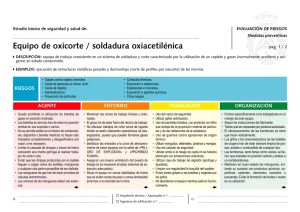
TECSUP – PFR Procesos de Soldadura Unidad IV LA SOLDADURA OXIACETILÉNICA (OFW) OXY-FUEL GA AS S WELDING 1. CONCEPTO El proceso de soldadura oxiacetilénica es una unión por fusión que utiliza el calor producido por una flama oxiacetilénica, obtenida por la combustión del gas acetileno con oxígeno, para fundir el metal base, con o sin aportación del material de aporte. Para conseguir la combustión, se necesita: • • Un gas combustible (acetileno, propano, gas natural, etc.) Un gas comburente (oxígeno). 1.1. PRINCIPIO Se basa en el hecho de que el gas acetileno al combustionar simultáneamente con con el oxígeno origina la FFlama lama con una temperatura muy alta (3200 ºC.), logrando la unión por calentamiento, ccon on o sin aplicación de metal de aporte. Figura 4.1 Representación de la Soldadura Oxiacetilénica. 57 Procesos de Soldadura • TECSUP – PFR Sin material de aporte: Una vez regulada la flama de acuerdo a las necesidades del trabajo, se mantiene la punta del cono interno a unos 2 a 5 mm. Encima del metal base, apuntando en el sentido o dirección que se va a soldar; el ángulo entre el soplete y el metal base a unos 45º. Se mantiene la flama en un lugar hasta que se forme un charco de metal fundido (aproximadamente 5 a 7 mm. De diámetro) Se mueve lentamente la flama y el charco debe ser manipulado en muchas direcciones diferentes. Figura 4.2 Soldadura Oxiacetilénica con varilla varilla de aporte. • Con material de aporte: Cuando se suelda con metal de aportación, éste se aplica mediante una varilla con independencia de la fuente de calor, lo que constituye una de las principales características del procedimiento. Una vez formado el charco y conforme va avan avanzando zando la soldadura, se va fundiendo la varilla y hay que ir acercando en forma continua al charco soldadura. Estos tienen que de fundirse al mismo tiempo para que los de materiales tengan la posibilidad una buena mezcla. En cuanto a la protección del baño de fusión la realizan los propios gases de la flama, aunque en algún caso es necesario recurrir al empleo de desoxidantes. Los diferentes nombres que se le dan a este proceso son: • • 31, soldeo oxigás (EN 4063) OFW, Oxy-fuel gas welding (ANSI / AWS A3.0) Si se utiliza acetileno como gas combustible el proceso se denomina: • • 311, soldeo oxiacetilénico (EN(ANSI 4063)/ AWS A3.0) OAW, Oxy-acetilene welding 58 TECSUP – PFR 1.2. Procesos de Soldadura USOS Y APLICACIONES Las ventajas enunciadas hacen que el soldeo oxigás sea particularmente indicado para: • • • • • Pequeñas producciones. Pequeños espesores. Trabajos en campo. Soldaduras con cambios bruscos de dirección o posición. Reparaciones por soldeo. Por este proceso pueden soldarse la mayoría de los metales y aleaciones férreas y no férreas, con la excepción de los metales refractarios, que son los que pueden utilizarse a altas temperaturas (volframio, molibdeno y tantalio) y de los activos (titanio, circonio). Reconstrucción de piezas Soldadura de reparación Enderezado por calor Figura 4.3 Principales aplicaciones de la soldadura Oxiacetilénica 59 Procesos de Soldadura 1.3. TECSUP – PFR VENTAJAS Y LIMITACIONES Ventajas: • • El soldador tiene control sobre la fuente de calor y sobre la temperatura de forma independiente del control sobre el metal de aportación. El equipo de soldadura necesario es de bajo costo, normalmente portátil y muy versátil ya que se puede utilizar para otras operaciones relacionadas con la soldadura, como oxicorte, pre y post calentamiento, enderezado, doblado, recargue, soldadura fuerte, soldadura de cobre y aleaciones, con sólo cambiar o añadir algún accesorio. Limitaciones: • • 1.4. Se producen grandes deformaciones y grandes tensiones internas causadas por el elevado aporte térmico debido a ala baja velocidad de soldeo. El proceso es lento, de baja productividad y destinado a espesores pequeños exclusivamente, ya que aunque se puede realizar la soldadura de grandes espesores resulta más económico para éstos la soldadura por arco eléctrico. MÉTODOS DE SOLDADURA • Soldadura a la izquierda: Se utiliza en los aceros de bajo carbono. En acero menor de 3 mm. De espesor del material. Figura 4.4 Soldadura de avance avance a la izquierda izquierda 60 TECSUP – PFR • Procesos de Soldadura Soldadura a la derecha: Se utiliza en los aceros de bajo carbono. En acero desde de 3 mm. De espesor del material. Figura 4.5 4.5 Soldadura de avance a la derecha 1.5. ACTIVIDAD Nº 05 1. ¿Cuál es el principio de la soldadura s oldadura Oxiacetilénica? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 2. ¿Qué significado tienen las siglas OFW? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 3. Qué nombres le dan este proceso según la norma (EN 4063) y (ANSI / AWS A3.0) ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 4. ¿El código de proceso de soldadura sol dadura 311 a qué proceso se refiere? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 61 Procesos de Soldadura TECSUP – PFR 5. ¿Cuáles son los usos y aplicaciones del proceso pro ceso OFW? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 6. ¿Qué ventajas y limitaciones tiene este proceso de soldadura (OFW)? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 7. Lectura y resumen ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 62 TECSUP – PFR 2. Procesos de Soldadura LA FLAMA OXIACETILÉNICA El gas acetileno al combustionar simultáneamente con el oxígeno origina la Flama oxiacetilénica y su temperatura puede llegar has los 3200º C. El acetileno reacciona con el oxígeno y produce una flama que tiene una temperatura que está por encima del punto de fusión de la mayoría de los gases industriales Figura 4.6 Reacción química de la flama oxiacetilénica oxiacetilénica 2.1. PARTES Las zonas características de la flama oxiacetilénica pueden observarse en la figura y son: Figura 4.7 Partes de de la flama oxiacetilénica 63 Procesos de Soldadura TECSUP – PFR El cono o dardo es la señal más característica de la flama, es de color blanco deslumbrante y su contorno está claramente delimitado. Es donde se produce la combustión del acetileno con el oxígeno. Delante del cono yace la zona más importante de toda la flama, que, desgraciadamente, no puede reconocerse óptimamente y se ha señalado con línea de trazos, es la llamada zona de soldeo o zona de trabajo. Es la zona de máxima temperatura y es aquí donde se realiza el soldeo de la pieza. Es de importancia, por consiguiente, dejar entre la punta del cono y la superficie del baño de fusión una distancia que varía entre 2 y 5 mm. Dependiendo del tamaño de la flama y por tanto del soplete. En el penacho se produce la combustión, con el oxígeno del aire, de todos los productos que no han quemado anteriormente. De esta forma se impide que el oxígeno del aire entre en contacto con los metales a unir, constituyendo una capa protectora que evita que se produzca su oxidación. La curva de la parte superior de la figura Nº 55.2 .2 muestra que la máxima temperatura de 3200 °C. Existe únicamente dentro de la zona de trabajo (zona rayada). 2.2. TIPOS DE FLAMA Regulación de la flama oxiacetilénica La flama oxiacetilénica es fácilmente regulable, en el sentido de que permite obtener flamas estables con diferentes proporciones de oxígeno y acetileno. Lógicamente, diferentes proporciones de gas combustible y de oxígeno producen flamas de diferentes propiedades y aplicaciones. En función de esta proporción se puede distinguir cuatro tipos de flamas: Flama de acetileno puro. Flama carburante. Flama neutra. Flama reductora. • • • • Otra de las ventajas de la flama oxiacetilénica, frente a las flamas formadas con otros gases combustibles, es que se puede distinguir visualmente las zonas de la flama y el tipo de flama que se está utilizando. • Flama de acetileno puro que se produce cuando se quema acetileno en el aire. Produce una flama que varía su color de amarillo a rojo naranja, en su en parte final,Noy tiene que provoca la aparición partículas de hollín flotando el aire. much muchaa utilidad en ladesoldadura. 64 TECSUP – PFR • Procesos de Soldadura Flama carburante.- que se produce cuando hay un exceso de acetileno. Partiendo de la flama de acetileno puro al aumentar la proporción de oxígeno, la flama empieza a hacerse luminosa, formándose una zona brillante o dardo, seguida del penacho acetilénico de color verde pálido que aparece como consecuencia del exceso de acetileno y desaparece cuando se igualan las proporciones. Una forma práctica de determinar la cantidad de exceso de acetileno frente al oxígeno existente en una flama carburante, es comparar la longitud del dardo con la del penacho acetilénico ambos medios desde la boquilla. Si la flama tiene doble cantidad de acetileno que de oxígeno, la longitud del penacho acetilénico será el doble que la del dardo. Figura 4.8 Flama carburante • Flama neutra.- que se produce cuando la cantidad de acetileno es aproximadamente igual a la de oxígeno. La forma más fácil de obtener la flama neutra es a partir de una flama con exceso de acetileno (carburante) fácilmente distinguible por la existencia del penacho acetilénico, a medida que se aumenta la proporción de oxígeno la longitud del penacho acetilénico va disminuyendo hasta que desaparece justo en el momento en el que q ue la flama se hace neutra. Figura 4.9 Flama neutra 65 Procesos de Soldadura • TECSUP – PFR Flama oxidante que se produce cuando hay un exceso de oxígeno, la flama tiende a estrecharse en la salida de la boquilla del soplete. No debe utilizarse en el soldeo de aceros, soliendo utilizarse, fundamentalmente, para el soldeo de los latones latones.. Con proporción oxígeno / acetileno de 1.75:1 se alcanzan temperaturas de 3100 °C. Figura 4.10 flama oxidante oxidante 2.3. APLICACIONES: Figura 4.11 Principales aplicaciones de de la flama oxiacetilénica oxiacetilénica 66 TECSUP – PFR 2.3.1. Procesos de Soldadura ENCENDIDO REGULACIÓN Y APAGADO El encendido encendido y apagado de la flama se debe hacerse hacerse con cuidado. 1. Encender la flama con el mechero adecuado y regular la flama con el oxígeno, sin embargo para evitar la formación de humos también se puede abrir primero, ligeramente, la válvula de oxígeno y después la del acetileno. 