- Ninguna Categoria
Sistemas de Operación Esbeltos: Principios y Herramientas
Anuncio
raciones
Estructura del capítulo
5
A2.
e 1992 y
Principios de los sistemas de opera­
ción esbeltos
Eliminación del desperdicio
Aumento de la rapidez y de la
respuesta
Mejora de la calidad
Reducción de costos
Beneficios de los sistemas de opera·
ción esbeltos
Las mejores prácticas en adminis­
tración de operaciones:
TI Automotive
Herramientas y enfoques esbeltos
Diagrama de flujo del valor
Flujo de lotes pequeños y de una pieza
Las mejores prácticas en adrninis­
tración de operaciones:
Harley­Davidson
Los principios 5S
Controles visuales
Disposición de planta eficiente y ope­
raciones estandarizadas
Tecnología
Las mejores prácticas en adminis­
tración de operaciones: Omark
Administración de relaciones con el
proveedor
Las mejores prácticas en adminis­
tración de operaciones:
Saturn Corporation
Cambio rápido de herramental (SMED)
Programas de producción estables
Las mejores prácticas en adrninis­
tración de operaciones:
Sunset Manufacturing
Calidad en la fuente
Mejora continua y Six Sigma
Mantenimiento productivo total
Las mejores prácticas en adminis­
tración de operaciones:
Eastman Chemical Company
Recuperación del producto fabricado
Las mejores prácticas en adminis­
tración de operaciones:
Remanufactura de cartuchos
de tinta para impresora
Visitas guiadas a la manufactura
esbelta
Gorton's, de Gíoucester. Massachusetts
Timken Company
Visitas guiadas a los servicios
esbeltos
SBC Communications
Southwest Airlines
Sistemas justo a tiempo
Operación de un sistema JIT
JIT en las organizaciones de servicio
Las mejores prácticas en adrninis­
tración de operaciones:
Baxter lnternational
Diseño de sistemas JIT efectivos
Las mejores prácticas en adminis­
tración de operaciones:
Los problemas del flujo de
una pieza
Problemas resueltos
Términos y conceptos clave
Preguntas de revisión y análisis
Problemas y actividades
Casos
Community Medica/ Associates
Benchmarking de JIT en Toyota
JIT en el procesamiento de
pedidos por correo
Notas
, [ournal
7.:J­
J
I
Objetivos de aprendizaje
1. Aprender los principios básicos de los sistemas de operación esbeltos
­eliminación del desperdicio, aumento de la rapidez, mejora de la ca­
lidad y la respuesta, así como reducción de costos­ y los beneficios
que proporcionan a las organizaciones.
•
2. Entender las herramientas y enfoques básicos que las empresas utili­
zan para crear una organización esbelta y aprender cómo aplicar las
herrarr­entas de síntesis en forma apropiada.
3. Comprender cómo las empresas de manufactura aplican las herra­
mientas y los conceptos esbeltos.
4. Entender cómo se aplican las herramientas y conceptos esbeltos a
las organizaciones de servicio.
5. Entender los c~nceptos y la filosofía de los sistemas
operativos justo a tiempo y los retos que los gerentes
afrontan al administrar sistemas JIT.
p
S<
le
e:
• "¿ Qué pasa con nuestra pizza?". preguntó Rache l. "No lo
V
sé, pero me imagino ... ", respondió su papá al mirar hacia
atrás rumbo a la cocina, donde Steve vio una confusión en
masa. La cocina estaba abarrotada de empleados que co­
rrían en todas direcciones. Mientras algunos empleados
corrían de un lado a otro como locos, otros se quedaban
cruzados de brazos. sin saber qué hacer. Algunos limpia­
ban desechos de masa y exceso de ingredientes del piso.
Varios gerentes adjuntos dirigían cada paso del proceso de
elaboración de pizzas. Al lado de cada estación de trabajo
había pilas de pizzas sin terminar en espera de que les
agregaran salsa, ingredientes o queso. Entre el horno y la
mesa de empacado había pizzas apiladas que se habían de­
jado a un lado porque se hicieron de forma incorrecta. En
una esquina de la cocina había cajas de masa. carnes frías
y quesos, ninguna de las cuales se había revisado o alma­
cenado de forma correcta. "Ten paciencia. Rache!". sus­
piró Steve. "ya la traerán ... "
• Porsche. el fabricante alemán de automóviles deportivos
de lujo, encontró que para 1992 sus ventas habían dismi­
nuido a 25 por ciento de su nivel máximo en 1986. 1
Cuando Wendelin Wiedeking se hizo cargo de la dirección
de la empresa. presionó a sus trabajadores para que adop­
taran los métodos de producción esbelta del estilo japo­
nés. Contrató a dos expertos japoneses en eficiencia y
cortó personalmente la mitad superior de una fila de estan­
tes con una sierra circular para reducir inventarios. Junto
con la negociación de reglas de trabajo más flexibles. Pors­
che modernizó su proceso de ensamble de tal manera
que la producción de 911 modelos de 1997 tardaba ahora
(;
El
de:
en
un
ce:
es¡
rre
an
lo:
pa
oj
:~1
~z
ex
za
cu
pa
es
ca
C)
g~
UI
a,
Cl
a:
:::¡
8
.J
~UI
~
o
UI
z
UI
I
o
o..,
d1
e
re.
q1
o¡
T
CI
731
1
jólo 60 horas. comparadas con las 120 horas de su predecesor. El tiempo para de­
/ sarrollar un nuevo modelo se redujo de siete a tres años. Porsche utiliza 300 pro­
veedores de partes, mismos que se redujeron de los casi 1,000 que antes usaba.
y un programa de control de calidad que ha ayudado a reducir el número de partes
defectuosas por un factor de 1 o.
