .................. .................. Inv. Mercados .................. Planeación prod. .................. Inv. Mercados .................. Ventas .................. .................. .................. .................. .................. Ventas .................. Almacén .................. .................. .................. .................. Ventas .................. Publicidad .................. .................. .................. .................. .................. .................. Ventas .................. .................. .................. .................. .................. .................. .................. .................. Publicidad ............ ............ Comercial ............ Comercial ............ Comercial ............ ............ ............ ............ ............ Comercial ............ Comercial ............ Comercial ............ Comercial ............ ............ ............ ............ ............ Comercial ............ Comercial ............ ............ ............ ............ Comercial ............ Comercial ............ ............ ............ ............ ............ ............ Comercial ............ ............ ............ ............ ............ ............ ............ ............ Comercial 134 Administrar para producir letra N nos indicaría el total de trabajo que es necesario realizar en la empresa X para lograr sus metas y objetivos previstos. Ahora bien, en esta suma N, existirán actividades de todo tipo, aquellas relacionadas con la ingeniería, la seguridad, producción, diseño, control de calidad, compras, control de inventarios, ventas, publicidad, contabilidad, finanzas, relaciones industriales, etc. En la columna de descripción de actividades se anotaría la descripción de la actividad y en las columnas correspondientes a subfunciones y funciones se indica su clasificación de acuerdo con la naturaleza de la misma. Recordemos la definición de función que se dio en el capítulo 1, en donde se dijo que es un conjunto de actividades diferentes pero relacionadas por la naturaleza del fin que persiguen. De acuerdo con este criterio y a guisa de ejemplo, en la tabla 4.1 se muestran algunas de las actividades que corresponderían a la función comercial y a algunas de sus correspondientes subfunciones: ventas, publicidad, investigación de mercados y planeación del producto. El mismo criterio se seguiría para clasificar cada una de las N actividades en subfunciones y funciones de otra naturaleza. Ahora bien, ya que se tienen clasificadas todas las actividades y que se conocen cuáles deben ser las subfunciones y funciones que deben existir en la institución, el siguiente paso consistirá en crear los órganos que tendrán la responsabilidad de su ejecución. De ahí viene el nombre de organización, o sea, la determinación y creación de órganos o instrumentos que tienen responsabilidad por la ejecución de actividades de la misma naturaleza. Haciendo una analogía con un sistema biológico, pensemos en el ser humano. En nuestro cuerpo existen varios órganos: corazón, hígado, riñones, cerebro, oídos, etc. Cada uno tiene una función específica qué realizar y todos son importantes para la salud del individuo. Si un órgano se enferma el organismo como un todo se verá afectado, sin embargo, algunos órganos realizan funciones que tienen mayor repercusión en el estado de salud general del individuo. La organización 135 Lo mismo ocurre en la estructura orgánica de una empresa o institución y a medida que aumenta la importancia aumenta la jerarquía del órgano administrativo que la realiza. Volviendo al ejemplo de la tabla 4.1, la importancia y clasificación de las subfunciones y funciones se acostumbra representar gráficamente por lo que se conoce con el nombre de organigrama. En la figura 4.1 se muestra el que correspondería a la clasificación de la tabla 4.1, en donde las 20 actividades descritas se ordenan en cuatro subfunciones y una función: la comercial. En capítulos posteriores estudiaremos con mayor detalle las funciones y subfunciones más comunes que se requieren para que una empresa o institución realice adecuadamente su misión. Lo que un organigrama nos indica Refiriéndonos a la figura 4.1, en la cual se presenta cómo se encuentra estructurada la función comercial de la empresa de nuestro ejemplo, se observa lo siguiente que podemos hacer extensivo a cualquier tipo de organigrama: a) El organigrama presenta gráficamente las diversas funciones existentes en una organización. b) También nos señala la forma como se ha delegado la autoridad y la responsabilidad correspondiente. En el caso de esta figura 4.1 el ejecutivo que sea designado para ocupar la gerencia comercial tiene autoridad y es responsable del cumplimiento eficiente y eficaz de las subfunciones: investigación de mercados, planeación del producto, publicidad y ventas. c) Un organigrama nos muestra los diferentes niveles jerárquicos que existen en una organización. En el caso que estamos estudiando se muestran tres niveles: el nivel de función, subfunción y operativo o de realización de las actividades. A medida que se aumentan los niveles, se incrementan Niveles Función Subfunción Operativo A B C Planeación del producto D E F G H Publicidad I J FIGURA 4.1. Organigrama de la función comercial de la empresa X, S. A. Investigación de mercados Comercial k L M Ventas N 136 Administrar para producir La organización 137 los problemas de comunicación, ejecución y control. Y esto conduce a la creación de instituciones burocráticas. No existe uniformidad en la designación o título que reciben las personas que desempeñan los diferentes puestos de trabajo en una organización de acuerdo con su jerarquía, y de hecho, cada empresa acostumbra establecer sus propios puestos; sin embargo los más comunes son los que se muestran en la tabla 4.2. Esta relación no indica una correspondencia entre los títulos o puestos entre una empresa privada y una secretaría de Estado, ya que son instituciones completamente diferentes entre sí, pero nos sirve para darnos una idea de los diferentes niveles jerárquicos. d) El organigrama nos indica los canales formales de comunicación existentes en una organización. TABLA 4.2. Denominaciones más utilizadas para designar a los responsables de las unidades administrativas Empresa privada Secretaría de Estado Presidente, director general o gerente general Vicepresidente, director especializado subgerente Secretario Subsecretario Oficial mayor Director general Gerente de división Gerente de departamento De oficina Supervisores Personal operativo-empleados Subdirector Jefe de departamento Jefe de oficina Jefe de sección Jefe de mesa Personal operativo-empleados 138 Administrar para producir En efecto las líneas horizontales y verticales que unen a los rectángulos que representan las funciones y subfunciones, establecen los canales formales de comunicación de la mayor a la menor jerarquía. Esta comunicación, fundamental para la adecuada y correcta operación de un organismo, de acuerdo con Becker (1970, p. 4-26) puede tener tres modalidades: De arriba hacia abajo: de la alta gerencia a la mediana gerencia o nivel supervisor, de la mediana gerencia a los empleados; de la alta gerencia a los empleados. Lateral: de la gerencia de línea a la gerencia de línea; de los órganos asesores a los órganos asesores; de empleados a empleados. De abajo hacia arriba: de los empleados a los supervisores o mediana gerencia; de la gerencia intermedia a la alta gerencia; de los empleados al a alta gerencia. Por estos canales fluyen órdenes, políticas, indicaciones, instrucciones, procedimientos, etc., de los niveles superiores a los inferiores. Y de los niveles inferiores a los superiores: reportes, sugerencias, quejas, etcétera. Cualesquiera que sean los medios y herramientas de la comunicación, ésta tiene un objetivo: el intercambio de información, ideas, actitudes, pensamientos y opiniones. El requisito de tal intercambio en el entendimiento. Becker (1970, p. 4-25). e) El organigrama nos muestra las dimensiones del tramo de control. Recibe el nombre de tramo de control el número de subordinados que se reportan a un jefe de superior jerarquía. Al respecto es necesario realizar varias consideraciones para determinar de qué magnitud debe ser el tramo de control: • La naturaleza de las actividades que realizan los subordinados. La organización 139 • La complejidad de las mismas. • La localización de los subordinados. • La atención eficiente por parte del jefe superior a los problemas que se le puedan plantear. • La preparación, capacidad y experiencia tanto del jefe como de los subordinados. Se considera que este tramo de control puede variar de siete a 30 o 40 personas como máximo, dependiendo de las circunstancias. En el caso de la figura 4.1 el tramo de control para el ejecutivo responsable de la publicidad es de cinco personas. Criterios para establecer la estructura orgánica En el ejemplo mostrado en páginas anteriores y en la figura 4.1 se adoptó una clasificación funcional; sin embargo, existen otros criterios para proceder a clasificar u ordenar las múltiples y diferentes actividades que es necesario realizar en una institución. De acuerdo con Mahler (1970, p. 2-22), las diferentes alternativas existentes para crear la estructura orgánica de una institución son las siguientes, señalando también algunas de sus características. Agrupamiento por función Las actividades relacionadas que tienen un propósito primario se agrupan juntas. Las funciones típicas en una empresa manufacturera son: manufactura, ingeniería, mercadotecnia, finanzas y personal. La mayor parte de las pequeñas organizaciones son de tipo funcional. La energía se concentra en la función. El personal adquiere ex- 140 Administrar para producir periencia en la actividad y desarrolla capacidad para realizar. El conflicto con otros grupos dentro de la organización es frecuente, debido a que cada grupo desea esencialmente el lograr sus propios objetivos. Cada grupo funcional tiende a ser bastante egocéntrico. La organización funcional enfrenta dificultades conforme el número de productos y el número de mercados se multiplica y el proceso de coordinación se hace más y más crítico. En esta etapa de la evolución de una empresa se escuchan quejas acerca del número de reuniones y juntas, la demora en la toma de decisiones y la dificultad para designar responsabilidades. La alta administración de los grupos funcionales a menudo observa que los mismos no mantienen el interés total de la empresa en mente. Y ésta es la conducta previsible. Se espera de cada función una contribución a las utilidades de la empresa; sin embargo, ninguna puede ser totalmente responsable por el logro de las mismas. La función de manufactura está fundamentalmente comprometida con programas de producción, calidad y costos. Mercadotecnia fundamentalmente con ventas, precios y servicios al cliente. Y esas metas diferentes conducen a una acción egocéntrica y a fricción. Mahler (1970, p. 2-22). . Agrupamiento por producto En esta alternativa se agrupan las actividades asociadas directamente con un producto o grupo de productos. Este tipo de estructura se encuentra con mayor frecuencia en compañías más grandes, particularmente aquéllas con una gran variedad de productos y mercados. Este tipo de estructura tiene varias conductas predecibles de acuerdo con Mahler (1970, p. 2-22): La energía y el entusiasmo de los trabajadores al ser concentrados en un producto o línea de productos permite que se logre una mayor coordinación que en el caso de una organización funcional, disminuyendo la egocentría, ya que es más fácil ver el negocio como un todo. La organización 141 También es cierto que el grupo encargado de un producto, no presta atención a otros grupos responsables de otros productos en la compañía, ya que cada quien se concentra en hacer su parte del negocio con éxito, sin embargo, es posible mantener en una mayor medida, una más amplia responsabilidad por las utilidades en cada grupo. Este tipo de agrupamiento se conoce como divisionalización y el entusiasmo por ella ha conducido a muchas organizaciones a establecer una multitud de pequeñas divisiones por producto. Con frecuencia, sin embargo, este tipo de organizaciones se encuentran con que los costos de administración de cada una de las pequeñas divisiones afectan la rentabilidad total de la misma. Agrupamiento geográfico Este tipo de estructura se utiliza cuando las actividades se realizan en localidades específicas, siendo utilizado particularmente en empresas de servicio y en organizaciones de ventas. Según Mahler (1970, p. 2-23): El agrupamiento geográfico permite especializarse en las condiciones de la localidad y desarrolla una mayor responsabilidad por las características especiales de una región en particular. Permite una coordinación más precisa y un control más efectivo dentro de una región, del que es posible con una gran organización centralizada. Como sería de esperarse, el personal en las diferentes regiones geográficas se identifica y se preocupa más por los problemas de su propia región, olvidándose de la empresa central, acentuando así su responsabilidad por todas aquellas condiciones de importancia que contribuyen al logro de los resultados. Agrupamiento por proceso En esta estructura, las actividades se agrupan en una serie de pasos o etapas a través de las cuales se desarrolla el trabajo. Como ejemplos tenemos las empresas petroleras y siderúrgicas que tienen grupos específicos para los procesos de exploración, explotación, refinación, fabricación y distribución respectivamente. 142 Administrar para producir Los procesos se identifican con más facilidad en actividades de manufactura y de trabajo de oficina aunque también se pueden encontrar en otras funciones. El beneficio más importante de un agrupamiento por proceso es que los individuos se especializan en el mismo dedicándole su energía y entusiasmo, aunque con un mínimo de interés a las otras etapas. Agrupamiento por cliente Aquí la característica que distingue al criterio seguido para agrupar a las actividades es el tipo de cliente a quien se vende el producto o se le proporciona el servicio. Los ejemplos son variados: compañías llanteras, petroquímicas, de seguros, etc. En este tipo de agrupamiento los individuos se especializan esencialmente en el cliente y llegan a tener un conocimiento completo sobre sus necesidades y peculiaridades. El principal beneficio es que se logra una correspondencia total con el cliente. Agrupamiento por tiempo La razón de este tipo de clasificación de las actividades obedece a la necesidad de separar las labores por turnos, en los cuales el trabajo realizado es el mismo, pero a diferentes horarios. Se emplea generalmente en la industria química, especialmente en aquellas plantas que requieren de un proceso continuo, en algunos procesos de manufactura con objeto de utilizar al máximo la capacidad instalada y en el servicio de ventas para almacenes y supermercados. Agrupamiento matricial Este tipo de organización utiliza de hecho una combinación de dos de cualesquiera de los tipos anteriormente estudiados, siendo la más común la combinación de la estructura por producto y por función. De acuerdo con la experiencia de Mahler (1970, pp. 2-24). La organización 143 Generalmente, y con objeto de reducir costos, en lugar de separar a los grupos por producto, cada uno con sus propias funciones de ingeniería, manufactura y mercadotecnia, se organiza a estas funciones para operar como centro de servicios para cada una de las divisiones organizadas por producto. Dirigir este tipo de organización es complicado y si se logran evitar los conflictos que naturalmente surgen, los beneficios son grandes, pero lo más frecuente es que exista una gran confusión. Elaboración de organigramas Los diferentes tipos de estructura anteriormente descritos se deben utilizar de acuerdo con las necesidades y características especiales de cada organización. Establecer una estructura para una organización requiere del estudio completo de toda una serie de factores que determinarán cuál es la mejor alternativa para esa institución en particular, y en caso de ser necesario utilizar en forma combinada varios de los agrupamientos anteriormente estudiados, sin perder de vista que es más fácil dirigir una institución cuando se encuentra debidamente organizada. Ahora bien, desde el punto de vista de su presentación, los organigramas más comunes son aquellos que se muestran en la figura 4.2 en donde, con objeto de ejemplificar, representaremos a una misma institución en cinco formas diferentes. Supondremos que en la institución existen cinco niveles jerárquicos que van del nivel A, que representa a la máxima jerarquía y autoridad (por ejemplo el gerente general) al nivel E que corresponde al nivel operativo o ejecutor (obreros, empleados de oficina, profesionales, etcétera). Ahora bien, en un organigrama no se muestran los puestos de trabajo, se representan las funciones y órganos que tienen la responsabilidad por la ejecución de las mismas y, por lo tanto, este último nivel E nunca se dibuja; únicamente se representan los niveles que tienen autoridad (los puestos de mando o administrativos). B1 D1 C1 D1 2-d. Carta escalar B1 B2 A C4 C2 C3 D2 C1 D1 C2 B2 D2 C4 C3 B3 D2 C4 C2 C3 B3 B3 B2 B1 B2 C4 2-e. Organigrama circular C3 C2 C1 B3 A B1 D2 D1 2-b. Organigrama horizontal A FIGURA 4.2. Diferentes formas de representar los organigramas B3 B2 A 2-c. Organigrama vertical-horizontal 2-a. Organigrama vertical C1 B1 A C4 C3 C2 C1 D2 D1 144 Administrar para producir La organización 145 Por lo tanto se puede observar, en los cinco diferentes organigramas, cómo el nivel inferior que se muestra es el D. Los más conocidos y utilizados corresponden a las figuras 4.2a, 4.2b y 4.2c. En el caso de la figura 4.2a, la jerarquía e importancia de las funciones van disminuyendo de arriba hacia abajo. En la figura 4.2b la mayor jerarquía se representa a la izquierda y disminuye hacia la derecha. En la figura 4.2c se presenta un caso particular de organigrama vertical con utilización del concepto horizontal para los niveles inferiores. Esta forma de presentación se utiliza con objeto de evitar el crecimiento desproporcionado del dibujo, cuando en los niveles inferiores existen varias funciones. En el primero y segundo nivel el organigrama se dibuja siguiendo el criterio del organigrama vertical (la autoridad disminuye de arriba abajo), pero en el nivel C y D la jerarquía disminuye de izquierda a derecha. En el organigrama circular, figura 4.2e, la máxima jerarquía se representa en el centro y ésta disminuye hacia la periferia, dibujándose los rectángulos que representan a las funciones sobre círculos concéntricos. En la figura 4.2d se representa la carta escalar, en donde la jerarquía disminuye en forma combinada de arriba abajo y de izquierda a derecha. Como hemos dicho anteriormente, en un organigrama se representan funciones y no es recomendable tratar de incluir más información, misma que puede anexarse en otro tipo de documentos, ya que a medida que aumenta la información el dibujo puede hacerse más y más confuso. Sin embargo, esto depende del gusto de cada quien y he llegado a observar organigramas en donde se incluyen los nombres de los ejecutivos o funcionarios que desempeñan los puestos, sus fotografías, algunas de sus principales actividades y el número de personas que a ellos se reportan, junto con la clasificación de las mismas. Por ejemplo, supongamos que el jefe de producción de una pequeña fábrica tiene como subordinados a tres supervisores, de las secciones de troquela- 146 Administrar para producir do, pintura y ensamble final. El personal se encuentra clasificado en personal directo e indirecto, unos cobran semanalmente, otros por quincena, unos están sindicalizados y otros son de confianza. Incluyendo al jefe de producción son 75 personas. Una forma de representar lo anterior sería como se indica en la figura 4.3. Manual de organización Es necesario que en un documento que se conoce con el nombre de manual de organización, se recopile toda la información necesaria para conocer cómo se encuentran estructuradas las funciones y actividades más importantes que se realizan en una institución. Desde luego que este manual puede, en el caso de instituciones muy grandes, estar constituido por varios volúmenes, pero la costumbre hace que uno se refiera al mismo como si se tratara de uno solo. En estos casos, lo que conviene es que un ejemplar describa las funciones generales de la institución en su conjunto y ejemplares más pequeños describan con mayor detalle cada división o departamento, y así se tiene un manual para el área comercial, otro para la función técnica, otro más para finanzas, etcétera. De acuerdo con Golightly y Horst (1970, pp. 2-35) un manual de organización debe explicar claramente cuál es realmente el propósito de la empresa y cómo se relacionan, para dar una imagen completa de la misma, la estructura de su organización, su personal y su espíritu de grupo. Además, debe proporcionar una definición de los conceptos relacionados con la importancia relativa de sus principales funciones. Ellos señalan que un manual de esta naturaleza debe contener por lo menos las siguientes secciones: definición de políticas, descripción de la organización y descripción de puestos. Definición de políticas Esta sección que sirve de introducción debe contener por lo menos una declaración de los objetivos generales de la empresa, las creen- La organización C Q SI SD Jefe de producción C Ing. Juan Velázquez Troquelados C Raúl Figueroa Pintura C Alberto Ramírez Ensamble final C Fernando López 147 4 9 18 44 75 C Q SI SD 1 2 7 -10 C Q SI SD 1 4 8 11 24 C 1 Q 3 SI 3 SD 33 40 Simbología C Q SI SD Confianza Quincenal Sindicalizado indirecto Sindicalizado directo FIGURA 4.3. Ejemplo de organigrama mostrando categorías y número de personas 148 Administrar para producir cias o principios de la organización, las políticas adoptadas con relación a las funciones más importantes y, si es necesario, un glosario de los términos administrativos de uso más frecuente dentro de la empresa con significado específico. Descripción de la organización Se debe incluir el organigrama de la empresa, mediante el cual es posible tener una idea general acerca del número de niveles jerárquicos existentes, el tramo de control en cada nivel, los canales formales de comunicación y las funciones más importantes. Además se debe de incluir para cada una de esas funciones y subfunciones que aparecen en el organigrama, una descripción completa de lo que se entiende por cada una. En efecto, ya que es imposible describir todo lo que se quiere decir con las dos o tres palabras que se utilizan en el organigrama para designar a cada una de las funciones o subfunciones que en el mismo se representan; en esta sección se deben describir tanto como sea necesario todas las actividades generales que dan lugar a las subfunciones y funciones, para que no queden dudas al respecto. Existen organizaciones que bajo el título de manufactura, por ejemplo, quieren significar lo que para otras organizaciones representa producción; pero si no se explica qué subfunciones o actividades forman estos términos, las dudas y equivocaciones son frecuentes. Otro caso de este tipo de confusión se origina cuando se dice ventas mercadotecnia o función comercial indistintamente. Descripción de puestos De acuerdo con Golightly y Horst (1979, pp. 2-39) esta descripción sirve para varios propósitos: 1. Explican lo que se espera de cada ejecutivo. La organización 149 2. Ayudan en el proceso de reclutamiento. 3. Proporcionan un criterio importante para los planes de compensación de los ejecutivos. 4. Auxilian en el proceso de evaluación de desempeño de los mismos. Estas descripciones de puestos deben definir la posición de cada persona dentro de la organización, describiendo el trabajo que será realizado y si es posible la manera en que debe ejecutarse. Debe proporcionar una descripción general del puesto, su propósito, responsabilidades, tareas específicas y autoridad. Golightly y Horst (1970, pp. 2-39) indican que una buena descripción de puestos debe incluir lo siguiente: a) Función básica. Descripción de las responsabilidades básicas sin caer en la descripción de detalles intrascendentes. b) Autoridad. Los alcances y limitaciones con relación a personas, dinero, activos físicos y poder para que el trabajo se ejecute. c) Responsabilidad. Reportes y comunicaciones ascendentes: cómo se reporta esta posición al jefe inmediato y qué tan bien se ejecuta la función. d) Relaciones laterales. La cooperación y trabajo de equipo requerido; las relaciones que son necesarias para el cumplimiento efectivo de la función. e) Estándares de actuación. La parte de las objetivos de la empresa que deben ser logrados por ese puesto específico; la medida del trabajo bien realizado, los criterios que servirán para evaluar la actuación de la persona que ocupa el puesto; los criterios de remuneración. f) Detalle de las funciones. Explicación más detallada de las funciones básicas; trabajos específicos que deben ser realizados. 150 Administrar para producir g) Características de la persona que ocupe el puesto: una descripción aproximada de la persona que debe ocupar el puesto y que tendrá la responsabilidad de lograr esa parte de los objetivos de la organización; información relativa a edad, sexo, preparación académica, experiencia y personalidad del individuo que desempeñará el puesto. Actualización de la estructura Para finalizar este capítulo, diremos que el manual de organización, incluyendo el organigrama y otros conceptos que se han descrito brevemente, deben ser un instrumento de trabajo que se mantenga al día y que describa, en todo momento, los órganos administrativos que existen dentro de la institución, junto con sus funciones, jerarquías y responsabilidades. Consecuentemente estos instrumentos deben ser motivo de las modificaciones que sean necesarias para que siempre reflejen la realidad. Se deben de evitar los peligros de tener dos tipos de organización en una empresa: una formal, representada por el organigrama y su manual de organización correspondiente, que en su tiempo pudieron ser adecuados pero en la actualidad son totalmente obsoletos; y una organización informal, cuyas funciones, responsabilidades, jerarquías, etc., sólo se encuentran en la mente de los directivos. Al igual que un humano, que para conservar la salud requiere del sano funcionamiento de todos sus órganos, en la misma forma el cuerpo social o institución necesita que todos sus órganos realicen las funciones que tienen encomendadas en forma eficiente. Y cuando uno de estos órganos ya no tienen razón de ser, porque las causas que dieron motivo para su creación han desaparecido, el administrador debe preocuparse porque se elimine, ya que es motivo de problemas la existencia de órganos que ya no se justifican. CAPÍTULO 5 LA INTEGRACIÓN De acuerdo con el Diccionario de la Lengua Española, integrar consiste en componer un todo con sus partes. Reyes Ponce (1968, p. 256) nos dice al respecto: “Integrar es obtener y articular los elementos materiales y humanos que la organización y la planeación señalan como necesarios para el adecuado funcionamiento de un organismo social.” Por lo tanto, y de conformidad con la información contenida en los planes, programas, procedimientos, políticas, presupuestos, organigramas, descripciones de puestos, entre otros, se llega a la etapa en que se deben ya reunir todos los recursos necesarios para realizar el trabajo previsto, mismo que permitirá lograr los objetivos de la institución. Estos recursos se pueden clasificar en: humanos, materiales, financieros, tecnológicos, etc., y de ellos, el más importante en cualquier organización debe ser el recurso humano. Desafortunadamente no en todas las organizaciones se reconoce la importancia que deben tener los recursos humanos; y ésta es una de las causas principales por las que muchas instituciones fracasan y obtienen resultados muy por debajo de los que deberían lograr. La calidad de las personas que integran una institución, cualesquiera que sea su magnitud, desde una familia, un pequeño taller, un equipo deportivo, una escuela, una gran empresa, un organismo del Estado o una nación, constituyen la diferencia entre 151 152 Administrar para producir aquellas instituciones que tienen éxito y aquellas que fracasan. Todos los demás recursos empleados en el proceso productivo son utilizados, explotados, construidos, diseñados, descubiertos, desarrollados, destruidos, malversados, robados, dilapidados, desperdiciados, etc., por el ser humano. Y si los colaboradores de que nos rodeamos para hacer un trabajo no son los más aptos, así serán los resultados que vamos a obtener. Algunos de los aspectos relacionados con la integración de los demás insumos serán tratados en otros capítulos. Ahora nos concentraremos únicamente en los aspectos más importantes de la integración de las personas. El punto de partida para iniciar la búsqueda de candidatos a ocupar un puesto es que exista una vacante qué llenar dentro de la organización. En otras palabras, que una necesidad debe de ser satisfecha, porque el trabajo requerido es superior a los recursos con que contamos para realizarlo. Lo anterior, aunque pudiera parecer obvio, no lo es tanto si meditamos en la gran cantidad de instituciones públicas y privadas en que podemos observar que se tiene exceso de personal; en donde a través de la ventanilla o al otro lado del mostrador, vemos que se encuentran empleados que van y vienen y que no están haciendo nada productivo; y que si quisiéramos descartar la posibilidad de una coincidencia, podríamos regresar tantas veces como fuera, para comprobar que esta situación se presenta todos los días. Ésta es la expresión evidente de una inadecuada dirección del personal entre otros muchos factores y que repercute en la mala administración de muchas de nuestras instituciones. Y uno podría preguntarse: ¿por qué se contrató personal de más? Recordemos que la administración consiste en lograr en forma eficiente y eficaz, mediante la dirección del personal, los objetivos de una institución. Y si los recursos empleados son superiores a los necesarios, o si los objetivos no se logran, la administración es deficiente. La integración 153 Y precisamente, para evitar los peligros de una inadecuada administración, es tan importante prestar atención al proceso de integración de los recursos humanos. Desde el punto de vista de la relación de una persona con una institución a nivel de empleado-empresa, se pueden distinguir, mientras la misma perdure, varias etapas claramente definidas que estudiaremos a continuación. Reclutamiento Reclutar significa reunir candidatos para ocupar un puesto. Pero para que estos candidatos sean los idóneos, se requiere por parte del que solicita que se cubra la vacante, la formulación de una requisición de personal. De acuerdo con Famularo (1970, p. 11-51) este documento debe elaborarse teniendo en cuenta la descripción del puesto y contando cuando sea necesario con la asesoría de un analista de puestos. Deberán seguirse también las políticas y procedimientos que al respecto deben existir en la institución: verificación de la aprobación del presupuesto de personal correspondiente, autorización de la requisición por las personas indicadas, justificación de la requisición, etcétera. Este documento constituye la solicitud formal al departamento de relaciones industriales o persona encargada de los aspectos de personal, según sea el caso y magnitud de la institución para comenzar su proceso de búsqueda de la persona indicada. Requisición de personal Entre otros, la requisición debe contener los siguientes datos: • Gerencia, departamento, oficina o sección que solicita. • Fecha y número de la requisición. 154 Administrar para producir • Nombre del puesto, código del puesto. • Limitaciones en cuanto a sexo y edad. • Mínimo número de años de experiencia en un puesto similar. • Características físicas especiales, estudios especializados requeridos. • El tipo de trabajo a desarrollar. Las principales actividades y responsabilidades. • Equipos, instrumentos o herramientas que deberá utilizar. • Especificar si es un puesto de nueva creación. Justificación. • A quién reemplaza; motivo del reemplazo; fecha de la vacante. • Horario en que va a trabajar. Localidad en que trabajará. • Sueldo autorizado. Periodo de prueba. • Firmas de autorización. Políticas de reclutamiento En lo referente a políticas de reclutamiento, Famularo (1970, pp. 11-50) expresa que es conveniente que la organización cuente con lineamientos relativos a los siguientes aspectos: a) Promoción dentro de la empresa. b) Empleo de: parientes de los empleados actuales personas de edad avanzada miembros de grupos minoritarios individuos lisiados empleados temporales y de medio tiempo estudiantes. c) Reclutamiento centralizado o descentralizado. d) Relaciones con escuelas y universidades. e) Relaciones con la comunidad. f) Pago de cuotas para agencias de empleo Con la información anterior es posible establecer estrategias adecuadas para que el departamento de personal inicie su proceso de búsqueda de candidatos a ocupar el puesto. La integración 155 Fuentes de reclutamiento En lo referente a las fuentes de reclutamiento Famularo (1970, p. 11-54) aconseja las siguientes: a) La propia empresa. A menudo los mejores empleados ya se encuentran en la empresa. En ocasiones es posible considerar las promociones necesarias y llenar las vacantes existentes con personal que ya conoce los procedimientos y políticas de la organización. Esto además tiene la ventaja de que refuerza el espíritu de grupo dentro de la organización y sirve para motivar a otros empleados al observar que su trabajo es tomado en cuenta. Para ello es necesario que la empresa cuente con un inventario completo de sus recursos humanos actualizado, para que al presentarse una oportunidad de empleo pueda hacer uso de esta información. Los propios archivos del departamento de personal en el caso de personas que solicitan empleo, pero que al momento de hacerlo no existen vacantes, pueden servir en fechas futuras. También los empleados y personal de la organización pueden recomendar a conocidos, amigos y familiares, cuando se les informa que existe una vacante determinada. b) Fuentes externas de reclutamiento: • • • • • • • • • Solicitudes de empleo enviadas por correo Agencias privadas de empleo Escuelas, colegios y universidades Sindicatos y centrales obreras Cámaras de comercio e industriales Bolsas de trabajo Programas escuela-industria Servicio social de estudiantes Consultores y asesores industriales 156 Administrar para producir • • • • • • • Conferencias y cursos organizados por la empresa Películas promocionales Ferias industriales y comerciales Anuncios en diarios, revistas especializadas o comerciales Anuncios en los cines Anuncios en estaciones de radio Otras empresas, proveedores o compradores. De todas estas fuentes, el reclutador debe seleccionar la que sea más adecuada para el tipo de personal que está buscando, ya que ciertas fuentes son más aplicables para determinados tipos de personas. En muchos casos es mejor, si no se dispone de la experiencia y conocimientos adecuados, acudir a un profesional en este campo que recomiende lo más apropiado. Selección El siguiente paso, cuando ya se tienen varios candidatos a ocupar el puesto, es el proceso de selección, que consiste en escoger a la o las personas más calificadas para ocupar la posición vacante. Medios de selección Existen varios instrumentos que deben ser utilizados en este proceso de selección, aunque no todos son aplicables para todos los tipos de personas. Entre ellos tenemos los siguientes: • Solicitud de empleo • Currículum vitae • Entrevistas • Exámenes de conocimientos • Pruebas de habilidades • Pruebas de personalidad • Exámenes de actitudes La integración 157 • Exámenes de intereses • Exámenes médicos • Verificación de referencias y de desempeño en empleos anteriores • Periodos de prueba en el trabajo. Cada uno de los instrumentos anteriores tiene sus alcances y limitaciones, para la aplicación de algunos de ellos, es necesario el conocimiento que sólo tiene el especialista en la materia. Es un dinero bien gastado contratar los servicios de una persona con capacidad y experiencia específica en el proceso de selección, ya que pueden evitarse muchos dolores de cabeza en el futuro. Soy partidario de la idea de que en todo este proceso de selección, y principalmente en las entrevistas, se pongan las cartas sobre la mesa y se hable claro acerca de lo que se espera del futuro empleado y de lo que la empresa realmente es y está dispuesta a ofrecer. He observado en muchas ocasiones que él o los entrevistadores, con la necesidad de llenar la vacante y teniendo ante sí a un candidato que consideran capaz, expresan maravillas acerca del ambiente de trabajo, con el deseo de convencerlo de que ingrese a la organización, con el resultado negativo posterior de que el nuevo empleado descubrirá, por sí mismo, cuál es la situación real. Este tipo de actitudes a la larga conduce a malos resultados y el nuevo empleado si realmente es capaz, dejará la organización a la primera oportunidad, con la pérdida de tiempo y dinero consiguiente para la empresa. El proceso de selección cuesta dinero y la rotación de personal cuesta más, razón por la cual es preferible realizarlo bien desde un principio para evitar gastos mayores en el futuro. Entrevistas En la realización de las entrevistas Einstein (1979, p. 12), da algunas recomendaciones: 158 Administrar para producir Es conveniente, antes de comenzar, elaborar una lista de las características indispensables que debe tener el candidato, tales como experiencia, conocimientos, grado de estudios o cualquier otra que el candidato deba poseer. Cualquier requisito que no pueda ser precisamente definido o medido (por ejemplo apariencia agradable, madurez) no puede ser un requisito indispensable y deberá ser eliminado o agregado a una lista de características deseables, que incluirá aspectos que podrían ser útiles, pero que no son esenciales para el éxito del candidato. En general el número de características indispensables no debe ser mayor de seis; en cambio, la lista de las deseables no tiene límite. Estas listas ayudan a determinar quién de todos los candidatos cumple con los requisitos esenciales y algunos de los deseables. Desde luego, antes de comenzar las entrevistas, el entrevistador debe saber con precisión de qué va a ser responsable la persona que se va a contratar; en qué consisten sus actividades principales y sobre qué materias estará autorizado a decidir por sí mismo. Conocer con precisión lo que se menciona en los párrafos anteriores, indicará al entrevistador qué es lo que tiene que buscar u obtener del entrevistado en función de calificaciones y experiencia. A continuación, Einstein (1979, p. 13) aconseja: En primer lugar preséntese a sí mismo con su nombre y posición dentro de la empresa. Evite que el candidato asuma una actitud defensiva, eliminando cualquier ambiente en el cual él sienta que está siendo interrogado. Para comenzar escoja de su currículum o solicitud, algún tema para iniciar la conversación, creando un clima de cooperación en donde el candidato se sienta motivado a hablar. Establezca desde un principio que usted es el que dirige la entrevista y explíquele en qué secuencia se desarrollará la misma, para que él no insista en los primeros momentos en satisfacer su curiosidad. La integración 159 No permita que la entrevista sea interrumpida por otras personas o por llamadas telefónicas. Estas interrupciones disminuyen el tiempo real de la misma, perturban la atmósfera de confidencialidad y distraen la atención sobre temas importantes. Nunca trate de iniciar la entrevista vendiendo el puesto al candidato. Si posteriormente y durante la misma usted se da cuenta que el candidato no es la persona adecuada ¿qué actitud tomaría? Evite hablar demasiado ya que así revelará al entrevistado, lo que a usted le gustaría oír, distorsionándose el objetivo de la entrevista. Recuerde que el silencio es oro y que se debe saber escuchar. Muchos candidatos llegan a la entrevista con una lista programada de hechos que ellos quieren vender y otros más que definitivamente quieren ocultar. Trate de descubrir si el candidato está mintiendo, pero considere las mentiras de acuerdo con su intención, importancia y contexto de la conversación. No todas las mentiras deben eliminar automáticamente a un posible candidato. Ellas deben ser juzgadas a la luz de su importancia para un trabajo específico y de acuerdo con el código de conducta del entrevistador. Finalmente, y dado que las entrevistas pueden prolongarse con los consiguientes efectos negativos para la decisión que se trata de tomar, tanto por parte del entrevistador como del entrevistado, Einstein (1979, p. 15) recomienda que la entrevista se realice en dos sesiones, de preferencia en días separados. Al terminar la primera sesión, justo en el momento de despedirse se solicitará al candidato que para la siguiente entrevista traiga consigo una lista de diez preguntas, ni una más ni una menos, relativas a aspectos del trabajo que le gustaría conocer, antes de aceptar el empleo si ese fuera el caso. Lo anterior ayuda a tomar la decisión final, ya que existe una gran diferencia entre el candidato que únicamente se muestra interesado por conocer las políticas de vacaciones y días festivos, los planes de beneficio, las prestaciones, y la frecuencia de las revisiones de sueldos, que el solicitante que se interesa por obtener información relativa a las políticas de expansión de la empresa, los sistemas de control de calidad, los planes a corto y largo plazos o la estructura financiera de la organización. Einstein (1979, p. 15). 160 Administrar para producir Perfil de un empleado productivo Antes de terminar el tema sobre selección, y como una ayuda para todas aquellas personas que tienen la difícil tarea de decidir acerca de la conveniencia de contratar a un candidato, quiero referirme al trabajo de Ranftl (1979, p. 51) que presenta el perfil de un empleado productivo: a) Está bien calificado para el trabajo Es profesional y técnicamente competente; se mantiene al frente en su campo. Es creativo e innovador; posee ingenio y versatilidad. Trabaja con habilidad; tiene sentido común, organiza su trabajo eficientemente, emplea el tiempo efectivamente, no se desalienta. Busca la mejoría pero sabe cuándo detenerse en la búsqueda de la perfección. Se desarrolla continuamente. b) Está motivado Está automotivado; toma la iniciativa y tiene confianza. Es perseverante; realiza el trabajo a pesar de los obstáculos. Tiene deseos de trabajar, se mantiene ocupado. Trabaja eficazmente con poca o nula supervisión. Busca que las cosas se realicen y toma la acción adecuada. Le gustan los retos y disfruta resolviendo problemas. Posee una mente interrogante; demuestra un alto grado de curiosidad intelectual. Muestra un descontento constructivo, piensa en mejorar todo. Está orientado a los resultados. Tiene un fuerte sentido de urgencia y tiempo. Obtiene satisfacción de un trabajo bien realizado. Cree en un día de trabajo honrado a cambio de un día de pago equitativo. Contribuye más allá de lo que se espera. c) Está positivamente orientado al trabajo La integración 161 Establece estándares de actuación elevados. Tiene buenos hábitos de trabajo. El trabajo lo absorbe. Es preciso, confiable y consistente. Respeta y mantiene la armonía con su jefe. Acepta ser dirigido; acepta fácilmente retos y nuevas tareas. Es flexible y se adapta al cambio. d) Es maduro Tiene integridad. Posee un elevado sentido de responsabilidad. Conoce sus virtudes y defectos. Posee confianza en sí mismo y es autodisciplinado. Es emocionalmente estable y seguro. Trabaja eficazmente bajo presión. Posee una ambición sana, desea progresar profesionalmente. e) Colabora eficazmente Tiene personalidad agradable; es aceptado y colabora efectivamente con sus superiores y colegas. Se comunica correctamente expresando sus ideas en una forma clara y concisa; está abierto a las sugerencias, escucha con atención. Trabaja productivamente en equipo. Exhibe una actitud positiva y demuestra entusiasmo. Contratación Una vez que se ha seleccionado a la persona adecuada para ocupar la vacante existente, el siguiente paso consiste en proceder a contratarla. Existen al respecto en la Ley Federal del Trabajo, reglamentaria del artículo 123 de la Constitución de los Estados Unidos Mexicanos, disposiciones expresas acerca de las características, 162 Administrar para producir modalidades y requisitos que se deben cumplir para legitimar la relación de trabajo. Es conveniente consultar en dicha Ley, los títulos primero, artículos 1º, al 19o y título segundo, capítulos I al VII, artículos 20 al 116 en donde con mayor detalle, el empresario puede conocer cuáles son sus obligaciones y sus derechos al formalizarse la relación de trabajo. Sin embargo, es importante que se asesore por una persona con conocimientos sobre este tema. Un buen abogado o licenciado en relaciones industriales ayuda a resolver muchos problemas antes de que se presenten. Y cuando la organización es de mayor magnitud es necesario que se establezca dentro de la misma un departamento u oficina de relaciones industriales. Además de la formulación de los contratos, la empresa tiene que cumplir otros requisitos, entre los cuales se encuentran: • Inscribir al nuevo empleado en el Instituto Mexicano del Seguro Social. • Verificar que cuenta con cédula del Registro Federal de Causantes y requerir el número para efectos fiscales. • Enterar al nuevo empleado acerca del reglamento interior de trabajo y proporcionarle una copia del mismo. • Tramitar tarjeta de salud cuando se requiera. • Tramitar inscripción del trabajador en el Infonavit. Inducción Pues bien, ya que el nuevo empleado ha pasado a formar parte de esa pequeña gran familia que constituye una empresa, el objetivo es que se habitúe y adapte lo más rápidamente posible a su nuevo ambiente de trabajo. Ese proceso se conoce como inducción. La integración 163 Reyes Ponce (1968, p. 258) dice con mucha propiedad: El momento en que los elementos humanos se integran a una empresa tiene especialísima importancia, y, por lo mismo, debe ser vigilado con especial cuidado... Si tratándose de una máquina, jamás al recibirla se pone a trabajar sin más, sino que se la ajusta a su sitio, se le aceita, prueba, conecta, etc., y hasta que se está seguro de que funciona, perfectamente acoplada a todas las circunstancias que la rodean, se la pone a trabajar en firme, con mayor razón esto debe hacerse tratándose de un hombre, que no es una máquina, sino persona. ¿A quién corresponde esta responsabilidad? Scott, Clothier y Spriegel (1964, p. 274) responden que al supervisor inmediato. En efecto, aunque en una empresa bien administrada desde el punto de vista de las relaciones industriales, el departamento de personal puede ayudar considerablemente al respecto, elaborando toda la información que es conveniente proporcionar al nuevo empleado para facilitar el proceso de inducción, la responsabilidad directa corresponde al jefe inmediato de la persona que empieza a trabajar. Recordemos por un momento ¿cómo nos sentimos el primer día de trabajo en las diferentes organizaciones en donde hemos prestado nuestros servicios? El recién llegado necesita en esos primeros momentos toda la comprensión y afecto que sea posible brindarle, por parte de los que ya están trabajando. En un futuro, quizá algunos lleguen a ser sus amigos, pero al principio él es un extraño y de hecho a los pocos que conoce es a aquellos que lo entrevistaron durante el proceso de selección. Necesita que se le muestre cuál es su lugar de trabajo, se le entreguen los útiles indispensables para que pueda empezar a trabajar; se le entere de cuáles son sus responsabilidades específicas inmediatas; se le presente con las personas con las cuales tiene que empezar a colaborar, tanto compañeros de su mismo nivel, como jefes y subordinados en su caso; se le instruya acerca de los procedimientos y trámites más comunes; se le indique en caso de existir 164 Administrar para producir comedor en la empresa a qué horas deberá tomar sus alimentos, la ubicación de los departamentos y oficinas donde deberá acudir a realizar los trámites más importantes, etcétera. Aunque algunos aspectos y dudas fueron aclarados durante las entrevistas en el proceso de selección, con toda seguridad que quedaron muchas interrogantes. El que esto escribe ha tenido varias experiencias al respecto y recuerdo, en este momento, que el primer día de trabajo en una gran empresa, el presidente de la compañía, persona muy humana, aunque sin conocimientos formales de administración, dedicó toda esa primera jornada para que recorriéramos juntos todas las instalaciones de la misma, haciendo entrega de la información posible para que rápidamente me adaptara al nuevo empleo. Es conveniente que en toda organización, por pequeña que sea, se preste toda la atención debida a este aspecto tan importante, ya que de lo bien que se realice la inducción, dependerán muchos de los resultados futuros que se obtengan del nuevo empleado. Para ayudar en este proceso, muchas empresas elaboran un pequeño folleto que reúne la información más importante que requiere conocer el nuevo empleado. Manual de inducción Scott, Clothier y Spriegel (1964, p. 273) recomiendan que este manual de bienvenida, contenga la siguiente información: a) Historia de la empresa. Cómo se inició, quiénes la fundaron, algunas de las fechas más importantes en el desarrollo de la organización, etcétera. b) La producción. Descripción de los primeros productos o servicios, cómo evolucionaron, línea actual de productos, mercados que cubre, algunas estadísticas al respecto. La integración 165 c) Organización actual de la empresa. Descripción general de la estructura, haciendo hincapié en aquella parte a la que pertenece el nuevo empleado, nombre y posición de los principales ejecutivos. d) Políticas de relaciones industriales, principalmente en lo referente a indemnizaciones, ascensos, retiros, seguros, etcétera. e) Actividades de los empleados. Relación de los principales programas y actividades realizadas por los empleados, como programas recreativos, sociedad de ayuda mutua, cajas de ahorro, etcétera. f) Reglamento de la empresa, fábrica y departamento, breve exposición de las reglas referentes a asistencia al trabajo, horarios de trabajo, anticipos de pago, licencias por enfermedad y otros aspectos de importancia. g) Higiene y seguridad. Resaltando la importancia de las principales normas en cuanto a la responsabilidad del individuo y su relación con los demás. h) Aspectos referentes al trabajo. Exigencias que se imponen al nuevo empleado y criterios que pueden ayudarlo para lograr ascensos. Capacitación y adiestramiento Ahora bien, ya se integró un nuevo elemento dentro de la organización. La empresa espera mucho de él, así como el nuevo empleado lo espera de la misma. ¿Y qué pasa?, transcurrido cierto tiempo el nuevo empleado ya se hizo al ambiente y la organización sigue trabajando igual. La ineficiencia y la ineficacia son las mismas, aunque eso sí, los propietarios cada día aumentan sus utilidades, porque a cada aumento en los costos de operación, ya sean por concepto de sueldos y salarios del personal, o por aumentos en el precio de las 166 Administrar para producir materias primas o energéticos, el propietario decreta un correspondiente aumento de los precios, que no guarda relación con los incrementos de costo de los insumos. Y la consecuencia final es que a corto o largo plazo sobreviene una nueva devaluación de nuestra moneda, porque ya nos acostumbramos a pensar que así deben ser las cosas y no nos podemos imaginar que pudiera suceder lo contrario. Podría preguntarse el lector: ¿Y qué tiene que ver todo esto con la capacitación y el adiestramiento? La respuesta es: mucho. En efecto, una de las grandes diferencias entre un país del Tercer Mundo, como el nuestro, y un país desarrollado con respecto del cual devaluamos nuestra moneda, es la importancia que se da en ambos países a una materia vital como la capacitación y el adiestramiento. De acuerdo con Deming (1979, p. 33) en el año de 1977, únicamente el gobierno federal de los Estados Unidos invirtió $257 millones de dólares en la capacitación de aproximadamente 2 millones de sus empleados civiles, y los gastos realizados por el sector privado del mismo país en este concepto fueron considerablemente mayores. Según información proporcionada en una conferencia por un funcionario de la Unidad Coordinadora del Empleo, la Capacitación y el Adiestramiento (UCECA), el licenciado J. Carreón (1979), en el año 1978, nuestro país tenía una población de 63 millones de habitantes y de ellos la población económicamente activa ascendía a 17.5 millones, con un nivel educativo promedio de 3.8 años de educación formal, y recibiendo en promedio por concepto de capacitación, 2 semanas cada 54 años. Para el mismo año, la población de los Estados Unidos ascendía a 220 millones de habitantes, con una población económicamente activa de 96 millones, que en promedio tenían un nivel educativo de 12.2 años de educación formal. La integración 167 Steinhardt (1979, p. 267) en un trabajo relativo a los problemas de la pequeña y mediana empresa en América Latina, nos dice lo siguiente: Nuestra conclusión es que, independientemente de los problemas psicológicos y/o patológicos (que los hay) y que necesitan de terapias especiales, el gran defecto en la conducción de las pequeñas y medianas empresas está en la falta de capacitación para los cargos ocupados a todos los niveles. • El ordenanza que entrega una carta con pelo largo y pantalones vaqueros, representa a la empresa. • La telefonista que dice: Hola, en lugar del nombre de la compañía, agregando buen día, buenas tardes, representa a la empresa. • El vendedor que promete sin estar seguro de si se podrá cumplir el pedido, representa a la empresa. • El cobrador que exige en forma perentoria y descomedida un pago, representa a la empresa. • El producto mal terminado o que no funciona, representa a la empresa. • El empleado de mantenimiento que promete atención para un día determinado y llega una semana más tarde, y además no resuelve el problema, representa a la empresa. • El encargado de compras que hace esperar inútilmente a un proveedor para darse importancia, representa a la empresa. • El embalador que asegura mal un paquete o una caja, representa a la empresa. • El camionero que conduce por la calle como si fuera dueño de la ciudad, representa a la empresa. Todos ellos se mejorarían con la capacitación y la concientización de que el trabajo que se está realizando es para satisfacer al cliente que, en definitiva, paga los sueldos y jornales de todos. 168 Administrar para producir Aun el individuo responsable, con un elevado nivel de educación formal y con experiencia, después de un cierto tiempo se va volviendo obsoleto, por la sencilla razón de que el campo de los conocimientos día a día se enriquece, porque cada día que pasa se logran nuevos avances tecnológicos, se establecen nuevas teorías y se encuentran métodos mejores de hacer las cosas. La solución para muchos de esos problemas es la inversión de grandes sumas de dinero por parte de los altos ejecutivos de las organizaciones públicas y privadas en la capacitación y adiestramiento del personal, en todos los niveles, comenzando por ellos mismos. Reconociendo la importancia de este concepto y con el fin de impulsar el desarrollo económico, las autoridades de nuestro país propusieron y aprobaron, en el año de 1978, modificaciones en el artículo 123 Constitucional y en la Ley Federal del Trabajo, Cap. III bis. artículos 153-A a 153-X, estableciendo por parte de los patrones la obligatoriedad de capacitar y adiestrar a los trabajadores. El artículo 153-F establece: La capacitación y el adiestramiento deberán tener por objeto: I. Actualizar y perfeccionar los conocimientos y habilidades del trabajador en su actividad, así como, proporcionarle información sobre la aplicación de nueva tecnología en ella; II. preparar al trabajador para ocupar una vacante o puesto de nueva creación; III. prevenir riesgos de trabajo; IV. incrementar la productividad, y V. en general, mejorar las aptitudes del trabajador. Se considera que entre capacitación y adiestramiento existe la siguiente diferencia conceptual: El adiestramiento busca que el individuo adquiera lo más rápidamente posible las habilidades necesarias para realizar su tarea, mediante un entrenamiento práctico y sin profundizar en los as- La integración 169 pectos teóricos. Ésta es la forma más elemental de lograr que un individuo realice determinadas acciones. Por el contrario, la capacitación consiste en instruir a la persona, proporcionándole toda aquella información teórico-práctica, que le permita manejar conceptos, mejorar sus aptitudes y actitudes, elevando su nivel general de conocimientos. Saber por qué se hacen las cosas de determinada manera. Lo ideal y lo deseable sería lograr lo segundo, es decir, la capacitación; pero como punto de partida sería extraordinario que en poco tiempo se lograra adiestrar en nuestro país a la totalidad de los trabajadores. Y ésta es una responsabilidad que corresponde a cada empresa. Es una buena inversión y viéndolo desde un punto de vista utilitario, los beneficios económicos para el empresario serían mayores. Ahora bien, las alternativas para lograr este propósito son varias y se puede optar por enviar al personal a instituciones capacitadoras, a colegios técnicos o a universidades, según sea el caso; se puede optar por contratar los servicios de instructores especializados que realicen la capacitación en las instalaciones de la empresa, o se puede habilitar a personas que ya trabajan dentro de la institución como instructores para que transmitan sus conocimientos a sus compañeros de trabajo. La solución conveniente dependerá de las características especiales de cada institución, y para ello será necesario que se establezcan claramente los objetivos y metas deseadas y de conformidad con ellos se elaboren los planes, programas, presupuestos y políticas de capacitación y adiestramiento correspondientes, para lograr que esto se realice con la mayor eficiencia y eficacia posibles. Desarrollo Ahora bien, el trabajo debiera constituir para la mayoría de las personas su principal fuente de satisfacciones y un medio de realización personal. 170 Administrar para producir Si consideramos que prácticamente una tercera parte de la vida de un adulto la ha dedicado a trabajar; debemos reconocer al trabajo la importancia que tiene para la adecuada salud mental del individuo. Fromm (1970, p. 151) nos dice: A menos que el hombre explote a otros hombres, tiene que trabajar para vivir. Por primitivo y sencillo que sea su método de trabajo, se ha levantado sobre el reino animal por el hecho mismo de la capacidad creadora; se ha definido acertadamente como el animal que produce. Pero el trabajo no sólo es para el hombre una necesidad inevitable. El trabajo es también su libertador respecto de la naturaleza, su creador como ser social e independiente. Desafortunadamente en la actualidad, con los métodos modernos de producción en masa y con los sistemas comerciales existentes, en muchas ocasiones se ha despojado al trabajo que realiza el hombre de ese valor de realización. En la antigüedad un artesano efectuaba el trabajo completo, estaba en contacto con el cliente, diseñaba su producto, compraba la materia prima, realizaba el proceso de producción en forma íntegra. Se realizaba mediante el trabajo. Actualmente no ocurre así y como Guzmán Valdivia (1970, p. 83) apunta: ...Y las críticas señalan el contraste dramático: la abundantísima producción y el desquiciamiento del hombre. El éxito de la mecanización en lo material a costa de la frustración creciente, de la insatisfacción, de los desequilibrios psíquicos, de la neurosis, de la desorientación, de la intranquilidad, de los desajustes crecientes en la personalidad y de la pérdida del verdadero sentido de la vida humana. Y para confirmar lo anterior, Fromm (1970, p. 153) agrega: El trabajo se ha enajenado de la persona que trabaja, ¿Qué sucede con el trabajador industrial? Gasta sus mejores energías siete u La integración 171 ocho horas diarias en producir algo. Necesita de su trabajo para vivir; pero su papel es esencialmente un papel pasivo... El trabajo es un medio para ganar dinero, y no una actividad humana con sentido en sí misma. P. Drucker, según Fromm (1979, p. 153) observa lo siguiente: El trabajo parece algo antinatural, una condición desagradable, sin sentido y entontecedora, para conseguir el cheque de pago, vacío de dignidad y de importancia. No debe extrañar que esto sea un estímulo para el trabajo descuidado, para la lentitud y otros recursos con los cuales obtener el mismo cheque con menos trabajo. No debe extrañar que esto tenga por resultado un trabajador desgraciado y descontento, porque un cheque de pago no es base bastante para erigir sobre él un sentimiento de autoestimación. ¿Y cuáles son las soluciones para estos problemas? Guzmán Valdivia (1970, p. 83) nos dice: Organizar es unir a una pluralidad de seres humanos a la manera humana, esto es, unificando sus inteligencias en la comprensión de una finalidad común que todos han de alcanzar, unificando sus voluntades en el deseo de realizar la finalidad propuesta y coordinando sus actos para llegar juntos a la misma meta... la organización deberá reflejar los atributos de la persona humana y la naturaleza de la vida social: la organización auténtica tiene que ser plenamente consciente, voluntaria, libre, responsable y orientada al bien común de quienes en ella participan: Fromm (1970, p. 266) propone: La primera condición para una participación activa del trabajador es que esté bien informado no sólo acerca de su propio trabajo, sino acerca de lo que hace la empresa en su conjunto... Un trabajador quizá no tiene que hacer más que un movimiento especial en la correa de transporte, y para eso basta que se haya preparado dos días o dos semanas; pero su actitud total hacia el trabajo sería diferente si supiera más de todos los problemas que implica la producción del artículo acabado... Si el procedimiento técnico empleado en la fábrica es objeto de interés y de conocimiento para el trabajador, si su propia actividad mental es estimulada 172 Administrar para producir con ese conocimiento, hasta el mismo trabajo técnico monótono que tiene que hacer tomará otro aspecto... El obrero puede convertirse en un participante activo, interesado y responsable únicamente si puede influir en las decisiones que afectan a su situación individual de trabajo y a toda la empresa. Sólo se vencerá su enajenación del trabajo si no es empleado por el capital, si no se le limita a recibir órdenes, si se convierte en un sujeto responsable que emplea capital. Lo principal aquí no es la propiedad de los medios de producción, sino la participación en la dirección y en las decisiones que se adopten. De ahí la gran responsabilidad de los administradores en este proceso de integración y desarrollo de los recursos humanos con que cuenta su organización. El mayor activo de una institución está constituido por sus empleados, por sus recursos humanos, y en ellos se encuentra el potencial necesario para lograr el crecimiento futuro de la organización. El jefe, de cualquier nivel, desde el supervisor de primera línea hasta el ejecutivo de mayor jerarquía no deben olvidar o ignorar que entre los empleados operativos, obreros, técnicos, profesionales de cualquier disciplina, oficinistas, etc., se encuentran los futuros dirigentes de la organización. Pero que es necesario desarrollarlos, capacitarlos, entrenarlos, no únicamente en los aspectos técnicos, sino integralmente, para que cuando llegue su momento, sean verdaderos dirigentes, mejores que los actuales; porque recordemos que sólo mediante la superación de los maestros por los alumnos es que se logra el progreso. Medios de desarrollo Terry (190, p. 511) propone 25 formas distintas de lograr ese desarrollo gerencial de que estamos hablando, las cuales se enumeran a continuación: Participativos: • Aprender en el puesto La integración 173 • Resolución de problemas • Conferencias, seminarios y reuniones especiales • Juegos de gerencia • Ejercicios de canastilla de entradas • Desempeño de papeles • Comisiones especiales • Rotación de puestos y uso de puestos estratégicos • Comités • Entrenamiento en sensibilidad o grupos T • Equipos de trabajo • Sistema de sucursales • Estructura orgánica descentralizada • El segundo grupo • Consejos de administración simulados • Actividades en la colectividad No participativos: • Conferencias • Instrucción programada • Cursos especiales • Lecturas especiales planeadas • Puestos de observación • Consejo • Asesoramiento • Programas universitarios de desarrollo gerencial • Participación en asociaciones de profesionales. Separación La última etapa de la relación es paradójica cuando la misma se termina. Esto puede ocurrir por cualquiera de las siguientes razones: • Jubilación • Muerte 174 Administrar para producir • Renuncia • Incapacidad • Despido o liquidación. En los casos de renuncia o liquidación, la empresa no debe ignorar la valiosa fuente de información que puede representar el empleado que se retira, ya sea por su propia voluntad o porque así lo han dictado las circunstancias. Es conveniente realizar una última entrevista para conocer sus puntos de vista y saber qué es lo que lo orilló a tomar su decisión, conocer en qué pueda estar fallando la organización, sus ejecutivos, sus políticas, sus procedimientos, etcétera. Y mediante un análisis cuidadoso establecer medios para corregir las deficiencias. Debe considerarse que todo buen empleado que renuncia constituye una pérdida para la empresa, ya que será necesario realizar toda una serie de erogaciones para reemplazarlo y si la rotación de personal es elevada será imposible la continuidad de las operaciones. CAPÍTULO 6 LA DIRECCIÓN Corresponde a continuación estudiar la que quizá sea la función más representativa del proceso de la administración. En efecto, si recordamos la definición de la misma, ésta consiste en la dirección de grupos humanos hacia el logro de objetivos en forma eficiente y eficaz. Todas las otras funciones administrativas requieren ser dirigidas y esto sólo lo puede realizar el que manda, el que guía, el que inspira, el que toma las decisiones. En otras palabras, el que tiene la autoridad para ordenar que las cosas se realicen. Y esta persona, cualquiera que sea el nombre con el que se le designe: supervisor, sobrestante, jefe, superintendente, gerente, presidente, etc.; es el director. Henry Ford, según Allen (1976, p. 55) dice lo siguiente: “Preguntar: ¿quién debe actuar como jefe? es lo mismo que preguntar ¿quién debe cantar la parte del tenor en este cuarteto? Por supuesto que será el hombre que tenga voz de tenor.” Y ésta, que es una gran verdad, es continuamente ignorada en la práctica. Ojalá fuera fácil, en el campo de la administración, la medición de ciertas características físicas externas o evidentes para determinar quién puede ser un buen director. Porque en la realidad, el número de personas que creen poseer todas las características que distinguen al buen director de los mediocres es muy elevado y por ello tantos aspiran a ser jefes. Muchas veces, sólo cuando ha transcurrido el tiempo, y se han desperdiciado recursos de todo tipo y se pueden observar los resultados finales, es que los integrantes de una organización en todos los 175 176 Administrar para producir niveles, pueden evaluar y calificar la labor del dirigente, pero desgraciadamente en la mayoría de los casos ya es demasiado tarde. Éste es uno de los grandes problemas de nuestras instituciones públicas y privadas: carecen de directores; no desde un punto de vista formal, ya que los puestos se encuentran ocupados, sino desde un punto de vista real, porque las personas que ocupan esos puestos no desempeñan las labores que debe desarrollar un dirigente profesional; son dirigentes aficionados. W. Somerset Maugham, según Allen (1967, p. 93) expresó: “Una de las grandes diferencias entre el profesional y el aficionado es que el primero tiene la capacidad necesaria para progresar.” Allen (1976, p. 58) nos dice: Para ser dirigente se requieren unas cualidades especiales, como también las necesitan el médico o el cirujano, el ingeniero, el profesor, el violinista o el jugador de golf; cada uno en su especialidad... para construir un puente, efectuar una intervención quirúrgica o jugar al golf en forma competente y disciplinada el individuo que desea superarse debe contar con los conocimientos y la autodisciplina necesarios para llegar a dominar esas técnicas más exigentes. Y así como ninguna de las ciencias, profesiones o artes conocidos se aprende de un día para otro, o por decreto, en la misma forma la profesión de dirigente requiere de esfuerzo, talento, ingenio, conocimientos y tiempo. El proceso de formación de dirigentes es propiamente de selección, de discriminación. En efecto, cuando un joven inicia su vida de trabajo lo normal (a menos que sea el hijo del jefe, en cuyo caso lo que sigue no tiene validez) es que comience a realizar una labor de tipo operativo, y de acuerdo con los resultados que va obteniendo en su trabajo, comienza a destacar, hasta que llega el día en que recibe la responsabilidad de convertirse en supervisor o jefe de sus antiguos compañeros del nivel operativo. En ese preciso momento sus responsabilidades cambian, ya no es responsable por el trabajo directo que anteriormente realizaba, ahora debe ser responsable por el trabajo que ejecutan aquellos sobre los que tiene autoridad. La dirección 177 Su campo de acción, como dijimos en el capítulo primero, se amplía, ya que además de los conocimientos específicos de la función técnica que realizaba, debe tener conocimientos de las otras funciones que existen en la organización, de la función comercial, de finanzas, de contabilidad y de seguridad, pero fundamentalmente de la función administrativa. Para ello debe aprender y se requiere de estudio, de aptitud, de talento, de inteligencia y de tiempo entre otros factores. Ahora ya es un administrador, y como tal, sus responsabilidades son otras. Si se prepara, cada vez tendrá mayor oportunidad de seguir ocupando puestos de más autoridad y responsabilidad dentro de la jerarquía de las organizaciones, hasta llegar de acuerdo con Peter y Hull (1971, p. 28) a su nivel de incompetencia. El problema es que muchos dirigentes llegan a su nivel de incompetencia en su primera posición ejecutiva y, no obstante eso, siguen ascendiendo hasta llegar a la cúspide. En párrafos anteriores se dijo que se requiere de estudio, pero la simple acumulación de conocimientos o de títulos universitarios no garantiza que el individuo será un buen dirigente. Recordemos que los estudios no eliminan totalmente la incapacidad y lo que es peor: en ocasiones la acentúan. Esto, muchas veces se olvida y se ignora por parte de aquellos que confieren una responsabilidad ejecutiva a una persona que realizó muchos y profundos estudios sobre alguna ciencia o técnica específica pero que no tiene nada que ver con la administración. En efecto, conozco el caso de personas que buscando su superación académica han realizado estudios técnicos de posgrado en universidades de nuestro país o del extranjero y que al terminar son contratados como gerentes o directores de alguna empresa, en la que comienzan a aprender a base de pruebas y errores la actividad administrativa y olvidan y desperdician totalmente aquella disciplina a la cual dedicaron sus esfuerzos durante varios años.Ése es un ejemplo de cómo se desperdician en nuestro país algunos de los recursos dedicados a la investigación tecnológica. 178 Administrar para producir Si esas personas querían llegar a posiciones directivas, mejor hubieran dedicado sus esfuerzos e inteligencia a adquirir los conocimientos de administración, que más tarde necesariamente tendrían que aplicar. Otras veces se piensa que la experiencia es un factor importante para la formación del directivo. Eso es cierto, con ciertas reservas. Primero hay que definir qué se entiende por experiencia, porque en nuestro lenguaje cotidiano le damos una significación diferente al que realmente debe tener. El simple transcurso del tiempo de una persona en una posición, no confiere necesariamente la experiencia. Si una persona ha desempeñado un puesto durante diez años, pero sigue haciendo las cosas igual que como las hacía durante su primer año de ejercicio, significa que la persona únicamente tiene un año de experiencia y que los nueve restantes ha perdido lastimosamente el tiempo. Por eso es importante, cuando alguien manifiesta que tiene ciertos años de experiencia en algo, informarse acerca de lo que ha realizado en esos años para ver si efectivamente le dejaron algún beneficio. Veamos a continuación algunas de las tareas que debe desarrollar el directivo y sugerencias para realizarlas mejor, de acuerdo con algunos de los autores que se han dedicado al estudio de esta función. Autoridad La principal característica de un jefe es que debe tener autoridad. De nada sirve un jefe que manda y que no se le obedece. D. Fuller (1980, p. 53) nos dice: “Usted tiene el mando cuando las órdenes que emite son obedecidas por sus subordinados y los resultados obtenidos son aquellos que usted esperaba.” En este sentido, es muy importante que el jefe haya recibido, primero que nada, la autoridad delegada por un jefe de mayor jerarquía; ésta es La dirección 179 la autoridad formal. Cuando esta autoridad no se ejerce adecuadamente, entran en juego otros tipos de autoridad que podríamos llamar anormales, y que por lo mismo afectan negativamente al funcionamiento de la organización. Para ilustrar estos casos podríamos poner algunos ejemplos: El jefe que da órdenes acerca de algo en lo que técnicamente no está preparado. No es posible esperar que un jefe sepa de todo, e inclusive cuando pretende saberlo, despierta la desconfianza de sus subordinados. No es pecado desconocer algo y el buen jefe debe de asesorarse por especialistas. El jefe que cuando tiene que tomar una decisión y no sabe cómo hacerlo se “desaparece”, esperando que el tiempo resuelva sus problemas. O pide más y más estudios e información para retrasar su decisión. Automáticamente le está transfiriendo su autoridad a alguien para que las cosas sucedan en una u otra forma, ya que él no quiere comprometerse. El jefe que se escuda en la autoridad de su jefe y dice: “Dice el señor X que se debe hacer esto”. Está renunciando a su autoridad y transfiriendo a su jefe la responsabilidad por las acciones que está tomando. Emisión de órdenes Dado que las órdenes son una manifestación de la autoridad de un jefe, éste debe de tener cuidado de cómo emitirlas; al respecto Fuller (1980, p. 52) da los siguientes consejos: a) Antes de proceder a emitir una orden, entérese de lo que se pretende lograr como resultado de la acción correspondiente. b) Si usted ya ha decidido que para realizar algo, se emplee un método en particular, infórmele al subordinado que usted desea que así se haga. c) Exprese la orden en términos que sean comprensibles de acuerdo con la inteligencia, conocimientos y experiencia del subordinado. 