2. Encender la flama con mechero adecuado y regular posteriormente la flama mediante la entrada de oxígeno. oxíg eno. 3. Para apagar, cerrar en primer lugar la válvula del gas combustible y luego la del oxígeno. 4. Manejar el soplete con cuidado, evitando movimientos bruscos e incontrolados. 2.4. ACTIVIDAD Nº 06 1. ¿Qué es flama de soldadura Oxiacetilén Oxiacetilénica? ica? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 2. ¿Cuál es la temperatura de trabajo? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 3. En el Figura siguiente indicar las partes. Figura 4.12 67 Procesos de Soldadura TECSUP – PFR 4. ¿Dónde se utiliza la flama carburante? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 5. ¿Cuál es la proporción de gases en una flama carburante? Explique ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 6. ¿Cuál es la proporción de gases en una flama oxidan oxidante? te? Explique ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 7. Lectura y resumen ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 68 TECSUP – PFR 3. Procesos de Soldadura EQUIPO BÁSICO DE SOLDADURA OXIACETILÉNICA Conjunto de elementos (aparatos y accesorios), que agrupados, presentan el paso de los gases (oxígeno (ox ígeno - acetileno) hasta un soplete. El equipo básico para la soldadura oxiacetilénica consta de: Figura 4.13 Principales aplicaciones aplicaciones de de la flama oxiacetilénica oxiacetilénica • Botellas de Oxígeno y acetileno En la mayoría de los talleres de soldadura, los gases utilizados en soldeo oxiacetilénico están almacenados en botellas o cilindros, si bien en grandes industrias el oxígeno puede ser canalizado desde un tanque criogénico que contiene el oxígeno en estado líquido a baja temperatura, mediante un vaporizador que calienta el oxígeno líquido y lo convierte en oxígeno en estado gaseoso, o desde una batería de botellas y el acetileno puede ser producido directamente por un generador. Las botellas o cilindros facilitan el transporte y conservación de los gases comprimidos, estando diseñadas para gases específicos y no siendo, por lo tanto, intercambiables. Como ya se indicó el acetileno se almacena disuelto en acetona en cilindros rellenos de una sustancia esponjosa. Dado que al abrir la válvula y dejar escapar el gas éste puede arrastrar acetona, es conveniente no alcanzar nunca el consumo horario de un séptimo del contenido de la botella; es decir, por ejemplo: si la botella tiene un contenido de 6000 litros de acetileno, el consumo máximo deberá ser 857 litros / hora o lo que es lo mismo 14 litros/minutos, al ser 6000/7 = 857. 69 Procesos de Soldadura TECSUP – PFR Si se requiere un consumo mayor será necesario disponer de una batería de botellas que podrá ser portátil o fija, o de un generador de acetileno. Los generadores de acetileno son los encargados de producir este gas, a partir de la reacción química del carburo de calcio y del agua. A la salida del generador se procede al lavado y secado con el fin de obtener un acetileno libre de impurezas. En el caso de baterías fijas, depósitos criogénicos para el oxígeno o generadores de acetileno, los gases se suministran mediante tuberías que deberán ser las adecuadas para cada gas en cuestión. Figura 4.14 Diversas formas de suministro de los gases para el soldeo oxiacet oxiacetilénico ilénico 70 TECSUP – PFR • Procesos de Soldadura MANOREDUCTORES Los manorreductores, o válvulas reductoras de presión, son los encargados de suministrar el gas comprimido de los cilindros o depósitos a la presión y velocidad de trabajo.g Las válvulas reductoras de presión, además de reducir la elevada presión de los cilindros de gas, deben permitir que la presión de trabaja a la que suministran el gas permanezca invariable durante su funcionamiento, a pesar de la disminución de la presión en el cilindro o depósito a medida que se diminuye el contenido de gas. Figura 4.15 partes de un manorreductor Los manorreductores conectados a los cilindros deben tener dos manómetros uno de ellos indica la presión del cilindro (manómetro de alta presión) y el otro indica la presión del trabajo (manómetro de baja presión). Los manorreductores utilizados en las baterías de cilindros o en los depósitos pueden tener un solo manómetro. Cada manorreductor debe utilizarse solamente para lo que ha sido diseñado, es decir solamente para el gas especificado y nunca utilizar manorreductores destinados a cilindros en baterías o depósitos. 71 Procesos de Soldadura 3.1. TECSUP – PFR INSTALACIÓN DE UN REDUCTOR • Conectar el manorreductor a la botella. • • • • Controlar que la conexión esté limpia - extinguir o eliminar impurezas. Revisar la pieza intermedia de la junta - cuando esté dañada cambiarla. Apretar fuerte el atornillamiento. Revisar la hermeticidad - con un espumante. Inscripción Oxígeno Acetileno Propano Letra de identificación O A P Color de identificación Azul (verde) Amarillo (rojo) Naranja Conexión de la brida R % derecho Conexión de la manguera 63 x R % derecho R21 J 8 x 14 izquierda 8 x R 3/8 izquierdo 8 x R 3/8 izquierda Tabla 4.1 • Orden de trabajo para inauguración de un manorreductor. • • • • • • Abrir la válvula de la botella, despacio. Abrir la válvula de cierre del manorreductor. Abrir las válvulas en el soplete. Despacio dar vuelta