• Un laboratorio médico había mejorado el tiempo que se requería desde la recep­
ción de una muestra hasta su entrega y logrado una reducción de 30 por ciento,
esto se debía al hecho de usar nueva tecnología. Sin embargo, los médicos aún
demandaban respuestas más rápidas. El coordinador de calidad del laboratorio hizo
una investigación y encontró algunos ejemplos de plantas de manufactura que ha­
bían reducido su tiempo de ciclo hasta 90 por ciento con poca inversión de capital.
,.] coordinador descubrió que estas mejoras no se lograron sólo al hacer que cada
paso se realizara más rápido sino también al identificar y reducir el desperdicio que
había entre los pasos del proceso, tales como el movimiento, la espera y el inven­
tario. Al enterarse de cómo estos fabricantes lograron dichas mejoras, pudo aplicar
ideas parecidas al servicio de su laboratorio y reducir el tiempo de procesamiento
otro 20 por ciento.?
Preguntas de análisis: Explique las implicaciones operativas que tendrían las ob­
servaciones de Steve sobre la cocina de la pizzería con respecto a la creación de va­
lor para los clientes. ¿Puede citar algunas experiencias personales en su trabajo o
escuela en las cuales haya observado ineficiencias parecidas? ¿Por qué menos in­
ventario, como sugiere el ejemplo de Porsche, conduciría a mayores eficiencias en
la producción? ¿Cree que ocurriría lo opuesto?
El primer escenario puede ser un poco difícil de imaginar para una pizzería. Sin embargo,
describe el típico entorno de producción en masa clásico de las plantas de automóviles
en Estados Unidos hace un par de décadas: los trabajadores hacían diferentes tareas sin
una idea clara de trabajo en equipo y colaboración; fábricas desordenadas, pilas de ex­
ceso de inventario y materias primas en espera de una inspección, partes defectuosas en
espera de ser desechadas. Los impactos en el cliente con frecuencia eran tiempos de en­
trega largos, defectos significativos u opciones incorrectas en los auromóviles.
Ahora imagine una situación muy distinta en la cocina de la pizzería, lo cual es
análogo a cómo operaba una planta automotriz japonesa típica hace varias décadas:
los empicados indirectos, quienes no agregan valor al producto, no se ven por ninguna
parte; sólo se ven los empleados que agregan valor a las pizzas. El espacio entre las
operaciones de producción es pequeño, lo que permite poco espacio para almacenar
exceso de inventario y fomenta la comunicación estrecha entre los empleados. Las piz­
zas fluyen sin complicaciones de un paso de preparación al siguiente. Cuando se des­
cubre un pedido incorrecto, codo el trabajo se detiene y el equipo trabaja en conjunto
para descubrir la razón y evitar que ocurra de nuevo. Cada pizza que sale del horno
está bien hecha y se empaca de inmediato para entregarla al cliente. No hay grandes
cantidades de masa y otros ingredientes; los proveedores del restaurante hacen entre­
gas diarias de productos frescos. Este tipo de organización, que se centra en sus capa­
cidades básicas y evira cualquier desperdicio, se llama esbelta.
Empresa esbelta se refiere a aquellos ett[oques que se centran e11 la eliminacion del
desperdicio en todas sus formas y 1111 fl11io eficiente y sin complicaciones de materiales
e información a través de la cadena de valor para obtener 1111a res/mesta del cliente más
rápida, mayor calidad y menores costos. La manufactura y las operaciones de servicio
que aplican los principios de la empresa esbelta con frecuencia se llaman sistemas de
operación esbeltos. El concepto de esbelto se desarrolló e implementó inicialmente por
Toyora Motor Corporation, por lo que los sistemas de operación esbeltos con fre­
cuencia usan como punto de referencia "el sistema de producción de Toyora ". Como
Empresa esbelta se refiere a
aquellos en].oques que se
centran en la eliminación del
desperdicio e11 todas sus
formas y 1111 (/11jo eficiente y
sin coniplicaciones de
materiales e inf ormacián a
través de la cadena de valor
para obtener 1111a respuesta
del cliente más rápida, mayor
calidad y menores costos.