180 Administrar para producir d) Dé usted su orden en forma precisa y concisa, de manera que no requiera de mayores explicaciones. e) Asegúrese de que el subordinado entendió lo que usted desea que se haga y muéstrese dispuesto a repetir y explicar tanto como se requiera, hasta que usted se asegure que todo ha sido entendido. f) Las instrucciones complicadas, mejor escríbalas. Esto le permitirá a usted analizar si lo que está escrito corresponde a lo que usted desea y evitará excusas por parte del subordinado. g) No dé varias órdenes al mismo tiempo; esto confunde a muchas personas. h) Evite impacientarse, exasperarse o mostrarse sarcástico. Las órdenes deben darse en un ambiente tranquilo. Si usted ha seleccionado a la persona indicada para realizar el trabajo, la falta de comprensión por parte de él, puede deberse a la falta de lucidez de usted. i) Asegúrese que las órdenes que está dando no entran en conflicto con otras que haya expresado anteriormente y que todas las órdenes siguen la misma línea de autoridad. j) Asegure al subordinado que usted no interferirá innecesariamente con su trabajo pero que mantendrá el control mediante reportes u otros medios. Delegación de autoridad Uno de los problemas que tienen los jefes, a medida que aumenta su jerarquía, es que tienen que delegar la autoridad que poseen en otros jefes subordinados que se reportan a ellos. El caso extremo ocurre con el principal ejecutivo de una gran organización, toda su autoridad tiene que delegarla en los ejecutivos que dirigen las diferentes funciones que integran la organización. Delegar la autoridad significa facultar a otra persona para que actúe en nombre de uno, adopte decisiones, dicte órdenes, La dirección 181 para que a su vez delegue autoridad en otros subordinados y así obtenga resultados. Sin embargo, quien delega la autoridad, no puede delegar la responsabilidad que se tiene por los resultados de la función. El jefe sigue siendo el responsable, y si las cosas salen mal, jamás podrá decir a modo de excusa; ¡Es que me fallaron! Si le fallaron fue culpa del jefe, porque no supo escoger a sus colaboradores, no supo desarrollarlos, o no estableció normas y políticas que guiaran la acción, despreocupándose del problema; no lo supervisó adecuadamente y perdió el control. En este aspecto tan importante de la administración es muy común encontrar los dos extremos: por un lado el jefe celoso de su posición, que no delega absolutamente nada y únicamente utiliza a sus ejecutivos como mandaderos para que cumplan las órdenes que él les dio, sin permitirles desarrollar y aplicar su iniciativa. Por el otro lado, el jefe que delega y no retiene el control. Se desentiende del problema y sólo hasta que las cosas salen mal, se cerciora que lo han estado engañando. El jefe nunca debe perder el control de la situación y por lo tanto establecerá los mecanismos de información necesarios para que pueda supervisar constantemente el desarrollo de las actividades. Es bien conocido el pasaje bíblico del Éxodo, donde Moisés abrumado por los problemas que implicaba el conducir al pueblo judío de Egipto a la tierra prometida, decide por consejo de Jetró, su suegro, elegir hombres capaces, temerosos de Dios, hombres fieles y enemigos de la avaricia para que actuaran en su nombre e impartieran justicia al pueblo. Pues ese ejemplo de Moisés, debieran de seguir los políticos y dirigentes de instituciones públicas y privadas de nuestro país, y con toda seguridad las cosas estarían mejor. 182 Administrar para producir Comunicación Como hemos podido observar en los últimos párrafos, un directivo debe ser un buen comunicador, ya que mediante la comunicación hacemos partícipes a otros de nuestras órdenes, deseos, ideas, sentimientos, conocimientos, emociones, opiniones, pensamientos, actitudes, etc., y también por medio de la comunicación es que nos enteramos de todo lo que nos rodea. Es mediante los sentidos que nosotros adquirimos toda la información que poseemos y que en alguna forma almacenamos en nuestro cerebro. El objetivo que buscamos cuando nos comunicamos con nuestros semejantes es lograr que estas ideas o información que tenemos en nuestro cerebro sea comprendida y aceptada por aquellos con quienes nos comunicamos. Posiblemente nuestra idea no va a ser aceptada, pero por lo menos necesitamos que sea comprendida. Elementos de la comunicación Veamos cuáles son los elementos del proceso de la comunicación, refiriéndonos a la figura 6.1: a) En primer lugar debe existir un emisor, o sea la persona o grupo que tiene la idea o información que desea comunicar. b) El receptor es aquella persona o grupo a la que se dirige el mensaje. c) Siempre necesitamos comunicar algo, la idea o mensaje que tenemos en el cerebro y que sólo nosotros conocemos hasta que la comunicamos. d) El medio o canal de comunicación. En el caso de la figura 6.1 representamos la forma como la mayor parte de nosotros comunicamos gran parte de nuestras ideas, esto es, la palabra hablada. Pero también puede ser en forma escrita, mediante gestos o ademanes, sonidos, etcétera. La dirección 183 FIGURA 6.1. Elementos de la comunicación e) Siempre que se realiza la comunicación existe un medio ambiente que rodea al emisor y al receptor y que afecta e influye en la comunicación. En el medio puede haber ruidos o distracciones que van a afectar cómo se recibe el mensaje. f) Finalmente, en toda comunicación debe existir un elemento, que en el caso de la figura 6.1 no se muestra. Es la respuesta. En esta figura vemos que el emisor, como mensaje o idea, tiene en su cerebro el cuerpo de un cubo y, después de comunicar su idea, el receptor ha recibido en su cerebro la forma de un cilindro. Evidentemente hubo un error. Quizás el emisor no supo expresarse bien y aunque tenía una idea precisa, emitió un mensaje diferente. Posiblemente el ruido en el medio ambiente distorsionó el mensaje, cambiando la información; o quizá el receptor entendió mal. Eso no lo sabremos si no existe una respuesta por parte del receptor hacia el emisor, con el fin de que éste se dé cuenta de lo que el receptor ha entendido. 184 Administrar para producir Pues así como puede parecer absurdo lo que se mostró en la figura 6.1, es lo que ocurre en la vida diaria con muchas de nuestras comunicaciones. Nosotros mismos no tenemos muy claras nuestras ideas y queremos que los demás las entiendan, o tal vez si las tenemos claras y las expresamos bien, pero el canal de nuestro receptor está sintonizado en otra frecuencia. Es el caso de un alemán, que únicamente conoce su idioma materno, habla con un italiano que sólo entiende el italiano; o como cuando queremos impresionar a alguien y empleamos en la conversación una palabra de la cual ni nosotros mismos conocemos su significado. Y así los ejemplos podrían multiplicarse. Importancia de la comunicación En este aspecto la labor de un directivo es trascendental y delicada. Así como en el cuerpo humano la sangre lleva el oxígeno hasta la última de las células, en la organización social, cualquiera que sea su magnitud, las comunicaciones sirven para llevar la información necesaria para que el trabajo se realice en todos los niveles. En el capítulo cuarto se explicó que en la estructura administrativa existen canales formales de comunicación y los directivos, gerentes y supervisores deben actuar como transmisores y retransmisores para hacer que esta información, en cualesquiera de sus formas: políticas, órdenes, instrucciones, reportes, sugerencias, datos, etc., fluyan rápidamente, para que se puedan adoptar las decisiones que procedan, oportuna y adecuadamente. Una persona o departamento a la que no le llega la información, o le llega distorsionada, con toda seguridad que no va a laborar eficiente y eficazmente. Al respecto nos dice Barnard (1980, p. 384): a) Una comunicación que no se puede entender, no puede tener autoridad... muchas órdenes son excesivamente difíciles de entender... hasta que no se interpretan no tienen significado. La dirección 185 De aquí que una parte considerable del trabajo administrativo consista en la interpretación y reinterpretación de órdenes, en su aplicación a circunstancias concretas que no fueron, o no pudieron ser tomadas en cuenta inicialmente. b) Una comunicación que, en el concepto de quien la recibe, es incompatible con el propósito de la organización, tal y como él lo entiende, no puede ser aceptada... el ejemplo práctico más común es el relacionado con los conflictos de órdenes. No son raros... Supongo que todos los directivos experimentados saben que cuando es necesario emitir órdenes que aparecerán ante los receptores como contrarias al propósito principal... es normalmente necesario y siempre aconsejable, si es factible, explicar o demostrar por qué la apariencia de conflictos es una ilusión. De otra manera, es probable que no se ejecuten las órdenes, o que se ejecuten inadecuadamente. c) Si se cree que una comunicación implica una carga que destruye la ventaja de la conexión con la organización, no seguirá siendo un incentivo para el individuo el contribuir. La existencia de un incentivo es la única razón para aceptar cualquier orden reconociendo su autoridad... Por esta sola razón, son comunes los casos de dimisión en todo tipo de organizaciones. d) Si una persona es incapaz de cumplir una orden, evidentemente tiene que desobedecerla, o más bien, ignorarla. Ordenar a un hombre que no sabe nadar que atraviese nadando un río es un caso suficiente... El caso más habitual es ordenar a un hombre que haga cosas un poco por encima de su capacidad, pero un poco imposible, es siempre imposible. Comunicación informal Hasta aquí nos hemos referido a los diferentes tipos de comunicación formal, que son los que sirven para lograr la operación correcta de una institución; sin embargo, no podemos ignorar la existencia de otro tipo de comunicación que en algunos casos es dañina para la propia organización, ésta es la comunicación informal. 186 Administrar para producir En efecto, dado que la institución está integrada por individuos, se establecen entre ellos un gran número de relaciones que muchas veces no tienen nada que ver con el trabajo y esto es saludable; sin embargo, con frecuencia se genera en estas relaciones, información que no es cierta o verídica y que muchas veces contiene en grado elevado aspectos de tipo emocional. Me refiero a los chismes, rumores o murmuraciones que tienen un efecto nocivo para la institución. Existen jefes que incluso propician esta situación prestándose a escucharlos, o en un caso extremo generándola, soltando borregos a ver quién cae y cómo son estos recibidos y aceptados por el personal. Mi punto de vista es que esto no debe de permitirse, el jefe que así actúa, a corto o a largo plazo queda atrapado por las redes que él mismo tejió. Soy de la idea de que a las cosas hay que llamarles por su nombre y que no hay nada mejor que una comunicación verídica, clara y oportuna para lograr la mejor administración de una empresa. Motivación Pero no sólo se requiere que el directivo sepa mandar y comunicar. También debe saber cómo lograr la máxima colaboración por parte de sus subordinados, y si logra crear un ambiente de trabajo en donde esa colaboración sea total y espontánea, tanto mejor. Existen dirigentes que saben cómo lograr esto, y son personas con un profundo conocimiento de la naturaleza humana que logran integrar verdaderos equipos de trabajo. Esos jefes tienen una entre varias cualidades: saben tratar a sus subordinados, porque los conocen. Saben de lo que cada uno es capaz y cómo obtener de ellos ese segundo esfuerzo que tantas veces se necesita para lograr algo. Las personas, como ya dijimos en el capítulo anterior, buscan lograr mediante el trabajo varias cosas. El jefe que sólo piensa en la La dirección 187 remuneración económica como el único medio para lograr que sus subordinados actúen, está equivocado. Ya que a medida que más evolucionada y educada es la persona, más espera del trabajo. Teoría X Douglas McGregor (1980, p. 428) propuso dos puntos de vista para explicar lo anterior. Formuló, por un lado, lo que sería el enfoque tradicional, al cual llamó teoría X, que dice lo siguiente: 1. La administración es la responsable de la organización de los elementos de una empresa productiva: dinero, materiales, equipo, personas, en interés de los fines económicos. 2. Respecto a las personas, es un proceso de encaminar sus esfuerzos, motivándolas, controlando sus acciones, modificando su conducta para ajustarla a las necesidades de la organización. 3. Sin esta intervención activa de la administración, las personas serían pasivas, incluso renuentes a las necesidades organizativas. Hay que persuadirlas, recompensarlas, castigarlas, controlarlas; sus actividades tienen que ser dirigidas. 4. El hombre medio es indolente por naturaleza, trabaja lo menos posible. 5. Carece de ambición, le desagrada la responsabilidad, prefiere que lo dirijan. 6. Es intrínsecamente egocéntrico, indiferente a las necesidades organizativas. 7. Por naturaleza es reacio al cambio. 8. Es crédulo, no muy vivo; es fácil presa del charlatán y del demagogo. Preocupados por este tema de la motivación, ha habido psicólogos, sociólogos y estudiosos del comportamiento humano que 188 Administrar para producir han investigado este campo, con el fin de proporcionar al dirigente más y mejor información que le permita guiar eficazmente. Características de las necesidades Entre estas personas, según Drumm (1969, p. 103) se encuentra Maslow, que estableció una jerarquía de las necesidades, considerando que una de ellas es la falta o carencia de algo, y que tan pronto como se obtiene el satisfactor, esta necesidad deja de serlo y ya no es un motivador eficiente de la conducta humana. El humano, de acuerdo con McGregor (1980, p. 431), es un ser siempre insatisfecho; “tan pronto como se satisface una de sus necesidades aparece otra en su lugar. Este proceso es interminable. Es continuo desde el nacimiento hasta la muerte”. A. Maslow clasificó a las necesidades de acuerdo con una jerarquía como se ilustra en la figura 6.2. Fisiológicas Las necesidades fisiológicas son fundamentales para la conservación de la vida y si no son satisfechas el hombre llega a perecer. Ejemplo de estas son: comer, beber, dormir, guarecerse de las inclemencias del tiempo, el sexo, entre otras. Seguridad Las necesidades de seguridad tienen como objetivo preservar lo que ya el hombre posee y que no quiere perder; desea la paz, conservar la salud, asegurar sus bienes, etcétera. Sociales Se ha dicho que el hombre es un ser social, no puede vivir aislado y necesita comunicarse con otros seres semejantes a él, porque nece- La dirección 189 Autorrealización Egoístas Sociales Seguridad Fisiológicas FIGURA 6.2. Jerarquía de las necesidades de acuerdo con A. Maslow sita identificarse, requiere de afecto. Los ermitaños son casos aislados en la historia de la humanidad y no existe en ocasiones peor tragedia para un individuo que estar solo. Egoístas El cuarto grupo de necesidades tiene que ver con los sentimientos egoístas del hombre, la satisfacción de su vanidad, obtener éxito o prestigio en la sociedad. 190 Administrar para producir Autorrealización El último grupo está constituido por aquellas necesidades de orden superior como pueden ser el deseo de desarrollo personal, auto actualización, realización personal y la satisfacción del deber cumplido. Lógicamente un individuo puede dedicar sus esfuerzos a satisfacer necesidades de un orden superior sólo cuando las necesidades de orden inferior están relativamente satisfechas. Por ejemplo, un hombre de negocios con estudios superiores y elevado nivel de vida, podríamos considerar que se encuentra en el quinto grupo de acuerdo con la jerarquía, pero si por azares del destino se viera involucrado en un naufragio, súbitamente su escala de valores cambiaría y su principal preocupación sería lograr la satisfacción de las necesidades fisiológicas y de seguridad. Ahora bien, desde el punto de vista del ambiente de trabajo, estas necesidades varían de país a país y de una época a otra. No tienen las mismas necesidades (o por lo menos no lo sienten así) los trabajadores de un país desarrollado, con elevados niveles de vida, que los trabajadores de otro país, subdesarrollado y con condiciones de vida infrahumana. Necesidades de mantenimiento y de motivación ¿Cuál puede ser la aplicación de este conocimiento a la solución de problemas prácticos en la motivación de los trabajadores? Gomersall (1969, p. 108) nos dice lo siguiente: Mediante la experimentación en los últimos diez años, se sabe que las personas que se encuentran muy motivadas son más productivas; que la motivación se logra mediante la satisfacción de necesidades y que la administración debe crear las condiciones para la motivación. Básicamente, los científicos de la motivación han dividido las necesidades de los individuos que trabajan en un complejo industrial en La dirección 191 dos grandes categorías, que son: necesidades de mantenimiento y necesidades de motivación. Ejemplos de necesidades de mantenimiento: a) Incrementos automáticos de sueldos y salarios b) Seguridad social c) Prestaciones d) Honradez, justicia y equidad en el trabajo e) Simpatía y amabilidad en las relaciones f) Respeto a los derechos de antigüedad g) Boletines y manuales de trabajo h) Títulos en los puestos de trabajo i) Buenas relaciones humanas j) Reglamento de trabajo k) Instalaciones higiénicas en el comedor l) Sanitarios limpios m) Temperatura agradable n) Iluminación suficiente o) Bajo nivel de ruido Ejemplos de necesidades de motivación: a) Delegación de autoridad b) Acceso a la información c) Libertad para actuar d) Libertad para cometer errores e) Establecimiento de objetivos f) Solución de problemas g) Evaluación del desempeño h) Distinciones y reconocimientos justos i) Participación en las utilidades j) Incrementos de salario por méritos k) Promociones l) Transferencias dentro de la empresa m) Oportunidad de estudiar n) Membresías 192 Administrar para producir Y agrega un punto de vista interesante: En donde las necesidades de motivación no son satisfechas, el interés principal de los individuos se centra en las necesidades de mantenimiento. Antes de que los satisfactores para las necesidades de motivación puedan ser aplicados con eficiencia, es necesario satisfacer por lo menos algunas de las necesidades de mantenimiento del individuo. Los dos conceptos de mantenimiento y motivación no son mutuamente exclusivos. Otro punto de vista Desde luego que Maslow no ha sido el único preocupado por un aspecto tan importante como es el estudio de las necesidades, existen otros puntos de vista que complementan el conocimiento acerca de este tema. Según Fromm (1970, pp. 30, 32, 37, 39, 59) el ser humano de nuestros días y principalmente el de aquellas sociedades más adelantadas desde el punto de vista económico, tiene necesidades de arraigo, relación, trascendencia, identidad y orientación. Al tratar el tema de las necesidades del hombre, Fromm (1970, p. 62), nos dice: Las necesidades que comparte con el animal —hambre, sed, sueño y apetito sexual— son importantes, porque tienen sus raíces en la química interior del organismo, y pueden hacerse omnipotentes cuando no son satisfechas... Pero su satisfacción total no es aún condición suficiente para una buena salud y para el equilibrio mental. Ambos dependen de la satisfacción de las necesidades y pasiones específicamente humanas y que nacen de las condiciones de la situación humana: la necesidad de relación, de trascendencia, de arraigo; la necesidad de un sentimiento de identidad y la de un marco o cuadro de orientación y de devoción. Las grandes pasiones del hombre, su ansia de poder, su vanidad, su anhelo por conocer la verdad, su pasión de amor y de fraternidad, su destructividad lo mismo que su creatividad, todos los deseos poderosos que motivan las acciones La dirección 193 del hombre están enraizados en esa específica fuente humana... La solución del hombre a sus necesidades humanas es extraordinariamente complicada, depende de muchos factores y, finalmente —aunque no es lo menos importante—, del modo como su sociedad está organizada y de cómo esa organización determina las relaciones de los hombres que viven dentro de ella. Teoría Y Por lo tanto, si el director quiere lograr los mejores resultados de su gestión al frente de su organización, por pequeña o grande que ésta sea, debe de preocuparse por establecer y mantener un ambiente de trabajo, en donde los empleados tengan la oportunidad de satisfacer todas sus necesidades. Al respecto nos dice McGregor (1980, p. 436) al exponer su teoría Y, en contrapartida a la teoría X que vimos en párrafos anteriores. 1. La administración es la responsable de la organización de los elementos de una empresa productiva: dinero, materiales, equipo, personal, en interés de los fines económicos. 2. Las personas no son pasivas o renuentes por naturaleza a las necesidades organizativas. Han llegado a serlo como resultado de la experiencia en las organizaciones. 3. La motivación, el potencial para el desarrollo, la capacidad para asumir responsabilidad, la disposición para encaminar la conducta hacia metas organizativas, se hallan todas presentes en las personas. La administración no las coloca allí. Es responsabilidad de la administración el hacer posible que los individuos reconozcan y desarrollen por sí mismos estas características humanas. 4. La tarea esencial de la administración es la de disponer las condiciones organizativas y los métodos de funcionamiento, de suerte que las personas puedan lograr mejor sus propias metas encaminando sus propios esfuerzos hacia fines organizativos. 194 Administrar para producir Liderazgo Blake y Mouton (1980, p. 20), después de estudiar durante varios años los problemas derivados de los diferentes estilos de dirigir una organización y los resultados obtenidos, elaboraron su teoría del grid gerencial, que gráficamente se ilustra en la figura 6.3. En efecto, el dilema a que se enfrenta un directivo, cualquiera que sea su nivel es el siguiente: por un lado, se le exigen resultados por parte de sus superiores, además de los que él mismo desee obtener; por otro lado, para lograr esa producción tiene que tratar o establecer relaciones con muchas personas, colegas, superiores, subordinados, etcétera. Y aquí es donde surgen los problemas, porque si trata de evitar fricciones con las personas, ya sea porque tenga temor al qué dirán, o lo que piensen de él, en ocasiones sus decisiones estarán en función de estos temores y no serán lo acertadas que debieran ser, porque desea evitar los conflictos. Otros directivos no tienen este tipo de temores; están definitivamente orientados hacia las relaciones humanas y lo que menos les preocupa es obtener resultados. Todas sus decisiones estarán enfocadas a reafirmar los lazos de amistad que tiene, o que intenta establecer con aquellos que lo rodean. En el otro extremo, tenemos aquellos jefes que no sienten en absoluto ninguna estimación por las personas y que lo único que les interesa es obtener resultados. Son como aquellos que dicen: el fin justifica los medios. Dirigen a su organización como si fuera un campo de concentración. Factores condicionantes Según Blake y Mouton (1980, p. 22) existen algunos factores que determinan el estilo de mando en una empresa: La dirección 195 a) La organización. Dependiendo de lo rígidas o fijas que sean las normas existentes. b) La situación. En efecto, ya que las circunstancias existentes afectan definitivamente el estilo. Si existe una crisis las condiciones serán diferentes que cuando la situación es normal. c) Valores. Las creencias o escalas de valores individuales de los dueños o altos directivos influirán, creando un clima propicio, para que los directivos de menor jerarquía traten de adaptarse. S Preocupación o interés por las personas 9 (1.9) Administración de un club campestre (5,5) Estilo de mando basado en el hombre-organización 5 1 (9,9) Estilo de mando caracterizado por trabajo en equipo (9,1) Estilo de mando autoridad-obediencia (1,1) Estilo de mando empobrecido Bajo 1 5 9 Preocupación o interés por los resultados FIGURA 6.3. Rejilla administrativa o grid gerencial XAlto 196 Administrar para producir d) Personalidad. Cada individuo que llega a una posición ejecutiva actuará de acuerdo con toda una serie de características individuales, que son propias de él, como son su temperamento, su carácter, voluntad, inteligencia, etcétera. e) Oportunidad. Una persona que está influida por determinados patrones de conducta, actuará en consecuencia con ellos, porque quizá ignora que hay otras formas de dirigir. El jefe 9, 9 De los cinco estilos de liderazgo que se muestran en la figura 6.3, el único que puede proporcionar mejores resultados es el llamado (9, 9), que confiere igual importancia al factor humano y al de resultados, ya que como expresan Blake y Mouton (1980, p. 155), en general, la productividad, la creatividad y la salud física y psíquica funcionarán mejor cuando: 1. La libre elección basada en la información sirve de fundamento a la acción personal, en lugar de la obediencia forzada. 2. La participación activa en la solución de problemas y en la formulación de decisiones, es la base del crecimiento y del desarrollo, en lugar de la aceptación pasiva de instrucciones o de la inactividad reforzada por la marginación social. 3. El respeto y la confianza mutua sirven de base para relaciones interhumanas equilibradas, en lugar de la desconfianza y la autodefensa. 4. La comunicación abierta fomenta la comprensión mutua, en contraste con la comunicación unilateral escondida, cerrada o de estilo maquiavélico que crea cada vez mayores obstáculos para la comprensión. 5. La actuación se desarrolla dentro de una estructura de metas y objetivos basados en la autodirección, en lugar de la dirección por elementos exteriores. 6. La resolución de los conflictos se realiza a través de la confrontación directa, en lugar de a través de la supresión del allanamiento La dirección 197 temporal de los compromisos o de cualquier tipo de manipulación. 7. Cada uno responde ante sí mismo de su propia actuación, en lugar de ante los demás. 8. La crítica se utiliza para aprender de la experiencia, en lugar de repetir las equivocaciones porque no se estudian las experiencias pasadas. 9. Las personas participan en actividades de trabajo complejas o en una variedad de actividades, en lugar de ocuparse de actividades sencillas o de repeticiones de la misma actividad. Responsabilidades de un supervisor Toda persona que tiene mando y autoridad para la realización de objetivos es un administrador. La costumbre ha hecho que se designe con el nombre de supervisor al ejecutivo de menor jerarquía que tiene bajo sus órdenes a personal operativo. Recordemos que a medida que aumenta la posición jerárquica de un jefe, aumentan sus responsabilidades y debe aumentar el cúmulo de sus conocimientos administrativos. Y por elevada que pueda llegar a ser la jerarquía que ocupa un individuo, sus funciones de supervisor tiene que seguirlas realizando, si ya no directamente con personal operativo, sí con personal ejecutivo. Veamos pues, cuáles son algunas de las responsabilidades que tiene un supervisor, de acuerdo con Lindo (1979, p. 14): a) Actividades relacionadas con la selección, evaluación y promoción del personal, incluyendo cuando sea necesario la recomendación de liquidación del mismo. b) Actividades relacionadas con la distribución del trabajo a sus subordinados y la programación de sus actividades para que se utilicen eficientemente los esfuerzos de los mismos, así como las instalaciones, los materiales, los recursos económicos y los métodos de trabajo establecidos. 198 Administrar para producir c) Interpreta y aplica las políticas, reglas y procedimientos de la organización manteniendo la disciplina. d) Actúa como canal de comunicación con jefes, subordinados, clientes, proveedores y personal de otros departamentos de la empresa. e) Instruye y entrena a sus subordinados y nuevos jefes. f) Resuelve problemas en su área de responsabilidad. g) Recomienda soluciones, políticas, personal y nuevos procedimientos. h) Es responsable de la seguridad y del orden en todas las posiciones de trabajo de sus subordinados. i) Participa en el proceso de planeación y ayuda a preparar presupuestos, requerimientos de mano de obra, de equipos y herramientas. j) Dirige las actividades de sus subordinados. k) Actúa como inspector de calidad para asegurar que únicamente se producen o proporcionan productos y servicios de alta calidad. l) Es un estudioso de su especialidad y se mantiene al día, en todos aquellos adelantos técnicos del área que supervisa. m) Aplica su ingenio y creatividad para lograr que las innovaciones técnicas que se introducen en el proceso, ocurran sin problemas y dentro de los costos previstos. n) Asegura que todos los elementos de trabajo se encuentren disponibles, en el momento indicado, para que sus subordinados actúen eficientemente. o) Actúa como asesor de la gerencia para decirles qué resultados darán sus instrucciones y si éstas debieran ser modificadas. p) Actúa como consejero de sus subordinados para ayudarlos a desarrollarse y obtener metas satisfactorias. La dirección 199 q) Actúa como juez formulando decisiones que aseguren la equidad y la justicia para todos sus subordinados y premia a aquellos buenos trabajadores. r) Realiza reportes e informes de los resultados obtenidos, los problemas encontrados, los recursos utilizados, etc. Mantiene informado a su jefe con veracidad. Capacidad de negociar Constantemente surgen conflictos en la diaria administración de las instituciones y ello es natural por la participación de tantas personas con intereses personales totalmente diferentes, necesidades, anhelos, educación y principios. Pero como dice Reyes Ponce (1968, p. 310): “Debe procurarse que los conflictos que aparezcan se resuelvan lo más pronto posible, y del modo que, sin lesionar la disciplina, pueda producir el menor disgusto a las partes. El conflicto es un obstáculo a la coordinación.” Por lo tanto, el directivo debe saber negociar, ya que para resolver los conflictos, ésta es una de las soluciones, de acuerdo con Nierenberg (1972, p. 8): Cualquier deseo que demanda satisfacción y cada necesidad que requiere ser satisfecha, representa una oportunidad potencial para que las personas inicien el proceso de negociación. Siempre que las personas intercambian ideas con la intención de cambiar o modificar relaciones o siempre que conferencian para lograr un acuerdo, ellos están negociando. Como señala el mismo autor, en una negociación venturosa todas las partes en conflicto salen ganando, por lo tanto, si cuando surge un conflicto y después de negociar una de las partes siente que ha perdido, no podemos decir que se ha negociado correctamente. Como ejemplo de una negociación adecuada, el autor menciona el caso de dos de sus hijos pequeños que estaban discutiendo acerca de cómo 200 Administrar para producir repartirse una rebanada de pastel. Y como es frecuente en niños de esa edad, ambos querían la parte más grande. Para resolver el conflicto, él les propuso: “Les sugiero que uno de ustedes parta la rebanada en la forma que quiera y a continuación el otro elige cuál desea.” Con esta solución ambos estuvieron de acuerdo y se terminó el problema, ya que la solución les pareció justa. Este ejemplo sirve para ilustrar cómo el árbitro, y en muchas ocasiones el directivo actúa como tal, puede proceder para lograr esa coordinación de intereses entre sus subordinados, con clientes, con proveedores, etcétera. Consejos para dirigir mejor En fin, el tema de la dirección es apasionante y la más delicada de realizar de las funciones de la administración, porque fundamentalmente, el ejecutivo está trabajando con seres humanos, cuyas características, necesidades, aptitudes, actitudes, temperamentos y caracteres, son totalmente diferentes; consecuentemente se tiene que hacer uso de todos los conocimientos, experiencias, talento, don de gente, entre otras, para lograr coordinar todos estos factores y obtener los resultados que se esperan de su actuación. William Given (1975), en su obra, proporciona una serie de recomendaciones que ayudan a aquellas personas que tienen la responsabilidad por las acciones de otros a cumplir mejor su tarea: • Tratar a los individuos como personalidades y no como miembros de grupos. • Fijar a los subordinados normas elevadas. • El jefe debe saber hacia dónde se dirige. • Luchar por su gente y por sus ideas. • Creer en la gente y apostar a su favor. • Delegar autoridad. • Saber enfrentarse a la resistencia al cambio. • Tomar decisiones acertadas, no populares. La dirección 201 • Dar ascensos merecidos y pagar salarios justos. • Predicar con el ejemplo. A los consejos anteriores, yo agregaría el relativo a no prometer a los subordinados lo que no esté completamente seguro de cumplir; y esto se refiere tanto a los aspectos positivos, como a los negativos. He tenido oportunidad de observar jefes que con el deseo de obtener una mayor colaboración de sus subordinados, les prometen un aumento de sueldo, una promoción, un viaje costeado por la empresa o en su defecto despedirlos si no se mejora su actuación. Y en ocasiones estas decisiones están sujetas a la voluntad del jefe del jefe, o existen políticas y procedimientos que impiden cumplir lo que se ha ofrecido, dañando seriamente la imagen del jefe y haciendo que todos sus subordinados le pierdan la confianza. Por último, en ocasiones el jefe, cualquiera que sea su nivel, se encuentra con el problema de que tiene colaboradores que no quieren colaborar, y que lejos de constituir una ayuda, representan un serio problema para la institución. Generalmente, cuando esto ocurre, la causa del problema reside en el mismo jefe que no seleccionó adecuadamente a su subordinado, o que no lo capacitó correctamente, o que por ciertas circunstancias voluntarias o involuntarias el subordinado ha cambiado su actitud. El jefe debe aclarar las cosas y establecer las medidas correctivas necesarias para resolver el problema y si llegado el caso éstas no funcionan, debe evitar que se prolongue esta situación por más tiempo y solicitar la liquidación del empleado, de acuerdo con las leyes en vigor. Claro que en los casos en que las faltas de los subordinados constituyen violaciones flagrantes a las normas jurídicas, la sanción deberá ser el despido inmediato y, en un caso extremo, la consignación del responsable a las autoridades competentes. La responsabilidad del jefe es grande en lo que respecta a mantener el orden y la disciplina, factores indispensables para lograr 202 Administrar para producir un ambiente sano de trabajo, en donde las personas que sí quieren trabajar y superarse, desarrollen al máximo sus capacidades. Y si se permiten actos delictivos, el daño a la larga ya no será únicamente para una persona, sino para toda la organización. Cuántas ocasiones, para no dañar su imagen política, un funcionario se hace de la vista gorda y no actúa para corregir este tipo de situaciones, que después proliferan como consecuencia de no actuar oportunamente. CAPÍTULO 7 EL CONTROL Decir que la última función del proceso administrativo es el control, no significa precisamente que deba ser la última en ejecutarse. Por el contrario, el control debe realizarse constantemente y no esperar hasta llegar al final de un ejercicio para darse cuenta que las cosas no salieron como se esperaba. De acuerdo con Medina (1978, p. 308) el control: Es la medición de los resultados actuales y pasados, en relación con los esperados, ya sea total o parcialmente, con el fin de corregir, mejorar y formular nuevos planes. Un administrador puede estudiar los planes pasados para ver dónde y cómo erraron, para descubrir qué sucedió y por qué y —en el supuesto de que la historia se repita— tomar las medidas para evitar que vuelvan a ocurrir los errores. Sin embargo, el mejor control previene de que acontezcan las desviaciones, anticipando que ocurrirán a menos que se tomen determinadas acciones; esto es lo que se denomina control hacia adelante. En efecto, como se indicó en el capítulo sexto, los jefes tienen como una de sus responsabilidades más importantes dar las órdenes necesarias para que el trabajo que ha sido planeado se ejecute, y supervisar continuamente cómo se va avanzando en la realización del trabajo (esto significa no desentenderse del problema, no perder el control) y tan pronto como se observe, de acuerdo con los resultados parciales que se requieren, tomar nuevas decisiones para resolver problemas imprevistos, actuar en consecuencia. Sólo así se logra la eficacia, valor fundamental de la administración. 203 204 Administrar para producir Quizá la siguiente semejanza ayude a comprender mejor la idea. El administrador de una organización es como el conductor de un automóvil que circula en una carretera de una ciudad a otra. Ya sabe cuál es su punto final de destino. Ése es su objetivo y de acuerdo con él debió elaborar sus planes, programas, presupuestos, etc. Pero conforme avanza no puede descuidar, en ningún momento, las eventualidades que existirán en el camino, y de acuerdo con lo que sus sentidos le indican (información) tomará las decisiones que procedan (girar el volante a izquierda o derecha, llenar el tanque de gasolina, acelerar, frenar, descansar, entre otras) para mantenerse en la dirección adecuada y llegar a la hora prevista a su objetivo sin contratiempos. Todavía no existe un dispositivo mágico que garantice al administrador que va a lograr los resultados deseados, con sólo realizar correctamente las primeras cinco funciones del proceso de la administración (prever, planear, organizar, integrar y dirigir) y sentarse a esperar los resultados. En todo momento, desde el principio hasta el final, el administrador debe controlar. Si se reflexiona acerca de lo que se ha expuesto en los capítulos anteriores, podemos darnos cuenta que precisamente en la función de planeación se encuentran los fundamentos necesarios para realizar el control. En efecto, los planes, programas y presupuestos nos dicen qué trabajo tenemos que llevar a cabo para lograr las diferentes metas que constituyen nuestro objetivo, cuándo debemos realizarlo y en qué secuencia, y cuánto nos costará como resultado del empleo de los recursos humanos, materiales y financieros. En otras palabras, se cuantificó cada uno de los diferentes trabajos o tareas y se determinaron cifras precisas de lo que esperábamos realizar. Fases del control De acuerdo con Blanco Illescas (1976, p. 31) el control consiste de tres fases, que son las siguientes: Registro de datos de acuerdo con El control 205 la ejecución de los programas; comparación de las previsiones y los resultados, análisis de las desviaciones e interpretación de sus causas y sobre esta base, sugiere a los responsables las acciones correctivas. Como podemos observar, la primera fase específicamente señala la importancia de la medición y registro de la información obtenida como consecuencia de la operación del organismo. Necesidad de información Fue Lord Kelvin, de acuerdo con Sears y Zemansky (1957, p. 3) quien dijo lo siguiente: Suelo decir con frecuencia que cuando se puede medir aquello de que se habla y expresarlo en números, se sabe algo acerca de ello, pero nuestro saber es deficiente e insatisfactorio mientras no somos capaces de expresarlo en números; lo demás puede significar el comienzo del conocimiento, pero nuestros conceptos apenas habrán avanzado en el camino de la ciencia, y esto cualquiera que sea la materia de que se trate. Lo que este gran científico inglés señaló acerca de las ciencias físicas, también es aplicable al campo de las ciencias sociales y en particular al de la administración, ya que muchos de los fenómenos administrativos aún no son debidamente estudiados y comprendidos, por carecer de cifras que expresen o describan un determinado fenómeno. Uno de los autores que se ha dedicado a tratar de resolver este problema es Tucker (1976, p. 38), que nos dice al respecto: En cualquier empresa se suceden hechos e incidencias, y sean cuales fueren sus orígenes o sus características, repercuten en grado diverso en la economía de la misma. Paralelamente al registro de tales hechos e incidencias, se desarrolla la constante actividad de la dirección para producir ingresos, operar con rentabilidad, mantener la salud financiera y procurar el progreso... 206 Administrar para producir ...Allí donde no existan informes y registros formales sobre los valores y sobre los cambios operados, la dirección se verá envuelta en conjeturas a la hora de adoptar decisiones. Se realizan, a veces, estimaciones aproximadas con respecto a este tipo de datos; o puede incluso que estos datos sean objeto de informe a intervalos irregulares. Son pocas las empresas e instituciones que se preocupan por este problema tan importante de la información. En general, prestan su atención sólo a unos cuantos indicadores de tipo financiero que se obtienen de documentos contables, como son el estado de pérdidas y ganancias, el balance, el estado de origen y aplicación de recursos, etcétera. Pero el problema es que no toda la información que se requiere para poder actuar eficientemente se encuentra en estos documentos, y además parte de esta información ya es obsoleta para cuando se elabora, dado que la situación cambia continuamente. Por otro lado, crear la información no consiste en la mera acumulación incoherente de datos y cifras de todo tipo, que lejos de ayudar al administrador, lo confundan e impidan el análisis racional de las operaciones. Se da el caso de organizaciones en las cuales el directivo, consciente de la necesidad de información, solicita y ordena a sus subordinados la obtención de cifras, reportes y más reportes, que no sirven para nada porque nadie los lee ni los entiende, y porque no se determinó con precisión qué cifras y con qué objetivo se pretenden utilizar. El otro extremo es peor, ya que la ausencia de cifras o datos, que indiquen qué es lo que está sucediendo, impide adoptar las medidas correctivas que procedan, formular pronósticos relativos al comportamiento de determinado fenómeno, elaborar planes y presupuestos y, en general, realizar una correcta administración. Debe determinarse por anticipado qué información se requiere y cómo se va a utilizar, para que se establezcan los medios necesarios para obtenerla, teniendo en cuenta que muchos de los fenóme- El control 207 nos que ocurren cotidianamente en una empresa y los datos que los representan no son fenómenos aislados y que existe una interdependencia entre los mismos. Por ejemplo, un aumento imprevisto en el volumen de ventas puede tener relación con un incremento en el porcentaje de unidades defectuosas en el departamento de producción, como consecuencia de falta de adiestramiento de la mano de obra que interviene en el proceso; aumento en la cantidad de horas extras trabajadas; aumento de los tiempos no productivos, como consecuencia de falta de materiales en las fechas programadas por parte de los proveedores, o rechazos de estos materiales por no satisfacer las especificaciones. Nos dice Tucker (1976, p. 23): Todo acontecimiento es causa de algún efecto; cada uno de ellos ocasiona alguna alteración en la empresa... Las piezas destinadas a reparaciones guardan relación con las horas de funcionamiento de la maquinaria; la labor de servicio auxiliar de los materiales guarda relación con la productividad de la mano de obra productiva directa; los gastos de la venta la guardan con las ventas producidas... Las piezas para reparaciones guardan también relación con el efectivo disponible. La productividad de la mano de obra directa guarda también relación con los esfuerzos de venta. Consecuentemente, se debe prever cuál va a ser la utilización de los datos aislados y cómo es que éstos se van a interrelacionar, para que proporcionen al ejecutivo información útil, que le permita corregir oportunamente las desviaciones observadas con relación a las cifras de resultados previstos. Razones o ratios Tucker propone un sistema de razones, proporciones o ratios que permiten medir cómo se interrelacionan diferentes datos primarios y obtener así parte de la información que se requiere para ayudar a administrar el negocio. Nos dice al respecto (1976, p. 57): 208 Administrar para producir Cada ratio ha de desarrollarse con un propósito específico para un área particular, y ha de conocerse de antemano la tendencia que se desea para cada ratio, es decir, si la dirección ascendente o descendente resulta positiva. No creamos que los ratios han de moverse de modo proporcional. Doblar el tiempo de producción de una máquina no representa necesariamente doblar los gastos de mantenimiento. Tucker presenta en su obra aproximadamente 400 proporciones o “ratios”, relacionados principalmente con las funciones de producción, ventas y finanzas de una empresa, y a manera de ejemplo se muestran dos de ellos: Ratio IX. Ratio de la mano de obra indirecta utilizada en producción. Total de horas de mano de obra indirecta Paga bruta total de la nómina (total h abonadas) = 4589 h 11714 h = 0.391 Este ratio evalúa la porción de las horas de paga bruta que corresponde a la mano de obra indirecta, reflejando la actividad de la mano de obra indirecta con relación a la nómina total. Este ratio es de utilidad para las compañías pequeñas durante los primeros pasos de adopción de un sistema de análisis por medio de ratios. Con este tipo de ratio se posibilita a la dirección de la empresa observar el efecto del incremento de la actividad sobre la parte de los gastos generales de fabricación que corresponde a los gastos por mano de obra indirecta. Tucker ( 1976, p. 73). A medida que decrece el valor de esta relación se considera más positiva. Ratio SXXXIX: Productividad de los gastos de ventas. Ventas Total de gastos = $12,950 $ 715.5 = 18.1 Este ratio básico compara las ventas por cada peso de gastos en que se incurre. Si lo examinamos desde otro punto de vista, los centavos en gastos que requieren cada peso de venta. Tucker (1976, p. 213). El control 209 Dicho ratio se puede calcular globalmente para el departamento de ventas y en forma individual para cada uno de los vendedores que constituyen el departamento. Reportes Para efectuar un adecuado control de las operaciones se requiere que el trabajo sea reportado por escrito, principalmente en todas aquellas actividades relacionadas con el proceso de producción, ya que con frecuencia no se llegan a obtener los volúmenes de producción previstos, pero no como consecuencia de que los obreros hayan estado perdiendo el tiempo por una inadecuada supervisión, sino por causas ajenas a su voluntad. Tal es el caso de demoras originadas por la falta de materiales, calidad inadecuada de los mismos, descomposturas de máquinas o herramientas de producción, fallas en el suministro de energía eléctrica, tiempos estándar mal calculados, etcétera. Lo importante es conocer las causas para poder encontrar los remedios y mejorar así la productividad total. Relacionado con este problema de la obtención y análisis de la información, está el de los costos que este proceso origina; debe evaluarse con toda precisión cuáles son los beneficios esperados de cada sistema de reportes y el correspondiente proceso de la información, con relación a los costos totales del sistema, ya que con frecuencia los costos superan con creces a estos beneficios. Por ello es fundamental que antes de establecer cada sistema se determine para qué va a servir. En el capítulo de planeación se explicó brevemente la metodología para elaborar un programa y un presupuesto mediante el análisis de redes, la determinación de la ruta crítica y la gráfica de Gantt. Estos instrumentos son muy útiles para lograr el control de las actividades porque nos muestran, para una fecha determinada, cuál debe ser el avance logrado en cada uno de los planes de la empresa. 210 Administrar para producir Mediante su utilización, el directivo está en condiciones de adoptar las medidas necesarias para lograr que se cumplan en las fechas previstas, con las actividades programadas. Además le permite aplicar el principio de excepción y concentrarse únicamente en las actividades que pudieran encontrarse retrasadas, olvidándose de aquellas que se desarrollan normalmente en las fechas que fueron previstas. Ley de Pareto Un criterio de control muy útil para el administrador es el llamado principio de excepción que le ayuda a discriminar de entre la gran variedad de fenómenos y problemas que requieren su atención, para concentrarse en sólo aquellos que verdaderamente repercuten en los resultados finales. Para aplicar este principio, la Ley de Pareto es una técnica insustituible, la cual debe su nombre a Vilfredo Pareto, economista italiano del siglo pasado. Esta Ley nos dice lo siguiente de acuerdo con Scharf (1979, p. 3): “En cualquier conjunto de elementos que van a ser controlados, sólo una pequeña fracción del conjunto en términos del número de elementos cuenta siempre para la mayor porción en términos del efecto”. En otras palabras, un conjunto ya sea que se trate de objetos, ideas, acciones, decisiones, etc., se divide en dos grupos: los pocos vitales y los muchos triviales. Scharf (1979, p. l) continúa diciendo: La Ley de Pareto nos permite reconocer que nada de importancia sucede a menos que ello ocurra en los pocos vitales. En consecuencia, para mejorar su efectividad como directivo, usted debe poner más énfasis en los pocos vitales que hacen la diferencia y desentenderse de los mucho triviales, los cuales pueden ser delegados a un subordinado capaz. Para identificar los pocos vitales de los muchos triviales, lo único que se necesita hacer es elaborar una lista de todos los elementos de acuerdo con su importancia. Aquellos pocos que la encabezan serán los vitales y el resto de la misma estará constituida por los elementos triviales. Véase el capítulo de control de inven- El control 211 tarios en donde se muestra un ejemplo de aplicación al área de materiales. Si utiliza la Ley de Pareto, su efectividad como administrador se verá mejorada en forma notable, ya que dedicará más tiempo y concentrará sus esfuerzos en aquellas actividades que tienen una mayor repercusión en el logro de los resultados finales. En efecto, reflexione por un momento cuántas cosas, acciones, decisiones, problemas, etc., requieren su atención personal en el trabajo, tanto para usted como para sus principales colaboradores. Cuántas cosas requieren de su control y también reflexione si aquéllas a las que se les dedican los mayores esfuerzos y atención son las verdaderamente importantes. ¿No ocurre con frecuencia que la mayor parte del tiempo se dedica a estar apagando fuegos, y que después de varias jornadas de trabajo se tiene la impresión de que no se ha avanzado y que nos encontramos en donde empezamos? Quizá la solución a este problema consista en jerarquizar los problemas y concentrarse en sólo aquellos que realmente tienen importancia. Porque controlar es una actividad inherente a todo ejecutivo y, para poder realizarla, es imprescindible no perder la perspectiva general de todas las principales funciones que de él dependen. Y esto sólo puede realizarse cuando la atención se concentra en aquellas cosas que realmente valen la pena, y delega a otros subordinados, las cosas que no pueden dejar de hacerse pero que no requieren de su personal atención. Sólo así se logra eficiencia y eficacia; en otras condiciones es imposible. Medítese por un momento si esta regla la siguen los directivos de la mayoría de las instituciones, o vayamos más lejos aún, personas tan importantes como los principales ejecutivos de una entidad federativa o de un país. ¿Actúan siguiendo este principio? ¿No vemos diariamente en los periódicos de mayor circulación, que aparecen frecuentemente y a toda hora haciendo declaraciones, inaugurando obras y eventos que podrían ser encargados a em- 212 Administrar para producir pleados de menor jerarquía, para que ellos se concentraran en la solución de las pocas cosas vitales? ¿No se lograrían así resultados más importantes desde un punto de vista general? Ejemplos de aplicación de la Ley de Pareto Scharf señala algunos ejemplos prácticos de aplicación de la Ley de Pareto: a) En una fábrica en donde ocurren retrasos en la producción, como consecuencia de descomposturas de máquinas, es fácil determinar que sólo el 20% de las mismas son responsables del 80% del tiempo perdido. Por lo tanto la solución consiste en concentrar los esfuerzos del personal de mantenimiento preventivo en esas máquinas para lograr una reducción considerable de las demoras y aumentar automáticamente la producción. b) Si se desean reducir los costos de programación y de producción en una fábrica que produce una cierta variedad de productos, se recomienda preparar una lista en orden decreciente del volumen de ventas para todos los productos. Con toda seguridad el 80% de esta lista representa únicamente el 20% de las ventas totales y se podrá seleccionar qué productos pueden eliminarse del programa de producción. c) Una empresa recibe un gran número de quejas por parte de sus clientes. La solución consiste en clasificar todas las quejas de acuerdo con la naturaleza de las mismas o sea: calidad, cantidad, servicio, limpieza, etc. Con toda seguridad sólo el 20% de esta categoría representa el 80% de las quejas y concentrándose en la naturaleza de las mismas usted mejorará su servicio a los clientes. d) Una empresa desea incrementar sus ventas. Elaborando la lista de ventas por clientes, con toda seguridad encontrarán que aproximadamente el 70% del volumen de ingresos es generado por la cuarta parte de los clientes y esto origina aproximadamente el 25% de los costos de distribución. Por otro lado, aproxi- El control 213 madamente el 20% de los clientes contribuye únicamente en un 5% de las ventas, y sin embargo origina el 20% de los costos de distribución. Consecuentemente, para lograr ventas mayores y mejores utilidades, redistribuya sus esfuerzos de distribución. Dé un mejor servicio a los pocos clientes vitales y menos servicio a los muchos triviales. Un ejemplo de cómo no aplicar la Ley de Pareto lo vemos diariamente en las sucursales bancarias. Para realizar un depósito o cobrar un cheque, un cliente del banco quizá con varios negocios e inversiones importantes tiene que formarse en la misma fila en donde se encuentran personas que van a pagar servicios, cobrar un cheque, etc., y que no son clientes de ese banco. Y por ello pierde a veces una o hasta dos horas. e) La rotación de personal es muy elevada en su empresa. Analice las causas de este fenómeno de acuerdo con una clasificación de las mismas, condiciones de trabajo, supervisión deficiente, estructura de sueldos inadecuada, capacitación, experiencia, actitudes, ambiciones, etc. Aproximadamente el 20% de estas categorías originarán el 80% de las dimisiones. Concéntrese en esas áreas cuando seleccione nuevo personal y mejore esas condiciones de trabajo. f) Supongamos que su empresa tiene 10 gerentes de primera línea. Con toda seguridad dos o tres de ellos contribuyen con su esfuerzo al logro del 80% de los resultados. Determine ahora quiénes sustituirán en el futuro a esas personas y comience a capacitarlos ahora. Reorganice su empresa para lograr que los siete gerentes restantes contribuyan más al esfuerzo total. g) Para preparar y autorizar sus facturas. Analice sus facturas con objeto de determinar el número de esas pocas que constituyen el 80% de sus pesos facturados. Delegue la autorización de las muchas triviales a un empleado de menor jerarquía. En muchos casos se podrá elaborar una factura cada dos o tres 214 Administrar para producir meses para reducir los costos de facturación en el caso de las muchas triviales. h) En el caso de su tiempo personal en el trabajo. Reconozca que aproximadamente el 20% de su tiempo es el que dedica a actividades que constituyen el 80% de sus resultados y que recíprocamente el 80% de su tiempo únicamente contribuye al logro del 20%. Una vez que identifique estas actividades vitales concéntrese en ellas y delegue a otros subordinados la realización de las triviales. i) En una escuela el 80% de los problemas son originados por el 20% de los alumnos, de los maestros, del personal, etc. Concéntrese en analizarlas causas y encontrar soluciones a este grupo pequeño. Relación entre control y previsión Como se ha podido observar el control es la última función del proceso administrativo que dará lugar a la primera función del nuevo ciclo, la previsión, y ésta a su vez a la planeación y así sucesivamente en un proceso que nunca termina. La previsión, que permitirá determinar los nuevos objetivos y los nuevos planes, programas y presupuestos, dependerá de la realización eficiente del control. Y aunque entre ambas funciones existen grandes diferencias, su interrelación y correspondencia es indudable. De acuerdo con Machin y Wilson (1979, p. 17) los atributos más importantes de ambas funciones son las siguientes: a) Atributos de la previsión y la planeación: 1. Constituyen primariamente un proceso cerebral. 2. Son actividades altamente especializadas. El control 215 3. Son actividades sumamente técnicas. 4. Utilizan técnicas analíticas y métodos estadísticos complejos e interrelacionados. 5. Se relacionan con periodos largos de tiempo. 6. Se refieren a cosas que son remotas, tanto física como conceptualmente. 7. Se relacionan con consideraciones globales. 8. Se alejan o apartan de la administración cotidiana. 9. Deben estar libres de presiones espontáneas. 10. Se localizan normalmente en una posición central. 11. Son normalmente realizadas en la cúspide de la jerarquía. 12. Son normalmente realizadas en puntos geográficos alejados de donde se realizará la subsecuente actividad gerencial. 13. Las variables consideradas en los procesos de previsión y planeación son diferentes de aquéllas consideradas en el proceso de control, tanto por su tipo como por su separación. 14. Las variables consideradas en los procesos de previsión y de planeación son modelos generalizados de sectores de empleados (directores, gerentes, trabajadores de taller, empleados de oficina, vendedores, etc.),modelos generalizados de planes, resúmenes generalizados relativos a clientes y proveedores, puntos de vista generalizados de proveedores financieros, accionistas, banqueros, etcétera. 15. El proceso de planeación en la mayor parte de los casos, implica utilizar un punto de vista altamente simplificado de la totalidad de la organización para la cual se elaboran los planes. 216 Administrar para producir 16. Las personas que formulan un plan rara vez son hechas responsables cuando los resultados no son los esperados. 17. Las variables con las que se trabaja en el proceso de previsión y planeación son inevitablemente limitadas y en consecuencia se manejan como variables individuales, aunque las mismas se relacionen en un plan. b) Atributos del control: 1. El control es fundamentalmente un proceso interactivo. 2. El tiempo disponible para la adopción de decisiones es normalmente limitado. 3. El número de variables que deben considerarse es muy grande y generalmente no dependen del gerente. 4. Las variables que interactúan en el control administrativo tienen su origen en muy diversas disciplinas. 5. El resultado final que debe ser controlado, varía de lo concreto, que puede ser medido a satisfacción del superior y el subordinado, a lo abstracto que no puede ser medido objetiva-mente. 6. El control se relaciona con individuos y situaciones específicas. 7. La necesidad de control es generada frecuentemente por circunstancias aleatorias e imprevistas. 8. Mientras que la previsión se relaciona con el proceso de establecer el objetivo, el control se relaciona con el proceso de lograr el mismo. 9. El control es un proceso de conducta o de actuación, debido a su naturaleza interactiva. El control 217 10. Debido a la naturaleza de este proceso, es lógico que será imposible pronosticar con precisión en una situación específica, qué información necesitará un directivo, o qué hará éste cuando la reciba. Coordinación-participación Como atinadamente señalan Machin y Wilson, las diferencias entre los atributos de ambos tipos de funciones han ocasionado, y siguen ocasionando, que los ejecutivos y administradores de la vieja guardia muestren desagrado hacia todo aquello que en ocasiones no entienden, como son las nuevas técnicas de previsión y planeación, y prefieren en estas condiciones trabajar sobre la marcha sin realizar un trabajo completo de previsión y planeación. Por otro lado, los técnicos encargados de elaborar los planes con frecuencia son jóvenes inexpertos que han dedicado varios años de su vida a adquirir una educación formal y carecen por completo de experiencia operativa y, en consecuencia, los planes que elaboran jamás llegan a ser realizados porque no existe una coincidencia entre lo ideal y la realidad cotidiana. Por lo tanto la estrategia deberá ser que entre esta realidad operativa que debe ser controlada y los objetivos y planes correspondientes, exista la adecuada coordinación, y la forma de lograrlo será que la previsión y planeación, sea de tipo participativo, es decir, que aquellos directivos y administradores que pondrán en ejecución los planes, sean los mismos que colaboren en la formulación de los mismos. Machin y Wilson (1979, p. 22) ilustran claramente esta situación con la fábula de El saltamontes y el búho. Resulta que el saltamontes deseaba saber qué podría hacer para sobrevivir durante el invierno y seguir vivo hasta el siguiente verano y acudió con el búho para pedirle su consejo. Y el búho le dio el 218 Administrar para producir siguiente plan: “conviértete en una hormiga“. El saltamontes recibió el consejo y se retiró a pensar cómo podría llevarlo a cabo. Después de mucho meditar; regresó con el búho y le preguntó: “¿y cómo puedo convertirme en una hormiga?” Y entonces el búho le respondió, a la manera de muchos jefes: ”no me molestes con detalles, que ya te he dado el plan”. Y como esta situación se presenta constantemente en la realidad, el único resultado posible es el esperado. Los planes no se realizan, los objetivos no se logran y la ineficiencia e ineficacia son la norma dentro de la organización. Para superar estos obstáculos, Machin y Wilson (1979, p. 25) señalan que, dado que la previsión y planeación se relacionan con expectativas futuras, y el control se relaciona con la respuesta de la organización a los cambios que ocurren cuando éstas se convierten en expectativas presentes, se requiere un concepto integrado de planeación y control. Y este concepto integrado tendrá las siguientes características: • De centros múltiples • De múltiples horizontes de tiempo • De estilos diferentes • De variables múltiples • Organizacional y gerencialmente relevante. Veamos a continuación qué se entiende por cada uno de estos conceptos. De centros múltiples Según Machin y Wilson (1979, p. 25) cada gerente se encuentra en el centro de su propia actividad de planeación y control, pero él también es parte de grupos progresivamente más grandes, tales como secciones, departamentos o divisiones, y cada uno de esos grupos forma un centro de actividades de planeación y control. El control 219 Cada centro debe planear sus actividades tomando en cuenta la forma en que afectan a otros centros dentro de la organización, considerando la interacción entre centros y la cooperaci6n con los mismos. En esto se incluye no únicamente a los superiores y subordinados, como individuos y como grupos, sino también a los centros del mismo nivel y a todos los niveles existentes en la jerarquía de la organización; llegando al nivel de detalle que sea necesario para una determinada interacción. De múltiples horizontes de tiempo El horizonte de planeación varía de acuerdo con el tipo de centros y de actividades y, por lo tanto, circunscribir el horizonte de planeación a un año, por ejemplo, es una seria limitante para la adecuada planeación y control de las mismas. La frecuencia del ciclo de planeación y control de cualquier centro en particular será determinada por el horizonte de tiempo de sus decisiones y resultados, y por los cambios imprevistos en su medio ambiente presente y futuro, que incluye a los otros centros con los cuales debe integrarse. De estilos diferentes Los estilos de dirección y de liderazgo varían dentro de cualquier organización en virtud de la diferente naturaleza de los individuos que ejercen el poder y que ocupan los diversos puestos de mando. Por lo tanto, la planeación y control integrados deben considerar esta multiplicidad de estilos, que bien puede ir desde lo autocrático a lo participativo. Pero los sistemas de planeación y control deben ayudar a un ejecutivo a ser más eficaz, proporcionándole la información necesaria para que pueda operar en forma tal que sea consistente con los 220 Administrar para producir eslabones que lo unen con todos los demás centros de la organización, con su actividad administrativa y con su satisfacción personal. Machin y Wilson (1979,p. 26). De variables múltiples Dicen Machin y Wilson (1979, p. 26). Si la planeación estratégica y la operacional se van a eslabonar satisfactoriamente en una estructura integrada, esa estructura deberá permitir que cada centro de planeación y control, incluya todas aquellas variables que son de importancia para la administración del mismo. En el nivel estratégico esto significa que no sólo aquellas variables de tipo cuantitativo como son ventas, utilidades, costos o participación del mercado, deberán ser consideradas, sino también variables de tipo cualitativo, como desarrollo gerencial, clima de la organización y calidad de las condiciones de trabajo. En el nivel operacional se deben incluir variables que se relacionen con el logro de los objetivos, y variables que se relacionen con el proceso por medio del cual estos objetivos son logrados, tales como satisfacción y estilo de las relaciones interpersonales, el desarrollo de una más efectiva cooperación y coordinación entre los grupos de trabajo, la búsqueda de formas más efectivas de distribución de la autoridad y la estructuración del trabajo. Muchas variables de planeación de un centro, dependerán del papel que el centro desempeña, pero un sistema integrado debe aceptar que en la fase de control de cualquier ciclo, la mayoría de las variables son de hecho dependientes de la personalidad y personalidades de aquellos que forman el centro. Organizacional y gerencialmente relevante Muchos sistemas teóricamente bellos no han sido utilizados, porque los gerentes los encuentran demasiado complicados, demasiado sim- El control 221 ples, muy engorrosos, muy peligrosos o muy parecidos al último que tampoco funcionó. Cualquier estructura integrada que trate de eslabonar la planeación estratégica con el control operacional, debe ser capaz de ayudar al administrador a ser más efectivo en el contexto de mejorar la efectividad de la organización, y debe ser aquella que es utilizada, no teóricamente utilizable. Machin y Wilson (1979, p. 27). SEGUNDA PARTE LAS FUNCIONES DE APOYO CAPÍTULO 8 LA FUNCIÓN COMERCIAL Si recordamos lo que expresó H. Fayol (1969, p. 135) con relación al tipo y número de funciones que existían en cualquier empresa a principios de siglo, y meditamos al respecto, llegaremos a la conclusión de que en nuestros días la situación no ha variado, ya que si todas las múltiples y diferentes actividades que se realizan cotidianamente en cualquier institución se clasifican y ordenan, encontraremos que podemos identificar las siguientes funciones: comerciales, técnicas, de seguridad, financieras, de contabilidad y registro de la información, pero primordialmente, funciones administrativas. Lo que sí ha variado, y en forma notable desde entonces a la fecha, es el conocimiento que se tiene de cada una de esas funciones y la manera en que su contenido se ha enriquecido y ampliado como consecuencia lógica del avance científico y tecnológico en diferentes campos del conocimiento. Ahora bien, considerando la interrelación que existe entre las primeras cinco funciones y la función administrativa, tal y como se señaló en el capítulo primero de este trabajo, y además observamos cómo es que éstas se ejecutan en una empresa establecida para producir bienes y servicios que serán proporcionados a un mercado, encontraremos una gran semejanza con la secuencia en que se desarrollan las funciones del proceso administrativo. Esto significa que existirán funciones que corresponderán a la previsión, otras que podemos identificar como de planeación, funciones de organización y así sucesivamente. 