al tornillo de graduación, el pestillo se abre. Observar continuamente el manómetro de presión de trabajo Dar vuelta al tomillo de graduación hasta que alcance la presión que sea necesaria. Existe un equilibrio entre el muelle para graduación abajo y la presión del gas sobre la membrananoque se trabajando, amplifica portiene el muelle del pestillo.la Cuando el manorreductor esta que descargarse membrana, indicando cuando el pestillo está cerrado. Figura 4.16 manorreductor 72 TECSUP – PFR • Procesos de Soldadura Mangueras Son tubos flexibles de goma por cuyo interior circula el gas, siendo por tanto las encargadas de transportar dicho gas desde los cilindros al soplete. Las mangueras para soldar son tubos de goma muy flexibles que sirven para conducir los gases desde los balones hasta los sopletes. Las mangueras de oxígeno son de color azul o verde, para acetileno rojo. Las conexiones con rosca izquierda para el acetileno y rosca derecha para el oxígeno. Los diámetros 4, 9 Y 11 mm para el acetileno y de 4,6 y 9mm para el oxígeno. La longitud mínima en las mangueras debe ser de 5m. Suelen ser de caucho de buena calidad y deben tener gran resistencia al corte y la abrasión. Figura 4.17 Conectores de mangueras. Con objeto de poder distinguir el gas que circula por estas mangueras, las de acetileno son de color rojo y rosca a izquierdas al soplete y las de oxígeno de color azul o verde y rosca a derechas al soplete. 73 Procesos de Soldadura • TECSUP – PFR Soplete La misión principal del soplete es asegurar la correcta mezcla de los gases combustible y comburente según su cantidad, de forma que exista equilibrio entre la velocidad de salida y la de inflamación. En la figura 6.6 se puede apreciar un soplete con cámara de mezcla de inyección. Figura 4.18 Soplete de inyección inyección para soldeo oxiacetilénico oxiacetilénico Mediante el soplete el soldador controla las características de la flama y maneja la misma durante la operación de soldeo. La potencia de un soplete se mide en litros/hora y expresa el consumo de gas combustible. La elección de tipo y tamaño del soplete depende de las características del trabajo a realizar. Las partes principales son: Válvulas de entrada de gas. Cámara de mezcla. Boquillas. • Válvulas de entrada de gas Estas válvulas permiten regular la presión, velocidad, caudal y proporción entre el gas combustible y el oxígeno. ox ígeno. 74 TECSUP – PFR Procesos de Soldadura • Cámara de mezcla En ella se realiza la mezcla íntima de combustible y comburente. Existen dos tipos fundamentales de cámara de mezcla. m ezcla. a) De sobrepresión En este tipo el oxígeno y el gas combustible están a la misma presión y van a la misma velocidad, mezclándose al juntarse las direcciones de ambos gases. En la figura 6.8 (A) se observa una cámara de este tipo. b) De inyección o aspiración En este tipo de cámara el gas combustible a baja presión es aspirado por la corriente de oxígeno de alta velocidad. Para esto se utiliza un sistema de tobera. Este tipo de cámara de mezcla se emplea cuando el gas combustible es suministrado a una presión demasiada baja para producir una combustión adecuada. Los sopletes con este tipo de cámara se denominan de baja presión. En la figura 6.8 (B) puede observarse un diseño de una cámara de este tipo. • Boquillas Son toberas intercambiables que se ajustan a la parte final o lanza del soplete. Controlan el flujo de gas por medio del diámetro del orificio de salida. Normalmente boquillas de diversos diámetros son aptas para un determinado tamaño de soplete. Pequeños diámetros de salida producen flamas pequeñas, aptas para soldar pequeñas secciones, sin embargo para grandes diámetros se requieren grandes secciones. Las boquillas deben permitir una flama uniforme. Figura 4.19 Diversas boquillas 75 Procesos de Soldadura TECSUP – PFR Figura 4.20 Cámaras de mezcla. A) De sobre presión. B) De baja presión presión Se deben observar las siguientes precauciones: a) Se deberá limpiar la boquilla con los escariadores adecuados, eliminando cualquier proyección o suciedad que se haya podido adherir. b) Se deben mantener limpias y en buen estado las roscas y las superficies de cierre para evitar fugas y retrocesos de flama. Es de la mayor importancia seleccionar el caudal adecuado para cada tipo de boquilla ya que si el caudal es escaso la flama no será efectiva, pudiéndose incluso producirse un retroceso de flama; si el caudal es excesivo, se dificulta el manejo del soplete y el control del baño de fusión. • Selección de Boquilla Se deben tener en cuenta los siguientes factores: Tipo de material a soldar. a) Espesor del material b) Tipo de Unión a realizar (tope, bisel, filete, etc.). c) se soldará. d) Posición Habilidadendelque operador etc. 76 TECSUP – PFR Procesos de Soldadura Ejemplo: selección según el espesor del material. No. 1 para planchas con un espesor de 0.5 - 1 mm - 80 litro/hora de consumo. No. 2 para planchas con un espesor de 1 - 2 mm - 150 litro/hora de consumo. No. 3 para planchas con un espesor de 2 - 4 mm - 300 litro/hora de consumo. No. 4 para planchas con un espesor de 4 - 6 mm - 500 litro/hora de consumo. No. 5 para planchas con un espesor