Parte 3: Adrmmstracrón de operaciones
732
un artículo acerca de Toyora observó, ver el sistema
ción es "contemplar algo bello":
de producción
de Toyora en ac­
U11a planta de ensamble de Toyota con toda razón parafrasea: Cada movimiento tiene
1111 propósito, y 110 hay holgura. Visite 1111a planta automotriz típica y verá /Ji/as de
partes a medio terminar, líneas de ensamble detenidas para hacer ajustes, trabajado­
res sin nada que hacer. E11 Toyota los trabajadores parecen bailarines en una pro­
ducción coreográfica: recuperan partes, las instalan, revisan la calidad y todo esto lo
hacen en 1111 ambiente impecable. ·1
La empresa esbelta ha sido adoptada por muchas organizaciones de todo el mundo,
como Porsche, cuyo caso se expone en el segundo episodio, y ha conducido a mejoras
y resultados significativos. Resulta más importante que el pensamiento esbelto no sólo
se aplica a la manufactura; los principios son simples y pueden adaptarse con facilidad
para dar servicio a organizaciones tales como bancos, hospitales y restaurantes, como
ilustra el tercer episodio. Por ejemplo, los bancos requieren una respuesta rápida y efi­
ciencia para operar en márgenes bajos, haciendo muchos de sus procesos confidencia­
les, como la clasificación de cheques y el procesamiento de créditos hipotecarios, can­
didatos naturales para las soluciones empresariales esbeltas." El manejo de cheques de
papel y recibos de tarjetas de crédito, por ejemplo, consiste en un proceso físico pare­
cido al de una línea de ensamble. Entre más rápido mueva un banco los cheques y los
créditos hipotecarios (es decir, la información) a través de su sistema, más pronto puede
reunir sus fondos y mejores serán sus rendimientos sobre el capital invertido.
¿ Por qué las organizaciones esbeltas tienen cada vez más relevancia? Una respuesta
se obtiene de inmediato a partir del concepto de valor, mismo que los clientes esperan
con claridad de los productos y servicios de una organización. Como se observó antes
en el libro, el valor aumenta al mejorar el paquete de beneficios del cliente al mismo
tiempo que se reducen los costos asociados por proporcionarlo.
La eliminación cada
vez más eficiente de desperdicio, así como una respuesta más rápida al cliente aumen­
tan el valor del producto. En segundo lugar, las presiones en el costo de cada indus­
tria impulsan a las empresas a volverse más eficientes y, por consiguiente, los sistemas
de operación esbeltos son necesarios para la supervivencia. Muchas aerolíneas, por
ejemplo, aún luchan por sobrevivir tras la tragedia del 11 de septiembre, aún así Sourh­
wesr Airlines ha seguido con éxito, gracias a la aplicación del pensamiento esbelto a
sus operaciones. Lanzamientos recientes como el de JetBlue, que se las arregló para es­
tar en primer lugar en servicio al cliente y calidad en 2003, al tiempo que mantenían
una estructura de bajo costo, están haciendo que las aerolíneas más importantes de Es­
tados Unidos se vuelvan esbeltas.
El pensamiento esbelto es más que un conjunto de herramientas y enfoques, es un
modo de pensar que los gerentes y empleados de todos los niveles de una organización
deben comprender y adoptar. Cada paso en la cadena de valor afecta la creación de va­
lor de alguna manera; por tanto, los principios y el pensamiento esbeltos deben aplicarse
con amplitud a toda la cadena de valor. El poder de la tecnología de la información ayuda
a las industrias a replantear, redefinir y reestructurar sus cadenas de valor. Dell Compu­
ter, por ejemplo, es un líder reconocido en la aplicación del pensamiento esbelto al gene­
rar cambios radicales en la cadena de valor para comprar computadoras personales. Hoy
día, las etiquetas RFID facilitan aún más el pensamiento esbelto en las organizaciones; en
los capítulos 5 y 7 se analizan las etiquetas RFID. Las herramientas de mejora de la cali­
dad Six Sigma ahora se integran a los principios esbeltos para atacar de manera simultá­
nea los problemas que afectan la calidad, la rapidez y el costo.
En este capítulo se estudiarán los principios de los sistemas de operación esbeltos
y cómo se aplican tanto a manufacturas como a servicios.
Objetivo de aprendizaje
Aprender los principios básicos de
los sistemas de operación
esbeltos: eliminación del
desperdicio, aumento en la
rapidez, mejora de la calidad y en
la respuesta, costo reducido, así
como los beneficios que
proporcionan a las organizaciones.
PRINCIPIOS DE LOS SISTEMAS DE OPERACIÓN ESBELTOS
Los sistemas de operación esbeltos tienen cuatro principios
1. eliminación del desperdicio
2. aumento de la rapidez y de la de respuesta
3. mejora de la calidad
4. reducción de costos
básicos:
Caolu
p
cione
ras y
Elir
Esbe
rrab:
se ce
Toy,
l.
2.
3.
4.
5.
6.
7.
La
par
req
qui
vis,
cie1
Al
Lo
ser
de:
pa:
ple
les
9,
cu
Fi¡
iones
en ac­
733
Capítulo 17: Sistemas de operación esbeltos
Aun cuando estos principios pueden parecer simples, para lograrlos las organiza­
ciones requirieron un pensamiento disciplinado, así como la aplicación de herramien­
tas y enfoques de administración de operaciones adecuados.
