Synthesis Lectures on
Engineering, Science, and Technology
Emre Tokgoz
Quality and Lean Six
Sigma for Engineering
Technicians
Synthesis Lectures on Engineering, Science,
and Technology
The focus of this series is general topics, and applications about, and for, engineers
and scientists on a wide array of applications, methods and advances. Most titles cover
subjects such as professional development, education, and study skills, as well as basic
introductory undergraduate material and other topics appropriate for a broader and less
technical audience.
Emre Tokgoz
Quality and Lean Six Sigma
for Engineering Technicians
Emre Tokgoz
Farmingdale State College
New York State University
Long Island, New York, United States
ISSN 2690-0300
ISSN 2690-0327 (electronic)
Synthesis Lectures on Engineering, Science, and Technology
ISBN 978-3-031-44032-8
ISBN 978-3-031-44033-5 (eBook)
https://doi.org/10.1007/978-3-031-44033-5
© The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature
Switzerland AG 2024
This work is subject to copyright. All rights are solely and exclusively licensed by the Publisher, whether the whole
or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation,
broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage
and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or
hereafter developed.
The use of general descriptive names, registered names, trademarks, service marks, etc. in this publication does
not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective
laws and regulations and therefore free for general use.
The publisher, the authors, and the editors are safe to assume that the advice and information in this book are
believed to be true and accurate at the date of publication. Neither the publisher nor the authors or the editors give
a warranty, expressed or implied, with respect to the material contained herein or for any errors or omissions that
may have been made. The publisher remains neutral with regard to jurisdictional claims in published maps and
institutional affiliations.
This Springer imprint is published by the registered company Springer Nature Switzerland AG
The registered company address is: Gewerbestrasse 11, 6330 Cham, Switzerland
Paper in this product is recyclable.
Preface
Engineering technicians are at the heart of possible improvements in many different settings, and I have met talented technicians who took part in improvements in companies
without much knowledge of improvement skills. Some of these technicians came up with
new tools and methods of production that can be adopted in the workplace for further
advancement of the operations. Given that Six Sigma is an improvement technique that
systematically helps to improve systems through observations, data collection, and analysis, this book can be a very valuable resource to both technicians individually and it can
also help companies that want to train their technicians. Engineering technicians operate machines and naturally do observations and collect data during their duties; therefore,
they are well-positioned to participate in Six Sigma projects. This book covers the Define,
Measure, Analyze, Improve, and Control (DMAIC) steps of Six Sigma, along with the
basic statistics essential for the advancement and improvement of systems with the active
involvement of engineering technicians. It is authored based on the extensive project
experience of the author during Black Belt-Six Sigma training of university students by
working with industry partners such as Pratt and Whitney, Parker Hannifin, Nucor Stainless Steel, Yale New Haven Hospital, Hartford Hospital, Turner Construction, and ITW
Drawform in the New York and Connecticut areas in the United States. There are examples from real-life settings in this textbook that can help further improve a technician’s
understanding; however, learning Six Sigma cannot be limited to this book and additional
experience in Six Sigma is essential for further successful completion of a Six Sigma
project. I hope you will enjoy reading the material and adopt the techniques explained in
this textbook of your workplace and personal development interests.
New York, USA
Emre Tokgoz
v
About This Book
Engineering technicians need to have a good foundation in Six Sigma to be able to participate in improvements in the workplace and participate in Six Sigma projects. For instance,
engineering technicians’ data collection is an essential part of the success of a Six Sigma
project. Contrary to this importance, surprisingly, this is one of the first textbooks developed for Six Sigma training of engineering technicians. Noting that Six Sigma training
materials are typically designed for engineers due to their statistics and mathematical
intensity and the need for technical knowledge for data analysis, this textbook aims to
cover the associated concepts at a more accessible level than a typical Six Sigma text. It
contains the training materials designed for an engineering technician, and the hope is to
expand the knowledge of technicians working at the heart of improvement opportunities.
vii
Contents
1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Meaning of Waste and Its Categories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Total Quality Management (TQM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Six Sigma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Lean Methodology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 B.E S.M.A.R.T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 Kaizen Event . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 Understanding Vision and Strategy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 Importance of Engineering Technicians Roles . . . . . . . . . . . . . . . . . . . . . . .
1.9 Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
6
9
9
12
13
14
16
18
19
2 Basic Statistics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Probability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Basic Measurement Tools for Six Sigma by Using Basic Statistics . . . .
2.3 Discrete Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 Data-Driven Discrete Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.2 Discrete Normal Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Continuous Distributions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.1 Normal Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.2 Other Distributions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21
21
22
22
23
26
29
29
32
32
3 Defining the Six Sigma Project . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 IPO Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 SIPOC Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Flow Diagram (Chart) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Business Process Mapping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Functional Flow Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Project Charter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.8 Spaghetti Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35
39
41
43
45
48
49
51
52
ix
x
Contents
3.9
3.10
3.11
3.12
CTQ Hierarchy Tree . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Value Stream Mapping—Initial Phase Defining Operations . . . . . . . . . . .
Kano Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
54
55
59
60
4 Measure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Distributions’ Use for Measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Data Collection and Sampling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Random Sampling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.2 Non-random Sampling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Surveying and Determining Data Collection Components . . . . . .
4.3.4 Data Collection Plan (DCP) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 Charts and Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.1 Histogram (Bar Chart) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2 Time Series Plot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3 Pie Chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4 Box Plot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5 Pareto Chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.5 Takt Time and Number of Operators Needed . . . . . . . . . . . . . . . . . . . . . . .
4.6 Gage Repeatability and Reproducibility—Measurement System
Analysis Needs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.1 Procedural Approach for Gage R&R . . . . . . . . . . . . . . . . . . . . . . . .
4.6.2 Bias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.3 Linearity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.4 Stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.5 Repeatability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.6 Reproducibility . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6.7 Measurement (or Priority) Matrix . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 Performance Measures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7.1 DPMO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7.2 DPU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7.3 PPM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.8 OEE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.9 Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
65
65
69
69
70
71
72
75
76
77
79
79
80
82
84
85
86
87
88
90
91
91
94
94
96
96
97
98
100
5 Analyze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Five W’s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Cause and Effect (Fishbone) Diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
101
101
102
103
Contents
5.4
xi
Correlation Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4.1 Sign of Correlation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Interaction Table . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Time Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hypothesis Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Development of CI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Confidence Interval Formula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Choice of Sample Size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.4 Null Hypothesis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Analysis of Variance (ANOVA) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Threat Matrix . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Process Efficiency Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Value Stream Map—Improvement Opportunities . . . . . . . . . . . . . . . . . . . .
Lean Techniques’ Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
104
104
118
120
121
122
123
124
125
130
131
131
132
134
135
6 Improve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Mistake Prevention . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.1 Improvement by Controlling at Each Phase . . . . . . . . . . . . . . . . . .
6.2.2 Improvement by Controlling at Some Phases . . . . . . . . . . . . . . . . .
6.2.3 Improvement Without Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Five S (5S) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Improving Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.1 Workspace Layout Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.2 Transportation Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.3 Documentation Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.4 Employee Training/Improvement . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Poka Yoke (Mistake Proofing) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Time Improvement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Single Minute Exchange of Die . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Improved? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Improvement Worked? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Advanced Technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Value Stream Mapping—Improvement Phase . . . . . . . . . . . . . . . . . . . . . . .
6.12 Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
139
139
140
140
141
142
143
145
145
146
146
147
148
149
150
151
152
153
153
154
7 Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Data Collection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Control Charts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
155
156
156
157
5.5
5.6
5.7
5.8
5.9
5.10
5.11
5.12
5.13
xii
Contents
7.3.1 Basic Definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3.2 Control Charts for Continuous Data . . . . . . . . . . . . . . . . . . . . . . . . .
7.3.3 Control Charts for Discrete Data . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reacting to Out-of-Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Documentation and Finalization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
157
160
166
169
170
171
Epilogue . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
173
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
175
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
177
7.4
7.5
7.6
About the Author
Emre Tokgoz Ph.D., authored this book based on his extensive project experience during Six Sigma Black Belt training of university students in conjunction with industry
partners, including Pratt & Whitney, Parker Hannifin, Nucor Stainless Steel, Yale New
Haven Hospital, Hartford Hospital, Turner Construction, Brook & Whittle Ltd., and ITW
Drawform. Prof. Tokgoz completed a Ph.D. in mathematics, another Ph.D. in industrial
engineering, an M.S. in computer science, and an M.A. in mathematics at the University of Oklahoma. He also completed an M.S. and B.A. in mathematics at the University
of Ankara, Turkey. His most recent education is a Master’s degree in Engineering Management with a concentration on Applied Biomedical Engineering for Professionals. His
research, publication, and teaching areas and interests included pedagogy, optimization,
biomedical engineering, robotics, game theory, network analysis, financial engineering,
facility allocation, inventory systems, queueing theory analysis, supply chain, renewable
energy sources, STEM education, machine and deep learning, and Riemannian geometry.
xiii
1
Introduction
Six Sigma and Lean Methodology are applied by companies to increase customer satisfaction and maximize profit by improving products and/or services. This organized
improvement approach is possible by reducing waste, improving quality, decreasing delivery time, and lowering costs. In this book, Six Sigma and lean methodology will be
explained in detail for engineering technicians. The following basic definitions will be
used throughout this work:
• Waste: Anything a customer is not willing to pay for.
• Value: Anything a customer is willing to pay for.
• Value-Added Activities: (VA): Customers are willing to pay for these activities that
are adding value to the product or service.
• Non-value-Added Activities (NVA): Customers are not willing to pay for these
activities that are not adding value to the product or service.
• Business (or Enterprise)-Value-Added Activities (BVA or EVA): Activities that must
be applied to reach the product or service. BVA and EVA will be used interchangeably
throughout this book.
• Work: The effort made to complete a product or service in the way the customer
requires.
• Input: The essential elements needed to complete the product or service that need to
be used as a part of the work to be done.
• Output: The completed product or service that the customer is expecting upon
completion of the work by using the input.
• Process: Everything that takes place between the input and the output of a product or
service.
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_1
1
2
1 Introduction
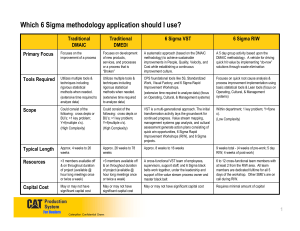
Fig. 1.1 Percentage calculations of VA, NVA, and EVA (BVA) taking place in a process
• Lead Time: The time it takes to begin and end the process for completion of a
production or service process.
• Critical to Quality (CTQ). Anything that is critical for the quality. This is typically
viewed as the quality expectations of the customer as the goal of a Six Sigma project
is to fulfill customer’s expectations.
The terms VA, NVA, and BVA/EVA will be frequently used throughout this work. It is
possible to calculate the percentages of VA, NVA, and EVA after observations. Figure 1.1
can be helpful to envision the roles of VA, NVA, and EVA/BVA in the business processes
and identifying waste.
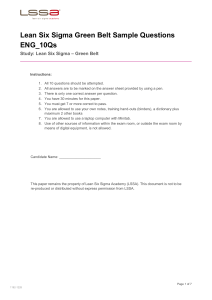
A Waste Walk is a walkthrough of a work/process to identify waste (i.e., NVA activities) by breaking it down into VA, EVA/BVA, and NVA. Figure 1.2 utilizes VA, EVA, and
NVA activities/work to be done during the completion of the process’ beginning and end.
The entire process is broken down into VA, EVA, and BVA components after determining what the customer wants. Initially, one can see the three EVA, two NVA, and three
VA activities identified for the project as a part of the lead time on the top Waste Walk
image. After applying improvements to the project, the number of EVA and VA activities
remained the same while NVA activities were reduced to one in the refined Waste Walk–
–below the initial one. The final (bottom) Waste Walk indicates that there are no more
NVA activities existing in the process. This indicates that the process is fast and capable
of producing based on the observations that align with Six Sigma and lean methodology’s purpose: Increasing the speed and flexibility of a product or service through waste
elimination. Determination of VA, NVA, and EVA depends on experience and knowledge
1 Introduction
3
Fig. 1.2 A Waste Walk’s progressive illustration with reduction of NVA over the three cycles of Six
Sigma applications
therefore a NVA determined by a person may not be identified by another person in a
process. Experience matters and helping learners to gain background knowledge is one of
the goals of this book.
The term Key Performance Indicator (KPI) is often used in the workplace, and it is
a general term that is not only associated with Six Sigma. In simple words, a KPI is
an essential element of a system that plays a key role in the expected performance of
the system; This element is the one that is paid attention the most and attracts interest
in the system. KPIs of a Six Sigma project are typically depending on what the customer wants and needs to have satisfaction from a six-sigma project. The identified KPIs
are expected to be measurable to derive comparative numerical results for tracking the
progress of the project and the final outcomes of the project; Numerical comprehension of the changes depends on statistical techniques and results to be able to track the
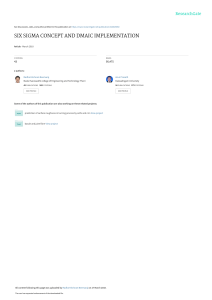
changes. Figure 1.3 outlines the following list of expectations during a six-sigma project
from KPIs’ perspectives:
• Financial Success. Money can be one of the KPIs depending on the project’s scope.
Some projects may not directly aim to improve cost. For instance, in the case when
a medical device is to be manufactured, titanium may be the only metal that can be
used to produce the device in which case cost may not be cared in a specific design.
In some cases, the costs may be hindered. For instance, storage space may not appear
4
1 Introduction
Fig. 1.3 Overview of KPI-related considerations during a Six Sigma project
to cost the company any money; however, it is one of the costs that is considered in
financial calculations.
• Objective. The KPIs are driven by the objective of a project. For instance, the goal of a
project may be to increase the quality of a device’s design while keeping the total cost
as low as possible and the objective could also be the contrary; reducing the cost while
keeping the quality of the device can be also targeted by the customer. There can also
be multiple KPIs in a project. As an example, maximizing the number of machines,
increasing production quantity within a certain area of a facility, and minimizing the
motion waste may be the objectives of a customer with the associated three KPIs.
• Evaluation. Evaluation of the project is based on the success of the output’s fulfillment
that respects both the customer and the industry standards (if there are any.) KPIs’
evaluation is based on the differences between the measurements of the KPIs before
and after starting the project by using the associated units. For instance, 50 pounds of
iron, 20 pounds of copper, and 5 pounds of silver may be mixed to produce 50 devices
prior to the beginning of a Six Sigma project. The customer may employ a Six Sigma
team to maximize the number of quantities of the devices’ production by using the
same amount of metal, processes, design, and quality of the product by only resizing
it. Suppose Six Sigma team re-designed the device and produced 75 of the resized
design of the device. Evaluation of the project can be based on the unit of production
approach. The weight of the device is reduced by 0.5 pounds per device as 1.5 pounds
is reduced to 1 pound.
1 Introduction
5
• Performance. The performance evaluation of a project is driven by KPIs, and the
desired outcome attained by the Six Sigma team. For instance, fulfillment of KPIs
with the time, money, and quality objectives of the customer may be the performance
desired to be measured.
• Strategy. A strategy not only impacts the project but also the KPIs considered for the
project. Given that there isn’t always one way to improve the outcomes of a project,
the results of a Six Sigma project would be limited to the strategy chosen. Due to this
reason, the author typically evaluates 3–4 improvement strategies that can be followed
for attaining the output with a possible variation of the associated inputs (if applicable.)
For instance, in the case when the goal is to improve the speed of a process, the strategy
and KPI may vary as follows:
– First improvement idea. Layout changes by redesigning the physical environment
by changing the places of machines, storage areas, equipment, trays, workstations,
etc.
– Second improvement idea. Utilizing automation for transportation such as mobile
industrial robots or industrial robots to speed up the process.
– Third improvement idea. Restructuring the workforce by reducing the talent waste.
It is essential to note that all these strategies can be implemented altogether at once; however, time and budget constraints may limit such an application. Therefore, the strategy
should be chosen mindfully based on the time and customer expectations.
• Measurements. Appropriate measurement choices need to be made for the chosen
KPIs with the consistency of the units of measurement throughout the entire project.
A variation in the measurements would be problematic later during the project’s
completion without appropriate choices. More about measurements and measurement
techniques will be covered in the measurement section.
• Optimization. We define optimization as the minimization or maximization of one
or more objectives under certain constraints. This definition can be applied during
any phase of the DMAIC approach given that optimized work is desired at all times.
For instance, optimized KPI measurements with the objective of maximizing CTQ
conditions for the customer may be the essential target of a project. Constraints in
such a case are driven by either the quantities or qualitative statements outlined by the
customer. For instance, the customer may require a plus/minus 0.005 inches tolerance
on the production of each dimension of a product. We refer to the examples given
above with the objectives of maximizing or minimizing quantities.
What follows next is the coverage of the waste’s meaning and its categories. The second
section is devoted to coverage of Total Quality Management (TQM) for quality improvement. The fundamentals of Six Sigma are briefly covered in Sects. 1.3 and 1.4 contains the
definitions of and explanations of the Lean methodology and Kaizen event. Section 1.5
6
1 Introduction
briefly covers the meaning of becoming an Engineering Technician. Section 1.6 is the
summary of the chapter and conclusion remarks.
1.1
Meaning of Waste and Its Categories
A customer’s perception of the value drives the meaning of waste. In the case when the
perception is to not pay additional for a product or service, we identify waste. As defined
in the previous section, waste is anything that a customer is not willing to pay for. Given
that both the customer and therefore, the expectations for the completion of a product or
service change with the change of product or service, understanding the meaning of waste
is essential prior to starting any project. There are several strategies that can be followed
to identify the wants and needs of the customer in a product or service that will be also
covered in the measure phase in detail:
• Qualitative investigation. This is a verbal investigation that may require conversations
and/or collecting non-numerical data to determine known information by the organization. The following are some of the key aspects that can be considered for such an
investigation:
– Assumptions that outline the expectations of the customer from the product or
service (i.e., output).
– Industry expectations and specifications of the output.
– Company’s expectations and specifications of the output.
– Existing capabilities of the equipment (such as machines, software resources, and
tools) for delivering the output.
• Quantitative investigation. This data is the collection of numerical facts that relate to
the project. Even though this investigation depends on the project, the following are
some of the factors that can be considered in numerical data collection:
– Financial data. What do we know about the costs, profit, and revenue that relate
to the project (if applicable?) Only the facts associated with the project need to be
known including but not limited to input materials’ cost, operational costs, and the
overall cost for output.
– Product’s quality data. What are the quality-related numerical value expectations? Such data would include aerospace standard matching for quality, customer’s
expectations for quality, etc.
– Timeline data. What are the expected timelines for completion of the work? Such
investigation may require timelines that relate to input, process, and output-related
operations.
– Customer’s CTQ data. What are the numerical values that the customer expects
for the completion of the project?
1.1
Meaning of Waste and Its Categories
7
Theoretically, full customer satisfaction can only be achieved when the VA are maximized and the NVA activities are minimized at every step of the process’ completion;
therefore, determining and eliminating waste throughout this process is very important.
Some resources categorized waste into seven while some others categorized it into the
following eight categories with the additional waste considered to be talent:
1. Overproduction. Overproduction is the production of items before it is claimed or
purchased by the internal or external customer. It can be categorized into two cases:
Internal and external overproduction.
a. Internal Overproduction. If downstream operations (i.e., in the direction in which
the operations flow) need more items than what upstream operations would produce
in a work environment then it is called internal overproduction. For instance, suppose there is a production of a certain item and manufacturing unit A uses the items
produced by manufacturing unit B. If unit A produces much more than what unit B
would expect in the internal operations, then this overproduction is called internal
overproduction. In this case, the customer is an internal customer as the manufacturing units are both internally existing with the same organization. To numerically
describe this concept, if 1.2 million units are produced by machine A and machine
B uses only 1 million units of machine A’s production then this is an internal overproduction. The remaining 0.2 million items may become an internal waste if it is
not possible to use them for any other purpose.
b. External Overproduction. If the production of an organization is more than what
the customer will be willing to purchase, then it is called external overproduction.
In this case, the customer is an external customer. If an organization produces 1.5
million items and the customer purchases only 1.2 million of these items, then there
are 0.3 million items remaining as a waste if it is a custom-made product and the
organization cannot sell these items to any customer. In the case when the same
customer is likely to re-order this product later, this product may have to sit in
the inventory for a long time which can be considered as an inventory cost to be
explained later.
2. Inventory excess. Any item stored in the inventory that is not being worked on in the
main process for a certain period is considered inventory excess waste. For example, if
12,500 items were produced initially and kept in the inventory, and if only 11,000 of
these items are used throughout the year than 1500 items occupy space in the inventory
that can be considered as inventory excess.
3. Waiting. This waste category can be categorized into four subcategories:
a. People. Examples include waiting for an inspector to inspect a machine and waiting
for a mechanic to fix a machine.
b. Machines. Examples include waiting for a print from a machine and old machines
with bad production cycles in the process.
8
1 Introduction
c. Material. Examples include waiting for materials from the producer and waiting
for the material from the inner customer.
d. Information. Examples include waiting for information from the customer to be
able to continue production and waiting for information from a machine processing
slow.
4. Defects. A defect is a disruption in a process that either requires to be reworked or
rejected. A defected item can go through the entire process and can be very costly
to the entire production system. There can be several reasons for a rejected item in a
process.
a. The quality of the item received from the supplier doesn’t meet the requirements
for production.
b. Rejection by an internal customer.
c. Rejection at the inspection phase.
d. Rejection by the customer.
5. Transportation. Transportation waste can occur as a result of relocating items during
the production phase which is an NVA. An example of transportation waste is moving
an item from one facility to another without considering the minimum distance. If the
distance is not minimized, then the cost of transportation and can result in truck usage
time, delivery time, driver, expenses, time, etc.
6. Process. A process is anything that takes place between the input and output of a
product or service. Process waste is any activity that does not add value to the process
during the completion phase. Examples of process waste include the collection of
unnecessary signatures on a signature sheet to approve the quality of a product and
unorganized machines in the work environment that affect the flow of the process. This
waste can be eliminated by maximizing the value added and minimizing the NVA in
the process.
7. Motion. Unnecessary motion in the workplace is a waste that relates to unnecessary
actions of people and machines in the facility layout. For example, improper placement of tools in a workplace causes employees to either run into each other or walk
unnecessary distances to reach a product that needs to be used.
8. Talent. We define a person’s talent as the capabilities of the person based on the ability
to fulfill tasks in an organization. The distribution of talent within an organization can
be optimized by placing the right people in the right positions based on their known
capabilities and ability to fulfill tasks. Misplacement of the right people in the right
positions results in waste as it impacts the structure of the output. For instance, placing
a person who is not fully capable of fulfilling both industry and customer standards
into a position instead of a person who can accomplish such tasks causes a talent
waste. Talent waste can be reduced through training and education of staff by uplifting
people’s knowledge and hands-on capabilities.
1.3
Six Sigma
9
These eight wastes increase the cost of the product or service and result from employee
or machine error during the completion of a work. The waste categories will be explained
later in detail.
1.2
Total Quality Management (TQM)
TQM is an organizational quality improvement program requiring active involvement of
every member of the organization in the continuous quality improvement of the goods and
services. Visiting the early stages of industrial progress in the nineteenth century, recently
after World War II, there was a quick need for industrial growth with an emphasis on
increasing volume and reducing the cost of production. Right after this rush of need for
massive and cost-effective production, the quality component was placed in production
during the 1970’s. At this stage, quality assurance and quality control took their place in
the operational excellence. In the 1980’s the Japanese industry had rapid economic growth
and took steps toward better. Juran, one of the leading names in defining principles of
TQM, introduced the following TQM principles:
1. Search for improvement opportunities, set up goals, and set up projects for solving
problems.
2. Be organized and provide training to reach goals.
3. Recognize improvement and make it continuous, report progress, and communicate
results.
4. Score improvements.
These principles are also reflected later in the principles of Six Sigma.
1.3
Six Sigma
Operational excellence in the workplace should be one of the main goals of a business
owner for success in the workplace. Bill Smith, an engineer at Motorola, initiated Six
Sigma as a business strategy in 1985 by integrating statistics into quality to measure,
analyze, and improve operations. The main steps of DMAIC in Six Sigma strategy are
the following:
• Define: Identify the problem to be solved.
• Measure: Collecting data and using an appropriate measurement.
• Analyze: Interpreting data and analysis of roots with their possible causes.
10
1 Introduction
• Improve: Solving the identified problem by generating and implementing corrective
actions.
• Control: Monitor the improved process.
Six Sigma was also tested by another known corporation General Electric (GE). Jack
Welch, the CEO of GE between 1981 and 2001, successfully implemented Six Sigma
in 1995. Six Sigma was also successfully implemented in some other worldwide-known
companies such as Ericson and Seagate Technology.
σ (Sigma) is a Greek letter used for measuring the variation of the data from the average (i.e., mean) In simple terms, when the sigma term is high, there are more outputs of
the process (i.e., products or services) and it is more likely to always meeting the customer
requirements. Particularly, if the distribution is normal then we have the following:
• One Sigma (σ): 68.27% of the outputs of the process meet the customer requirements
and 31.73% of the outputs of the process will be defective.
• Three Sigma (3σ): 99.73% of the outputs of the process meet the customer requirements and 0.27% of the outputs of the process will be defective.
• Six Sigma (6σ): 99.99966% of the outputs of the process meet the customer requirements and 0.00034% of the outputs of the process will be defective. This indicates that
the expected defect in a million productions is at most 3.4 defects.
Hence, the number of defective products is less in the output of the process (resulting
in higher customer satisfaction) when the Sigma value is high. The goal of Six Sigma
is to reduce variability in the process in order to optimize (minimize) processes involving transactions and manufacturing by using qualitative and quantitative tools. Therefore,
variability reduction is statistically significant if there are at most 3.4 defects per million
productions in 6σ.
One way to implement the DMAIC approach is through subdivision of the approach’s
process into several steps. In this case, each one of the five elements of DMAIC can be
split into either equal or different number of steps. Figure 1.4 is a way to subdivide each
phase of DMAIC into three steps. For instance, the Define phase can have the following
three steps:
• Customer Needs. Identify the following:
– CTQ,
– Customer’s view of KPI,
– Timelines, and
– High-level information on the operations with the input, process, and output
specifications.
• Project Charter. Develop a Project Charter (to be explained in the Define phase).
1.3
Six Sigma
11
Fig. 1.4 A visually appealing way to list concepts to be used in the DMAIC applications
• Gap identification. Identify high-level industry expectations and standards that match
with the capabilities of the manufacturer to develop such items.
The following is the completion flow of the DMAIC steps; These steps may require
adjustment of any one of the steps and jump from one to another during the completion
of the project to further modify any one of the steps:
Define → Measure → Analyze → Improve → Control
Six Sigma is a certificate program that is offered by companies and educational organizations. There is no specific standardization for Six Sigma certificate programs; however,
the hierarchy of the structured “belts” of Six Sigma is the following:
•
•
•
•
White Belt,
Yellow Belt,
Green Belt, and
Black Belt.
Six Sigma projects take place in companies such as Motorola, General Electric, and
American Express for product and process improvement with the involvement of the
following:
12
1 Introduction
1. Green Belts,
2. Black Belts,
3. Master Black Belts, and
4. Organizational Leaders and/or Sponsors.
A project at the Define phase of DMAIC is financially sponsored by an organizational
leader or a sponsor indicating that the project is valued by the top management of the
organization. The completion of the Six Sigma project is highly important and has the
full support of the organization. Master black belts (managers of critical projects), black
belts (experts to tackle critical projects for improvement), and green belts (supporters
for implementing changes) are assigned during the define stage of the DMAIC process,
where the problem or objective of the project is clearly defined. A project may not require
a black belt necessarily depending on the project.
Juran’s principles are carried over from TQM to Six Sigma and this transition include.
• DMAIC approach of problem-solving technique.