de 6 - 9 mm - 700 litro/hora de consumo. • Válvulas antirretroceso de la Flama Cuando se produce un retroceso de flama, ésta se introduce en el soplete o incluso puede llegar, a través de las mangueras, a los cilindros de gas y provocar su explosión. Las válvulas antirretroceso previenen: Figura 4.21 Válvulas antiretroceso • • • La entrada de oxígeno o de aire en el conducto y cilindro que suministra el acetileno. Un retroceso de flama dentro del soplete, mangueras, tuberías, cilindros o depósitos. El suministro durante y después de un retroceso de flama. Si el retroceso de flama ha sido muy leve en algunos casos no se corta el suministro de gas, solamente se corta si la temperatura ha aumentado hasta 90 ó 100 °C. Se colocan justo a la salida de las válvulas reductoras de presión para proteger los cilindros. A la entrada del soplete, aunque sería una posición idónea, no se suelen colocar pues dificultaría su manejo al soldador. En caso de mangueras muy largas, además de la situadaena algún la salida de las también pueden situarse punto del válvulas recorridoreductoras de las mangueras como medida de precaución. 77 Procesos de Soldadura TECSUP – PFR Este tipo de válvulas deben tener los siguientes elementos de seguridad Válvula antirretroceso, que permite el paso del gas en un solo sentido. • • 3.2. Sinterizado micro poroso que apague una flama en retroceso. Válvula de corte térmico que se cierra al detectar un aumento de temperatura. Este dispositivo no es imprescindible en el caso de suministro a partir de cilindros de gas. ACTIVIDAD Nº 07 1. Trabajando en grupo de 3, Interprete y comente sobre el siguiente Figura. Figura 4.22 ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 78 TECSUP – PFR Procesos de Soldadura 2. Trabajando en grupo de 3, Interprete y comente sobre el siguiente Figura Figura 4.23 ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 79 Procesos de Soldadura TECSUP – PFR 3. Trabajando en grupo de 3, Interprete y comente sobre el siguiente Figura. Figura 4.24 ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 80 TECSUP – PFR 4. Procesos de Soldadura LOS GASES PARA SOLDAR Y OXICORTAR Como gas comburente se emplea el oxígeno ya que si se utiliza aire las temperaturas alcanzadas serían del orden de 800 a 1000 °C menores que las l as que se consiguen con oxígeno. Cuando el oxígeno se combina químicamente con otro elemento, la reacción entre ellos se flama oxidación. Si la oxidación es m muy uy rápida produce calor y luz y se flama combustión. Si un metal caliente se pone en contacto con aire o con oxígeno puro, la rapidez de oxidación es muy alta. Este es el principio que se aplica en el proceso de corte con oxiacetileno. Como gas combustible se podría emplear hidrógeno, gas natural, propano o cualquier otro gas combustible (butano, propileno), sin embargo se prefiere el empleo del acetileno porque con oxígeno se consigue una flama de mayor temperatura que aporta mayor calor que con cualquier otro gas. Para conseguir una temperatura elevada con cualquier otro gas es necesario emplear una flama muy oxidante (con mayor cantidad de oxígeno que de gas combustible), que no es la más adecuada para conseguir soldaduras sanas con la mayoría de los metales. TEMPERATURA DE LA FLAMA CON OXIGENO ºC. 3200 Gas Acetileno Acetil eno Gas propano 2050 Gas natural 1770 Figura 4.25: Comparación de las propiedades de los gases comprimidos 81 Procesos de Soldadura 4.1. TECSUP – PFR OXIGENO Es un cuerpo extraordinariamente extendido en la naturaleza y se combina casi con todos 105 cuerpos simples. Su densidad es ligeramente superior a la del aire (1,105). En estado gaseoso es incoloro, inodoro e insípido. No es tóxico ni combustible pero estimula la combustión y es necesario para ello. Soporta cualquier temperatura o presión cuando está solo, pero en contacto con el aceite y grasa estando puro y a presión, puede llegar a combustiones explosivas. El oxígeno es necesario para ayudar a la combustión cualquiera que sea el gas utilizado para soldar o cortar. • Fabricación Para fines industriales el oxígeno se fabrica hoy principalmente partiendo del aire, separándolo del nitrógeno, esto es lo que se conoce como destilación fraccionada; luego se procede a la rectificación del oxígeno en aparatos apropiados. La pureza del oxígeno depende del modo de fabricación, así se dice que el oxígeno tiene 98% de pureza cuando contiene un 2% de nitrógeno o de hidrógeno. Figura 4.26: Proceso de fabricación de oxígeno 82 TECSUP – PFR • • Procesos de Soldadura Presentación comercial Se surten en balones especiales normalizadas de 40 litros (masa de la botella vacía 70 a 75 Kg con una presión de 150 Kg/cm2 y en botellas de acero ligero de 50 litros (masa 66Kg) con una sobrepresión de 200 kg/cm2 se vende por m3. El oxígeno líquido se suministra mediante camiones cisterna, refrigerado y a presión. Botella de oxígeno Son de color azul o verde y se suministran en dimensiones de 1 a 50 litros de capacidad. Son de construcción especial para soportar tremendas presiones del gas que contienen (hasta 200 bar). Se hacen de una sola pieza. Figura 4.27: Representación de una botella de oxígeno 83 Procesos de Soldadura • TECSUP – PFR BOTELLA DE ACERO PARA EL OXIGENO 50 litros Puesto de toma P = Presión de la botella: 200 bar sobrepresión V = Volumen de la botella: 50 Litros Q = Contenido de oxígeno: 10 000 Litros Control del Contenido Q= p. V Figura 4.28 Para ahorrar los elevados costos del transporte de botellas de acero, se suministra oxígeno a los grandes consumidores también en forma líquida. 