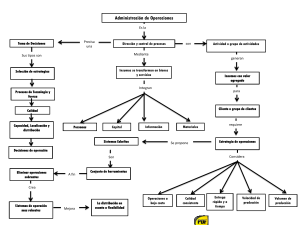
Eliminación del desperdicio
Esbelto, según la naturaleza del término, significa hacer sólo lo necesario para realizar el
trabajo. Cualquier actividad, material y operación que no agrega valor en una organización
~ considera desperdicio. La figura 17.1 muestra una variedad de ejemplos específicos.
Tozara Motor Company clasificó el desperdicio en siete categorías importantes:
1. Sobre/Jroducción: por ejemplo, hacer un lote de 100 productos cuando los pedi­
dos sólo requieren 50, con el fin de evitar un montaje caro, o hacer un lote de 52
en vez ele 50 por si hay productos defectuosos. La sobreproducción paraliza las
instalaciones de producción y el exceso de inventario resultante se queda inmóvil.
2. Tiempo de espera: por ejemplo, permitir que se formen filas de espera entre las
operaciones, da como resultado tiempos de entrega más largos y más trabajo en
proceso.
3. Transporte: el tiempo y el esfuerzo invertidos para mover los productos dentro ele
la fábrica como resultado ele una mala distribución.
4. Procesamiento: la noción tradicional ele desperdicio, como se ejemplifica con la cha­
tarra, que a menudo es resultado de un mal producto o mal diseño de procesos.
5. Inventario: el desperdicio asociado con los gastos ele las existencias inactivas, el
almacenaje adicional, y el manejo ele los requisitos necesarios para mantenerlo.
6. Movimiento: como consecuencia ele un diseño ineficiente del lugar de trabajo y
una mala ubicación ele las herramientas y materiales.
7. Defectos de produccion: el resultado de no realizar el trabajo de forma correcta
la primera vez.
La eliminación del desperdicio implica una actitud ele mejora continua y sensibilidad
para encontrar las posibles fuentes de desperdicio y aplicar la acción apropiada. Esto
requiere la participación y cooperación de todos en la cadena de valor. También re­
quiere del entrenamiento y reafirmación constantes por parre de los gerentes y super­
visores. La mejora de las iniciativas también debe implementarse sin interrumpir la efi­
ciencia del proceso ni el servicio actual al cliente.
Aumento de la rapidez y de la respuesta
u­
e­
y
n
1-
s
Los sistemas de operación esbeltos se centran en una respuesta rápida y eficiente al di­
seriar y obtener productos y servicios para el mercado, así como producir requisiros de
demanda y entrega del cliente, responder a las acciones de la competencia, cobrar los
pagos y resolver las dudas o problemas del cliente. Un mejor proceso de diseño, la ex­
plotación de la tecnología de la información y mejores prácticas ele administración, ta­
les como ciclos cortos de conversión efectivo a efectivo como se describe en el capítulo
9, y justo a tiempo como se describe después en este capítulo son algunas formas de
cumplir con esta meta.
Figura 17 .1 Ejemplos comunes de desperdicio en las organizaciones
Exceso de capacidad
Información imprecisa
Exceso de inventario
Tiempos de cambio y preparación largos
Deterioro
Desorden
Obsolescencia planeada de los
productos
Excesivo manejo del material
Sobreproducción
Producir demasiado pronto
Largas distancias recorridas
Tiempo y costo de recapacitación y
reaprendizaje
Desechos
Adaptación y reparación
Reuniones poco productivas y largas
Mala comunicación
Tiempo de espera
Accidentes
Demasiado espacio
Movimiento innecesario de materiales.
personas e información
Avería del equipo
Cuellos de botella del conocimiento
Pasos del proceso sin valor agregado
Elección errónea de rutas
734
Parte 3: Administración de operaciones
Quizá la manera más efectiva de aumentar la rapidez y mejorar la respuesta es sin­
cronizar toda la cadena de valor. Hacer esto significa que no sólo todos los elemen­
tos de la cadena de valor están enfocados en un objetivo común sino que la transfe­
rencia de todos los materiales físicos y la información está coordinada con el propósito
de lograr un alto nivel de eficiencia. Esta coordinación podría ser impulsada por el pro­
grama maestro de producción en una planta de ensamble de automóviles,
por ejem­
plo, o por la información diaria de las ventas de tocias las tiendas en una cadena mi­
norista grande. La tecnología ele la información ha mejorado en gran medida la
capacidad para sincronizar las cadenas de valor, como se ha estudiado en varios capí­
tulos a lo largo de este libro. Además, las sociedades con proveedores y clientes ase­
guri1 una aira calidad y una entrega receptiva.
Mejora de la calidad
Los sistemas de operación esbeltos no pueden funcionar si las materias primas son ma­
las, las operaciones de procesamiento no son consistentes o las máquinas se descom­
ponen. La mala calidad ocasiona problemas en los programas de trabajo y reduce la
producción, lo que requiere un inventario, tiempo de procesamiento y espacio adicio­
nales para desechos y partes en espera de ser reemplazadas. Todas éstas son formas de
desperdicio y aumento de los costos para el cliente.