• Project-based approach with a trained team employed to solve a specific problem.
• Use statistics for defect measurement.
In the next section, the fundamentals of lean methodology and its variations in applications will be covered.
1.4
Lean Methodology
The aim of lean methodology is to
•
•
•
•
Reduce cost,
Reach high quality,
Shorten cycle times, and
Identify and reduce waste relentlessly.
to satisfy what customer values in the process. Therefore, in general terms, lean focuses
on the company resources and its suppliers based on what customer wants/values. Maximizing the success of the business process is the expected outcome of the lean application.
The tools used for lean methodology (to be covered later throughout this book) are
•
•
•
•
Process mapping,
Spaghetti diagram,
Value stream mapping, and
Kaizen event.
1.5
B.E S.M.A.R.T.
13
Lean methodology is applied in different areas of business. Several titles given for lean
methodology in several different areas of business are as follows:
• Lean Production/Manufacturing is used for lean approach in production/manufacturing.
• Lean Enterprise is lean production with waste reduction completed by using tools from
industrial engineering.
• Lean Sigma is the integration of Six Sigma and lean enterprise. Relentless waste elimination and increasing the process capability are the common goals of these two lean
methodologies.
Lean Six Sigma in manufacturing is the integration of lean methods in manufacturing and
Six Sigma. Lean allows to improve the process by identifying and removing wastes.
Projects can be managed in Six Sigma with the Lean Six Sigma approach by using
the DMAIC approach with the necessary data-driven statistics-based measurements for
process evaluation. The purpose of Six Sigma is to reduce variability in the process. Integrating lean with Six Sigma results in a process, where VA are maximized and NVA are
minimized.
1.5
B.E S.M.A.R.T.
We want to B.E. S.M.A.R.T. during the completion of a Six Sigma project by fulfilling
the following:
• Business Excellence (B.E.) Improvement. B. E. preservation or improvement applies
to both the organization that the Six Sigma team works for and the associated customer
if the customer is external to the organization. The Six Sigma team’s work should be
high quality to improve B.E. and fulfill the customer’s expectations.
• Specific. The objectives that are targeted need to be specified in a clear manner to make
sure that it does not raise any questions in the objectives. These objectives should align
with CTQ and expected outcomes.
• Measurable. As pointed out previously, the objectives need to be measurable and relate
to the Six Sigma project’s scope. KPIs need to be measured in a way that the success
of the project can be shown to the customer with the pre- and post-project completion
steps
• Attainable. Targeting attainable outcomes/goals is essential without leaving room for
uncertainty. These goals are usually/typically easy to foresee for a person with enough
experience in Six Sigma projects and this is the reason a Master Six Sigma Black Belt
takes place in a project.
• Realistic. The determination of attainable outcomes needs to relate to available
resources for the outcomes to be achieved realistically.
14
1 Introduction
Fig. 1.5 An outline of the B.E S.M.A.R.T steps for Six Sigma application
• Time-related. A timeline for the completion of the phases of the project needs to be
clarified with possible updates on the completion of the project. The details of the
timelines are typically stated in the project charter to be covered later.
Figure 1.5 summarizes the steps of B.E S.M.AR.T. It is essential to remember that such
a method should be chosen whenever it is needed and combined with other elements of
Six Sigma depending on the scope of the project.
1.6
Kaizen Event
A Kaizen event is a focused effort to improve a process at a certain area of a process (i.e.,
production or service). A Kaizen event is best to be used when improvement is needed in
a small area of production or service. Just like Six Sigma, the goal of a Kaizen event is
to eliminate waste with a set of goals in a relatively small area of the process. Therefore,
during a Kaizen event, the following is implemented.
1.6
Kaizen Event
15
• Selecting and clearly defining the problem to be solved.
• Organizing and implementing a technique that solves the problem.
• Evaluation of the solution technique used by collecting data.
The main differences between a Six Sigma and a Kaizen event are given in the following
chart:
Properties
Kaizen Events
Lean Six Sigma
1. Statistical Analysis
Relatively simple
Complicated
2. Training
Only training for the specific
event
Professional
(White, yellow, green, black
belt training)
3. Duration
Long period
(E.g., 0.3–5 months)
Short period
(Varies; possibly 1–3 weeks)
4. Teams
Multidisciplinary
Multidisciplinary
5. Team member professions
Sponsor and specific
discipline-trained professionals
(such as engineers and quality
specialists)
Sponsor (champion) and Six
Sigma trained professionals
6. Main Goals
Applying basic principles of
lean methodology:
• Eliminating waste
• Cycle time shortening
• Improvement of workflow
Statistical analysis for
• Quality improvement by
defect reduction
• Yield improvement
• Making decisions based on
the collected data
7. Involvement
Full time
Part time (can also be full
time)
A Kaizen event can be grouped into three phases:
Phase 1: Current State
a. Determine the area of the process to be improved;
b. Set the goals for improvement;
c. Form a Kaizen team to reach the identified goal of improvement.
Example 1.1 The goal is space reduction at a production area in a factory to increase the
productivity of employees and reduce used space to be able to add more machines. Kaizen
team members can be the plant manager, unit manager, quality specialist, product engineer,
and safety specialist.
16
1 Introduction
Phase 2: Application of a Set of Actions
a. Employee Training: Training of Kaizen event team for a short period of time. (e.g.,
Total of 6–10 h of training)
b. Current Process Structure: Stating the problem, collecting the relevant data, and
applying process mapping.
c. Expected Future Improvements: Determine the possible improvements in the process
to solve the problem. Eliminate waste and implement the solution to the problem.
d. Testing ideas: Testing the improved process and collecting new data from the improved
process. Analyze the collected data to be able to evaluate the improved system.
e. Documentation of the Kaizen event: Prepare a final presentation and documentation
to declare the changes in the improved process.
Phase 3: Future State Phase
a. Implement the Kaizen event outcome: Implementation of the actions to be taken to
improve the process because of the second and third phases.
b. Standardization: Use the improved process to standardize the procedure.
c. Finding & extending new areas: A Kaizen event is usually implemented in a specific
(local) area of the process. Apply the improvements resulting from the Kaizen event
to places like the local area in the general (global) work environment.
An example of a Kaizen event is Cell Design. Reducing the lean manufacturing cost of a
factory in a specific distribution region can be a Kaizen event. This Kaizen event can be
implemented in other local areas. Reducing the manufacturing cost of the entire company
can be a Six Sigma project, where several improvements determined in the Kaizen events
implemented in local areas can be used as the benchmark for the Six Sigma project.
1.7
Understanding Vision and Strategy
One of the essential elements that can be integrated into a Six Sigma project is understanding the mission and vision statements of the customer. In some projects such an
understanding may be important, and, in some others, it may not be so important. Comprehending such statements may have a role in the implementation of the project and the
Six Sigma team will need to check with the customer if the approach makes sense to
implement. One way to outline the vision and strategy for the project is by observing
•
•
•
•
Measures,
Targets,
Objectives, and
Initiatives
1.7
Understanding Vision and Strategy
17
with each one with these identified for the following categorization (Fig. 1.6):
• Customer. How can the customer experience be improved?
• Educational Growth. How can the educational improvement be fulfilled for the
progress of the project?
• Internal Business. What needs to be focused on to be able to improve the internal
business experience for the project?
• Financial. How can financial success be achieved in the project?
KPIs have an essential role in understanding the possible interests of the customer that
include but are not limited to the following:
•
•
•
•
•
Quality improvement of production and/or service;
Existing product’s cost reduction;
Improving the effectiveness of engineering work;
Improving the cost/benefit ratio;
Identifying the payback period for the adaption of improvements to take place in the
project;
Fig. 1.6 Customer, educational growth, finance, and internal business-related strategies and visions
can be identified through measurements, targets, objectives, and initiative determination
18
1 Introduction
• How much of the operations and/or products need to be outsourced for the changes
planned for the project when compared to the existing operations?
• Improvement of the Cost Performance Index (CPI) is defined by the following formula:
CPI =
Budgeted Cost of Performed Work
Actual Cost of Work Performed
• Improvement of schedule performance index is defined by the following formula:
SPI =
Budgeted Cost of Performed Work
Actual Cost of Work Scheduled
• Throughput improvement;
• Cycle time improvement;
• Exceeding production goals prior to the beginning of the project; It is possible to
calculate the percentage of time that target production levels are met by using the
following formula:
Product Attainment =
Number of units manufactured
∗ 100
Targetted Production Output
•
•
•
•
Changeover time improvement;
Machine downtime rate improvement;
Planned maintenance improvement;
Downtime to operating time. Downtime assessment of a machine/equipment in comparison to its operating time to determine if a new maintenance schedule is required
or a replacement of the asset should be considered.
• Capacity Utilization Maximization. Identifies the ratio of actual versus possible
maximum output. The associated formula that can be used is the following:
Capacity Utilization =
Actual output
∗ 100
Possible Maximum Output
The above-mentioned KPI choices of a customer are high-level explanations. A combination of one or more of these KPIs that shape according to the scope of the project can be
expected from a customer with possible other KPIs listed for a project.
1.8
Importance of Engineering Technicians Roles
An engineering technician is a trained specialist in a specific branch of engineering who
has the necessary skills and techniques to assist an engineer with a practical understanding
of engineering concepts. An engineering technician participates in
1.9
•
•
•
•
•
•
Exercises
19
Research and development,
Experiments,
Calculations,
Data collection,
Development of new equipment, and
Create prints.
In the United States of America, ABET (Accreditation Board for Engineering & Technology) grants a 2-year associate degree at accredited schools to students after completion
of certain courses. Moore Norman Technology Center in Oklahoma initiated a year-long
engineering technician program in March 2013 to be able to overcome the current and
foreseen future engineering technician needs in many branches of engineering. To the
best of our knowledge, this certificate program is the first attempt by a Technology Center to grant an engineering technician certificate in the United States. In the set of courses
required to be completed in this certificate program, a course titled “Quality Assurance”
included Six Sigma training at an engineering technician’s level.
Six Sigma books written for engineers can be challenging to follow for engineering
technicians because of high-level statistics content of the books. Engineering technicians
naturally participate in the application of Six Sigma projects; therefore, training of engineering technicians is also important. This book is written with the aim of reducing the
ambiguity of statistical and additional technical language used for Six Sigma training.
1.9
Exercises
Exercise 1.1 Suppose there are three steps of a process with the following performance cost
for the works completed in the budget of a project:
• Step 1. Raw Material Preparation: 1500 USD.
• Step 2. Machining: 2500 USD.
• Step 3. Casting: 4500 USD.
After the completion of the work, the associated actual costs are determined to be the
following:
• Step 1. Raw Material Preparation: 2750 USD.
• Step 2. Machining: 4750 USD.
• Step 3. Casting: 5000 USD.
Determine the CPI.
20
1 Introduction
Exercise 1.2 A manufacturer can produce at most 1 million items while it produces 700
thousand items which is 150 thousand items below its actual targeted value. Determine the
capacity utilization of the manufacturer and the product attainment.
Exercise 1.3 Suppose a process has 150 hours of VA activity, 135 hours of BVA activity,
and 115 hours of NVA initially. After applying a Six Sigma project one time, the VA is
increased by 10% while NVA activities are reduced by 15 hours. After the first round of
the application, during the second round of the Six Sigma application, 20% of the NVA is
reduced. Determine the following:
a. Percentage and number of hours that NVA takes after the second phase of Six Sigma
application.
b. Percentage and number of hours that VA takes after the second phase of Six Sigma
application.
c. If you compare the percentage of improvement by calculating the percentage of NVA
reduction, was the first round or the second round of Six Sigma application was much
more effective in waste reduction?
2
Basic Statistics
The importance of statistics cannot be underestimated in the applications of Six Sigma,
particularly during the Measure and Analyze phases. In this section, the following will be
covered:
•
•
•
•
•
Random variable (both discrete and continuous random variable);
Probability density function;
Mean, mode, median, variance, standard deviation, range, and confidence interval (CI);
Exponential and uniform distributions with examples and figures;
Continuous and discrete normal distributions with examples and figures.
There are certain events where the “chance” is involved in calculations. For example,
when we flip a coin there is a chance of getting a head or a tail. The chance (probability)
of getting a head or a tail after one time flipping a coin is 0.5 since there are only two
choices as possible outcomes and one of them must hold.
Random Variable. The events for which we determine the probabilities are called random
variables.
2.1
Probability
Probability: Probability is a measure used for determining how likely an event can happen when all the possible outcomes are considered. The probability p(x) of an event x, s
happening is between 0 and 100%, i.e., 0 ≤ p(x) ≤ 1.
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_2
21
22
2 Basic Statistics
• If p(x) = 0, then it is impossible for event x to happen.
• If p(x) = 1, then event x is certainly going to happen.
• The probability of a random variable can be
– Discrete,
– Continuous.
Distribution. When we consider a specific event and all its possible outcomes, the change
in the outcome follows a specific pattern called the distribution of the quantity considered.
2.2
Basic Measurement Tools for Six Sigma by Using Basic
Statistics
The following basic statistics information forms the fundamentals of the statistics used in
Six Sigma projects:
• Mean (μ). The mean of a density function is commonly considered as the average of
the density function. It is also called the expected value and it is the balance point of
the graph with respect to the x-axis geometrically.
• Range. The range of a data set is the difference between the smallest and largest data
values in a set of data.
• Mode. The data value that appears the most frequently among the data values.
• Median. After ordering a given set of data values from the smallest to the largest (or
the largest to the smallest), the median data value is the data value that is in the middle
of this ordered set.
• Standard Deviation (σ). Distributions can have the same mean but completely different
spreads about the center. Standard deviation measures how closely the values of the
distribution cluster are to its mean. If the values of the input variable are close to the
mean, then the standard deviation is small. If the input values are widely scattered
about the mean, then the standard deviation is large.
• Variance (σ2 ). Variance is used for measuring how much the data varied from the
mean.
We will be frequently using the terms mean and standard deviation terms frequently.
2.3
Discrete Distribution
A discrete random variable is an event that has only discrete possible outcomes.
Example 2.1 Airplane engine production is an example of a discrete random variable. There
are only two possible outcomes of this event: Defective and non-defective.
2.3
Discrete Distribution
23
If the event is a discrete random variable, then the probability formula is
Probability =
Number of successes
Total number of trials
Example 2.2 Suppose defective airplane engine production is the discrete random variable.
Let
p:
Probability of a discrete event x to happen,
x:
Defective engine production,
k:
Number of defective items, and
m:
Number of non-defective items.
It is possible to calculate the percentage of defective items in the overall production by using
the following formula:
p=
k
k+m
The probability of getting a non-defective item is
1− p =1−
2.3.1
k
m
=
k+m
k+m
Data-Driven Discrete Distribution
A given data set in discrete form naturally represents a discrete distribution. The statistical
formulas corresponding to n number of data points x1 , x2 , . . . , xn are the following:
• Mean or Average Value (μ):
μ=
x1 + x2 + . . . + xn
n
Excel Formula := Average(data)
• Range of values (R):
R = xmax − xmin
Excel Formula := Max(data) − Min(data)
24
2 Basic Statistics
where
xmax :
xmin :
The maximum value in the data set;
The minimum value in the data set.
• Mode. The data value that appears the most frequently among the data values
x1 , x2 , . . . , xn
• Excel Formula: = Mode(data)
• Median. Manually, after sorting x1 , x2 , . . . , xn from the smallest to the largest (or the
largest to the smallest), the median data value is the data value that is in the middle of
this ordered set.
• Excel Formula: = Median(data)
• Standard Deviation (σ). Standard deviation is a measure of identifying how much the
data is varying from the standard (where the standard is the average). The standard
deviation formula for a collected data set is the following:
/
(x1 − μ)2 + (x2 − μ)2 + . . . + (xn − μ)2
σ =
n−1
Excel Formula : = STDV.S(data) (when sample is chosen)
= STDV.P(data) (when population is chosen)
• Variance (σ2 ). Variance is simply the square of the standard deviation; it helps to
measure/quantify the variation in the data set
σ2 =
(x1 − μ)2 + (x2 − μ)2 + . . . + (xn − μ)2
n−1
Excel Formula : = VAR.S(data) (when sample is chosen)
= VAR.P(data) (when population is chosen)
Example 2.3 Suppose an engineering technician collects the following data representing
the defective items produced while operating a certain machine after beginning to work on
a specific day:
Data
A
B
C
D
1
2
4
6
8
2
32
25
12
12
In this data set, row 1 represents operating the machine while row 2 represents the
defective items collected. For instance, cell A1 is representing 2 h after starting to operate
2.3
Discrete Distribution
25
the machine after beginning to work while cell A2 is representing 25 defects occurred
during this time frame.
In this case, the data set values for the defective number of items are A2 = 32, B2 =
25, C2 = 12, and D2 = 12. We can calculate the statistical values as follows:
a. Mean (μ).
32 + 25 + 12 + 12
81
=
4
4
= 20.25 defective jeans for every two hours of production
μ=
Excel Formula := Average(A2 : D2)
Hence, we can interpret this response as follows:
There is an average of 20.25 defective jean production during an eight-hour shift of
the engineering technician when defective jean data is collected every two hours during
only one shift.
Another way to calculate the average is by using per hour. Given that we have 8 h of
observation, the average can be calculated as follows:
32 + 25 + 12 + 12
81
=
8
8
= 10.125 defective jeans per hour
μ=
Hence, we can interpret this response as follows:
There is an average of 10.125 defective lean production during an-hour shift of the
engineering technician per hour during only one shift.
b. Range.
R = xmax − xmin = 32 − 12 = 20
Excel Formula := Max(A2 : D2) − Min(A2 : D2)
c. Mode. The data value that appears the most frequently among the data values 32,
25,12, 12 is 12. Therefore, the mode of the data set is 12. The excel formula
Excel Formula: = Mode(A2:D2)
entered in a blank cell would help to find the mode easily.
26
2 Basic Statistics
d. Median. After ordering 32, 25, 12, 12 from the smallest to the largest 12, 12, 25, 32,
the data value in the middle can be either chosen as 12 or 25 since there is no middle
value. In this case, we can choose 25 which is the closest value to the mean. The excel
formula
Excel Formula: = Median(A2:D2)
entered in a blank cell would help to find the median easily.
e. Standard Deviation (σ).
/
(x1 − μ)2 + (x2 − μ)2 + . . . + (xn − μ)2
σ =
n−1
/
(32 − 20.25)2 + (25 − 20.25)2 + (12 − 20.25)2 + (12 − 20.25)2
=
4−1
= 9.9457 number of defective jeans
Excel Formula := STDV.S(A2 : D2)
f. Variance (σ2 ).
σ 2 = (9.9457)2 = 98.917
2.3.2
Discrete Normal Distribution
The distribution has the shape of a bell when the distribution has a discrete probability
density function.
Example 2.4 Suppose an engineering technician works on the production of a car part. The
technician is required to report the number of car parts produced every year and display the
data by using a histogram. The following data is collected for the weekly production of car
body parts.
2.3
Discrete Distribution
27
These numbers can be more meaningful if we restructure the data in a distribution
format. We split the data into 7 equal weighted groups by calculating
Range =
58 − 9
=7
7
This allows us to place the numbers in compartments (because otherwise, we wouldn’t
be able to put them in the form in the figures below.) It can be easily calculated that the
average of the data is 30.614 and the standard deviation is 9.832. The seven data ranges
9–15, 16–22… form the seven groups of discrete data. It is important to note here that the
continuous formation of such a data set would be much different from the way it appears
in the below distributions. In this above-mentioned form of regrouping, we can view the
distribution of the data as follows:
28
2 Basic Statistics
One standard deviation range from the average to both the left and right sides of the
data covers the range (20.782, 40.446). The following image with red marks shows the
1-standard deviation marking range on both the left and right sides of the average. This
is one way to visualize the statistics on the discrete data. It is easy to calculate the 2- and
3-standard deviations from the average.
Another way to represent this data is by using excel as follows:
2.4
Continuous Distributions
29
There are other discrete distributions that we don’t cover here due to their mathematical
technicality. However, they can be covered by interested readers by learning from statistics
books.
2.4
Continuous Distributions
A continuous random variable is an event that has a real number outcome. For instance,
time is a continuous random variable because it can be any real number. Other continuous random variables that are used in manufacturing include quantities such as pressure,
height, mass, weight, density, volume, temperature, and distance.
To be able to calculate the probability, mean, standard deviation, etc. of a continuous
random variable, we need to have a probability density function.
A probability density function represents the distribution of the data. There are predetermined probability density functions that are structured based on the typical way that
data is shaped.
2.4.1
Normal Distribution
The pdf of a normal distribution has a bell shape just like in the figure below. The area
between the curve and the pdf is 100% which represents the probability of the associated
occurrence of the data.
Excel function. =NORM.DIST(x, mean, standard deviation, TRUE or FALSE)
where the entries listed above represent the following:
• NORM.DIST function is the normal distribution function.
30
2 Basic Statistics
• x is the value that the distribution of the function needs to be calculated.
• Standard deviation. We use the STDV.S() excel function to calculate the standard
deviation.
• TRUE or FALSE. If we want to calculate the cumulative probability value for x then
we need to enter the phrase TRUE otherwise we enter FALSE if we want to find the
probability value for x.
The match between a data set and a function that fits to it are not always perfect. Therefore, a pdf typically represents an approximation of the data’s structure, and therefore the
probability calculations are typically approximations of the associated probabilities. A pdf
is used for calculating the probability between two values. The following illustrates such
an approximation:
Example 2.5 The OpCorp manufacturing uses a particular part during production. The use
of this part in the production appears to be normally distributed between 10 and 170 items
per day with an average of 80 items used per day and a standard deviation of 20 items used
per day. We can calculate the probability that less than 170 items to be used per day as
follows:
Step 1. Enter input values 10, 11, 12…169, and 170 in Excel in a column and enter the
column next to the input of the NORM.DIST values. For instance, cell A2 = 10 has the
output value B2 = NORM.DIST(A2, 80, 20, FALSE) in the following table.
2.4
Continuous Distributions
31
Step 2. Highlight all normal distribution values (i.e., all column B values) and insert a
scatter plot in order to be able to view the following graph.
Probability Distribution of Part Production
0.025
Probability Values
0.02
0.015
0.01
0.005
0
0
20
40
60
80
100
120
140
160
180
Part Production Qantities
We can calculate the function = SUM(B2:B162) in Excel which calculates the summation of all probability values corresponding to input values 10–170 and compares it with
the data values of the actual cumulative probability by calculating NORM.DIST(170, 80,
20, TRUE) function as follows:
SUM(B2 : B162) = 0.999785539
NORM.DIST(170, 80, 20, TRUE) = 0.999996602
As can be seen in this example, the NORM.DIST function provides an approximation
of the normal distribution. The values of normal distribution range from negative infinity
to positive infinity; however, we don’t cover these details in this much depth due to its
mathematical intensity.
One of the questions you may ask is whether a collected has a normal distribution (i.e.,
bell-shaped) structure. There is a theorem called the Central Limit Theorem that states
that it is possible to fit a normal distribution approximately when a sufficiently large data
set exists. There are also normality tests that can be used for determining whether a data
set has a normal distribution or not. Minitab software is a user-friendly tool for those who
would like to use it for normality tests and calculate normal distribution values.
32
2 Basic Statistics
2.4.2
Other Distributions
Some of the other continuous distributions that are frequently used in applications are the
following:
a. Uniform distribution,
b. Exponential distribution,
c. Gamma distribution,
d. Weibull distribution, and
e. Lognormal distribution.
We leave it to the readers to research these distributions and find out the details on the
uses of such distributions as these distributions are likely to require more mathematical
background.
2.5
Exercises
Exercise 2.1 The OpCorp manufacturing uses a particular part during production. The use
of this part in the production appears to be normally distributed between 40 and 150 items per
day with an average of 60 items used per day and a standard deviation of 30 items used per
day. Calculate the probability that less than 130 items can be produced by the manufacturer
by using this part.
Exercise 2.2 Suppose an engineering technician collected the following data representing
the good items produced while operating a certain machine after beginning to work on a
specific day:
Data
A
B
C
D
1
5
10
15
20
2
52
55
112
88
Calculate the following:
a. Mean,
b. Mode,
c. Median,
d. Range,
e. Standard Deviation, and
f. Variance.
2.5
Exercises
33
Exercise 2.3 Suppose an engineering technician collected data from 1 to 50. Apply the
method used in Example 2.4 to subdivide the data into groups and structure a graph like
Example 2.4, where a distribution is similar to a normal distribution (you do not need to
identify if a normal distribution can fit the data or not).
3
Defining the Six Sigma Project
The formation of a Six Sigma team depends on the project’s scope, and the executives’
and managers’ essential view of the project. Personnel choices for such a project are done
either internally or externally (by a Six Sigma professional or a consultation company.)
Potential member choices for a project can include the following:
.
.
.
.
.
.
Engineering technician(s),
A stakeholder for the project (such as a manager),
Master black belt or green belt Six Sigma certified person(s),
Finance personnel,
Engineer, and
Other key personnel taking place in the operations (if applicable).
Example 3.1 Suppose an engineering technician works on the development of pins that are
shown in Fig. 3.1.
As can be seen from this image, there are several issues with the production of the
pins that indicate improvement opportunities on the following considerations:
.
.
.
.
.
Cylindrical structure’s height,
Outer circle width,
Outer circle length/radius,
Outer circle’s top region machining design and dimensions,
Inner circle width,
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_3
35
36
3 Defining the Six Sigma Project
Fig. 3.1 Pins that are stored in
a bin with a variety of
dimensions and sizes
. Inner circle length/radius, and
. Inner circle’s top region machining design and dimensions.
There are many projects that can be defined based on the above-mentioned information;
however, we will provide only one of them. A typical approach in business is to give
priority to the high costing issues to define a Six Sigma project’s scope and the image
indicates that the variational size of the inner radius is the main problem in the production.
Hence, we can define the problem as follows:
Define. (Additional facts about the production.) The pins manufactured for placement in
product x are determined to have a high variation in inner circle radius and pose a high
cost with a defect rate of y%. What needs to be done to minimize this product’s defect rate
while no additional cost- and quality-related issues occur in the product?
Goal. Propose Six Sigma solutions to the customer and implement the solution favored
by the customer to minimize the defect rate while keeping the cost per pin as low as possible
and maintaining (or bettering) the quality of the pins based on CTQ.
Additional facts about the production include but are not limited to the following:
.
.
.
.
.
.
Size of the operation,
Number of operators,
Number of machines,
Number of items produced,
Cost per item, and
Existing defect rate.
3 Defining the Six Sigma Project
37
In this case, it is essential that the Six Sigma team learns and comprehends all the steps
taking place in the pin production from the beginning to the end. An example of process
steps for the pin manufacturing process is the following:
. Step 1. Cut metal sheets into thin strips.
. Step 2. Thin strips are then formed into shapes using presses or forming machines with
water jets or lasers for cutting and forming operations. This stage appears to be a very
rigorous stage.
. Step 3. After shaping the metal, the polishing stage is completed before being painted
or coated with other materials such as epoxy or enamel paints.
. Step 4. Paint (or coat with other materials such as epoxy or enamel paints).
. Step 5. If applicable, apply anodizing to create colors on metal surfaces through an
electric current through an electrolyte solution such as sulfuric acid. The resulting
color depends on the size of the cathode particles contained in it.
. Step 6. End pin production process.
One very helpful in the details of this process would be to include images for each step
if possible. Including waste images for the types of waste can also help to visually help
the audience understand the type of defect and locations where it may occur.
Example 3.2 A label printing manufacturer wants to improve operations based on the
following set of performance indicators to be measured by engineering technicians with the
recording of the following:
.
.
.
.
.
.
.
.
.
.
.
.
Date,
Type of operation,
Good production quantity,
Total production quantity,
Total hours spent on the operation,
Actual hours that the machine runs for the operation,
Estimated product value,
Percentage of uptime,
Percentage of changeover,
Percentage of planned downtime,
Average production speed, and
Average production value per hour.