4.2. ACETILENO Es un gas compuesto de carbono e hidrógeno, su s u símbolo es C2 H. Es el gas más empleado para la soldadura autógena. Es un hidrocarburo gaseoso combustible de gran poder calorífico. Al estado puro es incoloro e insípido, pero el acetileno comercial tiene un olor característico. Arde con flama luminosa. Su densidad con relación al aire es de 0.91, lo que da como peso a O°C de un litro de gas 1, "176 gramos. Es soluble en gran número de líquidos, su presión permisible es de 1.5 (Kg/cm2) pasado ello se descompone en sus elementos, y mediante un choque o un calentamiento esta reacción, que es instantánea, puede ser causa de una violenta explosión. La temperatura de inflamación es de 335°C la temperatura de combustión con oxígeno es de 3,200°C. • Fabricación El gas se obtiene por la reacción química entre el carburo de calcio y el agua. Este no es puro, contiene hidrógeno fosforado hasta 20 a 30 cm3 por 100 litros de acetileno, que procede del carburo, así como trozos de amoníaco. De aquí la necesidad de purificar a través de filtros o depuradores en varias etapas en las cuales se eliminan las impurezas, en especial la humedad. 84 TECSUP – PFR Procesos de Soldadura Figura 4.29: Proceso de fabricación de acetileno. • Presentación comercial Se presenta en balones especiales disueltos en acetona a la presión de 18 BAR (Kglcm2) y a la temperatura de 15°C. La venta se hace por Kg en razón de que las presiones varían con el cambio de temperatura. Por eso, es necesario conocer que 1 Kg de acetileno equivale en números redondos a 0.9 m3. Los cilindros están equipados con tapones de seguridad, fusibles fabricados con un metal que se funde a unos 100° C (212°F). Esto permite al gas escapar si el cilindro se somete a un calentamiento excesivo. • Botella de acetileno El balón de acetileno es semejante al del oxígeno, también sujeto a normas y procesos de pruebas cortos. Son de color rojo o amarillo y se suministran en dimensiones de 1 a 50 litros. En su interior contienen una masa porosa en el que se disuelve la acetona para luego almacenar el acetileno. Las materias porosas más empleadas son: mezclas de amianto, carbón vegetal granulado, etc., aglomerados con cemento. 85 Procesos de Soldadura TECSUP – PFR Figura 4.30: Suministro de botellas de acetileno La masa porosa ocupa aproximadamente el 20% del volumen de la botella, la acetona el 40%, acetileno 25%, 15% previsto para encajar el aumento de volumen del acetileno con el aumento de temperatura ambiente. La distribución del volumen y peso del contenido de una botella de acetileno resulta así aproximadamente. I.R. 15% 15 % Aceton A cetona a Materia 40% 40 % 20% 20 % Acetil A cetilen eno o 25% 25 % Figura 4.31: Componentes al interior de las botellas de acetileno. Un litro de acetona a la presión atmosférica (1 Bar) disuelve, aproximadamente 24 litros de acetileno. Una botella de acetileno contiene normalmente 93 litros de acetona. Si la presión de llenado (sobrepresión) es de 18 Bar, es decir, si la presión absoluta es de 19 Bar, en una botella se encuentran disueltos (13 x 19 x 24") 6,000 litros de acetileno. 86 TECSUP – PFR Procesos de Soldadura 4.2.1. REGLAMENTOS DE TRABAJO IMPORTANTE El consumo máximo es 1000 l/h, en trabajo continuo está limitado a 500 hasta 700 l/h. Las botellas de acetileno no deben usarse en posición horizontal. Excepción: • • Botellas que tienen un anillo rojo (contienen una masa de alta porosidad). Proteger las botellas de calentamientos fuertes. NOTA La misión de la materia porosa es: • • 4.3. Inmovilizar la acetona. Evitar que se extienda cualquier descomposición que se podría iniciar si pasa una flama accidentalmente sobre la superficie del cilindro. PROPANO (CH3 - CH2 - CH3) Tiene una aplicación muy reducida en soldadura, pero en oxicorte tiene cada día mayor número de consumidores. El propano no se utiliza químicamente puro, sino mezclado con otros gases. Ejemplo: Etano - 0.4% Propano - 93.0% Isobutano - 0.5% Butano - 6.1 % Mercaptanos - 0.0015 gr./m3 > estas son sustancias odorantes. Para poder reconocer la presencia de propano por el olfato, de lo contrario sería inodoro. • • • • • • La temperatura de la flama es menor que la del acetileno, lo cual da como resultado que los bordes del corte sean muy limpios (debido al menor reblandecimiento que sufre el acero). La velocidad de propagación de de la flama impide los peligrosos retrocesos flama.es reducida (30 cm/seg), lo cual 87 Procesos de Soldadura • TECSUP – PFR Fabricación Su fuente principal son las mezclas de petróleo crudo y gas que se obtiene de los pozos de petróleo y gas natural activo. Se obtienen en la destilación fraccionada del petróleo y durante el reciclaje del gas natural. • Presentación comercial El propano se vende y transporta en cilindros de acero que contiene hasta 45 Kg. de gas licuado. En botellas de 35Kg, para el consumo industrial. También se suministra a gran granel el mediante ccamiones amiones cisterna a los grandes consumidores. 