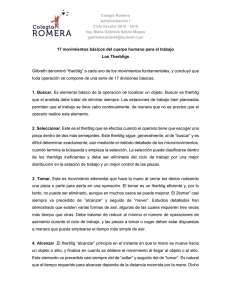
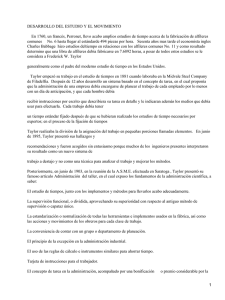
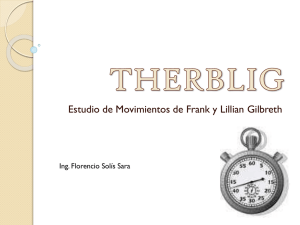
Instituto Tecnológico de Piedras Negras Ingeniería Industrial Estudiante: Mildre Aracely Velázquez Sánchez Planeación y diseño de instalaciones Docente: Denisse Arisbeth Solís Hernández “La ergonomía y los principios de la economía de los movimientos” Piedras Negras, Coah. a 22 de noviembre de 2022 ❖ Ergonomía ¿Qué es? Ergonomía (o estudio de los factores humanos) es la disciplina científica que trata de las interacciones entre los seres humanos y otros elementos de un sistema, así como, la profesión que aplica teoría, principios, datos y métodos al diseño con objeto de optimizar el bienestar del ser humano y el resultado global del sistema. La ergonomía es una disciplina orientada a los sistemas, es decir, a conjuntos de elementos o componentes que interactúan entre sí (al menos, algunos de ellos), y que se organizan de una manera concreta para alcanzar unos fines establecidos. En el ámbito laboral, un sistema de trabajo comprende a: uno o más trabajadores y al equipo de trabajo actuando conjuntamente para desarrollar la función del sistema, en un lugar de trabajo, en un entorno de trabajo, bajo las condiciones impuestas por las tareas de trabajo (UNE EN ISO 614-1: 2006). La Ergonomía tiene en consideración factores físicos, cognitivos, sociales, organizacionales y ambientales, pero, con un enfoque “holístico”, en el que cada uno de estos factores no deben ser analizados aisladamente, sino en su interacción con los demás. ¿Qué importancia tiene? La importancia de la ergonomía es promover la salud y el bienestar, reducir los accidentes y mejorar la productividad de las empresas. Esta disciplina tiene mucho que aportar, ya que se pueden reducir riesgos de problemas músculo-esqueléticos, fatiga y accidentes cuando se mejora la organización del trabajo. ¿Para qué se utiliza? La ergonomía es el estudio del trabajo en relación con el entorno en que se lleva a cabo (el lugar de trabajo) y con quienes lo realizan (los trabajadores). Se utiliza para determinar cómo diseñar o adaptar el lugar de trabajo al trabajador a fin de evitar distintos problemas de salud y de aumentar la eficiencia Ejemplos de ergonomía: usando una buena silla ergonómica, una mesa de escritorio adecuada y una postura erguida sin cruzar las piernas. A la hora de adquirir una postura ergonómica frente al ordenador, tal y como se muestra en el ejemplo de la imagen, deberemos mantener la espalda recta, con las rodillas formando un ángulo de 90º. Los codos deben formar también un ángulo de 90º, manteniendo siempre las muñecas ligeramente apoyadas sobre el tablero de la mesa. Observamos también como la espalda debe permanecer apoyada sobre el respaldo de la silla, en una posición erguida. Para que la visión de la pantalla del ordenador sea completa sin tener que hacer movimientos de cuello ajustaremos la altura de dicha silla. ❖ Principios de movimientos la economía de los ¿Qué es? Las técnicas economía de movimientos son un conjunto de reglas básicas y de sentido común que ofrecen los elementos y recomendaciones técnicas, requeridas para mejorar la eficiencia de las operaciones y disminuir la fatiga de los trabajadores en el trabajo manual. ¿Qué importancia tiene? Las dos manos deben comenzar y completar sus movimientos a la vez. Nunca deben estar inactivas las dos manos a la vez, excepto durante los períodos de descanso. Los movimientos de los brazos deben realizarse simultáneamente y en direcciones opuestas y simétricas. ¿Para qué se utiliza? Los principios de la economía de movimientos se basan en una comprensión elemental de la psicología humana y deben ser de gran utilidad en la aplicación del análisis de métodos con el operario en mente. Los 6 principios Principio 1: movimientos de la mano En primer lugar, deben eliminarse los movimientos de mano tanto como sea posible. Que los haga un dispositivo mecánico, pero si se necesitan (y muchos son necesarios), las manos deben operar como imágenes en un espejo. Deben iniciar y terminar movimientos al mismo tiempo; moverse en direcciones opuestas, y ambas deben trabajar en todas las ocasiones. Si las manos alcanzan dos partes al mismo tiempo, los contenedores deben estar a la misma distancia hacia atrás del área de trabajo y del eje central de la estación. Si sólo una parte se alcanzara con una mano, surgiría la pregunta de qué haría la otra. Hacer que ambas manos trabajen al mismo tiempo es un reto grande que puede vencerse con facilidad si se hacen dos partes al mismo tiempo (terminar una tarea con la mano izquierda y otra con la derecha). Un uso muy deficiente de las manos es sujetar, con una de ellas, una componente mientras a ésta se le ensamblan otras (piense cómo rediseñaría esta tarea). Esto se llama “trabajo bandido de una mano”. Se dice que el accesorio más caro del mundo es la mano humana. desempeñan con la mano izquierda, y la probabilidad de tener a una de ellas operando en una estación dada es fácilmente posible. A continuación se presenta un resumen de movimientos de la mano: 1. Eliminar tantos movimientos de manos como sea posible. 2. Combinar movimientos para suprimir otros. 3. Efectuar movimientos tan cortos como sea posible, y desalentar las inclinaciones debidas al alcance excesivo. 4. Reducir tanto como sea posible la fuerza requerida. 5. Mantener ambas manos igual de ocupadas. 6. Usar movimientos como imágenes en un espejo. 7. No usar ninguna mano como dispositivo de sujeción. 8. Colocar las herramientas y los materiales que se usan con frecuencia cerca del punto de empleo y más lejos de éste lo que se utilice menos. El peso de las herramientas y los materiales también debe influir en su cercanía con el punto de uso. Sitúe el material pesado más cerca de éste. Principio 2: tipos básicos de movimiento Los movimientos balísticos son movimientos rápidos que se crean al poner en movimiento un conjunto de músculos sin tratar de detenerlos con el uso de otros músculos. Buenos ejemplos de esto son lanzar una parte a un contenedor o presionar un botón de alarma. Deben estimularse los movimientos balísticos. Los movimientos controlados o restringidos son lo opuesto de los balísticos, y requieren más control, en especial, al final del movimiento. Un ejemplo de movimiento controlado es la colocación cuidadosa de partes. Las mejores justificaciones para los movimientos controlados son las consideraciones de seguridad y calidad, pero si hubiera formas de sustituir los movimientos controlados por balísticos, es posible que se reduzcan los costos. En primera instancia, los movimientos controlados se consideran para su eliminación, es decir, trate de diseñar un medio para evitar su uso porque son costosos, cansados e inseguros. Principio 3: ubicación de las partes y las herramientas Hay que tener un lugar fijo para todas las partes y las herramientas, y tener todo tan cerca como sea posible del punto de uso (vea las figuras 7-12 y 7-13). Tener un sitio fijo para todas las partes y herramientas ayuda en la formación de hábitos y acelera el proceso de aprendizaje. ¿Ha necesitado alguna vez unas tijeras, y cuando vio adonde se suponía que estaban no había nada? ¿Qué tan eficiente fue en los minutos siguientes? La caja de herramientas del operario se deja de modo que éste sabe dónde está cada artículo y puede tomarlo sin mirar. Éste debe ser un objetivo en toda estación de manufactura diseñada por los planeadores. La necesidad de tener ubicadas las partes tan cerca del punto donde se usan es demasiado evidente, y no debería causar sorpresa saber que entre más lejos esté algo que se tenga que tomar, más costoso y cansado será el trabajo. Se requiere creatividad de verdad para minimizar los alcances. Se pueden poner partes en dos sujetadores, en lugar de ponerlas en una fila a través de la parte superior de la estación de manufactura, o sería mejor tener tres sujetadores de partes, uno sobre otro. O utilizar transportadores para mover las partes dentro y fuera de la estación de manufactura. Enseguida se presenta un resumen de la ubicación de partes y herramientas: 1. Tener un lugar fijo para todo. 2. Situar todo tan cerca como se pueda del punto de uso. Principio 4: liberar las manos de tanto trabajo como sea posible Como ya se dijo, la mano es el accesorio más caro que podría usar un diseñador. Por tanto, debe proveer otras formas de sujetar partes. Los accesorios y las plantillas están diseñados para sujetar partes de modo que el trabajador pueda usar ambas manos. Pueden diseñarse dispositivos que se controlen con el pie, que permitan dejar las manos libres para el trabajo. Los transportadores mueven partes que rebasan a los operadores, de modo que no tienen que ir o alejarse de la unidad base. Las mesas redondas energizadas también se utilizan para mover partes hacia un operador (vea la figura 7-14). En cuanto a su activación, los implementos