La eliminación de las fuentes de defectos y errores en todos los procesos de la ca­
dena de valor mejora en gran medida la rapidez y agilidad, y apoya la noción de flujo
continuo. El uso de enfoques de corrección de errores en los procesos de diseño, que
se estudia en el capítulo 15, la mejora de la capacitación o incluso la eliminación de
ciertas actividades, puede ayudar a lograr este objetivo. Asimismo, la reducción de la
variabilidad en los procesos perfecciona el servicio al cliente, la calidad y la rapidez,
mientras se reducen los costos y la capacidad requerida. Ésta es una de las principales
metas de las iniciativas de calidad de Six Sigma descritas en el capítulo ] 5. Muchas
empresas ahora adoptan la idea de "Six Sigma esbelto" y combinan las herramientas,
conceptos y enfoques de los principios esbeltos con los de Six Sigma.
Reducción de costos
A todas luces, la reducción de coseos es un importante objetivo de una empresa esbelta.
Cualquier cosa que se haga para reducir el desperdicio y mejorar la calidad con fre­
cuencia reduce el costo al mismo tiempo. Un equipo más eficiente, un mejor manteni­
miento preventivo e inventarios más pequeños reducen los costos en las empresas de
manufactura. La simplificación de procesos, tales como usar la mano de obra del cliente
por medio del autoservicio en un restaurante de comida rápida, depositar un cheque a
través de un cajero automático y llenar formularios médicos en línea antes de asistir
a un servicio médico son maneras en que las empresas de servicio se vuelven más es­
beltas y reducen sus costos. El oursourcing o subconrraración de procesos para los cua­
les una organización no tiene suficiente experiencia es otra forma de reducir costos.
Beneficios de los sistemas de operación esbeltos
Los defensores de los sistemas de operación esbeltos citan muchos beneficios, incluyendo
las reducciones en los tiempos de ciclo (procesamiento), mejoras en la utilización del es­
pacio, aumentos en el rendimiento del proceso, volúmenes de trabajo fluidos, reducción
de los trabajos en proceso y de los inventarios de productos terminados, mejoras en la
comunicación y el uso compartido de la información en la cadena de valor, aumento de
la calidad, mejora del servicio al cliente y reducciones en el flujo de efectivo y el capital
circulante requerido para dirigir la empresa (véase el recuadro Las mejores prácticas en
administración de operaciones: TI Aurornorive).
Para volverse esbelto, se requiere centrarse en los detalles, tener disciplina y persis­
tencia, y trabajar duro para lograr los resultados. Las encuestas han mostrado que es
probable que las empresas medianas y grandes estén familiarizadas con los principios
esbeltos y cuenten con sistemas esbeltos ya implementados; sin embargo, las pequeñas
empresas están mucho menos familiarizadas con los principios. Por tanto, existe una
oportunidad considerable de que las pequeñas empresas adopten prácticas esbeltas.
Capitu
dicio:
$2.3
empl
tearr
tres
llone
T
SU C,
ha ar
plazc
de u
sis te
logre
plo.
con:
rnilk
torrr
del I
nos
TI ti
de s
tune
más
las,
HI
Co
cip
se
lid
de
ése
esl
Di
Et
f1 u
or
riv
rie
es
ga
tal
11(
es
es
capitulo 17 Sistemas de operación esbeltos
~-·;.t~~-MEJORES PRÁCTICAS EN ADMINISTRACIÓN DE OPERACIONES
TI Automotive
5
TI Automotive (www.tiautomotive
.com) es un proveedor global de sis­
temas de almacenaje de combustible
totalmente integrados, frenado, tren
de potencia y sistemas de aire acon­
d1c~ ado para vehículos. Las ventas de la empresa fueron de
$2 . .> mil millones con 130 instalaciones en 29 países, 20,000
empleados y 31 plantas de manufactura localizadas en Nor­
teamérica. En 2004 gano nuevos contratos de suministro de
tres fabricantes de automóviles con valor de más de $100 mi­
llones· PSA Peugeot Citrben, Toyota y Volkswagen.
TI Autornouve ha implementado prácticas esbeltas en toda
su cadena de valor. con lo cual ha mejorado la adquisición y
ha aplicado la ingeniería de procesos a las solicitudes de reem­
plazo de partes y al envio a los clientes. Por ejemplo, cambió
de un "procesamiento por lotes sin demanda y en cola" a un
sistema "bajo demanda y de empresa extendida". con lo cual
logró muchos de los beneficios citados en el texto. Por ejem­
plo. la rotación de inventarios sufrió una mejora a un ritmo
constante de 12.7 a 22. Esta mejora dio como resultado $41
millones en flujo de efectivo libre adicional y contribuyó de
forma considerable al balance final de la empresa. La calidad
del producto me¡oró de más de 500 defectos por millón a me­
nos de 50 defectos por millón. Casi todas las instalaciones de
TI tienen la cernftcación ISO 9000.
TI Automouve llama a sus prácticas esbeltas "Manufactura
de sentido común" Esta empresa dedica mucho esfuerzo a di­
fundir estas prácticas a todas las instalaciones y empleados lo
más rápido posible De acuerdo con TI Automotive. algunas de
las claves para difundir con rapidez las prácticas esbeltas inclu­
r
yen: 1) caracterizar e identificar de manera apropiada los gru­
pos meta de creadores del cambio y usuarios que empiezan a
aplicarlo con rapidez, 2) apoyar e invertir en creadores del cam­
bio, 3) reconocer la importancia de los canales de comunica­
ción y usarlos, 4) crear recursos de holgura para apoyar el
cambio exitoso. 5) hacer visible la actividad de los primeros
creadores del cambio en toda la organización y 6) solicitar a los
gerentes que den el ejemplo, es decir, "si el líder no come
choucroute, no espere que otros lo hagan".