4.4. GAS NATURAL (GAS DE TIERRA) Se extrae con pozos casi siempre de gran profundidad, y se distribuye por medio de gasoductos. El gas natural en realidad, es una mezcla de varios gases en diferentes proporciones, según la zona en donde se extrae. Sus componentes principales son el etano (C2H6) y metano (CH4). Tiene más o menos el mismo valor calorífico que el propano y tiene usos iguales. El requerimiento volumétrico de gas natural es, por regla general 1,5 veces el del acetileno para generar una cantidad equivalente de calor. Se usa como gas combustible para el corte con oxígeno y en operaciones de calentamiento. 4.5. GAS MAPP Es un compuesto licuado de acetileno, metilacetinpropadieno, conocido por sus siglas MAPP. Es más seguro que el acetileno y tiene mayor poder calorífico que el propano o el gas natural. Se surten en tanques pequeños o para tanques estacionarios. La flama neutra de MAPP necesita el doble de oxígeno por volúmenes que el acetileno. 4.6. HIDRÓGENO Es un gas de contenido calorífico bajo. Se adquiere una presión de cerca de 2000 PSI (14 MPa) a una temperatura de 21°C (70°c). También puede obtenerse en forma líquida. Su uso se limita a ciertas operaciones de soldadura fuerte y a la soldadura de aluminio, magnesio, plomo y metales similares. 88 TECSUP – PFR 5. Procesos de Soldadura TÉCNICAS OPERATIVAS Figura 4.32: Trabaje con seguridad. • Preparación de la unión Es imprescindible que las piezas a unir estén limpias y exentas de óxidos, aceite y grasas, ya que de lo contrario se pueden producir poros e inclusiones de óxidos. El espesor de las piezas determina la preparación a realizar, cuando el espesor es pequeño, inferior a 7 mm., no es necesario achaflanar los bordes, para espesores inferiores a 5 mm. los bordes se pueden disponer juntos, sin separación, mientras que para mayores espesores es imprescindible separarlos para asegurar la penetración completa. Las piezas de más de 7 mm. de espesor deben ser achaflanadas con un ángulo del bisel de 35 a 45°. El talón suele ser de 1 – 2 mm. Las piezas de más de 20 mm. de espesor se preparan con chaflán doble si se pueden soldar por ambos lados, de esta forma se reduce la cantidad de metal de aportación y de gases empleado. Sin embargo, el soldeo oxiacetilénico de espesores gruesos presenta muchas desventajas respecto al soldeo de arco eléctrico (es lento y produce grandes deformaciones en las piezas), por lo que prácticamente no tiene ningún interés en este campo de espesores. 89 Procesos de Soldadura • TECSUP – PFR Utilización del equipo de soldeo Para utilizar correctamente el equipo de soldeo es necesario que se siga la secuencia indicada a continuación, además de las recomendaciones de seguridad. Conexión de los elementos del equipo de soldeo Pasos a seguir: • • • Limpiar e inspeccionar cada uno de los componentes del equipo, asegurarse de la no existencia de grasa o aceite en las conexiones de oxígeno. Realizar el purgado de las botellas. Montar el equipo de soldeo con las válvulas cerradas y verificar todas las conexiones antes de abrir ninguna de ellas. Figura 4.33 Instale con cuidado los manorreductores. 90 TECSUP – PFR • Procesos de Soldadura Apertura del oxígeno y del acetileno La siguiente secuencia de operación debe realizarse primero con el oxígeno y luego repetir con el acetileno (o al revés) pero nunca simultáneamente. • • • • • • • • Antes de abrir la válvula comprobar que el tornillo de regulación está aflojado Abrir el grifo de la botella lentamente. En las botellas de acetileno abrir sólo una vuelta, en las de oxígeno abrir totalmente. Abrir la válvula de cierre en el manorreductor. Abrir la válvula en el soplete. Apretar el tornillo de regulación hasta que se obtiene la presión deseada (figura 6.1). Se recuerda que la presión del acetileno no debe superar 1 Kg./cm 2. Dejar salir el gas durante 5 segundos por cada 15 m de longitud de la manguera y cerrar la válvula del soplete. Encendido y apagado del soplete El encendido y apagado del soplete debe hacerse con cuidado, recordando que nunca se deberá apagar cerrando primero el oxígeno ya que puede quedarse atrapada la flama dentro del soplete. • • • • • • • • Verificar antes de su empleo el estado del soplete, sobre todo estanqueidad y limpieza de las boquillas. Verificar conexiones de mangueras al soplete. Comprobar presiones de trabajo. Se suele recomendar abrir la válvula de acetileno del soplete, encender la flama con el mechero adecuado y regular la flama con el oxígeno, sin embargo para evitar la formación de humos también se puede abrir primero, ligeramente, la válvula de oxígeno y después des pués la del acetileno. Encender la flama con mechero adecuado y regular posteriormente la flama mediante la entrada de oxígeno. Para apagar, cerrar en primer lugar la válvula del gas combustible y luego la del oxígeno. Manejar el soplete con cuidado, evitando movimientos bruscos e incontrolados. Cierre de botellas Para cerrar las botellas al terminar el soldeo se deberá: • • • • • • Cerrar las válvulas de los cilindros. Aflojar el tornillo de regulación de los manorreductores (ver figura 6.2). Desalojar los gases de las mangueras abriendo las válvulas de los sopletes. Atornillar las válvulas de cierre del manómetro. Cerrar las válvulas del soplete. Abrir la válvula de oxígeno del soplete para dejar salir todo el gas. 91 Procesos de Soldadura 5.1. TECSUP – PFR PROTECCIÓN PERSONAL 1. Use siempre gafas protectoras cuando trabaje con un soplete encendido. 