225 226 Administrar para producir Con esta idea en mente, comenzaremos a estudiar la primera de las funciones que deben ejecutarse en toda institución, la función que sirve para vincular la organización al mercado, mismo que constituye la razón de la existencia de la propia organización: la función comercial. De acuerdo con Levitt (1969, p. 32): La idea de que una industria es un proceso satisfactor del cliente, y no un proceso productor de artículos, resulta vital para todos los hombres de negocios. Porque una industria principia con el cliente y sus necesidades, no con una patente, una materia prima o una capacidad de venta. El mismo autor expone el ejemplo de no pocas empresas que por haber ignorado este principio fundamental, años después han perdido la posición de primacía que disfrutaron en un momento de la historia. El caso más dramático es el de la industria de los ferrocarriles, que ha tenido que ceder sus elevadas ganancias a otros tipos de industrias dedicadas al transporte, que en la época en que las empresas ferrocarrileras florecieron, aún no se soñaba que existirían, y la razón de este cambio es que estas empresas estaban orientadas hacia el producto y no tomaban en cuenta al cliente y sus necesidades, para de ahí partir a establecer una organización que sirviera eficientemente en la satisfacción de las mismas. Existen empresas públicas y privadas productoras de bienes y servicios que realizan todas sus funciones técnicas de diseño, de producción, financieras, de contabilidad, y así sucesivamente, como si éstas fueran un fin en sí mismas y tratan después de convencer o engañar al cliente, por todos los medios imaginables, para que adquiera los productos o servicios que ellos producen, sin preocuparse por el grado de satisfacción que el cliente recibe. Ésta es una situación real en nuestro medio y la existencia misma (así como la cantidad de casos en que interviene) de la Procuraduría Federal del Consumidor, corrobora lo que se asentó en el párrafo anterior. Uno de los orígenes de este fenómeno es que hay en nuestro medio una desproporción enorme entre la oferta y la demanda, y al La función comercial 227 ser esta última mucho mayor, origina que el consumidor tenga que aceptar lo que le ofrecen ya que o lo toma o lo deja y en consecuencia a los productores u oferentes de servicios no les preocupa mejorar o cambiar las cosas, porque para ellos así están bien. Sin embargo, estas mismas personas: propietarios, ejecutivos o empleados de todas las organizaciones públicas y privadas que ofrecen malos productos y servicios, son también consumidores, receptores o derechohabientes de los mismos malos servicios, y posteriormente les toca pagar cuando se encuentran del otro lado de la ventanilla o del mostrador. ¿Pero a qué nos conduce toda esta situación? ¿Qué ganamos cuando dejamos de hacer bien las cosas?... Nos estamos haciendo tontos nosotros mismos. Nuestros productos y servicios no son competitivos ni en calidad, ni en disponibilidad, ni en precio, cuando se les compara con los productos o servicios similares de procedencia extranjera. ¿Y cuál es el papel que desempeñan las autoridades correspondientes ante esta situación? ¿Cuál es su intervención como sectores de la economía nacional? Francamente, su actitud es de incompetencia, de complacencia o de complicidad. Y mientras tanto, todos salimos perjudicados. Nuestra industria nacional ha disfrutado durante varios decenios de un proteccionismo mayúsculo, que lejos de propiciar la madurez ha contribuido a hacerla más y más ineficiente en detrimento de todos nosotros. Esta situación deberá cambiar, y una forma de lograrlo es que cada día existan más empresarios técnicamente preparados, mayor número de administradores profesionales, un número creciente de directivos eficaces que establezcan sistemas modernos de administración de la comercialización, de administración de la tecnología, de administración de los recursos humanos, de administración de la producción, etc., y como consecuencia lógica de este proceso, las instituciones, organismos y empresas que ellos dirijan 228 Administrar para producir comenzarán a producir mejores bienes y servicios, a precios más justos y en mayor cantidad para desplazar así a los industriales y comerciantes ineptos, que necesariamente tendrán que actualizarse, so pena de verse eliminados. Una solución por lo tanto es aumentar la oferta, lo cual ofrece grandes posibilidades económicas, ya que el mercado potencial es muy grande y aún no está saturado. Y el primer paso para estos nuevos empresarios deberá consistir en identificar y conocer las oportunidades que existen en el mercado, en lugar de tratar de imponer al mismo, los productos que su empresa produce. Mercadotecnia El enfoque moderno de la actividad comercial difiere radicalmente del que ha predominado durante los últimos años en nuestro medio (y que desafortunadamente sufrimos todos los días), al considerar que las ventas son sinónimo de la misma. Quienes así piensan están confundiendo al todo por una de sus partes y limitan considerablemente las posibilidades de crecimiento de la organización. Según Levitt (1969, p. 34): Ninguna organización puede llegar a la grandeza sin un líder vigoroso que sea empujado hacia adelante por su propia voluntad de triunfar: Es menester que posea una visión de grandeza, una visión que pueda producir leales y decididos seguidores en gran número... En los negocios los seguidores son los clientes. Para crearlos tiene que considerar a la negociación como un organismo creador de clientes y satisfactor de los mismos... No pensar en la organización como una productora de bienes y servicios, sino como una compradora de clientes, como alguien que hace cosas que harán que el público desee hacer negocios con ella. Este punto de vista es reafirmado por St. Thomas (1969, p. 19) al decir que “Mercadotecnia es el modo de administrar una empresa de manera que cada decisión de importancia (o sea las decisiones La función comercial 229 importantes que tiene que tomar el personal de ingeniería, el de fabricación, el de finanzas, etc.,) se haga con un pleno y previo conocimiento del impacto que dicha decisión tendrá sobre el cliente. En estas condiciones el proceso de producción se inicia con el cliente, en lugar de terminar en él, ya que la empresa existe por y para el cliente. Según St. Thomas (1969, p. 20) La empresa que adopta el concepto de mercadotecnia, primero busca establecer en términos tan específicos y concretos como le sea posible, qué es lo que el cliente necesita y quiere, y qué es lo que va a necesitar y a desear en el futuro. Hasta tener estos datos se procede a entregar los al personal de diseño, que se encarga de diseñar el producto, al personal de ingeniería que le da forma al producto sobre el papel y, para terminar; al personal de fabricación, que fabrica el producto. Finalmente, el producto que ha sido concebido desde un principio, teniendo presentes las necesidades del cliente, se entrega al personal de ventas que lo lleva al punto de mercado sabiendo que dicho producto ha sido diseñado, planeado y manufacturado de tal modo que corresponda a las necesidades y gustos del cliente. En el capítulo segundo se señaló que uno de los objetivos que debe fijarse en toda organización mercantil es el de lucro u obtención de utilidades (no el único como piensan muchos comerciantes nacionales), y la obtención de éstas es resultado de toda una serie de factores, entre los cuales está el volumen de las ventas. Según Frischknecht (1980, p. 962) la venta depende de los siguientes factores: • • • • • • • • precio publicidad producto canal de distribución relaciones públicas promoción envase venta personal 230 Administrar para producir A continuación veremos cómo todos estos factores son considerados dentro de cada una de las subfunciones que integran la función comercial. Organización comercial Cada empresa debe crear su propia estructura de organización, de acuerdo con sus muy particulares características. Es como un traje mandado a hacer que sólo puede ser utilizado por aquella persona a la cual se le tomaron las medidas. Sin embargo, existen ciertos principios generales que son de aplicación en la mayor parte de las empresas y cuyas diferencias son más de forma que de fondo. El primer paso, consistirá en identificar cuál es el mercado, quiénes son los clientes y cuáles son sus necesidades. Pero independientemente de cuáles sean las respuestas a estas interrogantes, las principales subfunciones que integran la función comercial son: • Investigación de mercados • Planeación del producto • Publicidad y promoción de ventas • Ventas. Si por la magnitud o volumen de sus ventas se trata de una gran empresa, estas subfunciones serán desempeñadas por divisiones o departamentos dirigidos cada uno de ellos por un gerente, y se reportarán al vicepresidente, director o gerente comercial de la organización, como se muestra en la figura 8.1. Si por el contrario, la empresa es pequeña o mediana, con toda seguridad no requerirá de la estructura orgánica mencionada y en consecuencia las subfunciones serán fusionadas en forma tal que sean desempeñadas por las personas que se considere necesario. Lo que no puede ignorarse es la necesidad de ejecutar estas subfunciones, si se desea realizar eficiente y eficazmente la actividad comercial. FIGURA 8.1. Organigrama de la función comercial Investigación de mercados Gerencia de ---------- Planeación del producto Gerencia comercial Gerencia general Publicidad y promoción de ventas Gerencia de ---------- Ventas La función comercial 231 232 Administrar para producir Veamos a continuación cuáles son las actividades más importantes que constituyen cada una de estas subfunciones. Investigación de mercados De acuerdo con Andrus y Reinmuth (1979, p. 55) la investigación de mercados consiste en “la obtención, registro y análisis de todos los hechos relativos a los problemas derivados de la transferencia y venta de artículos y servicios del productor al consumidor”. Gómez Haro (1967, p. 19) dice: La investigación de mercados incluye el estudio de cualquier aspecto del comportamiento humano que pueda tener un efecto importante sobre la distribución, la venta y el consumo de bienes y servicios... El alcance filosófico de la investigación de mercados se amplifica para incluir estudios que tienen como enfoque central no únicamente el qué, o el cómo del consumo, sino también el porqué. Hablando en otros términos, existirá una penetración necesaria en los campos de la psicología, la sociología, la antropología, la ciencia política y la semántica. Su objetivo primario de acuerdo con Rainie (1970, pp. 8-37): Es el de resolver y prevenir los problemas debidos al mercado y en consecuencia incrementar la eficiencia y disminuir los costos de mercadotecnia mediante el desarrollo, selección y mejoramiento de productos y métodos comerciales. Como puede observarse de las ideas anteriores, la utilidad de la investigación de mercados consiste en que permite obtener toda la información necesaria para la adopción de decisiones dentro de la organización; decisiones importantes y trascendentes, ya que de lo acertado de éstas dependerá en muchas ocasiones la supervivencia de la propia institución. En general, el estudio de mercado permitirá a la dirección de la empresa conocer: • Cuál es la naturaleza del mercado y su localización. • La demanda potencial del mismo. La función comercial 233 • Las características y especificaciones de los productos. • La tendencia de los precios. • Los canales de distribución. • Las características de los principales competidores. • Las características de los consumidores. Soto, Espejel y Martínez (1975, p. 4) señalan que como consecuencia de las deficiencias en los estudios de mercado, tanto en lo que se refiere al mercado de consumo como al de abastecimiento, se generan problemas que afectan negativamente a otras áreas de las empresas y que se manifiestan finalmente en plantas productivas mal localizadas y con capacidades de producción inadecuadas, con limitaciones financieras, con elevados costos de producción, deficientemente organizadas, que producen artículos con serios problemas de calidad, etc. Como consecuencia final de todos estos problemas se tienen utilidades inferiores a las esperadas. Con relación a la necesidad de considerar dentro del estudio de mercado al llamado mercado de abastecimiento, no puedo dejar de enfatizar la importancia de obtener toda la información necesaria para tener un conocimiento general del problema. Recuerdo el caso de una gran empresa de nuestro país que omitió este capítulo tan importante al formular un proyecto de inversión, y entre las partes que integraban el producto final se encontraba una pieza moldeada, que para ser producida requería de cierta materia prima que era importada. Cuando la planta industrial se encontró ya instalada, los paros de línea originados por la falta de esta pieza fueron frecuentes, ya que el proveedor no contaba con las fuentes de abastecimiento suficientes para producirla en los volúmenes requeridos. La consecuencia final fue una muy baja eficiencia de producción y una calidad del producto final, muy por abajo de las especificaciones. Función de la investigación de mercados De acuerdo con Rainie (1970, pp. 8-38) las principales funciones de la investigación de mercados son: 234 Administrar para producir • Describir los eventos o actividades que han ocurrido o están ocurriendo. • Evaluar los productos, la competencia, las ventas, y todos los demás aspectos relacionados. • Explicar por qué ciertas cosas han ocurrido o están ocurriendo, por ejemplo por qué ha disminuido el volumen de ventas en un territorio particular o por qué la competencia es líder en un determinado producto, etcétera. • Predecir qué puede suceder o qué ocurrirá en determinadas circunstancias. • Asistir en la toma de decisiones, lo cual implica que la investigación de mercados evalúe cuidadosamente la información obtenida en una forma imparcial y recomienda acciones concretas a la dirección. Para la realización de algunas de estas funciones se han desarrollado en los últimos años una gran variedad de técnicas matemáticas y estadísticas, algunas sumamente sofisticadas, que son de utilidad si son correctamente aplicadas. Esto es algo que debe tenerse presente y vigilarse muy de cerca, ya que existen investigadores que están enamorados de sus conocimientos por los conocimientos mismos y tratan de aplicarlos a todas las situaciones aunque no lo justifiquen, únicamente por el prurito de demostrar su erudición. Como dicen Andrus y Reinmuth (1979, p. 58): “Las actividades de investigación son valiosas si contribuyen en forma positiva a la eficiencia de la toma de decisiones por parte de los administradores.” Por el contrario, cuando las actividades de investigación de mercados, formulación de pronósticos, elaboración de reportes, etc., no asisten al ejecutivo en sus funciones administrativas y únicamente consumen recursos valiosos de la organización, ocasionando la desviación de la atención necesaria a otros problemas, entonces puede decirse que no son de utilidad. La función comercial 235 La investigación de mercados es una actividad importante y necesaria, y por lo mismo debe ser encargada a los expertos, con las reservas del caso. Metodología Para la realización de la investigación de mercados, Rainie (1970, pp. 8-39) señala que la metodología debe incluir los siguientes pasos: Entender el problema que va a ser investigado: Esto es fundamental con objeto de evitar que los resultados del estudio sean superficiales, inconclusos o no se encuentren relacionados con el problema. Establecer objetivos específicos: Infinidad de estudios han sido bien realizados y consumido recursos económicos cuantiosos, sólo para llegar a la conclusión de que los resultados obtenidos no tienen relación con lo que se esperaba de los mismos. Por lo tanto, los usuarios de la información y los investigadores se deben poner de acuerdo acerca de qué es lo que específicamente se espera obtener como resultado de la investigación, ya que de esto dependerá la técnica utilizada. Algunos estudios tienen objetivos muy limitados y pueden ser tan concretos como determinar si el sabor o el olor de un producto es aceptable para los consumidores. Otros pueden ser tan amplios como determinar el crecimiento futuro de una empresa durante los próximos cinco años. Desarrollo del plan de investigación: Esta actividad se refiere a la determinación de las actividades que será necesario realizar para lograr los objetivos, sí como las posibles fuentes de información. Estas fuentes pueden ser internas o externas, ya que en ocasiones la información se encuentra dentro de la propia organización en forma de reportes, informes, documentos financieros, etc. En otros casos se trata de información que puede ser obtenida en insti- 236 Administrar para producir tuciones oficiales como la Dirección General de Estadística, la Secretaría de Programación y Presupuesto, o las cámaras nacionales de comercio y de transformación; instituciones públicas y privadas que publican regularmente informes estadísticos relativos a diferentes campos de la actividad económica, entre otros. Soto, Espejel y Martínez (1975, p. 20) dividen a la información en datos estadísticos y no estadísticos, por ejemplo: a) Series históricas o estadísticas: • Producción interna, volúmenes de producción, importaciones y exportaciones, precios del producto a diferentes niveles de comercialización, tendencia de los precios, etcétera. • Distribución del ingreso, distribución por sectores, población por edades, por sectores geográficos, grados de educación, etcétera. b) Datos no estadísticos: • Relativas al producto: especificaciones exigidas por el mercado, normas de calidad nacionales o internacionales, entre otras. • Relativas a la competencia: identificación y localización de la competencia, características de calidad, precio, volúmenes de producción y de tecnología de los productos que fabrican, etcétera. • Relativos a la comercialización: canales de distribución, modificación de los precios de acuerdo con los diferentes canales, controles estatales, distribución geográfica del mercado, características especiales, etcétera. • Relativos a los consumidores: hábitos de consumo, consumidores potenciales de acuerdo con ingreso, edad, ocupación, entre otros. • Relativos a factores socioeconómicos: controles de precios, fomentos a las exportaciones, incentivos fiscales, limitaciones en los volúmenes de producción, etcétera. La función comercial 237 En ocasiones la información necesaria para el estudio como puede observarse, tendrá que ser obtenida directamente en el mercado mediante la realización de encuestas. Éste es un procedimiento que requiere del empleo de sumas considerables y por lo tanto deberá ser motivo de una juiciosa elección para evitar el gasto inútil de recursos. Selección de la muestra adecuada: Cuando se han determinado en forma completa las características de la información requerida para hacer el estudio, se procederá a obtener toda aquella que ya se encuentra disponible en forma de estadísticas, reportes, etc. Sin embargo, en otras ocasiones se necesitará información primaria, y como ya se dijo, ésta se puede obtener mediante encuestas. Existen procedimientos estadísticos que permiten determinar las diferentes características de un universo mediante el estudio de una muestra representativa. La elección de la muestra dependerá lógicamente de la naturaleza del problema planteado, de la confiabilidad requerida de la información, de los recursos disponibles y del tiempo. Lo mejor en estos casos, si no se dispone de los conocimientos que una actividad tan especializada como ésta requiere, es acudir a un consultor con experiencia. Determinar las necesidades de información: el cuestionario En esta etapa se determinará qué tipo de preguntas será necesario realizar a cada una de las personas que constituyen la muestra, para obtener la información que se requiere en el estudio. Generalmente el instrumento que se utiliza para lograr lo anterior es el cuestionario, mismo que nos permite lograr uniformidad en las respuestas obtenidas de cada uno de los entrevistados. No debe olvidarse que la información particular de cada cuestionario va a ser posteriormente codificada, clasificada y ordenada para obtener la información final requerida, y si no se considera este aspecto de la uniformidad y validez el trabajo en su conjunto será inútil. 238 Administrar para producir El Forum de Comercio Internacional (1979, p. 14) señala que: Un cuestionario bien concebido es la clave del éxito de un estudio de mercado. Si el cuestionario es defectuoso, las informaciones reunidas pueden ser incompletas, incongruentes y desorientadoras y ningún análisis ni interpretación realizados después de la entrevista conseguirán rectificarlas. En la misma revista se presenta toda una serie de sugerencias para elaborar el cuestionario, ejemplos del mismo y guías para la realización de las entrevistas. Entre las características de un buen cuestionario señala las siguientes: Será tan breve y tan sencillo como sea posible sin dejar de referirse a todas las informaciones apropiadas. Permitirá obtener el mayor número posible de respuestas. Prescindirá de informaciones innecesarias y de aspectos secundarios. Dará al entrevistado la posibilidad de comunicar fácilmente las informaciones de que disponga. Contendrá una pregunta filtro que determinará si el entrevistado se ajusta a los requisitos exigidos y preguntas de control para verificar sus respuestas. Facilitará la evaluación, el análisis y la interpretación. Es aconsejable, antes de la realización de la encuesta definitiva, efectuar estudios exploratorios o pruebas piloto de los cuestionarios elaborados, con muestras más pequeñas y cuidadosamente seleccionadas, con objeto de comprobar si el cuestionario, los entrevistadores y otros elementos del plan son los adecuados. Así es posible depurar el tipo de preguntas y su secuencia, con el fin de garantizar que la encuesta final dará los resultados esperados. La función comercial 239 Análisis de la información: Una vez que se ha realizado la encuesta es necesario ordenar y clasificar la información obtenida, determinar porcentajes, calcular tendencias, encontrar relaciones y elaborar gráficas. Esta labor puede simplificarse considerablemente si se cuenta con un equipo de procesamiento de datos. En caso de no ser así se desarrollará manualmente. De ahí la importancia de elaborar el cuestionario en forma cuidadosa, para facilitar el proceso posterior de la información. Conclusiones: Ésta es la fase medular del estudio, ya que el análisis de la información debe permitir llegar a la formulación de conclusiones y recomendaciones juiciosas y realistas, que sean de utilidad para la organización. Reporte final: Todos los estudios de investigación requieren ser presentados por escrito y en forma clara y concreta, acompañados de todas las gráficas, tablas, dibujos, diagramas, etc., que sean necesarias para complementar la información. Este documento presentará en forma resumida los ocho pasos que han sido descritos anteriormente. Tipos de estudios de mercado De acuerdo con el criterio de Rainie (1970, pp. 8-42), se mencionan algunas de las áreas en donde es conveniente efectuar estudios de mercado. a) Productos y servicios. Evaluar productos existentes, modificaciones en los actuales, introducción de nuevos productos, prueba de productos, etcétera. b) Mercados. Medición del mercado potencial, determinación de la penetración en el mercado, oportunidad de ampliación y de desarrollo de nuevos mercados. 240 Administrar para producir c) Distribución. Métodos y técnicas de distribución, costos de distribución y determinación de canales más eficientes. d) Precios. Fijación de precios, determinación de descuentos, conocimiento de políticas, etcétera. e) Organización de ventas. Elaboración de pronósticos de ventas, análisis de actividades de la fuerza de ventas, medición de la contribución de los diferentes territorios, fijación de cuotas de venta por territorio, etcétera. f) Publicidad y promoción de ventas. Medición de la efectividad y contribución de la publicidad y determinación de los medios publicitarios más eficientes. g) Servicio. Análisis y revisión periódica de la efectividad del servicio, periodos de garantía, determinación de la satisfacción de los clientes con los productos adquiridos, etcétera. h) Empaques. Medición de la efectividad de los empaques para proteger el producto y para promover la venta, introducción de mejoras en el diseño para lograr la reducción de espacios en el almacenamiento e investigación de nuevos materiales para empaque. i) Marcas. Determinación de los nombres más efectivos para los productos, medición de la efectividad de las marcas seleccionadas con relación a las de la competencia, etcétera. j) Adquisiciones. Conveniencia de adquirir otras empresas para ampliar los mercados, completar la línea de productos, lograr una integración vertical, diversificar operaciones, etcétera. Las actividades de investigación de mercados son fundamentales para la correcta realización de todas las demás funciones de la empresa, las cuales deberán responder o estarán en función de lo que se determine en la investigación. La función comercial 241 Si quisiéramos encontrar una relación entre esta función y aquellas que constituyen el proceso administrativo, podríamos decir que es fundamentalmente una función de previsión, y recordemos cuál es la relación de esta con todas las demás. Roig S. (1979, p. 534) enfatiza que: Cuando primero se investiga qué quiere el consumidor y cuánto necesita y después se fabrica y distribuye, se están anteponiendo las necesidades del mercado a las productivas. Muchas empresas que adoptan el criterio opuesto (fabricar un producto a ciegas y después intentar imponerlo a los consumidores) han sufrido y seguirán sufriendo no pocos fracasos. Pronóstico de ventas Uno de los instrumentos más útiles para lograr la administración eficiente de una empresa, lo constituye el pronóstico de ventas ya que mediante la información que proporciona es posible elaborar los programas de producción, en donde se establecen las fechas precisas en que algo se producirá y las cantidades. Conociendo estos datos, el área de abastecimiento y compras puede programar en forma anticipada sus requerimientos de materiales, colocar sus órdenes de compra oportunamente y realizar el seguimiento necesario con los proveedores para que éstos entreguen el material en la planta; todo esto con el tiempo necesario para que el material sea inspeccionado en cantidad y en calidad, y en caso de existir rechazos disponer del tiempo suficiente para adoptar alguna medida correctiva. Mediante los programas de producción es posible que la función técnica a través de ingeniería de manufactura, programe la construcción e instalación de las herramientas requeridas en las líneas de producción; que el departamento de mantenimiento programe y realice la reparación y revisión de las máquinas, herramientas y equipos requeridos; que el departamento de ingeniería industrial en coordinación con producción y relaciones industriales entrenen al personal que así lo requiera. 242 Administrar para producir Son muchas las acciones importantes que dependen del pronóstico y si éste no existe o se elabora incorrectamente, los daños que sufre la empresa son considerables. Ahora bien, en los párrafos anteriores supusimos que la empresa se dedica a la manufactura de un producto, pero también cuando se produce un servicio se debe elaborar el pronóstico, ya que mediante este instrumento se pueden estimar las utilidades de la empresa, realizando el análisis del punto de equilibrio para determinar el nivel de las operaciones, estimar las necesidades de financiamiento, calcular los costos fijos y variables, etcétera. Como dicen Chambers, Mullick y Smith (1971, p. 45): En prácticamente todas las decisiones que adopta, el ejecutivo de nuestro tiempo considera algún tipo de pronóstico. Predicciones confiables de la demanda y la tendencia de la misma no constituyen más un lujo, sino una necesidad, si es que el gerente se quiere enfrentar con éxito a problemas tales como cambios repentinos en los niveles de demanda, temporalidad, maniobras de reducción de precios de la competencia, huelgas y variaciones de la economía... El pronóstico le puede ayudar a resolver esos problemas, pero él puede obtener mayor provecho del mismo a medida que aumente su conocimiento sobre esta materia. No obstante la importancia del pronóstico, éste es casi desconocido en nuestro medio. Son pocas las organizaciones que lo elaboran consistentemente y que lo utilizan para fines de planeación. Existen empresas que dicen que formulan el pronóstico pero lo que realmente elaboran es una expresión por escrito de sus inquietudes, sus buenos deseos o sus intenciones; lo hacen porque alguien escuchó por ahí que una empresa moderna debe de contar con uno, pero desconocen completamente las técnicas estadísticas que deben emplearse para su formulación. Conozco el caso de una gran empresa de la industria electrónica que hace unos años tenía el primer lugar en penetración del mercado de su producto. El gerente de la división de ventas (así se llamaba a todo lo que debería de ser la función comercial) únicamente realizaba eso: las ventas; era el La función comercial 243 prototipo del ejecutivo de ventas mexicano. Joven, simpático, le caía bien a la gente, bien arreglado, bueno para contar chistes y cuentos. Y lograba un gran volumen de ventas (aproximadamente el 25% del mercado) gracias a sus relaciones personales, al prestigio de la marca que vendía y a la cadena de distribución con que contaba la empresa. Para elaborar su pronóstico anual de ventas, se reunía con todos sus vendedores, los exhortaba a trabajar duro y le preguntaba a uno por uno cuánto pensaba vender durante el año en sus respectivos territorios. Al responder a la pregunta anterior cada vendedor daba una cifra (generalmente muy inferior a lo que el vendedor pensaba que se podía vender; pero esto lo hacían para protegerse, ya que si rebasaban la misma recibirían el reconocimiento general a su labor. Un posible aumento de sueldo, alguna distinción, etc.); cuando escuchaba la cantidad se quedaba meditando unos segundos y decía: ¡No señor x, usted puede vender más! y establecía un cierto número de unidades adicionales. A continuación el vendedor respondía que la situación económica en general estaba muy difícil, que la calidad del producto era inferior a la de la competencia, que la mezcla de productos no era la adecuada, que la publicidad era mínima, y en general toda una serie de razones para demostrar que no se podría llegar a la cifra propuesta por el gerente. Se iniciaba entonces un proceso de regateo hasta que se ponían de acuerdo en una determinada cantidad que constituía ya un compromiso formal por parte del vendedor. El gerente de ventas anotaba la cifra compromiso de cada vendedor en un pizarrón, se sumaba y el total resultaba ser el proyecto de pronóstico. Posteriormente el gerente de ventas realizaba el mismo proceso de regateo y ajuste con el gerente general, y se llegaba a una cifra total que representaba el pronóstico de ventas de la compañía. Está por demás decir que esta cifra era muy diferente a los resultados reales y, como consecuencia, se modificaban constantemente los requerimientos de compras, los proveedores no entregaban oportunamente el material ordenado, se aumentaban y disminuían los volúmenes de producción, se 244 Administrar para producir liquidaba al personal obrero con frecuencia y unos meses después se les volvía a contratar y la calidad se afectaba. La empresa en su conjunto simulaba en su operación al movimiento de una pequeña lombriz, en donde todo el cuerpo sigue los vaivenes de la cabeza. De acuerdo con el estudio de Walton (1979, p. 281) las predicciones o pronósticos basados en opiniones son muy deficientes y su precisión no es aceptable para programar la producción. Algunas de las razones de acuerdo con dicho autor son las siguientes: “Primero, los datos utilizados para elaborar el pronóstico son generalmente vagos; segundo, los procedimientos de pronósticos se utilizan en forma incorrecta.” Según Walton (1979, p. 281): Las técnicas de pronóstico pueden ser clasificadas en cualitativas y cuantitativas. Las técnicas cualitativas se apoyan fundamentalmente en datos subjetivos y mediante un análisis intuitivo se elabora el pronóstico. Por el contrario, las técnicas cuantitativas utilizan datos históricos y objetivos y utilizan procedimientos matemáticos para obtener el pronóstico... Las ventajas de las técnicas que utilizan la opinión es que son más rápidas en su empleo y tienen un costo menor. De acuerdo con Chambers, Mullick y Smith (1971, p. 47) la selección de una técnica específica de pronóstico dependerá de varios factores, ya que a medida que aumenta la precisión, el costo del pronóstico se eleva considerablemente, tal como se muestra en la figura 8.2. Entre los factores que deben tenerse en cuenta están los siguientes: el objeto del pronóstico, la relevancia y disponibilidad de los datos históricos, el grado de precisión deseado, el horizonte del pronóstico, la relación costo-beneficio o valor que tiene el pronóstico para la empresa y el tiempo disponible para elaborarlo. Definir cuál es el propósito del pronóstico es fundamental, ya que como indican los autores mencionados, de ello dependerá su precisión y el tipo de técnica utilizada. Por ejemplo, si del resultado del pronóstico se va a tomar la decisión de invertir o no en un deter- La función comercial 245 Costo de la imprecisión Modelos causales y econométricos Presición del pronóstico Precisión del pronóstico FIGURA 8.2. Costo del pronóstico de acuerdo con su precisión a mediano plazo y con la disponibilidad de datos minado negocio, puede necesitarse únicamente conocer una estimación aproximada de la magnitud del mercado; en cambio, cuando el pronóstico se utilizará para efectos de programación de producción o de elaboración de presupuestos se requerirá un alto grado de precisión, ya que ésta permitirá con seguridad disminuir los niveles de inventarios. “En estos casos el gerente y la persona que elaborará el pronóstico deben evaluar la conveniencia de utilizar técnicas más precisas y costosas comparándolas con la reducción esperada en los inventarios.“ Chambers y otros (1971, p. 46). Por otro lado se debe considerar qué tan importante es el pasado en la estimación del futuro porque: 246 Administrar para producir Ya que si se van a modificar algunas variables, que originarán cambios radicales en un sistema, tales como nuevos productos, nuevas estrategias comerciales u otros cambios, lógicamente disminuirá la similaridad entre pasado y futuro... En otros casos, una técnica que se apoya fundamentalmente en datos históricos no sería útil para pronosticar el futuro de un producto totalmente nuevo que no tiene historia. Chambers, Mullick y Smith (1971, p. 49). Otro factor que también influye para seleccionar la técnica de pronóstico es el conocimiento de cuál es el ciclo de vida del producto y en qué etapa se encuentra éste, ya que de otra manera se corre el peligro de utilizar una técnica inadecuada. En su ya clásico trabajo, Chambers, Mullick y Smith (1971, pp. 55 a 62) presentan un cuadro comparativo de las técnicas cualitativas y cuantitativas más conocidas de pronósticos, señalando su aplicación, precisión, costo aproximado, datos necesarios, tiempo de elaboración, etc. De ese cuadro se presentan algunas de ellas, indicando brevemente en qué consisten y su aplicación. Métodos cualitativos a) Método delfi: Se interroga a un conjunto de expertos mediante una serie de cuestionarios en secuencia, donde las respuestas a un cuestionario se utilizan para elaborar el siguiente. La información a que tienen acceso algunos de los expertos y que no es conocida por los demás, se hace de su conocimiento y en esta forma todos los expertos disponen de la misma información para que puedan realizar el pronóstico. Se utiliza en pronósticos a largo plazo, ventas de nuevos productos, pronósticos de innovaciones tecnológicas, pronósticos de rendimientos marginales, entre otros. b) Consenso de grupo: Esta técnica se apoya en la consideración de que varios expertos pueden realizar un mejor pronóstico que una sola La función comercial 247 persona. Se fomenta la comunicación y no existen secretos. Los pronósticos son influenciados en ocasiones por factores sociales y pueden no significar un consenso real. Se utiliza para formular pronósticos a largo plazo, ventas de nuevos productos, etcétera. Métodos cuantitativos. Análisis de series de tiempo y proyección a) Promedios móviles: Cada punto del promedio móvil de una serie de tiempo es el promedio de un número de puntos consecutivos de la serie y el número de datos que se escoge es tal, que los efectos de las variaciones estacionales o irregulares son eliminados. Se utiliza para control de inventarios. b) Atenuación exponencial Esta técnica es similar a la de promedios móviles con la diferencia de que a los puntos de los datos más recientes se les da más peso. Se utiliza para producción y control de inventarios, pronósticos de ventas, rendimientos marginales y datos financieros. c) Proyecciones de tendencia Mediante esta técnica se obtiene la ecuación de la curva de tendencia de una serie de datos y se proyecta al futuro mediante la ecuación obtenida. Existen varias versiones del método, mediante polinomios, logaritmos, la pendiente característica, etcétera. Se utiliza para pronóstico de nuevos productos a mediano y largo plazo. d) X-11 Esta técnica descompone una serie de tiempo en sus variaciones estacionales, ciclos de tendencia y elementos irregulares. Si se aplica correctamente es quizá la técnica más 248 Administrar para producir efectiva para pronósticos a mediano plazo (de tres meses a un año) permitiendo pronosticar puntos críticos o de cambio y la fecha de eventos especiales. Se utiliza para pronosticar ventas a nivel de departamento, división o compañía. Métodos cuantitativos. Métodos causales a) Modelos de regresión Se relacionan funcionalmente las ventas con alguna otra variable (datos económicos, variables internas o externas) y se desarrolla una ecuación mediante la técnica de los mínimos cuadrados. Se utiliza para pronosticar las ventas por clases de productos, pronosticar rendimientos marginales y otros. b) Modelos econométricos Un modelo econométrico es un sistema de ecuaciones de regresión interdependientes que describen algún sector de la actividad económica. Los parámetros de las ecuaciones de regresión se estiman generalmente en forma simultánea y por estas características describen en forma adecuada relaciones de causa a efecto. Se utilizan para elaborar pronósticos de venta por clases de productos, rendimientos marginales, etcétera. Cada técnica tiene aplicaciones particulares y siempre será necesario asesorarse por un experto para obtener mejores resultados. Planeación del producto Como resultado de la investigación de mercados, la organización cuenta con la información necesaria para adecuarse a la satisfac- La función comercial 249 ción de las necesidades, tanto de sus clientes actuales, como de sus clientes potenciales. Haciendo una similitud con una carrera de relevos, es como si se entregara la estafeta al siguiente compañero para que éste desarrolle su tarea. Por lo mismo la labor principal de planeación del producto o diseño industrial, como también se le conoce en algunas organizaciones, consistirá en concretar en algo práctico y tangible aquello que, en forma hasta cierto punto vaga, ha sido planteado como una necesidad insatisfecha en el mercado. Dicho en otras palabras, se tiene que encontrar la forma de crear productos y servicios que vengan a satisfacer las necesidades o deseos del cliente potencial, que mediante la investigación se han detectado. Desde luego que esta labor es fundamentalmente creativa y no hay que confundirla con el diseño técnico o de ingeniería, que como veremos más adelante, consiste en desarrollar lo que serían ya las especificaciones concretas del producto o servicio. Por lo tanto, la planeación del producto, se refiere a la determinación de las funciones que debe desarrollar el producto, sus dimensiones externas, su color, la selección de los materiales que se ven desde el exterior, el nivel de calidad, la moda, la línea, el estilo, el sabor, olor, etcétera. Para aclarar un poco más la idea, pongamos un ejemplo: Supongamos que se trata de una empresa que produce automóviles: esta labor de planeación o diseño industrial consistirá en especificar todas las características que deberá de cumplir el producto final; la potencia del motor, el consumo de gasolina por kilómetro recorrido, las dimensiones, el tipo de transmisión automática o manual, dirección hidráulica o normal, aire acondicionado o no, radio AM-FM, etc.; desde el punto de vista exterior la línea o diseño de la carrocería, 2 o 4 puertas, la altura de piso a 250 Administrar para producir techo. Incluso se construye en ocasiones un modelo al tamaño natural o a escala que represente cómo se vería el automóvil ya terminado. Esta sería una muestra de apariencia que en inglés se conoce con el nombre de mockup. Pero si intentáramos abrir el cofre para observar el interior, nos encontraríamos con la sorpresa de que el cofre está simulado y no se abre; y que además no tendría motor ni ninguna otra de las partes mecánicas y eléctricas que permiten que el automóvil funcione. Lo mismo ocurriría con la cajuela y las puertas, el tablero, el volante y lo demás. Todo se encuentra simulado únicamente para ilustrar cómo se espera que llegue a quedar el producto, pero no es el producto en sí. Dependiendo de la naturaleza del producto por diseñar, cuando no se construye la muestra de apariencia al tamaño natural o a escala, se elaboran bocetos o dibujos que ilustran el producto en diferentes vistas, se simulan fotografías y se establecen las especificaciones. Posteriormente y cuando se ha decidido ya de entre varias opciones o modelos, cuál es el que se considera que tendrá mayor aceptación en el mercado (incluso para ayudar en este proceso de decisión en ocasiones es necesario realizar otra investigación de mercado), se solicita a la gerencia técnica, de ingeniería o de diseño como también se le conoce, que desarrolle el diseño del producto. Es decir, que convierta la muestra de apariencia en una muestra funcional. En el ejemplo que estamos comentando, diseñaría el tipo de motor, la transmisión y el sistema de frenos que cumpla o satisfaga las especificaciones que ha establecido planeación del producto. Definición del objetivo general Roig (1979, p. 523) señala que uno de los problemas más graves que afrontan las empresas en la actualidad es que: “Los ciclos de vida de los productos son cada vez más cortos y que en ciertos tipos de empresas dedicadas a productos relacionados con la moda, la vida media del producto suele ser de periodos de hasta seis meses.” La función comercial 251 Por este motivo es fundamental que la empresa defina su objetivo general, en forma tal, que se conozca con precisión cuál es su negocio y su razón de ser. Hooper (1970, pp. 8-24) observa que: Sin un propósito firme y sanamente establecido, la administración de la empresa se encuentra en peligro de sucumbir a presiones poderosas que la hagan desviarse, tales como utilidades a corto plazo, oportunidades de negocio atractivas pero no relacionadas, decisiones inseguras, etc. Si se tiene una idea clara de su función básica o propósito, la organización como un todo puede encauzar la dedicación necesaria para lograr un objetivo deseable. Este propósito debe ser retador y constructivo si va a servir para estimular al personal a realizar sus mejores esfuerzos. Desde un punto de vista ideal, una empresa debe proporcionar un propósito para la vida de su personal. El mismo autor aconseja que para definir este objetivo general, la empresa deberá: • Identificar las necesidades del mercado que van a ser satisfechas de acuerdo con las capacidades potenciales y puntos más fuertes de la organización. • Definirlo funcionalmente desde el punto de vista de las necesidades del cliente. Ciclo de vida del producto Es fundamental que antes de planear su línea de productos, una empresa analice cuidadosamente en qué etapa del ciclo de vida se encuentran los mismos, ya que de otra manera corre el riesgo de invertir en la producción de bienes cuyo final ya se encuentra cercano. ¡Cuántas veces ha ocurrido que desconociendo esta circunstancia, inversionistas deseosos de lograr utilidades, adquieren fábricas o negocios ignorando que están ya obsoletos y que por lo tanto sus beneficios esperados serán mínimos! 252 Administrar para producir Dodge y Rink (1979, p. 310) señalan que todos los productos tienen un ciclo de vida que podría describirse mediante la gráfica de la figura 8.3, y que el conocimiento de la etapa en que se encuentra el producto es fundamental para establecer la estrategia comercial de la empresa. Veamos a continuación, de acuerdo con Dodge y Rink (1979, p. 318) algunas de las características más importantes de cada etapa. Introducción • Crecimiento lento de las ventas. • En ocasiones, beneficios negativos debido a los gastos de investigación y desarrollo así como gastos de promoción elevados. • Posibilidad de que el producto falle ya que es más vulnerable a los ataques de la competencia. • El esfuerzo comercial se concentra en lograr la aceptación del producto y en que éste se pruebe técnicamente. Crecimiento • Si el producto es aceptado, los beneficios aumentan, ya que los gastos de promoción disminuyen. • Otros competidores también empiezan a introducirse en el mercado y mayor número de distribuidores se interesan por el producto. • Surgen diferentes variedades y formas del producto, y para lograr mayor mercado, el esfuerzo comercial se concentra en lograr la preferencia por la marca. La función comercial 253 FIGURA 8.3. Ciclo de vida del producto en cuatro etapas Madurez • Las ventas se estabilizan, aumenta la competencia y el mercado se satura. • Las instalaciones productivas se vuelven anticuadas así como los procesos de producción. • Como aumenta el número de competidores es necesario bajar los precios y los beneficios empiezan a disminuir. • Los esfuerzos comerciales se concentran en lograr mejoras al producto, variaciones del mismo y desarrollo de nuevas secciones del mercado. • A esta etapa puede seguir la estabilidad, crecimiento, innovación o declive. 254 Administrar para producir Declive • La demanda cambia a otros tipos de producto y las ventas disminuyen rápidamente, llegando los beneficios al mínimo. • El apoyo promocional se retira y se pone en venta el equipo de fabricación, ya improductivo y obsoleto. • Las presiones competitivas aumentan a pesar de que muchas empresas y distribuidores abandonan el mercado, ya que las empresas que quedan tratan de deshacerse de los inventarios excedentes para reducir costos de producción. Creación de nuevos productos y servicios Cuando se han determinado las necesidades de los clientes, la empresa se encuentra con el problema de desarrollar los productos y servicios que servirán para satisfacerla. Este proceso no es sencillo y requiere de habilidad, imaginación, conocimiento y experiencia. Desafortunadamente las fuentes de generación de nuevas, brillantes y realizables ideas no son tan abundantes como es de desearse. Algunas de ellas son generadas por clientes, distribuidores, competidores, inventores independientes, vendedores, agencias de publicidad, oficinas del gobierno, universidades y centros de investigación, profesores, entre otros. Sands describe, en su interesante trabajo, algunas de las técnicas más populares que han sido desarrolladas para auxiliar en el proceso de generación de ideas, y entre ellas se encuentran las siguientes: Tormenta de ideas Alex Osborn en el año de 1938, de acuerdo con Sands (1979, p. 202) desarrolló la técnica conocida como tormenta de ideas que trata de alentar o estimular la creatividad latente en muchos de nosotros. Si se realiza una reunión informal y a los participantes se les estimula a generar ideas para resolver un problema dado, cada uno de los participantes se siente alentado si no se permite la crítica a las mis- La función comercial 255 mas. En esta forma el grupo tiene más ideas que si cada uno de sus miembros trabajara en forma aislada. Sands (1979, p. 203) señala algunas de las reglas para realizar este proceso. a) La persona que funge como director de la reunión notifica a los participantes cuándo se realizará la misma, les plantea el problema que será discutido y les da varios días para que se preparen en el tema. Es conveniente evitar que entre los miembros del grupo se incluyan jefes o muchos especialistas, ya que inhiben el proceso creativo y en ocasiones tratan de dominar la reunión; sin embargo, es necesario que se escoja a personas conocidas por su habilidad creativa y para cooperar en trabajos de grupo. b) El lugar donde se realice la reunión debe ser tranquilo y adecuado para que los participantes se sientan relajados. Durante la reunión no se permite la evaluación, ya que si las diferentes ideas que van siendo propuestas por los miembros del grupo son criticadas, los participantes se colocan a la defensiva y limitan su proceso creativo. c) Se debe alentar a los participantes a pensar en grande, ya que se considera que es más fácil aprovechar y modificar las ideas descabelladas, que desarrollar una incipiente. d) Se debe promover la generación de un gran número de ideas, ya que se considera que a medida que aumenta el número, mejora la calidad de los pensamientos; por otro lado, si se aumenta el número de ideas se disminuye la tendencia a la crítica. e) Se alentará a los participantes a modificar y aprovechar las ideas de otros. Se ha observado que en muchas ocasiones estas ideas híbridas son a menudo superiores a las ideas individuales. f) La sesión se prolonga hasta que el grupo ha agotado su proceso creativo y en opinión de algunos especialistas se deberá continuar 256 Administrar para producir por unos minutos más, ya que de acuerdo a la experiencia, la fatiga actúa como catalizador en el proceso de generación de ideas. g) Cuando se ha llegado al final, las ideas se evalúan y se sintetizan. Sinergia Se conoce con este nombre a una variación de la tormenta de ideas y fue desarrollada por W. J. Gordon en 1958 de acuerdo con Sands (1979, p. 204). Según Gordon, el inventor clásico no enfrentaba el mismo tipo de problema de los inventores modernos, ya que ningún individuo posee el conocimiento y experiencia multidisciplinario requerido para producir un invento en la actualidad, y por lo tanto el trabajo en grupo es una necesidad. Listado de atributos Según Sands (1979, p. 206) en la sinergia el pensamiento avanza de lo general a lo específico hasta llegar a una solución; en el listado de atributos se trabaja exclusivamente con aspectos específicos y se analizan o dividen los productos existentes en combinaciones de partes, calidades o atributos determinados, buscando modificar uno o más de los elementos para mejorar el conjunto en su totalidad. Como ejemplo de aplicaciones de esta técnica, Sands (1979, p. 206) nos dice que: Un destornillador; mediante esta técnica podría ser separado en las partes siguientes: l. Una espiga de sección circular fabricada de acero. 2. Un mango de madera unido a la espiga. 3. La otra terminal de la espiga, aplanada, para introducirse en la ranura de un tornillo. La función comercial 257 4. Operado a mano. 5. El par motor suministrado manualmente por un movimiento de torsión. Cada uno de estos atributos puede ser modificado para mejorar la eficiencia del conjunto. La espiga circular se puede hacer hexagonal para que se acople a una llave inglesa. La energía eléctrica podría reemplazar a la energía manual y así sucesivamente. Especificaciones del producto Una vez que mediante el esfuerzo creativo se ha desarrollado el nuevo producto, se encargará a la función técnica su diseño. Para ello deberán elaborarse las especificaciones del producto y de acuerdo con Hooper (1970, pp. 8-31) éstas deben de incluir: a) La función que el producto desempeñará. b) Las condiciones ambientales en las cuales se espera que operará. c) La vida útil esperada. d) El periodo de garantía. e) Las normas de funcionamiento y operación que debe cumplir. f) Los factores de seguridad requeridos. g) El precio de venta de acuerdo con los volúmenes de producción estimados. h) El costo de producción esperado para justificar la inversión estimada. 258 Administrar para producir i) Las fechas en que se necesita contar con el producto para su venta, ya sea para contrarrestar la amenaza de la competencia, capitalizar la inversión o aprovechar una innovación. j) Los dispositivos especiales de servicio que deberán ser incorporados. k) La estandarización e intercambiabilidad deseada. l) Los dispositivos especiales que deben ser explotados. m) La identificación o marca del producto así como la de la compañía. n) Las especificaciones del empaque. Publicidad y promoción de ventas Ferrer (1966, p. 19) nos dice: Sucede que un producto comercial al nacer es casi como un ser humano. Hay que bautizarlo, poniéndole un nombre. Hay que vestirlo, poniéndole una etiqueta. Hay que sacarlo a la calle, enseñándole a circular. Pero, sobre todo, hay que darlo a conocer para que se destaque y triunfe. Tarea compleja que requiere habilidad y conocimiento, técnica y arte... Es lo que se llama publicidad... Las cosas existen, pero la publicidad las destaca. Si no fuera así, todas vivirían en un mismo plano, inadvertidas y sin diferenciación, carentes de relieve. El producto es la cosa en sí. La publicidad es la idea de la cosa, su imagen, para decirlo en términos profesionales. De acuerdo con Sandage (1969, p. 299) las funciones de la publicidad son: informar, persuadir y educar a los consumidores en lo tocante a productos, ideas o servicios y para realizar estas actividades tan importantes, la empresa, cualquiera que sea su tamaño y actividad necesita crear dentro de su estructura, un órgano que se encargue de coordinar y realizar las mismas. Sin embargo, lo ante- La función comercial 259 rior que siempre deberá realizarse dependerá de las circunstancias particulares de cada organización. Las empresas dedicadas a la producción y venta de grandes volúmenes de artículos de consumo cuentan con departamentos dedicados a esta importante actividad, ya que requieren realizar una distribución masiva de sus productos, la cual sólo es posible lograr si la publicidad y la promoción de ventas también son realizadas en forma similar. Por el contrario, cuando el producto que elabora y vende la empresa es un bien de capital o que tiene una aplicación industrial o comercial más limitada, no tendría sentido realizar sistemáticamente una publicidad como la mencionada en el primer caso, y en esas condiciones tendrá que ser más selectiva y dirigida exclusivamente a los consumidores de su mercado en particular. Es importante que la planeación de la estrategia correcta, así como su realización y control, sean encomendados a un profesional de la materia. En ocasiones lo más aconsejable será que la publicidad sea realizada por una empresa especializada. Pero en cualquiera de los casos, lo importante es que la actividad se realice, y además en forma eficiente y eficaz, ya que de sus efectos dependerá que los pronósticos de ventas se cumplan y que la organización cuente con el flujo de recursos económicos previsto para lograr su sano crecimiento. Elementos de la promoción La publicidad es uno de los cuatro elementos que de acuerdo con el criterio de Kotler (1980, p. 467), constituyen lo que se conoce como promoción de ventas, ya que lo que se busca con el empleo de cada uno de ellos, ya sea en forma individual o combinada, es lograr un aumento en el volumen de las ventas. Brevemente se describe lo que se entiende por cada uno de estos elementos, de acuerdo con dicho autor. 260 Administrar para producir “Publicidad: cualquier forma pagada de presentación impersonal y promoción de ideas, bienes o servicios por un patrocinador identificado.” Por ejemplo: anuncios en diarios y revistas; en cines, radio y televisión; cartas enviadas por correo, cartulinas en servicios públicos de transporte; pequeños regalos como encendedores, llaveros, calendarios, cerillos, etcétera. “Venta personal: exposición verbal, en una conversación con uno o más posibles compradores con el propósito de efectuar ventas.” Se refiere a todas aquellas relaciones de tipo personal que se establecen con el objetivo de realizar una promoción de la venta o la venta misma. Por ejemplo, invitaciones a comer, juntas de promoción, convenciones, visitas al cliente, atención personal, entre otras. “Propaganda: estimulación impersonal de la demanda de un producto, servicio o negocio, a base de noticias comerciales llamativas sobre él en un medio publicado, o mediante la presentación favorable del mismo en radio, televisión o cine que no es pagada por el patrocinador.” Generalmente este tipo de promoción tiene el propósito de crear una imagen favorable de la empresa entre el público receptor del mensaje, y cae muchas veces dentro del ámbito de las relaciones públicas. “Promoción de ventas: incentivos proporcionados en un corto plazo con el objetivo de estimular la compra o venta de un producto o servicio.” Ejemplos de estas actividades son las baratas u ofertas, concursos donde se dan premios, regalos de muestras, descuentos o demostraciones. La función comercial 261 Para la utilización de todas estas técnicas es necesario que se consulte la Ley Federal del Consumidor, ya que existen restricciones legales que deberán ser tomadas en cuenta al momento de planear y realizar las diferentes actividades que constituyan el plan y si estos lineamientos no se respetan se corre el peligro de incurrir en las sanciones que la misma Ley establece. Para tal fin es conveniente consultar el capítulo segundo de dicha Ley en donde concretamente se regulan la publicidad y las garantías y faculta de acuerdo con el artículo 6º a la Secretaría de Industria y Comercio para: I. Obligar, respecto de aquellos productos que estime pertinente, a que se indique verazmente en los mismos o en sus envolturas, etiquetas, empaques o envases, o en su publicidad en términos comprensibles, los materiales, elementos, sustancias o ingredientes de que estén hechos o los constituyan, así como su peso, propiedad o características y las instrucciones para el uso normal y conservación del producto. II. Fijar las normas y procedimientos a que se someterán las garantías de los productos y servicios, para asegurar su eficacia, salvo que estén sujetos a la inspección y vigilancia de otra Dependencia del Ejecutivo Federal en cuyo caso ésta ejercerá la presente atribución. III. Ordenar se hagan las modificaciones procedentes a los sistemas de venta de cualquier tipo de bienes o a los de arrendamiento de bienes muebles para evitar prácticas engañosas o trato inequitativo al consumidor. Igual atribución tendrán las dependencias competentes en materia de prestación de servicios. IV. Determinar qué productos deberán ostentar el precio de fábrica... Control del servicio Uno de los objetivos más importantes que debe proponerse una empresa es tener clientes satisfechos. Personas que recomienden su 262 Administrar para producir producto o servicio a familiares y amigos y que seguirán siendo clientes de la empresa porque han recibido cien centavos de satisfacción a cambio de cada peso que han pagado por el mismo. Como se indicó al principio de este capítulo, la empresa debe establecerse teniendo como punto de partida al cliente para satisfacer necesidades específicas del mercado. Y si se acepta lo anterior, resulta paradójico que una vez que se ha logrado mediante la publicidad y promoción de ventas atraer a los clientes al negocio, y se les ha convencido que nuestro producto o servicio es lo que ellos estaban necesitando, se desperdicie todo ese esfuerzo vendiéndole productos que no contienen los atributos que les hemos dicho que poseen. Existen circunstancias, debido a las cuales en ocasiones es imposible lograr que las cosas sean perfectas y que nunca fallen, pero es una obligación de toda empresa seria responder por la calidad de los productos y servicios que proporciona. Los productos que adquirimos cotidianamente la mayor parte de las veces, no se compran por el producto en sí, sino por el servicio que esperamos recibir de los mismos. Se adquiere un automóvil por el servicio de transporte que nos proporciona; compramos un traje por el abrigo y la presentación que nos brinda; acudimos a un restaurante y no a otro porque pensamos que la calidad de los alimentos y satisfacción que vamos a recibir es superior, y así podríamos seguir mencionando ejemplos indefinidamente. ¿Y qué es lo que ocurre en la realidad? Una vez que hemos pagado y aceptado las condiciones del vendedor, la empresa se lava las manos y comienza a buscar a otro cliente a quien volver a engañar. Son contadas las empresas que siguen respaldando su producto para que continúe proporcionando el servicio que se espera de él durante la vida útil del mismo. Y parece que ésta es nuestra característica como comerciantes a nivel nacional. Recuerdo aquel caso tan sonado, cuando vendimos fresas de Irapuato a algún país europeo y no se le surtieron ni con la calidad de las mues- La función comercial 263 tras y con kilogramos de sólo ochocientos gramos; y lo peor del asunto es que esto ocurre cotidianamente en todos los niveles y en todas las actividades comerciales a nivel nacional. Una empresa que desea mantener y acrecentar su clientela, debe responsabilizarse por proporcionar en forma continua el servicio de mantenimiento necesario, con el fin de lograr que los productos que vende sean reparados oportuna, económica y eficientemente cuando han dejado de funcionar en forma satisfactoria. Este servicio puede proporcionarlo la propia empresa o mediante una serie de concesionarios autorizados, pero en cualquiera de los casos, nunca se deberá perder el control. Además de las ventajas económicas y comerciales que esto puede representar para la empresa, se tienen otras más, ya que mediante estadísticas del número y tipo de fallas, incidencia de partes defectuosas, condiciones de operación, costo de las reparaciones, etc., la empresa dispone de una valiosa fuente de información para mejorar y corregir el diseño de sus productos, métodos de manufactura y cambio de materiales, que le permitirán desarrollar nuevos productos y eliminar otros, reducir sus costos, ampliar sus mercados y aumentar sus utilidades. CAPÍTULO 9 FUNCIONES FINANCIERAS, DE CONTABILIDAD Y DE REGISTRO DE INFORMACIÓN Generalmente cuando se crea una empresa o negocio, mediano o pequeño, el propietario es una persona que tiene cierto conocimiento o idea aproximada de la naturaleza de éste, ya sea porque anteriormente trabajó como empleado en una institución similar o porque por alguna razón ha estado relacionado con un negocio parecido y por este motivo se siente capaz de emprender una aventura como la que implica crear una empresa. Sin embargo, para iniciar el negocio se requieren además de los conocimientos, el capital necesario para realizar las inversiones iniciales en trámites y permisos oficiales, instalaciones, mobiliario, equipo de oficina, maquinaria y herramienta. En ocasiones, el empresario cuenta con los recursos económicos suficientes para realizar todos estos gastos de instalación por su cuenta. En otros casos requiere de capital adicional, y haciendo gala de un optimismo contagioso convence a amigos o familiares para que aportando una cierta cantidad se conviertan en socios de la nueva empresa. Independientemente del régimen jurídico que adopten, y ya sea que protocolicen ante un notario público su decisión o no, la realidad es que muchas empresas que conocemos hoy día, tuvieron un origen parecido al que se está describiendo. Algunas tienen éxito y prosperan con el tiempo, muchas más desafortunadamente no sobreviven porque, entre las consideraciones iniciales, el propietario olvidó incluir el llamado capital de trabajo o gastos de operación necesarios para operar el negocio durante los primeros meses de vida. 265 266 Administrar para producir En efecto, se requiere dinero para adquirir mercancías, materias primas, sueldos del personal, créditos que los compradores solicitarán, gastos en publicidad, energía eléctrica, combustibles y teléfonos; en fin, todas aquellas erogaciones que necesariamente se deben de realizar mientras el negocio empieza a generar los ingresos y utilidades que se esperan del mismo. Recuerdo el caso de una fábrica de muebles que instalaron tres amigos. Conocían con precisión el proceso de producción necesario para tal fin, ya que habían trabajado durante varios años en empresas similares y desde el punto de vista técnico no tenían problemas. Estimaron la cuantía de la inversión en maquinaria y equipo, renta y adaptación del local; compraron la herramienta y contrataron al personal obrero, adquirieron una cierta cantidad de materia prima y comenzaron a producir. La aventura no duró más de ocho meses, debido a que por desconocimiento del mercado no contaron con que los dueños de las mueblerías a las que les vendían, no les pagaban de contado y les pedían plazos de 90 días. Al principio recurrieron a préstamos de amigos y conocidos para adquirir la materia prima que requerían y para pagar al personal; desafortunadamente para ellos, llegó un momento en que esta fuente de financiamiento se agotó, y tuvieron que cerrar el negocio regresando a trabajar como empleados. En algún momento tuvieron oportunidad de obtener un crédito bancario, pero como apenas se iniciaban y carecían de los servicios de un contador, no disponían de los estados financieros necesarios para convencer a inversionistas o prestamistas que su negocio era todo lo rentable que ellos pensaban. El ejemplo descrito nos deja algunas enseñanzas, ya que la creación de un negocio requiere de un estudio cuidadoso de las características, así como de la elaboración completa de un proyecto siguiendo los lineamientos indicados en el capítulo 13. En otras palabras, se deben estudiar los aspectos comerciales y los aspectos técnicos y como resultado se realizan los estudios financieros y económicos que permiten decidir por anticipado si el negocio en realidad es rentable o no. Funciones financieras, de contabilidad y de registro de información 267 Diferencia entre finanzas y contabilidad L. Gitman (1978, p. 6) presenta el caso de un fabricante que a pesar de tener utilidades crecientes como resultado de un volumen cada vez mayor de las ventas efectuadas, en poco tiempo va a la quiebra por carecer de efectivo para liquidar sus deudas y como consecuencia de un aumento desproporcionado de sus inventarios y sus cuentas por cobrar (créditos otorgados a sus clientes). Al respecto L. Gitman (1978, p. 6) dice: El contador, cuya función primordial es producir y suministrar información para medir el funcionamiento de la empresa y el pago de impuestos, difiere del administrador financiero en la forma en que considera los fondos de la empresa, ya que este último se ocupa de mantener la solvencia de la empresa, obteniendo los flujos de caja necesarios para satisfacer las obligaciones y adquirir los activos fijos y circulantes necesarios para lograr los objetivos de la empresa. Al igual que las demás funciones que se realizan en una empresa, la importancia de la función de contabilidad y registro de información, así como de la función financiera, es primordial. Es difícil imaginarse una institución que pueda existir y operar eficientemente si estas dos funciones, íntimamente relacionadas, no se ejecutan o no se ejecutan bien. Según Korn y Boyd (1979, p. 3): La contabilidad es la técnica de registrar, clasificar y resumir en forma significativa y en términos monetarios, las operaciones y eventos que son (al menos en parte) de carácter financiero e interpretar los resultados de dichas transacciones. Por su parte Kohler (1979, p. 253), define a las finanzas como: La teoría y la práctica en que se basan los tratos mercantiles, incluyendo la especulación en dinero y su inversión: el campo de operaciones de los bancos comerciales y los inversionistas, así como de los mercados de valores y de productos comerciales, de los corredores y de los comerciantes. 268 Administrar para producir Sin el empleo adecuado de las técnicas modernas que al administrador de una empresa proporcionan estas dos disciplinas, es prácticamente imposible lograr una administración eficaz y eficiente, y la deficiencia de su empleo es una de las causas más conocidas del fracaso de las organizaciones. Causas de fracaso de las organizaciones Abdelsamab y Kinding (1979, p. 34) señalan que entre las causas de fracaso de las pequeñas empresas se encuentran, además de un director inadecuado, el nepotismo, incapacidad para delegar, negligencia para formar colaboradores, incapacidad para reconocer la naturaleza del propio negocio, subestimación de los efectos económicos y otras causas de diferente naturaleza, catorce más que son de índole financiera y que por su importancia se transcriben a continuación: a) Insuficiencia del capital inicial. b) Escasez de capital para el crecimiento y la expansión. c) Dependencia del endeudamiento. d) Deficiente planeamiento financiero. e) Deficiente administración de fondos. f) Preferencia por el volumen de la inversión, a expensas de su rendimiento. g) Descuido de la relación riesgo-rendimiento. h) Excesiva extracción de fondos de la empresa. i) Confusión entre ingresos de caja y ganancia neta. j) Malas relaciones con la banca. k) Excesiva liberalidad en el otorgamiento de créditos. l) Deficiente sistema de facturación. m) Manejo inadecuado de las cuentas a pagar. n) Deficiente sistema contable. Aunque el trabajo de los autores mencionados se refiere a las pequeñas empresas, podemos ver claramente que estas causas, si se descuidan, también tienen efectos negativos en las grandes empresas y en organizaciones de mayor jerarquía. Funciones financieras, de contabilidad y de registro de información 269 Importancia de la contabilidad En épocas no muy lejanas, el hombre de negocios que decidía establecer una empresa, confiaba en su experiencia e intuición para lanzarse a la aventura de hacer dinero. Y dado que las complicaciones no eran muchas, él mismo tenía en ocasiones toda la información que se requería para adoptar las decisiones que las diferentes situaciones demandaban. Sin embargo, a medida que la empresa crece en magnitud y además se diversifica, el número y naturaleza de las operaciones aumenta en forma considerable y es ya imposible confiar a la memoria el registro de todos los datos, transacciones, ingresos, gastos, etc., que cotidianamente se realizan en una empresa, por pequeña que ésta sea; y en estas condiciones es indispensable llevar un registro escrito de las operaciones más significativas. Para complicar aún más el problema, el número de trámites y obligaciones que la empresa debe satisfacer ante autoridades fiscales, del trabajo, de instituciones de seguridad social y de otro tipo, se han multiplicado con el transcurso de los años; por lo que el empresario ya no puede, ni debe, realizar por sí mismo todo ese trabajo, que además requiere de la aplicación de conocimientos técnicos especializados. Estas circunstancias deben dar origen a la creación de un departamento dentro de la empresa que se encargue de la recopilación, clasificación, interpretación y análisis de toda la información contable que necesita una empresa de nuestros días, sujeto todo este proceso a lo que los técnicos en la materia llaman principios de contabilidad generalmente aceptados. Como consecuencia del crecimiento de la propia organización, así como de las múltiples interrelaciones económicas que se han establecido en el entorno económico, político y social en que la empresa opera, esta función contable se diversifica y crece para llegar a formar parte de una función más compleja, que en la actualidad conocemos como la función financiera. 270 Administrar para producir En efecto, la información económica contenida en los documentos financieros originalmente elaborados por los contadores: estado de pérdidas y ganancias, balance general, estado de origen y aplicación de recursos es fundamental para la adecuada adopción de decisiones de todo tipo en una empresa moderna, independientemente del tamaño que tenga, es decir pequeña, mediana o grande. Cuando se cuenta con información financiera, confiable y precisa, se facilita la elaboración de presupuestos, la obtención de créditos, la decisión de nuevas inversiones, la obtención de capitales, la determinación de metas específicas para ejercicios futuros, la medición de la eficiencia y efectividad con que los diferentes departamentos de la empresa están operando, las necesidades de efectivo, etcétera. La creación de una gerencia, dirección o departamento de finanzas en una empresa moderna y bien administrada no es de ninguna manera un lujo que sólo las grandes corporaciones se pueden permitir. Por el contrario, es una absoluta necesidad si es que la empresa, independientemente de su magnitud, quiere crecer y prosperar en el mundo tan complejo de nuestros días. Desde luego que igual que sucede con las otras funciones en la organización, el tamaño del órgano responsable de realizar esta función dependerá de la naturaleza y magnitud de la empresa en su conjunto, y serán las necesidades particulares las que determinen la cantidad y calidad de los recursos humanos y materiales que la integren, así como la estructura orgánica que se adopte. Organización de finanzas Se mencionó en párrafos anteriores que el departamento de contabilidad forma parte de la función de finanzas, pero ¿cuáles son las otras subfunciones que integran a esta función? No existe una respuesta única para esta interrogante, ya que como se ha señalado en otros capítulos, la organización de cada función en cada empresa en particular, se realiza en forma diferen- Funciones financieras, de contabilidad y de registro de información 271 te, de acuerdo con las necesidades, gustos, caprichos o conocimientos del dueño o ejecutivo responsable de la organización en su conjunto. Sin embargo, existen ciertos modelos de organización que han probado ser más eficientes que otros. A continuación transcribimos lo que opina al respecto G. Chamberlin (1970, pp. 9-3): La función financiera proporciona y mantiene el capital o recursos financieros y provee un sistema de medición y control para la administración de la empresa. Tradicionalmente, ésos han sido respectivamente los objetivos generales de las funciones de tesorería, de contabilidad y contraloría... Aunque los principios que condujeron en el pasado a estructurar este trabajo en componentes separados a cargo de un tesorero y un contralor aún son válidos, existe una tendencia creciente a asignar toda la responsabilidad financiera a un ejecutivo de finanzas de alto nivel. La función financiera incluye dos diferentes y distintas clases de trabajo, directo e indirecto. Trabajos tales como pagar cuentas, otorgar créditos, recibir efectivo y comprar seguros producen resultados directos por la acción del trabajo mismo. Actividades tales como las de contabilidad, análisis de costos, proceso de datos y preparación de presupuestos son vitales en la administración de un negocio, pero el producto del trabajo lo constituyen reportes y mediciones que forman la base para la acción por parte de la administración general u otras funciones, más que una acción directa por sí mismas sobre el negocio... Apoyados en el principio de estructurar actividades similares y de la misma naturaleza bajo el mismo responsable, ha resultado en asignar el trabajo directo al tesorero. Las actividades de reporte y medición por el contrario, han sido asignadas al contralor. De acuerdo con los principios descritos por Chamberlin (1970, pp. 9-4), se presentan las diferentes subfunciones que integran a la función de finanzas como se muestra en el organigrama de la figura 9.1. Responsabilidades de contraloría Congruente con la división anterior, R. Drake (1971, p. 10) señala que las principales actividades de la contraloría son las siguientes: 272 Administrar para producir Planeación y control “A fin de establecer, coordinar y administrar como parte integral de la administración un plan adecuado para el control de las operaciones.” Se ha insistido, a lo largo de este trabajo, en la necesidad de planear todas las actividades que se realizan en la organización, y recordemos que los instrumentos de la planeación están constituidos por los planes, programas, políticas, presupuestos y procedimientos. Sin estas herramientas administrativas es imposible realizar el control, ya que se desconocería cuál es la norma establecida, cuáles son los volúmenes de producción fijados, cuáles son las utilidades deseadas, etc. Sólo cuando se sabe hacia dónde es que uno debe dirigirse, es posible determinar si se está avanzando en la dirección correcta y adoptar las decisiones adecuadas para corregir el rumbo en caso de existir desviaciones. Por lo tanto, la elaboración y consolidación de los pronósticos de ventas, con los programas de producción y los objetivos de utilidades, convertidos en presupuestos concretos de gastos, o de ingresos, para la organización en su conjunto y para las diferentes unidades que la integran será una de las responsabilidades fundamentales de esta gerencia. Sólo contando con estos importantes documentos, contraloría estará en condiciones de efectuar su labor de control, proporcionando oportunamente a todos los administradores de la empresa, la información necesaria para que puedan adoptar las decisiones y correcciones que se requieran en sus respectivas áreas de responsabilidad. Información e interpretación A fin de comparar actividades reales con planes de operación y con los patrones establecidos, así como informar e interpretar los resultados de las operaciones de todos los niveles administrativos, y a los propietarios de la empresa. Funciones financieras, de contabilidad y de registro de información 273 Esta función incluye: — Determinación de políticas contables. — Coordinación de sistemas y procedimientos. — Preparación de informes rutinarios. — Preparación de informes especiales. Esta responsabilidad corresponde, de acuerdo con el organigrama de la figura 9.1, a los departamentos de contabilidad y de proceso de datos. La determinación de las cuentas y registros necesarios para contabilizar todas las transacciones que se realizan continuamente en la empresa, de acuerdo con los principios generalmente aceptados de contabilidad es algo fundamental para el desarrollo normal de las actividades. Establecer los procedimientos y formatos para el registro diario, semanal o mensual, según sea el caso de los saldos y movimientos en las cuentas de caja, bancos, clientes, proveedores, inventarios de materias primas, producción en proceso y productos terminados; maquinaria, herramientas y refacciones, cuentas por pagar, acreedores y deudores diversos, intereses, sueldos y salarios, comisiones, documentos por cobrar, impuestos, acciones y valores, facturación, préstamos a corto y a largo plazo, inversiones, depreciaciones, etc., los cuales debidamente ordenados y clasificados permiten llevar al día los libros oficiales tales como: el diario general, mayor general, diario de ventas, diario de compras, inventarios y balances, inversiones y depreciaciones que constituyen el antecedente necesario para elaborar los estados financieros de la organización, mismos que permiten conocer mediante un análisis posterior, cuál es el estado que guarda desde un punto de vista económico la organización; como es fácil comprender es una verdadera necesidad, cuya satisfacción corresponde a la gerencia de contabilidad. Todos los conceptos contables son registrados en valores monetarios y, por lo tanto, es imposible conocer mediante el estudio de los estados financieros, muchos otros conceptos estadísticos que también describen la situación que guarda la empresa; conceptos C o n t r • Análisis financieros • Presupuestos • Costos de administración y distribución a o r í a • Comunicaciones T e • Cobranza • Crédito Crédito y cobranzas FIGURA 9.1. Organigrama típico de la función de finanzas l • Auditoría interna • Impuestos • Planes de beneficio • Nóminas • Proceso de datos • Cuentas por pagar • Control de tiempos • Programación • Facturación • Costos de manufactura • Sistemas y procedimientos Sistemas y proceso de datos • Contabilidad general Contabilidad • Costos de ingeniería y desarrollo Costos y presupuestos Gerencia de finanzas s o r e r í a • Relaciones con accionistas • Relaciones financieras • Seguros • Bancos • Cobros • Pagos • Administración de caja Tesorería 274 Administrar para producir Funciones financieras, de contabilidad y de registro de información 275 tales como la calidad de la materia prima, calidad del producto terminado, rotación del personal, desperdicios, ausentismo del personal y accidentes de trabajo, requieren de un registro y análisis estadístico por separado, cuya responsabilidad deberá ser asignada a otra sección o departamento de la propia empresa. Análisis de los estados financieros Ahora bien, la utilidad de la elaboración de los estados financieros y los registros estadísticos no consiste únicamente, como se indicó en párrafos anteriores, en que sirvan como medio de reporte. Su verdadero valor radica en que las cifras correspondientes a los diferentes conceptos pueden y deben de ser utilizadas para diagnosticar y pronosticar qué es lo que con seguridad ocurrirá si no se adoptan medidas correctivas, para señalar errores y aciertos, para determinar tendencias, para calcular índices, para comparar la actuación de diferentes departamentos dentro de una misma empresa o diferentes empresas entre sí, o para conocer el comportamiento de una empresa con relación al sector industrial o comercial en que ésta opera. Entre las diferentes técnicas de análisis de los estados financieros, se cuenta con la conocida por el nombre de razones financieras, que consiste en relacionar entre sí, mediante cocientes, los valores correspondientes a diferentes conceptos que aparecen en el balance, los estados de pérdidas y ganancias, etcétera. Philippatos (1979, p. 383), indica que las razones financieras se clasifican por lo general en cuatro categorías: a) Razones de liquidez: que abarcan un grupo de medidas que muestran la capacidad de la empresa para cubrir sus pasivos a corto plazo en la fecha de vencimiento, y entre las cuales se tienen las siguientes: • Razón circulante: que es una medida de convertibilidad de activos circulantes en efectivo para el pago de pasivos circulantes. 