­ ­ ­ ­ ­ ­­­­­­­­­­­­­­­­­­­­­­­­
HERRAMIENTAS Y ENFOQUES ESBELTOS
Con el fin de cumplir con los objetivos de la empresa esbelta se requieren métodos dis­
ciplmados para el diseño }' la mejora de los procesos. Muchas de las herramientas que
se han analizado en capítulos anteriores, como la implementación de la función de ca­
lidad, el diagrama del flujo de valor y las siete herramientas básicas de administración
de la calidad resultan de particular importancia en el pensamiento esbelro. Además de
éstas, las empresas usan distintas herramientas y enfoques para crear una organización
esbelta. f\rac; se resumen en esta sección.
1
¡::
Objetivo de aprendizaje
Entender las herramientas y
enfoques básicos que las
empresas usan para crear una
organización esbelta y aprender
cómo aplicar estas herramientas
en forma apropiada.
Diagrama de flujo del valor
El diagrama de flujo del valor se presentó en el capítulo 7. Recuerde que un diagrama de
fl1110 de \ alor muestra los flujos de procesos de manera similar a un diagrama de procesos
ordinario. Sin embargo, la diferencia es que los diagramas de flujo ele valor resaltan las ac­
tividades de valor agregado contra aquellas que no son de valor agregado e incluyen los
tiempos que tardan las actividades. Esto las vuelve adecuadas para los análisis de empresas
esbeltas. Permiten que sea posible medir el impacto de las actividades que son de valor agre­
gado y las que no lo son en el tiempo de entrega toral del proceso y comparan csro con el
takt time. la razón del tiempo de trabajo disponible con respecto al vol11111c11 de produccián
necesario que se requiere para cumplir con la demanda del cliente. Cuando el flujo de valor
es más rápido que el talst time, e to significa por lo general que hay desperdicio en forma de
Takt time es la razón del
ttempo de trabajo disponible
con respecto al 11ol11111e11 de
produccián necesario que se
requiere para cumplir con la
demanda del cliente.
Pane 3: Administración de operaciones
736
Cap
sobreproducción; cuando es menos rápido, la empresa no puede cumplir con la demanda
del cliente. Los diagramas de flujo de valor también podrían incluir otra información tal
como el tiempo de inactividad de la máquina y la confiabilidad,
la capacidad del proceso y
el tamaño de los lotes que se mueven :1 través del proceso. Es común que el desarrollo de
diagramas de valor sea uno de los primeros pasos en la aplicación de los principios esbeltos.
Flujo de lotes pequeños y de una pieza
Producción por lotes­e/
proceso de producir grandes
cantidades de artículos como
1111 grupo antes de
transferirlos a la siguiente
operacián,
Una de las prácticas que inhibe el aumento de la velocidad y la mejora de la respuesta
en la manufactura o procesamiento de servicios de parres discretas tales como una parre
fabricada, facturas, reclamaciones médicas o aprobaciones de créditos hipotecarios para
adquirir una casa se conoce como producción por lotes: el proceso de producir grandes
ca)1tidades de articules como 1111 grupo antes de transferirlos a la siguiente opcracién.
L~ producción de lotes da como resultado la acumulación de inventarios que con fre­
cuencia conduce a retrasos en la entrega, ya que los clientes esperan que su pedido sea
programado. La alternativa al procesamiento de lotes es el flujo continuo (que se es·
tudió en el capitulo 7), el cual por lo general se usa para elaborar productos tales como
sustancias químicas y gasolina. Los procesos de flujo continuo, por su naturaleza, son
muy eficientes debido a que los materiales se mueven :1 través de las operaciones sin
detenerse. Los sistemas de operación esbeltos buscan aplicar los principios del flujo
continuo a la producción de partes discretas al reducir el tamaño de los lores, en tér­
minos ideales a un tamaño de uno, es decir, que use un f/11io de 1111a pieza. Muchas
empresas justifican la producción por lotes alegando que las cargas de paleta y otros
contenedores llenos pueden moverse con mayor facilidad entre las operaciones. Sin em­
bargo, los cambios simples en la disposición de la planta y los sistemas de manejo de
materiales con frecuencia soportan el flujo de una pieza. El flujo de una pieza permite
a las empresas establecer una mejor relación entre la producción y la demanda del
cliente (en particular si los tiempos de procesamiento son prolongados), también les
permite evitar acumulaciones de inventario grandes y de costo alto, y asegurar el mo­
virnicnro ininterrumpido del trabajo en proceso mediante el sistema de producción.
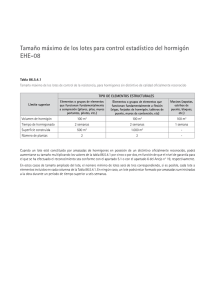
Para comprender esto, considere la siguiente comparación del procesamiento por lo­
tes contra el flujo de una sola pieza de la figura 17.2. Suponga que el tamaño del lote es
de 100 artículos y que cada artículo debe procesarse en secuencia en tres estaciones de
trabajo. Recuerde, en un proceso por lores el tamaño del lote completa se produce en la
estación de trabajo A, ames de moverse a la estación de trabajo B, y así de manera suce­
siva. Por consiguiente, el procesamiento de un lote de 100 artículos tarda 3,500 segundos
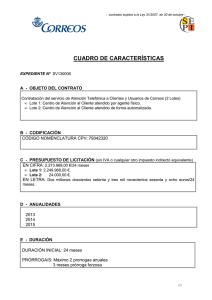
al pasar por las tres estaciones de trabajo, como se representa en la figura I 7.3a.
Ahora considere el flujo de una sola pieza, como muestra la figura l 7.3b, donde el
primer artículo se procesa en cinco segundos e inmediatamente después pasa a la se·
gunda estación de trabajo (suponga un tiempo de retraso cero en el movimiento de una
estación de trabajo a otra). El primer artículo completa el procesamiento en la esta·
ción de trabajo B en un total de 25 segundos, y después pasa a la estación de trabajo
C, para terminar en un total de 35 segundos. Observe que la estación de trabajo Bes
el cuello de botella; los artículos llegan a B para su procesamiento
más rápido de lo
que B es capaz de procesarlos, y por consiguiente, no puede terminarlos en menos de
20 segundos. Por tanto, la estación de trabajo B terminará todos los artículos, 2 a 100,
en 99 (20 segundos) = 1,980 segundos después del artículo # l. De esta manera, el úl­
timo artículo deja a B en el tiempo 25 + 1,980
2,005 segundos a partir del inicio
=
Figura 17.2
Procesamiento por lotes
comparado con el flujo de una
sola pieza
Estación
de trabajo
Tamaño
dtl lotejO)
Tiempo de
procesamiento por artículo
A
100
100
100
5 segundos
20 segundos
B•
e
10 segundos
Total
Tiempo total por
lote (segundos)
500
2,000
1.000
3.500
• Estación de trabeio cuello do botella
Fuente· Adaptado de Jeffrey K. Pinto y Om P. Kharbanda. "How to Fail 1n Project Management (W1thout Roally
Try1ng)". Business Horizons. 1ulio/agos10 de 1996, pp. 45­53 © 1996. con permiso do Elsev1er
d
tí
rr
ti
n
e
I·
I'
e
1
l
iones
Capitulo 17: Sistemas de operación esbeltos
anda
n tal
Todas las panes se
procesan en la estación
de trabajo A antes
de pasar a B. •
,......­­­.....
EEE8J
esca
arte
ara
des
ián.
fre­
se a
es­
mo
on
I A 1
ffi8J
737
Figura 17.3
liempo total
de procesamiento
por lotes = 3,500 s.
.
Transferencia
por lotes
Procesamiento por lotes
comparado con el flujo de
una sola pieza
­­­­
·I 8 ~{~]
(a) Procesamiento por lotes
­.
~
Transferencia
de una sola pieza
EH8J I. A I. o~
(b) Flujo do una sola pieza
Transferencia
individual
liempo
de procesamiento
por lotes 2.015 s.
=
·1. .­­­..
B I o­­­­­­­­­...º • icl ~u'"''
.~
LJ
terminado
Actividad de trabajo en el cuello de botella
as
de la producción. Dado que la esración de trabajo C no es cuello de botella, cada ar­
tículo que llega desde B puede procesarse de inmediato, de manera que el artículo nú­
mero 100 se termina en un tiempo de 2,005 + 10 = 2,015 segundos. Esto reduce el
tiempo de procesamiento por lotes (3,500 ­ 2,015)/3,500, o cerca de 42 por ciento.
La producción de lotes por lo general es necesaria cuando se produce una amplia
mezcla de productos o servicios con diversos requisitos sobre el equipo común. Cuando
elaboran diferentes productos, los fabricantes a menudo necesitan cambiar los moldes,
herramientas y parres integrantes del equipo, lo cual resulta en montajes y desmonta­
jes que consumen mucho tiempo y son costosos. Para los servicios, ral vez se necesite
cambiar o modificar los formaros preimpresos o el software. Al ejecutar lores grandes,
los montajes y desmontajes se reducen, y proporcionan economías de escala. Sin em­
bargo, con frecuencia csro acumula inventario que podría no corresponder a la de­
manda del mercado, en particular en mercados muy dinámicos. Una mejor estrategia
sería usar lotes pequeños o flujo de una sola pieza. No obstante, para hacer esto de
manera económica se requiere contar con la capacidad de cambiar entre productos
de manera rápida y a bajo costo. Muchas empresas han hecho mejoras sorprendentes
en la reducción de los tiempos de preparación del producto, haciendo realidad el pro­
cesamiento por lores pequeños o el flujo de una sola pieza en los entornos de produc­
ción de bajo volumen (véase el recuadro Las mejores prácticas en administración de
operaciones: Harley­Dnvidson}. Por ejemplo, Yarnmnr Diesel redujo la configuración
de una herramienta de la línea de maquinado de 9.3 horas a 9 minutos; un fabricante
estadounidense de motosierras redujo el tiempo de preparación de una prensa troque­
ladera de más de 2 horas a 3 minutos, y un fabricante del medio oeste de Estados Uni­
dos pudo reducir el tiempo de preparación de una prensa de 60 toneladas de 45 mi­
nutos a J minuto. Esto se logró mediante mejoras en el proceso, tales como guardar
las herramientas requeridas al lado de la máquina, usar bandas transportadoras para
mover las herramientas hacia dentro y fuera de la máquina, mejorar el etiquetado y la
identificación. Antes, la configuración de las herramientas no estaba bien identificada,
las herramientas estaban mal organizadas y se almacenaban lejos de la máquina, lo que
requería una carretilla elevadora para transportarlas. Ahora el operador de la máquina
puede realizar los nuevos cambios o configuraciones sin asistencia indirecta.
Otra manera de mejorar el rendimiento cuando la producción de lotes es necesa­
ria es mover una porción de un lote terminado antes de terminar todo el lote. A esto
se le llama lote de transferencia. Un lote de transferencia es parte del tamaño de lote ori­
ginal (batch) que se termina en una estación de trabajo y se mueve a la siguiente esta­
cián de trabajo. Por ejemplo, en la figura 17.3a si el tamaño del lote es de 100 artícu­
los, un lote de transferencia de 20 artículos permitiría a las siguientes estaciones de
trabajo obtener el lote original de forma más rápida.
U11 lote de transferencia es
parte del tamaño de lote
original (batch) que se
termina e11 1111a estacián de
trabajo y se mueve a la
siguiente estación de trabajo.
Parte 3: Adrrurustracron de operaciones
738
•
,
,
•
, • ¡.,··~
• ....
c­~·Ji~l•,rf~"'
·
LAS MEJORES PRACTICAS EN ADMINISTRACION DE_ Q~~~.!CIONES:L
Harley-Davidson6
Después que la participación de mer­
cado de Harley­Davidson cayó de ser
casi un monopolio a menos de 30 por
ciento a principios de la década de los
ochenta. la empresa emprendió una agresiva estrategia para
mejorar la calidad y eficiencia de la manufactura. La produc­
ción esbelta era una parte importante de ese esfuerzo. Cam­
bios simples en el diseño, tanto de los productos como de
los procesos, aypdaron a lograr reducciones drásticas en el
tiempo de prepsración. Por ejemplo. el uso de arandelas en
forma de "C" en vez de las tipo "O" permitió que los opera­
dores reposicionaran una máquina por medio de añorar las
tuercas y deslizando las arandelas "C" de lado. en vez de te­
ner que quitar las tuercas y levantar la máquina para reem­
plazar las arandelas "O" Otro cambio consistía en dos
muñones que eran similares, excepto por un agujero perfo­
rado a un ángulo de 45 grados en uno y a 48 grados en el
otro. Tomó dos horas reposicionar la máquina para la nueva
operación. Los ingenieros diseñaron los agujeros a un ángulo
común en las dos partes, así que los cambios se podlan ha­
cer con facilidad al insertar o eliminar una serie de separado­
res en la máquina que sostenían al muñón para perforar. El
tiempo de preparación se redujo a tres minutos.
Los principios SS
Los principios SS son seiri
(c/,1si(irnr), seiton (ordenar),
seiso (limpiar). seiketsu
(estundarizart y shitsuke
{disctpltnar},
Los trabajadores no pueden ser eficientes si sus lugares de trabajo están desordenados
o desorganizados. Se puede desperdiciar mucho tiempo en buscar la herramicnra co­
rrecta o al cambiar de sitio pilas de materiales que pueden estar dispersos. Las plantas
de manufactura eficientes son limpias y están bien organizadas. Las empresas usan los
principios "SS" para crear este ambiente de trabajo. Los SS se derivan de tér111111os j11­
poncses: seiri (clasificar), seitou (ordenar}, seiso (limpiar), seiketsu (estandarizar¡ y sbit­
sulie [disciplinar),
•
•
•
•
•
Clasificar se refiere a asegurar que cada artículo en 1111 lugar de trabajo esré en el
lugar adecuado o se identifique como innecesario y se elimine.
.
Ordenar significa acomodar los materiales y el equipo, de modo que sea fácil en­
contrarlos y usarlos.
Limpiar se refiere a mantener el área de trabajo limpia. Un área de trabajo limpia
no sólo es importante para la seguridad, sino que también permite que problemas
de mantenimiento como las goteras de aceite se identifiquen antes de causar pro­
blemas.
Estandarizar significa formalizar los procedimientos )' prácticas para crear consis­
tencia y asegurar que todos los pasos se realicen de forma correcta.
Por último, disciplinar significa hacer que el proceso pase por capacitación, co­
municación y estructuras organizacionales.
Estos principios definen un sistema para la organización }' estandarización del lugar de
trabajo. Al aplicarlos, los trabajadores desarrollan un modo de pensar para el pensa­
miento esbelto que se transfiere a todos los aspectos de su trabajo.
 0
0
Anuncio
Documentos relacionados



Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados