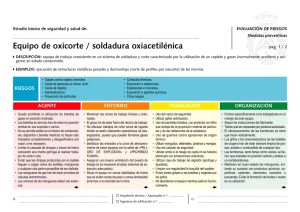
“Manual técnico de soldadura autógena. “ DMT7A. Asignatura: Procesos de manufactura II. Catedrático: Martínez Hernández Jesús Eduardo. Integrantes: Alfaro Rosas Hugo Alberto Allende Tellez Paulino. Gómez Vázquez Damián. Pérez Alejandro Benigno Alberto. Ruiz Trujillo Luis Enrique. Velez Quintero Hiram. Reynosa, Tamaulipas. 09 de septiembre de 2020. Pág. Índice. 1 – Objetivo 3 2 – General. 3 3 – Seguridad 4 4 – Especificaciones 5 técnicas. 5 - Procedimiento 8 2 1 - Objetivo. El objetivo es que la persona encargada a soldar tenga conocimientos y capacitación sobre toda información para realizar el trabajo. Establecer las bases de conocimiento básico para realizar un trabajo de calidad y evitar posibles accidentes. Reconocer las posibilidades de uso del tipo de soldadura, así como su correcto funcionamiento. Reconocer el principio de funcionamiento de la soldadura autógena. Capacidad para analizar las partes en base al funcionamiento del equipo. 2 – General. 2.1 - Descripción. Procedimiento de soldadura denominado autógena, por combustión, a gas o de oxiacetileno es una técnica de soldadura homogénea utilizado para unir dos piezas de igual o distinta naturaleza, mediante la cual se llevan los bordes de los materiales a unir hasta su temperatura de fusión. Todo esto se consigue gracias a la transferencia calorífica lo cual genera una llama formada por la combustión de gas donde esta mezcla uno es el comburente y otro el combustible. 2.2 - Principio de funcionamiento. 3 Se basa en realizar una mezcla de gases donde uno es el comburente y otro el combustible donde todo este proceso es gracias a la combustión, como se presenta en la imagen 1.1. mencionado Con es lo muy antes común encontrar que sea utilizado un soplete como recipiente de almacenamiento y donde se realiza la mezcla, donde tendremos una perilla en la cual permitimos expulsar la llama para así realizar el proceso de soldadura. 3 – Seguridad. 3 3.1 – Equipo de protección personal. El equipo de protección a la hora de realizar el proceso de soldadura autógena es muy importante ya que es trabajar con energía calorífica y podemos evitar lo que se asigna en la tabla 1.1. Equipo de protección personal. Riesgo. Equipo. Ceguera. Careta Apoyo visual. con vidrio polarizado. Quemadura. Guantes, mandil, careta. Trabajo pesado. Botas de seguridad. 4 4 – Especificaciones técnicas. 4 A 4.1 – Partes de la máquina de soldar. Sus partes las identificamos en la tabla 1.2. Partes de la máquina de soldar. Parte de la Descripción. Apoyo visual. máquina. Acetileno. Es el gas consumible. Es un gas (Tanque) incoloro, más ligero que el aire y altamente inflamable. Las botellas de acetileno se cargan a 15 bares a una temperatura de 15 °C. Estas botellas son de paredes gruesas. Oxigeno. (Tanque) Es un gas inodoro, incoloro e insípido. No es un gas inflamable, pero inicia y mantiene la combustión de materiales combustibles por lo que no se debe almacenar cerca de los gases combustibles. Se suele suministrar en botellas a 200 kg, aunque actualmente se suministran en botellas de menores dimensiones. La ojiva se pinta de color blanco con las letras OX en negro y el cuerpo es de color negro. Regulador Son los dispositivos que se de instalan en los grifos o válvulas presión. de las botellas de oxígeno y acetileno. Su objetivo es suministrar gas a presión constante sin depender de la progresiva variación que existe en el interior de la botella. Estos reguladores de presión constan 5 de dos manómetros: el primero llamado de alta presión y va pegado a la válvula de la botella que nos muestra la presión con que vienen cargadas de presión, ya sea la botella de oxígeno o la de acetileno. Y el segundo manómetro de baja presión, que nos permitirá regular la presión de trabajo. Soplete o Son dispositivos destinados a boquilla. mezclar los gases para generar su perfecta combustión. El soplete tiene en la parte central el dispositivo mezclador de gases, dentro del cual y por medio de unas llaves se regula la cantidad de uno y otro gas que se necesitan para conseguir la llama deseada. Dicha mezcla fluye hasta la boquilla de salida a través de un tubo acodado denominado lanza. Todos los sopletes tienen en su parte posterior las tomas donde van conectadas las mangueras, para evitar errores, la entrada de oxígeno lleva las letras OX y es de rosca a derecha y la de acetileno lleva las letras AC y es de rosca a izquierda. Válvulas Son los mecanismos situados de entre el soplete y las botellas, su seguridad. misión es evitar que las llamas puedan introducirse en las mangueras. Están compuestas por un tubo poroso, por el que se desplaza en su interior un émbolo que en posición de reposo se encuentra obstruyendo el paso de gas, debido a la presión de un muelle que se encuentra en el lado opuesto a su desplazamiento. 6 4.2 - Tipos de gases combustibles. Los tres gases más utilizados son el oxígeno, el nitrógeno y el argón. Estos tres elementos se extraen del aire a gran escala y son utilizados en una gran variedad de procesos de elaboración de casi todos los sectores de la industria. La obtención de estos gases se realiza mediante un proceso especializado de fraccionamiento del aire que separa los elementos individuales. - En primer lugar, el oxígeno es un elemento indispensable para la vida. Forma parte de la mayoría de los procesos de oxidación y combustión de la naturaleza, por lo que resulta necesario para muchos sectores distintos de la industria. En el caso de la soldadura, el oxígeno participa de la mezcla en la soldadura autógena. Este tipo de soldadura no precisa un material de unión, sino que funde las superficies de soldadura produciendo así los enlaces necesarios. Se utiliza en casi todos los tipos de soldadura industrial de metales. También se utiliza para determinadas soldaduras de corte con determinados materiales. El suministro de este material puede hacerse en botellas de alta presión de distintos tamaños. A través de gaseoductos o en instalaciones de plantas de generación en el propio lugar de trabajo. - En segundo lugar, el nitrógeno es un gas no disoluble y no combustible. Su temperatura de ebullición es muy baja, por lo que es un magnífico aliado en procesos de refrigeración o congelación. Este gas se utiliza como elemento auxiliar en soldadura de corte y como protección en otro tipo de proyecto. De igual manera que el oxígeno, se suministra en botellas de alta presión, camiones cisterna, instalación de generación propia o a través de conductos de gas en red. - En último lugar, el argón es un gas de protección perfecto. Se utiliza como estabilizador y protector de zonas concretas en trabajo a altas temperaturas. El suministro de este elemento es diferente al de los anteriores gases. Se limita a botellas y contenedores de líquido de tamaño mediano o pequeño o en suministro a granel de líquido a través de camiones cisterna. En este caso no se dispone de una red de gas. 4.3 - Tipos de flamas a utilizar. La llama es fácilmente regulable ya que pueden obtenerse llamas estables con diferentes proporciones de oxígeno y acetileno. En función de la proporción de acetileno y oxígeno se disponen de los siguientes tipos de llama: - Llama de acetileno puro: se produce cuando se quema este en el aire. Presenta una llama que va del amarillo al rojo naranja en su parte final y que produce partículas de hollín en el aire. No tiene utilidad en soldadura. 7 - - Llama reductora: se genera cuando hay un exceso de acetileno. Partiendo de la llama de acetileno puro, al aumentarse el porcentaje de oxígeno se hace visible una zona brillante, dardo, seguida de un penacho acetilénico de color verde pálido, que desaparece al igualarse las proporciones. Una forma de comparar la proporción de acetileno con respecto al oxígeno, es comparando la longitud del dardo con el penacho acetilénico medido desde la boquilla. Si este es el doble de grande, habrá por tanto el doble de acetileno. Llama neutra: misma proporción de acetileno que de oxígeno. No hay penacho acetilénico. Llama oxidante: hay un exceso de oxígeno que tiende a estrechar la llama a la salida de la boquilla. No debe utilizarse en el soldeo de aceros. 5 – Procedimiento de uso. 5 5.1 – Procedimiento de uso. El manejo del equipo debe realizarse siempre y cuando tenga claro los puntos anteriores. - - Como primer punto es realizar una inspección al equipo de soldadura para evitar accidentes como es fugas, el EPP en mal estado, manómetros fuera de calibración, etc. Colocar o identificar válvulas de seguridad que van colocadas antes de la manguera del soplete. Como segundo es colocarse el equipo de seguridad, se debe colocar todo lo que se menciona en esta guía de procedimiento. Identificar el trabajo a realizar conforme a especificaciones de relación llama-material y de ahí los gases a utilizar. Establecer los manómetros conforme a la utilización de gases necesaria según está guía. Tomar la boquilla y no exponer cerca de los tanques la llama. Tomar el material a soldar e identificar los bordes para así unir con la llama. Realizar movimientos de un lado para otro, no dejar la llama en un solo punto. 8