276 Administrar para producir Activo circulante Pasivo circulante = • Razón de prueba ácida o razón de rapidez: que al eliminar los inventarios de los activos circulantes totales, proporciona una medida más adecuada de la liquidez de la empresa. Activos circulantes-inventarios Pasivo circulante = • Razón de periodo promedio de cobranza: que se refiere al número o promedio de días calendario durante los cuales las cuentas por cobrar de la empresa están pendientes de cobro. (Cuentas por cobrar) (Días en el año) (Ventas anuales a crédito) = En forma parecida se calculan otras razones tales como: la razón de rotación de cuentas por cobrar, la antigüedad de cuentas por cobrar, la antigüedad de las cuentas por pagar, etcétera. b) Razones de endeudamiento o razones de palanca financiera: que permiten medir la contribución de los propietarios de la empresa frente a los fondos proporcionados por los acreedores y entre las cuales se tienen: razón de endeudamiento, razón de pasivo a largo plazo a capitalización total, razón de capital contable a pasivo. c) Razones de productividad: que se subdividen en razones que estiman la productividad de las ventas y razones que miden la productividad de los esfuerzos de inversión de la empresa. d) Razones de cobertura: que comprenden un grupo de medidas generales y específicas establecidas para juzgar la capacidad de la empresa al pagar los cargos por intereses sobre sus diversas deudas, así como el reembolso del capital sobre estas obligaciones. Funciones financieras, de contabilidad y de registro de información 277 Con el análisis e interpretación de la información contable y de otra naturaleza que se elabora, la contraloría está en posibilidad de cumplir las otras responsabilidades que de acuerdo con Drake (1971, p. 10) le corresponden: Crítica y consultoría: “Para consultar con todos los ejecutivos responsables en relación a cualquier fase de las operaciones de la empresa en cuanto a logro de objetivos, efectividad de las políticas, estructura administrativa y procedimientos.“ Ésta es la verdadera labor de control. Si los resultados obtenidos, que son conocidos mediante las cifras y valores que los representan, no corresponden a aquellas cifras que se indicaban en los programas y presupuestos es porque algo falló. Y se debe analizar para cada uno de los departamentos de la empresa cuáles son las causas por las que no se logró lo esperado. Quizá los objetivos eran demasiado ambiciosos o la organización no fue la adecuada, o las políticas no fueron debidamente interpretadas y aplicadas, entre otros. En fin, con esta información, la gerencia general y los ejecutivos de todas las áreas se encuentran en posibilidad de adoptar las decisiones que procedan para corregir el rumbo, determinar nuevos objetivos, formular nuevos planes, modificar la estructura de la organización, etcétera. Administración de impuestos “A fin de establecer y administrar políticas y procedimientos de tipo fiscal, como políticas de depreciación y su impacto fiscal, etcétera.” Ésta constituye una de las mayores responsabilidades de toda organización. Al igual que las personas físicas que realizan activi- 278 Administrar para producir dades económicas, las personas morales (empresas) tienen, por el solo hecho de serlo, obligaciones fiscales qué cumplir y cuya omisión puede originar graves contratiempos para la vida misma de la organización. Desde el momento mismo de su creación, la empresa para poder operar debe cumplir toda una serie de trámites y obligaciones ante las autoridades de la Secretaría de Hacienda y Crédito Público, Secretaría de Programación y Presupuesto, Instituto Mexicano del Seguro Social, Departamento del Distrito Federal o entidad federativa en que opere la empresa, autoridades sanitarias, autoridades laborales, etcétera. Por otro lado, es responsable de retener y pagar a las autoridades fiscales los impuestos sobre productos del trabajo de sus empleados, cubrir cuotas de seguridad social a instituciones tales como el IMSS e Infonavit, efectuar retenciones de pagos al Fonacot que correspondan a los trabajadores, realizar los pagos del impuesto al valor agregado, el impuesto al ingreso global de las empresas e impuestos prediales. Estas disposiciones fiscales cambian continuamente, y por lo tanto, la gerencia de finanzas debe tener actualizados los reglamentos correspondientes a cada año fiscal para estar en condiciones de cumplir oportunamente sus obligaciones. Protección de activos “Para proteger los activos de la empresa por medio de procedimientos de control interno, auditoría interna y control sobre bienes asegurados.” Estudios económicos “Con el fin de evaluar las fuerzas de tipo económico y social, la influencia gubernamental y legal así como la interpretación de los efectos en la empresa.” Funciones financieras, de contabilidad y de registro de información 279 Responsabilidades de tesorería Está fuera de toda duda la importancia que tiene, para cualquier institución, la adecuada administración de los fondos económicos. En efecto, éstos deben de ser honestos e inteligentemente utilizados para lograr el crecimiento y continuidad de las operaciones, ya que las deficiencias en el manejo de los recursos financieros es considerada como una de las causas más frecuentes de fracaso de las empresas. Además debe considerarse que la empresa, por lo general, no utiliza exclusivamente los recursos económicos que pertenecen al propietario y que a menudo emplea fondos de acreedores diversos, por los cuales paga intereses, por lo que deben extremarse las medidas de control en forma tal que el empleo de estos recursos ajenos no resulte contraproducente para los intereses de la institución. La responsabilidad de esta administración de los fondos corresponde al tesorero de la empresa. Según V. Paniagua (1976, p. 8), el Instituto Mexicano de Ejecutivos de Finanzas, A.C., considera que las responsabilidades del tesorero son las siguientes: a) Obtención de capital. Establecer y ejecutar programas para la obtención del capital requerido por la entidad, incluyendo las negociaciones para lograr el mismo y el mantenimiento de los convenios financieros necesarios. b) Crédito y cobranzas. Dirigir el otorgamiento del crédito y cobranza de las cuentas a favor de la entidad, incluyendo la supervisión de los arreglos especiales requeridos para el financiamiento de las ventas. c) Custodia. Recibir, custodiar y desembolsar el efectivo y los valores de la entidad y ser responsable del aspecto financiero de las transacciones con bienes raíces. 280 Administrar para producir d) Inversiones. Invertir los fondos de la entidad según se requiere, establecer y coordinar la política para la inversión de fideicomisos, pensiones y otros planes similares. e) Financiamiento a corto plazo. Mantener las fuentes adecuadas de préstamos a corto plazo con instituciones de crédito. f) Relaciones con inversionistas. Establecer y mantener un mercado adecuado para los valores de la entidad y, en relación con ello, mantener los contactos necesarios con los banqueros, inversionistas, analistas financieros y accionistas. g) Seguros. Garantizar una cobertura adecuada en esta área. Seguridad El tesorero además de ser un ejecutivo de finanzas es un ejecutivo que realiza funciones de seguridad, ya que en la anterior descripción de responsabilidades se relacionan de alguna manera con el objetivo de lograr la supervivencia de la empresa y la continuidad de sus operaciones mediante una protección adecuada de sus activos. Lo anterior se complementa con las funciones de seguridad descritas en el capítulo 10, en donde específicamente se describirán las acciones más importantes que es necesario realizar para garantizar la integridad física y salud de los trabajadores de la institución. Ahora bien, desde un punto de vista específico, en referencia a la contratación de seguros que cubran los efectos de diferentes riesgos que potencialmente pudieran afectar la marcha de la institución, es necesario consultar con un buen agente de seguros, que determinará de acuerdo con el tesorero cuáles deberán ser los más convenientes. Funciones financieras, de contabilidad y de registro de información 281 Según L. Rodríguez (1980, p. 124), los principales riesgos que afectan a una empresa y para los cuales deberá contratarse un seguro, son los siguientes: • Seguros contra incendio, explosión, disturbios civiles, desastres naturales, etcétera. • Seguros contra robos y fraudes. • Seguros contra pérdidas originadas por la suspensión temporal de las actividades, como consecuencia de siniestros. • Seguros de vida. • Seguro para los vehículos propiedad de la empresa. • Seguros de responsabilidad civil. Análisis del punto de equilibrio Uno de los principales objetivos de toda organización industrial, comercial, agropecuaria o en general de tipo mercantil, lo constituye la obtención de utilidades, mismas que si son suficientes y son juiciosamente reinvertidas, permiten el sano crecimiento de la organización. Según Macías (1980, p. 147) “La utilidad máxima no está en función de un por ciento sobre el capital contable, del activo total u otra base similar; sino que está en función y guarda estrecha relación, con la capacidad práctica de operación de una empresa.” Todas las organizaciones para producir los bienes y servicios que al ser vendidos generarán los ingresos por ventas correspondientes necesitan realizar toda una serie de gastos de diferente naturaleza. La diferencia entre los ingresos por ventas y esos gastos, es lo que constituyen las utilidades. 282 Administrar para producir Esta situación podría establecerse en la forma siguiente: Utilidades brutas = Ingresos por ventas − Costos totales (9.1) Lógicamente, mientras mayores sean los ingresos por ventas y menores los costos totales, las utilidades brutas serán mayores y al restar de éstas los impuestos correspondientes, las utilidades netas también lo serán. Por lo tanto, una de las preocupaciones de todo empresario inteligente deberá consistir en mantener al mínimo razonable los costos totales. Estos costos totales están constituidos por toda una serie de conceptos de diferentes características. Unos se mantienen relativamente constantes, independientemente del volumen de producción, en tanto que otros costos varían directamente con el número de unidades producidas. Podemos expresar lo anterior en la forma siguiente: Costos totales = Costos fijos + Costos variables (9.2) Clasificación de los costos Wright, según Martin (1979, p. 660) nos dice: “El costo directo de un producto determinado lo constituye el desembolso, realizado o a realizar, para producirlo y ponerlo en venta; ese gasto naturalmente no se habría generado si el producto no se hubiera fabricado.” Boulding de acuerdo con Martin (1979, p. 660) nos dice: “El costo total fijo es la parte del costo total en que habrá de incurrirse aunque no hubiese salida de productos. El costo total directo es la parte del costo total que depende del volumen de producción.” Después de analizar otras definiciones de diferentes autores, Martin (1979, p. 661) resume algunas características de los costos directos: Funciones financieras, de contabilidad y de registro de información 283 a) La asignabilidad específica de los costos, independientemente de que éstos sean fijos o variables en relación a un producto o servicio; b) Tener cierta relación con el número de unidades producidas; c) Reducirse a cero si el producto que lo origina deja de elaborarse; d) Que los costos variables unitarios no necesariamente son constantes a distintos niveles de producción; e) No ser un costo promedio; f) Admitir en su determinación costos semifijos o semivariables. En lo que respecta a los costos variables, Backer y Jacobsen según Martin (1979, p. 663) nos dicen: Los costos de fabricación variables son los únicos costos en que se incurre de manera directa en la fabricación de un producto. Los costos fijos representan la capacidad que existe independientemente de si se fabrican o no los productos. Costos variables son los costos cuyo monto total cambia a medida que cambian los niveles de producción. A veces se les considera iguales a los costos directos. Ahora bien, la característica de variabilidad o de no variabilidad de los costos no se refiere exclusivamente a aquellos que se relacionan directamente con el proceso de producción, ya que existen otros costos relacionados con la distribución, las ventas o actividades gerenciales y de servicio que también presentan esta doble característica. Según Macías (1980, p. 151) los costos se clasifican también en “costos de producción, gastos de venta y gastos de administración” y existen costos fijos y variables de producción; costos fijos y variables de distribución y gastos de administración que generalmente son fijos. En lo que respecta a los conceptos del costo que pueden ser considerados fijos o variables, Weston y Brigham (1977, p. 49) los clasifican en la forma siguiente: 284 Administrar para producir Depreciación de planta y equipo Alquileres Costos fijos Intereses sobre la deuda Sueldos del personal de investigación Sueldos del personal ejecutivo Gastos generales de oficina Mano de obra en la fábrica Costos directos o variables Materiales Comisiones de ventas Por su parte Soto, Espejel y Martínez (1975, p. 196) clasifican los costos en la forma siguiente: a) Costos variables Costos directos de operación l. Materias primas y reactivos del proceso 2. Mano de obra de producción 3. Personal de supervisión 4. Servicios auxiliares 5. Envases 6. Mantenimiento y reparación 7. Suministros de operación 8. Regalías 9. Impuestos sobre ventas. b) Costos fijos Cargos fijos de inversión l. Depreciaciones y amortizaciones 2. Impuestos sobre la propiedad Funciones financieras, de contabilidad y de registro de información 285 3. Seguros sobre la planta 4. Rentas. Cargos fijos de operación l. Superintendencia de planta 2. Control de calidad 3. Seguridad industrial 4. Servicio al personal. Gastos generales l. Gastos administrativos 2. Gastos de distribución y ventas 3. Gastos de investigación y desarrollo 4. Gastos financieros. Utilidad del punto de equilibrio De acuerdo con lo visto en párrafos anteriores podemos observar que existen diferentes criterios para clasificar los múltiples gastos que necesariamente se requiere realizar en toda empresa u organización mercantil para el desarrollo de sus actividades normales. Y existirá de acuerdo con lo que señala la ecuación (9.1) un volumen de ventas tal, que genere ingresos que iguale a los costos totales que se efectúan para lograrlos, para el cual no existirán utilidades. Este es el llamado punto de equilibrio que se puede determinar en forma gráfica y en forma analítica. De acuerdo con Macías (1980, p. 148) la utilidad de realizar este análisis brinda los siguientes beneficios: a) Permite conocer los efectos probables que producirá sobre las ventas, costos y utilidades, un proyecto de ampliación o de reducción en la magnitud de las operaciones de una empresa. b) Es útil para comparar las utilidades probables a diversos grados de operación de una misma empresa o de varias. 286 Administrar para producir c) Permite analizar la experiencia anterior y determinar los efectos probables del pasado en las operaciones del futuro inmediato. d) Permite estudiar la contribución de los artículos principales en las pérdidas o en las ganancias de una empresa. En este caso se requiere realizar un análisis por cada artículo o grupo de productos. e) Permite conocer cuál es la contribución de cada uno de los diferentes departamentos y gerencias de una empresa a la obtención de las utilidades globales y determinar los costos en que cada uno de estos incurren. f) En general, es una herramienta de planeación que permite estudiar los efectos probables que puedan tener, sobre las utilidades, diferentes cambios realizados en las circunstancias de operación actuales. Por ejemplo aumentos o reducciones en los precios de venta, en lo sueldos, en los costos de las materias primas, aumento o reducción de volúmenes de producción, modificaciones de equipo, etcétera. Solución analítica Si consideramos que en el punto de equilibrio no existen utilidades, la ecuación (9.1) nos quedará, de acuerdo con lo expresado en la ecuación (9.2) como: Ingresos por ventas = Costos fijos + Costos variables... (9.3) Ahora bien, el lado izquierdo de esta ecuación puede ser representado gráficamente por una recta cuya ecuación es del tipo Yi = m1 x, como se muestra en la figura 9.2. En efecto, si consideramos que m1 es el precio de venta unitario y x es el número de unidades vendidas, el valor de Yi nos indicará cuáles son los ingresos por ventas para cualquier número x de unidades. Funciones financieras, de contabilidad y de registro de información 287 Por lo que respecta al lado derecho de la ecuación (9.3), que nos representa a los costos totales, podemos ver que éstos se integran de una parte de costos fijos y otra parte de costos variables que dependerá del número de unidades producidas; por esta razón podemos representar a los costos totales por la recta cuya ecuación es: yc = m2 x + b. Tal como se muestra en la figura 9.2. Ingresos o gastos en unidades monetarias En esta ecuación de la recta Yc el término b se conoce como ordenada al origen y representa a los costos fijos de la ecuación (9.3). Por otro lado si consideramos que m2 es el costo variable por unidad producida, y x el número de unidades producidas, su producto m2 x nos representará a los costos variables. S Yi = m 1 x Punto de equilibrio ili Ut da de s Yc = m2 x+b P.E. b P d ér ida s xe X x Número de unidades producidas y vendidas FIGURA 9.2. Representación gráfica de las ecuaciones de ingresos y gastos 288 Administrar para producir Por lo tanto Yi = m1 x- - - - - - - - - - - Ingresos por ventas (9.4) Yc = m2 x + b - - - - - - - - - Costos totales (9.5) En estas condiciones el problema se reduce a encontrar el valor de x para el cual los valores Yi y Yc sean iguales. Aplicando conocimientos de la geometría analítica, sabemos que igualando las ecuaciones (9.4) y (9.5) determinaremos el punto de equilibrio o de intersección de las rectas: m1x = m2x + b Despejando a x, obtendremos el valor de xe o sea el número de unidades producidas y vendidas para el cual no se tienen utilidades. xe = b para el punto de equilibrio m1 − m2 (9.6) Es importante considerar que para que esta expresión tenga sentido desde un punto de vista económico, el precio unitario deberá ser mayor que el costo unitario del producto, o sea m1 > m2. Si m1 y m2 fueran iguales, nos indicaría que se trata de rectas paralelas y no existiría punto de intersección. Si m2 > m1 el valor de xe sería negativo y no tendría sentido, ya que no es posible físicamente tener una producción negativa. Ahora bien, cuando no se dispone de los valores de m1 y m2 y sólo se conocen los valores totales del ingreso por ventas y de los costos fijos y variables, se procede en la forma siguiente: Mediante la ecuación 9.6 podemos conocer el número de unidades xe que es necesario producir y vender para absorber los gastos totales. Funciones financieras, de contabilidad y de registro de información 289 Si multiplicamos por m1 ambos miembros de la ecuación 9.6 tendremos: m1xe = m1b m1 − m2 (9.7) En la ecuación 9.7 el término m1 xe nos representa los ingresos por ventas en el punto de equilibrio, punto PE en la figura 9.2. Por lo que respecta al lado derecho de la ecuación (9.7), éste no se altera si dividimos el numerador y el denominador entre m1, obteniendo así la ecuación (9.8). Ingresos por ventas en el punto de equilibrio = b m 1− 2 m1 (9.8) Esta ecuación (9.8) no se altera si multiplicamos por x tanto el m2 numerador como el denominador del término , obteniendo: m1 Ingresos por ventas en el punto de equilibrio = b mx 1− 2 m1x (9.9) Ahora bien, el término m2x nos representa a los costos o gastos variables y el término m1x nos representa a los ingresos por ventas, para cualquier valor de x. El término b como ya se señaló representa a los costos fijos. Sustituyendo estos valores en la ecuación (9.9) tenemos: Ingresos por ventas en el punto de equilibrio = b m2 x 1− m1 x = costos fijos gastos variables 1– ingresos por ventas (9.10) 290 Administrar para producir Esta ecuación (9.10) es la conocida expresión general para el punto de equilibrio; véase Weston y Brigham (1977, p. 49) Veamos a continuación un ejemplo de aplicación de los conceptos anteriormente expuestos. Caso práctico Supongamos que una empresa manufacturera tiene una capacidad real de producción de 10 unidades por hora, considerando 20 días hábiles de trabajo por mes; la empresa producirá 10×8×240 = 19 200 unidades al año. Suponiendo que el precio de venta por unidad es de $3,000.00, sus ingresos por ventas serán $57’600,000.00 anuales. Si los costos variables de producción por unidad son: Materia prima Mano de obra Energía, regalías y otros conceptos $1,000.00 200.00 300.00 Consideraremos que los costos variables de distribución son de $500.00 por unidad, los cuales incluyen publicidad y propaganda, comisiones a vendedores e impuestos a las ventas. En lo que respecta a los costos fijos, se tienen los siguientes conceptos: Costos fijos anuales: Renta Sueldos Intereses sobre la deuda Depreciación Primas de seguros Impuestos prediales Investigación 240,000.00 5 000,000.00 2 000,000.00 1 000,000.00 500,000.00 100,000.00 2 000,000.00 Funciones financieras, de contabilidad y de registro de información Alumbrado, teléfono Gastos generales 291 100,000.00 1 060,000.00 $ 12 000,000.00 Solución gráfica En la figura 9.3 se muestra gráficamente la solución al problema de determinar el punto de equilibrio, para conocer el número de unidades producidas y vendidas con el cual la empresa no obtiene utilidades ni pérdidas. En primer lugar trazaremos la recta de ventas. Sobre el eje de las abscisas (x) localizamos el punto x = 19,200 unidades y levantamos una perpendicular al mismo hasta llegar al punto que nos representa el volumen de ventas que es de $57’600,000.00. Unimos este punto con el origen y obtenemos la recta Yi que nos representa los ingresos por ventas para todo valor de x. Yi = precio unitario × unidades vendidas m1 = $3,000.00 x = 19,200 unidades vendidas Yi = ml x = 3,000.00 × 19,200 = $57’600,000.00* *Ingresos totales para 19,200 unidades vendidas. A continuación trazaremos la recta que nos representa los costos totales de acuerdo con los datos siguientes: Yc = m2 x + b En nuestro caso: 292 Administrar para producir b = $12 000,000.00 costos fijos m2 = $2,000.00* *Costos variables unitarios de producción más costos variables unitarios de distribución. x = 19,200 unidades producidas Yc = 2,000 × 19,200 + 12 000,000.00 = $50 400,000.00* *Costos totales para 19,200 unidades producidas. Para dibujar ésta, sobre el eje de las ordenadas (y) localizamos la ordenada al origen, o sea, el valor de b = $12’000,000.00 que nos representa los costos fijos. A continuación, en el eje de las abscisas (x) localizamos el punto x = 19,200 unidades producidas. Sobre él trazamos una perpendicular al eje x hasta llegar al valor correspondiente a y = $50' 400,000.00 que nos representa los costos totales para ese valor particular de x. Unimos este punto con el punto b sobre el eje de las ordenadas y tendremos representada la recta de los costos totales Yc. En el punto de intersección de las rectas Yi e Yc (punto de equilibrio), trazamos dos líneas de puntos perpendiculares a los ejes x e y. Sobre el eje de las abscisas (x), vemos que la línea punteada lo corta en un punto cuyo valor es de 12,000 unidades; en el eje de las ordenadas (y) vemos que la línea punteada lo corta en un valor que corresponde a $36’000,000.00. Esto significa que si la empresa produce y vende 12,000 unidades al año, los costos totales igualan a los ingresos por ventas y por lo tanto la empresa no obtiene ganancias ni pérdidas, es decir, que se encuentra en el punto de equilibrio. Si produce y vende más de 12,000 unidades al año tendrá utilidades y si produce o vende menos de 12,000 unidades no alcanzará a cubrir los gastos que tiene que realizar. Funciones financieras, de contabilidad y de registro de información 293 Se puede determinar gráficamente en forma aproximada, cuál es la utilidad o pérdida para diferentes volúmenes de producción y venta, midiendo la distancia en el sentido vertical, entre los puntos correspondientes a ambas rectas. En el lado derecho de la figura 9.3 se muestran los diferentes incrementos de los costos variables, de acuerdo con los datos del problema que sirven para obtener otras rectas de costos con objeto de que se observe la forma en que los mismos se van incrementando. Solución analítica Veamos ahora cuáles serían los resultados aplicando las fórmulas (9.6) y (9.10) de acuerdo con los datos ya conocidos. b = 12’000,000.00 3,000.00 m1 = m2 = 2,000.00 xe = b 12'000,000 = = 12,000 unidades m1 − m2 3,000 − 2,000 Ingreso para 12,000 unidades vendidas Yi = m1 x = 3,000 × 12,000= $36’000,000.00 Costos totales para 12,000 unidades producidas Yc = m2 x + b Yc = 2,000 × 12,000 + 12,000 = $36’000,000.00 Suponiendo que no se tuvieran los datos de m1 y m2 y sólo se dispusiera de los datos globales para la capacidad real máxima. 5 15 12 10 20 25 30 40 36 35 45 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ = 2 + ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 1000 2000 3000 4000 5000 ○ ○ 6000 ○ 9000 10000 11000 12000 13000 14000 15000 16000 17000 18000 19000 20000 FIGURA 9-3. Gráfica del punto de equilibrio 7000 8000 19 200 000.00 9 600 000.00 12 31.2 35.04 40.8 50.4 50 = 1 57.6 W 60 57.6 55 ) ( 294 Administrar para producir S Funciones financieras, de contabilidad y de registro de información Costos fijos Costos variables Ventas 295 = $12’000,000.00 = $38’400,000.00 = $57’600,000.00 Aplicando la fórmula (9.10) tendríamos: P.E.= CF 12 ′000 , 000 12 ′000 , 000 = = ≈ 36 ′000 , 000.00 CV 38 ′400 , 000 .333 1− 1− IV 57 ′600 , 000 Comprobación: Ventas en el punto de equilibrio $36’000,000.00 Menos proporción de gastos 1b2+′000 ,000 +proyectada 3′000,000variables a ventas (.6666) utilidad m1−−2m′000 3′000 Contribución marginal 2 23’999.976.00 Menos costos fijos 12’000,000.00 12’000,024.00 ≈ 0.00 Suponiendo que quisiéramos conocer el número de unidades que necesitamos producir y vender para obtener una determinada utilidad, aplicaríamos la fórmula (9.6), modificándola en la forma siguiente: xe = Fijando una utilidad de $3’000,000.00 xe = = 15,000 unidades 296 Administrar para producir Este valor se puede comprobar en la figura 9.3. Si quisiéramos determinar el monto de las ventas globales para tener la utilidad anterior de 3’000,000.00, aplicaríamos la fórmula (9.10). Ventas = requeridas costos fi 1− cost CAPÍTULO 10 LA FUNCIÓN DE SEGURIDAD Nos dice Fayol (1969, p. 137) en lo que respecta a la función de seguridad. Su misión es proteger los bienes y las personas contra el robo, el incendio y la inundación; evitar las huelgas, los atentados y, en general, todos los obstáculos de orden social que pueden comprometer la marcha y hasta la vida de la empresa. ¡Cuánta verdad se encuentra en estas sencillas palabras!, ya que nos indican que una de las responsabilidades fundamentales de la dirección de la empresa es adoptar todas aquellas medidas necesarias para proteger los activos de la organización, tratando de garantizar la supervivencia de la misma. Nos dice un conocido aforismo que primero es ser y después la manera de ser; y si los diferentes recursos con que cuenta la empresa no se protegen debidamente, se corre el grave riesgo de que se pierdan, se deterioren o se dañen, con los consecuentes resultados adversos para el desarrollo normal de las actividades. Estos recursos con que cuenta la empresa son de diferente naturaleza: económicos, instalaciones físicas, maquinaria y equipos, materiales, patentes y tecnologías; pero fundamentalmente, recursos humanos. Recursos que ha costado tiempo y dinero reclutar, seleccionar, entrenar, capacitar y desarrollar, para que con su trabajo y esfuerzo contribuyan al logro de los objetivos de la organización y los particulares de cada individuo, uno de los cuales por supuesto es lograr la continuidad de su fuente de trabajo. Pues bien, todos los activos se encuentran expuestos a riesgos; basta en ocasiones un pequeño descuido u omisión, para que se 297 298 Administrar para producir produzca un siniestro. En ocasiones las pérdidas son únicamente materiales y en otras más las consecuencias son funestas desde el punto de vista de la pérdida de vidas humanas, pero cualquiera que sea el caso, constituyen obstáculos para el desarrollo normal de las operaciones y por lo mismo deben de ser previstos y evitados. Veamos a continuación algunos de los medios que existen para lograr esa protección de los recursos de la organización, y que todos sus miembros deben de conocer y aplicar. Higiene y seguridad industrial El ser humano, desde su nacimiento hasta su muerte, se encuentra expuesto a múltiples agentes que constituyen riesgos potenciales para su existencia; y están constituidos por accidentes y enfermedades. Afortunadamente para el hombre de nuestros días, muchas de las enfermedades que azotaron a la humanidad en épocas pasadas, han sido controladas o eliminadas dando por resultado que la esperanza de vida al nacer, en términos generales, se ha aumentado en nuestro país a una cifra entre 60 y 65 años de edad. Sin embargo, éstos son datos estadísticos que corresponden a grandes números y únicamente nos sirven para darnos idea de una situación general. Por otro lado, las estadísticas en lo relativo a la cantidad de accidentes que ocurren anualmente en nuestro país y las pérdidas consecuentes en horas-hombre que éstas representan, también son muy significativas. Los riesgos de sufrir las consecuencias de los accidentes y enfermedades que asechan al individuo se incrementan cuando éste realiza una actividad productiva y, dependiendo de las diferentes actividades económicas, los riesgos potenciales también varían. Lazo Cerna (1973, p. 15) define a la higiene industrial como: “Arte científico que tiene por objeto conservar y mejorar la salud física de los trabajadores en relación con el trabajo que desempe- La función de seguridad 299 ñan, teniendo como meta abolir los riesgos del trabajo a que están expuestos.” En lo referente a la seguridad industrial, el mismo autor (1973, p. 16) nos dice que “representa el conjunto de conocimientos para evitar accidentes en el trabajo”. Conviene considerar las características que diferencian a los llamados riesgos del trabajo. De acuerdo con el artículo 473 de la Ley Federal del Trabajo: “riesgos de trabajo son los accidentes y enfermedades a que están expuestos los trabajadores en ejercicio o con motivo del trabajo”. Por su parte, el accidente de trabajo es definido por el artículo 474 de la misma Ley como: Toda lesión orgánica o perturbación funcional, inmediata o posterior, o la muerte, producida repentinamente en ejercicio, o con motivo del trabajo, cualesquiera que sean el lugar y el tiempo en que se preste. Quedan incluidos en la definición anterior los accidentes que se produzcan al trasladarse el trabajador directamente de su domicilio al lugar del trabajo y de éste a aquél. Asimismo el artículo 475 nos dice que: Enfermedad de trabajo es todo estado patológico derivado de la acción continuada de una causa que tenga su origen o motivo en el trabajo, o en el medio en que el trabajador se vea obligado a prestar sus servicios. Las enfermedades que pueden considerarse profesionales de acuerdo con la propia Ley, son aquellas que se enumeran en el artículo 513. Por las definiciones anteriores podemos darnos cuenta que para lograr esa preservación de salud e integridad física del ser humano en su ambiente de trabajo, será necesaria la aplicación de las técnicas de la higiene y de la seguridad industrial, teniendo cada una como campo específico de acción, el siguiente: 300 Administrar para producir Higiene industrial Seguridad industrial Prevención de las enfermedades profesionales. Prevención de los accidentes de trabajo. Higiene industrial La exposición prolongada a determinados agentes causales en el centro de trabajo origina en el individuo que los sufre, a mediano o a largo plazo, enfermedades que son conocidas como profesionales; esto es, son consecuencia precisamente de condiciones ambientales propias y particulares del tipo de actividad productiva a que se dedique la empresa. En otras palabras, el medio ambiente, las materias primas, los solventes, los reactivos, las condiciones propias del lugar de trabajo, etc., originarán en un individuo que previamente se encontraba sano, los síntomas y efectos que posteriormente degenerarán en una incapacidad temporal o permanente y en casos extremos, la muerte. De acuerdo con Olishifski (1973, p. 1245) estos factores ambientales o causales pueden ser clasificados en las siguientes cuatro categorías: a) Factores químicos: líquidos, polvos, vapores resultantes de la fermentación, neblina, gases y vapores en general. b) Factores físicos: radiaciones electromagnéticas, radiaciones ionizantes, ruidos, iluminación, vibraciones, así como variaciones extremas en temperatura y presión. c) Factores biológicos: insectos, parásitos, mohos, fermentos, hongos, bacterias, microbios y virus de diferente naturaleza. d) Factores ergonómicos: posición del cuerpo con relación al trabajo, monotonía, fastidio, movimientos repetitivos, angus- La función de seguridad 301 tia, presión en el trabajo y fatiga. Se reconoce que tales influencias ponen en peligro la vida y la salud, aceleran el proceso de envejecimiento o causan únicamente aflicción significativa e ineficiencia. Como podemos ver, al estudiar los factores anteriores, cada actividad económica e industrial tiene sus muy particulares características y se requerirá la participación de expertos en diferentes áreas del conocimiento: médicos, biólogos, químicos, físicos e ingenieros para que como recomienda la Asociación Americana de Higiene Industrial, de acuerdo con Olishifski (1973, p. 1245): a) Examinen el medio ambiente y de trabajo. b) Evalúen y cuantifiquen, de acuerdo con su experiencia, la peligrosidad potencial del mismo. c) Determinen métodos para eliminar, controlar o reducir los riesgos y mitiguen sus efectos. Accidentes de trabajo En general y de acuerdo con Ream (1973, p. 291) “un accidente es un suceso repentino e inesperado, que ocurre en un lugar y tiempo definidos”. Las consecuencias del mismo pueden ser mínimas y en ocasiones pasar totalmente desapercibidas, como en el caso de un trabajador que al utilizar un martillo en un nivel superior lo deja caer por descuido al nivel inferior no causando daños a las personas, equipos o materiales que rodean a la zona del impacto. En otros casos extremos los efectos pueden ser de fatales consecuencias para muchas personas: dañar irremisiblemente activos de gran valor y originar daños de diferente naturaleza a otras personas relacionadas, como es el caso de los accidentes de aviación, explosiones, daños en plantas nucleares, etcétera. 302 Administrar para producir Dentro de esta inmensa variedad de los accidentes, un gran número de ellos que en nuestro país originan pérdidas anuales de millones de horas-hombre, son aquellos que ocurren cuando se realizan actividades productivas. Éstos son los llamados accidentes de trabajo. Un accidente es el resultado de la concurrencia simultánea de una serie de factores que constituyen las causas del mismo. Las consecuencias o efectos, como se vio en párrafos anteriores pueden ser nulas o enormes; pero lo importante es considerar que esas causas existieron y si el resultado no fue fatal es porque en ocasiones existe un factor de suerte que no siempre se presenta. Por ese motivo es importante conocer cuáles son estos factores para eliminarlos o reducirlos y en esa forma lograr la continuidad de las operaciones sin contratiempos. Causas de los accidentes Al igual que en las enfermedades profesionales, ciertos factores causales del accidente podrían ser considerados como ambientales. Las condiciones físicas del lugar de trabajo, de la maquinaria, del equipo, las instalaciones, pisos y paredes constituyen en un momento dado una amenaza potencial que está presente. El medio es peligroso y lo único que se requiere es la realización de acciones descuidadas o inseguras por parte de alguna persona para que la suma de los factores produzca el resultado fatal. Esto es lo que algunos autores expresan por medio de la siguiente relación: Acto inseguro + Condición peligrosa = Accidente Si cualquiera de los elementos del lado izquierdo de la expresión anterior se elimina o reduce, es probable que el accidente no se produzca. La función de seguridad 303 J. R. Linch (1975, p. 7) señala que: Hace un siglo, la mayoría de las lesiones en la industria eran causadas por equipos peligrosos. Al reconocer esto, la industria concentró sus esfuerzos sobre seguridad para corregirlos. Al mejorar las condiciones de trabajo, disminuyeron las lesiones. La reducción en la frecuencia de los accidentes ha sido dramática, aun cuando ahora se emplean maquinarias y equipos más complicados y rápidos y se manejan materiales mucho más peligrosos para el trabajador. Actualmente, los actos inseguros de las personas están de alguna manera asociados a más del 90% de los accidentes ocurridos. Aún existen algunos equipos peligrosos, pero los índices de accidentes actuales se pueden atribuir en su totalidad a actos inseguros de los empleados. En efecto, muchas de las condiciones peligrosas son originadas por las personas o trabajadores relacionados con el proceso de producción. Por ejemplo, el trabajador que elimina un interruptor de seguridad, una guarda o cubierta para una banda, el cambio de un fusible por un alambre, derrame de aceite en el piso, etc., no son más que situaciones en las cuales el descuido o la ignorancia propician la creación de una condición peligrosa que posteriormente puede afectar al que la originó o a otra persona. Por lo que respecta a los actos inseguros realizados por el trabajador, éstos pueden tener su origen en circunstancias tales como el descuido, la ignorancia, los defectos físicos o mentales, el olvido, la indisciplina o falta de respeto a las normas establecidas, el machismo de que tantos hacen gala en el trabajo y en su vida cotidiana, los malos hábitos de trabajo, la violencia, las intoxicaciones alcohólicas o de otro tipo, la irresponsabilidad, las bromas y juegos en el trabajo entre otros más. Costos de los accidentes de trabajo Siempre que sucede un accidente de trabajo, la empresa incurre en una serie de costos que son originados por el mismo. R.H. Simonds (1973, p. 280) nos dice: 304 Administrar para producir Aunque la mayoría de los ejecutivos desean hacer de su compañía un lugar seguro en el cual trabajar, ellos sienten también la responsabilidad de dirigir su negocio como una entidad lucrativa que sea rentable. Consecuentemente ellos se muestran renuentes a gastar fondos económicos en la prevención de accidentes, a menos que vean la posibilidad de ahorrar por lo menos tanto como ellos están gastando. Esta actitud, que es una realidad, obedece a un desconocimiento de cuáles son y cuál puede ser la cuantía de los llamados costos ocultos del accidente. Muchos empresarios suponen que por el hecho de estar inscritos y pagar las cuotas correspondientes al Seguro Social, ya están protegidos en caso de que ocurra un accidente a sus trabajadores y en efecto, desde el punto de vista de su responsabilidad laboral están cubiertos, pero sólo parcialmente, ya que los daños que puedan ocurrir a las instalaciones, maquinaria y materiales no son cubiertos por este tipo de seguro. Entonces, tratan de protegerse en lo relativo a la pérdida de los activos físicos, contratando, para tal efecto, una póliza que cubra los riesgos correspondientes con una compañía aseguradora; lo cual es una actitud positiva, ya que garantizan recuperar otra parte de la posible pérdida en caso de un siniestro. Pero olvidan un aspecto de importancia fundamental y que es el relativo a la responsabilidad moral que adquirieron para con el trabajador, cualquiera que sea el nivel y actividad de éste, cuando fue contratado y comenzó a servir a la empresa. ¿Podrán sentirse tranquilos cuando por causa de condiciones peligrosas de trabajo, un trabajador pierde la vida o alguna de sus facultades y origina además problemas económicos y morales a su familia? Probablemente sí, y esto dependerá de los principios, cultura y educación de cada empresario o administrador, pero independientemente de las consideraciones morales, si como dice Simonds, conociera la existencia de muchos otros costos, que inciden negativamente en sus utilidades, se darían cuenta que los fondos económicos asignados a los sistemas de higiene y seguridad industrial, más que gastos, deben considerarse inversiones productivas. La función de seguridad 305 Veamos a continuación cuáles son algunos de estos costos ocultos, de acuerdo con Simonds (1973, p. 282): • Costos del tiempo perdido (y pagado) a los trabajadores compañeros del accidentado y que como consecuencia del accidente dejaron de trabajar, ya sea por ayudar al compañero, por mirar, por hacer comentarios, etcétera. • Costo de los sueldos pagados al accidentado. • Costo originado por el tiempo extra necesario para reponer la producción perdida, sumando en su caso los costos de servicios auxiliares, energía eléctrica, etcétera. • Costo de los sueldos pagados a los supervisores que dedicaron su atención a las consecuencias del accidente. • Si el trabajador lesionado vuelve al trabajo, generalmente su productividad al principio será inferior a la normal y, sin embargo, el sueldo será el mismo. • Si el trabajador lesionado debe ser sustituido, el nuevo trabajador al principio, con toda seguridad no tendrá la misma productividad. Deben considerarse además los costos de contratación, los costos de entrenamiento y los materiales desperdiciados por el nuevo empleado. • Costos de atención médica dentro de la empresa al momento de ocurrir el accidente. • Costos de los tiempos perdidos por empleados y supervisores de mayor jerarquía que deben dedicar su tiempo a investigar las causas del accidente o a realizar trámites oficiales originados por el mismo. • Posibilidad de que, como consecuencia del accidente, se presente una reacción en cadena que origine otros accidentes. He tenido oportunidad de observar esta situación en algunas 306 Administrar para producir empresas y en ocasiones, para evitar mayores daños, dependiendo de lo espectacular o dramático del accidente, es mejor suspender las labores, para permitir que se calmen los ánimos y desaparezca el estado de nerviosismo de los demás compañeros. • Pérdida de utilidad como consecuencia de ventas o contratos cancelados si el accidente origina reparaciones mayores, ya sea en la maquinaria, herramienta, instalaciones, etcétera. • Costo del equipo o maquinaria que en ocasiones es necesario rentar durante el tiempo que tardan en reparar o sustituir los equipos dañados. Para calcular algunos de los costos asociados con los accidentes, es conveniente desglosar los mismos y una guía excelente para tal fin es la presentada por Simonds (1973, p. 284). Por su parte Wallach y Welch (1971, p. 53) presentan algunos procedimientos para efectuar su cálculo. Responsabilidad por la higiene y seguridad industrial La Ley Federal del Trabajo, en su artículo 509, establece que en cada empresa o establecimiento: Se organizarán las comisiones de seguridad e higiene que se juzguen necesarias, compuestas por igual número de representantes de los trabajadores y del patrón, para investigar las causas de los accidentes y enfermedades, proponer medidas para prevenirlos y vigilar que se cumplan. Desafortunadamente, ésta como muchas otras disposiciones legales en nuestro país, es un buen deseo que está muy lejos de convertirse en una realidad. Esto no quiere decir que no existan instituciones que cuenten con todos los sistemas modernos de seguridad que el criterio y el buen juicio dictan como necesarios, obviamente que las hay, pero no constituyen la mayoría. La función de seguridad 307 La seguridad, como la calidad, deben constituir un modo de vida y actuación para cualquier institución y como tal debe de ser apoyada por los niveles directivos de mayor jerarquía. N. Hunter (1971, p. 34) relata que el director general de una empresa petroquímica alemana, lo primero que hace al comenzar sus labores cotidianas, es revisar y discutir con sus principales colaboradores los informes relativos a accidentes, “o sobre acciones en las que estuvo a punto de ocurrir un accidente y se preocupan por las medidas correctivas que se hayan tomado. Después pasan a considerar los asuntos de otra clase, los de producción, costos y calidad”. Este mismo director preside el comité de seguridad de la empresa que se encuentra integrado por los principales ejecutivos, el médico de la fábrica, un consejero en seguridad y representantes de los obreros. Los resultados de tal proceder se reflejan en que menos de cuatro de cada 1 000 empleados sufre daños personales en un año. De acuerdo con la opinión de este directivo, “si un hombre obedece las reglas de seguridad el 100% del tiempo, sin descuidarse en absoluto, también seguirá las normas de calidad el 100% del tiempo”, y los beneficios para la organización son los siguientes: • Han encontrado una correlación casi perfecta entre una buena cifra de seguridad laboral y una buena cifra de producción. • La empresa ahorra millones de dólares al año en costos de seguros y en costos debidos a los accidentes. • La empresa se beneficia en aspectos tales como desarrollo de ejecutivos y relaciones con su personal; que sabe que la empresa se preocupa por su seguridad. ¡Qué contraste existe entre la actitud que priva en esta empresa alemana y la adoptada por muchos ejecutivos y funcionarios mexicanos, que consecuentes con aquella frase de que la vida no vale nada, ignoran completamente las normas básicas de la seguridad! No se requiere en todas las ocasiones ser un experto en cuestiones 308 Administrar para producir de higiene y seguridad industrial para estar en condiciones de detectar los riesgos inherentes a un trabajo; bastaría aplicar un poco del llamado sentido común; pero como decía un maestro, desafortunadamente éste es el menos común de todos los sentidos. Cuántas veces, circulando de noche por una de las vías rápidas de nuestra ciudad, circuito interior o periférico, o bien en las carreteras de nuestro país, se encuentra a un grupo de trabajadores realizando alguna reparación, invadiendo los carriles de circulación y sin tener ninguna señal luminosa preventiva, que con suficiente anticipación anuncie a los conductores que existe un riesgo potencial tal y como se hace en los países civilizados. Y así como éste, los ejemplos se podrían enumerar en una lista sin fin, que constituiría una prueba de la falta de respeto que se tiene en nuestro medio por la vida humana. Si se desea que dentro de una organización, cualquiera que ésta sea, exista un ambiente de trabajo digno, que permita a los empleados dedicarse a la realización de las labores para las cuales fueron contratados sin peligro para su salud y su vida, es necesario que las máximas autoridades se involucren en todos los aspectos relativos al establecimiento de un programa de higiene y seguridad industrial. Delegar esta responsabilidad a una comisión mixta o a un empleado de menor jerarquía es darle vueltas al asunto, con los resultados que todos conocemos de tal actitud. R. F. Smith (1973, p. 24) propone que para garantizar el compromiso que tiene la alta dirección de la empresa por la ejecución de un programa de seguridad, es conveniente que se emitan políticas relativas a este tema, ejemplos de las cuales podrían ser las siguientes: • Seguridad es nuestra responsabilidad en la gerencia. Sin ninguna duda es nuestra responsabilidad principal, teniendo precedencia sobre cualquiera otra. • La prevención de accidentes y la producción eficiente se relacionan directamente. Todos los niveles directivos tienen como res- La función de seguridad 309 ponsabilidad fundamental, la seguridad y bienestar de todos los empleados. Esta responsabilidad únicamente puede cumplirse trabajando continuamente para promover prácticas seguras de trabajo entre todos los empleados y manteniendo las propiedades y el equipo en condiciones seguras de operación. Control del programa de seguridad Independientemente de que la responsabilidad de la creación y mantenimiento de condiciones seguras de trabajo corresponde a todos los ejecutivos de una empresa, es conveniente establecer dentro de la estructura orgánica una unidad responsable de planear, integrar y sobre todo controlar las actividades más importantes de un programa de esta naturaleza. Dado que gran parte de los riesgos de trabajo tienen su origen en las condiciones ambientales, instalaciones, maquinaria y herramientas, es indudable que la gerencia de ingeniería de manufactura, mediante la participación directa de ingeniería de procesos e ingeniería de planta deberá asumir la responsabilidad de lograr que estas condiciones de seguridad se cumplan, cuando desarrollan su labor de establecer los procesos, diseñar, seleccionar y construir las herramientas, distribuir la planta, realizar el mantenimiento y todas aquellas actividades que serán descritas en el capítulo 13. Ahora bien, desde el punto de vista de administración de la función, he observado que en varias empresas es llevada a cabo por la gerencia de relaciones industriales, ya que deben realizarse varias actividades que tienen mayor relación con esta función, por ejemplo, trámites con dependencias públicas como son la Secretaría del Trabajo y Previsión Social, el Instituto Mexicano del Seguro Social, la Secretaría de Salubridad y otras. Al respecto Scott, Clothier y Spriegel (1964, p. 428) nos dicen: La función de seguridad es importante en muchas industrias y el responsable de ella debe depender de un directivo importante tal 310 Administrar para producir como el director de personal, el superintendente de fábrica o el director gerente. En la Western Electric Hawthorne Plant, las actividades referentes a la seguridad estuvieron encomendadas al director de relaciones públicas; hoy dependen del director de relaciones industriales. En organizaciones pequeñas que no pueden sostener a un director de seguridad dedicado a esta función, puede encomendarse al superintendente de fábrica, encargado de las colocaciones, encargado general o algún otro ejecutivo responsable. Programa de seguridad e higiene industrial La elaboración de un programa y un presupuesto de esta naturaleza dependerá de las condiciones particulares de cada empresa, pero en términos generales estará constituido por las actividades que a continuación se enumeran. Es conveniente contar con los servicios de un experto en este tipo de técnicas, el cual, si no se justifica su contratación permanente, puede ser contratado como asesor externo. Evaluación de la situación actual El primer paso consistirá en determinar cuál es la situación que guardan las instalaciones en general, los procesos, los productos, las actividades productivas, de transporte, de almacenamiento de materiales, actividades de oficina, etc. El objetivo es descubrir los actos inseguros y las condiciones peligrosas, para que de acuerdo con los resultados obtenidos se pueda elaborar un plan de trabajo adecuado. R. F. Smith (1973, p. 50), presenta una serie de formatos y recomendaciones que constituyen una guía para realizar y registrar las inspecciones necesarias que servirán para un análisis posterior. Entre los puntos más importantes a revisar se encuentran los siguientes: La función de seguridad 311 a) Instalaciones físicas: Edificios, estructuras, plataformas de carga y descarga de materiales, vías de ferrocarril, patios, estacionamientos y áreas verdes, luz natural, ventilación, desecho de materiales y basura, chimeneas, bardas, etcétera. b) Elevadores, montacargas, pasillos, puertas de emergencia, pisos, escaleras, paredes y techos. c) Transformadores y tableros de distribución de energía eléctrica, cableado, balance de líneas eléctricas, subestaciones, plantas de emergencia y tierras. d) Sistema de protección contra incendios: Estado, localización y tipo de extintores, cisternas y equipo automático de extinción, bomba, aspersores, tuberías, señales de salida, alarmas, almacén de materiales inflamables, puertas contra incendios, etcétera. e) Maquinaria, equipo y herramientas: Cimentación de maquinaria especial, líneas eléctricas aterrizadas para el equipo que lo requiera; existencia de guardas y cubiertas protectoras; estado de bandas, poleas, engranes y flechas; limpieza, ajuste y lubricación, mantenimiento y estado de la herramienta de mano. f) Equipo de manejo de materiales: Montacargas, grúas viajeras, contenedores, bandas de rodillos, cables, cadenas, jaulas, etcétera. g) Almacenes: Localización, acomodo de materiales, estibas, pasillos, iluminación y ventilación, cuidado de materiales corrosivos y cáusticos. h) Equipo de protección personal: Existencia y condiciones de cascos, petos, zapatos, lentes, guantes y ropa especial para los trabajadores. 312 Administrar para producir i) Letreros y señales: Identificación de pasillos para la circulación de vehículos y personas, cartelones, avisos preventivos, instrucciones de operación de equipo y maquinaria, identificación de interruptores para alarmas, etcétera. j) Procesos de producción: Existencia de polvos, humos, vapores, neblinas, equipos de extracción de gases y polvo, contaminación ambiental y otros. k) Instalaciones sanitarias: Lavabos, excusados, bebederos. l) Revisión de actos inseguros: La práctica negativa de: • Ajustar, limpiar y calibrar máquinas en movimiento. • Utilizar mangueras de aire para limpieza de ropa. • Operar máquinas sin el equipo de protección adecuado, sin estar autorizado o sin conocerlas. • No utilizar el equipo de protección personal. • No utilizar la ropa de trabajo indicada. • No utilizar la herramienta adecuada. • Desconectar los interruptores de seguridad instalados en la maquinaria o no reportar su descompostura. • Remover guardas, tolvas, pantallas, etcétera. • Trabajar con objetos calientes, filosos o cortantes sin los guantes adecuados. • Fumar en las zonas de trabajo y desobedecer las normas establecidas. La función de seguridad 313 • Utilizar anillos, cadenas, corbatas o ropa inadecuada cerca de máquinas en movimiento o equipos eléctricos. • Reparar equipo eléctrico o neumático sin descargarlo o estando conectado. • Correr, jugar o hacer bromas en el trabajo. Determinar acciones correctivas De acuerdo con el análisis de los reportes de inspección efectuados, el experto en sistemas de seguridad asesorando a los directivos, ingenieros de procesos y técnicos de la empresa, determinarán las acciones correctivas necesarias para eliminar o reducir los riesgos de trabajo. Por lo que respecta a las condiciones peligrosas, existe un aforismo entre los expertos en cuestiones de seguridad: Primero hay que proteger a la máquina o sistema y después al hombre. Este pensamiento que a primera vista puede parecer demasiado utilitarista o inhumano, significa en realidad todo lo contrario. Lo que se quiere decir es que todas las protecciones y sistemas preventivos, que se juzguen necesarios, deberán ser diseñados e instalados tomando en cuenta la seguridad de los operarios, en forma tal que éstos requieran el mínimo posible de equipo de protección personal para operarlos. En ocasiones el equipo de protección personal es incómodo para el que lo emplea y con frecuencia, por falta de motivación, por cansancio, por olvido o por indisciplina no lo utilizan los trabajadores en todo momento y es entonces cuando ocurre el accidente. Dicho en otras palabras, el equipo deberá ser diseñado a prueba de tontos. Guías para el diseño de maquinaria segura Teniendo en cuenta que es más fácil lograr la seguridad cuando ésta forma parte de los sistemas, A. Kelly (1973, p. 88) proporciona 314 Administrar para producir una serie de lineamientos que es conveniente considerar al diseñar y construir maquinaria, equipo y herramientas de producción que sean seguros en su operación para los operarios y trabajadores que la utilizan. a) Diseñe la maquinaria de tal manera que sea imposible para el operario alcanzar el punto de operación o cualquier otra zona peligrosa mientras la máquina está operando. b) Diseñe el equipo y maquinaria con los bordes y esquinas redondeados. c) Localice los controles del equipo de tal manera que el operario no se encuentre en la vecindad del punto de operación, mientras actúan los mismos. d) Coloque los controles al alcance del operario en forma tal que éste no tenga que estirarse o encorvarse con riesgo de perder el equilibrio. e) Construya los mecanismos impulsores y transmisores del movimiento integrados a la maquinaria. f) Instale dispositivos protectores de sobrecarga. g) Los dispositivos de sujeción del material deberán ser mecánicos y nunca manuales. h) Los dispositivos de alimentación y expulsión de las piezas deberán ser mecánicos, para evitar el empleo de las manos en la operación. i) En los motores, reduzca el tiempo de arrastre al mínimo. j) Diseñe dispositivos de seguridad a prueba de fallas, que impidan la operación de la maquinaria cuando se está revisando, cargando o descargando de material. La función de seguridad 315 k) Proporcione un sistema de tierras para todo el equipo eléctrico. l) Construya plataformas y escaleras de acceso para la inspección y mantenimiento del equipo y maquinaria. m) Diseñe los equipos en forma tal que sea fácil y seguro sustituir sus partes al realizar el mantenimiento. n) Reduzca al mínimo las fuentes de ruidos. Protección de las instalaciones contra incendio Quizá uno de los accidentes más dramáticos sean los incendios y explosiones que se producen dentro de una fábrica; y es tan sencillo producir el fuego en un proceso de producción, que todo empresario cuidadoso haría bien en invertir lo que fuera necesario para prevenir la ocurrencia de un siniestro de esta naturaleza. Para que se produzca un incendio se requieren básicamente tres elementos: un material combustible, una fuente de calor y también oxígeno. Cuando la temperatura de un material combustible llega al punto de ignición se produce el fuego, originando una reacción en cadena que se prolonga hasta agotarse el material o el oxígeno que se encuentra en el medio ambiente. Durante este proceso, es normal que se produzcan explosiones que dificultan aún más el control del fuego. Ahora bien, la mayor parte de las materias primas utilizadas en un proceso de producción son combustibles y las fuentes de calor son múltiples, por lo que el riesgo potencial de que se produzca un incendio es elevado. Por este motivo la protección contra incendios reviste importancia fundamental en cualquier instalación productiva. Entre las fuentes de calor que pueden originar el fuego tenemos instalaciones eléctricas defectuosas, motores eléctricos, la fricción, 316 Administrar para producir materiales sobrecalentados, chispas y arcos eléctricos originados por operaciones de soldadura y de corte, materiales químicos, cigarros encendidos, etcétera. Es frecuente observar lo que señala Holt (1977, p. 2) que el personal de mantenimiento o de producción realiza operaciones de corte o soldadura cerca de materiales combustibles o líquidos inflamables que pueden originar un incendio. Por este motivo todas aquellas operaciones que potencialmente constituyan un riesgo deberán ser realizadas en lugares especiales o con todas las precauciones que el caso recomienda. Muchos incendios, cuyos resultados finales fueron desastrosos, comenzaron por un fuego pequeño que no se supo cómo controlar. Existen empresas que compran e instalan extintores portátiles para prevenirse contra esta eventualidad, pero que, cuando el fuego comenzó, su personal no supo utilizar el extintor adecuado y lejos de apagar el fuego, contribuyeron a propagarlo. Sabiendo cuáles son los elementos que producen el fuego es posible entender el proceso necesario para extinguirlo; básicamente son tres los métodos: El primero consiste en eliminar el material combustible y recibe el nombre de separación; un segundo, utilizado para eliminar el oxígeno presente recibe el nombre de sofocación y el tercero y último, cuando se reduce la temperatura, la técnica se conoce como enfriamiento. Dependiendo de la naturaleza del material combustible y del origen de la fuente de calor, los fuegos se clasifican en clase A, B, C y D; y es muy importante tener esto en cuenta para utilizar el tipo de extintor adecuado, ya que de otra manera, el fuego lejos de controlarse o reducirse se puede propagar por toda la instalación. Véase la tabla 10.1. La función de seguridad 317 TABLA 10.1. Clasificación de los tipos de fuego Tipo de fuego Producido por A Materiales combustibles comunes como: madera, papel, cartón, telas, basura, etc. B Vapores y líquidos inflamables como: alcohol, gasolina, aceites, thinner, grasas, etc. C Fuegos en instalaciones eléctricas, motores, subestaciones, equipos eléctricos, etc. D Metales como: magnesio, litio, titanio, sodio, etc. Para un mayor conocimiento de este tema se recomienda la consulta del trabajo de J. Katzel (1979, p. 92), que presenta las consideraciones más importantes que deben tomarse en cuenta para la selección, mantenimiento y operación de los extintores portátiles. Educación y entrenamiento en seguridad Como muchas otras cosas en la vida, los conocimientos generales y específicos relativos a las áreas de higiene y seguridad, sólo pueden adquirirse mediante la instrucción, capacitación y adiestramiento. Los programas que se adopten para lograr estos objetivos deberán incluir al personal de la empresa en todos sus niveles, ya que es muy importante que los dueños, directivos, jefes y supervisores prediquen con el ejemplo y también respeten las normas y procedimientos que se establezcan relativos a la seguridad e higiene. Esto tiene un efecto motivador muy importante en el personal de menor jerarquía y lo convertirá rápidamente en seguidor respetuoso de los principios básicos de esta materia. He tenido oportunidad de ver a algunos ejecutivos caminar dentro de las instalaciones de producción, sin utilizar casco, lentes protectores o algún 318 Administrar para producir otro equipo de protección personal señalado como obligatorio en carteles y anuncios colocados en las paredes. En casos extremos algunos llegan a fumar en ciertas áreas, cuando esto se encuentra claramente prohibido. Las normas se establecen para todos y, por lo tanto, todos tienen el deber de respetarlas. Para educar, capacitar o instruir al personal existen varios medios, los cuales se señalan a continuación: a) Entrenamiento directo sobre el trabajo por parte de personas capacitadas para realizar esta labor. No se deberá permitir que ningún operario o trabajador comience a trabajar directamente en la producción si antes no es entrenado y capacitado para realizar la tarea para la cual ha sido contratado, enseñándole la utilización correcta de la herramienta y maquinaria, las normas de seguridad existentes en la empresa, el método correcto de efectuar su trabajo, la secuencia de las actividades, y en general todos aquellos conocimientos que sean necesarios para que su labor sea más segura y, por lo tanto, productiva. b) Cursos sobre temas relativos a la higiene y seguridad, utilizando todos los medios audiovisuales posibles: transparencias, acetatos, grabaciones, etcétera. c) Conferencias impartidas por expertos. d) Exhibición de películas relativas al tema. Éste es quizá uno de los medios más importantes, ya que los espectadores tienen oportunidad de apreciar muchas de las graves consecuencias de los accidentes. e) Colocación de todas las señales preventivas y restrictivas que se requieren en las diferentes zonas de trabajo: marcar claramente los pasillos, identificar las tuberías con colores para indicar cuál es su función, etcétera. f) Colocación de letreros que motiven al personal a seguir las normas. La función de seguridad 319 g) Realización de concursos entre departamentos, otorgando premios al personal de la sección más limpia, que mejor cuida su herramienta y con menor desperdicio de material en un periodo determinado. h) Informar continuamente al personal sobre los logros obtenidos en materia de higiene y seguridad. Por ejemplo, número de horas-hombre de trabajo continuo sin sufrir accidentes, datos comparativos con otras empresas similares, entre otras. i) Aplicación de sanciones a los trabajadores que no respeten las normas y procedimientos. j) Establecer un sistema de sugerencias otorgando premios a aquellas personas que contribuyan a mejorar la seguridad de una operación, de una máquina o de un sistema. k) Realizar reuniones periódicas con el personal para conocer sus puntos de vista y observaciones. l) Realización de simulacros de incendio o de emergencias para educar al personal en el cumplimiento de los procedimientos relativos al caso. m) Impartir cursos de primeros auxilios y formar una cuadrilla de voluntarios que, previamente entrenada, sepa cómo actuar en casos de emergencia. n) Realizar inspecciones frecuentes para determinar los avances logrados. o) Realizar periódicamente exámenes médicos al personal. Las medidas anteriores, además de permitir la adquisición de conocimientos, servirán para lograr el cambio de actitudes, que con frecuencia son negativas y causantes directas de un accidente; y aunque el objetivo principal es lograr la eliminación total de los actos inseguros en el trabajo, así como de las condiciones peligro- 320 Administrar para producir sas existentes en la empresa, también se consiguen objetivos de otro tipo. Por ejemplo, el empleado que ahora ya conoce la peligrosidad de muchas de las actitudes que normalmente adopta y de los hábitos negativos que posee, reflejará este cambio de conducta y aplicará sus nuevos conocimientos fuera de la empresa, utilizará los servicios urbanos de transporte con más precaución, guiará su automóvil con cuidado, revisará el mismo para que se encuentre en óptimas condiciones de operación, respetará los reglamentos de tránsito, transmitirá sus conocimientos a amigos y familiares, tratará de educar a sus hijos en estos principios, vigilará que en su hogar se sigan procedimientos más seguros para proteger a su familia, etc. En síntesis, se logrará un efecto multiplicador con resultados también positivos para la empresa, ya que el empleado cuidará mejor su salud, su empleo, sus herramientas, las instalaciones y se convertirá en un inspector de seguridad en su trabajo. A fin de cuentas, si el empleado de una empresa sufre algún accidente en la calle o en su casa, o cuando realiza actividades de esparcimiento, la empresa se ve afectada por su ausencia e incurre en costos para sustituirlo, y ésa es una de las consecuencias que se tratan de evitar con un programa de seguridad. Investigación de los accidentes Parte fundamental de un programa de seguridad e higiene es el aspecto relativo a la investigación de los accidentes. La experiencia indica que no obstante la adopción de algunas de las medidas indicadas en párrafos anteriores, siempre existe la posibilidad de que ocurran accidentes dentro de la empresa. Las razones son varias: existe rotación de personal; la empresa crece y contrata nuevos empleados; algunas personas se muestran renuentes a cambiar sus patrones de conducta; los supervisores se descuidan, etc. Así cuando ocurre un accidente es importante conocer cuáles fueron sus causas y detectar qué es lo que falló en el sistema para corregirlo. La función de seguridad 321 Existen empresas que van más allá en una investigación del accidente que ya ha ocurrido y que se adelantan a los acontecimientos al realizar una investigación de lo que pudo suceder. E. Mackenzie (1972, p. 65) relata el caso siguiente ocurrido en una empresa en el Reino Unido de la Gran Bretaña: Mientras avanza a través del complejo de una empresa británica, un vehículo montacargas se desliza en un terreno erosionado. La carga cae al suelo sin ocasionar daño y su conductor, antes de tratar de acomodarla de nuevo, informa inmediatamente lo ocurrido. Enterado del peligro, el jefe deja por escrito una relación detallada de los perjuicios y la envía a su departamento de seguridad, acompañando su informe con una fotografía del camión y de la carga desparramada. El departamento analiza el caso e identifica dos causas posibles: el mal estado de la vía que exige reparación, o fallas en la colocación de la carga por no seguir las normas de la empresa. El departamento de acarreo de materiales y el departamento de ingeniería de planta, a cargo de las vías, reciben sendas copias del informe con las recomendaciones sobre la investigación a seguir. En un término de 24 horas, ingeniería responde que ya ha reparado el mal paso. Esta empresa ha establecido lo que ellos llaman control del daño o accidente sin consecuencias. Según la autora: En el Reino Unido casi todas las empresas esperan a que ocurra un accidente; si se presenta un incendio alguien corre con un extintor. Si una persona resulta herida, se investiga y se fijan normas para la prevención y control de la causa específica... Pero lo que ocurre en esta empresa es que ellos investigan antes de que ocurra el accidente. El caso anterior debe ser motivo de profunda reflexión y nos enseña la conveniencia de adoptar, en la empresa que dirigimos, prácticas de seguridad más avanzadas. Dice un viejo adagio que es mejor prevenir que lamentar. Todos los autores en materia de seguridad están de acuerdo en recomendar la investigación de los accidentes que han ocurrido 322 Administrar para producir en la planta, y como ejemplo de las formas utilizadas para reportar todos los factores que contribuyeron al mismo, y estar en condiciones de realizar un análisis posterior, se recomienda la consulta del trabajo de C. J. Lockyer (1978, p. 18). Estadísticas de accidentes Una base firme para la adopción de decisiones correctas es la calidad de la información disponible; y como en muchos otros aspectos de la administración de la producción, las estadísticas relativas a los accidentes de trabajo constituyen el punto de partida para muchas acciones. Por ese motivo es importante hacer acopio de toda la información relativa a aspectos de higiene y seguridad que permitan evaluar en términos generales cuál es el comportamiento de todos y cada uno de los departamentos que integran la empresa. Estas estadísticas sirven además para demostrar en un momento dado ante las autoridades del Instituto Mexicano del Seguro Social, el grado de seguridad que se tiene dentro de la organización y lograr disminuciones en el monto de las cuotas obrero-patronales que se pagan. Existen dos índices que permiten medir el grado de peligrosidad en las operaciones de una empresa dada. Son los llamados índices de frecuencia e índice de gravedad que se calculan mediante las expresiones siguientes: según la norma ASI ZI6.1. Accident Prevention Manual for Industrial Operations (1973, p. 255). If = Núm. de accidentes × 1′ 000,000 Total de HH trabajadas al año Ig = HH = horas-hombre. Total d Total TERCERA PARTE LA FUNCIÓN TÉCNICA CAPÍTULO 11 NATURALEZA DE LA FUNCIÓN TÉCNICA Como se mencionó en el capítulo 1, toda institución se crea o establece para lograr objetivos específicos, que son los que justifican su existencia. Ahora bien, para lograr esos objetivos se requiere la aplicación de conocimientos concretos de un campo particular del saber humano, en cualquiera de sus múltiples especialidades. Esta ciencia, arte, técnica o especialidad que debe ser aplicada para que la institución cumpla sus objetivos es a la que se identifica como la función técnica, que constituiría la razón de ser de la propia institución. Véase tabla 11.1. Sin embargo, la sola aplicación de la función técnica no sería suficiente; es necesario que dentro de la institución se realicen en forma armónica y coordinada las funciones administrativas y las funciones de apoyo que ya hemos estudiado en la primera y segunda parte de este libro. Sólo así es que la función técnica tiene posibilidades de ejecutarse para lograr los objetivos de la organización en forma eficaz y eficiente. Esta función puede ser de muy diferente naturaleza, pero como un caso particular, cuando la institución está orientada hacia la manufactura de un producto, ya sea éste de consumo o de capital, la función técnica se identifica casi sin dificultad como una función de ingeniería, en cualquiera de sus ramas o especialidades. Por otro lado, cuando la organización produce servicios, también gran parte de éstos requieren en ocasiones la ejecución de algunas ramas de la ingeniería que ocupe la posición de la función técnica. Esto no quiere decir que la función técnica deba identificarse en todo tipo de institución con alguna de las ramas de la ingenie325 326 Administrar para producir ría, ya que existen en la sociedad moderna muchas actividades económicas, sociales, comerciales, artísticas y deportivas en donde la función técnica se identificará con alguna otra ciencia, arte o disciplina. Ahora bien, sería imposible cubrir en una sola obra todas las variedades de disciplinas que en condiciones particulares constituirían la función técnica de cualquier institución, y teniendo en cuenta que el presente trabajo estudia en términos generales a las instituciones que producen bienes, nos limitaremos a señalar los aspectos más importantes que constituyen esta función cuando se identifica con la de ingeniería. Lo anterior no significa que muchos de los conceptos que estudiaremos a continuación no puedan o no deban ser aplicados, haciendo las modificaciones y adecuaciones que el caso particular requiera para otros campos de la actividad económica y social, con el fin de lograr eficientemente los objetivos de otro tipo de instituciones. Esto ya dependerá de la habilidad y creatividad de los individuos que asuman la responsabilidad de dirigirlas. Definición de ingeniería Se ha señalado la importancia que tiene la ingeniería como medio eficiente para lograr la producción de bienes y servicios y por tal motivo es conveniente revisar qué se entiende por este término, con objeto de aclarar las dudas que pudieran surgir. R. Smith (1956, p. 9), después de analizar las definiciones de varios autores, señala que se identifican seis ideas de importancia en las diferentes definiciones que existen con relación a la ingeniería, siendo éstas las siguientes: Ingeniería es una profesión, es un arte más que una ciencia, pero tiene su apoyo en la aplicación del conocimiento científico, También se relaciona con conceptos tales como eficiencia, economía y seguridad, comprende la utilización de los recursos naturales y tiene como objeto final el beneficio del ser humano. Naturaleza de la función técnica 327 De acuerdo con las ideas anteriores propone como definición de ingeniería la siguiente: “Ingeniería es el arte profesional de aplicar el conocimiento científico para lograr la conversión eficiente de los recursos naturales en beneficio de la humanidad.” El mismo R. Smith (1956, p. 45), presenta una clasificación de las diferentes ramas y subramas en que se divide la ingeniería, de las cuales en la tabla 11.1 se presentan algunas de las más conocidas. Observando esta lista podemos ver que es difícil encontrar alguna actividad de manufactura en donde no sea indispensable aplicar en forma preponderante alguna de estas especialidades y por ese motivo es que generalmente se identifica a la función técnica con la de ingeniería. TABLA 11.1. Clasificación de la ingeniería por ramas y subramas Ingeniería civil Aeropuertos, arquitectura, urbanismo, construcción, carreteras, geología, municipal, ferrocarriles, fotogrametría, estructuras, mecánica de suelos, topografía, irrigación, etc. Ingeniería minera y metalúrgica Geofísica, petrolera, cerámica, mineralogía, exploración, extracción, transportación, refinación, etc. Ingeniería mecánica Aeronáutica, aerodinámica, automotriz, diseño de máquinas y herramientas, refrigeración y aire acondicionado, combustión interna, instrumentación y control, etc. Ingeniería eléctrica y electrónica Instrumentación y control, generación, transmisión y distribución de energía eléctrica, propagación, telemetría, televisión, radio, telefonía, telegrafía, radiación, computación, etc. Ingeniería química Petrolera, contaminación, corrosión, separación, proceso de alimentos, industria hulera, transferencia de calor, etc. Otras ramas de la ingeniería Agricultura, acústica, geología, textil, bioquímica, industrial, naval, militar, etc. 328 Administrar para producir Funciones de la ingeniería Dentro de cualquier rama particular de la ingeniería existen una variedad de funciones y actividades que comprenden un rango que se extiende, desde lo que se conoce como investigación básica hasta lo que sería la administración de la ingeniería, pasando por varias etapas cuyos límites se confunden o no se encuentran claramente definidos. Estas funciones según R. Smith (1956, p. 111) son las siguientes: Investigación, desarrollo, diseño, construcción, producción, operación y mantenimiento, aplicación y ventas y administración de la ingeniería. De estas funciones, las que generalmente se desarrollan en una empresa industrial son aquellas que se necesitan aplicar para lograr la producción de un producto en particular, o sea las funciones de desarrollo, diseño, construcción, producción, operación y mantenimiento. Sin embargo, el objeto de estudio de estas funciones varía, ya que en tanto el desarrollo y el diseño se enfocan a la creación o mejoría de un producto en particular, la construcción y producción se dirigen primordialmente a los métodos utilizados para producirlo. Podemos así distinguir en una empresa manufacturera diferentes funciones de ingeniería que son dirigidas por jefes distintos, como es el caso de lo que se conoce como ingeniería del producto, ingeniería de manufactura, ingeniería industrial, ingeniería de planta, control de calidad, etc., lo cual se explica por las razones anteriores. CAPÍTULO 12 CRISTALIZANDO LA IDEA O INGENIERÍA DEL PRODUCTO En toda empresa dedicada a la producción de bienes, sean éstos de consumo o de capital, y en aquellas instituciones dedicadas a la prestación de servicios que en alguna forma se encuentren relacionadas con la ingeniería en cualquiera de sus ramas, deberá existir una unidad dentro de la estructura orgánica cuya función principal sea convertir en realidad, mediante la creación de productos y servicios concretos, lo que los estudios de mercado señalaron como deseable, y que la función comercial a través de planeación del producto especificó como algo necesario para lograr los objetivos previstos. Esta unidad administrativa, cuya denominación puede ser departamento, división o dirección, deberá reportarse al más alto nivel de la jerarquía de la empresa y recibir de la misma todo el apoyo necesario para que pueda cumplir con su delicada labor. En algunas empresas recibe el nombre de gerencia técnica, en otras ingeniería del producto, en otras más diseño, o simplemente ingeniería. En la figura 12.1 se muestra lo que sería un organigrama típico para la función de ingeniería del producto, el cual puede ser adaptado para satisfacer las necesidades particulares de cada institución. Veamos a continuación algunas de las funciones que ingeniería del producto tiene la responsabilidad de realizar: 329 SINTITUL-2 329 11/06/2007, 10:39 SINTITUL-2 Diseño 330 11/06/2007, 10:39 Centro de información tecnológica FIGURA 12.1. Organigrama típico de una unidad de ingeniería del producto Laboratorio Gerencia de ingeniería del producto Gerencia general 330 Administrar para producir Cristalizando la idea o ingeniería del producto 331 Diseño De acuerdo con M. Nelles (1961, p. 27), la responsabilidad fundamental de toda división de ingeniería “es proporcionar a la institución de que forma parte, la creatividad necesaria para originar productos nuevos y mejores”, ya que si los ingenieros no son creativos se detendría el progreso científico y tecnológico. El departamento de ingeniería es el que convierte en realidad lo que para planeación del producto sólo son ideas, buenos deseos o esperanzas; y esto sólo se obtiene mediante la aplicación del conocimiento científico más adelantado para lograr la creación de productos nuevos, útiles, necesarios y económicos. Según R. Smith (1956, p. 111), la función de desarrollo del ingeniero es “aplicar los nuevos descubrimientos y resultados de la investigación básica, que continuamente se realiza en los laboratorios de investigación, a la creación de nuevos productos y servicios útiles para el ser humano”. Esta actividad de desarrollo se complementa con la de diseño, al construirse un modelo susceptible de ser manufacturado económicamente para dar satisfacción a los requerimientos del mercado. Es una labor ardua que requiere de capacidad creativa, sólidos conocimientos científicos y tecnológicos, habilidad práctica y perseverancia, ya que con frecuencia los resultados esperados no se obtienen tan pronto como se desean. Para ilustrar mejor este proceso, consideremos, por ejemplo, que la función comercial de una empresa a través de la planeación del producto ha especificado los atributos y características que debe tener un nuevo aparato electrónico y qué ingeniería del producto trabaja para lograrlo. Los ingenieros de diseño, de acuerdo con sus conocimientos y experiencia, estudian, consultan y revisan los reportes técnicos, libros, artículos científicos de divulgación, etc., más recientes, que se relacionan con las características del producto por diseñar; elaborando primeramente un diagrama esquemático, en el cual mediante símbolos, dibujos y líneas, se SINTITUL-2 331 11/06/2007, 10:39 332 Administrar para producir representan los diferentes subsistemas en que pueden dividir al producto, de acuerdo con las funciones o especificaciones que debe desempeñar o cumplir. A continuación, y considerando los diferentes valores de entrada y salida del sistema en su conjunto, comienzan a calcular mediante las ecuaciones adecuadas los valores internos que cada uno de los subsistemas debe tener para satisfacer los requisitos deseados. Cuando esta labor ha sido terminada y el ingeniero de diseño establece los valores y parámetros más importantes de cada uno de los componentes y partes de los sistemas, la siguiente actividad consistirá en comprobar en la práctica que aquello que ha sido calculado teóricamente funcionará como se espera. Para ello deberá simular el sistema en su conjunto, utilizando toda una serie de dispositivos estándar de laboratorio, tales como fuentes de poder, generadores de señales, medidores, partes y componentes, etc., para construir con ellos un modelo funcional, que ya representa una primera aproximación con relación al producto final que se espera. Desde luego que éste es un proceso de experimentación, medición y modificación de los valores, interconexiones y parámetros determinados mediante el cálculo del diagrama esquemático, hasta que se llega a determinar ya con precisión cuáles deben ser los valores definitivos para cada uno de los subsistemas del conjunto. El siguiente paso consiste en construir un modelo funcional del producto, sustituyendo todos los subsistemas representados por equipos estándar de laboratorio, por dispositivos, partes y componentes específicamente diseñados y construidos para el producto, tomando en cuenta las dimensiones físicas y limitaciones de espacio y apariencia que el producto final debe de satisfacer. Se considera un principio de buena ingeniería que el producto ya terminado emplee el menor número posible de partes especiales y que todos los componentes eléctricos, mecánicos, electrónicos, de sujeción, etc., sean de tipo estándar o comercial, ya que éstos siempre serán más económicos y adecuados para la producción en serie. El ingeniero de diseño debe conocer cuáles son las características y limitaciones de los diferentes sistemas, maquinaria, equipos, SINTITUL-2 332 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 333 herramientas y dispositivos, existentes en las instalaciones productivas y talleres de la empresa, en forma tal que esté consciente de cuáles serán las consecuencias de utilizar en los diseños, dispositivos o procesos de los cuales no se dispone y que requerirán de su adquisición, evaluando la conveniencia de realizar nuevas inversiones y el impacto que tendrán en el costo del producto. De acuerdo con R. Smith (1956, p. 83), generalmente el mejor diseño es el más simple, por lo que si el producto se diseña en forma compleja, su costo aumentará y disminuirá su confiabilidad al incluir un mayor número de componentes. El mismo autor señala que una característica de buen diseño es que se encuentre balanceado, lo cual significa que todas las partes y subsistemas seleccionadas para formar parte del producto tengan una vida esperada del mismo orden, ya que no tendría objeto desde un punto de vista económico, que dentro de un conjunto de partes y subsistemas, existan algunas cuya vida media sobrepase con mucho a la de los demás componentes. Como ejemplo de este concepto indica que un caso típico de diseño balanceado lo constituye un automóvil moderno, en donde casi al mismo tiempo de operación normal, los frenos, las llantas, la batería, la vestidura y otros elementos requieren ser sustituidos. Tolerancias Un aspecto muy importante en la etapa de diseño es el relacionado con las tolerancias. De acuerdo con R. Keiser (1962, p. 64), “una tolerancia representa la cantidad total que se permite que una dimensión dada pueda variar y constituyen concesiones de ingeniería a manufactura”. En efecto, la variabilidad es algo normal en la naturaleza y es prácticamente imposible encontrar dos cosas que sean exactamente iguales. Consecuentemente, cuando los especialistas de diseño se encuentran en el proceso de diseñar el producto, deben establecer mediante cálculo y experimentación los límites míni- SINTITUL-2 333 11/06/2007, 10:39 334 Administrar para producir mos y máximos dentro de los cuales se encontrarán los diferentes valores, dimensiones, atributos, características, etc., que constituyen lo que se conoce como factores de mérito o de calidad del producto, y posteriormente al elaborar los planos y especificaciones definitivas, éstos servirán para permitir la reproducción por cientos o miles, en las líneas de producción propias o de los proveedores de productos que deberán duplicar las características del prototipo original. Las tolerancias deberán ser tan grandes como sea posible, sin perjudicar la función que se espera del valor considerado, lo cual permite un mayor intercambio de partes y componentes, con los consecuentes ahorros que esto representa. Lo anterior, en ocasiones, no lo comprenden en toda su importancia los ingenieros de diseño, que establecen especificaciones menores a las que el producto requiere, dificultando así la labor de varios departamentos de la empresa. Keiser (1962, p. 64), muestra cómo el costo relativo se incrementa cuando el rango de la tolerancia disminuye para dimensiones especificadas en milésimos de pulgada. Tolerancias (Pulgadas ±) Costo Relativo 0.001 0.002 0.005 0.010 0.015 0.030 17 11 5 3 2 1 Esto es sólo un ejemplo que resulta aplicable a muchos otros conceptos, y por lo tanto una buena labor de ingeniería debe considerar estos aspectos tan importantes para lograr el equilibrio entre costo, calidad, facilidad de manufactura y operación del producto. Al respecto Keiser (1962, p. 65), nos dice lo siguiente: SINTITUL-2 334 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 335 Cuando el que diseña asigna una tolerancia a una dimensión, está estableciendo limitaciones que pueden tener un efecto adverso en muchos departamentos. La aplicación indiscriminada de tolerancias va más allá del costo adicional de maquinar o fabricar una parte. Las tolerancias pueden afectar a la compra de materiales, el diseño y fabricación de herramientas, la preparación de procedimientos de ensamble, métodos de fabricación, análisis de costo, así como los equipos y métodos de inspección. El costo total es muchas veces mayor que el costo particular, debido al maquinado de una pieza con una tolerancia más pequeña Normas y estándares Otro aspecto fundamental que deberá considerarse cuando se está diseñando un producto, cualquiera que sea su naturaleza, es que existen a nivel nacional e internacional normas y estándares que el producto debe cumplir y satisfacer. En nuestro país la Dirección General de Normas es el organismo oficial cuya función, de acuerdo con el artículo 13 del reglamento interior de la Secretaría de Patrimonio y Fomento Industrial es la siguiente: Formular, aprobar, expedir, revisar, difundir y vigilar el cumplimiento de las normas y especificaciones oficiales mexicanas que regulan el sistema general de medidas y las de los productos, así como las correspondientes a las clasificaciones y otras. Nuestro país forma parte de la Organización Internacional de Normalización (ISO), de la Comisión Panamericana de Normas Técnicas (COPANT), y de otros organismos internacionales cuya función se encuentra relacionada con este tema, por lo que es primordial que el departamento de ingeniería de una empresa cuente con todas las normas y especificaciones relativas a los productos que elabora, con objeto de lograr el cumplimiento de las mismas. De acuerdo con el Catálogo de Normas Oficiales Mexicanas se definen los siguientes conceptos: SINTITUL-2 335 11/06/2007, 10:39 336 Administrar para producir Especificación: es un enunciado concreto del conjunto de condiciones que debe satisfacer un producto; un material o un proceso; incluyendo, si es necesario, los métodos que permitan determinar si tales condiciones se cumplen (Organización Internacional de Normalización). Norma: es el resultado de un estudio particular de normalización aprobado por una autoridad reconocida (Organización Internacional de Normalización). Una de las críticas que se realizan con frecuencia a los productos hechos en nuestro país es que no son de calidad y esto se debe precisamente a que, en la gran mayoría de los casos, no cumplen las normas y especificaciones nacionales e internacionales. Nuestros productos manufacturados, ya sean de consumo o de capital sólo serán competitivos cuando satisfagan las normas relativas a los mismos. Los departamentos de ingeniería del producto (cuando los hay) de muchas empresas, desconocen que ya existen normas y especificaciones, y pierden el tiempo lamentablemente en elaborarlas con los resultados negativos que pueden esperarse de esta situación. En otros casos, ignoran totalmente la existencia de las normas y trabajan a base de muestras y prototipos, lo cual explica en parte la baja productividad y calidad de gran parte de los productos que cotidianamente consumimos. El desarrollo industrial sólo puede lograrse cuando todos hablan y entienden el mismo idioma, y esta reglamentación que permite simplificar procesos de producción, homogeneizar métodos de ensamble y de prueba, reducir costos, elaborar planos, etc., sólo es posible cuando las normas y especificaciones se conocen y se cumplen. En la tabla 12.1 se muestran algunos de los organismos internacionales que establecen estándares industriales para una gran variedad de productos y servicios, tomado del Industry Standars (1982, p. V-VII-IX), y únicamente como ejemplo del contenido de uno de ellos en la tabla 12.2 se reproduce el correspondiente a la colección ISO tomado de INFOTEC (1981, p. 1.9/1). SINTITUL-2 336 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 337 TABLA 12.1. Principales organismos internacionales que establecen normas y estándares industriales AAMI Association for the Advancement of Medical Instrumentation AATCC American Association of Textile Chemists and Colorists ACI American Concrete Institute ARINC Aeronautical Radio, Inc. ASAE American Society of Agricultural Engineers ASCE American Society of Civil Engineers AFBMA Anti-Friction Bearing Manufacturers Association ASHRAE American Society of Heating, Refrigerating and AirConditioning Engineers AGA American Gas Association ASME American Society of Mechanical Engineers AGMA American Gear Manufacturers Association ASQC American Society for Quality Control AI The Asphalt Institute ASTM American Society for Testing and Materials AIChE American Institute of Chernical Engineers AWS American Welding Society AISC American Institute of Steel Construction AWWA American Water Works Association ANS American Nuclear Society ANSI American National Standards CGA Compressed Gas Association Inc. (Continúa) SINTITUL-2 337 11/06/2007, 10:39 338 Administrar para producir (Conclusión) Institute API American Petroleum Institute EIA Electronic Industries Association AREA American Railway Engineering Association IEEE Institute of Electrical and Electronics Engineers ARI Air-Conditioning and Refrigeration Institute IES Illuminating Engineering Society ISA Instrument Society of America MSS Manufacturers Standarization Society of the Valve and Fittings Industry IPC The Institute for Interconnecting and Packaging Electronic Circuits RTCA Radi-Technical Comission for Aeronautics NEMA National Electrical Manufacturers Association SAE Society of Automotive Engineers NFPA National Fire Protection Association TAPPI Technical Association of fue Pulp and Paper NFP(A) National Fluid Power Association UL Underwriters Laboratories En ocasiones es costoso y difícil para una pequeña o mediana empresa, contar con toda la información técnica necesaria y en particular con las normas y especificaciones de productos, materiales, métodos de prueba, entre otras, que necesita para producir eficientemente sus productos. Para ayudar a resolver este grave problema, el gobierno federal creó el Fondo de Información y Documentación para la Industria (INFOTEC) con la finalidad de establecer un mecanismo de comuni- SINTITUL-2 338 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 339 TABLA 12.2. Colección ISO Catálogo de material informativo de INFOTEC Colección ISO International Organization for Standardization Contenido Normas internacionales y recomendaciones sobre: • Mecánica Roscas, sujetadores, cojinetes de rodillo, accesorios y tubos de metal, calderas y recipientes de presión, puntas de flecha, cuñas y cuñeros, cribas, cribado y otros métodos de malla; herramientas manuales, máquinas-herramientas, estrías y cremalleras, poleas y bandas, soldaduras, plataformas de estiba para manejo de materiales, engranes, calibradores para lámina y alambre, roscas y tapas para recipientes de vidrio, refrigeración, cadenas y ruedas para transportadores y equipo de transmisión de potencia, equipo para manejo mecánico continuo, cables de acero, choque y vibración mecánica, cadenas con eslabones redondos de acero, bombas, compresores, herramientas y máquinas neumáticas, ganchos elevadores y accesorios. • Construcción, materiales de construcción y metales. Papel, pulpa y cartón, acero, zinc y sus aleaciones, fierro fundido, refractarios, cobre y sus aleaciones, pinturas y barnices, madera aserrada y troncos, mica, construcción de edificios, minerales de cromo y manganeso, concreto reforzado, cal y cemento, fibras de asbesto y productos de asbesto-cemento, metales ligeros y sus aleaciones, corcho, cartón para construcción, pruebas contra fuego de estructuras y materiales de construcción, fundamentos sobre diseño de estructuras, minerales de hierro, recubrimientos metálicos y no metálicos, materiales metalúrgicos en polvo y productos relacionados, madera contrachapeada, tableros aglomerados y yeso. • Transporte y combustibles Construcción de embarcaciones, vehículos aéreos y espaciales, vehículos rodantes, combustibles minerales sólidos, productos del petróleo, métodos de prueba para equipo que emplea combustibles, materiales y equipo para las industrias del petróleo y gas natural, máquinas de combustión interna y maquinaria para desmonte. • Química Hule y sus productos, aceites esenciales y plásticos. • Mediciones Límites y ajustes, dibujos técnicos, cantidades, unidades, símbolos, fac(Continúa) SINTITUL-2 339 11/06/2007, 10:39 340 Administrar para producir (Conclusión) tores y tablas de conversión, números más usuales, medición del flujo de fluidos en conductos cerrados, terminología, documentación, aplicaciones de métodos estadísticos, medición del flujo de líquidos en canales abiertos, pruebas no destructivas, documentos y datos de administración, comercio e industria. • Agricultura y medicina Maquinaria y tractores agrícolas, productos agrícolas alimenticios, recipientes metálicos herméticamente sellados para alimentos, equipo de transfusión para uso médico, nombres comunes para plaguicidas, agujas para inyectar y jeringas, odontología. • Generalidades Cinematografía, textiles, fotografía, acústica, maquinaria y accesorios textiles, preguntas de consumidores, señales y colores para seguridad, equipo recreativo y deportivo, almidón, seguridad personal, equipo y ropa de protección, recipientes para transporte, horología, cuero, empaque, impresión, sistema para designar y marcar tamaños en calzado, cabinas para interpretación-traducción simultánea. • Misceláneos Metrología y propiedades de superficies, cilindros para gas, hidrocarburos aromáticos, minería, energía nuclear, agentes tensoactivos, máquinas de oficina, procesamiento de información y computadoras, tecnología del vacío, tubería y accesorios de plástico para manejo de fluidos. • Aplicación La información contenida en la colección ISO tiene aplicación en aquellas organizaciones que realizan funciones de: • Ingeniería • Producción • Pruebas • Construcción • Normalización SINTITUL-2 340 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 341 cación y de transferencia de conocimientos científicos y tecnológicos existentes en el país y en el extranjero. En esta institución se prestan servicios de información tecnológica, relativos a patentes, estándares, investigación servicios de expertos en equipos y tecnologías que proporcionan a la industria en general; pero para las pequeñas y medianas empresas en particular un servicio que de otra forma estaría fuera de sus posibilidades económicas. Elaboración de planos Una vez que los modelos de prototipos de los productos han sido probados en todas las condiciones de operación posibles, sometiéndolos a pruebas de vida acelerada, pruebas de campo, pruebas de apariencia, etc., y que los valores para todos los diferentes atributos, parámetros, dimensiones o características han sido totalmente determinados, los ingenieros de diseño necesitan establecer las condiciones necesarias para que estos modelos puedan ser reproducidos por cientos o miles en el taller, en las líneas de producción de la empresa o por los proveedores. El medio de comunicación para lograr lo anterior lo constituyen los planos o diagramas de ingeniería, los cuales pueden ser de diferentes tipos, de acuerdo a su utilización. Los dibujos de ingeniería pueden establecer dimensiones exactas o únicamente mostrar vistas desde diferentes ángulos de un producto; pueden ser diagramas esquemáticos que mediante la utilización de símbolos convencionales indiquen la configuración de un sistema o especificar los materiales y herramientas que deberán ser utilizados para el proceso de un producto; indican en ocasiones el método de ensamble de diferentes componentes o partes; presentan secciones o cortes en diferentes planos mostrando detalles de construcción interna, indican tolerancias, métodos de pruebas o normas y especificaciones de calidad; pueden ser elaborados utilizando proyecciones ortogonales, perspectivas o representaciones isométricas. Para obtener mayor información sobre este tema es recomendable consultar el trabajo de A. Cam- SINTITUL-2 341 11/06/2007, 10:39 342 Administrar para producir beros (1966, p. 69 a 103) y la norma ISO R129 Engineering Drawing Dimensioning (1959, pp. 1 a 16). Un buen dibujo o diagrama debe de ser de fácil lectura y que no se preste a otras interpretaciones, permitiendo que fabricantes localizados en diferentes lugares puedan construir o fabricar un producto con las mismas dimensiones, acabado, materiales y la misma apariencia para que sean utilizados indistintamente en la fábrica del comprador. He tenido oportunidad de observar empresas en donde, por falta de capacidad para dibujar o interpretar los planos, trabajan mediante muestras físicas y se pide que éstas se reproduzcan en el taller, ya sea el propio o el de los proveedores. Y los técnicos, operarios o artesanos tienen que medir pieza por pieza y dimensión por dimensión en las líneas de producción para elaborar el producto requerido, con el resultado final de que cada lote de producción es diferente al anterior; no existe homogeneidad, los errores se multiplican y los desperdicios aumentan. Para decirlo en pocas palabras, es una producción de tipo artesanal. Dimensión de los planos Existen toda una serie de técnicas para elaborar los planos, mismas que deben ser tomadas en cuenta. Para empezar, sus dimensiones deben estar normalizadas. En la revista Industria Mexicana (1973, p. 33) indican que las designaciones por letras para identificar los diversos tamaños de los dibujos de ingeniería, son las siguientes: SINTITUL-2 Letra Dimensiones en cm A B C D E F 21.6 × 27.9 27.9 × 43.1 43.1 × 55.9 60.9 × 91.4 91.4 × 122.0 76.2 × 106.7 342 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 343 Contenido del dibujo de ingeniería De acuerdo con su aplicación, los dibujos o planos de ingeniería contienen cierta información adicional a la que el propio dibujo muestra, con objeto de que sea más completa para todas las personas que tienen necesidad de utilizarlos: ingenieros de proceso, inspectores de calidad, compradores, proveedores, inspectores de recibo de material, personas de producción, etcétera. Los planos de ingeniería deben tener un cuadro de referencias en donde se anotan los datos más importantes que sirven para identificar el dibujo. Generalmente este cuadro se localiza en la parte inferior derecha del plano y de acuerdo con Keiser (1962, p. 4 a 11) debe contener parte de la información que se enumera en la tabla 12.3. En la figura 12.2 se presenta el ejemplo de un dibujo de ingeniería, indicando con letras el lugar destinado a la información que aparece en la tabla 12.3. Revisiones o cambios de ingeniería Ocurre en ocasiones que una pieza, componente, parte o ensamble se utiliza en un determinado modelo, pero que tiempo después, al diseñar otro modelo, la pieza que se utilizaba en el anterior es susceptible de ser utilizada en el nuevo tal como se encuentra o realizando una pequeña modificación. Quizá cambiar el tipo de acabado, modificar una tolerancia o una dimensión etc. No tiene sentido elaborar un nuevo dibujo, asignando otro número de parte a una pieza que no difiere gran cosa de otra. En otras ocasiones, en la práctica se comprueba que no tiene objeto mantener una cierta dimensión o tolerancia dentro de límites muy estrictos, y que es posible realizar modificaciones sin afectar la calidad del producto, para facilitar los procesos de producción o de prueba tanto en la propia fábrica como en las de los proveedores. SINTITUL-2 343 11/06/2007, 10:39 SINTITUL-2 344 o.- p.- q.- r.- 11/06/2007, 10:39 Escala f.- u.- j.- k.- w.- Nombre de la parte y descripción Nombre de la empresa i.- v.- c.- Número de dibujo d.- Número de la parte b.- a.- h.- t.- FIGURA 12.2. Ejemplo de un dibujo de ingeniería Tolerancias Acabados n.- m.- s.- g.- e.- Modelo l.- x.- 344 Administrar para producir Cristalizando la idea o ingeniería del producto 345 CUADRO 12.3. Contenido del dibujo de ingeniería A Información del cuadro de referencias a) Nombre de la empresa. b) Nombre de la parte, ensamble, producto, etc., junto con su descripción. c) Número de dibujo, indicando con el código de letras el tamaño del mismo. d ) Número de parte. e) Modelo (en su caso). f) Escala utilizada en el dibujo. Cuando se use otra diferente en alguna parte del dibujo, esto se anotará en el lugar correspondiente. g ) Número de planos o dibujos que contienen la información relativa a la misma parte; por ejemplo 1 de 1, 1 de 2, 2 de 3, etc. h ) Iniciales del dibujante y firma. i) Fecha del dibujo. j) Iniciales y firma de la persona que revisó. k) Fecha de la revisión. l) Iniciales y firma del gerente de ingeniería que aprueba el plano así como la fecha de aprobación. m ) Especificación del acabado final. Por ejemplo, si se trata de cadminizado, cromado, pavonado, pintura, etc., indicar de qué espesor en milésimas de pulgada debe ser el mismo. n) Tolerancias en general. Cuando alguna dimensión requiera otras tolerancias, éstas deberán señalarse en el dibujo. B Información relativa a los cambios de ingeniería o revisiones o) Clave de la revisión. Generalmente se emplea un código alfabético; cuando el plano se emite por primera vez se anota nuevo. Posteriormente se emplean las letras A, B, etc. (Continúa) SINTITUL-2 345 11/06/2007, 10:39 346 Administrar para producir (Conclusión) p ) Descripción del cambio. q) Iniciales y firma de la persona que autorizó el cambio. r) Fecha del cambio o revisión. C Información relativa a piezas, componentes o materiales s) Número del componente. t) Número de parte. u) Cantidad o número de piezas. v ) Descripción de la parte. w) Número del dibujo de la parte. x ) Código comercial del material. D Información relativa a acabados, procedimientos de ajuste o de prueba, maquinados, tratamientos térmicos, etc., los cuales se anotan en el cuerpo del dibujo. E Información relativa a tolerancia de forma y de acabado, generalmente mediante el empleo de los símbolos siguientes: SINTITUL-2 perpendicularidad planicidad paralelismo posición real concentricidad angularidad simetría redondez 346 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 1 2 3 4 5 6 7 347 8 1. Describe la forma de la pieza. 2. Describe la sección transversal de la pieza. (cilíndrica, cónica, convexa, cóncava, etc.) 3. Describe la existencia o no existencia de perforaciones concéntricas al eje de la pieza. (Con cuerda, sin cuerda, tipo de cuerda, etc.) 4. Describe la existencia de otras perforaciones distintas a la concéntrica (longitudinales, transversales, radiales, etc.) 5. Describe la existencia de surcos o cuerdas, en el exterior, en el frente, en el interior, etc., de la pieza. 6. Describe la existencia de protuberancias, ranuras, aplanados, etc. 7 Describe las dimensiones de la pieza (diámetro externo, diámetro interior, sección transversal, etc.) 8 Indica la longitud de la pieza (mayor que, igual que, menor que, etc.) FIGURA 12.3. Significado de los descriptores utilizados para codificar las partes También puede ocurrir lo contrario: que dada cierta dimensión con su respectiva tolerancia en el diagrama original, se vea la necesidad de reducir la tolerancia con objeto de asegurar la confiabilidad y funcionamiento del producto final. En general, y por diversas circunstancias, los técnicos, ingenieros de proceso, proveedores, compradores, etc., solicitarán a la gerencia de ingeniería que sean modificadas las condiciones establecidas en los planos y dibujos de ingeniería, y es facultad del gerente, después de evaluar las con- SINTITUL-2 347 11/06/2007, 10:39 348 Administrar para producir veniencias e inconveniencias del cambio solicitado, autorizar lo que se conoce como cambio de ingeniería o revisión del dibujo. Esta información también forma parte del dibujo de ingeniería y se muestra en la tabla 12.3 (letra o a r). Desviaciones Conviene señalar en este punto la diferencia que existe entre lo que se conoce como desviación de ingeniería y el cambio o revisión que ya se ha descrito. Ocurre en ocasiones que una cierta especificación de ingeniería no es posible que sea satisfecha de inmediato por diversas circunstancias. Tal vez se tiene en existencia cierto material obsoleto que es necesario utilizar para reducir costos; o se está reparando cierta maquinaria o equipo y parte del proceso se está realizando con otros medios, o quizá también se requiere importar material y mientras se recibe se puede utilizar otro diferente al especificado. En esas circunstancias, si los inspectores de control de calidad aplican las especificaciones tal y como se muestran en los planos de ingeniería, se verían obligados a rechazar la producción o los materiales. En estos y otros casos parecidos, la gerencia de ingeniería tiene la facultad de autorizar una desviación con respecto a la especificación original que no se puede cumplir, señalando por escrito en qué consiste la desviación autorizada, así como la vigencia de la misma. Esta vigencia de la desviación puede ser durante un tiempo, por un cierto número de unidades o hasta agotar las existencias de un material, pero siempre debe tener un fin y es responsabilidad de control de calidad vigilar que se cumpla la vigencia de la desviación y volver a aplicar las especificaciones originales cuando la desviación se termina. He tenido oportunidad de observar empresas en donde las desviaciones se convierten en definitivas, aunque esta circunstancia jamás se refleje en los SINTITUL-2 348 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 349 planos, y entonces ocurre que el producto “en teoría” es de una calidad excelente pero en la realidad deja mucho qué desear. La calidad o nivel de excelencia de un producto está determinada por sus especificaciones y el cumplimiento de las mismas en la práctica, y a medida que se autorizan en forma indiscriminada las “desviaciones”, esta calidad va disminuyendo. Otra información del plano de ingeniería Los planos o dibujos de ingeniería se utilizan con propósitos diferentes. Por ejemplo, en un plano se puede dibujar una sola pieza o varias que formen parte de un ensamble, o un ensamble completo, o llegado el caso un producto terminado que conste de varios ensambles. En estos casos es necesario contar con información relativa a los materiales que serán utilizados para fabricar cada una de las piezas que se indican en el cuerpo del dibujo. En la parte superior derecha de la figura 12.2 se muestra con las letras s a x, una forma de incluir la información requerida. Además de toda esta información, que pudiéramos llamar general en el dibujo, existen otro tipo de datos que con frecuencia se deben incluir en un plano para señalar sus aspectos particulares y que pueden depender de circunstancias específicas de diseño. Cuando éste es el caso, se acostumbran utilizar símbolos especiales para señalar estos detalles. De acuerdo con Keiser (1962, p. 72) algunos de los símbolos más comunes son los que se muestran en la tabla 12.3. Codificación o asignación de números de parte Otra responsabilidad de la gerencia de ingeniería se relaciona con la asignación de números de parte. En efecto, tan pronto como se ha diseñado un nuevo componente, elemento, subensamble o producto final, es necesario que la gerencia de ingeniería asigne un núme- SINTITUL-2 349 11/06/2007, 10:39 350 Administrar para producir ro de parte, para evitar confusiones posteriores a los procesos de producción, de compras, de almacenes, de diseño, de inspección, etcétera. Conozco empresas que no obstante todas las ventajas que representa identificar materiales, partes o productos, ya sea por ignorancia o por indolencia, carecen de un sistema de codificación de sus partes o productos terminados, con las consecuencias previsibles de tal actitud. Ahora bien, asignar un número de parte no es cuestión de capricho o de gusto del departamento de ingeniería. El número de parte no se asigna progresivamente a todas las piezas o dibujos conforme se van diseñando o dibujando. Existen varios criterios para realizar esta clasificación, los cuales deberán ser tomados en cuenta, ya que si no se consideran todas las circunstancias, aplicaciones o necesidades de la organización, el sistema elegido se verá limitado en su operación. Cuando se tiene un sistema adecuado de asignación de números de parte, son varios los departamentos de la empresa que pueden beneficiarse; y si se cuenta con un centro de proceso electrónico de datos, los beneficios son aún mayores, ya que se puede procesar la información de acuerdo con las necesidades específicas de todos los departamentos. R. Stauffer (1979, p. 51), describe un sistema de codificación para piezas maquinadas mediante el empleo de un código que consta de ocho posiciones o descriptores. Cada posición puede tener 16 caracteres diferentes (de acuerdo con el sistema hexadecimal: los números del 1 al 9 y las letras de la A a la F) que sirven para describir toda una serie de variables para cada una de las posiciones. En la figura 12.3 se describe brevemente lo que cada una de las ocho posiciones representa. Existen otros sistemas de codificación en donde además de variar el número de dígitos en el código, los criterios para asignar el valor a cada dígito dependen de otras circunstancias. Por ejemplo: • La función del elemento, parte o pieza es un elemento de unión, un elemento resistivo, inductivo etc. SINTITUL-2 350 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 351 • El tipo de material de que está hecha la pieza: acero, latón, aluminio, papel, carbón, alambre etc. • El medio de producir la pieza: si es una troquelada, maquinada, moldeada, extruida, fundida etc. • La sección transversal de la pieza: circular, rectangular tipo U, tipo L, entre otras. • Las dimensiones físicas de la pieza, largo, ancho, espesor, etcétera. Un aspecto que debe tomarse en cuenta al codificar las piezas, partes y materiales es que la unión de varias partes dará origen a un subensamble. La unión de varios subensambles pueden constituir un ensamble y varios de éstos un producto terminado, y esta circunstancia puede ser indicada por los números de parte, permitiendo conocer y clasificar así a todos los elementos y materiales que constituyen un producto terminado con las ventajas inherentes que esto tiene para programar la producción, determinar las necesidades de compras, calcular costos y elaborar presupuestos. Véase figura 12.5. Según Stauffer (1979, p. 49) un sistema de codificación de materiales, partes, ensambles y productos terminados proporciona algunas de las siguientes ventajas: a) Ahorro de gastos de diseño al utilizar partes y componentes que han sido diseñadas anteriormente tal como se encuentran o con pequeñas modificaciones. b) Reducir los costos de diseño al eliminar el diseño de piezas o partes similares especiales tratando de lograr una mayor estandarización. c) Mediante este sistema es posible identificar procesos de manufactura inadecuados o no convenientes en función de consideraciones de economía, tiempos perdidos, niveles de calidad, etcétera. SINTITUL-2 351 11/06/2007, 10:39 SINTITUL-2 352 4045717 Producto terminado Núm. de parte 317 4213 Núm. de parte ensamble 2º nivel de explosión 11/06/2007, 10:39 185 2981 193 8743 194 9514 139 2146 187 2239 146 3983 154 4583 109 4561 116 3853 119 4621 Núm. de parte pieza 4º nivel de explosión Bomba lavadora Motor Armadura XXXXXX XXXXXX Terminal Depósito XXXXXXX XXXXXX Tornillo Tuerca Tablero control Conector Resistencia Capacitor Descripción C 2545728 B 2463984 B 2185236 C 4045717 Planos Descripción: Bomba lavadora Núm. de plano: Mismo FIGURA 12.4. Ejemplo de una lista de materiales 254 5728 246 3984 218 5236 Núm. de parte subensamble 3º nivel de explosión Modelo: 1982 Núm. de parte: 40 45 717 Lista de materiales 1 3 4 6 1 1 6 6 10 1 6 1 2 Núm. de veces 352 Administrar para producir Cristalizando la idea o ingeniería del producto FIGURA 12.5. Metodología para establecer los niveles de explosión SINTITUL-2 353 11/06/2007, 10:39 353 354 Administrar para producir d) Permite clasificar a las partes en grupos y familias, estableciendo al respecto procesos de manufactura uniformes. e) Permite analizar la capacidad de producción instalada en maquinaria y herramientas de tipo diferente con relación a la mezcla de productos, diagnosticando necesidades futuras de herramientas. f) El análisis de los costos de producción se simplifica considerablemente, y es posible clasificarlos por departamentos, productos, ensambles, etcétera. Elaboración de listas de materiales Ésta es otra función del departamento de ingeniería que es consecuencia de la labor de diseño. En efecto, además de los dibujos de ingeniería, planos, especificaciones, etc., el departamento de ingeniería debe elaborar la lista completa de los materiales que constituyen un producto terminado, indicando cuántas veces se utiliza cada componente, cuáles son sus planos y especificaciones y cómo se agrupan éstos en subensambles y ensambles. A esto se le conoce como niveles de explosión, y en la figura 12.4 se muestra un ejemplo hipotético de cómo se presenta esta lista, teniendo como antecedente la clasificación por niveles que se ilustra en la figura 12.5. Si la lista de materiales se encuentra completa y las diferentes partes y ensambles se anotan de acuerdo con la última revisión del plano de ingeniería correspondiente, es obvio que no deben existir razones para que todas las demás gerencias que dependen del trabajo de ingeniería no realicen eficientemente su labor. Desafortunadamente en nuestro medio industrial, las empresas que cuentan con una gerencia de ingeniería que realice todas y cada una de estas actividades son muy pocas, lo que explica SINTITUL-2 354 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 355 muchos de los graves problemas que tienen las empresas y que podríamos sintetizar en dos frases: • Muy baja productividad • Niveles mínimos de calidad Centro de información tecnológica Un buen departamento de ingeniería debe contar con un flujo constante de información técnica actualizada que le permita a su personal estar al día en todo lo relativo al conocimiento científico y tecnológico que sea de interés y aplicación en su área de actividad. Por ese motivo es conveniente que la empresa adquiera regularmente publicaciones, revistas, libros, manuales y normas actualizados, y que este conocimiento se difunda en todos los niveles de la organización para que el personal, no sólo de ingeniería, sino de control de calidad, manufactura, procesos, producción, mantenimiento, entre otros, cuente con información que le permita realizar cada vez mejor su trabajo. Esta delicada labor debe ser realizada por ingeniería ya que, por la naturaleza misma de sus actividades, es la que con mayor frecuencia requiere de información. Incluso en este departamento debe concentrarse y guardarse toda la información técnica (manuales) que acompaña a las máquinas, equipos, sistemas de medición, etc., que son adquiridos por la empresa y que si no se tiene cuidado, tiempo después desaparecen, ya sea porque el ingeniero que pidió el equipo, o el que lo instaló se llevó el manual para su casa y toda la información se perdió. Y tiempo después cuando se requiere esta información para reinstalar la maquinaria, repararla o establecer un programa de mantenimiento preventivo, se carece de la información mínima necesaria para poderlo efectuar, con los graves problemas que esto puede significar. SINTITUL-2 355 11/06/2007, 10:39 356 Administrar para producir Evaluación de los productos de la competencia Ésta debe ser una actividad continua dentro de las labores de la gerencia de ingeniería. Debe saber quiénes son sus competidores más importantes y evaluar constantemente sus productos, determinando honestamente en qué aspectos los productos de la competencia superan a los de la propia empresa y en qué otros los productos de la misma son mejores. Como resultado de esta actividad, la empresa estará en posibilidad de mejorar sus productos, hacerlos más competitivos, reducir costos de producción, etcétera. Otras funciones de ingeniería Todas las funciones que hemos descrito hasta este momento constituyen la principal responsabilidad de una gerencia de ingeniería; sin embargo, de acuerdo con M. Nelles (1961, p. 30) existen otras funciones más, que también son responsabilidad de esta gerencia: a) Proporcionar al resto de la organización, la asesoría y los conocimientos técnicos especializados que el personal de esta gerencia posee. En efecto, el potencial de recursos tecnológicos y humanos con que cuenta la gerencia de ingeniería debe servir para asesorar a otras áreas de la empresa a realizar mejor su trabajo. Con frecuencia, algunas de las partes o componentes que se utilizan no son producidos en la propia empresa, sino que son fabricadas por proveedores y éstos pueden tener problemas técnicos en la interpretación de las normas y especificaciones en la manufactura de componentes, en el control de calidad de su proceso, etc., la gerencia mencionada puede ayudar a resolver estos problemas, si actúa con la mentalidad de que lo importante es solucionar el problema y no quién lo aclara o de quién es la responsabilidad. SINTITUL-2 356 11/06/2007, 10:39 Cristalizando la idea o ingeniería del producto 357 b) En otros casos, y sobre todo cuando los productos que vende la empresa sirven como partes y ensambles para productos que manufacturan otras empresas, ingeniería debe ayudar a la gerencia de ventas a promoverlas, encontrando otro tipo de aplicaciones para sus productos y mejorando la confiabilidad. c) En general, ingeniería debe servir de apoyo en el establecimiento y mantenimiento de las relaciones tecnológicas que la empresa tiene con la comunidad, con dependencias del gobierno, con otras empresas, con asociaciones profesionales y cámaras industriales, con universidades y centros de enseñanza del país, etc., y los mejores elementos humanos, desde el punto de vista técnico, deben estar en ingeniería y por lo tanto ayudar en esta importante actividad. SINTITUL-2 357 11/06/2007, 10:39 CAPÍTULO 13 DEL PROTOTIPO A LA PRODUCCIÓN EN MASA INGENIERÍA DE MANUFACTURA Una vez que ingeniería de diseño o del producto ha desarrollado su labor y como resultado se cuenta con las especificaciones completas, así como con los planos, diagramas, listas de partes y materiales, muestras funcionales, etc.; surge la necesidad de realizar otras actividades técnicas o de ingeniería que no se encuentran directamente relacionadas con el producto, sino con los medios necesarios para producirlo. Se necesita encontrar la respuesta a toda una serie de interrogantes: ¿cuántas personas se requerirán para producir los artículos en los volúmenes deseados?, ¿cuántos y cuáles son los materiales indirectos que se requerirán?, ¿qué maquinaria y herramienta se necesita?, ¿qué espacio será el adecuado para la realización de las actividades productivas?, ¿cuál será el costo de manufactura y el capital de trabajo necesario?, ¿cuáles serán los métodos de producción más seguros y convenientes?, entre otras. Las respuestas a éstas y a otras preguntas más, no son sencillas y requieren la aplicación de una gran capacidad técnica que desafortunadamente en nuestro medio industrial es con frecuencia ignorada, dando por resultado una muy baja productividad de los insumos utilizados, lo cual se refleja finalmente en los excesivos costos de producción y en la mala calidad de los productos elaborados. Si consideramos a una empresa industrial como una cadena compuesta por varios eslabones, entre el que representa a la función de diseño y el que constituye la función propiamente productiva se encuentra, entre otros, el eslabón que conocemos como ingeniería de manufactura. 359 360 Administrar para producir Ahora bien, ¿cuáles son las actividades que constituyen a esta función de ingeniería que llamamos manufactura? Son varias subfunciones y la determinación del contenido específico de cada una de ellas dependerá del tipo de industria y de los problemas particulares que se presenten, pero en términos generales podríamos representar mediante el organigrama de la figura 13.1, una forma típica de estructurar la función de manufactura. Ingeniería de manufactura Procesos Métodos de trabajo Ingeniería de planta Taller Mantenimiento FIGURA 13.1. Organigrama de una gerencia de ingeniería de manufactura Ingeniería de procesos De acuerdo con Buffa (1980, p. 220): El campo de los procesos de producción abarca desde la tarea completamente manual hasta los sistemas hombre-máquina e incluye los procesos automáticos donde la mano de obra es indirecta o de vigilancia... La naturaleza básica del procesamiento es la transformación, o sea que algo sucede que en alguna forma transforma la cosa en que se trabaja. En general con estas transformaciones se puede efectuar un cambio químico, alterar la forma básica, añadir o Del prototipo a la producción en masa. Ingeniería de manufactura 361 quitar partes como ocurre en el ensamblado, cambiar la localización de la cosa que se procesa como sucede en las operaciones de transporte, proporcionar o modificar sistemas de información como ocurre en las operaciones de oficina, o verificar la corrección de cualquier otro proceso, tal como se hace en las operaciones de inspección. Por lo tanto, dado un determinado producto, antes de establecer el proceso adecuado para su producción se deberán considerar diferentes factores entre los cuales tenemos los siguientes: equipos, máquinas y dispositivos existentes en la empresa, volúmenes deseados de producción de acuerdo con los pronósticos de ventas, materiales y partes disponibles en el mercado, nivel de capacitación asociados, utilidades previstas de acuerdo con los precios de venta estimados, etcétera. Revisión del diseño Es natural que de acuerdo con éstos y otros factores en ocasiones será necesario seleccionar otros diseños alternativos en lugar del que a primera vista parece ser el más obvio; pero que por alguna razón limitante no es posible o conveniente utilizar, debido a las condiciones particulares de las instalaciones productivas existentes en la empresa. Esto nos lleva a considerar algo que ya quedó planteado en el capítulo relativo a ingeniería de diseño pero que vale la pena aclarar en este momento. En ocasiones, el ingeniero de diseño se aisla en su gabinete y elabora diseños y especificaciones de partes y productos que no son realizables con facilidad y economía, dadas las condiciones de las instalaciones productivas o el nivel técnico de obreros y supervisores. Es aquí donde con frecuencia deben intervenir los ingenieros de proceso, utilizando su experiencia práctica y conocimiento de los procesos de producción, maquinaria y herramientas especiales y así asesorar a los ingenieros de diseño en su labor y hacerles ver la conveniencia o inconveniencia de seleccionar determinados diseños que en ocasiones involucran cambios radicales en las líneas de producción. 362 Administrar para producir Es muy importante que los ingenieros de diseño tengan conocimiento y experiencia de los procesos de producción, para que al diseñar o especificar una parte, tolerancia, material, proceso, etc., tengan un conocimiento preciso de las implicaciones que dicha decisión va a tener en la realidad. No es lo mismo diseñar y construir un modelo en el laboratorio por un técnico o ingeniero que puede tener todo el tiempo necesario para hacerlo, que fabricar en las líneas de producción mediante la labor de decenas de obreros, cientos o miles de unidades por día, de acuerdo con especificaciones estrictas que el producto final debe de satisfacer. Por ese motivo los ingenieros de manufactura, al establecer el proceso de producción deben tener presente la economía de la empresa y tratar de lograr una elevada productividad y seguridad en el proceso productivo, y aunque algunos de los factores que afectan la productividad no dependen totalmente de este departamento sí pueden influir en aquellos que son de su responsabilidad directa. Factores que afectan la productividad De acuerdo con Hummel y Nickerson (1960, pp. 5-16) se puede obtener mayor producción en las industrias, por algunos de los siguientes medios. 1 Simplificación y normalización de los productos. a) Menos clases de productos. b) Proyecto o diseño del producto que requiera menos y más sencillas operaciones. 2. Utilización más eficaz de los materiales, suministros y servicios. 3. Mejora de métodos o simplificación del trabajo. a) Mejores máquinas, utillajes, plantillas, dispositivos, troqueles y herramientas. b) Mejor equipo para el manejo de los materiales. Del prototipo a la producción en masa. Ingeniería de manufactura 363 c) Estudio de movimientos o el más detallado estudio de los micromovimientos. d) Mejor distribución en fábrica y más adecuado emplazamiento del equipo y maquinaria. e) Mejor planificación y programación para disminuir y reducirlos cuellos de botella de la fabricación. 4. Mejora de la experiencia de los trabajadores. Mejor formación profesional. 5. Mayor esfuerzo o voluntad de trabajo de los obreros. a) Aumento de la energía aplicada por el obrero en su trabajo. b) Aplicación de los obreros al trabajo durante periodos de tiempo más largos. c) Mejor planificación del trabajo de cada operario. d) Mejora de la cooperación entre empleados y empresario. e) Aplicar las ideas de los obreros por medio de sistemas de sugerencias u otros medios ordenados y sistemáticos. Como podemos ver de la lista anterior, la gerencia de manufactura es responsable de la correcta ejecución de varias de las acciones que de acuerdo con el criterio de Hummel y Nickerson contribuyen a aumentar la productividad de una empresa productiva; por lo que si esta función no es realizada eficientemente, sus resultados afectarán negativamente al resto de la organización. Determinación del proceso de producción Cuando los ingenieros de diseño han decidido finalmente cuál será el diseño definitivo del producto y lo han plasmado en una muestra funcional, acompañada de las especificaciones finales del producto, planos, diagramas, listas de partes y materiales debidamente 364 Administrar para producir codificados, se inicia la labor de los ingenieros de proceso que deben establecer el proceso más adecuado para elaborar dicho producto. Entenderemos por proceso al conjunto y secuencia de las diferentes actividades que será necesario ejecutar para elaborar el producto especificado, y lógicamente este proceso dependerá del número de unidades que se desea producir por unidad de tiempo, ya que el volumen de producción determinará el proceso seleccionado. Dependiendo de la naturaleza del producto, el ingeniero de procesos va separando el mismo en ensambles y subensambles, tratando de determinar la secuencia lógica de las diferentes actividades de producción requeridas; el tipo y naturaleza de los procesos de ensamble; seleccionar entre soldar, remachar, engrapar, atornillar o pegar diferentes componentes; decidir si es necesario tornear, barrenar, fresar, cepillar, taladrar, esmerilar, etc., las diferentes materias primas hasta lograr su transformación en las partes y componentes que forman los subensambles y ensambles en que se ha dividido el producto. Este desglose de las actividades puede ser a diferentes niveles de detalle. En algunos casos se tendrá que llegar al extremo de especificar los micromovimientos que el operario de producción tendrá que realizar, cuando ya el producto se esté elaborando. Más adelante veremos qué se quiere decir con el término micromovimiento. Los ingenieros de procesos aplican todos sus conocimientos y experiencias con objeto de reducir al mínimo todos aquellos movimientos innecesarios, que además de fatigar al operario originan pérdidas de tiempo. Además, deberán considerar la naturaleza de las instalaciones previstas para realizar el trabajo, las herramientas estándar que emplearán, los dispositivos y herramientas especiales de producción que será necesario diseñar y construir para reducir y eliminar Del prototipo a la producción en masa. Ingeniería de manufactura 365 los esfuerzos y fatiga de los trabajadores, los contenedores de materiales y su disposición, los equipos de ajuste y calibración, los espacios disponibles, etcétera. Se trata en síntesis de planear detalladamente todas las acciones necesarias para elaborar el producto con un mínimo de esfuerzo y demora y sin desperdiciar materiales. Para auxiliarse en esta labor van elaborando lo que se conoce como diagramas o gráficas del proceso, ayudándose de símbolos que hay para tal fin, ya que las actividades variarán en su naturaleza y existirán actividades de operación, de transporte, de inspección, de espera, de almacenamiento, etcétera. Los símbolos utilizados para elaborar los diagramas de procesos son aquellos que se muestran en la figura 13.2 y en la figura 13.3 se muestra un ejemplo de diagrama de proceso. Se recomienda consultar el capítulo 7 de la obra de H. B. Maynard (1960, pp. 1-74 a 1-94), en donde se definen y explican gran número de términos empleados por los ingenieros industriales. Existen diferentes formas de elaborar estos diagramas y la selección particular de un formato dado dependerá del tipo de información que se requiera, de su aplicación y de la experiencia del ingeniero de procesos. En ocasiones el diagrama se elabora para determinar un nuevo proceso, para indicar cómo se está desarrollando en la actualidad un proceso de producción, para analizar un método actual y corregirlo, para proponer un nuevo método de trabajo, para comparar un método con otro, entre otros. Se recomienda consultar a Mullee y Porter (1960, cap. 3), para una descripción completa de los diferentes tipos de diagramas de proceso. 366 Administrar para producir Operación Una operación tiene lugar cuando se alteran intencionalmente cualesquiera de las características físicas o químicas de un objeto; cuando se le separa o une a otro objeto o cuando se le dispone para otra manipulación, transporte, inspección o almacenaje. También sucede una operación cuando se da o recibe información o cuando tiene lugar un cálculo o planificación. Transporte Un transporte tiene lugar cuando se desplaza un objeto de un lugar a otro, excepto cuando tales movimientos forman parte de una operación o son causados por el operario en el lugar de trabajo durante una operación o inspección. Inspección Se dice que tiene lugar una inspección cuando se examina un objeto para identificarlo o para verificar en calidad o cantidad cualquiera de sus características. Espera La espera (retraso o demora) tiene lugar cuando las condiciones no permiten o no requieren la ejecución inmediata de la próxima acción planeada, excepto cuando estas condiciones cambian intencionalmente las características físicas o químicas del objeto. Almacenaje Se llama así el entretenimiento y protección de un objeto frente a desplazamientos no autorizados. Actividad combinada Cuando se desea señalar actividades ejecutadas por uno o varios operarios en el mismo lugar de trabajo, se combinan los símbolos de estas actividades. FIGURA 13.2. Símbolos utilizados en los diagramas de proceso según W. Mullee y D. Porter (1960, pp. 2-20) Del prototipo a la producción en masa. Ingeniería de manufactura . . 367 . 4 1 X 4 1 . . 4.00 FIGURA 13.3. Ejemplo de diagrama de proceso .3 X 368 Administrar para producir Contenido del diagrama de proceso La información que contiene el diagrama de proceso, en términos generales, puede ser la siguiente: • Datos de identificación del proceso, indicando de qué se trata, nombre, departamento, parte, ensamble, etcétera. • Fecha de elaboración. • Nombre del analista. • Indicación de si se trata de un método propuesto o de un método actual. • Localización: planta, línea, fábrica, etcétera. • Número del proceso. • Número de parte o diagrama de ingeniería relativo, (en ocasiones se incluye diagrama de la parte). • Número de las actividades. • Descripción de las actividades. • Símbolo de las actividades. • Tiempos industriales. • Distancias en los desplazamientos. • Cantidades, cuando procede. • Notas explicativas. • Desperdicios en volumen si son significativos, peso en kg. • Resumen de actividades por tipo. • Tiempos acumulados. • Ahorro de un método con respecto a otro, etcétera. Ventajas de los diagramas de proceso En general, la elaboración de las gráficas de proceso constituyen el primer paso para realizar una adecuada distribución del trabajo y, por lo tanto, se deben elaborar con la frecuencia que el caso requiera. Debe evitarse la práctica común en muchas empresas, en que los dirigentes, entusiasmados por las ventajas que esta técnica tiene, ordenan elaborar los diagramas para todos los procesos, y los encuadernan en una carpeta muy elegante y se los enseñan a los visitantes de la planta para que vean Del prototipo a la producción en masa. Ingeniería de manufactura 369 qué bien organizados se encuentran. Nada más que los procesos reales son diferentes a los que aparecen en las gráficas, porque por falta de supervisión los métodos de trabajo no se siguen. Los diagramas de proceso son instrumentos que permiten el análisis de los métodos de trabajo presentes, y deben mostrar las ineficiencias que existen en la realidad, para poder así diseñar métodos mejores de hacer las cosas. Los diagramas de proceso también constituyen un registro gráfico, sintetizado de cómo es que se están haciendo las cosas y permiten comparar la eficiencia en épocas diferentes de operación de una línea de producción. Constituyen un antecedente muy importante para determinar los tiempos estándar de producción. Tipos de procesos y disposición de instalaciones Lógicamente, cuando el área comercial concibe un nuevo producto y éste se concreta mediante el diseño que realiza la función de ingeniería, deberá ser congruente con el resto de la línea de productos, para que sea susceptible de ser producido en las instalaciones de la empresa tal como éstas se encuentran; sólo en casos excepcionales se requerirá la construcción de una nueva planta industrial para elaborar el nuevo producto. Lo anterior significa que en términos generales la distribución física de las instalaciones productivas de la empresa será algo relativamente fijo ya que no es posible modificarla para cada tipo de producto, so pena de elevar considerablemente los costos de operación. En otras palabras, la distribución física de las instalaciones es generalmente una decisión estratégica que deberá ser cuidadosamente adoptada para evitar cambios frecuentes en las líneas de producción. Y en esta delicada labor de decisión, ingeniería de manufactura tiene una gran responsabilidad. En términos generales existen dos tipos de distribución de la maquinaria, equipos, 370 Administrar para producir herramientas, almacenes y todo lo demás que determinan los procesos de producción. De acuerdo con B. Shore (1973, p. 91), el diseño del proceso involucra seleccionar las estaciones de trabajo y el flujo de las operaciones. La selección de las estaciones de trabajo incluye determinar la maquinaria que será utilizada en el proceso; en cambio el análisis del flujo de las operaciones se refiere a cómo fluye el trabajo entre dichas estaciones. Se deberá considerar si el proceso será continuo, intermitente o una combinación de ambos. Cuando el proceso es continuo, según Shore (1973, p. 92): El proceso se encuentra en operación constante y generalmente involucra una relación elevada de capital a mano de obra... Otra característica de las industrias de proceso continuo es que la distribución de las instalaciones es por producto, o sea que todas las estaciones de trabajo están dedicadas a un solo producto y se encuentran agrupadas de acuerdo con los requisitos de proceso del mismo... Además las máquinas localizadas en las estaciones de trabajo, generalmente son de propósitos especiales, costosas y de mínima versatilidad... El flujo del trabajo se encuentra determinado por las características físicas del producto y a menudo se requiere una banda para transportar el producto entre estaciones. Ejemplos de este tipo de distribución lo constituyen la industria automotriz, la industria química, algunos tipos de productos electrónicos, etcétera. En el otro extremo, cuando el proceso es intermitente, de acuerdo con Shore (1973, p. 92). Existe una mezcla de productos que requieren el empleo de las mismas instalaciones y ciertas secciones de máquinas pueden trabajar durante una parte del día o de la semana... Otra característica es que todas las máquinas del mismo tipo generalmente se agrupan en el mismo lugar; así como los mismos tipos de servicios auxiliares... Generalmente se adopta este tipo de distribución cuando la deman- Del prototipo a la producción en masa. Ingeniería de manufactura 371 da para cada producto es relativamente pequeña y no se justifican las inversiones que se requieren para un proceso continuo... Asimismo otra característica de este tipo de distribución es que la secuencia particular de operaciones para cada producto es diferente. El mismo autor señala como ejemplos de distribución por proceso, los talleres de máquinas herramientas, las instalaciones de un hospital (en donde por ejemplo las características de las enfermedades de cada paciente dictan la necesidad de utilizar según el caso los servicios de laboratorio, de rayos X, de cirugía, de terapia física, etc.) la mayor parte de los trabajos de oficina, algunos procesos educativos, la mayoría de los servicios, etcétera. Finalmente, Shore (1973, p. 92) señala que entre los criterios utilizados para seleccionar entre ambos tipos de distribución se deben considerar: Los costos de inversión, los costos de manejo de materiales, los costos de la mano de obra directa, los requerimientos de espacio, la flexibilidad del equipo y maquinaria para cumplir con los volúmenes de producción y con la calidad especificada, la confiabilidad del sistema, los costos de mantenimiento, etc. Una evaluación precisa de los factores económicos y no económicos es fundamental para poder adoptar una adecuada decisión. La figura 13.4 muestra esquemáticamente ambos tipos de distribución. Existe un tercer tipo de distribución que podríamos llamar de posición fija. Tal es el caso de los astilleros o de las construcciones de edificios u obras civiles, en donde las instalaciones productivas se desplazan o trasladan hacia el lugar en donde se está produciendo el producto, y que por su propia naturaleza constituyen sistemas de producción muy particulares en donde generalmente la programación de todas las actividades del proceso de producción se realiza empleando las técnicas del Método del Camino Crítico (MCC). Véase capítulo 3. Entre los dos extremos representados por la distribución por proceso y la distribución por producto, el ingeniero de procesos 372 Administrar para producir 1 2 1 2 3 4 5 15 6 n a. Distribución por producto b. Distribución por proceso. Cada sección agrupa máquinas del mismo tipo. FIGURA 13.4. Ejemplos de la distribución por proceso y por producto puede seleccionar algún método híbrido, que de acuerdo con las características particulares de la mezcla de productos por producir en la empresa sea la más adecuada para las necesidades particulares de la misma. Cada sistema de producción tiene ventajas y desventajas; para seleccionar el más adecuado para satisfacer las necesidades de una empresa en particular es conveniente conocer éstas, de acuerdo con el estudio del Sheffield Polytechnic (p. 23). Del prototipo a la producción en masa. Ingeniería de manufactura 373 Distribución por proceso a) Ventajas. La secuencia de manufactura es flexible • Las máquinas pueden mantenerse ocupadas gran parte del tiempo. • Las máquinas que se descomponen no retrasan una serie de operaciones y el trabajo puede transferirse a otras máquinas similares. • Cuando se producen diversos productos en pequeñas cantidades, este tipo de distribución requiere una inversión menor. • En caso de no lograrse una eficiencia elevada, el costo por unidad producida es menor. b) Desventajas. Generalmente se requiere mayor espacio para distribuir las instalaciones • Se necesita una mayor capacitación y habilidad tanto para los operarios como para los supervisores, los cuales deben ser capaces de resolver una mayor cantidad de problemas. El tiempo de aprendizaje es generalmente mayor. • No hay trayectorias fijas para el flujo del trabajo en proceso y por lo tanto se requiere un mayor manejo de materiales. • Se requieren métodos más precisos de programación de producción y de control de la producción en proceso por las características propias de este tipo de distribución. Distribución en línea o por producto a) Ventajas. Debido a que el flujo del trabajo se realiza mediante bandas transportadoras, las demoras son menores y se 374 Administrar para producir requiere menos manejo y transporte de materiales. El sistema de control de producción es más sencillo • El tiempo de proceso por unidad es menor, se requiere menos espacio y el volumen de producción en proceso puede mantenerse a niveles más bajos. • Los costos de manufactura serán menores a volúmenes de producción elevados. • Generalmente se requieren obreros menos hábiles y calificados para operar máquinas más especializadas, de tal manera que es relativamente fácil capacitar a los trabajadores. b) Desventajas. La inversión de capital generalmente es mayor, debido a la necesidad de duplicar varias máquinas en las diferentes líneas y, por lo tanto, cuando no se trabaja con máxima eficiencia, los costos de producción por unidad producida se elevan considerablemente • La descompostura de una sola máquina puede afectar a toda una línea de producción. Balance de la línea Una de las características de una línea de producción, es que el trabajo por realizar se divide en tantas estaciones de trabajo o puestos de producción como sea necesario, de acuerdo con los volúmenes de producción por unidad de tiempo que se requiera. Cuando esta distribución del trabajo no es equitativa se tiene el problema de que todos los obreros que ocupan las diferentes posiciones menos una, terminan su trabajo antes que la posición que tiene una mayor carga de trabajo, con el consecuente desperdicio de tiempo en horas-hombre que esto significa. Del prototipo a la producción en masa. Ingeniería de manufactura 375 Por lo tanto, el problema de lograr el balance de línea ideal, depende en gran medida de la habilidad del ingeniero de procesos para igualar las cargas de trabajo en todas las posiciones que forman la línea de producción, eliminando así los cuellos de botella, tomando en cuenta que en varias posiciones los tiempos pueden estar determinados por máquinas de propósito especial que tienen un ciclo de operación dado. Esta situación se muestra gráficamente en la figura 13.5 para una línea con cinco posiciones de trabajo. Para un estudio más completo de este tema, se recomienda la obra de B. Shore (1973, p. 117). Distribución de la planta Tan importante como la selección del tipo de proceso de producción que debe adoptar la empresa, el cual en muchas ocasiones es una combinación de los dos sistemas anteriormente descritos, es la distribución de las instalaciones generales. Muchas grandes empresas de la actualidad comenzaron sient S S tiempo control de la línea 1 2 3 4 5 T posiciones de trabajo FIGURA 13.5. Línea de producción mal balanceada. La posición 4 constituye el cuello de botella 376 Administrar para producir do pequeñas, y merced a una serie de circunstancias favorables fueron creciendo paulatinamente, hasta llegar a ser las grandes empresas de nuestros días. Sin embargo, debido a que su crecimiento no fue planeado, no crecieron en sistemas y métodos de administración modernos que las hicieran empresas eficientes, dando por consecuencia que también la localización de sus instalaciones físicas sean resultado del azar y de las circunstancias con las pérdidas e ineficiencias que es posible esperar de esta situación. Se recomienda al respecto consultar la obra de J. Immer en donde se hace hincapié en la necesidad de planear el crecimiento futuro de las instalaciones de la empresa, ilustrando en forma gráfica cómo visualizar este crecimiento, mediante la figura 13.6. Immer (1979, p. 23) recomienda no olvidar las siguientes áreas: oficinas generales, recepción, oficinas de ventas, oficinas para ejecutivos, contabilidad, control de producción y registro de tiempos, producción, áreas de maquinado y ensamble, mantenimiento y talleres, control de calidad, recibo de materiales, almacén y embarque, laboratorios de investigación y pruebas, instalaciones y servicios para empleados. La distribución general de la planta productiva no es un problema que pueda separarse de la localización de los espacios destinados a todas las demás áreas no productivas: oficinas, almacenes, áreas de servicios generales, etc. La ubicación y dimensiones de todas estas áreas afecta e influye en lo que será la ubicación eficiente de las instalaciones meramente productivas. R. Muther (1968, p. 18) señala que en todo problema de distribución de planta existen dos elementos fundamentales que deben ser considerados: “El producto P que incluye no sólo a los productos fabricados por la empresa, sino a todas las materias primas, las piezas compradas, los productos en proceso y semiterminados utilizados en la elaboración del producto, y la cantidad o volumen Q de productos fabricados o de materiales comprados“. Del prototipo a la producción en masa. Ingeniería de manufactura 377 En 10 años En 5 años Presente FIGURA 13.6. El crecimiento de las instalaciones físicas y su distribución debe ser motivo de una planeación cuidadosa Los elementos P y Q se interrelacionan con otros tres factores que necesariamente afectarán cualquier análisis tendiente a determinar la distribución general de una planta. Otros elementos son el recorrido R, o sea el proceso y orden de operaciones de todos y cada uno de los productos, los servicios anexos S, requeridos para la manufactura de los productos P y el tiempo T que determinará cuándo deberán fabricarse los mismos. Los cinco elementos, desde el punto de vista mnemotécnico serán entonces PQRST. De acuerdo con toda la información que estos cinco elementos representan, es posible realizar la planeación necesaria para lograr 378 Administrar para producir la mejor distribución de la planta, eligiendo de entre todas las posibles soluciones, aquella que optimice el uso de los recursos empleados. Recordemos por un momento las veces en que hemos visitado una pequeña o gran fábrica, y en la cual observamos desplazamientos continuos de material (para considerar sólo una de las consecuencias de una mala distribución). Los operarios encargados de llevar el material a los puestos de trabajo, o de mover productos en proceso entre las diferentes máquinas de producción, desplazan mediante carretillas, montacargas o diablos los lotes de materia prima o de producto... ¿Nos hemos puesto a meditar para qué sirve todo este movimiento? Y la respuesta es: para nada. En efecto, todos los movimientos de materias primas, productos en proceso o productos terminados, ya sea que se realicen entre los almacenes o las líneas de producción, para lo único que sirven es para agregarle costo al producto. Y con el riesgo de dañarlos, maltratarlos o disminuirlos en cantidad. Sin embargo, aunque estos movimientos son necesarios, es deseable reducirlos a un mínimo. Y este objetivo sólo se logra cuando la distribución de la planta es la correcta, con la ventaja adicional de que es más sencillo lograr la calidad especificada del producto en una planta bien distribuida, que en aquellas en donde el proceso va y viene, sube y baja. En una fábrica no pueden estarse cambiando de posición todas las instalaciones, las máquinas, las oficinas, los almacenes, etc., para ver cómo nos queda cada distribución y escoger al final de cuentas, la que más nos guste. Cada desplazamiento cuesta dinero y existen instalaciones especiales que no es posible reubicar frecuentemente; por ejemplo cimentaciones, líneas de energía eléctrica, sistemas de aire acondicionado, etcétera. Por todas estas razones es que la planeación de la distribución de planta es fundamental y debe ser motivo de preocupación en toda empresa moderna. R. Muther (1968, p. 69) señala la importancia de construir lo que él llama una tabla de relación a partir de la información de una Del prototipo a la producción en masa. Ingeniería de manufactura 379 tabla matricial, misma que nos indica la intensidad (o número) de las relaciones que se establecen en una empresa entre los diferentes departamentos que la constituyen. Por ejemplo en la figura 13.7 (a) se representa por la letra X5 el total de interacciones que existen del taller al almacén y así sucesivamente entre todos los departamentos mostrados. Este dato se obtiene de información recabada anteriormente (recuérdense las letras PQRST). Muther (1968, p. 59) recomienda construir un diagrama multiproductos que nos muestra en forma condensada los diferentes productos que se fabrican en una empresa y el recorrido particular de cada uno de los mismos a través de los diferentes departamentos productivos. Esta información se obtiene de los diagramas de proceso correspondientes. Véase figura 13.8. Por su parte, en la tabla de relación se indican mediante una clave apropiada los motivos de la conveniencia o inconveniencia de localizar en forma adyacente a cada par de departamentos. El problema de resolver eficientemente la distribución de la planta se complica considerablemente cuando aumenta el número de departamentos o secciones considerados y en estos casos lo más conveniente es la utilización de una computadora para optimizar la distribución. Thompkins (1978, p. 97) describe la aplicación de las computadoras a la distribución de planta, mediante los programas: Plan Layout and Evaluation Technique (PLANET), Computerized Relationship Layout Planning (CORELAP), Computerized Relative Allocation of Facilities Technique (CRAFT), y otros. Para lograr una mejor distribución de la planta es aconsejable hacerse asesorar por un especialista en computación y concretamente en la solución de problemas de distribución ya que dentro de la variedad de programas que existen, hay algunos cuya aplicación es más definida. Por ejemplo Hicks y Cowan (1976, p. 31) presentan la aplicación de las versiones IV y M del programa CRAFT al problema de 380 Administrar para producir a) Tabla matricial b) Tabla relacional FIGURA 13.7. Detalle de la tabla matricial y la tabla de relación, tomado de R. Muther (1968, p. 72). Del prototipo a la producción en masa. Ingeniería de manufactura F IGURA 13.8. Diagrama multiproductos 381 382 Administrar para producir redistribución de una planta, evaluando los costos de reubicar un departamento ya existente y la medición de los ahorros potenciales de la reubicación en el proceso de producción, si se lleva a cabo. Como: E. Buffa (1980, p. 306) nos dice: Casi todos los factores que intervienen en el problema (de la distribución) tienden a relacionarse entre sí. Por ejemplo, la flexibilidad influye en el carácter de los procesos y las capacidades, los que a su vez se relacionan recíprocamente con los costos a corto y largo plazo. Los métodos del transporte de materias primas afectan no sólo a los costos de transporte, sino también a la cantidad de operaciones en las máquinas y los lugares de trabajo. La distribución y localización relativa de los centros de trabajo son factores importantes para determinar los costos de transporte y los costos de mano de obra directa. Las localizaciones y capacidades del almacenamiento se relacionan recíprocamente con los costos de transporte y los tiempos de demora. Soto, Espejel y Martínez (1975, p. 130) aconsejan que la distribución de la maquinaria y equipo deberá tomar en cuenta los factores siguientes: 1. El tipo, el tamaño y el número de máquinas y equipos que comprende el sistema de producción. 