Just like the previous example, it is possible to define many projects by using this information;
however, we will focus on the percentage of bad production quantity improvement that is
not listed above. In certain cases, it is possible to use several performance indicator data to
find information for the goal. In this case, it is easy to see that
38
3 Defining the Six Sigma Project
Fig. 3.2 Kick-off meeting’s
essential elements
Bad quality production quantity = (Total − Good) production quantity
Using this information, one way to define the problem is as follows:
Define. (Additional facts about the production.) The manufacturer aims to reduce the
bad quality product that occurs due to several issues that have not been fully identified.
How can Six Sigma techniques be applied to eliminate quality-related defects by using the
operational data?
Goal. Use the operational data and appropriate Six Sigma techniques with additional
data collection to eliminate quality issues based on CTQ.
It is essential to note that a Define phase requires more information on the data collected
and expectations of the customer from defect rate and cost perspectives. It is important to
keep in mind that these expectations should be realistic and completed within the project’s
expected duration and budget.
After identification of the essential personnel to work on the project, the team members
need to be gathered in an initial meeting that is called a “Kick-off meeting” to discuss the
project’s scope and some of the details. Even though it is called a Kick-off meeting, it can
be a set of meetings to finalize the initial important elements of the project. During such a
meeting, the following need to be identified as shown in Fig. 3.2.
. Project Charter. This is one of the concepts to be covered in this chapter. The project
charter relates to gap closure as it needs to be updated with the progression of the project
and the issues that may occur during the progress of the project.
3.1
Introduction
39
. Project scope. The main scope of the project is different from the definition of the
problem to be stated in the Define phase.
. CTQ. Customer’s quality expectations.
. DMAIC steps. An overview of the potential DMAIC steps to be followed based on the
initially known scope of the project. This may need to be updated later throughout the
project’s progress as there may be changes in the project’s scope
. End goal. What is the output expected by the customer and what is the end goal of the
project?
. Realistic timeline. What is the timeline for the project? This is also covered in the
project charter. To meet the expectations of a customer when the timeline is short, it may
be essential to adjust/increase the number of Six Sigma team numbers to speed up the
project’s progress is applicable.
. Outcome’s impact. What are the expected impacts of the outcome for the customer and
how these expectations should be reflected in the outcome.
. Project needs. Any internal and external project needs to be identified based on the scope
of the project.
. Gap closure decisions. Existing and needed resources for the completion of the project
need to be identified to close the gap from a resource perspective. Such a gap closure
also includes the gap closure for quality, technology, staff needs, etc. that depends on the
scope and goals of the project.
3.1
Introduction
Define is the first phase of the DMAIC approach in Six Sigma. Steps to be followed
might be well known and implemented while producing an item or providing a service
in a business; however, this doesn’t indicate that the customer would be willing to pay
for all the services provided if these activities do not add value to the product. Activities
that the customer will not be willing to pay for (NVA) can be realized only by observing
and evaluating the process carefully. The problem should be stated clearly, and details of
the process should be documented by using diagrams. These diagrams can be structured
depending on the waste considered.
Example 3.3 Suppose the aim is to determine the motion waste in a factory and reduce this
waste where operations require employee and forklift movements. Even though operations
might be working properly in this work environment and production continues smoothly,
it is possible to document the movements of employees and forklifts by a diagram called a
spaghetti diagram; a diagram drawn to sketch the movement flows in a workplace. Sketching
the diagram would clearly show the inefficient movements in the work environment.
40
3 Defining the Six Sigma Project
The following steps are the highlights of the Define phase:
. Operations can be sketched on a paper by using symbols (icons), where the flow of
the operations can be clearly explained on a diagram.
. The actions (such as shipping, manufacturing, and production) taking place in the
process can be placed on this map. The amount of time it takes to complete these
actions should also be placed on the map.
. Determine the weaknesses in the processes based on the waste categories.
. VA and NVA activities should be determined and clearly indicated on the process map
based on the weaknesses determined.
. Use documentation to explain where, when, how, and by how much there can be
improvement in the process.
. Clearly sketch the locations of determined improvements on the operation map by
using an icon.
. Determine how much value the potential improvements can add value and eliminate
NVA to the current operations.
The following tools are used during the Define phase to complete the steps above.
.
.
.
.
.
Value Stream Mapping,
IPO diagram,
SIPOC diagram,
Project charter, and
CTQ tree.
During the Define phase, the problem is identified after making sure that the right project
is selected for improvement. This selection usually depends on the leader of the top
management or sponsor of the Six Sigma project. Reducing costs is one of the main
project topics in Business. During the Define phase, it is important to characterize the
following for the project:
1. Purpose,
2. Coverage,
3. Objectives,
4. Expected outcome,
5. Budget,
6. Resources, and
7. Lead time.
The role of the diagrams during the Define phase has an important impact on the outcome.
3.2
3.2
IPO Diagram
41
IPO Diagram
IPO diagram is a basic diagram to visually represent the work progress in simple terms.
In this diagram, the customer and the supplier are not considered as a part of the work in
progress.
. I: Input,
. P: Process, and
. O: Output.
The following steps can be followed to be able to sketch an IPO diagram:
. Step 1: Choose a process to be improved.
. Step 2: Improvement in the chosen process is a success only when the output (i.e.,
product/result obtained from the process) is valued by the consumer/customer. Therefore, it is important to determine the quality conditions of the end product that will be
valued by the customer. These quality conditions are called CTQ.
. Step 3: Determine the input requirements based on the CTQ determined in Step 2 and
sketch an IPO diagram with details outlined for each one of I, P, and O (just like it is
shown in Fig. 3.3.).
Fig. 3.3 Steps of IPO diagram for making a bread with the flow for CTQ to be progressing from
output to input and workflow to progress from input to output
42
3 Defining the Six Sigma Project
The following diagram is a simple example of inputs used for making a bread and the
output attained as the bread. As can be seen, the workflow is progressing from Input to
Output while the identification of CTQ conditions depends on the reverse of the workflow
(i.e., from Output to Input) as the feedback would be attained from the customer based on
the Output quality. For instance, when you bake a bread for the first time, the customer can
provide feedback based on the tested bread and comment on what needs to be improved.
This would mean modification of the process first and identification of the input based on
the modified process steps.
The information flow initiates with what output requires and workflow initiates with
input. In this progress, customers and suppliers are not active members of either flow for
production or service as a part of IPO while in reality they can be a part of it. A SIPOC
diagram is a diagram that needs to be considered when there is active involvement of the
Customer and Supplier to be explained in the next section.
A CTQ tree that is driven by the Voice of Customer (VoC) helps to make a connection
between the CTQ and the needs of the project through the drivers that take place in
between the two. It is a good tool for identifying improvement opportunities based on
the CTQ information attained from the customer and possible root causes for issues that
occur based on the “needs” analysis. Figure 3.4 is an example of a VoC illustrating the
concept.
Fig. 3.4 CTQ tree structure that depends on the voice of the customer
3.3
SIPOC Diagram
3.3
43
SIPOC Diagram
An SIPOC diagram is constructed like an IPO diagram; however, the information flow is
a cycle that differentiates an IPO diagram from a SIPOC Diagram.
.
.
.
.
.
S: Supplier,
I: Input,
P: Process,
O: Output, and
C: Customer.
In a SIPOC diagram, the customer is the one who actively determines the CTQ conditions.
The following steps create a cycle for CTQ conditions:
. Step 1: Initial information received from the customer defines the CTQ conditions for
the Output.
. Step 2: The output determines how the process should be managed for the expected
conditions.
. Step 3: The process identifies the conditions for the input to satisfy.
. Step 4: The input uses the specifications received from the process to determine the
supplier.
. Step 5: A supplier is determined based on the specifications and workflow initiates to
complete the product.
. Step 6: The customer can add new CTQ conditions to the output with newer
information which will result in repeating the cycle steps 1–5.
Figure 3.5 demonstrates the SIPOC cycle that can be used as a template with each element
of the SIPOC step to be listed during a presentation. This cycle starts with the customer
initially; however, the progress of the cycle does not have a cyclic behavior except the
first time that this cycle is fulfilled only once, meaning it does not follow the order S-IP-O-C all the time after the first round. For instance, after S-I-P-O-C steps are applied,
the customer’s modification request may be related to input rather than process; therefore,
the input phase would need to be visited first to modify the process. This cycle ends once
the customer is satisfied with the CTQ conditions for the output.
44
3 Defining the Six Sigma Project
Supplier
Input
Process
Customer
Output
Fig. 3.5 SIPOC cycle with the beginning of the cycle initiating with the Customer
Information Flow for CTQ
Supplier
Input
Process
Output
Customer
Workflow
Fig. 3.6 SIPOC diagram with the information flow direction for attaining CTQ and workflow
SIPOC and IPO have the same information flow and workflow as shown in Fig. 3.6.
It is possible to make a connection between the SIPOC diagram and a flow diagram
that illustrates the flow of the work from the beginning to the end as demonstrated in
Fig. 3.7. Such a mapping can help to identify the details of SIPOC and where the process
mapping makes a connection for the project.
The process mapping shown in Fig. 3.7 has a flow diagram structure to be explained
in the following section.
3.4
Flow Diagram (Chart)
45
Fig. 3.7 SIPOC diagram in relation to the process mapping with the flow
3.4
Flow Diagram (Chart)
A flow diagram is a representation of a process during the production/service from top to
bottom by using the following universal symbols:
Elliptic Structure: Indicator of the beginning or the end of the
process.
Circle: A connector between pages or parts of a flow diagram with a
number letter in the middle.
46
3 Defining the Six Sigma Project
Rectangle: A step in the process.
Diamond: Used for decision-making that is involved in the process.
Pointer: Pointer in the general process flow.
The following steps need to be taken by the team members of the project to be able to
construct a basic flow diagram:
. Determine the beginning and the end of the general process based on the goal of the
project.
. Determine the major steps of the process flow from top to bottom.
. Determine the key steps in the process where decision-making is involved.
. Use the universal symbols to be able to generate the flow diagram.
A flow diagram represents the summary of the entire process flow with decision-making
steps included from the beginning to the end of the general process. It is a very effective
way to outline SIPOC elements, however, inexperienced flow diagram developers need to
be careful about the accuracy of the steps outlined in the flow diagram with the correct
placement of flow steps and the decision-making steps’ specifications. Based on experiences, the following are essential to pay attention to during the development of a flow
diagram for it to be a successful one:
.
.
.
.
Meaningful beginning and ending elliptic symbol text;
Right choices of symbols reflecting the intended meaning;
Right short phrases to be placed in the symbols;
Correct step selection (not every detail; the right number of steps that play a key role
in the project);
. Correct decision-making steps.
Example 3.4 Suppose you intend as a part of a Six Sigma project (not the project itself)
to redesign an inventory database for the tools used for the production of an item by a
manufacturer for a certain operation.
3.4
Flow Diagram (Chart)
47
Creating a tool
inventory for the
company
Use a computer program to generate the database
Enter the database categories
Enter the data in the database
No
Database entered
right?
Yes
Database
complete
In a more structured form, it is possible to design an activity flow diagram that is the
same as a flow diagram with all activities designed for the operations taking place around
the work to be done. It can be viewed as a larger scope flow mapping that can include
additional operations that can impact the project indirectly. The following image is an
example of such a mapping that can be designed with the operations color-coded based
on the locations where they are completed (Fig. 3.8).
48
3 Defining the Six Sigma Project
Fig. 3.8 An example of an activity flow mapping template that can outline one or more operations
3.5
Business Process Mapping
Business process mapping is a visual representation of all the steps in a process from
the beginning to the end. This approach requires a detailed look at the production/service
from top to bottom. Noting that there are several details included in the production/service,
business process mapping should include the following details at each step of the process
during the production:
.
.
.
.
.
.
.
Beginning of the process,
How long it takes to complete the sub-processes at each level,
The cost of the process at each level per unit of time,
Total cost of the entire production,
The duration of the entire process,
The outcome of the process,
The unit in the business that deals with the specific sub-process.
3.6
Functional Flow Diagram
49
Fig. 3.9 VA, BVA, and NVA distribution of the steps of a flow
A more structured diagram of the general process from the beginning to the end is a
(Business) process mapping. A process mapping includes details of the sub-processes in
the general process and requires further explanation of the process that will be explained
in the next section.
Given that the development of a product may require several processes to interact and
run together, a flowchart may have a more complex form than the one displayed above.
For instance, Fig. 3.9 demonstrates the VA, BVA, and NVA of two inputs and three
outputs attained with the BVA activities outlined in the middle.
3.6
Functional Flow Diagram
A function in a business depends on the role of a unit within the organization. For instance,
the following are the typical functional units that exist in an organization:
.
.
.
.
.
.
Production,
Research and development (R&D),
Sales,
Marketing,
Human resources, and
Accounting/Finance.
50
3 Defining the Six Sigma Project
The meaning of function may change as the project changes due to the functional units
taking place in the operations.
A functional flow diagram is a flowchart that categorizes the flow diagram into functional units. The design of such a diagram is subject to the scope of the project and
specifications of functions considered for a project. For instance, if we take the pin
production example (Example 3.1) then we care about the operations, research and development, and raw material. Hence, we can categorize the functional units to be categorized
into the following:
.
.
.
.
.
Pressing,
Molding,
Die-cutting,
Pin research and development, and
Pin fabrication (if the production of pins is in bulk).
Just like in Fig. 3.9, a functional flow diagram can be split into multiple compartments
with the flow diagram elements to be placed in their respective locations as shown in
Fig. 3.10. The following is one way to design a functional flow diagram while color
coding of a flowchart by using a different color for each functional unit of the organization
is another way to design a functional flow diagram.
Fig. 3.10 A basic template for
a functional flow diagram with
three functional units
3.7
3.7
Project Charter
51
Project Charter
A project charter is a form for documenting the project with certain important aspects
including the following:
. Title of the project: A proper title for the project.
. Project goal. Expectation of the customer from the project.
. When the project charter is updated. The dates when the project charter was updated
last and updated previously. This might be a cause of changes in the project during the
Define phase.
. Relevant business unit. The department where the project is going to be implemented.
. Team members. Leader, sponsor, mentor, and members.
. Customer. Name of the internal or external customers.
. CTQ conditions. Expected quality conditions of the customer.
. Project description. A brief description of the project.
. Project scope. Detailed explanation of the project based on the goal and the title of
the project.
. Budget needed. Expected cost of the project to the customer.
. Beginning/end of the project. Expected beginning and end dates of the Define,
Measure, Analyze, Improve, and Control phases during the project.
. Expected improvements. Brief explanation of the expected improvements resulting
from the completion of the project.
A project charter is necessary for formal communication among the project team members and the customer during the Define phase of DMAIC. Even though the customer
would have certain expectations, it is natural for the project charter updated at least once.
Therefore, the project charter needs to be updated during the Define phase of the project
implementation if there are changes. Even though there is an expected end date, this date
can change unless the customer requires a “must-end” date. The information determined
for the project charter mainly consists of expected improvements, therefore, it is open to
changes. The only case when it may not change is when the terms are fixed by the customer and the project must be finished under those conditions. For example, a customer
might require a project to be completed in a month with a budget of 1 million dollars with
certain CTQ conditions. In this case, these conditions are “musts” for the project from the
customer’s point of view at the beginning of the project during the Define phase, however,
the project goal may not be achieved. Changing the project charter does not add value to
the project since it takes time to change it however it can be a “must” during the project
phase. The project charter is not used after the Define phase of DMAIC.
52
3 Defining the Six Sigma Project
3.8
Spaghetti Diagram
A spaghetti diagram is a sketch of the material/employee movement flow in a work environment. In a work environment, there is daily movement of employees and materials
during the production of an item. In many businesses, these movements are repeated many
times a day and repeated every workday. An improvement in this movement flow can add
big value to the process; however, guessing what might be a potential improvement is not
enough; it should also be observed and documented. Ways to improve the workflow are
possible by observing the movements of the materials and/or employees. These movements should be sketched on the map of the workspace. This observation should be done
for each process completion cycle and this cycle should be re-observed to make sure that
movement flow observed at the first time is proper. These movements can also be video
recorded and sketched. Spaghetti diagrams can be used for both Kaizen events and Six
Sigma projects. For example, possible improvements in the workplace after sketching a
spaghetti diagram and making the necessary changes can include the following:
. The distance between two machines where the input of one of the machines is the
output of the other machines.
. The quality of the items produced by the machine is based on the CTQ conditions.
. Operation hours of the machine will be used during the production of the items. For
example, a machine might be working 8 h a day because of heating problems; however,
relocation of the machine to a fan can increase the work hours to 10 h since the cooling
problem can be.
. The distance traveled by the employee from one place to another to
– Operate a machine;
– Pick up the inventory to be used in the process;
– Collect data.
Figure 3.11 is an example of a spaghetti diagram in a workplace with 6 different colors
representing different locations in the workplace. Examples of such locations can be the
following:
.
.
.
.
.
.
Offices,
Machines,
Storage areas,
Warehouses,
Buildings, and
Facilities.
The curves can represent the pathways of the moving entities; such entities can be the
following:
3.8
Spaghetti Diagram
53
Fig. 3.11 Spaghetti model based on the grouping within the work environment
.
.
.
.
.
Employees,
Forklifts,
Trucks,
Document flow, and
Material flow.
The color coding is designed to indicate different units where the flow of entities occurs.
For instance, during daily operations, it might be difficult to observe that the tables
affect the pathways of the employees, and the pathways of the employees are not on
a straight pathway necessarily. Relocation of the tables can result in straight pathways
between the operating machines and shortening the pathway; Therefore, it is possible to
decrease the distance traveled by the employees by making these curved pathways straight
pathways. It is important to mark the new pathway on the ground with highlighted arrows
to indicate the pathway. This improvement yields time and cost savings for the business
and reduces the possible stress that the employees may have due to the walking distances.
54
3.9
3 Defining the Six Sigma Project
CTQ Hierarchy Tree
A CTQ tree is a hierarchy structured tree that describes the critical components of the
process that the customer values as quality categories in the product. A CTQ tree usually
contains general and specific customer requirements. These requirements depend on the
output of the process that the customer values the most. These quality categories of the
output are the categories of the CTQ tree that are determined by the customers. Determination of possible quality categories can be done by collecting data from customers.
Analysis of this collected data would indicate what customer values the most in the output; therefore, the CTQ tree structure is also used in the Analysis phase of DMAIC. The
first level of the CTQ tree is the most general expectation of the customer from the output.
As many as the CTQ tree levels are branched, as much as the customer expectations from
the output of the process are specific. Some of the important questions while structuring
a CTQ tree should include the answers to the following questions:
. Who is the customer?
. What is the most general expectation of the customer from the output? (i.e., What is
the Level 1 category for quality?)
. What are the subcategories of the Level 1 category for quality? (i.e., What are the
Level 2 expectations of the customer?)
. What are the subcategories of the Level 2 category for quality? (i.e., What are Level 3
expectations of the customer?)
. If Level 3 expectations are fulfilled, then determine whether there is a need for the
Level 4 in the CTQ hierarchy tree and continue building the tree if other levels are
needed.
Example 3.5 Suppose the goal of our Six Sigma project is to reduce the cost of a jean’s
production. The following CTQ hierarchy tree structure starts with Level 1 representing the
highest level purpose. The two possible cost reductions at the second level are employee and
fabric cost reductions which are associated with Level 1. Level 3 of employee cost reduction
is further broken down into two observed cost reductions that included “machine operator
hour” and “machine cleaning.” Fabric cost reduction has only one-third level element that
is observed to relate to jean type 4’s fabric cost reduction. Figure 3.12 is one way to design
such a tree structure.
The levels (i.e., depth) of the CTQ hierarchy tree depend on the scope of the project
and will be based on how detailed the project needs to be structured.
3.10 Value Stream Mapping—Initial Phase Defining Operations
55
Level 1:Jean Cost
Reduction
Level 2: Employee
Cost Reduction
Level 3: Machine
Operator Hour
Reduction
Level 3: Cleaning
Machine Hours
Level 2: Fabric Cost
Reduction
Level 3: Jean type 4
fabric cost reduction
Fig. 3.12 CTQ hierarchy tree for a jean production example
3.10
Value Stream Mapping—Initial Phase Defining Operations
The initial phase of a Value Stream Map (VSM) is a sketched map of the current operations in the workplace laying out the current operations by using icons. It makes sense to
sketch a VSM with meaningful icons representing
. All the operations such as shipment, production, and inventory management.
. Customer, location of inventory, supplier, shipment method (airplane, trucks…), etc.
. The amount of time spent during each step.
VSM should include the lead time (i.e., total time spent to reach output from supplier to
the customer), value added, business value added, and NVA with the corresponding time
frames pointed out.
The following are the universal icons used for structuring a VSM:
.
Icon demonstrating operator. Information that can be added with this
icon include the following:
. Number of operators,
. Number of shifts, and
. Number of hours per shift.
56
3 Defining the Six Sigma Project
.
Icon representing customers and suppliers.
.
Icon used for displaying information.
.
Icon representing Step 1 of the process and the name of the process.
The following image is an example of the typical way the information is included for a
process in VSM:
.
Icon to be placed for indicating improvement in the location on
VSM where applies.
3.10 Value Stream Mapping—Initial Phase Defining Operations
.
57
Icon to be used for explaining data such as the following:
.
.
.
.
.
.
.
Number of operators,
Cycle time/set up time/uptime,
Number of shifts,
Batch size,
Lean Six Sigma process,
Work in process, and
Percent of defects.
.
Icon used for indicating existence of inventory, quantity of
items and number of days can be included.
.
Icon used for truck transportation.
.
Icon used for transportation via ship.
.
Icon used for transportation via airplane.
.
.
.
External transportation to indicate finished goods’ movement
from supplier to the company and movement to the customer.
Material movement using the “push logic”: Produced material
is sent to the next step in the process even when it is not needed.
Information flow is electronic.
Information flow is manual (e.g., scheduled production).
.
Icon used for indicating safety stock or buffer.
.
58
3 Defining the Six Sigma Project
.
A supermarket icon which is a controlled inventory that can
be placed in places where items are needed for workers to
store specified items and visit to shop for these items. Typically established between upstream and downstream when the
inventory storage is unnecessary due to the active flow of items.
.
Pulling material through the withdrawal method.
.
First-In-First-Out logic for item flow.
.
Level load production icon to indicate leveling of production
quantity rather than batching.
.
Visual inspection and scheduling for inventory-level inspections.
.
Indicator of lead time that is derived by using VA and BVA, and
NVA times. The total of VA and NVA are typically entered at
the end of the lead time of the entire map.
.
Kanban post. Kanban is collected to be taken from material
handler to replenish processes.
.
Withdrawal Kanban for transfer parts from location to location.
.
Production Kanban for upstream to produce what is needed.
.
Signal Kanban is used for signaling the need for a new batch’s
production due to reaching the re-order point.
A basic VSM can be structured on a white or blackboard. One other way to design a
VSM is by using web-based resources or designing your own VSM by using universal
icons be explained below. Figure 3.13 is an example of such a VSM generated as a part of
a Six Sigma project that misses numerical data. The following is an example of a process
box.
The second phase of the VSM is the improvement phase where all possible improvements should be pointed out (sketched) in the initial phase. The third phase of the VSM
is the last phase, where the improvements are applied to the initial phase of VSM that
forms the new business strategy.
3.11
Kano Model
59
Fig. 3.13 A VSM’s initial phase without any numerical values outlined on the image
3.11
Kano Model
Kano model is used for the visual representation of how much the customer is pleased
with the actions taken in the process. There are three levels of customer satisfaction:
. Delighters,
. Satisfying, and
. Dissatisfying.
Some of the actions taken in the process have higher priority than the other actions based
on how much the customer values them:
. Some of the sub-processes in the general process must be improved from the customer’s perspective; therefore, they have the top priority on the list of satisfaction. The
customer wants to see improvement in these areas of the process for sure!
. Some of the sub-processes in the general process can be improved from the customer’s perspective; therefore, they are placed second in the priority in the list of
improvements. If there is more improvement in this area, then customer satisfaction
will increase.
. If there is an improvement in a specific area of the process that the customer was not
expecting to see improvement, then it is called delighter. It adds value to the project
and results in a happier customer since satisfaction was not expected in this part of the
process.
60
3 Defining the Six Sigma Project
Fig. 3.14 Kano model dimensions that depend on the satisfaction and realization of the project
Example 3.6 A Kano model can be constructed by collecting data from users of a certain
item to determine what customers expect more from the item. Possible improvement areas
can be determined in the process and the degree of customer satisfaction can be determined
(Fig. 3.14).
3.12
Exercises
3.1. Suppose the idea is to work on improvement of operations that follow the following
in the order from top to bottom:
.
.
.
.
.
.
Withdrawal of the raw material from the inventory.
Stamped by a press.
Groove rolled.
Sent outside the facility to be washed and heat treated.
Returned to the facility for inspection.
Shipped out to the customer.
3.12
Exercises
61
The associated operations are the following:
.
.
.
.
.
.
The operator has to walk through the facility to the parked forklift.
Drive the forklift back to the press.
Lift the container of parts up.
Place it on an elevated platform.
Return the forklift to its parking spot.
Scoop parts into the hopper of the reed roller just to get the parts running through the
next process machine that is about 10 feet (about 3 m) away from the press.
The customer is interested in the automation of the operations that take place in the
transfer of items from one place to another. It is recognized by the customer that the
adaption of technology to transfer parts from one place to another can be initially costly
but time-saving in the long run and can help the operators stop operating the forklift.
Answer the following based on the given information with your explanations of what
you assumed when needed:
a. Who should be on the Six Sigma team? Please explain your response briefly.
b. What additional information would be needed to collect data in the measurement
phase? Please explain your response briefly.
c. Design a flowchart that outlines the operations.
d. Design a business process map.
e. Design a functional flow diagram.
f. Design a value stream mapping’s initial phase to lay out the operations without the
times and numerical values assigned to the operations. Please explain key elements
taking place in the VSM (if applicable.)
g. Design a CTQ hierarchy tree with an explanation of the elements taking place in the
tree. Please explain your response briefly.
3.2. Suppose a Six Sigma team is working for a company that targets to automate a
certain part of the operations and the following business flow mapping is designed by the
team for the project.
62
3 Defining the Six Sigma Project
Answer the following based on this flowchart and what you learned throughout this
chapter.
a. Do you think this flowchart is properly structured? If it doesn’t then what are the key
elements missing? Please explain your response briefly.
b. Define the Six Sigma project by using the information given in the flowchart.
c. If you would want to design a VSM, what additional information would be needed?
Why? Please explain your response briefly.
d. Can we design a CTW hierarchy tree based on this information? If we cannot then
what additional information is needed?
e. Do you think the flowchart outlines any level of CTQ? Do we need to know more
details about the CTQ? Please explain your response briefly.
f. Is it possible to design a functional flow diagram by using this information? If it is
then structure one; if not, then what additional information do we need? Please explain
your response briefly.
g. Is it possible to design a business process map by using this information? If it is then
structure one; if not, then what additional information do we need? Please explain your
response briefly.
3.3. The following SIPOC diagram is designed by a Six Sigma team. Answer the questions
below that relate to this presented SIPOC diagram.
3.12
Exercises
63
a. Identify if each one of the SIPOC sections contains meaningful information. If they
don’t, then what should be expected to be listed in this section. Please explain your
response briefly.
b. Can you explain the workflow and the information that exists in this SIPOC? If you
cannot then what do you think needs to be done? Please explain your response briefly.
4
Measure
4.1
Introduction
In the Define phase, we covered how important it is to first define and identify the basics
of what is necessary to initiate a Lean Six Sigma project.
• Identification of the
– Customer;
– Lean Six Sigma team members;
– Problem: Process to be improved with the highest possible customer satisfaction;
– Expectations from the beginning to the end of the DMAIC application.