pueden ser eléctricos, neumáticos, hidráulicos y manuales. Se cierran con poca presión o con toneladas. Los dispositivos que se cierran en forma automática dejan libres las manos para ejecutar la tarea. Éstos pueden tener cualquier forma, lo que está determinado por la de la parte. Una tuerca hexagonal se sitúa en un agujero hexagonal de modo que no necesite ser sujetada, pero estará fija con firmeza gracias a la forma de la parte y su dispositivo. Principio 5: gravedad La gravedad es energía gratuita. ¡Úsela! Puede mover partes más cerca del operador. Si se coloca un plano inclinado en la parte inferior de las tolvas para las partes, éstas se acercan al frente de los operadores. Los administradores de la producción gustan de fraccionar toda la inversión, y esto puede lograrse con el uso de la gravedad. Por ejemplo, considere una caja que tenga dimensiones de 24 × 12 × 6 y que esté plana sobre una mesa. Principio 6: consideraciones sobre la seguridad y la salud del operario Al diseñar la estación de manufactura tenga en mente los riesgos para la seguridad y anticipe los requerimientos de acciones de emergencia. La seguridad y la salud del operador son responsabilidad de usted. Cuando diseñe la estación debe considerar las dimensiones antropométricas de la fuerza de trabajo. Diséñela para eliminar la tensión del cuello cuando se miren objetos, para que no haya encorvamientos ni flexiones, hay que suprimir giros a los lados o hacia atrás, y eliminar alcances y movimientos excesivos. Movimientos Therblig 1. Buscar. Es elemento básico de la operación de localizar un objeto. Buscar es therblig que el analista debe tratar de eliminar siempre. Las estaciones de trabajo bien planeadas permiten que el trabajo se lleve cabo continuamente, de manera que no es preciso que el operario realice este elemento. 2. Seleccionar. Este es el therblig que se efectúa cuando el operario tiene que escoger una pieza dentro de dos más semejantes. Este therblig sigue, generalmente, al de “buscar” y es difícil determinar exactamente, aún mediante el método detallado de los micro movimientos, cuando termina la búsqueda y empieza la selección. La selección puede clasificarse dentro de los therblig ineficientes y debe ser eliminada del ciclo de trabajo por una mejor distribución en la estación de trabajo y un mejor control de las piezas. 3. Tomar. Este es movimiento elemental que hace la mano al cerrar los dedos rodeando una pieza o parte para asirla en una operación. El tomar es un therblig eficiente y, por lo tanto, no puede ser eliminado, aunque en muchos casos se puede mejorar. El 2tomar” casi siempre va precedido de “alcanzar” y seguido de “mover”. Estudios detallados han demostrado que existen varias formas de asir, algunas de las cuales requieren tres veces más tiempo que otras. Debe tratarse de reducir al mínimo el número de operaciones de asimiento durante el ciclo de trabajo, y las piezas a tomar o coger deben estar dispuestas a manera que pueda emplearse el tiempo más simple de asir. 4. Alcanzar .El therblig “alcanzar” principia en el instante en que la mano se mueve hacia un objeto o sitio, y finaliza en cuanto se detiene el movimiento al llegar al objeto o al sitio. Este elemento va precedido casi siempre del de “soltar” y seguido del de “tomar”. Es natural que el tiempo requerido para alcanzar dependa de la distancia recorrida por la mano. Dicho tiempo también depende, en cierto grado, del tipo de alcance. Como tomar, Alcanzar puede clasificarse como un therblig objetivo y, generalmente, no puede ser eliminado del ciclo de trabajo. Sin embargo, si puede ser reducido acortando las distancias requeridas para alcanzar y dando ubicación fija a los objetos. 5. Mover. Este therblig comienza en cuanto la mano con carga se mueve hacia un sitio o ubicación general, y termina en el instante en que el movimiento se detiene al llegar a sí destino. Mover esta precedido casi siempre de asir y seguido de soltar o colocar en posición. El tiempo requerido para mover depende de la distancia, del peso que se mueve y del tipo de movimiento. Mover es un therblig objetivo y es difícil eliminarlo del ciclo de trabajo. 6. Sostener. Esta es la división básica que tiene lugar cuando una de las dos manos soporta o ejerce control sobre un objeto, mientras la otra mano ejecuta el trabajo útil. “Sostener” es un therblig ineficiente y puede eliminarse. El sostener comienza en el instante en que una mano ejerce control sobre el objeto, y termina en el momento en que la otra completa su trabajo sobre el mismo. 7. Soltar. comienza en el momento en el que los dedos comienzan a separase de la pieza sostenida, y termina en el instante en que todos los dedos quedan libres de ella. Este therblig va casi siempre precedido por mover o colocar en posición y seguido por alcanza. 8. Colocar en posición. Es el elemento de trabajo que consiste en situar o colocar un objeto de modo que quede orientado propiamente en un sitio específico. El therblig “colocar en posición” tiene efecto como duda o vacilación mientras la mano, o las manos, tratan de disponer la pieza de modo que el siguiente trabajo puede ejecutarse con más facilidad, de hecho, colocar en posición puede ser la combinación de varios movimientos muy rápidos. 9. Recolocar en posición. Este es un elemento de trabajo que consiste en colocar un objeto en un sitio predeterminado, de manera que pueda llevarse y ser llevado a la posición en que ha de ser sostenido cuando se necesite. La pre-colocación en posición ocurre frecuentemente junto con otros therblig , uno de los cuales suele ser mover. Es la división básica que dispone una pieza de manera que quede en posición conveniente a su llegada. Es difícil medir el tiempo necesario para este elemento, ya que es un therblig que difícilmente puede ser aislado. 10. Inspeccionar. Este therblig es un elemento incluido en la operación para asegurar una calidad aceptable mediante una verificación regular realizada por el trabajador que efectúa la operación. Se lleva a cabo una inspección cuando el fin principal es comparar un objeto dado con un patrón o estándar. El tiempo necesario para la inspección depende primariamente de la rigurosidad de la comparación con el estándar, y de lo que la pieza en cuestión se parte del mismo. 11. Ensamblar. El elemento “ensamblar” es la división básica que ocurre cuando se reúnen dos piezas embonan tés. Es otro therblig objetivo y puede ser más fácil mejorarlo que eliminarlo. El ensamblar suele ir precedido de colocar en posición o mover, y generalmente va seguido de soltar. Comienza en el instante en el que las dos piezas a unir se ponen en contacto, y termina al completarse la unión. 12. Desensamblar. Este elemento es precisamente lo contrario de ensamblar. Ocurre cuando se separan piezas embonan tés unidas. Esta división básica generalmente va precedida de asir y puede estar seguida por mover o soltar. Él desensamble es de naturaleza objetiva y las posibilidades de mejoramiento son más probables que la eliminación del therblig. Él desensamble comienza en el momento en el que una o ambas manos tienen el control del objeto después de cogerlo, y termina una vez que finaliza él desensamble, que generalmente lo evidencia el inicio de mover o soltar. 13. Usar. Este therblig es completamente objetivo y tiene lugar cuando una o las dos manos controlan un objeto, durante la parte del ciclo en que se ejecuta trabajo productivo. La duración de este therblig depende de la operación, así como de la destreza del operario. El usar se detecta fácilmente, ya que este therblig hace progresar la operación hacia su objetivo final. 14. Demora(o retraso) inevitable. La dilatación inevitable es una interrupción que el operario no puede evitar en la continuidad del trabajo. Corresponde al tiempo muerto en el ciclo de trabajo experimentado por una o ambas manos, según la naturaleza del proceso. 15. Demora(o retraso) evitable. Todo tiempo muerto que ocurre durante el ciclo de trabajo y del que sólo el operario es responsable, intencional o no intencionalmente, se clasifica bajo el nombre de demora retraso evitable. 16. Planear. Es el therblig “planear” es el proceso mental que ocurre cuando el operario se detiene para determinar la acción a seguir. Planear puede aparecer en cualquier etapa del ciclo y suele descubrirse fácilmente en forma de una vacilación o duda, después de haber localizado todos los componentes. Este therblig es característico de la actuación de los operarios noveles y generalmente se elimina del ciclo mediante el entrenamiento adecuado de este personal. 17. Descanso(o hacer alto en el trabajo). Esta clase de retraso aparece rara vez en un ciclo de trabajo, pero suele aparecer periódicamente como necesidad que experimenta el operario de reponerse a la fatiga. La duración del descanso para sobrellevar la fatiga variará, como es natural, según la clase de trabajo y según las características del operario que lo ejecuta.