2. Los requerimientos de espacio libre alrededor de los equipos para su operación y mantenimiento. 3. El número de operarios en cada estación de trabajo. 4. Los espacios requeridos para el almacenamiento y manejo de materiales en proceso. 5. Los requerimientos de espacio para las instalaciones auxiliares, por ejemplo: sistemas de bombeo, generadores de vapor; torres de enfriamiento, subestaciones eléctricas, sistemas de tratamiento de aguas, colectores de polvo y ventiladores, etcétera. Del prototipo a la producción en masa. Ingeniería de manufactura 383 6. Las necesidades de espacio por razones de proceso o calidad del producto. 7. Los espacios requeridos por razones de seguridad industrial. 8. Las previsiones del espacio requerido para ampliaciones futuras en la capacidad de producción. 9. La posibilidad de incorporación de innovaciones técnicas. Estudio y mejora de los métodos de trabajo Cuando los ingenieros de procesos establecen el método de producción para un nuevo producto, se apoyan principalmente en la experiencia y conocimientos obtenidos en la observación de otros ya existentes dentro de la planta o en algunas industrias similares. El estudio de los métodos de trabajo, su análisis y la posterior adopción de otros simplificados y más eficientes, debe formar parte del trabajo continuo que se desarrolle en una planta industrial o en cualquier otro tipo de proceso productivo, apoyados en el principio de que siempre existe una mejor forma de hacer las cosas. La aplicación de estas técnicas no se limita al campo industrial ya que como dice W. Rodgers (1960, pp. 2-5): El objeto del análisis y mejora de los métodos es fijar y modificar, perfeccionándolas, las normas de ejecución. Tales normas son indispensables para el administrador moderno, tanto si radican sus responsabilidades en la agricultura, como en un banco, farmacia, departamento oficial, hotel, colegio o industria. En estos y en otros casos se pretende lograr el mayor rendimiento posible de lo invertido en equipo y personal. Y sin embargo, no obstante su importancia, ésta es una responsabilidad que en nuestro medio, tanto privado como oficial, o no se realiza o se realiza irresponsablemente. 384 Administrar para producir En efecto, tengo la impresión de que la mayoría de los funcionarios públicos y privados, cuando son nombrados para ocupar un puesto, adoptan una de las dos actitudes siguientes: Primera: Dedican todos los esfuerzos del personal de la dependencia a su cargo a realizar planes y más planes relativos a nuevos proyectos, tendientes a ampliar las funciones y responsabilidades de su área de actividad, con la creencia de que mientras más crezca su función, ellos serán más importantes, y olvidan consolidar las actividades de la dependencia que dirigen, no se preocupan por las responsabilidades actuales (que en muchas ocasiones o no se cumplen o se realizan mal) y viven siempre pensando en el futuro (personal, desde luego). Segunda: Dedican su esfuerzo a cambiar todo, en la creencia de que estableciendo nuevos métodos o procedimientos, justifican su presencia en el puesto. Pero este cambio no obedece a razones o a un análisis de las operaciones actuales y frecuentemente sustituyen métodos o procedimientos que funcionan relativamente bien, por otros que no han sido probados y que cuando después de muchas vicisitudes empiezan a dar resultados, son cambiados por el nuevo jefe. En otras palabras no existe continuidad en la acción, y la eficiencia y eficacia son mínimas. El Sheffield Polytechnic ( p. 33) define al estudio de los métodos “como el registro sistemático y el examen crítico de las formas existentes y propuestas de realizar un trabajo, como un medio de desarrollar y aplicar métodos más sencillos, efectivos y de reducir costos” y recomienda los pasos siguientes para llevarlo a cabo: • Seleccionar el trabajo objeto del estudio. • Registrar todos los hechos relevantes del método presente. • Examinar esos hechos críticamente y en secuencia. • Desarrollar un método más práctico, económico y efectivo. • Establecer el nuevo método. • Mantener el método mediante revisiones rutinarias. Del prototipo a la producción en masa. Ingeniería de manufactura 385 Veremos brevemente a continuación en qué consisten los pasos anteriores. Selección del trabajo por mejorar De cuerdo con Antis y Geitgey (1970, pp. 7-103), la productividad de cualquier empleado depende principalmente de los tres factores siguientes: “El método de trabajo utilizado. El empleo del tiempo disponible. El ritmo o velocidad del operario.” Sin embargo, de acuerdo con investigaciones que señalan los mismos autores, es el método de trabajo seguido por el operario el que tiene mayor impacto sobre la productividad, ya que se han logrado incrementos de 2, 5 y aun 10 veces en la producción obtenida, como resultado de la mejora del método sin haber invertido dinero en equipo y herramienta. Para efectos de comparación, indican que la producción se aumenta sólo un 13% cuando el operario incrementa su esfuerzo individual de un nivel normal a uno excesivo y que la producción se ha aumentado al doble mediante una supervisión constante de las actividades del trabajador. Considerando que el estudio de los métodos de trabajo es una actividad que cuesta dinero realizar, y por otro lado, que los recursos disponibles para tal efecto generalmente son escasos, una buena sugerencia es aplicar la Ley de Pareto (véase capítulo 7) para establecer prioridades entre los estudios por optimizar. Este criterio permitirá obtener los máximos beneficios, al concentrar los esfuerzos en sólo aquellos métodos de trabajo que tienen mayor impacto en las utilidades. 386 Administrar para producir Registro de los hechos Existen varios instrumentos adecuados para registrar las acciones que constituyen los métodos de trabajo, algunos de los cuales ya han sido descritos: • Procedimientos de trabajo. • Diagramas de flujo. • Diagramas de proceso. • Diagramas de actividades múltiples. • Planos de distribución de equipo. • Planos de instalaciones físicas, maquetas, etc. • Películas, videotapes, fotografías, etc. Diagrama de actividades múltiples W. Mullee y D. Porter (1960, pp. 2-35) definen al diagrama de actividades múltiples, también conocido como diagrama hombre-máquina, como la “representación gráfica del trabajo coordinado y tiempo de espera de dos o más hombres, o cualquier combinación de hombres y máquinas. La duración de las actividades se representa por trazos dibujados a lo largo de una escala de tiempos”. En el trabajo de producción se da con frecuencia el caso de que un operario atienda una o varias máquinas y lo que este diagrama representa es la distribución del tiempo por ciclo de producción de las actividades del operario y de las actividades de las máquinas. Véase figura 13.9. Este tipo de diagramas se elaboran con objeto de analizar posteriormente cuál deberá ser la mejor distribución de cada puesto de trabajo, tratando de optimizar el empleo de los tiempos muertos que ocurren a lo largo de una jornada, cuando uno o varios operarios tienen que esperar el trabajo que desarrollan una o varias máquinas. Reducir al mínimo estos tiempos, además de mejorar la productividad sirve para evitar que el operario se aburra o se descuide, Del prototipo a la producción en masa. Ingeniería de manufactura DIAGRAMA DE ACTIVIDAD MÚLTIPLE Operación Método actual Propuesto Análista Departamento Fecha Escala: una división igual a Hoja de Dibujo de disposición de maquinaria y equipo Actividad de operario Código Código Resumen de tiempos Operario Máquina 1 Máquina 2 Actividad de máquina Tiempo .10 .10 .20 .20 .40 .30 .50 .50 .60 .60 .70 .70 Código Trabajo independiente Trabajo combinado 12345678 12345678 12345678 Espera FIGURA 13.9. Diagrama de actividades múltiples o diagrama hombre-máquina 387 388 Administrar para producir con el grave riesgo de que por esta causa le ocurra un accidente de trabajo. Películas, videotapes y fotografías En el estudio de los métodos de trabajo existe con frecuencia (debido a la rapidez de los movimientos) la necesidad de registrar mediante la filmación de las operaciones, todas las actividades y movimientos que realiza un operario, con el fin de analizar posteriormente en cámara lenta cuáles son los movimientos que se realizan innecesariamente, ya que está probado que son estos movimientos adicionales los que, además de consumir tiempo no productivo, originan la mayor fatiga en el trabajo. Existen varias técnicas que pueden ser utilizadas, y su empleo dependerá de la importancia de la operación y de los recursos disponibles. A. Shaw (1960, pp. 2-58) describe, entre otras, las técnicas de filmación de micromovimientos, la elaboración de diagramas con therbligs, la utilización de cronociclógrafos, la elaboración de simogramas, etc. Se recomienda la consulta de este trabajo para una mayor comprensión del tema. El empleo de estas y otras técnicas se justifica por la imposibilidad de seguir a simple vista cuáles son todos los movimientos que realiza un operario experimentado. Es algo similar a lo que ocurre cuando se desea observar un mecanismo en movimiento, por ejemplo una prensa operando a una frecuencia elevada o un engrane girando a gran velocidad; casos en que se requiere el empleo de un estroboscopio para detener el movimiento y ser capaz en estas condiciones de analizar lo que está ocurriendo. Análisis de los hechos Una vez que se cuenta con toda la información relativa al método que se trata de mejorar, procede realizar un examen cuidadoso de los hechos registrados. Del prototipo a la producción en masa. Ingeniería de manufactura 389 A. Shaw (1960, pp, 2-78) recomienda como método de análisis, seguir los pasos: a) Preguntarse acerca de la necesidad del movimiento, ya que si algunos se eliminan, automáticamente se logran mejoras significativas en el método. b) Observar la secuencia de los movimientos, ya que en esta forma se pueden reducir o eliminar demoras. c) Combinar dos o más movimientos con objeto de reducir tiempos. d) Considerar la posibilidad de simplificar, ya que “el trabajo se puede facilitar mediante un cambio de programa, proporcionando más herramientas o instalaciones especiales, o introduciendo una modificación en el diseño del producto”. El estudio del Sheffield Polytechnic (p. 40) amplía su recomendación, sugiriendo considerar cinco conceptos, así como encontrar la respuesta a varias interrogantes para cada uno de ellos. Véase la tabla 13.1. Desarrollo de un método mejor Una vez que se ha encontrado la respuesta a todas las interrogantes presentadas en la tabla 13.1, el analista de métodos se encuentra en posibilidad de desarrollar un nuevo procedimiento de trabajo que mejore al anteriormente establecido. En ocasiones ésta no es una tarea que pueda desarrollar una persona trabajando aislada, ya que con frecuencia la labor de equipo proporciona mejores resultados. Recuérdese que dos cabezas piensan mejor que una y en este tipo de trabajo, también se aplica el refrán anterior. Las técnicas utilizadas para la creación de nuevos productos, descritas en el capítulo 8, pueden ser empleadas con éxito para 390 Administrar para producir TABLA 13.1. Guía para el análisis de métodos Concepto: Interrogantes: Propósito ¿Qué se realiza? ¿Por qué se realiza? ¿Qué más podría hacerse? ¿Qué debe hacerse? Lugar ¿Dónde se realiza? ¿Por qué se realiza ahí? ¿Dónde más podría hacerse? ¿Dónde debería realizarse? Secuencia ¿Cuándo se realiza? ¿Por qué se realiza entonces? ¿Cuándo debe realizarse? Persona ¿Quién lo realiza? ¿Por qué lo ejecuta esta persona? ¿Quién más podría hacerlo? ¿Quién debería hacerlo? Medios ¿Cómo se realiza? ¿Por qué se realiza en esta forma? ¿En qué otra forma podría hacerse? ¿Cómo debería ejecutarse? corregir un método de trabajo. Sin embargo, es conveniente tener en cuenta algunas reglas que existen al respecto y que son los llamados principios de la economía de movimientos. Buffa (1980, p. 376) presenta los 22 principios más conocidos y que se atribuyen a Gilbreth, mismos que pueden ser aplicados tanto a trabajados de producción, como de oficina, y que además de servir para mejorar la eficiencia reducen la fatiga en la realización de trabajos manuales. Shaw (1960, pp. 2-80) por su parte, señala que se han reducido estos principios a únicamente cinco, más generales, y que son los siguientes: Del prototipo a la producción en masa. Ingeniería de manufactura 391 1. Los movimientos deben ser simultáneos. 2. Los movimientos deben ser simétricos. 3. Los movimientos deben ser naturales. 4. La trayectoria del movimiento debe ser rítmica. 5. La trayectoria del movimiento debe ser habitual. Establecer el nuevo método de trabajo Cuando se ha determinado cuáles deberán ser las actividades que constituyan el nuevo método de trabajo, es necesario establecerlo. Pero es fundamental contar para ello con todos los instrumentos de trabajo, herramientas, equipos, contenedores de material, instructivos, dispositivos de seguridad, instalaciones, etc., que se requieran para que el trabajo se pueda ejecutar eficientemente. Además, deberá capacitarse y entrenarse al personal, tratando de lograr su cooperación, ya que es frecuente que exista rechazo hacia cualquier modificación de sus actividades rutinarias. La resistencia al cambio es uno de los obstáculos más difíciles de vencer, y mucho depende de la habilidad del analista para vender el nuevo procedimiento a los trabajadores, logrando así el éxito de un cambio de método. Es necesario demostrar las ventajas que se van a tener con el cambio y los beneficios que el propio trabajador puede esperar. Seguimiento del método Al igual que en los procedimientos y sistemas de trabajo es fundamental la vigilancia y control de los métodos establecidos. Muchas veces los trabajadores vuelven a sus viejos hábitos de trabajo porque creen que son mejores y porque además nadie vigila sus acciones. No hay nada más lastimoso que invertir tiempo, dinero y esfuerzo en desarrollar una mejor manera de hacer las cosas, sólo para comprobar que no se realiza como han sido establecidas, por 392 Administrar para producir ignorancia, descuido o rebeldía de aquellos que tienen la obligación de ejecutar el trabajo como ha sido previsto. Pero cuando esto ocurre la culpa no es del trabajador u operario, sino del supervisor responsable del área o sección, por no revisar correctamente el trabajo. Medición del trabajo Después de establecer la secuencia de operaciones necesarias para producir y de encontrar los métodos más adecuados para que esta producción sea eficiente, la responsabilidad más importante de la gerencia de manufactura consiste en medir la cantidad total de trabajo que se va a realizar, y así estar en condiciones de calcular cuál será la fuerza total de trabajo que se requiere contratar. Mediante los pronósticos de ventas elaborados por la gerencia comercial, la dirección general de la empresa está en posibilidad de estimar cuál sería el porcentaje del mercado potencial al cual podría dar satisfacción, pero no puede precisar cuál será el volumen de producción específico, si no conoce con exactitud cuánto le costaría fabricar sus productos y de acuerdo con estas cifras estimar sus utilidades a diferentes volúmenes de producción. Aunque la determinación del llamado punto de equilibrio (véase capítulo 9) es una responsabilidad de la función de finanzas, el personal de esta gerencia requiere de información que sólo la gerencia de manufactura le puede proporcionar. La medición del trabajo permite a la empresa conocer cuáles son sus tiempos estándar o tiempos industriales y mediante ellos obtiene la información que necesita para tomar decisiones importantes para la vida del negocio. Tiempos estándar El tiempo estándar representa la cantidad de horas-hombre que se necesitan para fabricar un producto determinado, e incluye toda Del prototipo a la producción en masa. Ingeniería de manufactura 393 una serie de tolerancias consideradas normales dentro del propio proceso de producción, tales como fatigas, demoras, etcétera. Para un conocimiento más completo de en qué consisten estas tolerancias, véase el trabajo de Lloyd Enrick (1960, p. 75). En general, de acuerdo con Hitchings (1978, p. 31), el proceso de establecer los tiempos industriales está constituido por tres actividades diferentes: 1. La medición física del tiempo que toma realizar una tarea. 2. La evaluación subjetiva por parte de un observador experimentado, del ritmo al cual se está ejecutando el trabajo. 3. La estimación de una tolerancia razonable que tome en cuenta las demoras normales que de acuerdo con las actividades 1 y 2 se justifiquen. De acuerdo con las consideraciones anteriores, la fórmula para calcular el tiempo estándar será: Tiempo estándar = Tiempo observado × Factor de nivelación Factor de nivelación 100 + Tolerancias Utilidad de los tiempos estándar Veamos a continuación algunas de las aplicaciones de los tiempos estándar para darnos cuenta de su importancia y utilidad: a) Cálculo del costo del producto: En efecto, cuando se sabe cuántas horas-hombre se requieren para elaborar un producto, se puede conocer cuánto cuesta producirlo, con la simple multiplicación del costo por hora de la mano de obra por el tiempo correspondiente. Éste desde luego será únicamente el factor de costo debido a la 394 Administrar para producir mano de obra, que sumado al costo estándar de material nos dará el llamado costo directo de producción. Existen otros costos llamados indirectos que también deberán calcularse para conocer el costo total de manufactura. b) Fijación del precio de venta: Desde luego que el precio de venta de un producto es resultado de la demanda que pueda tener en el mercado, pero cuando la gerencia de la empresa conoce con precisión cuáles son sus costos de manufactura, distribución, venta y administración estará en condiciones de conocer cuáles serán sus utilidades a diferentes precios de venta y diferentes volúmenes de producción mediante el análisis del punto de equilibrio. Así sus decisiones serán mucho más racionales, ya que puede medir el impacto de cualquier variación en los conceptos anteriores sobre las utilidades netas de la organización. Véase capítulo 9. c) Programación de la producción: Conociendo el tiempo estándar, puede determinarse la fuerza total de trabajo, obreros, técnicos especializados, supervisores, abastecedores de material, inspectores, etc., que se requiere contratar para producir un cierto número de unidades al día, al mes o por año, así como la programación de los diferentes modelos en las líneas de producción, determinar de qué tamaño deberán ser los distintos lotes de ensambles y subensambles en los diferentes departamentos y secciones productivas, y las fechas exactas en que deberá iniciarse y terminarse la producción en cada una de las mismas. d) Control de la producción: Sólo conociendo los tiempos estándar es que puede controlarse con precisión cuál es el avance en la ejecución de los Del prototipo a la producción en masa. Ingeniería de manufactura 395 trabajos. Asimismo se pueden conocer las causas por las cuales en ocasiones no se obtienen los volúmenes de producción esperados, mediante un registro detallado de las diferentes anomalías que por razón natural ocurren en el proceso de producción. e) Medición de la eficiencia: Si se conocen los tiempos estándar es posible medir con precisión la eficiencia, por hora, por día, por semana, por mes, etc., de todos los diferentes departamentos productivos, así como de líneas de ensamble, secciones o puestos de trabajo, ya que se conoce cuánto es lo que debió producirse, así como lo que realmente se produjo. Fijación de mejoras: Cuando se conoce la eficiencia productiva actual de un departamento o sección, así como las causas de las ineficiencias, es posible fijar objetivos realistas para mejorar cada uno de los diferentes conceptos y evaluar el resultado de las medidas correctivas. Decisión de comprar o fabricar: Con frecuencia, dentro de una empresa manufacturera, surge la necesidad de decidir si es mejor comprar o producir un determinado componente, ensamble o producto. Por ello la gerencia de compras, para estar en condiciones de decidir, requiere conocer, entre otros datos, cuáles son los costos internos de producción. Desde luego que conocer únicamente el costo de producción no representa toda la información necesaria pero es uno de los factores importantes; además de la calidad, el control sobre las fechas de entrega, la política de integración de la empresa, las necesidades de personal adicional, el impacto sobre otros servicios al personal, prestaciones, etcétera. 396 Administrar para producir Selección entre métodos de producción: El tiempo estándar es una medida relativa y no deberá considerarse jamás como un valor absoluto, ya que depende de las condiciones particulares de cada proceso de producción, de las facilidades existentes, de las herramientas empleadas, de los materiales utilizados y de la automatización, entre otros. Cuando se establece el tiempo estándar de producción se entiende que corresponde a determinadas condiciones de trabajo y por lo tanto será posible decidir en ocasiones qué proceso de producción es más adecuado para una empresa particular de acuerdo con las características de la misma. Establecer salarios y fijar incentivos Al conocer los tiempos estándar de producción, la dirección de la empresa estará en condiciones de fijar la compensación económica adecuada para cada tipo particular de trabajo, de acuerdo con las condiciones del mercado y con las negociaciones del contrato colectivo que realiza con el sindicato. Por otro lado, se pueden fijar estándares realistas de producción por cada operario y establecer incentivos económicos que permitan aumentar la productividad general de la planta. Cuando los tiempos estándar son correctos, el operario sabe que si realiza un esfuerzo adicional, éste se reflejará en sus ingresos y se preocupará más por los problemas que le afectan en su trabajo. Elaboración de tiempos estándar En la medición del trabajo hay que distinguir aquellas actividades de tipo rutinario o repetitivas de aquellas que no lo son. Del prototipo a la producción en masa. Ingeniería de manufactura 397 Por ejemplo, un obrero que se encuentra ocupado todo el día en una cierta posición de una línea de ensamble, realiza durante toda la jornada y durante todos los días, cientos o miles de ciclos de operación, que en esencia son exactamente iguales entre sí; por lo que es relativamente sencillo observar varios de ellos para tener una idea general del tiempo que le lleva realizar cada uno de los mismos. En cambio, actividades tales como las de oficina en general, las que realiza un trabajador en el almacén, un inspector de materiales en el departamento de recibo, o un dibujante en la sección de diseño, varían continuamente de un tipo a otro de trabajo y difieren en la naturaleza del mismo por lo que la técnica de medición también será diferente. Por estas razones es que se ha dado más énfasis a la medición de las actividades directas y prácticamente no se elaboran tiempos estándar para las actividades indirectas, aunque esto también sea conveniente y necesario. Medición del trabajo directo El primer paso para medir el trabajo consiste en la observación, con objeto de tener una idea general de en qué consiste éste. Si como se mencionó anteriormente, los ingenieros de procesos han elaborado los diagramas de proceso correspondientes, la labor se simplifica ya que se conocen con precisión cuáles son todas las actividades o elementos que constituyen un ciclo de operación. Si no se cuenta con estos diagramas será necesario elaborarlos tan completos como se requiera, ya que son fundamentales para medir cada uno de los elementos en que se ha dividido el ciclo de operación. La medición del trabajo la realiza un tomador de tiempos, observando repetidamente al operario mientras efectúa su tarea y registrando a continuación las lecturas parciales de tiempo obtenidas mediante un cronómetro en una hoja de registro de datos. Para un conocimiento completo de los diferentes instrumentos que existen 398 Administrar para producir para efectuar los estudios de tiempos, así como su empleo, se recomienda consultar el capítulo V de la obra de Lloyd Enrick (1960, p. 45). A. Shaw (1960, pp. 3-23) describe con detalle los diferentes métodos de medición y Shore (1973, p. 131) da algunos criterios para determinar el número de observaciones que es necesario realizar, con objeto de obtener resultados que sean confiables. La medición del trabajo es una actividad sumamente especializada y se requiere que el tomador de tiempos tenga la experiencia suficiente para que pueda determinar si el ritmo de trabajo que sigue el operario podría ser considerado normal, si trabaja deliberadamente despacio, si muestra inseguridad o torpeza o si por el contrario su operación es tan rápida que sería imposible mantenerla por periodos prolongados. Estas consideraciones son importantes ya que el resultado que se obtenga para la duración de cada elemento del ciclo servirá de patrón para medir el trabajo futuro, si no se toman en cuenta darán lugar a estimaciones incorrectas. No puede ignorarse la importancia que tiene la precisión del tiempo industrial, ya que como señala G. Hitchings (1978, p. 30): Una norma de producción confiable es aquella que refleja con precisión el contenido de trabajo en una tarea, es alcanzable por un operario promedio experimentado, es repetible y constituye en esencia lo que podría ser definido como representativo de un día justo de trabajo. Por ese motivo, los ingenieros industriales consideran un factor de nivelación que sirve para calificar el ritmo a que se está efectuando el trabajo y que se representa numéricamente como un porcentaje, por el cual se multiplica posteriormente el promedio de los valores de las mediciones individuales obtenidas. Para tal efecto, se elabora un histograma de frecuencias de los diferentes tiempos observados y de acuerdo con los valores obteni- Del prototipo a la producción en masa. Ingeniería de manufactura 399 dos en el histograma y los factores de nivelación, se llega a determinar el tiempo estándar para cada uno de los elementos en que se ha dividido la operación. Posteriormente se suman los tiempos de cada uno de los elementos y se determina el tiempo estándar de la operación. Se procede en esta forma para todas las demás operaciones que se requieren para producir un ensamble y así sucesivamente hasta obtener los tiempos del producto total. Como puede observarse, para realizar un estudio de tiempos se requiere que el proceso se encuentre ya establecido y los operarios entrenados, con objeto de estar en posibilidad de medir directamente los elementos que constituyen cada una de las operaciones; en ocasiones esto no es posible, porque o se trata de un nuevo proceso que apenas se va a establecer, o se desean evitar los problemas derivados de la apreciación del ritmo de trabajo. Cuando esto sucede se recurre a otra técnica conocida como de tiempos predeterminados. Tiempos predeterminados o sintéticos M. Starr (1968, p. 433) nos dice que: La base de las normas de tiempos sintéticos consiste en que toda tarea está compuesta por un conjunto de elementos que son comunes a las demás tareas o trabajos. La característica diferenciadora de un trabajo concreto es el modo en que se utiliza a este alfabeto común de elementos y el modo en que se ordenan los mismos. La preocupación por encontrar métodos eficientes de medir el trabajo se remonta a principios de este siglo, y la mayor parte de los autores están de acuerdo en atribuir a Frank Gilbreth la paternidad de estudios tendientes a encontrar en acciones complejas ciertos elementos básicos que constituyen el origen de lo que ahora se conoce como tablas de tiempos predeterminados. 400 Administrar para producir Mediante la observación, filmación de películas, técnicas fotográficas, estudios con estroboscopio, etc., se han analizado y medido ciertos micromovimientos básicos efectuados por miles de trabajadores en diferentes condiciones de trabajo, a diferentes horas y de diferentes características físicas. Los datos obtenidos se han analizado estadísticamente y se han llegado a sintetizar en lo que ahora conocemos como tiempos predeterminados que nos dan valores en unidades normalizadas para acciones básicas tales como mover, alcanzar, girar, posicionar, aplicar presión, soltar, agarrar, etcétera. Como ejemplo de lo anterior, en la tabla 13.1 se muestran los valores correspondientes a las acciones de alcanzar y girar aplicando presión, tal como las presenta Starr (1968, p. 435). Los valores que aparecen en cada tabla se encuentran en unidades Time Measurement Unit (TMU) que corresponden a las siguientes unidades, de acuerdo con el trabajo de J. Schwab (1960, pp. 4-14) y cuya lectura se recomienda para una mayor comprensión de este tema. 1 TMU = 0.000 01 hora 1 TMU = 0.000 6 minutos 1 TMU = 0.036 segundos Existen diferentes sistemas de tiempos pero los más conocidos son el Methods Time Measurement (MTM) descrito por Schwab (1960, pp. 4-14), el de factor de trabajo (work factor) que describen Quick Duncan y Malcolm (1960, pp. 4-41), y el Maynard Operation Secuence Technique (MOST) descrito por Zandin y Weiss (1977, p. 43), y que de acuerdo con los autores tiene la ventaja de reducir en forma considerable el número de cálculos requeridos, simplificar el número de elementos necesarios para describir una operación, facilitar el entrenamiento de los analistas y un mayor campo de aplicación. 2.0 2.5 4.0 5.3 6.1 6.5 7.0 7.4 7.9 8.3 8.7 9.6 10.5 11.4 12.3 13.1 14.0 14.9 15.8 16.7 17.6 3/4 o menos 1 2 3 4 5 6 7 8 9 10 12 14 16 18 20 22 24 26 28 30 2.0 2.5 4.0 5.3 6.4 7.8 8.6 9.3 10.1 10.6 11.5 12.9 14.4 15.8 17.2 18.6 20.1 21.5 22.9 24.4 25.8 B 2.0 3.6 5.9 7.3 8.4 9.4 10.1 10.8 11.5 12.2 12.9 14.2 15.6 17.0 18.4 19.8 21.2 22.5 23.9 25.4 26.7 CoD Tiempo TMU Pequeño Medio Grande 30º 45º de = 0 a 2 libras 2.8 3.5 de 2.1 a 10 libras 4.4 5.5 de 10.1 a 35 libras 8.4 10.5 Aplicar presión, caso 1 : 16.2 TMU Peso 60º 4.1 6.5 12.3 2.0 2.4 3.8 5.3 6.8 7.4 8.0 8.7 9.3 9.9 10.6 11.8 13.0 14.2 15.5 16.7 18.0 19.2 20.4 21.7 22.9 E 1.6 2.3 3.5 4.5 4.9 6.3 5.7 6.1 6.5 6.9 7.3 8.1 8.9 9.7 10.5 11.3 12.1 12.9 13.7 14.6 15.3 Alcanzar un objeto aislado situado en un punto que puede variar ligeramente de un ciclo a otro. Alcanzar un objeto mezclado con otros en un grupo por lo que se produce una labor de búsqueda y selección. Alcanzar un objeto muy pequeño, o cuando hace falta agarrarlo de un modo muy preciso. Alcanzar un punto indefinido para poner la mano en posición para el equilibrio del cuerpo o para hacer el siguiente movimiento o a trasmano. B C D E 75º 4.8 7.5 14.4 90º 5.4 8.5 16.2 105º 6.1 9.6 18.3 120º 135º 150º 165º 6.8 7.4 8.1 8.7 10.6 11.6 12.7 13.7 20.4 22.2 24.3 26.1 Aplicar presión, caso 2 : 10.6 TMU 180º 9.4 14.8 28.2 Alcanzar un objeto en un punto fijo, o un objeto colocado en otra mano en el que se apoya la otra mano. A Caso y descripción Tiempo TMU para los grados girados 1.6 2.3 2.7 3.6 4.3 6.0 5.7 6.5 7.2 7.9 8.6 10.1 11.5 12.9 14.4 15.8 17.3 18.8 20.2 21.7 23.2 Mano en movimiento A B FIGURA 13.10. Ejemplo de tablas de tiempos predeterminados Tabla III. Girar y aplicar presión G (en ingles T) A Distancia Mov. en pulgadas Tabla I. Alcanzar a (en inglés R) Del prototipo a la producción en masa. Ingeniería de manufactura 401 402 Administrar para producir En general, para establecer estándares de trabajo mediante la aplicación de las tablas de tiempos predeterminados, se requieren las siguientes acciones: a) Planear o visualizar el número de operaciones necesarias para realizar un trabajo dado. b) Definir la secuencia de movimientos básicos necesarios para realizar cada operación. c) Considerar todas las variables relacionadas con cada movimiento. d) Buscar los tiempos correspondientes en las tablas. e) Realizar las operaciones aritméticas que se requieran para calcular los tiempos de cada movimiento, cada operación y el trabajo total. f) Elaborar un resumen de los tiempos correspondientes a cada posición de trabajo. g) Diseñar cada puesto de trabajo, de acuerdo con la secuencia de los movimientos básicos considerados, así como los tiempos calculados. Esto incluye jigs, herramientas, contenedores de materiales, equipo de protección personal, bancos de trabajo, etcétera. Se conoce con el nombre de jigs a todas aquellas herramientas o dispositivos auxiliares de la producción, necesarios para simplificar el trabajo y reducir el esfuerzo de los operarios. Ingeniería de la planta Además de las funciones relacionadas con la determinación de los procesos y con los estudios del trabajo, existen otras funciones de Del prototipo a la producción en masa. Ingeniería de manufactura 403 ingeniería que es indispensable realizar, para que la empresa en general y la de manufactura en particular funcione eficaz y eficientemente. Éstas son de diferente naturaleza y quedan comprendidas dentro de lo que se conoce con el nombre de ingeniería de la planta, la cual es definida por el Instituto Americano de Ingenieros de Planta, de acuerdo con F. Holladay (1978, p. 919) como: “aquella rama de la ingeniería que comprende la instalación, operación, mantenimiento, modificación, modernización y protección de las instalaciones físicas y el equipo utilizado para producir un producto o proporcionar un servicio”. Como podemos apreciar en esta definición, el contenido de esta función es muy amplio y comprende varias ramas de la ingeniería que deben ser coordinadas para su realización. Veamos a continuación brevemente cuáles son algunas de las responsabilidades de esta función dentro de una empresa industrial. Formulación de proyectos Considerando las enormes complejidades de la vida moderna, así como el costo tan elevado de todos los insumos necesarios para la realización del proceso económico, los inversionistas necesitan conocer con anticipación las ventajas y desventajas de las posibles alternativas de inversión para estar en condiciones de tomar una decisión, si es que desean maximizar sus utilidades. Los propietarios de una empresa de cualquier tipo, sea ésta pequeña o grande, se enfrentan continuamente con el dilema de decidir qué destino dar a sus utilidades, en forma tal, que proporcionen la mayor rentabilidad posible en sus nuevas inversiones. Las decisiones de ampliar la línea de productos, penetrar en nuevos mercados, modificar los canales de distribución, la adquisición de una nueva empresa, la sustitución de la maquinaria existente, la modificación de la distribución física de la maquinaria, la 404 Administrar para producir compra de nuevos equipos de transporte, la construcción de un nuevo edificio o la sustitución del equipo de proceso de datos actual, no son más que algunos ejemplos de situaciones a que frecuentemente se enfrenta el ejecutivo. Así, para estar en condiciones de adoptar la mejor decisión posible, necesita información de diferente naturaleza, ya que ésta puede ser relativa al mercado, como puede ser: tendencias en el gusto y hábitos de compra de los consumidores, localización de mercados potenciales, estadísticas de ventas, tendencias en la curva de los precios, productos o materiales sustitutos o alternativos, nombre de los principales competidores, volúmenes de producción, canales de distribución, fuentes de abastecimiento de materiales, estrategias comerciales, etcétera. Pero un proyecto, además de la información del mercado, requiere de información técnica, financiera y económica que es proporcionada por personas que trabajan tanto dentro como fuera de la empresa, por lo que se necesita que alguien coordine todas las actividades necesarias para procesar e interpretar los datos que se obtengan. La formulación y evaluación de un proyecto de inversión es un trabajo multidisciplinario, en el cual, muchas veces, se involucra personal de todas las dependencias de la empresa, y la función de manufactura, por su naturaleza es una de las más adecuadas para asumir la responsabilidad de formular y evaluar el proyecto, con base en lo cual los directivos adoptarán la decisión más conveniente. Problemas tales como la determinación del lugar idóneo para establecer la planta industrial, la determinación de su capacidad de producción, la distribución de las instalaciones, la selección del equipo, maquinaria y servicios auxiliares, la localización de los almacenes de materia prima, producción en proceso y productos terminados, la especificación de las obras civiles y otros más de la misma naturaleza, requieren de la aplicación de técnicas sumamente especializadas, que si no son correctamente utilizadas pueden determinar el fracaso de la inversión. Del prototipo a la producción en masa. Ingeniería de manufactura 405 Desde luego que toda esta información se utilizará para que el personal de la función financiera y contable de la empresa formule los presupuestos de inversión y de operación necesarios, así como los llamados estados financieros proforma, determine la cuantía de la inversión, los intereses que será necesario pagar por los créditos obtenidos, el origen y la aplicación de los recursos, los balances, etcétera. Finalmente, será necesario calcular cuál será la rentabilidad del proyecto, mediante técnicas tales como el flujo de fondos descontados, el periodo de recuperación de la inversión, la tasa interna de retorno, la determinación de la sensibilidad y la evaluación del riesgo mediante la aplicación de técnicas probabilísticas. La participación de la gerencia de manufactura es fundamental, no sólo para la formulación del proyecto y su evaluación, ya que si el mismo es posteriormente aprobado, el control del proyecto de ejecución, la selección y negociación con proveedores de maquinaria y equipo, la supervisión de la construcción de las obras civiles, la recepción de las instalaciones de maquinaria y equipos especiales, así como la obra civil a los contratistas, deberá ser encargada precisamente a la gerencia de ingeniería de planta. A esta gerencia le corresponde la responsabilidad de proporcionar todos los servicios que sean necesarios para que el desarrollo de las actividades de la empresa en general y las de producción en particular, se realicen normalmente y sin interrupciones, y no sería lógico que ellos fueran responsables de algo que no hubiera sido realizado de acuerdo con sus especificaciones y recibido a su entera satisfacción. Gerencia de mantenimiento De acuerdo con R. Marinello (1978, p. 115): El gerente de mantenimiento es responsable de la organización y funcionamiento del mantenimiento en general y de la coordinación 406 Administrar para producir del taller y actividades relacionadas. Él es responsable de la instalación, reparación, movimiento y mantenimiento de toda la maquinaria, equipo de la planta, edificios y estructuras. Él es también responsable de la inspección, reparación y fabricación de herramientas especiales, dispositivos, equipo e instrumentos especializados de producción. En adición, él es responsable de establecer y administrar los programas de mantenimiento para equipo e instalaciones dentro de las políticas establecidas por sus superiores. También planea la distribución de las cargas de trabajo y, a través de sus supervisores, controla las actividades de los técnicos de las diferentes especialidades así como el taller. Asiste a la gerencia de planta en el control y coordinación de todos los programas esenciales a su función. El mismo autor recomienda la elaboración de un manual de mantenimiento para la empresa, sugiriendo en su contenido un procedimiento para el control de las órdenes de trabajo, así como algunos formatos y reportes necesarios para la administración del mantenimiento. Costos de mantenimiento Las instalaciones físicas, edificios, equipo de oficinas, talleres, departamentos productivos, maquinaria, equipos de producción e inspección, herramientas, equipos de transporte y de manejo de materiales, representan parte de los activos de toda organización y son necesarios para la realización de las actividades productivas. La responsabilidad del mantenimiento consiste en conservar o mantener en óptimas condiciones de operación todos ellos, reduciendo los costos correspondientes al mínimo posible. La gerencia de mantenimiento debe equilibrar la calidad del servicio de mantenimiento, con los costos que el mismo ocasiona, ya que si los costos de mantenimiento son mínimos o nulos como consecuencia de un muy bajo nivel de mantenimiento, los resultados serán desastrosos desde el punto de vista de la continuidad de las operaciones, ya que todo fallará frecuentemente y los activos se convertirán en inservibles rápidamente. Del prototipo a la producción en masa. Ingeniería de manufactura 407 En el otro extremo, puede existir un sobremantenimiento que eleve los costos en forma tal que no sea razonable desde el punto de vista de los beneficios que dicho costo signifique para la organización. Para lograr ese control de los costos, la gerencia de mantenimiento dispone de los siguientes instrumentos de acuerdo con el criterio de S. Fuchs (1978, p. 639), que permiten la planeación, organización, ejecución y control de esta importante función. Administración del mantenimiento a) El presupuesto de mantenimiento. Este instrumento de planeación y control debe ser elaborado teniendo en cuenta las necesidades reales de cada departamento y sección de la empresa; de acuerdo con estadísticas de fallas y reparaciones, costo de las refacciones, costo de la mano de obra empleada, programas de producción, etc., en forma tal que refleje en forma objetiva las necesidades. b) Un sistema de órdenes de trabajo. Nos dice el mismo autor: “Este importante documento proporciona el fundamento necesario para el control y el análisis de todos los costos de mantenimiento, así como un medio de comunicación de información múltiple.” The National Association of Accountants (1980, p. 57) nos enumera algunas de las ventajas de establecer este sistema: 1. Proporciona una clasificación y una autorización sistemática de los trabajos solicitados. 2. Proporciona la información necesaria para planear la carga de trabajo, para programar las tareas de mantenimiento y para coordinar el trabajo de acuerdo con las diferentes especialidades. 408 Administrar para producir 3. Suministra a los trabajadores instrucciones de trabajo y el tiempo estándar estimado. 4. Al acumular información referente al progreso del trabajo y a los costos, se constituye la base para elaborar reportes de desempeño. 5. Al recabar un registro histórico de operaciones y costos de mantenimiento se pueden aplicar en la planificación presupuestos y estudios especiales. De acuerdo con sus necesidades cada empresa establecerá el procedimiento de aprobación y control de las órdenes de trabajo y diseñará su formato. Sin embargo, de acuerdo con mi experiencia es conveniente que éste incluya varias secciones, en forma tal que además de servir para solicitar el servicio, sirva como medio de control y de reporte del trabajo efectuado. Como una guía para diseñar la forma, ésta debe contener la siguiente información. • Sección de solicitud. — Número de la orden - fecha de solicitud. — Departamento o sección solicitante. — Nombre o clave del equipo descompuesto. — Descripción de la falla o descripción del servicio solicitado. — Autorización del jefe o responsable. • Sección de asignación y control. — Persona a la que se asigna la orden. — Tiempo estimado de realización. — Fecha de inicio del trabajo. • Sección de reporte — Causa de la falla. Del prototipo a la producción en masa. Ingeniería de manufactura 409 — Acción adoptada. — Horas-hombre de trabajo empleadas. — Material utilizado. Costo del material. — Firma de recibido de conformidad. — Fecha de terminación del trabajo. — Costo de la mano de obra empleada. He tenido oportunidad de observar en diferentes organizaciones la administración del mantenimiento y los procedimientos de control de las órdenes de trabajo y, en ocasiones, si no se establece y se respeta un procedimiento adecuado, se presentan problemas de comunicación que redundan finalmente en perjuicio de la producción. Por ejemplo, existen casos en los cuales se requiere la atención urgente por parte de los técnicos de servicio, ya que se trata de una falla en la línea de producción que está afectando a un cierto número de operarios, y el departamento de mantenimiento no actúa hasta que no le entregan la orden de trabajo debidamente autorizada. Esto es un burocratismo que no puede permitirse la empresa privada y por lo tanto el procedimiento deberá contemplar la solución a éste y a otro tipo de problemas. c) Técnicas de ingeniería industrial. Nos dice Fuchs (1978, p. 639) “se incluyen mejora de métodos, análisis del valor, simplificación del trabajo, medición del trabajo y varios programas de control de costos”. En efecto, las técnicas aplicadas en la mejora de los métodos de trabajo, así como en el establecimiento de tiempos estándar de producción, también son utilizables en trabajos indirectos como el mantenimiento de maquinaria, equipo e instalaciones físicas y se necesitará la asesoría del departamento de ingeniería industrial para la fijación de los estándares más comunes. 410 Administrar para producir d) Procedimientos y especificaciones para concursos y licitaciones. “Los administradores deben evaluar y utilizar procedimientos para especificaciones y licitaciones que aseguren el recibo del mejor valor para un gasto. Esto incluye la evaluación continua de las ventajas y desventajas de utilizar contratistas externos en lugar del personal de la planta.” Fuchs (1978, p. 639). Entre los aspectos que deberán considerarse antes de decidir si es conveniente emplear los propios recursos o los de un contratista, están los siguientes: • Conocimiento técnico y preparación especializada que se requiera para realizar el trabajo. • Tiempo de realización del mismo. • Costo total, considerando las labores rutinarias que serán retrasadas como consecuencia de utilizar al personal de la empresa. • Seriedad de la empresa contratista. • Disponibilidad de materiales, refacciones, herramientas especiales, etc., así como el tiempo de adquisición. • Disponibilidad de la información técnica especializada que se requiera. • Condiciones de garantía. • Otros. e) Registros y estadísticas de equipos y edificios. Es fundamental que la empresa cuente con registros y estadísticas que muestren claramente el estado en que se encuentran en general sus instalaciones físicas, maquinaria, Del prototipo a la producción en masa. Ingeniería de manufactura 411 equipos, herramientas, etc., indicando la antigüedad, las reparaciones efectuadas, las partes y refacciones que les han sido sustituidas, las modificaciones o cambios de ingeniería efectuados, los dispositivos opcionales instalados, los costos correspondientes desglosados por mano de obra y materiales, las fechas en que ocurrieron los cambios, etcétera. A los instrumentos anteriores, S. L. Kapner (1970, pp. 7-53) agrega las siguientes recomendaciones: • Crear una organización responsable de la administración del mantenimiento que controle los procedimientos generales, realice las inspecciones y analice los costos correspondientes. • Analizar los reportes contenidos en las órdenes de trabajo y planear las mismas, empleando para tal efecto un grupo de apoyo que libere a los supervisores de mantenimiento y les permita dedicarse a la supervisión directa. Esta actividad permite además detectar necesidades de capacitación y entrenamiento del personal de operación. Como experiencia personal he podido observar que muchas de las fallas reportadas no son tal y corresponden a errores de operación del equipo y maquinaria por parte del personal operativo. En otras ocasiones, la falla es debida precisamente a procedimientos incorrectos de operación, que en forma intencional son realizados por los operadores del equipo. También puede determinarse mediante este análisis la necesidad de capacitar al personal de mantenimiento, ya que los tiempos de reparación pueden ser mayores a los estándares establecidos. • Preparar un programa semanal de trabajo a mediados de la semana anterior. Generalmente el 75% del trabajo previsto es posible realizarlo tal como ha sido programado. • Preparar un programa diario de actividades, y con objeto de evitar que los trabajadores pierdan las primeras horas del día esperando su asignación; este programa puede elaborarse la tarde del día anterior. 412 Administrar para producir • Establecer un control de la mano de obra disponible que permita asignar a cada área de trabajo, línea de producción, departamento o sección la cantidad suficiente de recursos humanos, evitando así exceso o limitación en la fuerza de trabajo asignada. • Establecer un programa de mantenimiento preventivo, tra- tando de lograr que la fuerza de trabajo disponible se encuentre permanentemente ocupada, en lugar de que únicamente trabaje en emergencias. • Controlar el inventario de refacciones y materiales de mantenimiento. • Planear los paros de máquinas y equipos, de acuerdo con la vida esperada y revisiones de los mismos, para reducir al mínimo las reparaciones de emergencia. • Establecer procedimientos para revisiones mayores y reacondicionamientos de equipos, que incluyan requerimientos de partes, equipos y herramientas especiales, así como fuerza de trabajo necesaria para efectuarlas. • Mejorar el equipo mediante la realización de cambios de ingeniería, modificaciones, etc., que sean recomendados por el fabricante. • Entrenar al personal de mantenimiento, enviándolo a cursos de capacitación que proporcionan los fabricantes, escuelas especializadas e institutos técnicos. La capacitación de los supervisores deberá incluir conocimientos en técnicas administrativas, de control de personal, etcétera. Mantenimiento de emergencia La reparación de una falla imprevista del equipo o la maquinaria constituyen lo que conocemos como mantenimiento correctivo o de emergencia. Del prototipo a la producción en masa. Ingeniería de manufactura 413 El objetivo de toda gerencia de mantenimiento deberá ser la reducción al mínimo posible de este tipo de anomalías que repercuten negativamente en la eficiencia del proceso normal de producción. Muchas veces el costo de este tipo de mantenimiento no guarda proporción con la magnitud de los daños causados por la falla imprevista de una máquina que en ocasiones puede significar la pérdida de cientos de horas-hombre en las líneas de producción, el incumplimiento de los programas de trabajo, daños a las materias primas, aumento excesivo del tiempo extra, accidentes a los operarios, entre otros. Por estas y otras razones, la gerencia de mantenimiento deberá preocuparse por establecer un programa de mantenimiento preventivo, que como su nombre lo indica, previene la ocurrencia de las fallas imprevistas del equipo y maquinaria en general. Mantenimiento preventivo Entre las ventajas que proporciona establecer un programa de mantenimiento preventivo en la empresa, tenemos que los costos de operación se reducen, se aumenta la vida útil de los equipos e instalaciones, se aumenta la eficiencia de la capacidad de producción instalada, se puede prever las necesidades de refacciones, etcétera. No existe duda con relación a los beneficios que proporciona la adopción del mantenimiento preventivo, y sin embargo, es algo que muchas ocasiones es totalmente ignorado en nuestro medio industrial, en donde el mantenimiento es de emergencia y eso sólo hasta que es materialmente imposible seguir operando. ¡Cuántas veces, lo único que se hace es una reparación a medias del equipo, únicamente para salir del paso!, sin importar las consecuencias negativas de tal proceder. S. Kapner (1970, pp. 7-56) nos define al mantenimiento preventivo como “la inspección sistemática, la limpieza, la lubrica- 414 Administrar para producir ción y el servicio del equipo... El objetivo del mantenimiento preventivo es descubrir el funcionamiento incorrecto incipiente y prevenir las fallas y paros totales de la maquinaria”. El mismo autor nos dice que el mantenimiento preventivo consiste en general de seis operaciones: “Inspeccionar, ajustar, apretar, limpiar, lubricar, reemplazar partes.” Como señala, la primera operación consiste fundamentalmente en descubrir indicios de fallas futuras. Se debe tener la habilidad y conocimiento para estar en condiciones de diagnosticar, mediante una inspección cuidadosa, qué es lo que seguramente va a ocurrir en unos días o semanas más de operación, si no se corrigen las causas de los síntomas que se están observando. Como dice Kapner (1970, pp. 7-57) “La inspección en el mantenimiento preventivo consiste en observar; sentir; escuchar, o probar en un punto de inspección predeterminado, para descubrir algo incorrecto.” Algunas de las operaciones del mantenimiento preventivo pueden y deben ser encargadas al personal de producción, responsabilizándolo de su correcta ejecución proporcionándoles previamente el entrenamiento requerido. Por ejemplo, la limpieza diaria de la maquinaria y equipo al fin de la jornada de trabajo, la lubricación en algunos puntos de fácil acceso, ciertos ajustes sencillos, etcétera. Programa de mantenimiento preventivo Para elaborar un programa de mantenimiento preventivo es necesario tener una idea de cuáles son las necesidades existentes en la planta; y el primer paso consiste en realizar un inventario de todos los equipos y máquinas instalados. Del prototipo a la producción en masa. Ingeniería de manufactura 415 También es indispensable recopilar y examinar los manuales de operación y servicio de cada equipo, mismos que deben ser proporcionados por los fabricantes. Estos manuales generalmente incluyen una sección en donde se recomiendan las rutinas de mantenimiento más adecuadas, la frecuencia con que deben realizarse, así como las refacciones que es necesario tener en inventario para reducir los tiempos de reparación. Esto es muy importante tenerlo en cuenta, ya que en ocasiones el fabricante o proveedor del equipo no cuenta con las refacciones necesarias y en caso de requerirse alguna, como la mayoría de ellas son importadas, los tiempos de entrega son muy grandes y a veces es necesario esperar meses mientras se realizan los trámites ante las autoridades correspondientes. W. Sheppard (1979, p. 119) recomienda una serie de acciones para programar y controlar la ejecución del mantenimiento preventivo. En primer lugar, cuando se realice el inventario del equipo existente se elaborará una tarjeta de datos generales por cada equipo, máquina o herramienta, que incluya la siguiente información: • Datos técnicos del equipo: Capacidad, voltaje de operación, núm. de fases, etcétera. • Datos de localización en la planta: Departamento, sección, línea, etcétera. • Equipos auxiliares, dispositivos especiales, etcétera. • Datos comerciales: Fabricante, nombre del equipo, modelo, número de serie, fecha de compra, etcétera. • Lista de refacciones recomendadas por el fabricante, números de partes, etcétera. Sugiere la adopción de un código que permita clasificar, dentro de los diferentes tipos de maquinaria y equipo, ciertos subsistemas 416 Administrar para producir o componentes que son comunes a muchos de ellos. Por ejemplo, motores, bombas, compresores, fuentes de poder y amplificadores. El código utiliza un número formado por seis dígitos, en donde los cuatro primeros identifican el tipo de equipo y los dos siguientes el subsistema. Este número permite posteriormente programar la frecuencia de las rutinas de mantenimiento recomendadas por los fabricantes de acuerdo con la naturaleza de los subsistemas integrantes. La periodicidad de la realización de las rutinas de mantenimiento se codifica de acuerdo con una letra; D si es diario, S si es semanal, M si es mensual y así sucesivamente. Con toda esta información, la persona encargada de formular el programa de mantenimiento de la empresa estará en condiciones de realizarlo, ya que cuenta con todos los datos necesarios. Esta programación será en varios niveles: semanal, mensual, trimestral y anual. Mediante un programa bien elaborado, la gerencia estará en condiciones de estimar las cargas de trabajo, contratar y entrenar el número de técnicos que se requieran, ordenar la compra oportuna de las principales refacciones, formular los presupuestos, etcétera. El mismo Sheppard (1979, p. 121) recomienda elaborar por cada equipo un registro histórico, en donde se anoten de acuerdo con la fecha correspondiente, las fallas principales que el equipo pueda haber tenido, en qué consistieron los problemas, la acción tomada para resolverlos, las partes cambiadas, los reacondicionamientos efectuados, los costos de mano de obra y de refacciones, entre otros. Es indudable que todas estas acciones permitirán a la empresa tener un mejor control del estado que guardan sus activos productivos más importantes, estimar cuándo es conveniente programar un paro de equipo para reacondicionarlo en forma tal que no se afecten las actividades productivas, determinar cuándo es necesario sustituir un equipo porque el costo y frecuencia de las repara- Del prototipo a la producción en masa. Ingeniería de manufactura 417 ciones así lo justifican, estandarizar el tipo de equipo con que se cuenta, etcétera. En empresas mayores, que cuentan con los recursos suficientes para contratar los servicios de un experto en métodos estadísticos, se puede incluso con la información obtenida mediante estos registros, elaborar predicciones de fallas y determinar el tiempo medio entre las mismas. Para una mayor información sobre este tema se recomienda la lectura del trabajo de A. Kelly (1979, p. 253) y de Sheliga y Wolff (1979, p. 42). Estos últimos autores presentan una fórmula matemática que permite calcular el ciclo óptimo de mantenimiento, con el fin de lograr el costo anual mínimo de los costos combinados de fallas y de mantenimiento, considerando para tal efecto, además de una serie de factores, la llamada curva de tina de baño, que describe la vida útil de un equipo a través del tiempo, de acuerdo con la proporción de fallas que ocurren durante el mismo. Véase figura 13.11. Eficiencia del mantenimiento La inversión realizada en el establecimiento de la gerencia de ingeniería de la planta y del departamento de mantenimiento en particular, es algo que muchos gerentes y directivos de empresa consideran como un lujo o gasto superfluo que sólo las grandes empresas se pueden dar. Y no hay nada de cierto en esa creencia, ya que independientemente del tamaño de la organización, ésta siempre requerirá de muchos de los servicios que realiza ingeniería de la planta. Una buena forma de determinar el impacto que sobre las operaciones de la empresa tiene el programa de mantenimiento, es la elaboración de estadísticas relativas al número de horashombre perdidas como consecuencia de interrupciones, fallas y reparaciones que interfieren el proceso productivo y la comparación de la producción real obtenida con respecto a la producción programada. 418 Administrar para producir FIGURA 13.11. Curva tina de baño Considerar únicamente para efectos de evaluación el tiempo que una máquina permanece descompuesta es incorrecto, ya que si la descompostura afecta el trabajo de por ejemplo 20 personas, este tiempo deberá multiplicarse por 20 para conocer la pérdida total de producción en el lapso correspondiente. Para ilustrar este caso, recuerdo que en una ocasión tuve oportunidad de observar en una empresa, una máquina que sufrió la ruptura de una banda que en el mercado tenía un valor aproximado de $300.00; pero que por no contar con la refacción en el momento oportuno, 40 obreros interrumpieron sus labores durante ocho horas, tiempo que tardaron en encontrar una banda parecida y sustituirla. F. Holladay (1978, p. 922) recomienda la elaboración de un reporte diario del tiempo perdido como consecuencia de fallas de la maquinaria, herramienta y equipo, que incluya la identificación de Del prototipo a la producción en masa. Ingeniería de manufactura 419 la máquina, el tiempo de descompostura, la fecha en que el equipo falló, las causas por las cuales continúa sin repararse, las partes o refacciones que se requieren para componerlo y la fecha estimada de reparación. Además, sugiere otro reporte que puede elaborarse semanal o mensualmente, en el que se concentra la información relativa al análisis de las consecuencias de las fallas ocurridas en la maquinaria. En este reporte se anotará la identificación de la máquina, el número de horas programadas de producción, el total de horas que estuvo descompuesta, el porcentaje de tiempo perdido, las unidades producidas, las unidades estándar programadas y el porcentaje de eficiencia. Si la empresa cuenta con los servicios de un centro de proceso de datos, la labor de programación y control puede simplificarse, elaborando mediante la computadora los programas, reportes, estadísticas, etc., que le permitan al gerente de mantenimiento contar con toda la información que se requiere para tal efecto. A las personas interesadas en establecer un sistema de información de esta naturaleza, les ayudará la revisión del trabajo de T. Hershey y F. Claire (1979, p. 95). Estos autores presentan en su trabajo ocho tipos diferentes de reportes elaborados por computadoras, que facilitan el análisis de varios de los conceptos necesarios para evaluar la actuación del departamento de mantenimiento. Taller Una empresa de manufactura de regular tamaño necesita contar con un taller que le proporcione toda una serie de servicios que de otra manera tendrían que ser contratados con proveedores externos, a un costo mayor y sin tener control sobre el cumplimiento de los mismos. Cuando los ingenieros industriales y de procesos establecen las características físicas que deberá tener cada puesto de trabajo, 420 Administrar para producir con frecuencia tienen que crear o diseñar dispositivos especiales que faciliten la tarea que realiza el operario, que mejoren la actividad productiva o de inspección, que simplifiquen los movimientos de materiales, etcétera. Estos dispositivos o herramientas especiales comúnmente llamados jigs no se pueden comprar con un proveedor de herramientas, porque no existen en el mercado; su diseño depende de las condiciones especiales de cada puesto de trabajo, de las características del producto que se está produciendo y del modelo correspondiente. Y por lo mismo necesitan ser diseñados y construidos ex profeso, con frecuencia dentro de la misma empresa, utilizando piezas y componentes que en ocasiones también serán de manufactura especial. Algunos dispositivos serán eléctricos, otros mecánicos o electrónicos, otros más electromecánicos, unos operarán con vacío, con calor, etc., todo dependerá de la función que deba desarrollar el dispositivo. También ocurre que la empresa utiliza, como parte de sus productos, piezas metálicas que deben ser troqueladas, o piezas de plástico que deberán ser inyectadas y se requerirá el diseño y la construcción de troqueles y de moldes que en ocasiones pueden ser complicados y numerosos, originando una carga de trabajo que podría justificar la instalación de un taller de máquinas herramientas, con toda la maquinaria necesaria para producirlos y repararlos. Se puede también dar el caso de que alguna de las máquinas o equipos de producción sufra una avería que requiera la sustitución de un componente o parte de un mecanismo que no se consiga en el mercado y, en tales casos, el taller resuelve el problema construyendo la pieza que se necesita. La reparación y mantenimiento de herramientas es otra de las actividades en las cuales la ayuda del taller es fundamental, sin olvidar la necesidad que en ocasiones se tiene de reparar equipo de oficina o de servicios generales, y para efectuarlos, el taller debidamente equipado constituye una valiosa ayuda. Del prototipo a la producción en masa. Ingeniería de manufactura 421 Otras funciones de ingeniería de manufactura Además de las funciones que hemos visto, esta gerencia tiene otras responsabilidades que es necesario revisar brevemente. Higiene y seguridad industrial Cuando los ingenieros de manufactura diseñan el proceso de producción deben hacerlo tomando en cuenta la seguridad e integridad física de las personas que operarán los mismos. Queda lejos de toda duda que el recurso más valioso con que cuenta cualquier organización, está constituido por el grupo de personas que trabajan para la misma. En consecuencia, dado que a manufactura corresponde la responsabilidad de la selección de la maquinaria y herramientas, la distribución de la planta, la ubicación de los almacenes, el mantenimiento de los sistemas de producción, la operación de los servicios auxiliares como pueden ser energía eléctrica, alumbrado, agua, vapor, aire comprimido, etc., el diseño y construcción de la herramienta y la operación del sistema de prevención de incendios, su responsabilidad directa por la seguridad del personal es algo que no puede soslayarse. Control de costos. Materiales estándar De acuerdo con W. Hodson (1970, pp. 7-98) la participación de manufactura en el control de los costos es fundamental, ya que tiene relación directa con la fuerza de trabajo empleada, los materiales, los suministros, el mantenimiento y las reparaciones. Participa en el control de los costos de mano de obra mediante la aplicación de las técnicas relativas a métodos y procedimientos de trabajo, medición del mismo y sistemas de pago e incentivos. Participa en el control de los materiales realizando estudios relativos a su utilización más eficiente. Interviene en el control de los suministros estableciendo cantidades estándar para la utilización de los mismos. 422 Administrar para producir En efecto, la responsabilidad de la determinación de los volúmenes de compra, tanto de materiales directos como indirectos, corresponde a ingeniería de manufactura. Cuando ingeniería de diseño especifica el producto mediante sus planos, listas de materiales, normas, etc., únicamente establece la cantidad y las dimensiones de las partes o piezas que constituyen el producto; pero no toma en cuenta que muchos de esos materiales no se consiguen directamente en el mercado en la forma y dimensiones que están especificadas en los planos. Materiales tales como madera, lámina, telas, alambres, aceros, acrílicos, plásticos, entre otros, deben ser cortados, troquelados, inyectados o maquinados, para poder darles la forma y dimensiones que requieren los planos de ingeniería. Y su presentación comercial es en rollos, planchas, hojas, placas, etc., que tienen dimensiones estándar. La participación de manufactura en estas condiciones es indispensable, ya que debe realizar estudios para determinar los métodos más económicos de cortar, maquinar o procesar el material, tomando en cuenta el cumplimiento de las especificaciones, la reducción de los desperdicios mediante el óptimo aprovechamiento del material, los métodos adecuados para disponer de los desechos, rebabas y virutas. Como resultado de estos estudios, ellos indicarán a la gerencia de materiales o al departamento de compras qué volúmenes de materiales deberán comprar para lograr la producción de cantidades específicas de producto, estableciendo los llamados materiales estándar, los cuales son indispensables para calcular el costo unitario del producto. Existen, por otro lado, materiales que, aunque no forman parte del producto, son necesarios para que el proceso de producción pueda realizarse y que por lo mismo no aparecen en las listas y especificaciones de ingeniería. Son los llamados materiales indirectos, y ejemplos de los mismos son los lubricantes, combustibles, reactivos, solventes, etcétera. Del prototipo a la producción en masa. Ingeniería de manufactura 423 La determinación de los requerimientos periódicos de compra de estos materiales, así como el cálculo de los costos correspondientes son también responsabilidad de manufactura. Análisis de valía Para explicar en qué consiste el análisis de valía o ingeniería del valor, como también se le conoce, veamos a continuación un ejemplo de una de sus aplicaciones: Supongamos que usted es el gerente de compras de una empresa y que dentro de la lista de materiales que debe adquirir para ensamblar un determinado producto, aparece un encendedor desechable, de esos que en la actualidad son tan populares y que además se pueden adquirir prácticamente en cualquier establecimiento comercial. Considere también que el programa de producción le indica que es necesario comprar 100,000 unidades al año, para cumplir con los requerimientos de venta. En esas condiciones y dado el volumen de compra, usted lógicamente deberá recurrir a los fabricantes de estos productos para solicitarles cotizaciones de precios, plazos de entrega, descuentos por pronto pago, muestras para evaluación, condiciones de crédito, etc. Deberá acompañar a las solicitudes, las especificaciones completas del producto, planos con dimensiones y tolerancias, niveles de calidad, etcétera. Sin embargo, cuando usted recibe las cotizaciones, se encontrará con que cada fabricante le cotiza el producto a un precio diferente y usted deberá decidir a qué fabricante le otorga el pedido, de acuerdo con la información recibida. Supongamos además, que el departamento de ingeniería de su empresa, después de evaluar las muestras recibidas de los posibles proveedores, le comunica que todas ellas cumplen las especificaciones y que desde el punto de vista técnico, cualquiera de los fabricantes sería un buen proveedor. Usted tiene ahora el dilema de decidir si el precio al que le están cotizando es un precio justo y deberá tener en cuenta que si se equivoca en su decisión, 424 Administrar para producir por pequeña que sea la diferencia entre los precios a que le están cotizando los diferentes proveedores, esto representará para su empresa una pérdida que podría ser considerable. Aunque usted no acostumbre a fumar, tiene una idea aproximada de lo que cuesta un producto como el mencionado; sin embargo, lo que usted conoce es el precio de venta al menudeo, pero ignora cuál deberá ser el precio cuando se compra en volúmenes como el señalado en el ejemplo. Consideremos ahora, como ocurre con frecuencia, que algunas de las partes y componentes incluidos en la lista de materiales del producto son piezas totalmente desconocidas para usted y para la gran mayoría de las personas; es más, que no existen comercialmente, ya que han sido diseñadas expresamente para realizar alguna función en el producto. En estas condiciones usted no tiene ni siquiera una idea aproximada de lo que sería justo pagar al proveedor por cada pieza comprada. Si como ocurre frecuentemente, elige al proveedor que le está cotizando el precio más bajo, usted estará corriendo un riesgo muy grande. Supongamos que el costo de manufactura del componente sea de $100.00 al volumen de producción considerado, y que el proveedor le está cotizando el mismo en $80.00, porque como ocurre con frecuencia, él tampoco sabe con precisión cuánto le costará producirlo y deseando obtener el pedido, realizó una estimación a la ligera. Si usted elige a este proveedor, con toda seguridad estará comprando problemas, ya que cuando él tenga el pedido en firme y se dé cuenta de su error, le tratará de aumentar el precio, no cumplirá con las fechas de entrega programadas, disminuirá los niveles de calidad para disminuir costos, etc., con todas las consecuencias negativas que esto puede ocasionar a sus programas de producción. Si por el contrario, el proveedor le cotiza el producto en un precio muy superior al costo de manufactura y usted le concede el pedido, estará contribuyendo a elevar los costos de producción de su empresa y a reducir los márgenes de utilidad. Del prototipo a la producción en masa. Ingeniería de manufactura 425 ¿Qué puede hacerse para reducir estos problemas al mínimo? ¿Cómo puede conocerse cuál es el precio justo para comprador y vendedor, que sirva de base para una negociación sana? Una de las técnicas que pueden emplearse en estas condiciones es el llamado análisis de valía. V. Smith (1978, p. 27) nos dice que: El análisis de valía es uno de los métodos utilizados para lograr la reducción de costos y mejorar el valor de componentes individuales y de ensambles mecánicos completos..., mediante el análisis de la función como primer paso, el material del cual están hechos y finalmente su diseño. El análisis de valía requiere de la integración de grupos de trabajo formados por especialistas en diseño, en técnicas de producción, en estudios del trabajo, costos y compras, y tiene aplicación en muchas áreas que afectan la productividad y eficiencia de una empresa en general. Volviendo al ejemplo del encendedor, sería necesario preguntarse primero cuál es la función que éste desempeña dentro del producto diseñado, si podría sustituirse por otro dispositivo, si cambiando la forma podría mejorarse la eficiencia, si sería conveniente reducir el número de piezas o si podrían integrarse algunas de las piezas del encendedor con algunas otras del mecanismo del cual formará parte. A continuación y desarmando el encendedor se analizaría pieza por pieza determinando de qué material están hechas, qué herramienta se requiere para producirla; si es un molde, de cuántas cavidades deberá producirse para que resulte más económico; qué tipo de máquina de inyección se requiere; cuánto cuesta el kilo de la materia prima; cuántos gramos se requieren de material por unidad; cuál es el desperdicio; qué piezas se pueden eliminar; qué operaciones se requieren para su ensamble; cuál es el tiempo estándar de producción, etcétera. 