2. Use guantes de un material resistente al calor para protegerse las manos y las muñecas. Manténgalos libres de grasas y aceites. 3. Mantenga la ropa libre de grasa o aceite. Nunca use el oxígeno para limpiar su ropa. 4. No permita que la ropa se sature con oxígeno. 5. Es preferible utilizar ropa de lana en vez de algodón o fibras sintéticas porque arde con menos facilidad y protege la piel contra las altas temperaturas. 6. Nunca lubrique los reguladores, cilindros o conexiones para oxígeno o sopletes ni en las inmediaciones de ellos. Mantenga sus manos libres de aceite. 7. Use ropa resistente al fuego y desdoblada para que no se atrape en los pliegues las chispas o escorias calientes. 8. Use un respirador cuando vaya a soldar hierro galvanizado, latón o bronce. 9. Use un respirador cuando vaya a soldar material que contenga o estén recubiertos con plomo, zinc, aluminio, mercurio, cadmio o berilio, ya que desprenden vapores tóxicos. 10. No trabaje con equipo que sospeche está defectuoso. Informe de inmediato. • PREVENCIÓN DE INCENDIOS 1. Retire todo material combustible del lugar en donde vaya a soldar antes de empezar a trabajar. 2. Conozca de antemano el lugar exacto donde están los extinguidotes de incendio. 3. Cuando haga la apertura inicial de un cilindro, verifique que se encuentra lejos de una flama o fuente de calor (chispas de soldadura, de esmeril, etc.). 4. Cierre todas las válvulas de oxígeno y acetileno cuando termine el trabajo. No deje el gas en las mangueras. • CUIDADOS CON LOS CILINDROS 1. Siempre conecte el regulador correcto a la válvula del cilindro. 2. Para evitar daños a los reguladores y manómetros, abra con lentitud las válvulas de los cilindros. 3. Cuando abra un cilindro, no se pare frente a la válvula. 4. Abra la válvula del cilindro de acetileno solo 1.5 vueltas. vueltas. 5. Abra por completo las válvulas del cilindro de oxígeno cuando esté en uso. 6. Los cilindros deben estar siempre amarrados o sujetos de modo que so se puedan caer. 7. Nunca forme un arco contra el cilindro. 92 TECSUP – PFR Procesos de Soldadura 8. Nunca use un martillo o una llave de tuercas común para abrir la válvula de un cilindro. 9. Nunca permita que una flama haga contacto con un cilindro. 10. Nunca trate de retirar los aparatos de protección de la válvula de los cilindros. • CUIDADOS CON LAS MANGUERAS 1. Nunca use acetileno para sopletear una manguera nueva. 2. Nunca intente reparar una manguera con cinta adhesiva o alambre. 3. para probar si las mangueras tienen fugas, sumérjalas en agua (con el gas a la presión normal de trabajo en ellas). Para probar si hay fugas en las conexiones, aplique agua jabonosa y observe si se forman burbujas. 4. Las conexiones estándares de las mangueras tienen colores de identificación. Las de oxígeno son verdes o azules y tienen rosca derecha. Las de acetileno son rojas con rosca izquierda y, además, tienen la tuerca ranurada. No trate de conectar las mangueras por la fuerza. • SOPLETE Y SU ENCENDIDO • • • • • • Nunca use fósforos para encender un soplete. Use siempre el encendedor de fricción. No intente volver a encender un soplete con el metal caliente, e particular en lugares cerrados. A veces los gases no encienden de inmediato con el metal caliente y se puede producir una explosión. expl osión. Use siempre las presiones correctas (las que indica el fabricante de las boquillas). No use el acetileno a presiones superiores a 100 kPa o aproximadamente 15 libras o 1 kgf/cm2. Nunca cuelgue cuelgue el soplete o las mangueras de las válvulas de los reguladores de los cilindros. Figura 4.34: En caso de un retroceso de Flama. 93 Procesos de Soldadura 5.2. TECSUP – PFR ACTIVIDAD Nº 08 1. ¿Qué gases se emplean para el proceso de soldadura 311? 311? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 2. ¿Por qué el gas propano no se em emplea plea en la soldadura de aceros? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 3. Grafique un cilindro de acetileno y indique sus partes. 4. ¿Cómo se comercializa el gas acetileno y el oxígeno? o xígeno? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 5. ¿Cómo se obtiene el oxígeno? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 6. ¿Qué contiene una botella de acetileno en su interior? ...................................................................................................... ...................................................................................................... ...................................................................................................... ...................................................................................................... 94