• Short but detailed documentation of the observations.
Measure phase of DMAIC is the preliminary chapter for data exploration and assessment.
Critical data collection decisions need to be made in this part of the Six Sigma approach.
Therefore, it is important to understand the nature of the project and how it works for the
existing system in place.
Every system has its own rules and dynamics, and as an engineering technician, you
know the space that you are stepping into with your expertise and yet you may also have
some practical knowledge in the area that you are about to explore. The first and most
important question that you need to ask yourself in this section is the following:
What is the infrastructure of the system that I am about to start working on and how can I
understand it better to be able to analyze and improve it?
The next most important question is the following if there is no data collected:
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_4
65
66
4 Measure
How can I collect the data to be able to analyze and improve this system based on the KPIs
either I determined or provided by the customer in the Define phase?
If there is data collected and shared with you then you will need to ask the following:
Is the information shared in the data matching with the KPIs that I identified or shared by the
customer for solving the problem in the Define phase and how can I understand the nature of
the collected data?
Even if the data is collected and shared with the Six Sigma team, then the team needs to
understand the system dynamics and the places where KPIs are collected and the roles
of the KPIs in the performance of the system. In the case when the KPIs shared in the
data mismatch with the KPIs you identified, then the data may not be useful for solving
the defined problem. It is essential to start looking into the details of what is needed
and how you can identify them. The above-mentioned questions are very important and
drive the entire project’s scope and outcomes. Sometimes you need to live in the world
of the collected data (or the data to be collected) to learn and understand its dynamics.
If you don’t have the gut feeling of how the data and the environment are related, then
you cannot necessarily move on to the analysis and improve phases. You need to get your
hands dirty and spend time on the data collection even if data exists!
If you are the person who is operating the system, then your experience and prior
knowledge may take care of living in the world of the system; however, even existing
data for the same system may have a different nature than what you expect to see. It is
always important to approach the data collection methodology with caution. In general,
the following are some of the important and key considerations that one needs to keep in
mind during the data collection period.
• Communicate with the customer to determine what needs to be improved and collect
data.
• Watch, study, learn, and document a working system in progress that is required by
the customer to be improved.
• Determine which concepts to be covered during the MAIC phases (Measure, Analyze,
Improve, and Control) in detail.
• Determine who will be involved during the improvement.
• Documenting the necessary “work in progress.”
In this section, “Measure” of the DMAIC approach in Six Sigma will be covered. As
the name itself suggests, Measure is used to measure what is collected during the Define
phase. We will first cover how to collect data (i.e., sampling). To be able to determine
the behavior of the collected data and calculate the necessary expectations toward general
process improvements that involve uncertainty, it is important to use statistical tools, and
use charts and diagrams to be able to determine certain aspects of the general process
4.1
Introduction
67
to be improved. The charts and diagrams that we’ll cover in this chapter include the
following:
•
•
•
•
•
Histogram (Bar chart),
Time series plot,
Pie chart,
Box plot, and
Pareto chart.
In the data collection period, there are several key factors that one needs to pay attention.
The following image demonstrates these key factors that one should keep in mind during
the data collection period.
To be able to start collecting data and having a proper structure, the following are the
factors that follow Fig. 4.1.
• Data Type. What type of data needs to be collected? The following are the data types
that we would use in this work:
– Qualitative data. Type of data collected that has verbal or non-numerical nature.
Surveys,
Interviews, and
Verbally collected data.
Fig. 4.1 Elements of data collection for the project
68
4 Measure
– Physical component data. Physical data collected from the system. For instance,
a machine can be considered as a system on its own with the types of defects that
are coming from the machine can be grouped into different categories. One needs
to be careful about physical component data collection because it could be not only
time- and space-consuming but also overwhelming to group the data into different
categories.
– Image data. The collection of the image data would be particularly helpful in the
case when physical data cannot be collected. It is essential to not forget that the
images can occupy a lot of space and could be challenging to group into different
categories. It is ideal to collect the optimal number of images in order to be able to
demonstrate the issue that needs to be demonstrated.
– Quantitative data. Numerical data.
Regardless of the data collection method, one needs to first get permission to collect the
data and also find out the storage and sharing rights with specific groups. It can put the
Six Sigma team in trouble if such permissions protocols are not followed.
The following is an example of data collected during a Six Sigma–Black Belt project
by a company from a particular machine.
Example 4.1 The data provided below in the image (Fig. 4.2) is an example of qualitative
and quantitative data that a Six Sigma team can use. The purpose of the project was to
identify the issues existing within a company on a certain machine and the time it takes to
fix these issues. It is possible to collect defect data in this fashion and store it in a useful
structure such as Excel that the team can use for the project. A smart way to collect such
data is by using digital forms such as Microsoft Data Gathering; however, such a method
would require the availability of technology handy within the work environment to be able
to record the data. There are other digital forms that can be used with further data analysis
capabilities that interested persons can find out through a web-based search.
Fig. 4.2 An example of a survey data gathered that contains both qualitative and quantitative data
4.3
Data Collection and Sampling
69
Production
16
Car body parts in millions
14
12
10
8
6
4
2
0
9_15
16_22
23_29
30_36
37_43
44_50
51_58
Grouped number of car parts produced weekly
Fig. 4.3 An example of a production distribution based on the specified input and output
4.2
Distributions’ Use for Measurement
It is essential to use statistical distributions for displaying measurements. The following
is an example of such a display.
Example 4.2 The following bar chart is based on the data provided in Example 2.4 (Fig. 4.3).
4.3
Data Collection and Sampling
Data gathering is an important step in the Measure step of the DMAIC approach. Data
should be gathered from a population that represents the Six Sigma project goals. If
the size of the population under consideration is too big for data collection, then it is
important to choose a representative subset of the population for the data collection. A
representative subset of the population can be chosen by sampling from the population.
The sampling technique depends on the purpose of the project and the characteristics
of the population. Figure 4.4 below displays examples of sampling techniques. There are
two major categories of data collection techniques that branch out to several subcategories.
These two major categories are
70
4 Measure
Fig. 4.4 Brief explanations of simple, stratified, and topic-specific sampling techniques
• Random sampling,
• Non-random sampling.
4.3.1
Random Sampling
Random sampling is used for data collection in a population when random choice from
the population is necessary. Random sampling can be categorized into three:
(1) Simple sampling. Equal chance to be drawn in the population.
Example 4.3 Suppose the goal of a company is to find out the satisfaction level of its
customers and the problems that they face while using a specific computer product they
purchased. If there are 20 million users of the computer in the world, then randomly chosen
10,000 people can be a sample from the data. Each person is equally likely to be chosen for
the sample data.
(2) Stratified Sampling. Suppose the population is subdivided into groups. A certain
percentage of each population is considered for sampling in this sampling strategy.
4.3
Data Collection and Sampling
71
Example 4.4 Suppose the goal of a company is to find out the satisfaction levels of its
customers and the problems that they faced while using a specific computer product they
purchased from the company. The data will be collected from 3 different countries. Countries
and the number of users are the following:
• Country 1–5 million users,
• Country 2–3 million users, and
• Country 3–2 million users.
Therefore, the population size is 10 million. If the company wants to find out the problems
and satisfaction levels of 1 million customers by stratified sampling, then the following are
the sample sizes and the corresponding countries:
• Country 1–500,000 users,
• Country 2–300,000 users, and
• Country 3–200,000 users.
Simple sampling is used while collecting data from each country.
(3) Cluster Sampling. Cluster sampling is done by first grouping a population and then
choosing a group randomly among these groups. The grouping criteria should be
reasonable for the research purposes.
Example 4.5 Suppose the goal of a company is to find out the satisfaction levels of its
customers and the problems that they faced while using a specific computer product they
purchased from the company. Suppose there are 5 million users in the world and only 100,000
users will be chosen for the research. After choosing 5 groups of 100,000 different users,
cluster sampling requires choosing only one group randomly among these 5 groups to do
the research.
4.3.2
Non-random Sampling
Non-random sampling is used when the random selection is not required in the research.
This is particularly useful when the method of drawing from the data should be specific.
(1) Topic-Specific Sampling. If the research requires determining the characteristics of
a certain topic in the population, then only those members of the population dealing
with that topic should be considered for the research.
72
4 Measure
Example 4.6 Suppose there are 20 million users of a certain jean brand, but the customer
satisfaction is planned to be determined only for the blue jean users of this brand. By using
topic-specific sampling, only blue jean users should be determined which is the population
considered for the research.
(2) Subpopulation Sampling. Subpopulation sampling requires choosing a specific
number of items in equally divided time intervals.
Example 4.7 Suppose there are 20 million jeans produced every month in a factory and
the owner of the factory wants to determine the quality of the jeans produced by using
subpopulation sampling. The owner thinks it is enough to choose 40,000 jeans and the
sample collection should be completed in a month. Noting that 1 month is 30*24*60 =
43,200 min, there is one jean produced approximately every 13 s each month. Given that
we need to choose 1 jean of every 500 jeans produced (20 million divided by 40 thousand),
we can choose a jean for 500*13 = 6500 s which is approximately 108 min.
(3) Systematic Sampling. Systematic sampling requires following a specific pattern to
collect individual samples.
Example 4.8 Suppose there are 20 million jeans produced every month in a factory and
the owner of the factory wants to determine the quality of the jeans produced by using
systematic sampling. The owner thinks it is enough to choose 40,000 jeans and the sample
collection should be completed in a month. Noting that 40,000 jeans is 0.2% of the entire
jean population, every 1st and 501st jean of every 1000 jeans produced can be collected for
quality control.
4.3.3
Surveying and Determining Data Collection Components
Surveying is a technique that needs to be known and should be implemented properly.
When the word “surveying” is used, many of you may think of the typical or ordinary
surveys that are collected by agencies however we are referring to project-focused surveying that you need to generate as a Six Sigma member or leader. In addition to your
communication skills, you need to create a very basic/easy-to-fill-out survey that will help
you to get the most information that only relates to your project. You are expected to have
a strong understanding of how the data mechanism works through your observations (that
we mentioned at the beginning of the measure phase) related to the data and the project
owner (i.e., representative) of the company. A data set might be given to you as an Excel
spreadsheet, and you might be asked to analyze the data. The data set may or may not
have a nature that may require your observations because it may not be collected again
4.3
Data Collection and Sampling
73
but it would most likely require you to understand the nature of the data. In this case, you
would need to follow a top-down approach to be able to break down the components of
the project. For instance, suppose the data you are collecting has three different groups
and all groups have their own characteristics to be observed during your surveying. Your
survey questions need to be structured according to the groups and characteristics you are
observing. A survey to be given for data collection from an operator can be the following:
•
•
•
•
The time data collection was initiated.
The time the data collection ended.
Purpose of the data collection.
Circle one of the following observed:
Defect
Rework
Reject
• Explain the possible causes and the associated number of issues observed (it also would
make sense to provide a list of causes if they are well known so that the operator
doesn’t have to write out the details.).
• Attempted fixation techniques (if tried.).
Sometimes it helps to brainstorm with the Six Sigma group members in a board setting
just like it is shown on Fig. 4.5.
You can follow a top-down approach to structure a data collection plan (DCP). With the
end goals in mind, the survey collection group can be separated into subgroups and each
subgroup can receive their own questions related to their own duties. These responses can
be collected to understand each group’s needs, expectations, issues they are facing, and
concerns that directly relate to the project. You can also collect information on their best
practices and how they handle issues when they arise. This is because those who work
on the processes (such as operators or IT) may know how to solve the problem you are
investigating however somehow; they may not be involved in the solution to the problem.
There are certain basic survey rules that one needs to keep in mind:
• The survey needs to be simplistic; it should not contain too many questions or too
many open-ended responses.
• The priority should be given to short answer questions such as those with a Likert
scale of 1–5 (or 1–10) or yes/no type of questions.
• The question phrases should be short and clear for the audience.
• Each survey (if there is more than one survey) needs to be administered to a randomly
selected subgroup of each group and a selected number of the subgroup members
74
4 Measure
Fig. 4.5 Desired outcomes need to be determined if certain groups exist with the determination of
survey needs, expectations, issues, and concerns
should be interviewed regarding the effectiveness and length of the survey. The survey
needs to be edited and finalized by using the feedback from the members.
• An open-ended section should be available for surveyed personnel to enter their
opinions.
A certain/known amount of data should be collected. This number may require considering the project leaders’ goal, regulations, the periodic nature of the system observed, the
statistical measurement considerations, and some other technical area considerations.
The data collection planning methodology to be covered next is important for following
the appropriate steps with periodic considerations.
4.3
Data Collection and Sampling
4.3.4
75
Data Collection Plan (DCP)
Planning of data collection requires extensive number of organizational skills and asking
the right questions in the right place. One important aspect of data collection planning is
to design a method by which you would get the data you need for your analysis.
Another important aspect is dividing and conquering a process into subprocesses to
reduce waste in each subprocess, and therefore reducing the waste in the process. As discussed in the previous section, the survey you administer needs to ask the right questions
that relate to the end goal of the project to all relevant personnel. This is because you
need to understand the current systems’ capabilities (if not known and depend on people)
and associated numerical considerations. It is also important to split the data collection
into several phases based on the intensity (i.e., volume) of the process’ data and then split
the process into subprocesses.
For instance, suppose you want to improve the time a married person is spending
on grocery shopping and the person goes shopping with her two kids. Her husband also
knows how she shops because it does not change, and he has gone shopping with her many
times in the past. She makes a list every time before she goes to the same supermarket,
and she follows the list. She also knows what items are in the grocery store because she
has been shopping in this store for so long. This project would require you to ask the
right questions to the family members and derive logical outcomes. The process in this
case is a shopping activity that starts and ends at the family’s home and the subprocesses
would be
•
•
•
•
•
•
•
•
Shopping list preparation,
Leaving the house,
Driving to the supermarket,
Shopping at the supermarket
Payment at the supermarket,
Driving back to home,
Carrying the groceries into the house, and
Placing the groceries at the right locations.
All these subprocesses deserve asking 5W and How questions. For instance, let’s take the
shopping list preparation subprocess, the questions would be
• What items do you need to purchase and are they ready when you go to the shopping
center?
• How do you design your path of shopping in the store? (Are you keeping in mind to
order the items on the shopping list based on the isle categories of the grocery store
because you can waste a lot of time walking around isles to find items.)?
• Where do you place your shopping list? Is it accessible by everyone to enter needs?
76
4 Measure
• Who enters the items in the list?
• Why did you use the same method to prepare the list in the past?
• When is the right time to go shopping to see the end of your list?
Among all these questions, the isle categorization of the grocery list and traveling in the
grocery store to reduce the time of traveling might be the most important waste reduction
in this project. Other contributions could be organizing groceries at the cashier in such a
way that all freezer, refrigerator, and canned goods can be separated in the shopping bags
in the grocery store. Each one of the three family members can carry one of the category
items and place them in their corresponding location in the house. This may sound to
you very “robotic” with this example of a real-life situation, which is more of a social
event; however, real-life professional projects require such organizational methods to be
followed to reduce waste.
Returning to the professional examples, if the information is highly data dependent,
then you can ask a basic set of 5W and How questions on the data collection (if not
shared with you):
•
•
•
•
•
•
Where was the data collected?
What was the source of data collection?
How was the data collected?
When was the data collected?
Why is the method used for the way the data is collected?
Who collected and administered the data?
The discrete or continuous nature of the data is essential for the application. The classical
example of a continuous data type (or variable) is time and the discrete data type (or
variable) is countable objects such as people, number of servers and number of computers.
Most of the data you are collecting would have discrete nature; even sometimes the time
itself. A continuous variable could be assigned discrete values such as (1.472 s); however,
it doesn’t change its continuous nature. In this case, if you write a program and assign
values such as 1,2,…,20 for the time variable as the whole numbers, you can plot the
time in a discrete fashion; however, it still does not change its continuous nature. If the
data is not collected for you, then you will need a clear plan about how to collect it.
4.4
Charts and Diagrams
Charts and diagrams are particularly extremely helpful in understanding and visualizing
the nature of the data. We will cover the following in this section:
4.4
Charts and Diagrams
•
•
•
•
•
•
Histogram (Bar chart),
Cause & effect diagram,
Time series plot,
Pie chart,
Box plot, and
Pareto chart.
4.4.1
77
Histogram (Bar Chart)
Given a set of data points, it is possible to create subsets in the data set. A histogram
is a chart that represents these grouped subset data points as “bars” on the Cartesian
coordinates. A histogram is not only useful for the visual representation of a given massive
data set but also for statistical calculations. The visual representation of the data set by a
histogram yields to the way the data is distributed. This way it is possible to determine
how much
• The data varied from the average (mean);
• The variation within the data set (process).
In this section, we will cover an example that illustrates the meaning of a histogram with
detailed explanation.
Example 4.9 Suppose an engineering technician works on car body production. The technician is required to report the number of car parts produced every year and display the
outcome by using a histogram. There are 48 data points collected by the technician. Entering the data in Excel in a proper format is essential if it won’t be possible to enter it initially.
We then need to decide the subset formation of the data set. One way to form these subsets
is by making a personal choice to display the data. In this case, 7 subsets of the 7-point data
range seem to be reasonable to display a histogram. If the range was 212 data points, then
it might be reasonable to display 11 subsets with 19 data point range subsets. We first need
to calculate the data range:
Range = X max − X min = 58 − 9 = 49
The second step is forming the subsets of the data set. One way of forming these subsets
is by making a personal decision to display the data. Given that we decided to split the data
into 7 subsets, the following subsets can be formed:
78
4 Measure
If we rotate this figure, you can easily see that the following histogram is formed.
Recalling the graph of a normal distribution, the histogram indicates a normal distribution
behavior of the data. Considering how messy the data was displayed in its initial form, a
histogram is a neat way of representing the data in a different way (Fig. 4.6).
Car Part Production During Year 2022
16
CAR BODY PARTS IN MILLIONS
14
12
10
8
6
4
2
0
9_15
16_22
23_29
30_36
37_43
44_50
PRODUCTION'S QUANTITY GROUPING
Fig. 4.6 Production of car parts in millions based on the production quantity grouping
51_58
4.4
Charts and Diagrams
4.4.2
79
Time Series Plot
A time series chart displays the value of the data versus the output values. Time series
chart is particularly useful for seeing the data visually. This visual representation is a
transition from the data points collected to displaying them on the Cartesian coordinates.
Example 4.10 The following are the quantities of a car’s body part production by a
manufacturer over a 13-month period. Excel can be used easily to design such figures
(Fig. 4.7).
4.4.3
Pie Chart
A pie chart is a way to represent the given data visually as a pie. The decision to use a
pie chart should depend on the appropriateness of its use for the content to be visualized.
It is particularly very useful for the percentage of data distribution.
Example 4.11 The following pie chart represents the percentages of the grouping given in
Example 4.9 (FIg. 4.8).
Car Body Part Production
70
60
50
40
30
20
10
0
0
2
4
6
8
10
12
14
Production
Fig. 4.7 Production quantities of a car’s body part as a time series chart over a 13-month period
80
4 Measure
Car Part Production's Pie Chart
2%
6%
6%
17%
11%
28%
30%
9_15 parts
37_43 parts
16_22 parts
44_50 parts
23_29 parts
51_58 parts
30_36 parts
Fig. 4.8 Pie chart representation of the production of a car’s parts
4.4.4
Box Plot
A box plot is useful for visualizing and understanding the nature of a grouped/categorized
data with that categorized into four possible compartments. Suppose we have a sample
set stored in Excel in several columns with each column representing a sub-sample. For
the manual construction of a box plot, there are five values that need to be calculated for
each column to be able to design the box plot. Quartile.Inc(array, quart) function in Excel
is useful for such a calculation where an array is the column data values and quart is the
quarter chosen (e.g., first quart is 25%, 2nd quart is 50%, etc.):
• Minimum. The minimum value in the data.
Excel Formula: = Minimum (data)
• Bottom 25%. The range for the bottom 25% of the data.
Excel Formula: = QUARTILE.INC (data,1)
• Bottom 50%. The range for half of the data.
Excel Formula: = QUARTILE.INC (data,2)
4.4
Charts and Diagrams
81
• Bottom 75%. The range for the bottom 75% of the data.
Excel Formula: = QUARTILE.INC (data,3)
• Maximum. Maximum possible data value.
Excel Formula: = Maximum (data)
Example 4.12 The following is collected during years 2103–2015 from a particular machine
in thousands of units and we would like to design a box plot to compare columns with each
other.
The following are the above-mentioned five values calculated for these three columns:
The easiest way to design the box-and-whisker diagram is to highlight these values in
Excel and choose the box-and-whisker option in the Charts section. This would give you
the following graph after modifying the range of output values.
82
4 Measure
This plot shows the relationship between the 3-year values and provides the following
extremely useful information that cannot be recognized by just looking at the plain data:
• The maximum production was attained during the year 2014.
• Years 2013 and 2015 appear to have the same minimum value of production; therefore,
investigating the possible reasons for such low production appears to be logical.
• All quartile, minimum, and maximum values of 2014 were higher than 2013 and 2015;
What was done to reach these high values in production?
• Year 2013 had higher median and maximum values than 2015 while minimum and bottom
75% remained the same. This indicates that 2013 did better in production than 2015. What
caused the differences in quantities?
A box plot is also very useful for identifying what is so called outlier. An outlier is an extreme
data point that doesn’t fit within the box plot section that appears either below the minimum
or the maximum value. Such values need to be evaluated according to the meaning of the
box plot.
4.4.5
Pareto Chart
A Pareto chart is a graphical representation of the cumulative nature of the data presented.
For instance, suppose we want to find the Pareto chart for the year 2013 data given in
4.4
Charts and Diagrams
83
Example 4.13. Highlighting the data in Excel and choosing the Pareto option listed in the
Histogram section would give the following graph.
As can be seen from this graph, the compartments [100,140], [140,180], and [180,220]
are formed for the data with the red line indicating the accumulating data point amount.
The right side of the graph contains the percentage values that also indicate the increased
amounts in percentage. The values on the left side of the graph are the associated number
of data points that fall in the given range. For instance, there are 8 data points that fall in
the 100–140 range that form about 61.5% of the entire data (i.e., 8 of the 13 data points
that give about 61.5%.) Single values can also be chosen to design a Pareto chart instead
of grouping the numbers.
A Pareto chart is frequently used for understanding the cumulative nature of qualityrelated considerations. A Pareto chart can be very useful in certain cases where counting
and categorizing may be essential that including but not limited to the following:
• Frequency of defects and their cumulative impact;
• Frequency of complaints and their cumulative impact;
• Frequency of good items produced and their cumulative nature.
84
4.5
4 Measure
Takt Time and Number of Operators Needed
The goal of takt time is to determine the rate of production that you need to fulfill to
be able to meet customer demand. In other words, takt time is the time it takes for
customer-expected on-time output delivery by the process. It is useful for determining the
production pace for customer satisfaction. The following are essential to know in order
to be able to calculate the takt time:
• Hours at Work (h). This is the amount of time that machines/humans work after taking
out all the time that they do not work during production.
• Customer’s Expected Demand (d). Expected amount of production.
• Period (t). Amount of work time in one period of production.
Takt time formula is
T akt T ime =
h
d
It is also possible to calculate the number of operators needed to complete the
production after finding the takt time:
# o f operator s =
T akt time
t
Example 4.13 A machine produces a particular part of an airplane engine, and an engineering technician is needed to operate this machine. The management (customer) wants to
produce 12,000 units per year at every engineering technician’s shift. The technician to be
hired to operate this machine is expected to fulfill the following:
• Work 8 h per day;
• Have four breaks of 10 min;
• Have a lunch break of 50 min.
We can determine the takt time by using this information. Given that the total cycle time
of the operators is expected to be 15 min, we can also determine the number of operators
needed.
We first convert all the given days and years to minutes to have the same time unit. The
customer’s expected demand is the production of 12,000 units per year; hence, d = 12,000
units per year. Assuming that the production is running 220 days (this can change depending
on the organization,) we have
12000 items
12000 items
= 6.8182 items per hour
=
1 year
(220 days) ∗ (8 hours)
4.6
Gage Repeatability and Reproducibility—Measurement System …
85
Hence the operator is expected to produce about 7 items per hour
• Hours at work. The technician works 8 h per day, has four breaks of 10 min, and a lunch
break of 45 min. Therefore, the hour amount that the technician spends at work is
h = 8 hours − [4 ∗ (10) + 50 min] = 6.5 hrs
• Period.
t = 15 min
• Takt time.
Takt time =
6.5
= 0.95333
6.8182
• Number of operators. The corresponding number of operators needed is the following:
# of operators =
0.95333
= 3.8133
0.25 hours
We need to round up 3.8133 to 4 because we need more manpower than 3.8133 to be able
to complete the production.
4.6
Gage Repeatability and Reproducibility—Measurement
System Analysis Needs
A detailed answer to the question “what is needed to analyze a measurement system?”
requires the coverage of Measurement System Analysis (MSA) as a part of the Analyze
phase of DMAIC; therefore, it needs to be observed as a part of the Measure phase first.
Gage repeatability and reproducibility (GR&R) is a good tool to be used for evaluating
a gauging instrument’s accuracy to make sure that its measurements are repeatable and
reproducible. A series of measurements are taken in this method to make sure that the
output and input have a significant similarity in nature to make sure that the measurements
obtained under the same operating conditions over a set duration do not vary dramatically
and follow the expectations.
86
4 Measure
The appropriate measurements and the corresponding results need to be observed in
detail to be able to analyze the data in a correct fashion. The system to be used for measurement may require additional considerations in place. There are Gage R&R standards
determined in several areas of interest such as aerospace that require measurement and
analysis of inputs in a certain fashion. The traditional Six Sigma MSA requires several
stages of observations that need to be kept in mind:
•
•
•
•
•
Linearity,
Stability,
Bias,
Repeatability, and
Reproducibility.
4.6.1
Procedural Approach for Gage R&R
A structured approach by designing a Gage R&R procedure such as the following would
be ideal:
• Identify the standard (e.g., aerospace, expert, customer, etc.).
• Personnel to collect the data collectors and the associated parts/items to be examined
should be identified. For example, one or two operators can collect 30 samples at a
minimum.
• Parts selection for testing.
• Pass/fail of parts based on the identified standard should be used to test the operational
standard. The data needs to be collected sequentially.
• Visual inspection should be set based on the standard.
• Measurement results should be recorded in the measurement form, e.g., Good and not
Good.
• Without losing the original parts’ information attained by the first operator, randomize
the parts so that the second operator can inspect them independently from the first
operator.
• Repeat the procedure without reference to the first round of results.
• Check for matches between the inspections. The match is identified based on the results
as long as they are the same as the expert assessment. The eventual goal of a good
measurement system is a 100% match.
• An acceptance rate of good quality needs to be determined (that may be driven by
CTQ).
• The analysis part of the reasons would require investigating possible deviations from
the expected threshold of quality.
4.6
Gage Repeatability and Reproducibility—Measurement System …
87
Fig. 4.9 MSA elements and breakdown of steps
• If the result is below the determined threshold:
– Review the operational approach and modify it if needed.
– Provide training to the data collectors by coaching them.
– Identify and eliminate factors that cause.
– Recollect data and compare with the iterated data collection steps mentioned above.
The following image displays the summary of the relationship between these observation
stages (Fig. 4.9).
4.6.2
Bias
We mentioned that there are standards or expectations for a given system depending on
the expectations of the system. The bias for MSA studies is defined to be the difference
88
4 Measure
Fig. 4.10 Accuracy is
calculated based on the bias
term
between the standard expected value and the specific measurement. A set of biases can
be collected depending on the number of data points collected. Through such collected
bias data, we will cover how to analyze bias for such a system to make a difference in
reduction of waste. The way to calculate the bias value is simple and can also be done by
using Excel easily (Fig. 4.10).
Bias term is calculated by using the reference value that is considered a standard and
the measured value after production:
Bias = Measured Value − Reference Value
4.6.3
Linearity
Suppose we have only one input in a system, and we sample measurements from the
instances/occurrences (if not possible to collect all measurements) at a constant number
(e.g., 20 data points) at different time periods. These measurements collected from the
input can be compared with the standard or expected value for the input in the system.
This standard might depend on one or more of the following:
• The customer based on the expected output values;
• Standards of measurement such as ISO;
• Societies that already set up their own expected results based on the existing data and
experiences;
• You may need to identify it yourself based on the nature of the data and expected good
outcomes outlined by the customer because it may not be identified at all.
The sample data collection needs to follow a standard procedure and the collected data
should be as little biased as possible based on the sampling techniques we covered previously. A piece of important information needed in addition to the expected value is the
value by which the collected data points are deviating from the standard and this concept
is called standard deviation (Figs. 4.11 and 4.12).
4.6
Gage Repeatability and Reproducibility—Measurement System …
89
Fig. 4.11 A graph showing
the meaning of systematic
measurement deviation where
(Bias) is not constant
Fig. 4.12 A graph
representing the meaning of
Repeatability/Precision where
the spread is not constant
The following are used for linearity calculations:
• Bias. Calculated by finding each measured value from the reference value.
• Trendline fitting to the entire bias data. Can be found by using Excel. Assumed to
have the y = b0 + b1 x.
• Number of reference values (g). The number of references used during the production.
• Number of observations (m). The number of measurements collected for each
reference value.
• Slope of the trendline. The b1 value is determined in the trendline.
• y-Intercept of the trendline. The b0 value is determined in the trendline.
• Squared bias total. Squaring each bias term one by one and adding them. SUMSQ()
Excel function can be used for such a calculation.
• Total of squared bias terms. Adding all squared bias terms calculated above. SUM()
Excel function can be used.
• Total of bias terms. All bias terms are added. SUM() Excel function can be used.
• Multiplication of each ref by bias. Multiplication of each bias term with its reference
value and adding them all. SUMPRODUCT() Excel function can be used.
• Average range value. Average of all range values. AVERAGE() Excel function can be
used.
• Sum of (range-average range)^2. Adding all the square values of the difference
between range values and average range value.
• Degree of freedom. Number of counted data values.
• Standard Deviation (σ ). Covered as a part of basic statistics calculated by using the
following formula:
90
4 Measure
/
s=
Sum(Squared biases) − b0 ∗ (Sum(bias terms)) − b1 ∗ sum(bias ∗ ref values)
g∗m−2
• t-statistic value.
t=
4.6.4
|b1 | ∗
/
sumof(range − averagerange)2
s
Stability
A system’s general behavior can easily deviate from expected values and might reach to
points, where they may appear to be out of control indicating loss of stability. These points
practically need to be measured over time and analysis of their behavior is critical for the
system’s success. The stability of the system is observed in such a way that the expected
value to be used for the analysis along with the upper and lower control limits (that do not
change at any given time) is used for determining the significance of the changes on the
stability of the analysis. The upper and lower control limits are determined by the natural
variation in the measurement process. More on the stability concept will be covered in
the Analyze section (Fig. 4.13).
Fig. 4.13 A graph
representing the meaning of
stability
4.6
Gage Repeatability and Reproducibility—Measurement System …
4.6.5
91
Repeatability
Repeatability, as the name itself suggests, requires measuring the variation in a set of data
collected by the same device or person under the same conditions. For instance, if you use
different tools with different attributes every time you collect your data, you don’t follow
or repeat the procedure that you started with, therefore, resulting in misleading collected
data. Figure 4.14 shows the expected repeatability condition based on the distribution of
a data set. Given that a data set has a distribution, the expected repeatability condition is
having almost the same (or almost same) distribution as the existing initial distribution.
This may require having the same mean and standard deviation percentages depending on
the conditions.
4.6.6
Reproducibility
Different measurements need to be taken by different observers in the system to check if
similar or the same conditions can be reproduced in the system (Fig. 4.15).
Fig. 4.14 A graph
representing the meaning of
repeatability
Fig. 4.15 A graph
representing the meaning of
reproducibility
92
4 Measure
Example 4.14 Suppose the following data is collected.
Part
1
2
3
4
5
Ref value
10
12
14
16
18
1
10.8
11.2
13.6
15.9
17.8
2
11
11.1
14.1
15.8
18.1
3
9.6
11.8
14.4
16.1
18.2
4
9.8
11.9
14
16
17.6
5
10
11.9
13.9
16.3
17.7
6
9.9
12.3
14.1
15.9
17.6
7
10.7
12.2
14.5
15.8
17.9
8
10.7
12.4
14.4
16.2
18.5
9
10.6
12
14.1
16.5
18.3
10
10.3
11.8
13.5
15.5
18.5
We can easily calculate the associated bias by using the reference values in a table in
Excel as follows:
Part
1
2
3
4
5
Ref value
10
12
14
16
18
1
0.8
−0.8
−0.4
−0.1
−0.2
2
1
−0.9
0.1
−0.2
0.1
3
−0.4
−0.2
0.4
0.1
0.2
4
−0.2
−0.1
0
0
−0.4
5
0
−0.1
−0.1
0.3
−0.3
6
−0.1
0.3
0.1
−0.1
−0.4
7
0.7
0.2
0.5
−0.2
−0.1
8
0.7
0.4
0.4
0.2
0.5
9
0.6
0
0.1
0.5
0.3
10
0.3
−0.2
−0.5
−0.5
0.5
Bias Ave
0.34
−0.14
0.06
0.00
0.02
The following graph is the graph of the trendline that fits the bias data with the
inclusion of the calculated average above.
4.6
Gage Repeatability and Reproducibility—Measurement System …
93
Linearity of the Calculated Bias
1.5
1
0.5
y = -0.0229x + 0.37
0
7
8
9
10
11
12
13
14
15
-0.5
-1
We can calculate the following values that relate to linearity:
Number of reference values:
5
Number of observations:
10
Slope of the trendline (b1):
−0.0228734
y-intercept of the trendline (b0):
0.37
Standard deviation:
0.398
Squared bias total:
7.98
Total of bias terms:
2.8
Multiplication of each ref by bias:
29.2
Average range value:
14
Sum of (range-average range)^2:
400
t-statistic value:
1.15
T-distribution probability value:
Primary reference value:
0.256342641
14
If the t-distribution probability value is less than 0.05, then you can conclude that the
probability is small, so the slope must not be zero. In this example, the probability is
not small (0.256); therefore, we can conclude that the slope is zero and the bias does not
change over the operating range of the measurement system.
94
4.6.7
4 Measure
Measurement (or Priority) Matrix
The role of a measurement matrix is to outline the summary of the relationship between
input and output as a means of measurable outcomes. Suppose the inputs are listed as
rows in an Excel spreadsheet while outputs are placed in columns. In this case each row
is an input, and each column is an output. The quantification method depends on the
weights to be assigned by your customer, yourself, or industry requirements. All these
requirements taking place in the projects will be explained in this section. The following
are the elements of the matrix:
• Output requirements. These requirements should agree with the requirements defined
for the part of the project where measurement matrix is used. Precision, cost, quality,
design, and strength are the ones listed in the Table below; however, these outputs are
chosen by the customer.
• Weight assignment (Based on CTQ). Customer’s quantification of the output requirement to attain measurable outcomes. The scale is completely up to the Six Sigma
team. Examples of weight assignment can be based on a 10-point, 5-point, and 3-point
scale. The meaning of these weights should be clear and need to be associated with
the design objectives of the project (such as SIPOC elements etc.)
• Actions. The actions need to be taken to be able to complete the project. Inez Table 4.1,
there are only three actions chosen with their sub-actions listed. Quantification is done
only for the Turning action and its sub-actions as the scope of the project is related to
it.
• Inputs. Inputs used for completing the actions.
• Assigned Value to Actions. The value assigned by the customer to each action is based
on the input and sub-action considered.
• Total Value. The total values are attained by adding all values after calculating each
value by multiplying weight with its customer-assigned value.
• Percentage of Total Value. The total value is attained by dividing the Total Value of
the Action by the total of all Total Values of the actions.
The following table is an example of a measurement matrix template.
4.7
Performance Measures
In this section, we will cover several different methods to scale the performance measures
of a process that indicates how successful the process is. The performance measures that
we will cover include the following:
Turning
Milling
Drilling
1
2
3
Machining
Cover
Action 2
Action 3
Action 1
Action 2
Action 1
Raw Material
Action 1
10
(10*10)
90
(90*10)
60
(60*10)
80
(80*8)
60
(60*8)
80
(80*8)
80
(80*6)
50
(50*6)
90
(90*6)
Cost
Assigned Value to Actions
Quality
Precision
Inputs
Actions
6
Output Requirements
8
10
Weight (Based on CTQ)
80
(80*6)
80
(80*8)
55
(55*2)
Design
4
80
(80*2)
80
(80*2)
80
(80*6)
Strength
2
6020
1700
2160
2160
Total Value
100%
28.24%
35.88%
35.88%
Percentage of Total
Value
Table 4.1 A Measurement Matrix used for determining the importance of the work and outlining the priority of the work for completion
4.7
Performance Measures
95
96
•
•
•
•
•
4 Measure
Defects Per Million Opportunity (DPMO),
Defects Per Unit (DPU),
Parts Per Million (PPM),
Process Sigma, and
Overall Equipment Effectiveness (OEE).
4.7.1
DPMO
DPMO formula represents the number of possible defective items in a million items
produced. Let
• TD: Total defective items in the production,
• N: Number of units processed, and
• O: Expected number of defective items in the production.
The formula corresponding to DPMO is
DPMO =
TD
∗ 106
N∗O
Example 4.15 Suppose an engineer observed the following information:
• Number of airplane engines inspected = 1,200,
• Total number of defected items found = 62, and
• Number of opportunities per unit = 5.
Therefore,
DPMO =
62
∗ 106 = 10333
1200 ∗ 5
defects are detected per million items produced.
4.7.2
DPU
DPU is calculated to determine by calculating the formula
DPU =
d
n
4.7
Performance Measures
97
which represents the average number of defects in the total production.
Example 4.16 An engineer determined 56 defects during the production of 122 items. After
reworking these defects 43 of them are corrected. We want to calculate the DPU values prior
to the production and after reworking the defective units for the thousand units produced.
After the first phase of production, the average number of defects is
DPU1 =
56
∗ 1000 = 459
122
defects per thousand units produced. After reworking, 43 units out of 56 units are corrected,
therefore there are 13 units defective in 122 units. Hence, the average number of defective
items after rework can be recalculated as follows:
DPU2 =
13
∗ 1000 = 106.56 ∼
= 107
122
defects per thousand units produced.
4.7.3
PPM
PPM is calculated to determine the average number of defective items in a million units
where an item is defined to be defective if it cannot be used by the customer. To determine
PPM by calculating the formula, we let
• n: Number of items produced,
• c: Customer-approved defective items.
Hence,
PPM =
c
∗ 106
n
PPM is the average number of defective items that depend on the customer’s quality
expectations.
Example 4.17 An engineer determines 56 defects during the production of 122 items. 14
of these defects are corrected after rework; however, the customer’s quality specifications
match with only 10 of these corrected items. We want to calculate the PPM and DPU of this
production.
Out of 56 defective items, only 10 items are corrected that are approved by the customer;
therefore,
98
4 Measure
PPM =
46
∗ 106 = 377050
122
items in 1,000,000 items produced. Out of 56 defective items, 14 items are corrected;
therefore,
DPU1 =
4.8
42
= 0.34426 items per unit
122
OEE
As it can be understood from the phrase itself, OEE is used for determining the effectiveness of the equipment used in production. Figure 4.16 explains OME/OEE in a simplistic
fashion with the associated formula and example.
The main goal for calculating the overall equipment effectiveness is to measure the
number of production and reduce waste as improvements are completed. Such a method
tells us the effectiveness of the methodology used and how it impacts the outcomes to
Fig. 4.16 Formulas for OEE/OME to calculate values that relate to overall methodology effectiveness for a doughnut example
4.8
OEE
99
evaluate the method used for production. These wastes include but are not limited to the
following:
• Setup waste. The time it takes to set up a machine for production. It is considered as
downtime during the production.
• Breakdown waste. Several reasons that result in machine breakdown. It is considered
as downtime during the production.
• Break waste. Machines do not operate due to several reasons and do not produce
during these periods of time. It is considered a pace-effecting waste.
• Speed waste. Reduced capacity in production due to the speed of the equipment used.
It is considered a pace-effecting waste.
• Initial-production waste. The defective items produced during the start-up phase of
the machine. This waste affects the quality of the production.
• Defective waste. Defective production that can result in scraps or reworks during
production. This waste affects the quality of the production.
Total Production Time
Quality
14%
Speed
14%
Downtime
15%
Value Added
Time
57%
Fig. 4.17 Total production time’s breakdown to VA as well as quality, speed, and downtime-related
issues (Fig. 4.17)
100
4.9
4 Measure
Exercises
Exercise 4.1 Suppose the following data is collected:
Part
1
2
3
4
5
Ref value
7
9
11
13
15
1
7.7
10.1
10.8
12.6
14.1
2
7.5
8.9
10.7
12.7
14.3
3
7.4
9.2
10.9
12.8
14.5
4
7.5
10
10.9
12.7
14.3
5
7.7
8.8
11
12.8
14.4
6
7.3
8.9
11.1
12.8
14.5
7
7.5
8.9
11
12.8
14.5
8
7.5
8.9
11.1
12.7
14.5
9
7.4
8.9
11.4
12.8
14.6
10
7.4
9
11.3
12.5
14.2
Determine if the bias changer is over or not over the operating range of the
measurement system.
Exercise 4.2 Suppose an engineer observed the following information:
• Number of airplane engines inspected = 2500,
• Total number of defective items found = 73, and
• Number of opportunities per unit = 4.
Calculate the DPMO.
Exercise 4.3 An engineer determined 120 defects during the production of 325 items.
After reworking these defects, 84 of them are corrected. After reworking the first round of
correction, 43 units more units are corrected. Determine the average number of defective
items after rework for both the first and second rounds of correction.
5
Analyze
5.1
Introduction
In this section we’ll use the information collected and prepared for the entire project to
be able to have a Six Sigma meaning. This analysis is possible by finding solid probabilistic results and determining figures with meaningful explanations of these graphs. The
steps we have followed so far include the following crucial components that need to be
determined:
•
•
•
•
•
•
•
Problem identification (Define)
Sig Sigma team member determination (Define)
Scope of the project (Define)
Data collection for the project (Define)
Detailed observation of the process (Measure)
Determination of the crucial components for the improvement opportunities (Measure)
Diagrams, charts, and mappings for production/service layout by using the crucial
components for the improvement opportunities (Measure)
In this section we’ll cover some of the crucial tests for analysis of the gathered data.
These tests are likely to be both qualitative and quantitative tests to establish a meaningful
connection between the work environment, statistics, and Six Sigma project content for
the entire project.
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_5
101
102
5.2
5 Analyze
Five W’s
There are five W’s that we need to ask during the completion of a Six Sigma project as
a part of the qualitative analysis. These 5Ws are the following (Fig. 5.1).
• What
• Who
• When
Fig. 5.1 A 5W+ How format to write down the questions and answers to these questions
5.3
Cause and Effect (Fishbone) Diagram
103
• Where
• Why
In addition to answering these five W’s, we need to answer “How.” The following steps
can be taken to be able to apply this technique.
The following steps can be followed to be able to apply this technique:
1. Problem identification.
2. Answer the five Ws starting with the W that needs to be answered first that is crucial
to solve the problem.
3. Answer all the Ws and How in a specific order considering their importance to the
question.
4. Start constructing cause-effect diagram to be explained in the next section.
5.3
Cause and Effect (Fishbone) Diagram
A cause-effect diagram is a diagram that summarizes the possible causes of a problem in
detail. First step of the structuring a cause-effect diagram is to determine the main categories of the problem. Second step is to determine its possible sub-causes under the main
categories. A cause-effect diagram is usually displayed like a tree. The typical assigned
causes include the following however one should not limit the assignable causes to only
these listed causes:
•
•
•
•
•
•
Method
Labor (Manpower)
Machine
Material
Environment
Measurement.
Example 5.1 The following is an example of a cause-effect diagram that is structured
for inefficient production and the assignable causes and effects identified. It is essential to
note that such assignable causes are operation and data driven therefore they can change
dramatically as the operations changes. These causes are likely to need explanations that
depend on details. For instance, the phrase “Machine Layout is not ideal” certainly needs
explanation as it may be difficult to figure out how this can cause “Inefficient Production”.
104
5.4
5 Analyze
Correlation Analysis
Slope-intercept method is taught at high school level; however, it is not an easy task to
determine the slope (m) and the intercept (b) of the given data by using this method if the
data size is large. Least squares method is a more sophisticated method that can be used
for linear regression however it can be computationally intense. Technology appears to
be the most reliable and less troublesome method to determine the linear model however
learning how to use technology is sometimes intensive. Some of the programming languages that can be used to generate a linear model with a nice visual scatter plot include
MATLAB, R, and Minitab. Calculators such as TI 83, 84 and 89 can be also used to
determine the best fitting linear model to a given small sized data set.
In this section we will only cover how KPIs impact each other. Slope-intercept method
can be covered from a high school mathematics textbook and technology can be used
based on personal preferences.
5.4.1
Sign of Correlation
Using the plotted data, it is possible to determine whether the data is correlated with a
certain sign. The types of correlations are the following:
• Positive correlation
• Negative correlation
• Neutral Correlation
Figure 5.2 displays an example of a correlation between machine production and the measured CTQ for the production. The correlation between two instances indicate how they
are related based on the data collected and one way to identify this relationship is through
fitting a straight line (i.e., linear model) to the data set to be explained below. As shown
in Fig. 5.2, there is production data collected from a Machine called X and the associated
quality is measured based on the customer’s expectations. An example of such a CTQ
measurement can be the number of defects detected in millions of items produced by the
machine per shift of a technician while the input is the number of items produced during
the shift; Therefore, each red circle in the positive, negative, and neutral correlations in
the figure below represents an 8-h shift production quantity with the placement of the red
circle depending on the number of defects produced in millions of items.
Other examples of CTQ can be considered as the following:
• Percentage of production defect during each shift.
• Good number of items produced during each shift.
• Percentage of good item production during each shift.
5.4
Correlation Analysis
105
Fig. 5.2 An example for each one of negative, positive, and neutral correlation between the machine
X production for each shift with the output representing the number of defects in millions of items
•
•
•
•
Percentage of production defect per hour (the time unit can change).
Good number of items produced per hour (the time unit can change).
Percentage of good item production in each shift (the time unit can change).
Cost of the item compared to customer’s cost expectations.
Given that a correlation essentially indicates the relationship between two instances and
how they vary by impacting each other, the interpretation of the results plays a significant
role in analyzing the behavior of a system for a Six Sigma project (Fig. 5.3).
The design of a correlation chart to be displayed in Excel is rather simplistic once
the data is collected. The following are the essential steps of sketching the graph of a
correlation chart and identifying the line that fits to the data (Fig. 5.4).
• Step 1. The data would have two instances (call it X and Y) in order to be able measure
their correlation. Enter X and Y in an Excel file from top to bottom in two columns.
106
5 Analyze
Fig. 5.3 Data entered in Excel
0.6
0.5
0.4
0.3
0.2
0.1
0
0
1
2
3
4
5
6
7
8
9
Fig. 5.4 Appearance of the data in Excel without and axis and data related information displayed
5.4
Correlation Analysis
107
• Step 2. Left click on X and hold the mouse to highlight the data stored.
• Step 3. Click on “Insert” Toolbar to view the following “Scatter” plot in the “Charts”
section.
• Step 4. On top left corner in the Toolbar area you can find “Add chart element” icon
(image below) to view the “Trendline” option.
• Step 5. Choosing “Linear” listed under “Trendline” would allow you to view the
structure of a straight line that fits the data as shown on the image below.
• The newly dashed line that popped up appears to go upwards from left to right therefore
there is a positive correlation between X and Y. Hence, we can say that “as X is
increasing, the values of Y tend to also increase.”
• We can quantify the correlation between X and Y as shown in the figure below. It
is possible to find the equation that fits to this data set in Excel by first left double
clicking on the dashed line, then choosing the
icon and finally check marking
“Display Equation on Chart” option. This would allow to view the value 0.0446 which
is a way to measure how the two indicators are related to each other. As this is a
positive number, we can conclude that the correlation is positive between X and Y and
positive correlation is going to be covered next (Figs. 5.5 and 5.6).
Fig. 5.5 Trendline option
choice in the “Add Chart
Element” section in Excel
108
5 Analyze
0.6
0.5
0.4
0.3
0.2
0.1
0
0
1
2
3
4
5
6
7
8
9
Fig. 5.6 Trendline fitted to the given data
A production line working in a sequential manner with one entity’s output becoming the
following entity’s input is called serial production line. For instance, assuming → below
represents the direction of production flow, the following production line is a series of
machines working in a sequential manner from M1 to M5 (Fig. 5.7).
Raw · Material · Inventory · → ·M1· → ·M2· → ·M3· → ·M4· → ·M5· → · Storage · Inventory
In the following correlation related subsections, we will use this serial production line
logic to give a meaning to the serial production line related observations.
5.4.1.1 Positive Correlation
Given a set of data, positive correlation indicates a positive relationship (correlation)
between the input and the output variables. As mentioned above, the way to observe
positive correlation is through the increasing trend of a straight trendline (i.e., straight
line fitting to the data) from left to right.
Example 5.2 Suppose the following data values (in millions) are observed by an engineering
technician during the production of an item from Machine # 3 among the 5 machines that
follows the serial production line logic explained above. We use one of the instances to be
the number of items produced by Machine # 3 in millions per day (assuming the machines
works 16 h that consists of two technician shifts) and the other is the total number of items
5.4
Correlation Analysis
109
Fig. 5.7 Appearance of the trendline options in Excel with the equation shown on the graph
produced that are matching the CTQ (critical to quality) conditions. Suppose CTQ is the
percentage of defects determined per day. For instance, the first data point 0.4 assigned
to Machine #3 value with 0.7 CTQ indicates a 0.7% = 0.007 defect rate attained per day
from 400,000 items produced during the first day of observation. In other words, there were
0.007*400,000 = 2800 defective items observed during the day from the production of
400,000 items. An example of this type of production can be bolt production (Table 5.1).
The scatter plot and the corresponding linear regression to the data set will be sketched
by using Excel. It is essential to note that a professional Six Sigma project would require
well-developed and meaningful charts, figures, graphs etc. that would play a significant
role during the oral presentation to both six sigma team members and the customer as
well as other stakeholders of the project. Such professional figures would demonstrate
the high quality of your ability to develop such materials that customers and employees
highly care about. The following figures are examples of such figures with the following
essential elements (Fig. 5.8).
•
•
•
•
Headline. A headline of the figure that is easy to read and briefly explaining the data.
Axis Titles. Both instances’ axis titles with what they represent and their units.
Legend. A legend briefly explains the nature of the data displayed on the graph.
Line Markers. It is possible to modify the vertical and horizontal marking lines on
the figure by adjusting the settings in Excel. Left clicking on the vertical or horizontal
line would allow you to view the associated chart design elements and allow you to
change the settings.
110
Table 5.1 Machine #3 data in
a sequential production line of
5 machines
5 Analyze
Machine #3
CTQ
0.4
0.7
1.2
1.2
1.6
2.8
1.2
2.3
1.5
2.9
1.5
2
2.3
3.2
1.8
2.4
Machine #3
CTQ
0.5
1.1
2.2
3
2.2
3.2
1.2
0.5
1.5
0.9
1.7
2.2
1.2
1
1.6
2.7
Machine #3
CTQ
1.8
2.4
2.1
2
0.5
0.2
1
0.5
1.4
0.2
1.2
0.8
1.1
0.8
0.4
0.4
Figure 5.9 is a clear indicator of positive slope that can be observed and analyzed as the
following.
• The linear regression y = mx + b is y = 1.4597x–0.3715 has m = 1.4975 > 0 (i.e.,
positive slope) ⇒ The input and output are positively correlated.
• m > 0 ⇒ Machine #3 is positively correlated with the CTQ conditions in the overall
production.
5.4
Correlation Analysis
111
Quality of Production by Machine #3
3.5
3
CTQ (in %)
2.5
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
Machine #3 Daily Production Quantities (in millions)
Quality of Production
Fig. 5.8 Machine 3 data collected with daily production and the corresponding CTQ data
Quality of Production by Machine #3
3.5
3
CTQ
2.5
y = 1.4597x - 0.3715
2
1.5
1
0.5
0
0
0.5
1
1.5
2
Machine #3 Daily Production Quantities
Quality of Production
Linear (Quality of Production)
Fig. 5.9 Machine 3 data correlation for daily production and the corresponding CTQ data
2.5
112
5 Analyze
• Interpretation. The rate of defects increases as the number of items produced by
Machine # 3 increases. Based on this result, Machine #3 requires action for improvement as the defect rate is worsening with the increasing production. Further analysis of
the data appears to be needed through observations (if not done already) for structuring a detailed cause-effect diagram to find all possible reasons that may be causing the
problems. An issue causing a problem in this case may be overheating of the machine
after a certain timeline with the additional items becoming a defected product. Further
statistical analysis by using mean, standard deviation and control charts can help to
identify the details of the issues.
• Corrective and improvement actions may have to be taken to improve the output of the
machine.
5.4.1.2 Negative Correlation
Given a set of data, negative correlation indicates a negative relationship (correlation)
between the input and output variables (Table 5.2).
Example 5.3 Suppose the following data values (in millions) are observed by an engineering
technician during the production of an item from Machine # 1 among the 5 machines. The
input is the number of items produced by Machine # 1 and the output is the total number of
items produced that are matching the CTQ (critical to quality) conditions.
The scatter plot and the corresponding linear regression to the data set below is
sketched by using Excel (Fig. 5.10).
Negative slope of the data can be easily seen in the figure below with the following
observations (Fig. 5.11).
• The linear regression y = mx + b has y = - 0.5562x + 2.555 indicating m = - 0.5562
< 0 (i.e., negative slope) ⇒ The input and output are negatively correlated.
• m < 0 ⇒ Machine # 1 is negatively correlated with the CTQ conditions in the overall
production.
• The increased number of items produced by Machine # 1 appear to reduce the percentage of defect therefore Machine # 1 appears to have an issue when low number of
items are produced in relation to the CTQ. Based on this result, Machine # 1 requires
action for improvement as the defect rate is worsening with the reduced production.
Further analysis of the data appears to be needed through observations (if not done
already) for structuring a detailed cause-effect diagram to find all possible reasons that
may be causing the problems. An example of an issues that may cause defect in this
case may be the setup/warm up time of the machine. Further statistical analysis by
5.4
Correlation Analysis
Table 5.2 Machine # 1 data
in a sequential production line
of 5 machines
113
Machine #1
CTQ
0.7
2.7
1.8
3.2
2.6
0.8
0.7
1.3
2.4
0.9
2
1.2
0.3
1.4
1.2
3
Machine #1
CTQ
0.8
2
0.9
3.2
2.2
1.1
2.2
0.6
1.2
1.8
1.5
1.5
1.7
2.2
1.1
2.5
Machine #1
CTQ
1.2
1
1.6
2.7
1.8
1.4
2.1
2
0.5
2.2
1
0.5
1.4
0.2
0.4
3.4
using mean, standard deviation and control charts can help to identify the details of
the issues.
• Corrective actions must be taken to improve the output of the machine.
5.4.1.3 Neutral (No) Correlation
Given a set of data, neutral correlation indicates steady relationship between the input and
output variables.
114
5 Analyze
Quality of Machine # 1 Production
4
3.5
CTQ (in %)
3
2.5
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
3
Machine # 1 production (in millions)
Quality of Production
Fig. 5.10 Machine 1 data collected with daily production and the corresponding CTQ data
Quality of Machine # 1 Production
4
3.5
CTQ (in %)
3
2.5
2
y = -0.5562x + 2.555
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
Machine # 1 production (in millions)
Quality of Production
Linear (Quality of Production)
Fig. 5.11 Machine # 1 data correlation for daily production and the corresponding CTQ data
3
5.4
Correlation Analysis
115
Example 5.4 Suppose the following data values (in millions) are observed by an engineering
technician during the production of an item from Machine # 5 among 6 machines. The input
is the number of items produced by Machine # 5 and the output is the total number of items
produced that are matching the CTQ conditions (Table 5.3).
The following scatter plot and the corresponding trendline can be sketched by using
Excel.
Table 5.3 Machine # 5 data in
a sequential production line of
5 machines
Machine #5
CTQ
0.7
2.7
1.8
3.2
2.6
1.8
0.7
1.3
2.4
2.1
2
2
0.3
1.4
1.2
3
Machine #5
CTQ
0.8
2
0.9
3.2
2.2
1.8
2.2
2.5
1.2
1.8
1.5
1.5
1.7
2.2
1.1
2.5
Machine #5
CTQ
1.2
1
1.6
2.7
1.8
1.4
2.1
2
0.5
2
1
0.5
1.4
0.2
0.4
3.4
116
5 Analyze
Quality of Machine 5 Production
4
CTQ (in %)
3.5
3
2.5
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
3
Machine 5 production (in millions)
Quality of Production
Fig. 5.12 Machine 5 data collected with daily production and the corresponding CTQ data
Almost zero slope of the data can be easily seen in the figure below with the following
observations:
• The linear regression y = mx + b that has the form y = −0.0357x + 2.0579 for
this example with m = −0.0357 ≃ 0 (i.e., almost zero slope) when rounded to tenth
decimal place ⇒ The input and output are not correlated.
• m≃0 ⇒ Machine # 5 is neutrally correlated with the CTQ conditions in the overall
production.
• The rate of defect does not increase dramatically as the number of items produced
by Machine # 5 increase; however, this doesn’t mean that there are no improvement
opportunities for this machine. A best-case scenario would be the quality of production
data to be centered around the trendline with minimum amount of variation and low
number of defect rate. Further statistical analysis by using mean, standard deviation
and control charts can help to identify the details of the issues.
• Corrective actions need to be taken to improve the output of the machine (Fig. 5.12).
It is essential to note that “no correlation” here doesn’t mean that the two data sets are not
impacting each other, it means that the CTQ has neither increasing nor increasing trend
(Fig. 5.13).
5.4.1.4 Strength of Correlation
It is possible to identify the strength of correlation between two random variables X1
and X2 by categorizing the correlation value range between −1 and 1 as it is shown in
Fig. 5.14 with the following representations:
5.4
Correlation Analysis
117
4
3.5
CTQ (in %)
3
2.5
y = -0.0357x + 2.0579
2
1.5
1
0.5
0
0
0.5
1
1.5
2
2.5
3
Machine 5 production (in millions)
Quality of Production
Linear (Quality of Production)
Fig. 5.13 Trendline that fits to Machine 5 production with almost neutral correlation of production
quantities and CTQ
Fig. 5.14 Correlation formula outlining the strength categories of correlation
118
5 Analyze
• cov(X1 , X2 ) representing the covariance between X1 and X2
• cor(X1 , X2 ) representing the correlation between X1 and X2
• σ X i representing the standard deviation of the random variable Xi
CORREL() function in Excel can be used for calculating the correlation between X1 and
X2 . One way to give a meaning to this strength is as follows:
One way to give a meaning to correlation strengths is by defining numerical levels of
correlation strength as follows:
• No correlation (no relationship). This is the case when the correlation value is either
zero or almost zero. The meaning of almost zero is case dependent therefore we leave
it up to the reader to identify it based on the project’s scope. For instance, one can
assume that less than 0.01 can be almost zero.
• Positive Weak Correlation. The quantities assigned to positive weak correlation also
depends on the case. We assume the variables have positive weak correlation when the
correlation value is anywhere between 0.001 and 0.5.
• Positive Moderate Correlation. The quantities assigned to positive moderate correlation also depends on the case. We assume the variables have positive moderate
correlation when the correlation value is anywhere between 0.5 and 0.75.
• Positive Strong Correlation. The quantities assigned to positive strong correlation also
depends on the case. We assume the variables have positive strong correlation when
the correlation value is anywhere between 0.75 and 0.999.
• Positive Perfect Correlation. The quantities assigned to positive perfect correlation
also depends on the case. We assume the variables have positive perfect correlation
when the correlation value anywhere between 0.999 and 1.
The negative counterparts of these correlations hold in the same way with the negative
values as pointed out in Fig. 5.14.
5.5
Interaction Table
The interaction table is a table that can be used to understand the interaction between the
components of the process or service in place. Consider the following scrap data observed
in a production line with three machines M1–M3.
Observations in the table represent the number of scraps determined during the four
consecutive shifts. The last column displays the total number of items produced in the
production line including the scraps. Assume that there are no quality inspectors in place
for any one of the machines’ outputs, therefore the scraps are assumed to be carried over
from one machine to the other. All observations are accomplished during four consecutive
8-h shifts.
5.5
Interaction Table
119
M1
M2
M3
Number of items produced
1st observation
12
13
15
200
2nd observation
10
11
14
250
3rd observation
11
2
5
210
4th observation
12
1
1
300
The material flow in the process is known to have the following trend:
Inventory → ·MI· → ·M2· → ·M3· → · Customer
After analysis of the data, the interaction table can be used to understand the interaction
between the machines from a defect relationship perspective by using the following signs.
%
&
–
The increase in the number of scraps from one machine to the other.
The decrease in the number of scraps from one machine to the other.
No change in the number of scraps from one machine to the other.
The columns in the interaction table represent the positive or negative relationship
between the interacting components of the process or service. Figure 5.15 demonstrates
the interaction between M1 and M2, M2 and M3, and the overall number of scraps (or
scrap rate.) For instance, during the first observation, the defect rate appeared to increase
Fig. 5.15 An example of an interaction table
120
5 Analyze
from M1 to M2. We can assign several causes to this issue by answering the following
questions:
• Are the scraps carried over from M1 to M2?
– If the answer is yes, we need to further investigate the following:
Is there a need for better quality inspection or more frequent quality control
needed?
Are both M1 and M2 producing defects?
The number of defects is reduced from M2 to M3. Is there a need for a betterquality inspection between the two machines?
– If the answer is no, we need to further investigate the following:
Is M2 producing too many defects in general as all four observations have
increasing defect rate?
Observation 2 has the minimum defect rate with the reduced defect rate from
M1 to M2. What is done right in this case to minimize the defect rate?
What is done right during observation 2 to reduce the scrap rate?
5.6
Time Analysis
Time analysis completely focuses on the time related analysis that can also include some
other aspects of analysis such as takt time. It is essential to keep track of time related
changes and the associated consequences. There are several different aspects of time
analysis needed to be completed during the progression of a project (Fig. 5.16).
• Operations. Timing of operations such as time studies, time driven production rate
etc. need to be analyzed. This is an essential ingredient of the analysis of operations.
Takt time can be helpful in addition to the statistical techniques covered for analysis
of operations.
• Customer. Given that the customer is in the center of the completion of a project, the
customer needs to be communicated effectively and need to be updated on the progress
of the project. This requires tracking time related considerations for the project.
• Transportation/Item movement. The duration of shipping, receiving, and item
movement timing analysis is essential depending on the scope of the project.
• Response time. Analysis of times that require response to reduce waste is an essential
analysis. Several aspects of response time analysis include the following:
– Issues requiring quick resolution—How quickly can we resolve issues?
– Downtimes—What needs to be done to reduce downtime?
– Response time to emergencies—How quickly do we react if an emergency occurs?
For instance, if a machine produces too many defects, how fast is the operator
reacting to the out-of-control situation?
5.7
Hypothesis Testing
121
Fig. 5.16 Some of the time analysis elements that are essential to be considered during the completion of a six-sigma project
5.7
Hypothesis Testing
Testing a specific hypothesis is another important method of analysis of the data for
improvement opportunities. Hypothesis testing also has many real-life applications. We
simply suspect a specific outcome, and we would like to find out whether it is true or not
in many real-life scenarios. If this fact requires the analysis of a data set then we need to
study the underlying mathematical facts in order the data to be able to speak to us and
tell us whether the suspicion is true or not.
The following are the objectives of this section:
1. Structure engineering decision-making problems as hypothesis tests
2. Test hypotheses on the mean of a normal distribution using either a Z-test or a t-test
procedure
3. Test hypotheses on the variance or standard deviation of a normal distribution.
How can we choose to decide which one to choose between two opposite choices for
evaluation of a data set for hypothetical testing? What is a statistical method that can be
used for making such a decision? We can use hypothesis testing as the decision-making
122
5 Analyze
procedure for analysis of data sets for comparative purposes. Hypothesis in this setting
means competing claims. We need to use the fundamental methods such as statistical
hypothesis testing; Confidence interval estimation of parameters is a fundamental concept
that we will briefly cover at the data analysis stage for comparative purposes. A statistical
hypothesis is a statement about the parameters of one or more populations.
In this section we will focus on the control limits from data driven perspective with
the corresponding measurable calculations. We will accomplish the following:
• Construct confidence intervals on the mean of a normal distribution, using the normal
distribution.
• Construct confidence intervals on the variance and standard deviation of a normal
distribution.
• Construct confidence intervals on a population proportion.
An important question to be answered is “how good is an estimation?” An interval estimate for a population parameter is called a confidence interval (CI). Information about
the precision of estimation is conveyed by the length of the interval. A short interval
implies precise estimation. A tolerance interval (TI) is another important type of interval estimate. We use confidence intervals for quality control analysis and many other
applications.
It is known that for a sufficiently large data set, the data is approximately normally
distributed. Assuming we have a sufficiently large data set, we will be only concerned with
the confidence and tolerance intervals for normal distribution. For a normal distribution,
we know that 95% of the distribution is in the interval (μ and σ are not necessarily known)
(μ − 1.96σ, μ + 1.96σ )
Need to use potential error in each point estimate to form a tolerance interval for the
distribution:
(
X − ks, X + ks
)
Many real-life applications use this normal distribution tolerance interval approximation.
5.7.1
Development of CI
Given a data set with numbers, it is not possible to understand whether the points are
away from the average of the data or understanding how the data points fit in the entire
data set. For instance, if we have 1.5 million as a value in a data set then we won’t
necessarily understand or know whether this is an extreme point or not within the entire
5.7
Hypothesis Testing
123
data set. The way to understand this fact is by standardizing the data set which becomes
a new random variable for the data set.
• Suppose now that we have unknown mean μ and known variance σ2 .
• Suppose that X1 , X2 …, Xn is a random sample from a normal distribution with
unknown mean μ and known variance σ2 .
• The sample mean X is normally distributed with mean value μ and variance σ2 /n.
• Standardization of X:
Z=
X −μ
√σ
n
• Z is the new random variable with standardized normal distribution. This formula for
the entire population is known as
Z=
X −μ
σ
in which case n is not a factor in the formula. We will see later that the use of n in the
prior formula is useful for determining the right sample size and changing the sample
size for determining the right parameters for expected z-value.
5.7.2
Confidence Interval Formula
If X is the sample mean of a random sample of size n from a normal population with
known variance σ2 , then the 100(1-α)% confidence interval on μ is calculated by using
σ
σ
X − √ ∗ Z α2 ≤ μ ≤ X + √ ∗ Z α2
n
n
where Z α2 is the upper 50*α % point of the standard normal distribution. The graph below
illustrates the upper and lower α2 portions of area between the distribution and the input
axis that we know as 100%. This gives α% of the entire area.
Example 5.5 The probability distribution function for “Production under 30” data is determined to be approximately normally distributed. This normal distribution has a mean value
of 12.1 and a standard deviation of 3.93. It is an indicator of how widely the data is spread
with the maximum percentage possible. We refer to the details of this example covered in
hypothesis testing section.
124
5 Analyze
We can determine the 95% CI for the mean impact energy (μ). We have.
• n = 10
• σ = 3.93
• X = 12.1
• α2 = 100−95
% = 0.025% hence Z α2 = 1.96
2
Therefore
1
1
12.1 − √ ∗ 1.96 ≤ μ ≤ 12.1 + √ 1.96
10
10
11.48 ≤ μ ≤ 12.72
Interpretation. The mean production is expected to be anywhere between 11.48 and
12.72 for meeting expected 95% coverage. This simply indicates 12 productions to occur
on average per each month.
5.7.3
Choice of Sample Size
If X is used as an estimate of μ, we can be 100(1-α)% confident that the E = error =
|X -μ| will not exceed a specified amount error when the sample size is
(
n=
σ ∗ Z α2
)2
E
Example 5.6 (Sample Size Calculation) Considering the “Production under 30” example,
we want to determine the number of data points needed for the 95% CI on μ for a mean
value of 12.1 and a standard deviation of 3.93. We use error estimation E as one-half of the
length of the CI to determine n with E = 0.5, σ = 1, and Z α2 = 19.6. The required sample
size is
(
)
1 ∗ 1.96 2
= 15.366 ∼
n=
= 16
0.5
Therefore 16 data points is normal to expect in this case. We covered a part of the control
limits as a part of the mathematical methods in this book however there are many other
methods that control charts can be identified based on varying conditions, in fact you can
find books and book chapters in this area of interest. For those who are interested in more
details and beyond the scope of the concepts covered here, we refer to.
5.7
Hypothesis Testing
5.7.4
125
Null Hypothesis
How do we hypothesize? is the next question to be asked because it is not as straight
forward as it seems. For instance, rate of production data can be described as a probability
distribution. We can use this information to build the hypothesis testing. Suppose we want
to hypothesize that the defect rate is 1500 items per day of production. Therefore, the
two-sided hypothesis is
H0 : μ = 1500 items per day
H1 : μ / = 1500 items per day → μ < 1500 and μ > 1500
where H0 is called the null hypothesis which is the claim that is initially assumed to be
true and H1 is the alternative hypothesis. If we want to do one sided hypothesis, then we
use
H0 : μ = 1500 and H1 : μ < 1500 or
H0 : μ = 1500 and H1 : μ > 1500
We will structure the null hypothesis as an equality in this work. Hypothesis is always a
statement about the population or the distribution. Hypothesis can be a result of experience
or experiments/tests. As one can guess, the main idea behind hypothesis testing is to test
the statistical significance of a value (that we suspect to hold) that we hypothesize within
a data set to be supported by the data set itself or not. Hence, Hypothesis Decision Making
is a procedure leading to a decision about the null hypothesis which is called a test of a
hypothesis. Hypothesis-testing procedures rely on random sample from the population of
interest. If this information is consistent with the null hypothesis, we will not reject it; If
this information is inconsistent with the null hypothesis, the null hypothesis is false and
reject it in favor of the alternative.
Example 5.7 (Hypothesis Testing) Suppose that n = 8 items are tested, and the lacking
inventory data is determined to be x = 1500. This sample is an estimation of the true population mean. Suppose we will not reject the Null Hypothesis H0 : μ = 1500 if 1400 ≤ x ≤ 1600
(called the acceptance region), and it is called critical region otherwise. The equality condition between the acceptance and critical regions are called critical values (which are 1400
and 1600 in this example.)
5.7.4.1 Type 1 Error
Type 1 Error is rejecting the null hypothesis H0 when it is true.
126
5 Analyze
Probability of Type 1 Error
(
)
α = P( type 1 error ) = P reject H0 when H0 is true
Sometimes Type I error probability is called the significance level, the α-error, or the
size of the test.
Example 5.8 Suppose that σ = 200, n = 8, and μ = 1,500. Therefore, using approximately
normal distribution condition.
σ
200
√ = √ = 70.711
n
8
Therefore, probability of making a type 1 error is
α = P(x < 1, 400 when μ = 1, 500) + P(x > 1, 600 when μ = 1, 500)
= 0.07927 + 0.07927 = 0.15854 = 15.854%
This implies that 15.854% of all random samples would lead to rejection of the hypothesis H0 : μ = 1500 defects per day when the true mean defect rate is really 1500 defects
per day.
Example 5.9 (Type 1 Error Calculation—Using z-values) The z-values that correspond
to the critical values 1,400 and 1,600 are
z1 =
z2 =
x1 − μ
√σ
n
x1 − μ
√σ
n
=
=
1400 − 1500
200
√
8
1600 − 1500
200
√
8
= −1.4142
= 1.4142
Hence, looking at the z-score table values, we can calculate the following:
α = P(z < −1.4142) + P(z > 1.4142) = 2 ∗ 0.07927 = 0.15854 = 15.854%
Example 5.10 (Impact of Sample Size on Type 1 Error) Suppose we increase the sample
size from 8 to n = 20. Therefore
z1 =
z2 =
x1 − μ
√σ
n
x1 − μ
√σ
n
=
=
1400 − 1500
200
√
20
1600 − 1500
200
20
= −2.2361
= 2.2361
5.7
Hypothesis Testing
127
Noting that P(z < −2.236) ≃ 0.0127 indicating
α = P(z < −2.236) + P(z > 2.236) = 2 ∗ 0.0127 = 0.0254 = 2.54%
Therefore, doubling the sample size caused Error Type 1 to be reduced from 11.42% to
2.54%. This is the method that can be followed to identify the sample size for a certain error
expectation. It is possible to use Excel and other programming languages to determine such
values through basic calculations.
5.7.4.2 Type 2 Error
Recall that rejecting the null hypothesis H0 when it is true is defined as the type I error.
In this section we will define and explain type 2 error and its impact on decision making.
Probability of Type 2 Error
Type 2 error is failing to reject the null hypothesis H0 when H0 is false.
β = P( type 2 error ) = P( reject HO when HO is false )
Sometimes this error is also called β-error. Type 2 error requires another hypothesis
that is alternative with another mean value.
Example 5.11 (Type 2 Error) Recall that we had n = 8 items are tested for Type 1 error in
the previous section and hypothesis testing for the defect rate x = 1,500 was implemented.
This sample is an estimation of the true population mean.
Suppose that it is important to reject the null hypothesis whenever the defect rate μ is
greater than 1,550 defects or less than 1,450 defects. We could calculate the probability of a
type II error β for the values μ = 1,550 and μ = 1,450 and use this result to tell us something
about how the test procedure would perform.
Specifically, how will the test procedure work if we wish to detect rejection of H0 for a
mean value of μ = 1,550 and μ = 1,450? For the same example, we had σ = 200 and μ
= 1,500. Therefore, using approximately normal distribution condition we can calculate
σ
200
√ = √ = 70.711
n
8
The z-values that correspond to the critical values 1,450 and 1,550 are
z1 =
x1 − μ
√σ
n
=
1550 − 1500
1450 − 1500
x2 − μ
=
= 0.707
= −0.707 andz 2 =
σ
√
70.711
70.711
n
Therefore, noting that P(z > 0.7071) = 0.2389 probability of making a Type 2 Error is
128
5 Analyze
β = P(−0.7071 < z < 0.7071) = 100% − 2 ∗ (23.89%) ∼
= 52.22%
This implies 52.22% of all random samples would lead to rejection of the hypothesis
H0 : μ = 1500 of the test procedure work when the sample size is 8 if we wish to
reject H0 for a mean value of μ = 1,550 and μ = 1,450.
Example 5.12 (Sample Size Change) Suppose we increase the sample size from n = 8 to
n = 20. Therefore
z1 =
1450 − 1500
200
√
20
= −1.118 and z 2 =
1550 − 1500
200
√
20
= 1.118
Hence, using z-table values, we can calculate the following:
β = P(−1.12 < z < 1.12) = P(z < 1.12) − P(−1.12 > z) = 0.8686 − 0.1314 = 73.72%
The probability of rejecting H0 when it is false increased from 52.22% (when n = 8) to
73.72% (when n = 20).
The strength of a test can be also measured based on the null hypothesis rejection. The
probability of rejecting the null hypothesis H0 when the alternative hypothesis is true is
called the power of a statistical test. The value of the power is 1-β.
5.7.4.3 Type 1 and Type 2 Related Conclusions
• Type I and type II errors are related. A decrease in the probability of one type of error
always results in an increase in the probability of the other provided that the sample
size n does not change.
• An increase in sample size reduces β provided that α is held constant.
• When the null hypothesis is false, β increases as the true value of the parameter
approaches the value hypothesized in the null hypothesis. The value of β decreases
as the difference between the true mean and the hypothesized value increases.
• A widely used procedure in hypothesis testing is to use a type 1 error or significance level of α = 0.05. This value has evolved through experience and may not be
appropriate for all situations.
5.7.4.4 Advanced Hypothesis Testing Concepts
Hypothesis testing can be implemented for many different statistical distribution settings
with much more complicated mathematical calculations; we do not cover these concepts
in this book due to the overall purpose of the book however we refer to [13] for more
advance hypothesis testing concepts such as hypothesis testing on variance, t-distribution,
5.7
Hypothesis Testing
129
and chi distribution related hypothesis testing analysis. Figure 5.17 below outlines some
of the hypothesis testing considerations with high level explanations.
We recommend following the steps below for Hypothesis-testing as a part of DMAIC:
Fig. 5.17 Examples of different hypothesis testing options and their brief explanations
130
5 Analyze
1. Parameter of interest. Identification of the parameters: Determine the parameters that
take place in Measure section which should be the factors that relate to the defined
problem.
2. Clean data. One needs to make sure that the data to be considered for hypothesis
testing doesn’t contain any errors. Depending on the data set size and nature, errors can
be determined by using Excel (such as simple working or determining basic statistics
to find out extreme points) or software package applications (such as machine learning
or statistical calculations).
3. Identification of the null hypothesis (H0 ). State the null hypothesis, H0 .
4. Identification of the alternative hypothesis (H1 ). Identify an appropriate alternative
hypothesis, H1 .
5. Test statistic identification. Determine a test statistic that aligns with the scope of the
problem.
6. H0 rejection condition. Null hypothesis rejection criteria need to be stated.
7. Numerical computations. Implement calculations based on the sample quantities that
align with the goal of the project, use these values for the test statistic computations.
8. Do results make sense. It is critical to figure out whether the attained results in the
prior steps make sense for the actual system under question. If they are not, it is
necessary to revisit the prior steps to do a better analysis.
9. Conclusion drawing. Decision on the null hypothesis testing to be rejected or not is
the last step. This should be interpreted based on the context of the problem in a way
that the interested audience can follow the results.
5.8
Analysis of Variance (ANOVA)
The goal of Analysis of Variance (ANOVA) is to be able to apply hypothesis testing to
multiple data sets (i.e., two or more) that are known to be normally distributed with the
same variance value. Similar to the 1- and 2-paired t-testing, if the p-value is greater than
0.05 then there is no significant difference between the group mean values, otherwise
at least one group’s mean value is significantly different from the other sample groups’
mean values.
For instance, suppose we have 10 machines producing the same item and we want
to apply the ANOVA test to each sample set that consists of each machine’s production
amount per hour. The data can be collected as a part of the Measure phase and if the data
sets have the same variance with normal distribution, then we can apply the ANOVA test.
The test would indicate the differences in the mean values of all 10 machines together. If
the p-value appears to be greater than 0.05 then there is no significant difference between
the proportions (frequencies) of items produced among the machines. If the contrary
5.10
Process Efficiency Analysis
131
occurs, then at least one of the machines has a significantly different average quantity
of production when compared to the other machines.
As an application, suppose we have several data sets representing several wastes during
a certain period that are normally distributed with the same variation value. The ANOVA
test would indicate the level of difference on the proportions (frequencies) of the samples
and the difference on the mean values.
There is basic five steps that can be applied for numerical ANOVA analysis:
•
•
•
•
•
Setup the hypothesis and the state the level of significance
Select the test statistic for application.
Identify the decision rule for hypothesis application
Compute the test statistic
Decide whether the hypothesis should be accepted or rejected.
5.9
Threat Matrix
A Threat Matrix helps to determine the severity of risks based on the probability of
occurrences of events. The events and the associated risks are depending on the possible
risk considerations and the likelihood of their events with their impact on the operations.
Risk mitigation can be structured according to the Threat matrix and the identified risks.
Figure 5.18 displays a structure of such Threat Matrix. The input axis, probability of
occurrence of risk increases from 0 to 100%. The severity level is assigned based on the
estimation of the scale of severity upon the failure. Severity scoring can be assigned based
on a 5-point or 10-point scale.
5.10
Process Efficiency Analysis
The efficiency of a process improves when the non-value-added activities decrease, and
the number of value-added activities increase. Analysis of a process may not be meaningful by simply determining the value-added time for the process; it is meaningful when
it is compared with the lead time of the process.
Therefore, the efficiency of a process can be measured by calculating the following
formula:
Process Efficiency (in%) =
Value Added time of the process
∗ 100
Process Lead Time
Comparison of varying lead and value-added times by calculating the PE values would
be particularly useful for comparison of performances of the work done within the same
132
5 Analyze
Fig. 5.18 A Threat Matrix with risks’ severity and probability of occurrence of the risk
workplace. The efficiency of a process increases when the value-added time to the process
increases and gets closer to the lead time.
Figure 5.19 demonstrates an example of a Process Efficiency. If the lead time is three
hours from the beginning of the sorting process to the loading to the truck and if the initial
VA time was 2 h and changed to 2.5 h after completion of the six-sigma application, then
the Process Efficiency increased from 66.67% ( 23 *100) to 83.33% ( 2.5
3 *100).
5.11
Value Stream Map—Improvement Opportunities
The second round of VSM design requires to place improvement markings on the initial
phase of VSM covered in Sect. 3.10. We also covered the universal symbols to be used
for structuring such a map in the same section. In this section we will cover how to mark
the improvement opportunities on VSM after analysis of the data. Recall that the need of
using the following icon for improvement (Fig. 5.20).
• Icon to be placed for indicating improvement in the location on VSM where applies.
A simple example in this case can be viewed on the following VSM:
Without the need for understanding the graph itself, we can easily understand that the
plate making and plate mounting operations can be improved as a part of the analysis.
5.11 Value Stream Map—Improvement Opportunities
Fig. 5.19 An example to PE and the PE formulation
Fig. 5.20 An example of a VSM with improvements marked on the map
133
134
5 Analyze
This marking could be placed on any other parts of the initial VSM that include the
following components listed on the graph:
•
•
•
•
Truck shipment
Visual inspection
Supplier
Any of the other processes (including marking on the operator sign or other quantities
that can be listed here.)
• Inventory
• Push logic used between the processes completed
• Electronic communication
The third iteration of the VSM that demonstrates the improvements applied and reflected
on the initial phase of the VSM is the last phase of the map to be covered in Chap. 6.
5.12
Lean Techniques’ Analysis
Under the umbrella of the DMAIC approach, there are several Lean techniques that can
be applied to the project and some of these lean techniques will be covered in the next
section. Application of these techniques’ analysis would allow the six-sigma team to
determine whether the need of continuing the lean technique is essential or not depending
on the conditions. For instance, as shown on the image below, 5S is the first technique
used under the umbrella of six sigma. Possible lean techniques (or technique that relate
to lean approaches) that can be used in a six-sigma project include but not limited to the
following (Fig. 5.21).
•
•
•
•
•
•
•
•
•
•
•
•
5S
Cell Design and Improvement
Design Improvement
Failure Mode & Effect Analysis (FMEA)
Facility Layout Improvement
Heijunka
Kanban
– Production Kanban
– Withdrawal Kanban
Mistake Prevention
Poka Yoke
Priority Matrix
Single Minute Exchange of Die (SMED)
Total Productive Maintenance
5.13
Exercises
135
Fig. 5.21 Lean techniques’ analysis can be also conducted/presented visually just like in this image
• Standard Work
• Design of Experiment (DoE).
5.13
Exercises
Exercise 5.1 The interaction table below displays the interaction between M1 and M2 (represented by M1&M2), M2 and M3 (represented by M2&M3), and the rate of corresponding
scraps.
Interaction Table
M1 &M2
M2 &M3
Rate of scraps
1st observation
↗
↗
2nd observation
↗
↗
3rd observation
↘
↗
4th observation
↘
–
40
200 = 20%
35
250 = 14%
18
210 = 8.5714%
14
300 = 4.6667%
136
5 Analyze
The material flow in the process is known to have the following trend:
Inventory → M1 → M2 → M3 → Customer
Similar to the interaction analyzed in Sect. 5.5, answer the following questions.
a. It is known that the defects are not moving from one machine to another, which
machine may cause the maximum and minimum problems for defect production?
b. It is known that the defects are moving from one machine to another, which machine
may cause the maximum and minimum problems for defect production?
c. Structure a cause-effect diagram for part a.
d. Structure a cause-effect diagram for part b.
Exercise 5.2 There are three subprocesses in the production of a robot with the corresponding process lead times
• 1 Hardware production (3 days and two hours),
• 2 Software production (1 day and 4 h)
• 3 Hardware-software integration (4 day and 22 h).
The following are observed by a Six Sigma team:
• The three subprocesses work independently.
• Hardware and software components of the production are completed in parallel.
• Hardware-software integration subprocess is implemented right after the hardware and
software productions are completed without wasting time.
• Only value-added time is used for production of the 3 processes, the rest of the time
is not considered for production.
During the planning phase of a Six Sigma project for improvement of the robot production
process, the process efficiencies are 20%, 5% and 20% for the hardware production, the
software production, and the hardware-software integration, respectively.
After the implementation of the Six Sigma project, the process efficiencies became
40%, 10% and 20% for the hardware production, the software production, and the
hardware-software assembling.
1. Determine the value-added time to the process for both the planning and the implementation stages of the Six Sigma project when 100 robots are considered for
production.
2. How many more robots can be produced by using the value-added time after the Six
Sigma project implementation?
3. What is the change in process efficiency? Please explain.
5.13
Exercises
137
Exercise 5.3 Identify a lean technique that is not covered in this book. Is this technique
similar to any other six sigma techniques covered in this book. Explain the similarities and
differences observed between the two techniques.
6
Improve
“Improve” is the phase of DMAIC where the Lean Six Sigma team members should
show their ability to implement improvements in the entire process to be improved. This
requires a collective understanding of all the documents obtained during DMA of DMAIC
and studying whether the improvements work or not in the entire process. The Lean Six
Sigma Team should always keep in mind the objective of the project; the main goal of
the improvements is customer satisfaction.
6.1
Introduction
In this section, we start improving the process that’s measured and analyzed from different perspectives. Up to the “Improve” phase of DMAIC, we should have a thorough
understanding of the entire process with places where the improvement opportunities
throughout the process are identified but not completed. In this chapter, we’ll cover several
techniques that will help to improve the process from different perspectives:
.
.
.
.
.
.
.
.
Mistake proofing
Five S
Design Improvement
Kanban
Time Reduction
Improved?
Improvement worked?
Implementing Improved
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_6
139
140
6 Improve
It is always important to remember that improvement should be continuous: The improvement should last in the process for a long time (if possible, forever unless a better
improvement is possible) and make the improvement stable in the process. The improved
process should not change, and it should be possible to apply additional improvements in
the process.
6.2
Mistake Prevention
Mistake prevention is to act before it is too late to have a defect during production.
Therefore, it is important to prevent the mistake after determining its possible root causes
and effects. The initial phase of improvement is to have a detailed process map and know
how and where defects might occur. There are many ways to prevent from making a
mistake before it becomes a defect.
6.2.1
Improvement by Controlling at Each Phase
This is a way to improve the process by controlling the process at each pre-phase of the
process. The following steps can be followed for this type of improvement:
1. Use a Map. Use a detailed process map of the process to be improved. This process
map is obtained during the Measure or Analyze phase of DMAIC (e.g., SIPOC diagram
for the entire process.)
2. Feedback. Generate a system that will give feedback to the pre-phase in the process
when a mistake occurs, and therefore a defective item is produced.
3. Corrective? If it is possible to correct the defective product, take it out of the general
production line and send it to the location where that is possible to correct it. If it is
not possible to correct it treat it as waste and consider it for recycling if possible.
Improving by controlling the process at each phase of the process has advantages and
disadvantages:
Advantages
Reducing waste by controlling the process at each phase is a quick response to the last
phase in the process where the mistake occurs. This action can prevent from making a
mistake from happening again. Fixing the necessary process components (such as machinery) right away is an important action that should be taken right away. This can be very
important since the mistake may occur simultaneously. Quick response to the previous
phase in the process can result in the following savings:
6.2
Mistake Prevention
141
. Causing more defects;
. Keeping the process busy with defective items;
. Realizing the defective item on time. It could become a defective item that may not be
correctable if it is realized late during production;
. High-level quality that will meet customer requirements;
. Process under intense control for defects.
The listed advantages of the quick response to the last phase in the process can result in
considerable waste reduction.
Disadvantages
The main disadvantages of “Improvement by Controlling at each Phase” are the following:
. Employing a person or a machine to check the production line continuously. This is a
costly action that the customer may not be willing to pay for.
. The pre-phase in the process will be interrupted if the mistake occurred and might be
stopped often. This can result in wasting an enormous time during production.
When to Use
This improvement approach might be best to use when a mistake occurs often throughout
the entire process.
6.2.2
Improvement by Controlling at Some Phases
It is possible to determine the phases where the defect may occur often during production.
These phases can be determined by collecting defect-data during production. Instead of
controlling each pre-phase of the process, some of the pre-phases in the process can
be checked for frequently occurring mistakes. This approach has also advantages and
disadvantages.
Advantages
. This technique is not as costly as controlling the process at each phase if the pattern
of the collected data for mistakes remains the same.
. It is possible to have control over the production if the mistakes that occur continue in
the way the data is observed.
. Least amount of cost for corrective action when mistakes occur; therefore, customer
satisfaction is satisfied.
142
6 Improve
Disadvantages
The technique solely depends on the collected data for determining the places, where
mistakes occurred during a particular production. Therefore, if the mistakes occur at other
locations than the locations where the data is collected then the following will occur:
. Can be costly to the customer;
. Defective items might be passing from one phase to the other and keep the entire
production busy;
. Data collected might be useless for future uses; therefore, becomes a costly NVA
activity to the process.
When to Use
If the process has a production line that follows a certain mistake pattern, which can be
observed with collected mistake data.
6.2.3
Improvement Without Control
Production with no control for mistakes during the process is also possible in cases when
the production is highly reliable. That is; the mistakes that occur are negligible in the
production; therefore, the number of defects is not too many to control the process for
defects. This is also the case when the cost of defects can be less than assigning a controller to check for defects in the system. It is only the output of the process that should
be controlled to determine whether the output matches the quality of what the customer
is willing to pay for.
Advantage
. No cost for checking mistakes during production if the production is highly reliable
(mainly defect free.)
Disadvantage
. Costly if a highly reliable process loses its reliability: Starts making mistakes and
producing defective items.
When to Use
Improvement of the process with only control on the output should be preferred if the
production is highly reliable (i.e., mainly defect free.)
6.3
Five S (5S)
143
Q/ How to decide whether control throughout the process is necessary or not?
Answer. There is a cost tradeoff between having defects and assigning a controller to the
system to check for defects during production. This tradeoff requires a decision-making
based on the general trend of the production. If the production is mainly defect free, then
it might be the best to not assign a controller that checks for mistakes to improve the
process. The decision-making should depend on the sponsor of the project in the Lean
Six Sigma team; however, it is the responsibility of the other members of the Lean Six
Sigma team to determine the general defect trend of the output. The reliability of the
process can be checked by collecting and evaluating a set of data collected for a long
period of time.
6.3
Five S (5S)
Five S is a way to improve the existing work environment to have an ordered, sorted, and
clean environment that meets the business regulations. Figure 6.1 outlines the 5S elements
to be explained in this section.
In this cycle of improvement opportunities, the order is as follows:
1. Sort. A work environment is usually a dynamic place where tools, machines, paperwork can always change places. There might be scraps or even unfinished products
remaining in the workplace. Therefore, the workspace might be massy and there might
be items that do not add value to the work done where the process will continue the
1. Sorting
5. Sustaining
2. Setting in Order
4. Standardizing
Fig. 6.1 Elements of 5S that can be used during a project
3. Shining
144
6 Improve
following day. This massy environment can result in wasting time to find things that
we need. Therefore, it is best to sort items to be able to determine what is needed and
not needed at the end of the day in the workplace. In some workplaces, it is important
to sort used items often. The number of items used in the workspace is usually well
known therefore the following can be done by the Lean Six Sigma team for sorting:
. Make a priority list of items used in the workplace.
. Determine the frequencies of items’ use in the list (how often they are needed)
. Make a new item list with the corresponding frequencies included and where the
items are used in the workplace.
2. Set in Order. After sorting the items, it is crucial to find the right locations to place
them. This placement is very important and should respect the frequency of the items
used. As many times as the item is used as close as it should be to the person using
it. After determining the locations of the items to be placed, it is necessary to follow
the safety regulations and appropriateness of the items at the locations assigned. One
way of sorting that can be used by a Six Sigma team is by doing the following:
. Design a map of what is where during the operation expected by the operator before
changing places of any item. This is important since the person who is operating it
should be comfortable with any changes.
. Design a new map with the necessary changes by considering what the operator is
comfortable with.
. Sketch a map of the items used in the workplace: This is an important component
for continuous improvement because the same design can be implemented in similar
places and the new staff can be trained by using these documentations.
. Consult with the operator to see if the map appears to work in the workplace.
. Test whether the new “item map” is working well when it is implemented in the
workplace.
. Make the necessary changes on the map after implementation.
. Finalize the designed map.
3. Clean. Keeping the items and workplace clean to have the best productivity from
them. Keeping machines clean is particularly important for them to operate smoothly.
Cleanness of the machines used during the production can decrease the down time of
these machines which may increase the production and therefore eliminate a non-valueadded activity during the production. One way of determining cleaning regulations at
the workplace by the Lean Six Sigma team is by doing the following:
. Determine how often the items used at the workplace should be clean by looking
at the user manual of the items or consulting the firm that produced them.
. Make a chart of how often, when, and how the cleaning should be done with which
item.
. Place this chart in the workplace in a place easy to see.
6.4
Improving Design
145
4. Standardize. Continuing the implementation of the first 3S will help to have an organized work environment, and therefore a standardized process. Standardization of the
changes made is only possible with the person operating it.
5. Sustain. Make sure that the first 4S components are implemented continuously at the
workplace. Place the map of changes and the chart of cleaning items on a board at the
workplace for ease of access.
6.4
Improving Design
Improving the designs of
1. Workspace Layout,
2. Transportation, and
3. Documentation
can add value to the product or service and may eliminate NVA in the workplace; therefore, in this section, we’ll cover how to improve these three types of designs during a
Lean Six Sigma project.
6.4.1
Workspace Layout Design
Prior to the application of a Lean Six Sigma approach to the workspace design, the staff
might be comfortable with the design of the workspace but may not be productive. During
a Lean Six Sigma project, it is essential to design a workspace where the staff is comfortable while working and has the best productivity during work hours. This improvement
of design is possible by observing the movements in the workplace for a short period
of time and video recording them (if necessary for future reviews.) This improvement is
particularly possible by redesigning the locations of machines, desks, tables, chairs, etc.
which can increase the productivity of the staff. The following steps can be followed for
design improvement at the workspace:
. Video record the workspace and observe the movements of the staff.
. Sketch the map of the workspace with the items and corresponding measurements
(height, width, and length) marked on them. It is also important to sketch the tools on
these items. This mapping of the workspace can be also done with cartons laid out in
a room with the actual lengths of the items in the workspace. This small model can
help to relocate all the items easily to observe the best workspace design.
146
6 Improve
. After determining the “best possible design,” implement this design with the staff at
the actual workspace to have the feedback of the staff.
. If the staff is comfortable with the new design, implement it by pointing out the new
locations of the items with colored tape etc. This is particularly useful for the staff to
not forget which item should be where in case of dislocation of items.
. Post the designed changes on a board.
6.4.2
Transportation Design
The design of the transportation of goods is also an important concept that a Lean Six
Sigma team will participate in for improvement. There are different forms of transportation; transportation of items in a factory from one place to another, transportation
of items from one work cell to another, transformation of goods from one factory to
another, etc. Based on the changing requirements of transportation, the following steps
for improvement can be followed:
. Find out/observe the tools/machines and techniques used for transportation and question their effectiveness; question whether it is the best way to do the transportation
with the least cost.
. Determine the route of transportation and sketch a map of it.
. Determine the best possible way to do the transportation, the necessary machines/tools
for it, and determine the necessary rerouting of the pathways of this transportation.
. Depending on the type of transportation, either sketch a map of the redesigned routing
or place colored tapes on the ground pointing to the best way to be followed from one
location to the other.
6.4.3
Documentation Design
There are many documents used in the workplace that can be improved such as documents
used for decision approvals requiring signatures, explaining work procedures, etc. These
documents may not have the best possible structure that the customer is willing to pay
for. One way of improving these documents is as follows:
. Study the current structure of the document and determine whether it has the best
structure possible that is needed by the business.
. Determine the weaknesses of the documentation by observing what appears unnecessary as a part of the process that the document is designed for. Also, determine whether
the document has summarized information if there is any.
6.4
Improving Design
147
. Eliminate or take out everything that is not necessary to appear on the document.
. Redesign the improved document for approval of the sponsor.
6.4.3.1 Duration
Duration of documentation is the time it may take to go over the document. It is essential
to not overcomplicate documents to reduce the time it takes to understand the operations.
It is possible to improve documentation with more visuals or “coded” language that may
be understood by the organization members.
6.4.3.2 Infrastructure
The organization of the document needs to be in such a way that the results conveyed
are easy to access and follow by the employees. Overcomplicating the language in the
document would not help any other employee, therefore an improvement opportunity can
be in the infrastructure improvement of the documentation method.
6.4.3.3 Insight (i.e., Conceptual Coverage)
The conceptual coverage of the documents can be designed in such a way that priority
can be given to the most common issues that occur. This is a “weighted” approach in
a way that the count of the maximum issues detected can be attained because of the
measure phase in which case the corresponding response document can be the one on the
top of the list. This can reduce the tack time for ease of access. One can apply a “tree”
approach in which case the main branches of the tree consist of the main categories of
reactions to issues while the subcategories consist of the smaller branches. This branching
methodology can be as deep as it can be, although one needs to be careful about the takt
time of reaching the response method for an incident.
6.4.4
Employee Training/Improvement
Human error is one of the top reasons for mistakes occurring in manufacturing just like
in every other occupation. There are critical key points that can cause a mistake due to
human error:
.
.
.
.
.
.
Lack of experience,
Lack of standardization,
Lack of training,
Forgetfulness,
Misunderstanding, and
Bad identification.
148
6 Improve
Companies need to invest in their employees and train them to not only improve their
operations but also to increase the knowledge base of their workers. This training can
be leveled based on the credentials of the employees and their clearances to access subsystems. Employee improvement is mainly possible by focusing on the training of the
following:
. Technology. Improving the technology knowledgebase of employees that relates to the
company operations should be one of the essential training of a company.
. Method. The methods used for production as processes and procedures should be a
part of the training.
. Quality. Any quality-related considerations taking place in the operations should be
a part of the training. Understanding the meaning of quality is a critical element of
manufacturing.
. Safety. Additional safety considerations should be provided as training in addition to
the mandatory safety training that may change as operations change.
. Meaning of Operational VA, BVA, and NVA. The meaning of operational VA, BVA,
and NVA needs to be clarified as a part of a special training. Many manufacturers think
that the employees are aware of the quality expectations however the defect returned
by the customer can be a good indicator of this understanding of the employees.
. Documentation. Management of documentation and notification procedures that are
used should be a part of employee training. Preserving the work done with details
cannot be underestimated since these documents would be revisited in the future for
similar operations.
6.5
Poka Yoke (Mistake Proofing)
Poka Yoke (which is also known as mistake proofing) is a technique with a zero-defect
goal that aims to use devices and/or procedures effectively for error detection. The strategy
relies on the fact that an error made increases its economic impact over the time between
the time it occurred and the time it is realized. The time difference between the occurrence
of an incident and the time it is realized needs to be minimized for reduced waste. An
important consideration in this approach is to determine when and how to react. The
design choice in Poke Yoke is called Poke Yoke design while the detection mechanism
of the process is called Poka Yoke process.
6.6 Time Improvement
6.6
149
Time Improvement
Improvement of the lead time of the general process is an important aspect of improvement. This timing is transparent on a value stream mapping where all the operations
related to the process are clearly stated. On a VSM, VA, NVA, and BVA activities are
determined with the corresponding timings. Some of the aspects of time improvement
include the following:
. Machine Downtime. Machine down time is the time frame that a machine is unexpectedly down for a while. This time frame does not add value to the process and the
only way to improve machine downtime is by taking immediate action to fix it.
. Machine Setup Time. To be explained in Single Minute Exchange of Die.
. Machine Performance Time. This is the performance of a machine used for production. A machine may not have the best timing/performance expected from it if it is
not clean, old, broken, etc. The way to improve this timing is by maintaining and
controlling its performance periodically.
. Production Timeline. Production timeline is the amount of expected time to produce
an item. The best way to improve production timeline is by respecting the takt time of
production.
. Staff and Time Management. Some of the ways to improve staff time management
include the following:
– Assigning the right tasks to the right people who are skilled to fulfill the
expectations.
– Have a spaghetti diagram sketched for improving the movements of staff during a
process.
– Right workspace design to save staff time for finding items, machines, etc. at the
workplace.
– Right amount (minimized) of information on the documents to have the best timing
performance from the staff.
. Inventory and Time Management. Inventory time management is very important
when the objective is to save time while using the inventory. If the items needed for
producing the output of a process are not in the inventory, then the production cannot
occur. This causes waste of machine performance time, staff time, production timeline,
etc. Some of the important aspects of inventory time management and improvement
methods include the following:
– Make a list of the items needed to produce the output of the process.
– Determine the expected inventory amounts and the locations of these items needed
for producing the output of the process.
– Designing local markets (inventory locations for local areas during the production)
for storing and using the items close to the production area. This is particularly
useful to have the inventory close to the production line. These local markets can be
150
6 Improve
used for storage of defective items, overproduced items, and keeping the inventory
at a close distance to the relevant production unit.
– Push and pull systems can be designed for the inventory to improve the duration of
reaching out to the inventory:
A push system to push the inventory from the main inventory hub to the local
market and another push system from the local market to the production line.
A pull system to pull the produced and defective items (if necessary) from the
workspace to the local market and another pull system to pull the produced and
defective items from the local markets to the main inventory hub.
– Keep track of the local markets for inventory shortage and push items to the local
markets for inventory support.
. Transportation and Time Management. Transportation of goods can be as simple as
taking an item from one unit to another at a walking distance or can be as complicated
as transporting items from one continent to another. Transportation of goods itself is
a research area that many companies and universities invest in. Considering a Lean
Six Sigma project, the transportation time management depends on the scope of the
project:
– Big Operations. If the project includes big transportation operations (such as transportation from one state to another, one country to another, and one continent to
another) there should be experts in the Lean Six Sigma teams who are specialized
in tackling such transportation problems.
– Small Operations. If the project includes small transportation operations (such as
moving items in a factory or from one location to another in the same city etc.)
then the ways to improve the cost and the time it takes to transport goods within
the expectation of the company should be analyzed. Several options should be discussed and investigated by the Lean Six Sigma team for improving transportation
expectations.
6.7
Single Minute Exchange of Die
Single Minute Exchange of Die (SMED) is a technique used for eliminating waste that
occurs during the changeover or setup time. Changeover time is the period that it takes
to produce the last piece of the previous batch to the first good piece of the next batch.
Changeover time is meaningful to use for anywhere that production occurs such as a
process and a machine. The main purpose of SMED is the realization of the waste during
production by observing the operating system. Reduction of changeover time adds value
to the process since it increases the production time. The following should be done to
observe SMED by determining NVA while operating a machine:
6.8
Improved?
151
. Manpower. There can be several operators that operate the same machine together. If
there is a lack of teamwork than the changeover time can be longer than expected.
. Machine Parts. Appropriate machine parts should be chosen for the best performance
of the machines that may affect the changeover time. Change of design of the machine
can also be considered for this purpose.
. Machine Operations. The operations should be observed and always measured
regardless of the machine under observation is running or not.
. Batch Size. Batch size should be known during production since the size of the batch
will indicate when the machines stop operating.
. Internal Operations. These are the operations that are done while the machine is not
working.
. External Operations. These are the operations that are done while the machine is still
operating.
Internal and external activities continue to take place during the changeover time. It is
possible to move the external activities that occur during the changeover time since these
activities can be fulfilled independently from the machine. Internal activities cannot be disregarded and moved out of the changeover time; therefore, removing the external activities
outside the changeover time is a value-adding activity to the process. Internal activities
cannot be removed from the changeover time therefore they are considered as Business
Value added activities.
6.8
Improved?
“Improved?” should be the first question in mind of the Lean Six Sigma team at each
phase during the improvement. The team should discuss the following questions to
determine whether there is significant improvement in the process or not:
. Did we observe every single step of the process to be improved from top to bottom?
. Did we have a good amount of data collected to have a significant evaluation of the
process?
. Did we analyze the data correctly?
. Did we determine VA, NVA, and BVA activities of the process?
. Did we categorize all the waste?
. Did we quantify our improvements with solid numbers by eliminating NVA activities?
. Did we consider the expectations of the staff members who are operating the process
during our improvement plan?
. Did we document the improvements well after improvements were determined?
. Did we meet the budget that we expected to complete the project?
. Did we finish the project on time?
152
6 Improve
. Did we revisit all the steps of the process to determine waste?
. Do we have continuous improvements? That is; are the improvements long lasting and
still applicable to the process in the future if the process expands?
. Did we meet the customer’s requirements and expectations?
. What are the expected savings of the customer upon implementing the improvements?
. What are the wastes eliminated and what are the expected benefits because of these
improvements?
Discussions among the team members should be professional and should not affect the
scope of the project. After all these questions are discussed and answered by the team
members, a report of the project should be prepared to explain all the details of the scope,
aim, and outcomes of the project. A presentation of the report to the customer and possibly
the staff members should be prepared with structured documentations, charts, forms, etc.
that is not as detailed as the report of the project.
6.9
Improvement Worked?
After questioning whether the process is improved in the way the customer and team
members expected, the next step is to determine whether the improvement worked or
not? There are several methods to determine whether the improvement of the process
worked or not:
. Pilot Region. Depending on the scope of the project, implement the improvements in
a specific region of a process if it is possible to improve the other regions with the
same technique.
. Pilot Period. Implement the improvements on the entire process for a short period of
time to see how much of the expected improvements are accomplished. Analyze the
improvements by observing the quantities.
. Duplication. If the process to be improved is a small portion of a bigger process
that is not possible to implement the improvements during the operation hours, create
an environment where the process is duplicated for testing the necessary changes (if
possible).
. Full Implementation. It is possible to implement the necessary changes right away
with no pilot study since the improvements of the Lean Six Sigma project indicate a
clear improvement in the process.
After implementing the necessary changes in the process, the Lean Six Sigma team should
prepare another report of the solid improvements in the process. “How much of the
expected changes did we accomplish?” is the main question that the Lean Six Sigma team
should question. The answer to this question should be backed up with solid quantities
after collecting data.
6.11 Value Stream Mapping—Improvement Phase
6.10
153
Advanced Technologies
More and more companies are starting to show interest in advanced technologies and
automation. Researching new technologies and identifying new techniques that relate to
the Six Sigma project can significantly impact the Six Sigma project. In such a case,
it is essential to conduct a cost–benefit analysis of using such technology in the system
considered to be improved and check with the customer to see if the customer would be
interested in adapting such technology. Clearly, a list of such technologies and techniques
cannot be covered here however there will be examples of such improvements given
below.
. Advanced vision systems (e.g., quality control),
. Augmented Reality and Virtual Reality (e.g., guiding/training employees to complete
work),
. Robotics (e.g., attaining high precision),
. Advanced error proofing systems,
. Tool trackers (e.g., error proofing), and
. Machine Learning and Artificial Intelligence (e.g., adapting corrective actions through
automation during the production by using data).
It may be essential to contract an external company or including a person with the knowledge of such technology can be beneficial. One of the aspects that the customer would
likely want the Six Sigma team is to determine how much time it would take to recover
the cost of the technology if it is adapted.
6.11
Value Stream Mapping—Improvement Phase
Recall that a Value Stream Mapping of a process is the detailed map of the process from
the Supplier to the Customer by using icons. This map is particularly important to have a
compact view of all the operations of the process sketched on a place. This way there is
no need to deal with pages and pages of information to understand the process. Up to the
improvement phase of VSM, the Lean Six Sigma team should have a good understanding
of the working process and know the details of it to be able to improve it. We covered the
second iteration of VSM with improvement opportunities marked on them in Sect. 5.11
after determining the NVA activities. The next step is the application of the improvements
and modification of the current VSM to attain the new design with updated quantities and
icons. These improvements should be reflected in all of the components of the VSM:
. Lead time,
. Operations (Push and pull inventory, etc.),
154
.
.
.
.
.
.
6 Improve
Supplier,
Allocated local markets,
Transportation,
Machine operations,
Timing at each step of operations, and
Costs of operations.
If possible, several iterations of DMAIC will allow us to reduce waste and design new
VSMs for further improvements. Comparisons of these VSMs can be sufficient to easily
comprehend changes made in a nutshell.
6.12
Exercises
Exercise 6.1 Find examples of the following technologies through web-based research that
relates to manufacturing:
. Advanced vision systems (e.g., quality control),
. Augmented Reality and Virtual Reality (e.g., guiding/training employee to complete
work),
. Robotics (e.g., attaining high precision),
. Advanced error-proofing systems,
. Tool trackers (e.g., error proofing), and
. Machine Learning and Artificial Intelligence (e.g., adapting corrective actions through
automation during production by using data).
Exercise 6.2 Find technology examples additional to the ones listed in Exercise 6.1 that
can be used by an engineering technician to be able to apply in the workplace. Explain the
technology and how it can be used in the workplace.
7
Control
Control phase relates to identifying whether the process, product, or service is under control or not. One of the commonly used control techniques is by designing a control chart
with the identification of control limits. A control limit depends on the upper (UCL) and
lower (LCL) control limits with the center line representing the average/typical behavior.
The details of the mathematical calculations will be covered in this section.
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5_7
155
156
7.1
7 Control
Introduction
Control is the last phase of the DMAIC approach in Six Sigma. As mentioned previously,
quality control of the output before and after improving a process is very important. If a
process is out of control, then it is also important to determine under what conditions this
situation occurs and the best way to signal the problem. In this section, we will cover the
following for control of the process and the output:
•
•
•
•
•
Statistics for control,
Charts for control,
Reacting to out-of-control,
Documentation, and
Finalization.
Statistical terms such as Upper and Lower Control Limits to be covered in this section
are particularly important for statistical quality analysis of a given data set. The quality
analysis of the data is statistical because quantification solely depends on the data and the
corresponding mean, standard deviation, etc. Statistical quality significance of the data
points can be visually seen by using charts which are attained after the necessary calculations. After determining the “out of control” data points in the process, it is important
to set up a signal to point out this situation. Documenting the findings of control and
finalizing the project are the last two concepts to be covered in this section.
7.2
Data Collection
Data collection is an important step in observing the process to quantify some of the useful
statistical measures. Data collection can be done two times to determine the changes in
the quality control:
Pre-improvement Data Collection. Data can be collected to determine the control limits
of the process prior to the improvement of the process. This data helps to observe out-ofcontrol data points in the process prior to the improvement of the process.
Post-improvement Data Collection. Recollection of the data is necessary to determine
how much the process is under statistical control after the improvement phase. Analysis of
this data also indicates how much the improvements affected the process. This type of data
collection method should not be independent from the pre-improvement data collection
method; therefore, the Lean Six Sigma team should pay close attention to the following
aspects of data collection:
• Document the details of how the data was collected prior to improving the process.
7.3
Control Charts
157
• Pay attention to the quality of the data.
• Make sure that the data collected before and after improvements belong to the same
source and follow the same sampling technique if possible. If it is not possible to have
the same data collection settings before and after process improvements then choose
the best possible data collection setting that is close to the one that was collected
before. For example, if the data collected prior to the improvement of the process is
from a particular machine once every 5 min, the same data can be collected from the
same machine once every 5 min after the improvement of the process.
• Observe the process and collect a set of data that represents the goals of the process.
• Close attention should be paid to the special process periods that might affect the data
quality. For example, a machine might be producing defective items in a raw for a long
period of time when it is broken.
• A significant sample size drawn from the population is also important to keep in mind.
Recall that there are two types of data that can be collected: Continuous and Discrete. In
the next two sections, statistical control charts for discrete and continuous data types will
be covered.
7.3
Control Charts
Are control limits a part of daily life? Yes, there are occasions in real life that we want to
keep the operations under control and there is an upper and lower control limit to these
operations. Therefore, it is not so strange to have control limits for applications in real
life as well. There are two types of control charts that we will cover in this section:
• Continuous,
• Discrete.
The Greek letter σ which we write as “sigma” in English is typically associated with the
statistical standard deviation. Hence, 6σ can be recognized as the six standard deviation
range. This is an important information that you will be reading in this section during the
coverage of charts as such deviation is going to tell us whether the data is under control
or not that is associated with the 6 sigma deviation from the standard.
7.3.1
Basic Definitions
In this section, we will cover how to design control charts for determining out-of-control
points for a given continuous data set. We will use the following abbreviation:
158
7 Control
• UCL. Upper control limit,
• LCL. Lower control limit.
Given a data set
1. UCL and LCL are used for statistical quality analysis.
2. The quality analysis is statistical because quantifications depend on the mean, standard
deviation, etc. of the data.
3. Control charts are used for the statistical quality significance of the data visualization.
4. “Out of control” points of the process appear on the control chart; it is important to
set up a signal to point out these outliers.
5. Document the analysis of the control limits: The control limits can be used in the
Analyze, Improve, and Control phases of DMAIC.
The following are essential to keep in mind for quality control analysis during the data
collection before and after improvements are conducted:
• Pre-Improvement Data Collection. The initial data points collected need to make
sense to fulfill the objectives of the project.
• Post-Improvement Data Collection.
1. Recollection of the data is necessary after improvements to determine how much
the process is under statistical control.
2. Analysis of the post-improvement data indicates how much the improvements
influenced the process.
3. Collected post-improvement data should not be independent of the pre-improvement
data collection method; close attention should be paid to the following aspects of
data collection.
a. Document the details of how the data was collected during the pre-improvement
phase
b. Pay attention to the quality of the data.
c. Make sure that pre- and post-improvement data sets belong to the same source
and follow the same sampling technique if possible. If it is not possible to have
the same data collection method before and after the improvements, choose
the data collection methodology that is closest to the one that was chosen
for the -pre-improvement data collection methodology. For instance, if the preimprovement data is collected from a particular machine per hour, the same data
can be collected from the same machine every hour after the improvement of the
process.
4. Observe the process and collect one or more data set(s) that represent(s) the goals
of the improvement.
7.3
Control Charts
159
5. Close attention should be paid to the special process periods that might affect the
data quality. Example. A machine might be producing defective items in a raw for
a long period of time when it is broken.
6. A significant sample size drawn from the population is necessary.
We will cover the basic terminology next to give a meaning to control charts:
• Suppose there are m data sets X i that form the actual data set D:
D = {X 1 , X 2 , . . . , X m }
where each X i has a certain number of data points.
• X i : The average value of each set X i for all i = 1, 2…m
• X : The average of the data averages X i
X=
X1 + X2 + · · · + Xm
m
• Recall. For a single data set, we defined the range of the data by using the formula
R = X max − X min
where X max is the maximum value in the data set and X min is the minimum value in
the data set.
• As we have several subset data X i , we will modify this formula and use the following
formula to calculate the averages of each subset
Ri = X max,i − X min,i
where
X max,i :
X min,i :
Maximum value of the data set X i
Minimum value of the data set X i
• The average R of the range values Ri can be calculated by averaging all range values
as follows.
160
7 Control
R=
R1 + R2 + · · · + Rm
m
The following table that contains constant values are going to be used for both
continuous and discrete distributions [13].
Next, we will cover the control charts for continuous data.
7.3.2
Control Charts for Continuous Data
Recall that a set of data has a continuous trend if the random variable is a continuous
variable. Three control charts that we will cover for a continuous are the following:
• X-R Chart (Xbar-R chart). This chart can be used for quality control determination
when the sample size of a set is usually 4, 5, or 6, and it can be at most 10.
• X-S Chart. This chart can be used for quality control determination when the sample
size is greater than 10 or when a continuous variable is used.
• IMR. This chart is used when the sample size is 1.
7.3.2.1 X-R Chart
An X-R chart contains two graphs:
1. X graph. The graph on which all the average values X i of the data are placed as
data points, and X , UCL, and LCL are placed as horizontal straight lines to indicate
the control limits. The example that will be covered below would make this definition
more meaningful. The following are used for calculating the control limits when X
graph is designed:
UCL X̄ = X + A2 ∗ R
Center Line for XBar Chart = X
LCL X̄ = X − A2 ∗ R
where A2 is a constant that depends on the sample size given in Table 7.1.
2. R graph. The graph on which all the average values Ri of the data are placed as data
points, and R, UCL, and LCL are placed as horizontal straight lines to indicate the
control limits. The example that will be covered below would make this definition
more meaningful. Upper and lower control limits for the range can be determined
by using the formulas where constant values that are presented in Table 7.1 are used
depending on the sample size.
7.3
Control Charts
161
Table 7.1 Constant table values useful for control chart design
UCL R = D4 ∗ R
Range = R
LCL R = D3 ∗ R
where D3 and D4 constants. D3 and D4 values for larger data size can be found in a
statistical quality control book [13].
Example 7.1 (overlineX-R Chart)
The following data values are collected by an engineer technician during the production of
a particular car part every 10 consecutive days during the first six months of 2013. In this
data, a month is split into three even parts and assumed to be a “10-day period” even if the
month is not 30 days. Even though this information may appear as a discrete data, we treat
it as a continuous data in this section for the associated calculations.
Month
10-day period
Data collected
January
1st 10-days
146, 122, 136
2nd 10-days
185, 123, 96
February
March
April
3rd 10-days
116, 118, 125
1st 10-days
136, 129, 178
2nd 10-days
125, 123, 165
3rd 10-days
162, 125, 180
1st 10-days
100, 132, 165
2nd 10-days
128, 156, 190
3rd 10-days
132, 125, 184
1st 10-days
128, 166, 125
162
Month
May
June
7 Control
10-day period
Data collected
2nd 10-days
165, 187, 188
3rd 10-days
133, 163, 152
1st 10-days
100, 110, 121
2nd 10-days
123, 126, 128
3rd 10-days
132, 185, 96
1st 10-days
102, 135, 120
2nd 10-days
100, 150,132
3rd 10-days
134, 126, 182
• X graph.
a. During the first 10 days of January, X and R values can be calculated as follows:
146 + 122 + 136
= 134.67
3
R1 = 146 − 122 = 24
X1 =
b. During the second 10 days of January, X and R values can be calculated as follows:
185 + 123 + 96
= 134.67
3
R2 = 185 − 96 = 89
X1 =
c. During the third 10 days of January, X and R values can be calculated as follows:
116 + 118 + 125
= 119.67
3
R3 = 125 − 116 = 9
X1 =
d. The sample size is 3. Continuing in the way to cover all given 18 subsets, it is possible
to calculate the average of all subset averages (i.e., X ):
7.3
Control Charts
163
X=
134.67 + 134.67 + 119.67 + . . .
= 144.39
18
e. The average of the range is
R=
24 + 89 + 9 + . . .
= 44.56
18
Given that the sample size is 3, A2 = 1.023 in Table 7.1. Hence, we can calculate the
corresponding the following values:
UCLX = X + A2 ∗ R = 144.39 + (1.023) ∗ (44.56) = 189.97
Center Line for XBar Chart = X = 144.39
LCLX = X − A2 ∗ R = 144.39 − (1.023) ∗ (44.56) = 98.805
The corresponding X graph is the following:
210
190
Data Mean Values
170
Mean Values
Mean
150
UCL
LCL
130
110
90
0
5
10
15
20
We can also calculate the R-graph values by using Table 7.1 values for sample size 3
as follows:
164
7 Control
UCL R = D4 ∗ R = (2.575) ∗ (44.56) = 114.74
Range = R
LCL R = D3 ∗ R = (0) ∗ (44.56) = 0
The following graph represents the R-chart:
120
100
Range Values
80
Ranges
Average R
60
UCL_range
LCL_range
40
20
0
0
5
10
15
20
In these graphs, a process appears to be “out of quality control” if one of the following
two cases occurs:
• If the values of the data points appear above the UCL.
• If the values of the data points appear below the LCL.
As a result of determining these out-of-control quality conditions, assignable causes of
the quality issues should be determined. There is no out-of-control case in the example
given above.
7.3.2.2 X-S Chart
Given a set of continuous data, an S-chart is usually used when the data size is larger
than 11 or the data is represented by a variable. The letter S in the title represents the
standard deviation of the sample set. An X-S chart has two graphs:
7.3
Control Charts
165
• overlineX graph. It has a similar structure to the X graph covered for the X-R Chart
except that we use standard deviation values instead of range values in the formulas.
UCL = X + A3 ∗ s
Center Line = X
LCL = X − A3 ∗ s
where s is the average of standard deviation of the subsets.
• S graph. S graph has a similar structure to the R graph covered in the X-R Chart,
where we calculate standard deviation values instead of range values.
UCL = B4 ∗ s
Center Line = s
LCL = B3 ∗ s
The IMR graphs follow a similar structure that is outlined in Table 7.2. Table 7.2
also contains the summary of the continuous variable control chart type formulas and the
associated subgroup sample sizes we used in this book.
Table 7.2 Control charts for continuous variables with the Σ representing the summation of the
terms
166
7.3.3
7 Control
Control Charts for Discrete Data
There are two types of control charts used for discrete data:
• Defects per unit Control Charts
– u-chart,
– c-chart.
• Defect Number—Control Charts
– p-chart,
– np-chart.
These charts are also classified based on the continuity of the sample size:
• Constant Sample Size
– c-chart,
– np-chart.
• Continuous Sample Size
– u-chart,
– p-chart.
In this section, we will cover these chart types.
7.3.3.1 c-Chart
A c-chart is constructed for a discrete and constant sample sized data. The control chart
represents the number of defective parts. Let
• d: Number of defects per unit in the sample,
• q: Sample size.
Upper and lower control limits can be calculated by using the following formulas:
Center Line = c =
d
q
√
c
√
LCLc = c − 3 ∗ c
UCLc = c + 3 ∗
The range of UCL and LCL, ∓3 standard deviation (i.e., ∓3σ ) from the average value
c, is the 6σ range; Therefore, for the data to be under control, the data points need to be
within the range of ∓3σ for the 6σ range. In the case when they are not under control,
the assignable causes need to be investigated.
7.3
Control Charts
167
7.3.3.2 np-Chart
np-charts are constructed for constant sample-sized data sets represented with a size of
more than 6. The control chart represents the number of nonconforming units usually
when the number of defects is more than 6. Let
• d i : Number of defective parts in subgroup I,
• k: Number of subgroups,
• n: Sample size of the subgroups.
Upper and lower control limits can be calculated by using the following formulas:
pi =
di
n
Center Line = n ∗ p = n ∗
p 1 + p 2 + · · · + pk
k
UCLnp = n ∗ p + 3 ∗
/
n ∗ p ∗ (1 − p)
LC L np = n ∗ p − 3 ∗
/
n ∗ p ∗ (1 − p)
The range of UCL and LCL, ∓3 standard deviation (i.e., ∓3σ ) from the average value
n ∗ p, is the 6σ range; Therefore, for the data to be under control, the data points need to
be within the range of ∓3σ for the 6σ range. In the case when they are not under control,
the assignable causes need to be investigated. There shouldn’t be any negative values as
they will be meaningless.
7.3.3.3 u-Chart
A u-chart is constructed for a varying sample-sized data. The control chart here represents
the number of non-conformities per unit. Let
• ai : Number of defects in the production of set i,
• k: Number of subgroups,
• qi : Sample size of set i.
Upper and lower control limits can be calculated by using the following formulas:
ui =
Center Line = u =
ai
qi
u1 + u2 + · · · + uk
k
168
7 Control
/
u
qi
UCLu = u + 3 ∗
/
LCLu = u − 3 ∗
u
qi
As it can be seen from UCL and LCL, ∓3 standard deviation (i.e., ∓3σ ) from the
average value u is calculated. It is essential to mention here that the UCL and LCL are
not straight lines.
The quality control limits of the data need to be within the range of ∓3σ for the 6σ
range. Any point that is below the LCL and above the UCL are out-of-control points.
There shouldn’t be any negative values as they will be meaningless.
7.3.3.4 p-Chart
A p-chart is constructed for a varying sample-sized data represented with a size of 6 or
more. The control chart represents the fraction of non-confirming units resulting from the
sampled production when the number of defects is 6 or more. Let
• d i : Number of defective parts in subgroup i,
• k: Number of subgroups,
• qi : Sample size of subgroup i.
Upper and lower control limits can be calculated by using the following formulas:
pi =
di
qi
p 1 + p 2 + · · · + pk
k
/
p ∗ (1 − p)
UCL p = p + 3 ∗
qi
/
p ∗ (1 − p)
LCL p = p − 3 ∗
qi
Center Line = p =
Just like the other charts, as can be seen from UCL and LCL, ∓3 standard deviation
(i.e., ∓3σ ) from the average value p is calculated. It is essential to mention here that the
UCL and LCL are not straight lines. The quality control limits of the data need to be
within the range of ∓3σ for the 6σ range. Any point that is below the LCL and above
the UCL are out-of-control points. There shouldn’t be any negative values as they will be
meaningless.
7.4
Reacting to Out-of-Control
169
Table 7.3 Control charts for discrete variables with the Σ representing the summation of the terms
Table 7.3 is a summary of the discrete control charts p-, np-, u-, and c-chart with
the control limits and sample quantities with the associated defect considerations. There
shouldn’t be any negative values as they will be meaningless.
7.4
Reacting to Out-of-Control
After determining the control limits by using control charts based on the structure of the
data, it is important to determine the reasons corresponding to the out-of-control data
points. The assignable causes to the data points that do not stay within the Six Sigma
range should be determined by using the cause-effect diagram structured for the mistake
that happened. In this setting, the degree to which the process is out of control at the data
points is also important for the reaction plan. There are two ways to react to a mistake in
a process when it happens:
(1) A mistake requiring halting the operation.
(2) A mistake requiring only a warning.
(1) A mistake requiring halting the operation. A mistake requiring halting the operations during production can be anything; however, a warning mechanism should be
employed depending on the level of the problem that occurred:
170
7 Control
• In some cases, evacuation of the production area may even be necessary for the
safety of the workers. In such cases, evacuation plans should be known by everyone
and need to be practiced.
• In some cases, production halts in a certain (or the entire) area of production.
In such cases cause of halting the operations should be determined immediately.
Unless the reason is obvious, the cause-effect diagram can help to identify the
assignable cause of the problem that occurred.
(2) A mistake requiring only a warning: A mistake requiring a warning is applicable
only if such a warning system can be set to work. In such a case, an automated system
can be employed to react to the problem that occurred. Such a warning system is also
possible by employing staff members and setting the necessary warning alarms. When
the staff members realize the mistake, he/she can employ the warning system.
The cause-effect diagram can be employed to detect the assignable causes of the mistakes
occurring.
7.5
Documentation and Finalization
Control phase of DMAIC is the last phase where statistical quality measures of the production are determined. After completing this phase, the Lean Six Sigma team should
prepare the necessary documents to finalize the project. Some of the necessary documents
that should be ready are as follows:
• Paperwork that should be kept in the improved production area. These documents guide
the staff to follow certain directions or methods to implement the improvements in the
workplace.
• Charts that show the current and future structures of the process for the customer.
These charts show the improved changes in the workplace with the necessary changes
and the corresponding statistical quantities. For example, a pie chart before and
after improvements will display the difference in improvement in the workplace with
percentages.
• Improved documents used in the workplace.
• Statistical quality control charts and their meanings reported.
• Wastes determined by the corresponding categories in the workplace and the ways to
eliminate these wastes.
• Improvements applied with the corresponding workplaces.
• Documented control mechanisms to be employed for quality control.
These documents should be a part of the final report of the project. It is also important
to prepare a presentation to the customer with simplified explanations of the phases of
7.6
Exercises
171
the project with the necessary diagrams, charts, etc. The following can be included in the
presentations:
•
•
•
•
•
•
•
•
•
Problem definition,
Structure of the process prior to the improved process,
Collected information and data used for improvement,
Wastes determined,
Improvement opportunities determined,
Areas of improvements structured in the workplace,
Answering when the process is out of statistical quality control
Analysis of the process after improvement by analyzing the collected data, and
Final remarks.
If the customer is a Lean Six Sigma team member (such as process owner or the sponsor),
then some of the final documentations and presentation are not necessary to finalize the
project.
7.6
Exercises
Exercise 7.1 Use Example 7.1 (X-R Chart) data to structure X-S Chart. Does it make
sense to use this type of chart for this type of data? Please explain your response.
Exercise 7.2 Use Example 7.1 (X-R Chart) data to structure I M R Chart. Does it make
sense to use this type of chart for this type of data? Please explain your response.
Exercise 7.3 Use Example 7.1 (X-R Chart) data to structure p-Chart. Does it make sense
to use this type of chart for this type of data? Please explain your response.
Exercise 7.4 Use Example 7.1 (X-R Chart) data to structure np-Chart. Does it make sense
to use this type of chart for this type of data? Please explain your response.
Exercise 7.5 Use Example 7.1 (X-R Chart) data to structure c- Chart. Does it make sense
to use this type of chart for this type of data? Please explain your response.
Exercise 7.6 Use Example 7.1 (X-R Chart) data to structure u-Chart. Does it make sense
to use this type of chart for this type of data? Please explain your response.
Exercise 7.7 Determine other control mechanisms that are not listed in this work and can
be used for preventing mistakes in manufacturing.
Epilogue
In this book, the main goal was to invest in Lean Six Sigma training of engineering
technicians. Six Sigma training usually requires a broad knowledge of statistics, and such
technicality is simplified up to a certain degree. Engineering technicians are at the heart of
possible improvements in many different settings, and the concepts covered in this book
are boosting their ability to further advance their skills in improvement opportunities by
using Excel. It is possible to further build on the use of Excel to calculate instances by
learning how to use Minitab software that is also user-friendly just like Excel. There are
also Excel web-based templates that can be purchased by interested users to be able to
complete calculations without much effort.
The author had 9 years of Lean Six Sigma related experiences prior to writing this
book and he trained engineering technicians in a technical school as a part of a qualityrelated certificate program. Based on this experience, this book can be used for quality
and Six Sigma certificate training of engineering technicians. It is essential to note that
this book by itself provides a certain level of knowledge in Six Sigma and quality-related
concepts; Further instructions and exposure to project experience through instructions by
an educator and taking place in Six Sigma projects are essential to understanding the
concepts better. I hope this book will give you a fundamental understanding of Six Sigma
and allow to receive you to a certificate.
Dr. Emre Tokgoz
© The Editor(s) (if applicable) and The Author(s), under exclusive license
to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5
173
References
1. Arcidiacono, G., Calabrese, C., & Yang, K. (2012). Leading processes to lead companies: Lean
six sigma: Kaizen leader & green belt handbook. Springer Science & Business Media.
2. Devane, T. (2004). Integrating lean six sigma and high-performance organizations: Leading the
charge toward dramatic, rapid, and sustainable improvement (Vol 4). Wiley.
3. Galli, B. J. (2018). Risks related to lean six sigma deployment and sustainment risks: How
project management can help. International Journal of Service Science, Management, Engineering, and Technology (IJSSMET), 9(3), 82–105.
4. Goldsby, T. J., & Martichenko, R. (2005). Lean six sigma logistics: Strategic development to
operational success. Journal Ross Publishing.
5. John, A., Meran, R., Roenpage, O., & Staudter, C. (2008). Six sigma+ lean toolset: executing
improvement projects successfully. Springer Science & Business Media.
6. Kaswan, M. S., Rathi, R., & Khanduja, D. (2020). Integration of Green Lean Six Sigma: A
novel approach for sustainable development. International Journal of Six Sigma and Competitive
Advantage, 12(4), 389–405.
7. McCarty, T., Daniels, L., Bremer, M., & Gupta, P. (2005). Six sigma black belt handbook (Six
SIGMA Operational Methods). McGraw-Hill Education.
8. Quality Tools, American Society of Quality (ASQ), https://asq.org/quality-resources/qualitytools, Accessed February 21, 2023.
9. Tang, L. C., Goh, T. N., Yam, H. S., & Yoap, T. (2007). Six sigma: Advanced tools for black
belts and master black belts. John Wiley & Sons.
10. Theisens, H. C. (2020). Lean six sigma green belt: Mindset, skill set and tool set. Van Haren.
11. United States Department of Labor, Occupational Outlook Handbook, http://www.bls.gov/ooh/
Architecture-and-Engineering/home.htm, 2013.
12. Voehl, F., Harrington, H. J., Mignosa, C., & Charron, R. (2013). The lean six sigma black belt
handbook: Tools and methods for process acceleration. CRC Press.
13. Montgomery, D. C., & Runger, G. C. (2010). Applied statistics and probability for engineers.
Wiley.
14. Meran, R., John, A., Roenpage, O., Staudter, C., & Lunau, S. (2013). Six Sigma+ lean toolset:
Mindset for successful implementation of improvement projects. Springer.
15. Sosa, D., Carola, N., Levitt, S., Patel, V., & Tokgöz E. (2023). Surgical approaches used for
total knee arthroplasty, ISBN #: 978-3-031-31099-7, Total Knee Arthroplasty: Medical and
Biomedical Engineering and Science Concepts. Springer Nature.
© The Editor(s) (if applicable) and The Author(s), under exclusive license
to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5
175
176
References
16. Musafer, H., & Tokgöz, E. (2023). A facial wrinkle detection by using deep learning with
an efficient optimizer, ISBN #: 978-3031311673, Cosmetic and Reconstructive Facial Plastic
Surgery: A Review of Medical and Biomedical Engineering and Science Concepts, Springer
Publishing.
17. Tokgöz, E., Mahjoub, S., El Taeib, T., & Bachkar, K. (2022). Supply network design with
uncertain demand: Computational cooperative game theory approach using distributed parallel
programming. Computers & Industrial Engineering, Elsevier,167, 108011.
18. Tokgöz, E., Musafer, H., Faezipour, M., & Mahmood, A. (2023). Incorporating derivative-free
convexity with trigonometric simplex designs for learning-rate estimation of stochastic gradientdescent method. Electronics,12, 419.
19. Tokgöz, E., & Trafalis, T. B. (2017). 2-facility manifold location routing problem. Optimization
Letters, Springer, 11:389. https://doi.org/10.1007/s11590-015-0984-2.
20. Tokgöz, E., Awudu, I., & Trafalis, T. B. (2015). A single-facility manifold location routing problem with an application to supply chain management and robotics. Lecture Notes in Computer
Science 9432, Editors P. Pardalos et al., Springer International Publishing Switzerland, 2015.
21. Tokgöz, E., & Kumin, H. (2015). Condense mixed convexity & optimization with an application
in data service optimization. Lecture Notes in Computer Science 9432, Editors P. Pardalos et al.,
197–208, Springer International Publishing Switzerland.
22. Tokgöz, E., & Trafalis, T. B. (2015). Manifold location routing problem with applications
in networktheory, book chapter, Models, Algorithms, and Technologies for Network Analysis,
Editors V. A. Kalyagin, P. A. Koldanov and P. M. Pardalos, NET 2014, Springer, 2015.
23. Tokgöz, E., Alwazzi, S., & Theodore, T. B. (2015). A heuristic algorithm to solve the singlefacility location routing problem on Riemannian surfaces. Computational Management Science
Journal, Springer,12, 297–415.
24. Tokgöz, E., & Kumin, H. (2012). Mixed convexity and optimization results for an (S-1, S) inventory model under a time limit on backorders. Computational Management Science Journal,
Springer,9(4), 417–440.
25. Tokgöz, E., Nourazari, S., & Kumin, H. (2011). Convexity and optimization of condense discrete functions. 2011 Symposium on Experimental Algorithms, Lecture Notes in Computer
Science, Springer, 6630, pg. 33-42.
Index
A
Advanced technologies, 153
Analysis of Variance (ANOVA), 130, 131
H
Histogram, 26, 77, 78, 83
Hypothesis testing, 121–123, 125–131
B
Bar chart, 69, 77
B.E S.M.A.R.T, 13, 14
Bias, 87
Box plot, 67, 80–82
I
Improved?, 139, 152
Improvement worked, 139, 152
Improving design, 145, 146
Interaction table, 118–120, 135, 136
IPO, 41, 42
C
Continuous distribution, 29, 32
Correlation, 104–109, 111–114, 116–118
Critical To Quality (CTQ), 2, 5, 6, 10, 36, 38,
40, 42–44, 51, 52, 54, 86, 94, 95,
104, 109, 111–114, 116
CTQ hierarchy tree, 54
D
Data collection, 19, 65–76
Discrete distribution, 22–26, 28, 29
Documentation, 16, 40, 65, 145, 146, 149, 156,
170, 171
F
Finalization, 156, 170
G
Gage R&R, 85–93
K
Kaizen event, 5, 12, 14–16
Kano model, 59, 60
L
Lean methodology, 1, 2, 5, 12, 15
Lean techniques, 134, 135
Linearity, 88, 89
M
Mistake prevention, 134, 140–143
N
Normal distribution, 21, 26, 29–31, 78,
121–123, 126, 127, 130
Number of operators, 36, 55, 57, 84, 85
© The Editor(s) (if applicable) and The Author(s), under exclusive license
to Springer Nature Switzerland AG 2024
E. Tokgoz, Quality and Lean Six Sigma for Engineering Technicians, Synthesis Lectures
on Engineering, Science, and Technology, https://doi.org/10.1007/978-3-031-44033-5
177
178
Index
O
Overall equipment effectiveness, 96, 98, 99
Stability, 90
Strategy, 5, 9, 16, 70, 148
P
Pareto chart, 67, 77, 82
Poka Yoke, 134, 148
Probability, 21, 23, 26, 29–32
Process efficiency analysis, 131, 133
Project charter, 10, 14, 38–40, 51
T
Takt time, 84, 85, 120, 147, 149
Threat matrix, 131, 132
Time analysis, 120
Time improvement, 149
Total quality management, 5
R
Reacting to out-of-control, 156, 169
Repeatability, 91
Reproducibility, 91
V
Value Stream Map (VSM), 12, 40, 55, 132,
134, 149, 154
Value Stream Map (VSM) icons, 55, 56, 58, 59
Vision, 16, 17
S
5S, 134, 143
SIPOC, 40, 42–44, 94, 140
Spaghetti diagram, 12, 39, 52, 53, 149
W
Waste, 1–9, 13–16, 37, 39, 75, 76, 88, 99, 120,
140, 141, 150–152, 171