426 Administrar para producir Con toda esta información se estará en condiciones de determinar el costo de producción del encendedor, que para el caso considerado es la información que requiere el gerente de compras, pero que desde un punto de vista más general, cuando se utiliza en una empresa, sirve para mejorar el diseño y confiabilidad de sus productos o para reducir el costo. Hay sin embargo que tener cuidado en la aplicación del análisis de valía, ya que como señala V. Smith (1978, p. 30). Cuando se reducen los costos es necesario que todos los factores sean considerados simultáneamente. Si esto no se realiza, existe el peligro de que la reducción se vea sobrepasada por otros factores. Por ejemplo, la utilización de un material más barato puede reducir radicalmente la confiabilidad o la vida esperada del producto..., el peso excesivo tiene efectos adversos diferentes a los costos correspondientes al material, ya que pueden reducir la eficiencia mecánica y aumentar los costos de transporte.., las operaciones de maquinado también deben de ser consideradas, ya que generalmente los materiales más baratos son más fáciles de maquinar y más económicos en su uso; dificultades en el maquinado afectan los costos al reducirse las velocidades de corte, aumentar el número de cortes aumenta la frecuencia de afilado de la herramienta...; en piezas troqueladas la forma puede afectar el número y complejidad de los troqueles. Como podemos observar, el análisis de valía es una técnica de reducción de costos que proporciona grandes beneficios a la empresa que la adopta como un procedimiento normal dentro de sus operaciones y aunque en algunas organizaciones, ésta queda ubicada dentro de lo que se considera la función de abastecimientos, existen otras más que la ubican en la gerencia de manufactura. CAPÍTULO 14 SUMINISTRO DE MATERIALES Estudiaremos a continuación otra de las funciones importantes que integran la estructura orgánica de toda empresa de manufactura. Antiguamente en algunas organizaciones se le conocía con el nombre de departamento, gerencia u oficina de compras y, como su nombre lo indica, su responsabilidad principal consistía en obtener todas aquellas materias primas, herramientas, maquinaria y servicios que la organización necesitaba adquirir para el desarrollo normal de sus actividades. Sin embargo, a medida que fueron evolucionando los conceptos administrativos de la dirección de empresas, se observó que además de la función meramente de compras, existían otro tipo de actividades relacionadas con la misma, que era necesario efectuar para que se pudiera desempeñar con mayor eficiencia. En esas condiciones, la función de comprar junto con esas otras funciones pasó a formar parte de un todo de mayor contenido, cuya responsabilidad consiste de acuerdo con D. Farr (1970, p. 6) en: Proporcionar a la empresa los servicios de localización y compra de los materiales que se requieren, en el registro y control de los mismos, así como su traslado y almacenamiento, en planear y realizar su desplazamiento a través de las áreas de manufactura, almacenes y canales de distribución para satisfacer las necesidades de los clientes conforme a lo establecido por mercadotecnia. Es responsable de hacer todo esto en la forma más económica posible, equilibrando factores opuestos para lograr el mejor resultado final. Como dice el mismo autor, esta función de servicio debe concentrarse en tener oportunamente el material indicado, en el lugar adecuado, todo ello al mínimo costo. 427 428 Administrar para producir En algunas empresas a esta función se le conoce indistintamente como gerencia de materiales, gerencia de suministros, logística o gerencia de abastecimiento e incluye, de acuerdo con el criterio de Farr (1970, pp. 6-7), las funciones que se muestran en el organigrama de la figura 14.1. Esta estructura concuerda con lo que D. Ericsson (1978, p. 13) llama la racionalización del concepto moderno de la administración de materiales, que toma en cuenta la interdependencia existente entre varias funciones clave que se deben realizar en la empresa, y cuyo objetivo es mejorar la eficiencia en el flujo de materiales mediante el control de las inversiones que se realizan por este concepto. Lo anterior lo representa gráficamente Ericsson (1978, p. 18), en la forma que se muestra en la figura 14.2, en donde se observa que el programa de adquisición de materiales de la empresa debe ser el resultado final de una serie de pasos previos que permitan reducir al mínimo indispensable los inventarios de materiales. En efecto, si fuera posible que todos los materiales necesarios para fabricar el producto se pudieran obtener de los proveedores tan pronto como se detecta la necesidad de su utilización y su empleo correspondiente en las líneas de producción, el inventario existente podría reducirse a cero. Pero ésta es una situación ideal que no puede ocurrir en la realidad y por lo tanto existe la necesidad de contar con inventarios suficientes para hacer frente a los programas de producción; sin embargo, muchas empresas temerosas de quedarse sin existencias actúan en sentido contrario, abasteciéndose en exceso de materiales con las consecuencias negativas de tal proceder. Lo anterior en opinión de A. Arredondo (1979, p. 92), se debe a: • Despreocupación por los costos, debido principalmente a la falta de competencia. • Falta de personal calificado para la realización de estas funciones. Suministro de materiales Planeación de producción Adquisiciones Gerencia de Recibo y materiales almacenes 429 • Pronósticos • Cálculos • Programas • Reportes • Estudio de proveedores • Compras • Análisis de valía • Recibos • Almacenes • Material en proceso • Productos terminados producción • Registros • Estadísticas • Reprogramación • Abastecimiento a las líneas de producción Distribución • Tráfico • Manejo de materiales • Embarques Control de FIGURA 14.1. Organigrama típico de la función de materiales 430 Administrar para producir Estadísticas de ventas Estimaciones del mercado Pronósticos de ventas Capacidad de producción disponible Rentabilidad de los productos Plan de producción Programa de adquisiciones FIGURA 14.2. Interdependencia de las acciones que determinan el programa de adquisiciones Suministro de materiales 431 • Falta de políticas racionales de aprovisionamiento. • Falta de interés por el estudio e investigación sobre estos temas. Como resultado de esta situación, la empresa se ve seriamente afectada desde el punto de vista financiero, ya que como señala Farr (1970, pp. 6-3), en adición a los recursos económicos empleados en la compra de los materiales, existen otros costos por concepto de seguros, almacenamiento, movimiento, obsolescencia, desperdicios, etc., que en promedio representan 30% anual, y el costo total de materiales en algunas empresas llega a representar del 50% al 70% del costo total del producto terminado. Todos estos costos en nada benefician a la organización y, por el contrario, inciden negativamente en las utilidades, razón por la cual deberán realizarse todos los esfuerzos necesarios para eliminarlos. La solución consiste en la creación, dentro de la estructura orgánica de la empresa, de una gerencia que reportándose el más alto nivel, reciba la autoridad y responsabilidad de establecer un sistema integrado de planeación y control de los materiales. Esto permite la reducción de los costos y problemas siguientes: • Pérdidas en los inventarios. • Costos excesivos de material por peso de venta. • Tiempo perdido por los obreros. • Paros frecuentes en las líneas de producción. • Costos excesivos en el movimiento de materiales. • Ciclos de manufactura con duración excesiva. • Puestos de trabajo congestionados. • Inadecuada utilización del equipo de producción. • Retrasos en la entrega de productos terminados. • Exceso de inversión en inventarios. 432 Administrar para producir • Compras apresuradas. • Mala calidad del producto. Planeación de producción La elaboración de planes realistas de producción es el primer paso para lograr una adecuada administración de los materiales, y el tiempo y recursos empleados para elaborarlos retribuyen dividendos importantes para la empresa que los realiza. Refiriéndonos a la figura 14.2, podemos observar que los antecedentes necesarios para elaborar el plan maestro de producción de la empresa están constituidos por los pronósticos de venta elaborados por la gerencia comercial, que como se señaló en el capítulo 8, a su vez deben apoyarse en las estadísticas y proyecciones de ventas y en estimaciones del mercado, que sólo los especialistas, con conocimientos profesionales y experiencia, pueden elaborar. Sin embargo, estas cifras sólo indican el número de unidades que por cada modelo o línea de productos sería posible vender, tomando en cuenta la participación en el mercado que la empresa posee o que pretende lograr y considerando, además, el esfuerzo de ventas de todas las demás empresas competidoras en ese ramo industrial o comercial. En otras palabras, estas cifras sólo constituyen los límites máximos del volumen de ventas a los que se podría aspirar si no existieran limitaciones internas dentro de la organización. Capacidad instalada Uno de estos factores limitantes está constituido, como se muestra en la figura 14.2, por la capacidad de producción que la propia empresa posee. Como se mencionó en el capítulo 13, ingeniería de manufactura al seleccionar y establecer los procesos de producción Suministro de materiales 433 que le permiten calcular los tiempos estándar para cada producto o subensamble, establece de hecho la capacidad teórica existente en la planta, la cual determinará el número de unidades de producción que será posible producir por unidad de tiempo. Esta capacidad de producción instalada estará señalada en unidades por año, por mes, por semana o por día, según sea el caso y constituye una seria restricción para lograr volúmenes mayores de producción. Por otro lado, no debe olvidarse que una cosa es la capacidad teórica y otra muy diferente es la capacidad real o efectiva de producción. En efecto, ingeniería de manufactura conoce cuál es la capacidad de la maquinaria, equipos y herramientas especiales de producción, así como los tiempos estándar y consecuentemente el tipo y cantidad de personal que se requiere para producir un cierto número de unidades por unidad de tiempo. Pero es raro encontrar una planta industrial en donde esos volúmenes teóricos de producción se logren. Sólo constituyen un ideal por el que se debe luchar, ya que en la realidad existen toda una serie de anomalías ya sean técnicas o administrativas que reducen en un cierto porcentaje la capacidad teórica. Esta última es la capacidad real, la cual constituirá una medida de la productividad de la fábrica. Para efectos de elaborar el plan maestro de producción de la empresa, el factor que debe considerarse será la capacidad real, si es que se requieren estructurar programas que tengan probabilidades de lograrse. Eso no significa que se abandonen los esfuerzos para aumentar la capacidad real hasta hacerla coincidir con la capacidad teórica; pero mientras eso se logra, lo correcto es poner los pies sobre la tierra. Ahora bien, la capacidad instalada se puede modificar para hacer frente a las demandas del mercado en caso de que éstas superen a la misma, pero se requieren estudios cuidadosos, por parte de ingeniería de manufactura, para que teniendo en cuenta las econo- 434 Administrar para producir mías de escala correspondientes, determinen si a mediano y largo plazo se justifica la realización de las inversiones necesarias en equipo, maquinaria, herramientas, servicios auxiliares o personal que permitan ampliar esta capacidad y poder así satisfacer las necesidades de ventas, que quizá sólo son temporales. En el caso contrario, si las demandas de ventas son inferiores a la capacidad instalada, se tendrá el problema de tener capacidad ociosa con el correspondiente costo financiero de las instalaciones físicas; y por lo que se refiere a los recursos humanos, en casos extremos será necesario proceder a liquidar al personal con las repercusiones negativas que tal decisión representa para la empresa, tanto desde el punto de vista económico, como desde el punto de vista social y moral. Recuerdo en este momento las siguientes palabras de un jefe con quien tuve el gusto de colaborar: ¡Nunca se debe jugar con el pan de las personas! Y eso es precisamente lo que hace un ejecutivo cuando decide una reducción de personal, lo cual, si desde el punto de vista financiero es justificable, desde el punto de vista social puede originar otro tipo de problemas. Ojalá estas palabras fueran tomadas en cuenta por todos aquellos funcionarios de empresas públicas y privadas, cuando entusiasmados por un aumento temporal de la demanda amplían con exceso la capacidad de producción, sólo para reducirla tiempo después, afectando así la situación económica de sus empleados. Medios de aumentar temporalmente la capacidad instalada Si la capacidad real no es suficiente para hacer frente a las demandas de producción a corto plazo, existen otras alternativas que pueden ser consideradas, antes de decidir sobre las rodillas el aumento de la capacidad instalada: • Una posibilidad es aumentar a dos o tres turnos de trabajo en aquellas secciones, puestos de trabajo o líneas de producción que constituyen los cuellos de botella o factores limitantes para la producción. Suministro de materiales 435 • Estudiar la conveniencia de que otras empresas o proveedores maquilen por contrato ciertas partes, componentes o subensambles que por limitaciones en la capacidad no sea posible producir en la fábrica. Lo anterior requerirá de un estricto control, para asegurar que el maquilador cumpla las especificaciones de calidad del producto. • Utilizar tiempo extra si éste se emplea bajo ciertas condiciones. Tiempo extra El trabajo de producción en la mayoría de las ocasiones es muy agotador para el personal, y después de una jornada de trabajo, el empleado tiene derecho a disfrutar del descanso para reponer energías o dedicarse a las actividades personales que prefiera. Sin embargo, muchos trabajadores con el deseo de aumentar sus ingresos están de acuerdo en trabajar el tiempo extra. No debe ignorarse, sin embargo, que en el tiempo extra la productividad por unidad de tiempo disminuye así como los defectos de manufactura aumentan, debido precisamente a la fatiga. Por otro lado, existen restricciones legales en la Ley Federal del Trabajo en cuanto al número de horas de trabajo por día y número de días a la semana en que es posible trabajar, y aunque en muchas empresas esto no se toma en cuenta, lo aconsejable es hacerlo. También se debe considerar si el valor de la producción real obtenida en el tiempo extra compensa los gastos adicionales que serán realizados; en otras palabras, si la absorción de costos fijos que se realiza al trabajar el tiempo extra es significativa. Finalmente, cuando se opte por esta solución, deberá planearse cuidadosamente para que todos los servicios auxiliares que se requieren también se proporcionen durante el tiempo de trabajo. No se debe olvidar informar oportunamente a los trabajadores para 436 Administrar para producir que si algunos tienen compromisos particulares para ese día, se respete su derecho a emplear su tiempo libre de acuerdo con sus conveniencias teniendo así la posibilidad de encontrar un sustituto. Rentabilidad de los productos El otro factor que determina el plan de producción está representado por la rentabilidad particular de todos y cada uno de los productos que la empresa pretende producir. Por lo general una empresa fabrica diferentes productos que en ocasiones son complementarios, o varios modelos del mismo. Lo anterior obedece a que, por razones comerciales, es conveniente contar con una mezcla que permita al consumidor o distribuidor escoger entre diferentes modelos existentes en el mercado, aquellos que son producidos por la empresa. Sin embargo, no todos los productos y modelos tienen el mismo margen de utilidad; algunos que son considerados de moda, más lujosos, selectos o elegantes, según el criterio de los expertos en hábitos del consumidor, incluyen en ocasiones dispositivos, accesorios o materiales en el exterior e interior que son de mejor calidad o más costosos, permitiendo con ello elevar los precios de venta y en consecuencia las utilidades. Otros productos, por el contrario, tienen menores márgenes unitarios de utilidad, pero ésta se eleva globalmente como consecuencia del volumen de ventas. Generalmente la gerencia comercial de la empresa presionará a la dirección en el sentido de que apruebe el programa de producción de un gran número de productos, cada uno de ellos presentado en diversos estilos, modelos o colores, ya que en esta forma aumentan las posibilidades de lograr un mayor volumen de ventas. Sin embargo, estas decisiones afectan negativamente a la eficiencia de las líneas de producción ya que cada cambio de modelo, estilo o producto, significa reducir el ritmo de producción en ocasiones hasta cero por diferentes motivos; ya que se debe esperar a que se surta de material del nuevo modelo a los diferentes puestos Suministro de materiales 437 de trabajo, reentrenar a operarios y obreros debido a los cambios de proceso que originan cambios de los jigs y herramientas de producción, falta de juegos completos de material para elaborar los productos, problemas de abastecimiento y control de materiales al aumentar la variedad de piezas y materias primas. La gerencia general debe equilibrar los requerimientos de ventas con la eficiencia de producción, ya que todos esos paros de línea al final de cuentas también se reflejan negativamente en el renglón de utilidades. Es prudente considerar, además de los aspectos de mercado, los factores técnicos de eficiencia que se traducen en gastos financieros. Afortunadamente para el administrador profesional existen instrumentos matemáticos, concretamente técnicas de programación lineal, que si son debidamente aplicadas le pueden ayudar a tomar la decisión más adecuada, conociendo en todo momento cómo maximizar su función objetivo. Plan maestro de producción Como resultado de los cálculos, consideraciones, estimaciones y estudios mencionados, se elabora el plan maestro de producción. De acuerdo con H. Mather y G. Plossl (1978, p. 30), éste es un documento que debe señalar qué productos, en qué cantidad y en qué fechas serán producidos. Generalmente cubre el periodo de un año, aunque existen empresas que planean su producción para plazos mayores, y los productos que se incluyen en el plan son aquellos que para efectos de comercialización pueden considerarse como productos terminados. Ahora bien, si se recuerda el capítulo 12, correspondiente a ingeniería de diseño, esta gerencia debe emitir para cada producto la lista de materiales correspondiente, en la que se detallan los niveles de explosión que corresponden a los ensambles, subensambles y así sucesivamente hasta llegar al nivel de partes, componentes y materia prima. 438 Administrar para producir Esta información es importante porque, como se muestra en la figura 14.2, el plan de producción servirá para que se pueda elaborar el programa de adquisiciones de la empresa, equilibrando las necesidades de ventas, la eficiencia en las líneas de producción y el costo financiero de los inventarios. Las cifras globales para cada tipo de producto que se muestra en el plan, por lo general se divide en varios lotes que deberán ser programados para producirse con la anticipación necesaria a las fechas específicas en que son requeridos por ventas, quizá para satisfacer la necesidad de demandas estacionales. Así por ejemplo, dependiendo del tipo de producto, existen temporadas del año en que su demanda es mayor (el día de la madre, las fiestas patrias, la navidad, etc.), y es precisamente entonces cuando se debe disponer del inventario adecuado. Tiempos de entrega Para lograr esta sincronización entre las fechas de cumplimiento de las órdenes de producción, la actividad productiva en las líneas de ensamble y la entrega de los insumos y materia prima por parte de los proveedores, se deben tomar en cuenta los llamados tiempos de entrega. Mather y Plossl (1978, p. 33), definen al tiempo de entrega de una pieza, parte o producto: “como aquel que transcurre desde el instante en que se conoce la necesidad de obtenerlo hasta el momento en que se dispone del mismo para utilizarlo en el siguiente nivel de manufactura”. Lógicamente este tiempo de entrega deberá conocerse para cada parte, pieza, subensamble, ensamble o producto terminado, ya sea que se compre a los proveedores o en el caso de los productos que la empresa fabrica. Los mismos autores indican (1978, p. 37), que el tiempo de entrega se compone de una serie de tiempos parciales, que sumados nos dan el Tiempo de Entrega Total (TET): Suministro de materiales P 439 Tiempo de papeleo o preparación, que incluye llenado, trámite o autorización de requisiciones de compra u órdenes de producción. Solicitud de cotizaciones, revisión de precios y colocación de pedidos definitivos. PF Tiempo de preparación, que incluye montaje de herramientas especiales, ajustes y pruebas. TP Tiempo de producción u operación. TT Tiempo de traslado, desde la fábrica del proveedor hasta las propias instalaciones. TE Tiempo en la línea de espera que representa en algunos casos más del 90% del tiempo de entrega. Generalmente las órdenes de trabajo una vez que son emitidas y se cuenta con todos los elementos necesarios para entrar a producción, deben esperar a que les llegue su turno en los puestos de trabajo. Lógicamente, cuando algún ejecutivo, utilizando su influencia, ordena que a alguna de las órdenes pendientes se le dé máxima prioridad, este tiempo se reduce al mínimo. Pero ese no es el caso en la mayoría de los pedidos. De acuerdo con las consideraciones anteriores, tenemos que: TET = P + PF + TP + TT + TE Mather y Plossl (1978, p. 38) señalan que en virtud de que el tiempo de espera TE representa más del 90% del tiempo de entrega de la mayoría de los productos comprados o producidos en la planta, es este elemento sobre el que se debe ejercer mayor control. De hecho, el tiempo de espera TE dependerá de la capacidad real del puesto de trabajo o del proceso en particular que el producto requiera, y cuando los centros productivos no son capaces de procesar el flujo de órdenes de trabajo que llegan, la fila de órdenes atrasadas aumenta y consecuentemente los tiempos de espera se incrementarán. 440 Administrar para producir Como se indicó anteriormente, en el plan maestro de producción se deben indicar cuáles son, de cuántas unidades y en qué secuencia deben ser producidos, a lo largo del año, los diferentes lotes de producto terminado. En otras palabras, se establece un orden de prioridades que producción debe respetar. ¿Pero qué sucede cuando por alguna razón inesperada se rompe este orden? Por ejemplo: incumplimiento en la fecha de entrega de algún componente o subensamble por parte de algún proveedor, un pedido inesperado que la gerencia comercial tiene interés en satisfacer, la descompostura de alguna máquina o alguna otra razón. Esto alterará la secuencia establecida y puede originar que se modifiquen los tiempos de entrega de otros productos, acumulándose las órdenes en proceso en aquellos puestos de trabajo que tienen una capacidad limitada, y en esas condiciones se requiere un control estricto para evitar que el programa de trabajo se altere, originando problemas graves en producción. Para ilustrar gráficamente algunas de las estimaciones expuestas, consideremos el siguiente ejemplo: supongamos que una cierta empresa tiene instaladas tres líneas de ensamble final, cada una capaz de ensamblar diferentes productos y a las cuales designaremos como A, B y C. En la figura 14.3, se muestra la parte del programa maestro hipotético de producción de la línea de ensamble final A, que corresponde a las semanas 31 a 40 del año. Podemos observar que de los productos que se pueden ensamblar en esa línea, del producto I se han programado 10,000 unidades en el año y concretamente 1,500 unidades en las semanas 34, 35 y 36. Si consideramos que la empresa trabaja de lunes a viernes, eso significa que se deberán producir 100 unidades por día del producto I. únicamente para efectos de comparación, podemos observar que el producto III está programado para producirse en las semanas 32 y 33 con 1,000 unidades por semana, lo cual nos indica que su tiempo estándar es diferente y que se producirán 200 unidades por día. 500 500 FIGURA 14.3. Fragmento del programa maestro de producción. Línea de ensamble final A 500 Suministro de materiales 441 442 Administrar para producir Ahora bien, en la figura 14.4 se muestra el programa particular de producción del producto I, que muestra que para poderse ensamblar en la línea de ensamble final A, en las semanas 34, 35 y 36 se necesita contar con un cierto número de juegos del subensamble A, del ensamble D, de la pieza 11 y de la pieza 12 que deben estar completos al final de la semana 33. Y así, por ejemplo, para lograr que el ensamble D se encuentre terminado en la semana 33, se requiere que las piezas 5 y 10 se comiencen a producir precisamente en la semana 25. Del programa maestro se derivan los programas parciales que determinarán la secuencia de las actividades de las líneas de subensambles, ensambles, puestos de trabajo o secciones productivas de la empresa, tomando en cuenta los diagramas de procesos elaborados por manufactura, la capacidad de producción de los puestos de trabajo, así como los materiales, componentes y materias primas que se necesitan de acuerdo con las listas de materiales elaboradas por ingeniería para cada nivel de explosión. Como puede deducirse, es relativamente fácil elaborar el programa de compras, que indicará cuándo y qué cantidad de material se necesita obtener de los proveedores para cumplir con los programas de producción, considerando los correspondientes tiempos de entrega así como las existencias en los almacenes. Control de producción Como se ha visto, el programa maestro de producción es un instrumento indispensable para planear y distribuir el trabajo en cada uno de los puestos individuales, secciones o líneas de producción. Sirve también para conocer cuándo se necesitan las herramientas y dispositivos especiales de producción en cada uno de los diferentes procesos establecidos. Permite que los abastecedores de materiales programen su labor, surtiendo oportunamente a los diferentes puestos de trabajo los lotes específicos de material que se requieren para cada producto y proceso en particular; en la misma forma indica, que cuando se FIGURA 14.4. Fragmento del programa de fabricación del producto I para elaborar 500 unidades por semana Semanas 34, 35 y 36 Suministro de materiales 443 444 Administrar para producir termina de producir un lote particular de subensambles o piezas deben de retirarse estos materiales en proceso y trasladarlos al siguiente puesto de trabajo o al almacén de acuerdo con las hojas de ruta o de proceso que para tal efecto ha elaborado ingeniería de manufactura. Ahora bien, por preciso que sea el programa de producción, siempre existirán anomalías o circunstancias que lo alteren. Lo deseable es que estas anomalías sean mínimas o esporádicas, pero no puede ignorarse la posibilidad de que ocurran. Por ejemplo, un lote de materia prima puede dañarse o estar fuera de especificaciones, la maquinaria o herramienta puede descomponerse, un proveedor no entregar oportunamente sus materiales, quizá ingeniería de diseño emitirá un cambio de ingeniería y será necesario efectuar reprocesos, o por necesidades de ventas se requiere elaborar un lote de producto terminado antes de la fecha programada, etcétera. En estas circunstancias se deberá ejercer un control continuo de las actividades programadas, y llevar una cuenta precisa y al día de cuáles son los resultados reales obtenidos y compararlos con aquellos programados para tomar las decisiones correctivas que procedan. En otras palabras, el programa maestro de producción, que nos indica lo que será realizado en el transcurso de los próximos 12 meses deberá ser actualizado continuamente para que de acuerdo con los resultados reales se programe el corto plazo. Al principio del año, es muy difícil estimar lo que va a ocurrir en los próximos seis meses, pero cuando ya se está en el mes de mayo se tiene mucha más información relativa a los lotes de materia prima, producción en proceso, fechas de entrega de materiales por parte de algunos proveedores, y se pueden ajustar las cifras de producción de cada línea o proceso en una forma más real. Es indispensable que control de producción elabore reportes diarios de qué es lo que se está produciendo en cada una de las líneas de ensamble y en cada uno de los puestos de trabajo, y compararlos con respecto a las cargas de trabajo programado para conocer cuáles son las causas de ineficiencia; determinar la capacidad Suministro de materiales 445 de producción real de cada puesto y el volumen de la producción en proceso terminado, en forma tal que se puedan reprogramar las actividades que así lo requieren, tomar la decisión de trabajar tiempo extra, activar las entregas de material por parte de los proveedores, capacitar y adiestrar al personal, modificar el programa maestro de producción, entre otros. Sólo mediante la elaboración de estadísticas, basadas en datos reales que muestren las anomalías más significativas que se presentan en las líneas de producción durante ciertos lapsos, es que la dirección de la empresa puede adoptar las decisiones más juiciosas para resolver esos problemas en el futuro y aumentar así la eficiencia de producción. Compras La función de compras puede considerarse de naturaleza comercial. De hecho siempre que alguien compra es porque existe alguien más que a su vez vende; en esas condiciones la compra y la venta podrían ser consideradas las dos caras opuestas de una misma moneda. Desde ese punto de vista podría pensarse que la función de compras se reportará a la gerencia comercial, al igual que lo hace ventas. Sin embargo, no ocurre así; en la mayor parte de las organizaciones la gerencia de compras se ubica dentro de la estructura correspondiente a la gerencia de materiales y su responsabilidad consiste en obtener todos aquellos materiales, componentes, maquinaria, equipos y servicios que la organización necesita. E. Grunwald (1970, pp. 6-27) menciona que lejos de considerar al departamento de compras de una empresa como un centro de costos, debe considerársele un centro de utilidad y para demostrarlo expone el siguiente ejemplo: Si un vendedor realiza una venta de $100.00 contribuye con aproximadamente $10.00 al renglón de utilidades de la empresa. 446 Administrar para producir Si un comprador mediante una negociación ahorra $10.00, él contribuye con los mismos $10.00 al renglón de utilidades. En consecuencia, un comprador inteligente puede hacer tanto por las utilidades de su empresa mediante un ahorro de $10.00 como lo hace un vendedor mediante una venta de $100.00. Este sencillo ejemplo pone de manifiesto una realidad que con frecuencia es ignorada y que contribuye a elevar innecesariamente los costos de operación de una empresa y consecuentemente a reducir las utilidades. Cuando el costo de los materiales representa un porcentaje elevado de cada peso de venta, el departamento de compras se convierte en el talón de Aquiles de la organización y todos los esfuerzos que se realicen para disminuir ese porcentaje se reflejarán directamente en el renglón de las utilidades. Vemos así que además de los factores de cantidad, calidad y tiempo de entrega de las mercancías compradas, el departamento de compras debe de vigilar el precio que está pagando por las mismas. Desafortunadamente muchas de las veces los ahorros que para la organización podrían representar las negociaciones de precio que realizan los compradores y sus jefes, sólo sirven para redituar un beneficio económico personal para ellos, en comisiones y gratificaciones que son exigidas a los proveedores, si es que desean que sus cotizaciones sean consideradas. Este procedimiento inmoral, que se presenta en empresas tanto del sector público como del privado, redunda finalmente en una elevación general de los precios de los artículos y servicios que todos pagamos, contribuyendo en esta forma a incrementar la inflación que caracteriza la vida económica de la actualidad. Pero no es únicamente el precio el que sufre menoscabo bajo estas circunstancias, ya que la calidad y el tiempo de entrega se ven afectados cuando el comprador antepone sus intereses particulares por encima de los de la organización a la cual debería servir. Por este motivo, todos aquellos esfuerzos que se realicen para prevenir, castigar y desterrar de nuestro medio actitudes tan perniciosas, redunda- Suministro de materiales 447 rán definitivamente en una mejoría de la situación financiera de las empresas y de la sociedad en general. Responsabilidades del departamento de compras De acuerdo con L. Bethel, F. Atwater y otros (1981, p. 285), las actividades más importantes del departamento de compras, son las siguientes: a) Conocer y mantener registros que indiquen los materiales posibles y sus sustitutos, las fuentes de abastecimiento, los precios y las cantidades disponibles. La buena información es el primer paso para lograr resultados en cualquier tarea, y la labor de comprar no podía ser una excepción. En consecuencia, la obtención de catálogos y directorios industriales actualizados, que indiquen cuáles son y en dónde se localizan los principales fabricantes y distribuidores de las materias primas y materiales que requiere la empresa, es una necesidad. Hay ocasiones en que la costumbre hace que los pedidos se coloquen siempre a determinados proveedores, perdiéndose así la oportunidad de experimentar con otros que quizá ofrezcan mejores condiciones de calidad, tiempo de entrega y precio. Además como señala A. Arredondo (1979, p. 95) no es conveniente depender de proveedores únicos porque se obliga a aceptar sus condiciones en cuanto a precio, plazos de entrega y formas de pago y cuando, por alguna circunstancia, estos proveedores únicos tienen problemas, es difícil encontrar apresuradamente quién pueda sustituirlos, independientemente de la dificultad de ejercer presión sobre los mismos cuando no cumplen adecuadamente las condiciones de compra. b) Revisar las especificaciones en busca de posibles simplificaciones y normalización de los materiales o de exigencias poco razonables. 448 Administrar para producir Como se mencionó en el capítulo correspondiente a ingeniería de diseño, con frecuencia ocurre que este departamento al elaborar las listas maestras de materiales y emitir las especificaciones y planos de ingeniería de un producto en particular, selecciona materiales y partes que ya han sido especificados para otros productos, pero les asigna números de parte diferente. Esto redunda en perjuicios para la organización, ya que no tiene sentido tener dos o más materiales idénticos o sustitutos (como ocurre con algunos semiconductores y materiales eléctricos, mecánicos, etc.), que son elaborados por diferentes fabricantes con distinta denominación. Para resolver estos problemas se requiere que en forma conjunta, compras e ingeniería realicen depuraciones en las listas de materiales para reducir a un mínimo las partes existentes en el inventario, en forma tal que el mismo material pueda ser utilizado en diferentes productos y modelos. Bethel y Atwater (1981, p. 285), continúan enunciando las actividades de compras. c) Negociar con los vendedores. d) Acumular y analizar cotizaciones. e) Colocar las órdenes de compra a los vendedores. f) Seguir las órdenes de compra para que se entreguen de acuerdo con lo especificado. g) Intervenir las facturas para comprobar el cumplimiento de los términos acordados. h) Mantener registros de todas las compras. i) Coordinar con los demás departamentos todos los asuntos que tengan que ver con la obtención de suministros. La responsabilidad de compras en el proceso eficiente de producción de una empresa es fundamental, ya que si no se cuenta Suministro de materiales 449 oportunamente con los materiales necesarios en cantidad, calidad y precio, los trastornos que se originan son múltiples y cuantiosos desde el punto de vista económico. He tenido oportunidad de observar en varias ocasiones que por la falta de un material se detiene el proceso productivo, afectando en ocasiones a decenas de obreros durante varios días, con las consecuencias negativas que son de esperarse. Por tal motivo, es necesario que dentro de cada organización se seleccione y capacite adecuadamente a las personas que integran el departamento de compras para lograr un flujo continuo de las actividades. En ocasiones el comprador considera que con colocar el pedido al proveedor que le cotiza el precio más bajo ya resolvió el problema del abastecimiento y esto no es así. El comprador debe asegurarse que el proveedor posee efectivamente la capacidad técnica para producir de acuerdo con las especificaciones del producto. En nuestro medio, muchos de los proveedores, con tal de obtener el pedido, prometen cosas que no van a poder cumplir y cuando el comprador se da cuenta de ello, es demasiado tarde en la mayoría de las ocasiones para encontrar un nuevo proveedor más confiable. Para auxiliar al comprador en el proceso de seleccionar a un buen proveedor existen dentro de la organización otras personas capaces en las áreas de ingeniería, manufactura, control de calidad, análisis de valía, etc., que deben asesorarlo para realizar una buena elección, ya sea mediante la revisión de muestras, visitas a las instalaciones del proveedor, auditoría de calidad o estudios de precios que permitan determinar si ese proveedor es confiable. Nivel de aceptación de calidad Un aspecto al que en ocasiones no se le da la debida importancia en las negociaciones de compra es el relativo al Nivel de Aceptación de Calidad (NAC) que el proveedor se compromete a respetar en sus respectivas entregas. (Véase el capítulo 15). 450 Administrar para producir Éste es un punto que debe quedar claramente establecido en los pedidos de compra y que determinará el precio unitario del producto por comprar. En ocasiones este NAC se fija muy bajo sin que exista una razón válida para que así sea, y luego ocurre que el proveedor no puede cumplirlo. Debe recalcarse que la responsabilidad del comprador termina cuando los diferentes lotes de material han llegado a la planta y han sido aprobados por la sección de inspección de entrada dependiente de control de calidad, después de la revisión correspondiente. Muchos compradores aun sabiendo que el material ha sido rechazado, no actúan a tiempo para que los proveedores recojan su material defectuoso y lo sustituyan por material en buenas condiciones, dejando correr el tiempo, hasta que ya es demasiado tarde y el material defectuoso es el único que existe y se utiliza como está o se detiene la línea de producción, cosa que sólo en casos extremos sucede. En gran medida las autoridades de nuestro país han contribuido a hacer que nuestra industria sea ineficiente, que no pueda competir en mercados internacionales por la mala calidad de sus productos manufacturados, ya que proteger, mediante disposiciones aduanales excesivas, ha propiciado que fabricantes incompetentes de partes y componentes sean los únicos proveedores, dejando a los consumidores en la situación de: ¡O lo toma o lo deja! Inventarios Toda empresa requiere mantener inventarios, ya que necesita disponer constantemente de materiales, materias primas, herramientas, lubricantes, refacciones, artículos de oficina, etc., para la realización ininterrumpida de sus actividades normales. Y aunque el empleo de los materiales sea más o menos constante, siempre se deberán comprar más de los que se requieren de inmediato y almacenarlos, ya que de otra manera se tendría que mandar a comprar lo que se requiriera cada vez que fuera necesario, lo cual en ocasiones sería imposible y más costoso. Suministro de materiales 451 Dentro del proceso de producción, dependiendo del tipo de producto, se pueden identificar varias etapas en donde se debe contar con inventarios para mantener el ritmo normal de las operaciones, sin que ocurran paros de línea y pérdidas de tiempo para el personal de producción y maquinaria. O sea que se requieren varios sitios de almacenamiento temporal mientras llega el momento de transformar la materia prima en producto terminado, y aún almacenar el mismo hasta que llegue el momento de embarcarlo a los clientes. Aun en el caso de instituciones de servicio, como sería el caso de un hospital, por ejemplo, se requiere del almacenamiento de varios insumos: medicinas, alimentos, sueros, vendas, oxígeno, agujas, reactivos, sangre, combustibles, entre otros, para que la institución esté en condiciones de proporcionar en el momento que se requieran, los servicios de recuperación de la salud para sus pacientes. Para decidir cuál deberá de ser la naturaleza y valor de los inventarios, el administrador deberá estar consciente, de que siempre existirán toda una serie de costos que contribuirán tanto a lograr las utilidades como a disminuirlas. En efecto, considérese que el dinero utilizado en los inventarios podría ser invertido en cualquier otro negocio, en acciones de la bolsa de valores, en inversiones a plazo fijo en una institución bancaria o en la propia empresa y podría obtenerse, en esas condiciones, una redituabilidad o interés que en muchos casos superaría a los beneficios que para la empresa pueden representar los inventarios. Por esa razón, para la dirección de la empresa privada y en particular para el pequeño empresario, deberá ser motivo de preocupación la forma como se administran los inventarios, ya que en ocasiones esto representa la diferencia entre prosperar y crecer o fracasar y desaparecer. Excluimos desde luego, de este tipo de consideraciones a las instituciones u organismos del Estado o a los grandes grupos privados del país (que reciben en ocasiones el apo- 452 Administrar para producir yo financiero del gobierno) y que no se encuentran en este peligro, ya que vía elevación de impuestos u obtención de créditos en el exterior, resuelven sus problemas a corto plazo. Pero una administración que esté preocupada por obtener eficiencia y eficacia no puede ignorar cuáles son todos esos costos asociados a los inventarios. Costo de los inventarios Consideremos en primer lugar los llamados costos de inversión. De acuerdo con el estudio del Sheffield Polytechnic (autor, p. 10.3) éstos incluyen el valor de los artículos terminados, el valor de mercado de la materia prima utilizada en todas las fases del proceso de producción, los costos asociados con el espacio dedicado al almacenamiento, el valor de las instalaciones utilizadas en todas las fases del proceso de producción, los costos asociados con el espacio dedicado al almacenamiento, el valor de las instalaciones utilizadas; equipos de manejo, almacenamiento y transporte de materiales; los sueldos y salarios devengados por el personal de los almacenes para recibo, control y despacho de las materias primas, partes y productos terminados; los gastos de iluminación, calefacción, aire acondicionado; el pago de primas de seguros, los impuestos pagados, costos asociados con los riesgos de deterioro, descomposición, obsolescencia o extravío de los materiales; costos de oportunidad al inmovilizar estos recursos en los inventarios, etcétera. También se les conoce como costos de mantenimiento de los inventarios, porque se incurre en ellos para mantener un inventario y, como se puede ver en la figura 14.5, a medida que aumenta la cantidad q en inventarios aumentan los costos correspondientes. Pero así como estos costos de mantenimiento aumentan a medida que aumenta el nivel de inventarios q, existen otros costos asociados con los inventarios que disminuyen a medida que los Suministro de materiales 453 Costos Costos totales Costos de mantenimiento Costos de ordenar pedidos o preparar producción Nivel de inventarios FIGURA 14.5. Costo de los inventarios otros aumentan. Éstos son los llamados costos de ordenar o de preparar la producción. Cada vez que se elabora un pedido de materiales a un proveedor se realizan determinados gastos, tales como tiempo empleado para localizar proveedores y solicitar cotizaciones de material por parte del personal de compras, costos de las formas e impresos utilizados para elaborar los pedidos, tiempo utilizado para los trámites y autorizaciones de compra, costos de seguimiento y activación de las órdenes de compra con los proveedores, de fletes y transportación del material, costos de los seguros utilizados, entre otros. El costo unitario disminuye, porque a medida que aumenta la cantidad ordenada, se prorratea entre un mayor número de unidades y entonces ocurre lo que se indica en la figura 14.5 por la curva correspondiente. 454 Administrar para producir La misma situación se presenta cuando se prepara la producción de cada lote, se incurre en los costos asociados con el montaje de la nueva herramienta, así como de su ajuste y prueba, cambio de materiales en cada puesto de trabajo y pérdida de eficiencia del personal mientras se adapta al nuevo proceso. Lógicamente todos estos costos tendrán que ser prorrateados entre el número de unidades producidas y, si éste es pequeño, el costo unitario será elevado; en cambio a medida que aumentan los volúmenes de producción los costos totales diminuyen. Considerando el efecto combinado de ambos costos, podemos observar en la figura 14.5, que los costos totales se obtienen mediante la adición de los costos de mantenimiento y los costos de ordenar. Y se puede ver que existirá un valor q* para el tamaño de un lote dado, en el cual estos costos totales serán mínimos. El conocimiento de cuál es este valor deberá ser motivo de preocupación para el ejecutivo interesado en administrar en forma eficiente sus inventarios. Lote económico de compra Designaremos con el nombre de Lote Económico de Compra (LEC) a aquella cantidad q* de materiales que es ordenada a un proveedor, para la cual se logran mantener los costos totales al mínimo. Costo de mantenimiento Para determinar el valor de este LEC haremos algunas consideraciones. Supongamos que de un determinado material se adquiere una cantidad q que constituye el inventario inicial, el cual se ve disminuido en forma constante como consecuencia de su uso continuo, hasta que se agota y, cuando esto ocurre, se compra una nueva cantidad q para reponer el inventario, misma que es entregada inmediatamente. Suministro de materiales 455 S q 2 FIGURA 14.6. Inventario promedio y ciclos de inventario con reabastecimiento instantáneo q En estas condiciones el inventario promedio sería , como se 2 indica en la figura 14.6. Si representamos por la letra c al costo de conservación o de mantenimiento por cada unidad de producto y de tiempo, el costo de mantenimiento del inventario sería el valor del inventario promedio por este costo c. Costo de mantenimiento = c (14.1) 456 Administrar para producir Costo de reabastecer o de ordenar Si representamos por la letra u al consumo en unidades en un periodo dado, habrá reabastecimientos y si al costo de elaborar cada orden de compra o de producción lo llamamos A, el costo de reabastecimiento será: Costo de reabastecimiento = o de ordenar u A q (14.2) Costo total Si ahora designamos por la letra C, a los costos totales por unidad de tiempo, tendremos: C = costo de mantenimiento + costo de reabastecimiento. Sustituyendo los valores de las ecuaciones 14.1 y 14. 2, tendremos: C= q u c+ A 2 q (14.3) Para obtener el valor mínimo de C, se obtiene la primera derivada de esta función con respecto a q y se iguala a cero. Por lo tanto, de acuerdo con Ullmann (1979, p. 15) tendremos: dC Au c =− 2 + =0 dq q 2 (14.4) Igualando a cero y despejando el valor de q2; q2 = 2 Au c (14.5) Suministro de materiales 457 Despejando a q q* = 2 Au c (14.6) Lote económico de compra. Sustituyendo el valor de q* en la ecuación (14.3) obtenemos el costo total mínimo: C = Au c c + 2 Au 2 C * = 2 Auc 2 Au c (14.7) Costo mínimo Debe observarse que en la deducción de las ecuaciones (14.6) y (14.7) no se consideró, en los términos que nos representan a los costos de mantenimiento y de reabastecimiento el valor unitario o precio de compra de cada artículo. Esta circunstancia no modifica las ecuaciones, pero debe ser tomada en cuenta para efectos de calcular el valor total del inventario o el valor de facturación de cada lote comprado. Caso práctico Resolvamos un ejercicio para comprender mejor el significado de las ecuaciones que se acaban de obtener. Supongamos que una empresa desea conocer el LEC de un determinado artículo, así como los costos totales. Se dispone de los siguientes datos: Consumo: 3 000 unidades por año u = 3 000 Gastos de ordenar: $1,500.00 por cada pedido, incluyendo fletes y otros conceptos A = $1,500.00 458 Administrar para producir Costo de mantener en inventario: $12.00 anuales por unidad c = $12.00 Sustituyendo valores en la fórmula (14.6) tenemos: q* = 2 × 1500 × 3000 = 866 unidades 12 Esto significa que para mantener los costos de ordenar y de conservar en su valor mínimo, cada orden deberá ser de 866 unidades. El costo total se obtiene utilizando la fórmula (14.7). C * = 2 × 1500 × 3000 × 12 = $10,392.00 También se puede obtener el valor aproximado del lote económico de compra mediante la elaboración de una gráfica que describe el fenómeno. Para ello, se calculan valores del costo de mantener y del costo de ordenar, para diferentes tamaños del lote de compra. Véase la tabla 14.1 en donde se han utilizado los mismos valores del ejemplo resuelto en forma analítica. Los valores de la tabla 14. 1 se utilizan para construir las curvas de la figura 14.7, en donde se puede apreciar gráficamente el comportamiento de la curva de los costos totales. Los valores q* y C* que se obtienen son prácticamente los mismos que se obtuvieron con la aplicación de las ecuaciones (14.6) y (14.7). Colocación del pedido Todos los proveedores requieren de un tiempo determinado para reaccionar y entregar los materiales solicitados por el comprado en su orden correspondiente. El ignorar esta circunstancia es causa de muchos problemas y paros de línea en las instalaciones productivas del comprador, y esto ocurre aun en el caso de que el proveedor tenga existencias suficientes del artículo solicitado. Suministro de materiales 459 TABLA 14.1. Cálculo del lote económico de compra, con un consumo de 3000 unidades anuales y reabastecimiento inmediato u A q Tamaño del lote Costo de mantener Costo de ordenar Costos totales q q c 2 (1) (2) (3) (2) + (3) 500 600 700 800 850 900 1000 1100 1200 3000 3600 4200 4800 5100 5400 6000 6600 7200 9000 7500 6428 5625 5294 5000 4500 4090 3750 12000 11100 10628 10425 10394 10400 10500 10690 10950 Costos Costos totales Costos de mantener Costos de ordenar q* FIGURA 14.7. Cálculo gráfico del lote económico de compra, para los datos del cuadro 14.1 460 Administrar para producir En ocasiones los sistemas administrativos del proveedor son deficientes, o no tienen control directo sobre los transportistas, o la materia prima cuando llega a la planta del comprador no cumple con las especificaciones y tiene que ser rechazada, etcétera. La situación se complica cuando el artículo solicitado debe ser producido de acuerdo con la requisición del comprador y el proveedor, a su vez tiene que importar materia prima, programar su producción, etcétera. Por ello es importante que para cada artículo, el comprador conozca perfectamente cuál es el tiempo de entrega, con objeto de que las órdenes de compra sean colocadas con la anticipación suficiente, antes de que se agoten las existencias. De acuerdo con Ullmann (1979, p. 20), si se denomina a L como tiempo de entrega en días y w es el consumo diario, el punto de orden o nivel crítico de existencias R estará dado por la siguiente expresión: R=Lw Calculemos para el ejemplo que se muestra en la figura 14.7 cuál es el punto de orden, suponiendo que L es igual a 10 días hábiles. El consumo u es de 3000 unidades por año, por lo que si consideramos 240 días hábiles, el consumo diario será: w= 3000 = 12.5 240 por lo tanto: R = L w = 125 En esas condiciones, cuando el inventario ha descendido a 125 unidades, se deberá colocar el pedido por q = 866 artículos. Suministro de materiales 461 Lote económico de producción En la deducción de las ecuaciones (14.6) y (14.7) se consideró que existía un reabastecimiento instantáneo por parte del proveedor, en la suposición de que el mismo tendría existencias ilimitadas, lo cual generalmente no ocurre, ya que como hemos visto la producción de los artículos que le son solicitados requieren de un tiempo determinado para producirse, que necesariamente deberá ser tomado en cuenta, si no se quiere correr el riesgo de detener el proceso productivo por falta de materia prima. En otras ocasiones el fabricante es su mismo proveedor y surge el problema de determinar cuál debe de ser el volumen económico de producción para esas partes o subensambles que él mismo produce, considerando que utiliza la misma maquinaria o herramienta para producir diferentes artículos, o que en la misma línea de producción y con los mismos operarios, se modifica el proceso para obtener diferentes productos terminados. En estas condiciones, cada vez que ocurre un cambio de modelo, se incurre en los costos de preparación de la línea o herramienta para adaptarla a las nuevas necesidades; costos que son de diferente naturaleza y que deberán ser considerados si es que se desea obtener eficiencia. Surge entonces el problema de determinar cuál debe ser el tamaño del Lote Económico de Producción (LEP), en donde los costos totales serán la suma de los costos de preparación de la línea de producción o de una máquina en particular, más los costos de mantenimiento del inventario de productos. El fenómeno tendrá por lo tanto un comportamiento similar al mostrado en la figura 14.8, en donde se considera que en el tiempo tp se producirán q artículos, a una tasa de producción de p unidades por unidad de tiempo. De acuerdo con Ullmann (1979, p. 16), estas consideraciones modifican uno de los dos términos de la ecuación (14.3) del costo 462 Administrar para producir Tiempo FIGURA 14.8. Ciclos de inventario sin reposición instantánea total, vista anteriormente. En efecto, el término del costo de reabastecimiento no se altera, si se considera que A representa ahora el costo de preparar la producción, pero el costo de mantenimiento deberá ser modificado para considerar el cambio que ocurre en el promedio del inventario. En la figura 14.8 se puede observar que en el periodo tp se producen p artículos y se consumen u unidades, por lo que el incremento neto de las existencias será (p-u) artículos por unidad de tiempo. Por lo tanto al finalizar el tiempo tp se tendrá un máximo de tp (p-u) unidades en existencia. Sin embargo, ya habíamos visto que en el tiempo tp se producen q unidades, por lo que tendremos: Suministro de materiales 463 TABLA 14.2. Cálculo del lote económico de compra, con un consumo de 3000 unidades anuales y una producción de 6000 unidades por año Tamaño del lote q Costo de mantener q 2 Costo de ordenar Costos totales u A q c (1) (2) (3) (4) 700 800 900 1000 1100 1200 1220 1300 1400 1500 2100 2400 2700 3000 3300 3600 3660 3900 4200 4500 6428 5625 5000 4500 4090 3750 3688 3461 3214 3000 8528 8025 7700 7500 7390 7350 7348 7361 7414 7500 q u u (1 (−p −)u) = q(1 − ) p p Pt =pq (14.8) p Despejando a: tp = q p (14.9) Y sustituyendo el valor de tp en la expresión tp (p-u) obtendremos el máximo valor de las unidades en existencia. (14.10) Recordemos que el inventario promedio es igual a la mitad del valor máximo de las existencias, por lo que el término que nos representa el costo de mantenimiento será: cq u Costo de mantenimiento = 2 (1 − p ) (14.11) 464 Administrar para producir Y sustituyendo este valor en la expresión (14.3) tendremos: C= cq u u (1− ) + A 2 p q (14.12) u Ullmann (1979, p. 17) considera que el término (1 − ) puede p contemplarse como un coeficiente de c, ya que no depende de q y por lo tanto no sería afectado por la derivación. Por lo tanto la expresión para el lote económico de compra y el costo total mínimo se obtiene modificando las ecuaciones (14.6) y (14.7) en la forma siguiente: q* = 2 Au u c(1 − ) p C* = 2 Auc(1 − (14.13) u ) p (14.14) Caso práctico Veamos, en el ejemplo resuelto anteriormente, qué ocurre con los valores obtenidos para q* y C*, considerando las modificaciones que hemos realizado. Supongamos que los datos previos son los mismos y que la producción de los artículos se realiza a una tasa de 6 000 unidades por año. p = 6 000 Sustituyendo valores en las ecuaciones (14.13) y (14.14) tenemos: C* = 2 × 1500 × 3000 × 12(1 − 3000 ) = $7 ,348.00 6000 Suministro de materiales q* = 2 × 1500 × 3000 12(1 − 3000 ) 6000 465 = 1225 unidades Al igual que en el ejemplo anterior, para comprobar los valores calculadas analíticamente obtengamos los valores de q* y C* gráficamente. Para ello, calcularemos los valores de los costos totales, mediante las cifras que aparecen en la tabla (14.2). Por medio de los valores de la tabla (14.2) obtenemos la curva de la figura 14.9, en donde se muestran gráficamente los valores de q* y C*, que corresponden aproximadamente a los obtenidos analíticamente mediante las ecuaciones (14.13) y (14.14). Podemos observar que al considerar el tiempo tp de producción, el tamaño del lote varió de 866 unidades a 1225, lo cual es lógico ya que mientras se está produciendo, también se está consumiendo y para formar el inventario debe quedar un remanente por unidad de tiempo. Recuérdese que en el tiempo tp el incremento de existencias es de (p-u). El máximo inventario estará dado por la expresión: t p ( p − u) = q ( p − u) p En el caso que estamos considerando, sustituyendo valores: Máximo inventario = 1225 (6000 − 3000) = 612.5 6000 por lo que el inventario promedio será de 306 unidades. Esto explica por qué en la figura 14.9 y en la tabla 14.2 no obstante que ahora el tamaño del lote es mayor que en el ejemplo mostrado en la figura (14.7), los costos de mantenimiento son menores y consecuentemente los costos totales también lo son. 466 Administrar para producir FIGURA 14.9. Cálculo gráfico del lote económico de compra para los datos de la tabla 14.2. La duración del tiempo tp puede calcularse a partir de la expresión: tp = q* p Si recordamos que en nuestro ejemplo p = 6000 unidades por año y consideramos 20 días hábiles por mes, tendremos: p= 6000 = 25 unidades diarias de producción 240 tp = 1225 = 49 días 25 Suministro de materiales 467 El tiempo entre dos series de producción, tiempo tc en la figura 14.8 de acuerdo con Starr (1968, p. 397) estará dado por la siguiente expresión: tc = p−w q* pw Sustituyendo valores para nuestro ejemplo: tc = 12.5 (1225) = 49 días 312.5 Ley de Pareto De acuerdo con Bronikowski (1979, p. 109) en el año de 1906, Vilfredo Pareto un ingeniero y economista italiano, estableció un principio que en la actualidad es universalmente aceptado con el nombre de su autor. En efecto, al realizar un estudio relativo a la distribución del ingreso y la riqueza en Italia, Pareto encontró que un pequeño número de las familias poseía la mayor parte de la riqueza y desarrolló una fórmula matemática para describir este fenómeno, que en su forma más simple es la ecuación de un hipérbola. y= a x En esta ecuación, x representa el número de personas en cada grupo, y es el nivel particular de ingreso, siendo a una constante que depende de las evaluaciones económicas o sociales. Pareto encontró que aproximadamente el 80% de la riqueza pertenecía al 20% de la población. La Ley de Pareto de acuerdo con Bronikowski, ha tenido a partir de las últimas décadas una gran aplicación en los negocios, la economía, las finanzas, la publicidad, la investigación de operaciones, las ventas, el análisis de valía, la administración, la dirección del personal, el control de calidad y muchas otras áreas. Aún en el campo de la filología, se ha encontrado que aproximadamente 468 Administrar para producir el 20% de las palabras de un lenguaje se usan para el 80% de las comunicaciones que se realizan con el mismo. Véase capítulo 7. Por sus características se le considera un principio universal para la planeación y el control, ya que en forma relativamente sencilla, permite concentrar los esfuerzos en únicamente aquellos conceptos que son importantes dentro de un conjunto. Según Reuter (1976, p. 26). La Ley de Pareto es importante porque establece que los diferentes artículos en un inventario no tienen la misma importancia relativa. Ello implica que el esfuerzo, el tiempo, el dinero y otros recursos que van a ser gastados o utilizados en el control de los inventarios deberán ser utilizados de acuerdo con la proporción de valor o importancia de los mismos artículos. En el subcapítulo relativo a la determinación del lote económico de compra, vimos la importancia del control adecuado de los volúmenes de adquisición, ya que ellos implican un costo total que deberá ser mantenido al mínimo para lograr mayores utilidades, teniendo en cuenta que una empresa manufacturera compra normalmente una gran variedad de artículos con diferentes características físicas, tamaños, condiciones, precios, etc. Y no sería ni económica ni físicamente posible, que para cada uno de esos diferentes artículos que se compran, almacenan o venden, la gerencia de materiales ejerciera el mismo tipo de planeación y control. En esas condiciones se tiene la necesidad de ordenar y clasificar los materiales en forma tal que los esfuerzos se concentren en sólo aquellos que por diferentes razones, ameriten lo anterior. Y es en este proceso, donde la Ley de Pareto tiene una gran aplicación y utilidad ya que mediante su empleo, los diferentes materiales utilizados por una empresa se pueden clasificar en tres grandes grupos, A, B y C. Según Bronikowski (1979, p. 111) el grupo A es el más crítico, porque representa la porción de mayor valor en pesos del inventario. El tener un gran número de partes A en existencia es tan indeseable en ocasiones como el tener muy pocas. Esos artículos deben ser motivo de estricta supervisión y deberán ser reordenados tan Suministro de materiales 469 pronto como el inventario se reduzca a un valor cuidadosamente fijado. Éste es el tipo de materiales que requieren de la atención directa del responsable o gerente del área de materiales. El grupo B, aunque también tiene un valor considerable, no es tan crítico como el grupo A y se puede ser administrado por un ejecutivo de menor nivel. El grupo C aunque está formado por los artículos que tienen en general un menor valor unitario, no por ello debe ser descuidado ya que en ocasiones puede ser dañina la falta de una parte de poco valor para el desarrollo normal de las operaciones. Sin embargo, su control puede ser delegado a un empleado de menor nivel. Esta clasificación ABC en forma gráfica, puede representarse por medio de la figura 14.10, en la cual podemos observar que el 60 FIGURA 14.10. Distribución del valor. Ley de Pareto 470 Administrar para producir 20% del total de artículos en inventario, tienen un valor que representa el 80% del total. Éstos son los llamados artículos A. Los artículos B representan un 60% del total de artículos y su valor es del 15% del valor total del inventario. Finalmente los artículos C, representan un 20% del número total de artículos, pero su valor únicamente representa el 5% del valor de pesos del inventario. Esta distribución desde luego es aproximada y en algunas ocasiones los porcentajes pueden variar, alrededor de los valores indicados anteriormente. Para realizar en la práctica esta clasificación de los materiales, en los grupos A, B y C, Reuter (1976, p. 27) da los siguientes lineamientos: a) Determine el valor del gasto de cada artículo utilizado, multiplicando el costo unitario del mismo por su existencia en inventarios o el número de veces que el mismo se utiliza (consumo). Generalmente este tipo de análisis se realiza considerando un periodo anual. b) Cuando se han calculado los gastos anuales por artículo se elabora una lista ordenada de todos los artículos en orden descendente de acuerdo con el valor del gasto. c) Obtenga el número total de artículos diferentes en el inventario y el valor total del mismo. d) Calcule el porcentaje que representa el gasto individual de cada artículo, en el valor total del inventario. e) Comenzando con los artículos que encabezan la lista, calcule los porcentajes acumulados, tanto para el número de artículos como para el gasto de los mismos. f) Establezca de acuerdo con la lista anterior los límites adecuados para los grupos, A, B y C. Suministro de materiales 471 Caso práctico Para aclarar un poco las ideas anteriormente expuestas, consideremos el ejemplo que se incluye en la tabla 14.3, en donde se muestran algunos de los 500 artículos que componen un inventario hipotético con un valor de $20’000,000.00. Como se puede observar se ha calculado para cada artículo, el valor del gasto o consumo anual (columna 5) resultado de multiplicar el valor de las columnas (3) y (4). En la columna (7) se muestra el porcentaje que este consumo representa del total y en la columna (8) el porcentaje acumulado. Se puede observar que aproximadamente los primeros 100 artículos (20% del total de 500) representan un 75% del valor total del inventario y por lo tanto serían los artículos A. Los artículos B serían los 300 artículos siguientes que representan junto con los artículos A un 93% del valor total del inventario. Finalmente los últimos 100 artículos representan aproximadamente un 7% del valor del inventario y son por lo tanto los artículos C. En la tabla 14.4 se presentan algunas de las características del sistema de clasificación de inventarios ABC, de acuerdo con Reuter (1976, p. 29). Generalmente la aplicación más común del principio de Pareto, se realiza en el área de control de inventarios y sobre todo cuando la atención se concentra en el valor del consumo o de las existencias desde un punto de vista económico; sin embargo, según Reuter (1976, p. 30) hay ocasiones en que el concepto que se controla es el espacio, la cantidad de movimientos, la cantidad de emisiones o de requisiciones, el peso, el volumen, etc. En el capítulo 7, se señalaron algunas otras aplicaciones de este principio de planeación y de control. Control de materiales Como ya se ha mencionado anteriormente, la función de materiales que es fundamental para el desarrollo normal de las actividades de una empresa de transformación o manufactura, es en muchos de sus aspectos un mal necesario. Código de parte (2) C 9842 Z 1341 S 1410 F 1915 M 5611 L 5514 A 1325 Z 1348 A 1825 ... ... ... ... T 1928 A 1010 ... ... ... ... A 1925 A 0731 ... ... ... ... W 5612 K 2643 Artículo Núm (1) 1 2 3 4 5 6 7 8 9 . . . . 96 97 . . . . 391 392 . . . . 499 500 8.00 42.00 200.00 189.00 1600.00 10.00 0.15 158.00 25.00 ... ... ... ... 35.00 115.00 ... ... ... ... 12.00 150.00 ... ... ... ... 25.00 1.00 Costo unitario -pesos(3) 220,000 35,000 4,250 2,500 190 20,000 1’100,000 1,000 6,000 ... ... ... ... 280 8 2 ... ... ... ... 290 2 2 ... ... ... ... 3 6 0 1’760,000 1’470,000 850,000 472,500 304,000 200,000 165,000 158,000 150,000 ... ... ... ... 9,800 9,430 ... ... ... ... 3,480 3,300 ... ... ... ... 7 5 6 0 Valor del consumo Consumo anual o gasto anual unidades -pesos(4) (5) 1’760,000 3’230,000 4’080,000 4’552,500 4’856,500 5’056,500 5’221,500 5’379,500 5’529,000 ... ... ... ... 15’165,000 15’174,430 ... ... ... ... 18’610,000 18’613,000 ... ... ... ... 19’999,940 20’000,000 Valor acumulado del consumo -pesos(6) TABLA 14.3. Análisis del valor proporcional 8.80 7.35 4.25 2.36 1.52 1.00 0.82 0.79 0.75 ... ... ... ... 0.049 0.047 ... ... ... ... 0.017 0.016 ... ... ... ... 0.00 0.00 8.80 16.15 20.40 22.76 24.28 25.28 26.10 26.89 27.64 ... ... ... ... 75.82 75.867 ... ... ... ... 93.05 93.06 ... ... ... ... 99.99 100.00 Porcentaje Porcentaje del total acumulado (7) (8) 1 o 2 veces por año, o menos. Intervalos mayores a tres meses. Punto de reorden, determinación visual mediante dos contenedores. 3 a 6 veces por año, orden de compra abierta. Con intervalos de 1 a 3 meses. Puntos de reorden, inventarios perpetuos. 10 a 20 por año, orden de compra abierta. Frecuentes, con un mes de intervalo. Puntos de reorden, inventarios perpetuos. 4. Cantidad de reorden 5. Frecuencia de las órdenes 6. Entregas de material 7. Punto de reorden 11. Inventarios físicos Inventario perpetuo más recuentos cíclicos frecuentes. Mínimo, por excepción únicamente. Grande, 2 meses o más. Supervisor de materiales. Inventario perpetuo más Control visual, y ocasionalrecuentos cíclicos ocasionales. mente conteo físico por muestreo. En caso de agotamiento del inventario. Pequeño, menos de 2 semanas. Moderado, hasta 2 meses. 10. Activación de pedidos Continuo. 9. Inventario de reserva Gerente de materiales. Fórmula para LEC. El uso histórico modificado de acuerdo con la fórmula para LEC. Calculada de acuerdo con los requerimientos, pronóstico detallado y modificado de acuerdo con la fórmula del LEC. 3. Registros 8. Aprobación de la orden Gerente de materiales. Mínimo (órdenes y recibos únicamente) Inventario perpetuo. Inventario perpetuo. 2. Control Mínimo. Moderado, análisis formal. Bajo Medio C Estricto, análisis formal. Subsistema B Alto A 1. Valor relativo Factor Características del concepto de control de inventarios A, B, C TABLA 14.4. Algunas características del sistema de control de inventarios ABC 474 Administrar para producir El transporte, el manejo y el almacenamiento por sí mismos, no agregan ni transforman en nada mejor a los materiales. Por el contrario, son actividades en ocasiones costosas y complicadas que pueden causar pérdidas en el volumen y en la calidad de las materias primas y que siempre agregan al producto final un costo no deseado que es necesario mantener en el mínimo valor posible. Si se pudiera lograr que los proveedores de materia prima entregaran la misma en el momento preciso en que se necesita en las líneas de producción, para que los obreros, técnicos y demás personal de apoyo la transformaran en un producto terminado, los almacenes saldrían sobrando. Pero aun en estas circunstancias, persistiría el problema del transporte de la materia prima de los proveedores hacia la fábrica y de los productos terminados hacia los distribuidores, además del manejo interno de ésta a través de los diferentes puestos de trabajo hasta transformarse en un producto final. Ahora bien, todo el tiempo que transcurre desde el momento en que los materiales se compran, reciben, almacenan, transforman, hasta que se venden al consumidor de los mismos, es un lapso en el que la empresa no dispone de los recursos económicos que ha destinado para su adquisición. En otras palabras, este dinero se encuentra congelado y aunque desde el punto de vista contable los inventarios se clasifican como un activo circulante, la realidad es que no siempre tienen una fácil convertibilidad. En estas condiciones se tiene un doble problema: por un lado la empresa puede tener problemas de liquidez y por el otro estos fondos no reditúan los intereses que el dinero invertido en valores sí proporciona. Si a lo anterior se agrega que en ocasiones la empresa está pagando intereses por créditos obtenidos para adquirir estos mismos inventarios, podemos damos cuenta lo peligroso que resulta para la organización, desde el punto de vista financiero el descuidar este concepto tan importante. Suministro de materiales 475 Existe además un aspecto que podríamos llamar de tipo psicológico que influye en muchas personas con relación a los materiales. Si cualquiera de nosotros caminando por la calle, en el patio de una fábrica, en un taller, en una línea de producción o en un almacén, vemos tirado en el piso una moneda o un billete de cualquier denominación, lo más seguro es que detengamos nuestros pasos y recojamos el dinero. Sin embargo, cuando se trata de materiales, en la mayor parte de las veces eso no ocurre. He tenido oportunidad de observar en varias ocasiones al recorrer una fábrica, que se encuentran tirados en el piso materiales y componentes, en ocasiones de gran valor, a los cuales el personal no les presta la menor atención, llegando en casos extremos a pisarlos o patearlos dañándolas así irremisiblemente. Por estas, y muchas otras razones que no trataremos aquí, es muy importante que la alta dirección de las empresas tome conciencia del problema que representa la mala administración de los materiales y adopte todas aquellas medidas que sean necesarias para reducir los efectos de su mal manejo. Clasificación de los almacenes Desde el punto de vista de su contenido, los almacenes se clasifican en diferentes tipos y los procedimientos de control, registro y vigilancia, dependerán de la naturaleza de los productos que se almacenan. El contenido de un almacén determina también el tipo de las instalaciones físicas que se requieran, su distribución, iluminación, las características del equipo de transporte y manejo de los productos, así como el tipo y resistencia de los anaqueles, cajas, jaulas, contenedores, etc., que sean necesarios para su cuidado. Recuerdo la ocasión en que una empresa de nuestro país necesitaba urgentemente un local para almacenar una gran cantidad de rollos de lámina de diferentes dimensiones y características. Encontraron un edificio, que anteriormente se había utilizado también como almacén por otra empresa que 476 Administrar para producir guardaba en él artículos diferentes, y después de hacerle algunas adaptaciones se cambiaron. El local no resistió la presión ejercida por materiales tan pesados como la lámina, con cargas enormes por unidad de superficie y en poco tiempo los cimientos cedieron y las paredes y los techos también. Afortunadamente para esta empresa no hubo desgracias personales qué lamentar, por cuestión de minutos, ya que una de las bardas se derrumbó precisamente en el lugar en donde momentos antes se encontraba un grupo de aproximadamente 50 trabajadores de otra empresa tomando sus alimentos. Por ese motivo es necesario considerar, tanto para el transporte como para el almacenamiento del material, los siguientes aspectos: • Peso, densidad y volumen. • Posibilidad de que dañe o contamine a otro tipo de materiales, instalaciones o personas. • Valor y perecibilidad. • Facilidad de almacenamiento, forma de empaque, etcétera. • Fragilidad del material o producto. • Condiciones ambientales a controlar como: temperatura, humos, polvos, gases o humedad. • Características químicas, temperatura de inflamación, afinidad, posibilidad de explosión, radioactividad, etcétera. Como puede verse, la correcta ejecución de las actividades de transporte, almacenamiento y manejo de los materiales requiere de una planeación adecuada por parte de expertos en la materia, ingenieros de procesos, químicos, civiles, especialistas en seguridad, etc., que tomando en cuenta los factores antes mencionados, así como las instalaciones físicas, procesos de producción, distribución y características de maquinaria y equipo, diseñarán las insta- Suministro de materiales 477 laciones de manera que el sistema considere en forma integral todos estos elementos. Se dice que una cadena es tan resistente como lo sea el más débil de sus eslabones, y lo mismo ocurre con la eficiencia del proceso de producción, el cual regularmente se ve afectado por almacenes y métodos de manejo y transporte de materiales que son obsoletos e ineficientes. Por estas circunstancias no resulta conveniente almacenar en un mismo local todos los materiales y materias primas que se utilizan en la empresa, por el contrario, éstos deben clasificarse y distribuirse de acuerdo con sus características. Tipos de almacenes de acuerdo con la naturaleza de su contenido: • Materiales directos. • Producción en proceso. • Materiales indirectos. • Sustancias químicas y explosivas. • Utensilios y materiales para limpieza y mantenimiento de edificios. • Artículos de oficina. • Moldes, troqueles y herramientas especiales de producción. • Herramientas en general. • Refacciones. • Productos terminados. • Materiales rechazados por control de calidad. 478 Administrar para producir Al revisar esta lista, el contenido determina los criterios de planeación, construcción, distribución, operación y control de cada almacén en particular, ya que por ejemplo, así como es deseable que el almacén de material directo esté próximo a la línea de producción en donde se van a emplear los materiales, sucede todo lo contrario con el almacén de sustancias químicas y explosivas que deben ubicarse en un punto alejado de las instalaciones, para que en el caso de ocurrir un siniestro los daños sean menores. Los criterios de control de las piezas o partes deberán seguir en términos generales el criterio de clasificación A, B, C, con el fin de lograr la mejor protección posible del valor de los artículos en inventario. Recomendaciones para la operación del almacén No obstante su diversidad, existen ciertas recomendaciones de tipo general que es prudente considerar en la administración de los almacenes, que ayudan a lograr más eficiencia en su operación. a) Se deben establecer y respetar procedimientos que permitan conocer en todo momento cuáles son las existencias reales de materiales, las entradas, las salidas, los consumos por periodo, etcétera. b) En los registros de entrada, siempre se deberá verificar que las cantidades que aparecen en las facturas o notas de entrega corresponden a las cantidades físicas recibidas. c) En los almacenes sólo se deberán guardar materias primas y materiales que han sido inspeccionados y aceptados por control de calidad, de acuerdo con las especificaciones. d) La entrada a los almacenes debe estar restringida a los responsables y atender al resto del personal en mostradores o ventanillas adecuadas. e) Se deben establecer medidas que impidan la sustracción, extravío o deterioro de todos los artículos, fundamentalmente con los materiales tipo A. Suministro de materiales 479 f) Es necesario establecer sistemas de identificación y codificación que permitan conocer en todo momento qué tipo de material (por número de parte) se encuentra en cada contenedor, caja, jaula, estante, gavetero, etc., para evitar que algunos materiales se pierdan por falta de control. g) Los materiales se almacenarán en forma tal de manera que los más antiguos sean los que se utilicen primero. h) Con la frecuencia que sea necesaria se realizarán los inventarios físicos que permitan verificar que las existencias corresponden a la realidad. i) Los materiales obsoletos o pasados de moda deben ser utilizados, vendidos o cambiados antes de que se dañen, en forma tal que sólo se conserven productos de actualidad. j) Las salidas de materiales directos deberán estar plenamente justificadas por las órdenes de producción correspondientes. k) Los materiales de uso continuo, como son la mayor parte de los indirectos, deben ser debidamente controlados en sus existencias mediante el establecimiento de máximos y mínimos. l) Contiguo a los almacenes de material directo, deben asignarse áreas adecuadas para que se formen los juegos de producción, de acuerdo con el tamaño de los lotes programados, lugar de donde se surtirá el material a las líneas de producción. m) El volumen disponible en el almacén se debe aprovechar al máximo mediante la instalación de la estantería necesaria, proveyendo simultáneamente a los almacenistas de las plataformas, montacargas, etc., que se requieran para alcanzar con facilidad y sin peligro cualquier nivel. 480 Administrar para producir n) Los pasillos entre los estantes deben ser de un ancho tal que permita una operación segura de montacargas, plataformas y demás equipo de transporte. o) La ubicación de los almacenes de materiales directos, así como los de producción en proceso, deberá realizarse tomando en cuenta los diagramas de proceso de los diferentes subensambles y productos que se fabrican en la empresa, así como los volúmenes respectivos, tratando de reducir a un mínimo los desplazamientos y movimientos de materiales. CAPÍTULO 15 CONTROL DE CALIDAD El control de calidad es una de las funciones de manufactura que menos se comprende y aplica en nuestro medio. Como se explicó en capítulos anteriores, las funciones comercial y de ingeniería de diseño, tienen la responsabilidad de establecer en forma conjunta las especificaciones del producto o servicios que producirá la institución; y a partir de ese momento toda la organización tendrá la responsabilidad de convertir en realidad lo que la dirección de la institución se ha propuesto lograr. Entre estas especificaciones del producto, necesariamente deberá quedar establecido el nivel de calidad. Al contrario de lo que muchas personas piensan, calidad no significa precisamente lo mejor, ya que para cualquier tipo de producto o de servicio, existirán diferentes niveles de excelencia que dependerán del precio del mismo, y por lo tanto las especificaciones deberán determinar cuál es ese nivel deseado. Si como resultado de todo el proceso productivo de la institución se logra que el producto satisfaga todas las especificaciones establecidas, podremos decir que el producto es de buena calidad, porque se logró obtener en la realidad el nivel de excelencia originalmente establecido; y sólo en esas condiciones se podrá afirmar que la empresa cuenta con un sistema efectivo de control de calidad. Sin embargo, aunque exista un buen sistema de control de la calidad, esto no garantiza que el producto sea necesariamente de lo mejor, porque quizá sus especificaciones originales tienen un muy bajo nivel, con relación a productos similares que existen en el mercado. 481 482 Administrar para producir Es aquí en donde surgen dos de los problemas más graves de las instituciones productivas de nuestro país, que afectan seriamente la competitividad de los productos nacionales tanto en el país como en el extranjero: en primer lugar, especificaciones obsoletas de bajo nivel de excelencia técnica y, en segundo, ausencia casi total de sistemas de control de calidad que garanticen lograr, por lo menos, ese bajo nivel técnico originalmente especificado. Las autoridades de nuestro país y los dirigentes empresariales hacen declaraciones con frecuencia en las que critican la proclividad de los mexicanos a adquirir riesgos y se preguntan la razón de esta inclinación a comprar productos manufacturados en el extranjero, y la respuesta es muy simple: los mexicanos deseamos la calidad y cuando gastamos un peso, buscamos obtener a cambio 100 centavos del producto o servicio que estamos adquiriendo. Tuve la oportunidad de colaborar, durante varios años, en una de las empresas más grandes del país en la industria electrónica, y observé la ausencia total de respeto que se tiene al público consumidor, al venderle productos con un muy bajo nivel de calidad. Pero esta actitud no es característica particular de esta industria. Es la característica nacional por excelencia. El fabricante de productos o el proporcionador de servicios no se responsabiliza por la satisfacción que obtiene el cliente. Al industrial, al comerciante o al Estado a través de su empresa prestadora de servicios, le tiene sin cuidado lo que el consumidor piense o sienta acerca de los productos y servicios que recibe; y si alguno de los lectores piensa que estoy exagerando, le pido que reflexione un momento acerca de la calidad de los servicios y productos que adquiere cotidianamente: alimentos, vestidos, servicios educativos, servicios de vialidad (ejes viales, vías rápidas que no lo son, etc.), servicios de seguridad pública, de limpieza, de vivienda, de comunicaciones, servicios médicos de las instituciones de seguridad social, servicios turísticos, productos manufacturados de todo tipo. Es curioso observar que en los contados casos que existe la función de control de calidad en las instituciones es cuando son empresas dedicadas a la manufactura de un producto. Pero no Control de calidad 483 recuerdo haber visto jamás en nuestro país la existencia de esta función cuando lo que produce la institución es un servicio. Porque tratándose de un servicio, éste también es susceptible de ser controlado desde el punto de vista de su calidad, y la correspondiente satisfacción recibida por el cliente o usuario del mismo. Éste es un tema muy importante, en el que considero necesario que los directivos de las instituciones públicas y privadas, mediten seriamente acerca de la conveniencia y necesidad de implantar en las organizaciones que dirigen los servicios de un sistema de control de calidad. ¿Y cuál es la solución? Establecer las condiciones para crear una mística nacional por la productividad y por la calidad de los productos y servicios producidos en nuestro país. Que la frase Hecho en México se convierta en un timbre de orgullo para todos los mexicanos, y que los productos manufacturados en nuestro país sean aceptados en los mercados internacionales al reunir las características mínimas de calidad y precio. Nunca se debe olvidar que el concepto de calidad debe ser tomado en cuenta desde el principio del proceso de producción; F. H. Squires de acuerdo con W. C. Zinck (1970, p. 7-6) dice lo siguiente: De hecho, la calidad no es algo que pueda ser aislado del producto y controlado. Es la esencia del producto; la característica que lo distingue, y que para obtenerla requiere de la fabricación del mismo. La esencia o calidad de una espada por ejemplo, es su filo... Ahora bien, una espada sin filo no tiene calidad para venderse y de hecho no es una espada. ¿Qué es la calidad? De acuerdo con A. Feigenbaum (1971, p. 24): El control total de la calidad es un conjunto de esfuerzos efectivos, de los diferentes grupos de una organización, para la integración del 484 Administrar para producir desarrollo, del mantenimiento y de la superación de la calidad de un producto, con el fin de hacer posibles fabricación y servicio, a satisfacción del consumidor y al nivel más económico. Por su parte L. I. Medlock (1970, pp. 7-75) nos dice al respecto: En una empresa de manufactura con éxito, el control de calidad y la confiabilidad del producto, deben ser de vital interés para todos los directivos en todos los niveles. Ningún otro factor es más importante para la organización que la confiabilidad de sus productos y servicios... y un programa de esta naturaleza debe ser un trabajo de equipo que asegure un control adecuado a través de todas las áreas funcionales, incluyendo el diseño, el desarrollo, la obtención de insumos, la manufactura, el empaque, el almacenamiento, el embarque, la distribución y la utilización por el cliente... Cualquier empresa prospera cuando sirve a sus clientes mejor que los demás competidores. Ahora bien, ¿qué es lo que hace la calidad de un producto? Son una serie de factores que en una u otra forma determinan la calidad de éste. En opinión de Millen (1972, p. 1) los factores más importantes son los siguientes: a) Funcionamiento Generalmente esta característica depende del diseño del producto y será función del costo, la complejidad del diseño, la confiabilidad, el avance tecnológico y la estrategia comercial de la empresa. b) Confiabilidad Se manifiesta por el funcionamiento continuo del producto, cuando las condiciones de operación son las especificadas. Al igual que la característica anterior, la confiabilidad depende del diseño y del costo del mismo; así como de la complejidad, condiciones de operación, calidad de la mano de obra empleada y avance tecnológico. c) Apariencia estética Está condicionada por toda una serie de factores que son determinados en la etapa de concepción y diseño del pro- Control de calidad 485 ducto; tomando en cuenta el gusto de los consumidores y su impresión agradable en los sentidos de la vista, tacto, olfato y gusto según sea el caso. Dependerá fundamentalmente de la naturaleza y características de apariencia de los materiales seleccionados, del cuidado con que los mismos sean ensamblados, de su disponibilidad, del costo, etcétera. d) Mano de obra utilizada Como dice Millen (1972, p. 2) “aún el mejor de los diseños es incapaz de producir resultados satisfactorios si el producto no es fabricado y ensamblado por trabajadores calificados, utilizando la maquinaria y herramienta adecuadas”. Esta mano de obra deberá ser supervisada eficientemente por directivos competentes, que sepan establecer las condiciones de trabajo ideales que permitan obtener los mejores resultados de la labor de los trabajadores. También condicionarán el resultado final, los métodos de trabajo establecidos, las buenas condiciones de las instalaciones de producción y del equipo de prueba y ajuste empleado, la reproducibilidad del diseño, la complejidad del mismo, la productividad, etcétera. e) Reparabilidad Se refiere a la facilidad de reparación y economía de la acción emprendida para regresar una unidad defectuosa a sus condiciones normales de funcionamiento, cuando por cualquier causa normal ésta ha dejado de prestar servicio. Generalmente esta característica depende del diseño del producto. Organización del control de calidad Aunque la responsabilidad de lograr productos y servicios de calidad es algo a lo que no deben sustraerse los directivos y empleados 486 Administrar para producir de todas las áreas y de todos los niveles de una organización es necesario y conveniente crear dentro de la estructura de la empresa, un órgano responsable de vigilar que lo anterior se cumpla. He tenido oportunidad de observar empresas en las cuales, el jefe de control de calidad o en caso de inexistencia de éste, los supervisores e inspectores cuando éstos existen, se reportan al jefe o responsable de producción. Esto es, empleando una expresión popular como “poner la Iglesia en manos de Lutero”. Jamás va a funcionar eficazmente esta situación, ya que el responsable de la producción estará la mayor parte de las veces preocupado por lograr el cumplimiento de los programas y cuotas de producción y en cada ocasión que surjan problemas que afecten a la calidad de los productos, se inclinará por dar prioridad al logro de la cuota diaria de producción, ignorando el aspecto de la calidad. Se requerirían hombres de una gran calidad moral y honradez para que actuaran adecuadamente. Y desafortunadamente este tipo de personas no abundan. Mi opinión personal es que la función de control de calidad debe ser encomendada a una persona de gran honradez y criterio que deberá reportarse directamente al más alto nivel de la organización, con una jerarquía similar a la de todas las demás funciones importantes de la empresa. Y será condición indispensable que reciba de la dirección o gerencia general, todo el apoyo necesario para que pueda desempeñar adecuadamente su función. Ahora bien, desde el punto de vista de la estructura interna del área de control de calidad, hay que considerar que debe desarrollar por lo menos las siguientes funciones: a) Inspección del producto final. b) Inspección del proceso de producción. c) Inspección de las partes y materia prima compradas por la empresa. La misión fundamental del control de calidad es verificar que los productos o servicios producidos por la empresa cumplan sa- Control de calidad 487 tisfactoriamente las especificaciones que fueron establecidas por el área técnica. Por lo tanto, la inspección del producto final podría ser considerada la función más importante. Pero si únicamente se concentran los esfuerzos en esa inspección, se obtendrían resultados muy pobres, ya que la acción se realizaría demasiado tarde y con un costo muy elevado para la organización. Para realizar esta función eficientemente, se requiere la intervención anticipada de control de calidad, en las etapas iniciales del proceso de concepción del producto y de manufactura. Ingeniería de calidad La participación de control de calidad en las etapas de concepción y diseño de producto, colaborando con los responsables de las áreas comercial y técnica es fundamental, si se desea lograr un producto o servicio de elevada excelencia técnica. Para lograr lo anterior, control de calidad debe proporcionar toda la información necesaria para que el diseño del producto incorpore las soluciones adecuadas para resolver los problemas que en su operación normal hayan presentado el mismo tipo de productos. Para estar en condiciones de proporcionar esta información, control de calidad debe contar con una sección encargada de los estudios estadísticos necesarios para adoptar las decisiones que procedan. Control de calidad tiene la responsabilidad de establecer un sistema de captación, clasificación, análisis y difusión de la información relativa a: • Estadísticas de fallas, reparaciones y problemas más comunes de los productos manufacturados por la empresa al ser operados por los clientes. • Quejas de los clientes relativas a defectos de operación y funcionamiento de los productos. 488 Administrar para producir • Pruebas de vida de los productos manufacturados por la empresa, así como de los productos similares de la competencia. • Estudios comparativos relativos a los principales parámetros del producto fabricado por la empresa y por los competidores más importantes tanto nacionales como extranjeros. • Estadísticas de los problemas más comunes de ensamble y producción del producto en las instalaciones de la empresa. • Estadísticas de los principales defectos que presentan los productos terminados, clasificándolos de acuerdo con su naturaleza: mano de obra, componentes, ajustes, fallas de herramientas, etcétera. • Estadísticas de la inspección de materias primas y partes o subensambles comprados por la empresa a diferentes proveedores. • En general, toda aquella información que pueda ser de utilidad para que las diferentes gerencias de la empresa resuelvan los problemas relativos a la calidad del producto. Aunque la responsabilidad de diseñar el producto y determinar sus especificaciones corresponde a la función técnica, la labor de ésta se facilita considerablemente si dispone de la información necesaria para evitar en los diseños futuros o en la modificación de los actuales, todas las causas más frecuentes de problemas. Control de calidad debe auxiliar a manufactura con toda esta información y experiencia, para mejorar los métodos y procesos de producción seleccionando los puntos más adecuados de inspección, determinar necesidades de capacitación y adiestramiento de los trabajadores, selección de equipos y herramientas de producción, diseño de dispositivos especiales de producción, reducción de desperdicios, determinación de la capacidad de las herramientas como moldes y troqueles para producir piezas dentro de las especificaciones, entre otras. Control de calidad 489 También en el área de administración de materiales y suministros, control de calidad debe auxiliar a compras para determinar, de acuerdo con estadísticas, cuáles son los proveedores más confiables, porcentajes de materiales rechazados, índices de desperdicios, técnicas y métodos de almacenamiento de la materia prima y partes para evitar su deterioro, así mismo, auditorías de calidad en las instalaciones de los proveedores para comprobar si tienen la capacidad técnica que les permita proporcionar partes que cumplan con las especificaciones de ingeniería. Inspección de entrada Es obvio que no tiene sentido desde el punto de vista de la economía y de la calidad procesar materia prima o partes compradas a proveedores cuando éstas son defectuosas, ya que originarán problemas posteriores en el proceso de producción. Por ello, y con el fin de evitar costos mayores, es indispensable que la empresa establezca una barrera a todos los materiales comprados que no reúnan las condiciones mínimas para ser utilizados en la manufactura de su producto. Esta función en algunas empresas recibe el nombre de inspección de recibo, revisión de materiales o inspección de entrada, pero cualquiera que sea el nombre con el que se le designe su objetivo es lograr que sólo aquellas materias primas, componentes, partes o materiales comprados que reúnen las condiciones para ser utilizados de acuerdo con las especificaciones, pasen a formar parte del inventario con que cuenta la empresa y que posteriormente serán transformados en producto terminado. Para lograr lo anterior existen varias alternativas: • Crear un grupo de inspectores capacitados que revisen el material que llega a la empresa, dotándolos de todos los equipos necesarios de medición y prueba, con el fin de que puedan comprobar la calidad de los materiales que reciben. 490 Administrar para producir • Formar un grupo de auditores de control de calidad que visiten regularmente las instalaciones productivas de los proveedores y certifiquen la existencia de sistemas de control de calidad, otorgando, cuando el caso lo amerite, el título de proveedor confiable. Los embarques de materiales de estos proveedores ya no serían inspeccionados en la fábrica de comprador. • Que los inspectores de materiales del comprador, acudan a las instalaciones del proveedor y revisen con el equipo de medición propiedad del mismo, que los embarques cumplen las especificaciones. • Confiar en la honradez y sistemas de calidad del proveedor. • No hacer nada. La elección del método de inspección, dependerá de una serie de factores entre los cuales el más importante es el costo. En efecto, se deben considerar los costos incurridos para detectar defectos y los costos asociados con la no detección de los mismos. Cuando se dedican muchos esfuerzos para reducir al mínimo los defectos, los costos de detección se elevan considerablemente pero se disminuyen los costos originados por utilizar material defectuoso. En el caso contrario, cuando los esfuerzos realizados para inspeccionar el material se reducen, los costos correspondientes disminuyen pero se elevan considerablemente los costos originados por utilizar material defectuoso. Se debe escoger aquella combinación de esfuerzos que mantenga los costos totales al mínimo y que produzca los mejores resultados desde el punto de vista de obtener una calidad adecuada, pero la decisión es de cada empresa de acuerdo sus características. Métodos de inspección Existen dos métodos de inspección del material: Control de calidad 491 • Inspección al 100% que significa que todas y cada una de las partes que integran un embarque serán revisadas, separando las partes buenas de aquellas que no cumplen las especificaciones. • Inspección por muestreo. En este método, se supone que todas las partes componentes de un embarque tienen características homogéneas y que fueron producidas bajo las mismas condiciones, utilizando un mismo tipo de materia prima y maquinaria. Bajo esta suposición se selecciona al azar una muestra del lote y todos los componentes de la muestra se inspeccionan al 100%. De acuerdo con los resultados se adopta una decisión con respecto al lote en su conjunto. Para seleccionar uno de estos métodos es necesario tener en cuenta varios aspectos: a) La inspección 100% no garantiza que únicamente partes perfectas van a ser seleccionadas, ya que los inspectores que la realizan están expuestos a cometer errores y llega un momento en que, por fatiga u otras razones, aceptan partes defectuosas y rechazan partes que cumplen las especificaciones. b) En ocasiones este tipo de inspección es imposible de realizar, ya que algunos tipos de pruebas son destructivas y el material no puede utilizarse después de que ha sido probado. Tal es el caso de los focos para fotografía. c) Requiere de mayor tiempo para poderse realizar, y por lo tanto, los costos se incrementan. Por lo que respecta a la inspección por muestreo, hay que considerar que siempre existirá el riesgo de rechazar un lote con base en los resultados de la muestra, aunque éste tenga un porcentaje real menor de defectos, así como de aceptar lotes que contengan un número mayor de piezas defectuosas de las que deberían de esperarse de acuerdo con el plan de muestreo seleccionado. 492 Administrar para producir Esto es lo que se conoce como riesgo del consumidor y riesgo del productor y que se representa gráficamente en las curvas llamadas Características de Operación (OC); véase Feigenbaum (1971, p. 366). La utilización del método de muestreo es más económica si se selecciona adecuadamente el plan, y no obstante sus limitaciones, en la práctica da buenos resultados; aunque no hay que olvidar que existe la probabilidad de permitir que un cierto número de piezas defectuosas sean aceptadas. Para utilizar el método de muestreo se requiere que al realizar las negociaciones de compra, tanto el vendedor como el comprador se pongan de acuerdo en el Nivel de Aceptación de Calidad (NAC) que será empleado en las inspecciones del material. Este NAC que en inglés se conoce como Acceptance Quality Level (AQL) representa el porcentaje estimado de partes defectuosas que el comprador consiente en recibir o aceptar en cada lote de material que compra. Lógicamente a medida que disminuye el NAC, el precio unitario que cotiza el vendedor aumenta, ya que requerirá del establecimiento de controles de inspección más severos en su planta, para evitar el riesgo de que le rechacen lotes completos. La determinación del NAC para cada material deberá ser una responsabilidad conjunta de ingeniería, control de calidad y compras analizando la importancia de cada material, el costo, la repercusión de una falla del material en el producto total, el mantenimiento, etcétera. Ahora bien, una vez seleccionado el NAC, los inspectores de entrada deben contar con las tablas de muestreo necesarias para poder realizar la inspección de los lotes de material que reciban. De acuerdo con Feigenbaum (1971, p. 364) una tabla de muestreo se puede definir como: “Una serie de planes para representar la correspondencia entre la calidad probable (expresada en términos de un porcentaje) de todo un lote, a la de las muestras seleccionadas con propiedad de ese mismo lote.” Control de calidad 493 Existen varias tablas de muestreo, mismas que son construidas mediante el empleo de técnicas estadísticas y de probabilidad. Las más comunes, de acuerdo con Feigenbaum (1971, p. 372) son las siguientes: • Tablas de Dodge -Romig • Military Standard 105 A • Planes de secuencia regular • Tablas de muestreo Columbia. En la tabla 15.1 se presenta parte de la tabla de muestreo MILSTD 105TM tomada de Feigenbaum (1971, p. 384), y en la tabla 15.2 se incluye el plan de muestreo por lotes de cero defectos Ford Q 101, tomado de Realibility Methods (1972, V; II). Mediante el empleo de las tablas de muestreo los inspectores de material, determinan para cada tamaño de lote y en función del NAC especificado, de qué tamaño deberá ser la muestra. La misma tabla indica con cuántas unidades defectuosas se deberá proceder a realizar un segundo muestreo si éste fuera el caso, y con cuántas unidades defectuosas totales se deberá proceder a rechazar el lote completo. Desde luego que la inspección particular de cada tipo de material deberá ser realizada de acuerdo con las especificaciones, planos, dibujos, método de prueba y equipos de medición, que para el efecto deberán determinarse por el área técnica de la organización. Es muy importante que el departamento de inspección cuente en todo momento con un archivo actualizado de todas las especificaciones de los materiales que compra la empresa, las últimas revisiones, cambios de ingeniería y vigencias de las desviaciones cuando éste sea el caso. Es imposible realizar un buen control si no se cuenta con un patrón con relación al cual se realiza la comparación de las características críticas de cada material. 5 10 7 14 10 20 15 30 25 50 35 70 50 100 75 150 100 200 150 300 200 400 300 600 500 1,000 1,000 2,000 Muestra Primero II Segundo III Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo Primero Segundo AC 2.5 5 15 7 21 10 30 15 45 25 75 35 105 50 150 75 225 100 300 150 450 200 600 300 900 500 1,500 1,000 3,000 0 2 1 3 1 4 2 6 4 8 5 11 7 18 9 24 12 35 18 64 34 112 L 1 2 1 4 2 5 3 6 5 10 6 14 8 20 12 28 14 48 21 64 27 88 38 122 62 190 119 347 3 3 5 5 6 6 7 7 11 11 15 15 21 21 29 29 49 49 65 65 89 89 123 123 191 191 348 348 RE = Número de rechazo No se dan planes severos para AQL: 0.015 + Usar el correspondiente plan de muestreo. AC = Número de aceptación. 3 0 3 2 3 1 4 3 4 3 3 4 5 1 3 4 4 5 4 5 7 3 4 5 7 6 5 7 3 12 5 7 12 11 7 10 15 5 7 10 14 15 9 12 20 7 9 12 20 19 12 17 10 31 12 17 31 30 19 29 47 15 19 29 46 47 36 25 67 18 25 36 67 66 55 36 26 88 55 36 88 87 65 89 131 43 89 65 130 131 160 113 243 79 113 160 243 242 4.0 6.5 10.0 Niveles aceptables de calidad (INSP. severa) L 0 2 1 3 2 4 2 6 3 9 5 11 7 16 11 28 12 35 18 54 27 88 50 159 + + L Niveles aceptables de calidad (insp. normal) 4.0 6.5 10.0 AC RE AC RE RE AC RE No hay planes de muestreo doble para estos tamaños de muestra Tamaño muestra acumulada Usar el primer muestreo abajo de la flecha. Si el tamaño de muestra es igual o se excede del tamaño del lote, hacer inspección 100 por ciento. Usar el primer plan de muestreo arriba de la flecha, nivel II, de inspección. 550,001 y más 110,001 - 550,000 22,001 - 110,000 8,001 - 22,000 3,201 - 8,000 1,301 - 3,200 801 - 1,300 501 - 800 301 - 500 181 - 300 111 - 180 66 - 110 41 - 65 2-8 9 - 15 16 - 25 26 - 40 Tamaño muestra L Tamaño lote TABLA 15.1. Ejemplo de la tabla de muestreo MIL- STD 105 A 494 Administrar para producir Control de calidad 495 TABLA 15.2. Plan de muestreo de Ford Motor Co. Q 101 Tabla de muestreo para inspección de lotes Características mayores Inspección reducida Inspección normal Inspección Características severa críticas Tabla A Tabla B Tabla C Tabla D Tamaño mínimo de la muestra * 50 100 160 300 Piezas defectuosas permitidas 0 0 0 0 Requerimientos * El tamaño de la muestra no varía con el tamaño del lote; se inspecciona 100% cuando el tamaño del lote es inferior al tamaño de la muestra. Control del material inspeccionado Es conveniente que a cada lote de material que se reciba se le asigne un número de control, mediante etiquetas adheridas a las cajas o contenedores, con objeto de que no se le pierda la pista en los pasos siguientes dentro del proceso de almacenamiento y producción. En efecto, si como resultado de la inspección el material es aprobado, al recibo de control de ese embarque y al mismo material deberá identificársele mediante etiquetas que indiquen que ha sido aprobado. Si por el contrario, y como resultado de la inspección, el lote de material es rechazado, también deberá ser identificado en estas condiciones y separado del resto del material, en un área controlada por el personal de inspección hasta que se devuelva al proveedor, se seleccione, se reprocese o se decida utilizarlo en las condiciones en que se encuentra. En ocasiones se utilizan etiquetas de colores diferentes para indicar cuál es la situación del material. 496 Administrar para producir Con una etiqueta se identifica el material que ha sido aprobado y con etiquetas de color rojo el que ha sido rechazado. Por estas razones es conveniente que por cada lote de material que sea rechazado, el inspector que efectuó la revisión elabore un reporte que contenga por lo menos la siguiente información: • Fecha - nombre del inspector. • Nombre del material - número de parte - número de plano y revisión. • Nombre del proveedor - número del proveedor. • Tamaño del lote - tamaño de la muestra - NAC. • Causas de rechazo, porcentaje de defectos en la muestra. Con esta información los responsables de las áreas de abastecimiento de materiales, ingeniería, control de calidad y producción, estarán en condiciones de decidir qué es lo que procede realizar, de acuerdo con la existencia de materiales, las causas del rechazo, el tiempo disponible, etcétera. De este reporte se le deberá enviar copia al proveedor, para que se entere de los defectos que se le encontraron a su material y corrija en embarques subsecuentes las causas de los mismos. Mediante esta información es posible que el área de control de calidad elabore estadísticas relativas a cantidades de lotes rechazados a cada proveedor, por cada número de parte, causas de los rechazos, costos de los reprocesos, entre otros. Información que debidamente analizada puede servir para diferentes propósitos, todos ellos tendientes a mejorar la calidad del producto. Viabilidad del proceso Cada proceso de producción tiene características específicas que dependen de una serie de factores tales como: el tipo de producto, variaciones en los materiales, la disponibilidad de tecnología, las Control de calidad 497 inversiones realizadas en equipos y herramientas de producción, la naturaleza de las instalaciones auxiliares, la habilidad de los trabajadores, la calidad de la supervisión, etcétera. Todos estos factores originan variaciones de diferente naturaleza, conforme los distintos materiales van siendo modificados, procesados y ensamblados, a través de las diferentes etapas del proceso hasta obtenerse el producto final. La variabilidad, por lo tanto, es algo natural, que oscilará alrededor de un cierto valor central que es el promedio o valor deseado en el proceso de producción. La función de control de calidad consiste en lograr que esa variabilidad se mantenga dentro de límites previamente establecidos que deberán considerarse como normales. Por lo tanto, siempre que se especifica un producto deberán establecerse las tolerancias de todos los valores y dimensiones del mismo, teniendo en cuenta las características y capacidad de las herramientas y equipo de producción que permitan lograr, en la práctica, lo que se especificó en la teoría. Para ilustrar lo anterior pondremos un ejemplo: Supongamos que, mediante un troquel, se está perforando en una lámina de acero una ranura que tiene como ancho una dimensión de 3.40". Si se miden 80 diferentes perforaciones y se agrupan los valores obtenidos para formar un histograma, podríamos obtener algo parecido a lo que se muestra en la figura 15.1. Sobre el histograma de la figura 15.1 se puede trazar una curva punteada que significa que las dimensiones particulares son de tipo continuo. Cuando la curva punteada es simétrica con relación a un valor determinado y tiene la forma de una campana, se dice que los datos tienen una distribución normal, la cual es característica de muchos fenómenos naturales. Para una mayor comprensión de este tema, 498 Administrar para producir Dimensión en pulgadas FIGURA 15.1. Histograma de frecuencias se recomienda la lectura de los capítulos 4 al 7 de M. Spiegel (1961, p. 72) o cualquier otro buen libro sobre estadística y probabilidad. Una característica de la curva normal es que los datos se distribuyen simétricamente con relación al valor promedio de los mismos y que la dispersión indicada por la desviación estándar σ tiene las propiedades que se muestran en la figura 15.2. La desviación estándar σ es una medida de la dispersión de los datos con relación al valor promedio X y nos permite predecir qué porcentaje de la población total se encontrará dentro de un determinado intervalo. Puede observarse que únicamente dos o tres datos particulares de un total de 1000 observaciones quedarían fuera de los límites indicados por ± 3σ. Control de calidad 499 X FIGURA 15.2. La curva normal Los estudios de capacidad o viabilidad, a los que nos referimos en párrafos anteriores, consisten en la determinación práctica o comprobación de la capacidad de la herramienta y equipo para cumplir las especificaciones de diseño. Por lo tanto, las pruebas consistirán en determinar si las muestras de producción, considerando los límites de ± 3σ del proceso, quedan comprendidos dentro de las especificaciones. En ocasiones la maquinaria o herramienta que se utiliza en el proceso de producción sí tiene capacidad para producir piezas que cumplan las especificaciones, como se muestra en la figura 15.3, pero podría encontrarse mal ajustada y producir piezas fuera de las tolerancias. En otros casos sucede lo que se muestra en esta figura en donde de acuerdo con la capacidad (rango de ± 3σ) claramente se observa que existirán piezas que no quedarían dentro de los límites marcados por la tolerancia. 500 Administrar para producir Esto es muy importante que sea considerado en el diseño del producto, ya que si no se toman en cuenta estos problemas, será imposible lograr calidad en el proceso, con los consiguientes problemas de desperdicio de materiales e ineficiencias. Control del proceso Ahora bien, no obstante que las herramientas y equipos sean los adecuados, y que los trabajadores se encuentren debidamente entrenados, un proceso de producción siempre tendrá variabilidad y por lo tanto deberá ser controlado. De acuerdo con el manual Reliability Methods (1972, p. 2) las causas de esta variación se pueden clasificar en dos grandes grupos, como se muestra en la tabla 15.3. Capacidad del proceso Tolerancia Límite inferior de la especificación Límite superior de la especificación Figura 15.3. La herramienta sí tiene la capacidad de producir piezas que cumplan las especificaciones Control de calidad 501 Capacidad del proceso Límite inferior de la especificación Límite superior de la especificación Tolerancia FIGURA 15.4. La herramienta producirá piezas que no cumplen las especificaciones TABLA 15.3. Causas de la variación de un proceso Causales o esporádicas Asignables Variaciones debidas al material. Material defectuoso. Vibraciones de la maquinaria o equipo. Falta de capacitación de los trabajadores. Errores humanos o esporádicos. Ajustes mal realizados. Inexactitud de los ajustes. Falla de la maquinaria o equipo. Desgaste de la herramienta. Por lo que respecta a las variaciones esporádicas, la experiencia enseña que es sumamente costoso tratar de eliminarlas, en tanto que las causas asignables deberán ser controladas y eliminadas si se desea obtener productos dentro de las especificaciones. 502 Administrar para producir No hay que olvidar que el control de calidad cuesta y a medida que se aumentan los esfuerzos de inspección, se reducen las fallas pero se incrementan los costos y, por lo tanto, siempre existe el dilema de cómo lograr la detección de las variaciones del proceso antes de que éstas originen defectos y por lo tanto surge el problema de dónde establecer o ubicar puestos de inspección. Como una guía para esta labor, ya que cada centro productivo tiene sus muy particulares características, se dan las siguientes sugerencias para localizar los puntos de inspección, de acuerdo con el trabajo del Sheffield Polytechnic (capítulo 11.5): a) Antes de realizar una operación costosa, con objeto de evitar el gasto de dinero en una parte defectuosa. Por ejemplo, un fabricante de relojes, deberá evitar el realizar la operación de chapear con oro relojes defectuosos. b) Antes de que ocurra un daño mayor. Hay ocasiones en que el material defectuoso puede dañar al equipo de producción y retrasar inútilmente la operación. c) Antes de una serie de operaciones. En el caso de algunos procesos químicos, por ejemplo, es en ocasiones imposible inspeccionar entre fases del proceso y una inspección previa ayuda a reducir costos. d) El punto de no retorno. Algunos productos, pasada una cierta fase, es casi imposible que sean rectificados en caso de estar defectuosos y por ello es conveniente inspeccionarlos antes. e) Cuando se cubren defectos. Algunas operaciones pueden encubrir defectos y por ello debe inspeccionarse antes de su realización; tal es el caso del proceso de pintado. La ubicación de las posiciones de inspección deberá ser determinada en forma conjunta por control de calidad, manufactura e ingeniería, teniendo en cuenta algunas de las sugerencias anteriores y principalmente las características y especificaciones del pro- Control de calidad 503 ducto; tanto a nivel de producto final como al nivel de subensamble, ya que algunos ajustes iniciales del producto determinan la secuencia de actividades posteriores. Sabemos que la responsabilidad final de establecer el proceso es de manufactura, y en los diagramas de proceso deberán identificarse las diferentes posiciones de inspección. Además se requerirá que se prevean anticipadamente las necesidades de estos puestos de inspección desde el punto de vista de métodos de trabajo, instalaciones necesarias, características de los inspectores, herramientas y equipos de prueba, entre otros. Recuérdese que ya vimos que la inspección 100% es costosa y en ocasiones difícil de realizar, por ello es recomendable inspeccionar el proceso por muestreo, tomando en cuenta que a medida que la producción se desarrolla, se generan las causas de variaciones no deseadas. Gráfica de control Existe una herramienta de control muy útil que es la llamada gráfica de control, que de acuerdo con Feigenbaum (1971, p. 285) se define como: La comparación gráfica cronológica (hora a hora, día a día) de la característica actual de la calidad del producto, con los límites que identifican la posibilidad de la manufactura, de acuerdo con las experiencias anteriores que se han obtenido del producto. y que deberá ser utilizada siempre que sea posible para lograr el control del proceso. Estas gráficas de control son básicamente de dos tipos: por variables y por atributos. Las de variables se refieren a características medibles de las muestras que periódicamente se inspeccionan, y están representadas por el promedio, la mediana y el rango. 504 Administrar para producir Cuando únicamente se dispone de datos que no son medibles, como bueno-malo, pasa-no pasa, abierto-cerrado, etc., se utilizan las gráficas de atributos. En la figura 15.5 se muestra un ejemplo de gráfica de control por variables, en la cual mediante la línea se representa el valor de la especificación y con las líneas LSC y LIC los límites superior e inferior de control respectivamente. Supongamos que la especificación es .400" ± .010". Esto significaría que LSC = .410" y LIC = .390". En cada tiempo predeterminado (cada media hora, hora, día, etc.) el inspector medirá las dimensiones de un cierto número de muestras y el promedio de los valores obtenidos se grafica en el punto correspondiente, obteniéndose así los valores para los tiempos y muestras m1, m2, m3... Se observa en la gráfica que la octava muestra m8, aún estando dentro del LIC, indica por los resultados de las muestras previas, que el proceso está a punto de salirse de control y que se requiere detener el mismo para corregirlo. Los tipos de gráfica de control más comunes de acuerdo con el manual Reliability Methods (1972, p. VI, 4) son: Gráfica . Es la gráfica donde se representa el promedio de las diferentes mediciones individuales de la muestra. Esta gráfica nos señala cuándo ha ocurrido un cambio en la tendencia central. Esto puede deberse a desgaste de las herramientas, incrementos de temperatura, cambio de las características de los materiales, etcétera. Gráfica de medianas. Aquí se grafican las medianas de cada muestra y sirve para el mismo fin que la gráfica teniendo la ventaja de que no se requiere efectuar cálculos. Sin embargo, este tipo de gráfica tiene una mayor variabilidad. Gráfica R. En esta gráfica se representan los rangos de cada muestra y los valores de la misma nos indican cuándo ha ocurrido una pérdida o ganancia significativa en la uniformidad del proceso. Lo anterior puede deberse a factores tales como: desgaste de cojinetes, suministro errático del refrigerante, variabilidad mayor en las características de la materia prima, etc., también se utiliza este tipo de gráfica en combinación con las gráficas . Control de calidad 505 Núm. de la muestra X FIGURA 15.5. Gráfica de control del proceso Gráfica p. Aquí se representa por p, la fracción defectuosa de la muestra en porcentaje. La gráfica p es a la tendencia de la fracción defectuosa lo que la gráfica es a la tendencia de los promedios. Se utiliza este tipo de gráfica, cuando únicamente se dispone de atributos: bueno-malo, pasa-no pasa, entre otros. Gráfica c. Se utiliza para representar el número de defectos por unidad. Por ejemplo: defectos en las superficies pintadas, defectos por cada unidad o producto terminado. Simplemente se cuentan los defectos y se grafican. Medidas estadísticas Para comprender mejor algunas de las ideas expresadas anteriormente, recordemos brevemente qué significan y cómo se obtienen 506 Administrar para producir algunos de los términos empleados. Véase Spiegel (1961, pp. 45, 47, 69, 71). Promedio: En un conjunto de números, es un valor típico o representativo de todos los datos. Supongamos que se tienen los siguientes números 18, 15, 13, 10, 9. Promedio Mediana: En una distribución de números ordenados en secuencia, es el punto que divide en dos mitades a la misma, en forma tal que la mitad de los valores es superior a la mediana y la otra mitad es inferior a la misma. En el caso de la serie 18,15,13,10,9 Mediana = 13 Rango: Es la diferencia entre los valores mayor y menor de una distribución. En el caso de la serie 18, 15, 13, 10, 9 Rango = R = 18-9 = 9 Desviación estándar: Es una medida de la dispersión de un conjunto de datos con respecto al promedio de los mismos. Se representa por la letra griega σ Se calcula mediante la siguiente fórmula: σ = ∑(x − x)2 N Control de calidad 507 En la serie 18,15,13,10,9 X = 13; N = 5; X X- 18 15 13 10 9 5 2 0 −3 −4 (X - )2 25 4 0 9 16 +54 Elaboración de las gráficas de control X σ= Para calcular el valor del LSC y del LIC de las gráficas X , M, R, p y 54 descritas, el manual Reliability Methods (1972, p. 28 = c3.anteriormente 5 VI, 5) proporciona las fórmulas y constantes requeridas, como se muestra en las tablas 15.4 y 15.5. Los símbolos utilizados en las tablas 15.4 y 15.5 de acuerdo con el manual Reliability Methods (1972, p. VI, 9); tienen el significado que se indica en la tabla 15.6. La calidad se construye Por sofisticados que puedan ser los métodos de control, a lo más que pueden conducir es a separar los productos defectuosos dentro del proceso normal o a indicar que existe una tendencia a salirse de los límites establecidos. El eslabón más importante de la cadena de calidad lo constituye el operador de producción, que es el encargado de la calidad (suponiendo que todas las demás actividades se hayan realizado correctamente), y por eso es muy importante encontrar 508 Administrar para producir TABLA 15.4. Fórmulas para calcular LSC y LIC Gráfica para Eje central Promedios, Medianas, M Rangos, R % defectuos p − Límite inferior de control LIC Límite superior de control LSC X − A2 + A2 XX − 1.25 Α2 + 1.25 A2 D3 D4 p(1 − p) n p −3 p +3 p(1 − p) n c +3 c Número de defectos, c c c -3 c TABLA 15.5. Constantes para las gráficas de control Tamaño de la muestra n A2 D3 D4 2 1.88 0 3.268 3 1.023 0 2.574 4 0.729 0 2.282 5 0.577 0 2.114 6 0.483 0 2.004 7 0.419 0.076 1.924 8 0.373 0.136 1.864 9 0.337 0.184 1.816 10 0.308 0.223 1.777 Control de calidad 509 TABLA 15.6. Significado de los símbolos utilizados en las tablas 15.4 y 15.5 A2 Constante utilizada para calcular los límites de control para promedios y depende del tamaño de la muestra. c Número de defectos por unidad. Promedio del número de defectos por unidad. D 3, D 4 cX Constantes utilizadas para calcular los límites de control de gráficas de rangos. n, Tamaño de la muestra, número de observaciones. p Fracción defectiva en la muestra. p Promedio de las fracciones defectivas de las muestras. R Rango de muestra. R Promedio de rangos. X Medida u observación. Promedio de la muestra. Promedio de los promedios de muestras. los medios adecuados para motivar al personal de producción, desde gerentes y superintendentes hasta los obreros, para que se conviertan en inspectores de su propio trabajo. Considerando que el trabajo de manufactura es un costo directo, el responsable de la producción, sea supervisor o gerente, debe contar con inspectores dentro de su mismo personal, que le sirvan como fuente de información para adoptar las medidas que procedan cuando el proceso se ha salido de control, llegando a detenerlo si es necesario. De otra manera, sería necesario aumentar considerablemente el número de inspectores de control de calidad, los cuales constituyen parte del personal indirecto, y que además no pueden tener autoridad para adoptar medidas correctivas. 510 Administrar para producir El tipo de organización que en la práctica da mejores resultados es cuando a producción se le responsabiliza por la cantidad como por la calidad del producto en lotes de producción, los cuales son aceptados o rechazados por control de calidad de acuerdo con los resultados del muestreo que para tal fin debe realizarse. En caso de que los productos sean rechazados, se requerirá la revisión al 100%, reparando defectos encontrados si es posible y es económico hacerlo, presentando nuevamente a revisión los lotes ya reparados para que, por muestreo, nuevamente sean inspeccionados por control de calidad. Inspección del producto terminado La labor de control de calidad en cuanto al producto terminado no acaba con la revisión final en la línea de producción. Control de calidad es responsable de la vigilancia de los métodos de empaque, almacenamiento y embarque a los consumidores, ya que con frecuencia los productos se dañan en estas operaciones. También es necesario que realice estudios para determinar la vida útil del producto, así como la reducción de fallas en el periodo de garantía, cuando por la naturaleza del producto así se requiera. La tarea de control de calidad debe incluir la revisión y vigilancia de la calidad de los sistemas de servicio y mantenimiento del producto, que en ocasiones es proporcionado a los consumidores por la propia empresa o a través de empresas autorizadas. La función de control de calidad es muy amplia ya que debe abarcar desde la concepción del producto o servicio hasta el mantenimiento y operación normal por parte de los consumidores, tratando en todo momento de lograr la máxima satisfacción que proporcionan los mismos. CONCLUSIONES Se han presentado a lo largo de los capítulos de este libro, los principales conceptos administrativos y técnicos que son fundamentales de aplicar para lograr la administración de la producción. La producción es en esencia una actividad de tipo técnico y las técnicas de producción utilizadas dependerán de la naturaleza del producto o servicio que la institución intenta producir. Por ese motivo el estudio de esas técnicas específicas de producción, escapan al alcance de este libro. Pero estoy seguro que el pequeño o mediano empresario sin un conocimiento formal de los conceptos administrativos, pero que sabe cómo producir bienes o servicios habrá encontrado, en los capítulos anteriores, respuestas a varios de sus problemas o ideas para mejorar su actuación como dirigente. Estoy convencido de que sólo mediante la capacitación en primer lugar y la educación en una etapa posterior, de nuestros dirigentes y empresarios, se podrá lograr que nuestras instituciones sean más productivas y, que como consecuencia de ello, se mejoren los niveles de vida para los grandes núcleos de nuestra población. Es triste que un país como el nuestro, con tantos y valiosos recursos naturales, que constituyen la envidia y alientan la codicia de otras naciones, se encuentre en medio de una crisis como la presente. Los mexicanos hemos disfrutado de un periodo de tranquilidad y paz que ya rebasa a los cincuenta años, lapso en el cual otros países han sido totalmente devastados y no obstante lo cual, económica, tecnológica e industrialmente se encuentran en mejor situación que la nuestra. 511 512 Administrar para producir ¿Y a qué puede deberse esta situación? Se requerirán estudios para determinar con precisión cuáles son las causas de estos problemas y encontrar las soluciones adecuadas; sin embargo, los que hemos dedicado muchos años de vida a la enseñanza, comprobamos con tristeza, que año con año, disminuye el nivel académico de nuestros estudiantes. Esto no es únicamente una observación personal; es la opinión que he podido recoger con otros maestros, ejecutivos y empresarios, funcionarios públicos, profesionales de diversas especialidades y padres de familia. La realidad es que el producto de nuestro sistema educativo, los estudiantes en todos los niveles de la enseñanza, no reúnen las características de calidad, para decirlo en términos de producción. Y esto es lamentable, porque nunca como en los últimos tiempos se habían asignado tantos recursos económicos al sector educativo. Las instalaciones físicas, escuelas, materiales de apoyo, recursos audiovisuales, bibliotecas y talleres con que cuentan los estudiantes de hoy, no tiene el menor punto de comparación con los existentes hace 30 años. Nunca como en los últimos años se habían otorgado tantas becas para enviar a estudiantes mexicanos a estudiar (¿o a pasear?) en el extranjero. Y a pesar de estos esfuerzos los resultados finales son más pobres. De todos los recursos que participan en el proceso de producción el más importante es el humano; y los egresados del sector educativo, en una u otra forma se incorporarán en el futuro a formar parte de la fuerza de trabajo de todas nuestras instituciones, tanto públicas como privadas. Y si estos recursos humanos no son los adecuados, si no son productivos, si su preparación es deficiente, si sus valores éticos y morales se han perdido, es fácil imaginar cuál será su desempeño en las labores productivas, en donde la obtención de una elevada productividad obliga al cumplimiento de una serie de normas, principios y procedimientos, que constituyen las manifestaciones del orden y la disciplina necesarias para lograr resultados óptimos. Conclusiones 513 Es una triste realidad, pero así ocurre, que los miembros de nuestra sociedad en términos generales no están educados para cumplir los requisitos de un sistema ordenado de trabajo. Los mexicanos, con excepciones, no cumplimos ni siquiera las normas de conducta más elementales, como podría ser el reglamento de tránsito, lo cual se puede comprobar observando durante unos minutos el tránsito automovilístico en cualquier calle, avenida o carretera de nuestro país. Y eso que en la violación de las normas correspondientes es probable que la sanción pueda llegar al extremo de la pérdida de la vida o de un daño de tipo económico. Si no ocurren más accidentes es porque, como en todas las cosas, existe un factor de suerte, que en ocasiones no se presenta. Si estas disposiciones elementales, cuyo fin es lograr la preservación de la propia vida son ignoradas, ¿qué puede esperarse de otro tipo de normas, leyes o reglamentos de un orden superior? Conceptos tales como el amor a la patria, la lealtad, el respeto, la sinceridad, la honradez, la perseverancia, la responsabilidad, la generosidad, el orden y otras virtudes de la misma naturaleza son desafortunadamente cosa del pasado y ahí se encuentra el origen de muchos de nuestros males. Gracias a la Constitución que nos rige, los habitantes de nuestro país tenemos derecho a la educación; pero esto no significa que todos tengamos la capacidad suficiente para hacernos merecedores de la misma. Nuestro sistema educativo está concebido para lograr cantidad, aunque esto se traduzca en detrimento de la calidad. Y eso es precisamente lo que está ocurriendo. Algo radical deberá realizarse para que los egresados de todos los niveles de la enseñanza lleguen a satisfacer los niveles de excelencia que deben tener. ¿Pero cómo es posible que esto ocurra si muchos de los dirigentes de los centros educativos no fueron modelo de estudiantes? ¿si con frecuencia, es precisamente en estos centros donde se refugian 514 Administrar para producir como maestros, aquellos elementos que no son capaces de desarrollar una labor productiva? En fin, no es mi intención agotar este tema cansando al lector con una descripción detallada de nuestros problemas, pero es indudable que en tanto no se corrijan de raíz muchas de las deficiencias del sistema educativo, será difícil lograr que mejore la productividad de nuestras organizaciones. La administración no es para ser realizada por aficionados y al igual que otras actividades, como la medicina, el derecho o la ingeniería, que para ser ejercidas se requiere por parte del que la practica, constancia de estudios con título y cédula profesional; en la misma forma sería conveniente que todo aquel que asume la responsabilidad de administrar, demostrara por lo menos, tener idea de lo que esto significa. Las consecuencias, de no proceder así están a la vista. FUENTES CONSULTADAS BIBLIOGRAFÍA Allen, L.E., La función directiva como profesión, McGraw Hill Book Co., Madrid, España, 1967. Antis, W. y Geitgey, D., “Methods improvement“, en Handbook of business administration, editado por H. B. Maynard, 2a. impresión McGraw Hill Book Co., USA, 1970. Barnard, Ch. I., “La teoría de la autoridad“, en Clásicos en administración, compilado por Harwood F. Merril, 3a. reimpresión, Limusa, México, 1980. Becker, E. R., “Providing for two-way communications“, Handbook of business administration, Editado por H. B. Maynard 2a. impresión, McGraw Hill Book Co., USA, 1970. Bethel, L. Atwater, F. Smith, G. y Stackman, H., Organización y dirección industrial, 10a. edición, Fondo de Cultura Económica, México, 1981. Beverley, M. O., “Establishing policy“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill Book Co., USA, 1970. Blake, R. y Mouton, J., El nuevo grid gerencial, Diana, México 1980. Blanco, I. F., El control integrado de gestión, Limusa, México, 1976. Buffa, E. S., Administración y dirección técnica de la producción, 4a. edición, Limusa, México, 1980. 515 516 Administrar para producir Camberos, A., Dibujo de ingeniería, Imprenta Georgina, México, 1966. Chamberlin, G., “Organizing the financial function, Handbook of business administration“, editado por H. B. Maynard, 2a. impresión, McGraw Hill Book Co., USA, 1970. Drucker, P., La gerencia de empresas, 4a. edición, editorial sudamericana, Buenos Aires, Argentina, 1966. Drumm, R. H., “The credibility gap“, en The engineering manager, The Engineering Institute of Canada, Montreal, 1969. Famularo, J. J. “Personnel recruitment“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Farr, D., “The materials management concept“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., S.A., 1970. Fayol, H., Administración industrial y general, 11a. edición, Herrero Hermanos, Sucs. S.A., México, 1969. Feigenbaum, A. V., Control total de la calidad, 4a. edición, CECSA, México, 1971. Ferrer, E., Enfoques sobre publicidad, 3a. edición, Diana, México, 1966. Fromm, E., Psicoanálisis de la sociedad contemporánea, 8a. reimpresión, Fondo de Cultura Económica, México, 1970. Fuchs, S. J., “Maintenance management“, Encyclopedia of profesional Management, editado por Lester Bittel, McGraw Hill, Book Co., USA, 1978. Gido, J., An introduction to project planning, Educational Methods, Chicago, USA, 1974. Bibliografía general 517 Gitman, L., Fundamentos de administración financiera, Harla, México, 1978. Given, W. B., Cómo dirigir a la gente, 3a. edición, Herrero Hermanos, S.A., México, 1975. Golightly, H. y Horst, J., “Organization planning“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Gomersall, E. R., “Engineering’s bright new future through motivated technical personnel, Legacy or non-sequitur?“, The engineering manager, The Engineering Institute of Canada, Montreal, 1969. Gómez Haro, O., Breviario sobre la teoría moderna de la administración de empresas, Centro de Investigación en Ciencias Administrativas ESCA-IPN, México, 1981. Grunwald, E., “Purchasing department management“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Guzmán Valdivia, I., Problemas de la administración de empresas, la. reimpresión, Limusa Wiley, México, 1967. La ciencia de la administración, 1a. reimpresión, Limusa Wiley, S.A. México, 1967. Humanismo trascendental y desarrollo, Limusa Wiley, S.A., México, 1970. Hodson, W., “Industrial engineering“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Holladay, F., “Plant engineering management“, Encyclopedia of professional management, editado por Lester Bittel, McGraw Hill, Book, Co., USA, 1978. 518 Administrar para producir Hooper, D. C., “Planning the product line“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Hummel, J. Y. Nickerson, J., “Sistemas de salario con incentivo“, Manual de ingeniería de la producción industrial, compilado por H. B. Maynard, Reverté, Madrid, España, 1960. Ibarra Aispuro, F., Camino crítico, Programa regional de desarrollo educativo de la OEA-CEDeFf, Cuernavaca, México, 1980. Immer, J., Distribución de planta, Infotec, México, 1979. Kapner, S. L., “Maintenance management“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Keiser, R. L., Engineering drafting room manual, Bellows Valvair, USA, 1962. Kelly, A., “Removing the hazard from the job“, Accident prevention manual for industrial operations, National Safety Council, Chicago, USA 1973. Kendrick, J. W., “Productivity“, Encyclopedia of professional management, editado por Lester Bittel, McGraw Hill, Book Co., USA, 1978. Klein, A. y Grabinsky N., El análisis factorial, 6a. reimpresión, Banco de México, México, 1979. Koontz, H. y O’Donell, C., Curso de administración moderna, 3a. edición, McGraw Hill, Book Company, Madrid, España, 1967. Korn, S. y Boyd T., Contabilidad administrativa, Limusa, México, 1979. Kotler, P., Marketing management, 4a. edición, Prentice Hall Inc., Englewood Cliffs, N. J., USA, 1980. Bibliografía general 519 Lazo Cerna, H., Higiene y seguridad industrial, 5a. edición, Porrúa, México, 1973. Levitt, T., “Miopía en la mercadotecnia“, Ideas modernas sobre mercadotecnia, Editores: J. H. Westing, G. Albaum, Diana, México, 1969. Lloyd, Enrick N., Time study manual for the textile industry, Textile Book Publishers Inc. New York, USA, 1960. Macías, P. R., El análisis de los estados financieros y las deficiencias en las empresas, 12a. edición, Ediciones Contables y Administrativas, México, 1980. Mahler, W.R., “Structuring the organization“, Handbook of business administration, editado por H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Martínez Villegas, F., El ejecutivo en la empresa moderna, editorial Insurgentes, México, 1966. Maynard, H. B., Manual de ingeniería de la producción industrial, compilado por H. B. Maynard, editorial Reverté, Madrid, España, 1960. McGregor, D., “El lado humano de la empresa“, Clásicos en administración, compilado por: Harwood F. Merril, 3a. reimpresión, Limusa, México, 1980. Medina, E., Ensayo de un diccionario de política y administración pública, coordinador: Mario Martínez Silva, Colegio de Licenciados en Ciencias Políticas y Administración Pública, México, 1978. Medlock, L.I., “Quality control and reliability engineering“, Handbook of business administration, editado por: H. B. Maynard, 2a. impresión, McGraw Hill, Book Co., USA, 1970. Montaño, A., Iniciación al método del camino crítico, 3a. edición, Trillas, México, 1972. 520 Administrar para producir Mullee, W. y Porter, D., “Procedimientos de diagramas de proceso“, Manual de ingeniería de la producción industrial, compilado por: H. B. Maynard, Reverté, Madrid, España, 1960. Muther, R., Planificación y proyección de la empresa industrial, Editores Técnicos Asociados, Barcelona, España, 1968. National Association of Accountants, Control de costos de mantenimiento, Infotec-Conacyt, México, 1980. Nelles, M., “Objetives and responsabilities of the engineering division“, Optimun use of engineering talent, American Management Association, New York, 1961. Nierenberg, G. I., The art of negotiating, Cornerstone Library, New York, USA, 1972. Oficina Internacional del Trabajo, OIT, Introducción al estudio del trabajo, 3a. edición, Ginebra, Suiza, 1981. Olishifski, J., “Industrial hygiene“, Accident prevention manual for industrial operations, 6a. edición, National Safety Council, Chicago, USA, 1973. Peter, L. y Hull, R., El principio de Peter, Plaza & Janes, Barcelona, España, 1971. Philippatos, G. C., Fundamentos de administración financiera, McGraw Hill, Book Co., México, 1979. Price, J. L., Handbook of organizacional measurement, D. C. Heath and Company, Lexington, Mass, USA, 1972. Quick, J., Duncan, J. y Malcolm, J., “El sistema de factor de trabajo“, Manual de ingeniería de la producción industrial, compilado por: H. B. Maynard, Reverté, Madrid, España, 1960. Bibliografía general 521 Rainie, H. M., “Marketing research“, Handbook of business administration, editado por: H. B. , Maynard 2a. impresión, McGraw Hill Book, Co., USA, 1970. Ream, D. L., “Workmen’s compensation, general liability and disability insurance“, Accident prevention manual for industrial operations, 6a. edición, National Safety Council, Chicago, USA, 1973. Reyes Ponce, A., Administración de empresas, segunda parte, Limusa Wiley, México, 1968. Administración de empresas, primera parte 11a. reimpresión, Limusa, México, 1973. Rodgers, W., “Análisis y mejora de métodos“, Manual de ingeniería de la producción industrial, compilado por: H. B. Maynard, Reverté, Madrid, España, 1960. Rodríguez, L., Planificación, organización y dirección de la pequeña empresa, South-Western Publishing Co., Cincinnati, Ohio, USA, 1980. Sandage, C. H., “El papel de la publicidad“, Ideas modernas sobre mercadotecnia, editado por: J. H. Westing; G. Albaum, Diana, México, 1969. Schwab, J., “Medida del tiempo de los métodos“, Manual de ingeniería de la producción industrial, compilado por: H. B. Maynard, Reverté, Madrid, España, 1960. Scott, W., Clothier, R. y Spriegel, W., Dirección de personal, 6a. edición, McGaw Hill Book, Co., Madrid, España, 1964. Sears, F. y Zemansky, M., Física general, 4a. edición, Aguilar, Madrid, España, 1957. 522 Administrar para producir Shaw, A., “Estudio de movimientos“, Manual de ingeniería de la producción industrial, compilado por: H. B. Maynard, Reverté, Madrid, España, 1960. Sheffield Polytechnic, Operations management I., Department of Management Studies, Sheffield Politechnic. Shore, B., Operations management, McGraw Hill Book, Co., USA, 1973. Simonds, R. H., “Accident investigation, analysis, and costs“, Accident prevention manual for industrial operations, 6a. edición, National Safety Council, Chicago, USA, 1973. Smith, R. F., “Inspection and control procedures“, Accident prevention manual for industrial operations, 6a. edición, Nacional Safety Council, Chicago, USA, 1973. Organization and Committees, Accident prevention manual for industrial operations, 6a. edición, National Safety Council, Chicago, USA, 1973. Smith, R. J., Engineering as a career, McGraw Hill Book, Co., USA, 1956. Soto, R. H., Espejel, E. y Martínez, H., La formulación y evaluación, técnico-económica de proyectos industriales, Ceneti, México, 1975. Spiegel, M. R., Statistics, Schaum Publishing Co., New York, USA, 1961. St. Thomas, Ch. E., “Guía básica de mercadotecnia“, Ideas Modernas sobre mercadotecnia, editado por: J. H. Westing; G. Albaum, Diana, México, 1969. Starr M. K., Dirección de producción - Sistemas y síntesis, Herrero Hnos., México, 1968. Terry, G., Principios de administración, 4a. impresión, CECSA, México, 1980. Bibliografía general 523 Tucker, S.A., Control de gestión, 2a. edición, editorial Hispano Europea, Barcelona, España, 1976. Ullmann, J. E., Métodos cuantitativos en administración, McGraw Hill Book, Co., México, 1979. Wallach, M. y Welch, J., Adiestramiento de seguridad industrial para supervisores, Centro Regional de Ayuda Técnica, Herrero Hermanos, Sucesores, México, 1971. Weston, J. F. y Brigham, E. F., Finanzas en administración, Nueva Editorial Interamericana, México, 1977. Willoughby, S., Probabilidad y estadística, 6a. reimpresión, Publicaciones Cultural, S.A., México, 1978. Zinck W. C., “Organizing the manufacturing function“, Handbook of business administration, editado por: H. B. Maynard, 2a. edición, McGraw Hill Book, Co., USA, 1970. HEMEROGRAFÍA Abdelsamab, M. y Kindling, A., “¿Por qué fracasa la pequeña empresa?“, Administración de empresas, vol. 10, núm. 112, Buenos Aires, Argentina, julio 1979. Andrus, R. R. y Reinmuth, J., “Avoiding research myopia in marketing analysis“, Business horizons, vol. 22, núm. 3, Bloomington, Indiana, USA, junio 1979. Arredondo, A., “Gestión de compra en la reducción de stocks I“, Manutención y almacenaje, núm. 37, Barcelona, España, septiembre, 1979. “Gestión de compra en la reducción de stocks II“, Manutención y almacenaje, núm. 38, Barcelona, España, octubre 1979. 524 Administrar para producir Bronikowski, R. J., “Applying Pareto’s law to material handling“, Plant engineering, Denver Colorado, USA, octubre, 1979. Chambers, J., Mullick, S. y Smith, D., “How to choose the right forecasting technique“, Harvard business review, Boston, Massachussetts, USA, julio-agosto, 1971. Deming, B. S., “A system for evaluating training programs, Personnel, vol. 56, núm. 6, New York, USA, noviembre-diciembre, 1979. Dodge, H. R. y Rink, D.R., “Dirección comercial en una perspectiva de sistemas“, Alta dirección, vol. 15, núm. 85, Barcelona, España, junio, 1979. Drake, R., “Las funciones de tesorería y contraloría en la empresa“, Dirección y control, núm. 110, México, octubre, 1971. Einstein, K., “Job interviewing: The art of hearing what the candidate would rather not say“, AMA management digest, vol. 1, núm. 10, New York, USA, abril, 1979. Ericsson, D., “The development of materials administation“, Int. J. Physical Dist. & Mat Management, vol. 9, núm. 1, West Yorkshire, England, 1978. Forum de Comercio Internacional, “Investigación de mercados. Investigación en el terreno, parte II“, Forum de comercio internacional, vol. 15, núm. 2, abril-junio, 1979. Frischknecht, F., “Campañas de publicidad“, Administración de empresas, vol. 10, núm. 119, Buenos Aires, Argentina, febrero, 1980. Fuller, D., “Are you in command?“, Machine design, vol. 52, núm. 2, Cleveland, USA, enero, 1980. Gómez Haro, O., “La ciencia del comportamiento y la investigación de mercados“, Acta Politécnica Mexicana, vol. VIII, núm. 39, México, marzo, 1967. Bibliografía general 525 Hershey, T. y Claire, F., “Using computer data in maintenance management“, Plant engineering, vol. 33, núm. 15, Denver Colorado, USA, julio, 1979. Hicks, P. y Cowan, T., “CRAFT-M for lay out rearrangement“, Industrial engineering, Atlanta, Georgia, USA, mayo, 1976. Hitchings, G. G., “Realibility of production norms in manual repetitive tasks“, Work study, vol. 27, núm. 12, London, England, diciembre, 1978. Holt, R. G., “Put action into your safety program“, Supervision, vol. 39, núm. 1, Burlington, Iowa, USA, enero, 1977. Hunter, N., “Seguridad en las fábricas Dupont“, Internacional Management, Ontario, Canadá, USA, junio, 1971. Industria Mexicana, “La administración y el uso de los dibujos de ingeniería“, Industria mexicana, Naucalpan, México, marzo-abril, 1973. Industry standards. Data control services, A Division of Indian Head Inc. Englewood, Colorado, USA, febrero-marzo, 1982. Infotec, “Colección ISO“, Catálogo de material informativo, México, 1981. ISO, “Engineering drawing dimensioning R 129“, International Organization for Standardization, Switzerland, septiembre, 1959. Katzel, J. A., “Selecting, maintaining and using portable fire extinguishers“, Plant engineering, vol. 33, núm. 5, Denver, Colorado, USA, marzo, 1979. Kelly, A., “Maintenance management and failure statistics“, Proceedings Instn. Mech. Engrs, vol. 193, núm. 7, London, England, julio, 1979. 526 Administrar para producir Linch, J. R., “Principios de seguridad“, Guía del instructor, Instituto Mexicano del Petróleo, México, 1975. Lindo, D. K., “What does a firstline supervisor really do?“, Supervision, vol. 41, núm. 1, Burlington, Iowa, USA, enero, 1979. Lockyer, C. J., “Investigating accidents“, Industrial safety, noviembre, 1978. Machin, J. L. y Wilson, L.S., “Closing the gap betwen planning and control“, Long range planning, vol. 12, núm. 2, Oxford, England, abril, 1979. Mackenzie, E., “Metas: Cero en fuego, accidentes y robos”. International management, Otario, Canadá, julio, 1972. Marinello, R. L., “The plant engineer’s bible: Maintenance operating manual“, Plant engineering, Denver, Colorado, USA, octubre, 1978. Martin, M. A., “Costeo directo, costeo marginal y costeo variable“, Administración de empresas, vol. 10, núm. 115, Buenos Aires, Argentina, octubre, 1979. Mather, H. y Plossl, G., “Priority fixation versus throughput planning“, Production and inventory management, vol. 19, núm. 3, Washington, D.C., USA, julio, 1978. Millen, T. I., “Getting the most out of quality control“, Philco-Ford, Toronto, Canadá , 1972. Paniagua, V., “Perfil del ejecutivo de finanzas“, Contaduría pública, Revista del Instituto Mexicano de Contadores Públicos, vol. V, núm. 52, México, noviembre, 1976. Ranftl, R., “A productivity profile: Guidelines to productive management“, Management Review, vol. 68, núm. 11, Oxford, England, noviembre, 1979. Bibliografía general 527 Realibility Methods, “Realibility methods“, Ford Realibility Office North American Automotive Operations, Module, núm. VI, USA, 1972. Reuter, V. G., “ABC method to inventory control“, Journal of systems management, Milwaukee, Wis., USA, noviembre, 1976. Roig, S. L., “Tres aspectos de los nuevos productos“, Alta dirección, vol. 15, núm. 88, Barcelona, España, noviembre, 1979. Sands, S., “Techniques for creating new product ideas“, Management decision, vol. 17, núm. 2, West Yorkshire, England, 1979. Scharf, A., “How to use Pareto’s law“, Management-industrial services, Saskatchewan Research Council. Industrial Business Management, Australia. Sheliga, D. y Wolff, R., “Maintain equipment-but not too often“, Electrical world, vol. 192, núm. 11, New York, USA, diciembre, 1979. Sheppard, W. F., “Designing a small-plant preventive maintenance program“, Plant engineering, vol. 33, núm. 3, Denver, Colorado, USA, febrero, 1979. Smith, V., “The management of materials, value analysis“, Work study, vol. 27, núm. 2, London, England, febrero, 1978. Stauffer, R., “The rewards of classification and coding“, Manufacturing engineering, vol. 82, núm. 5, Michigan, USA, mayo, 1979. Steinhardt. R., “Los conflictos en las empresas“, Alta dirección, vol. 15, núm. 25, Barcelona, España, mayo-junio, 1979. Thompkins, J. A., “Computer-aided plant lay out“, Modern materials handling, Boston, Mass., USA, mayo, 1978. 528 Administrar para producir Walton, J. R., “A comparison of opinion and regresion forecasting for an industrial product“, Industrial marketing management, vol. 8, núm. 4, Amsterdam, Netherlands, noviembre, 1979. Zandin, K. y Weiss, R., “MOST Systems for work measurement“, Industrial engineering, vol. 9, núm. 6, Atlanta Ga., USA, Junio, 1977. LEYES, REGLAMENTOS, DICCIONARIOS Y CONFERENCIAS Diccionario de la Lengua Española, 16a. edición, Publicaciones Herrerías, 1941. Kohler, E., Diccionario para contadores, UTEHA, S.A., 1979. Ley Federal de Protección al Consumidor, Instituto Nacional del Consumidor, 1976. Lobato, J., Nueva Ley Federal del Trabajo, revisada por J. Lobato, 4a. edición, librería Teocalli, México, 1978. Javier Carreón, Seminario: “Capacitación dinámica 79“, organizado por: Dinámica Audiovisual, S.A., Hotel Fiesta Palace, abril 4 de 1979. Bibliografía general Impreso en los Talleres Gráficos de la Dirección de Publicaciones del Instituto Politécnico Nacional Tresguerras 27, Centro Histórico, México, DF Diciembre de 2003. Edición: 1000 ejemplares CUIDADO EDITORIAL: DISEÑO DE PORTADA: FORMACIÓN: SUPERVISIÓN: PROCESOS EDITORIALES: PRODUCCIÓN: DIVISIÓN EDITORIAL: DIRECTOR: Teófila Amayo Pérez Laura Varela M. Carmen Sánchez Crespo Manuel Toral Azuela Manuel Gutiérrez Oropeza Martha Varela Michel Jesús Espinosa Morales Arturo Salcido Beltrán 529
 0
0
Anuncio
Documentos relacionados
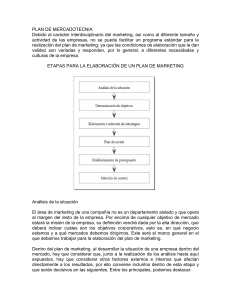
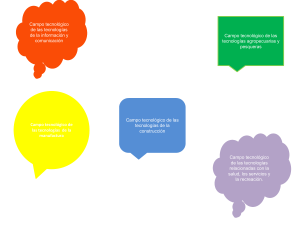
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados